高周波誘導加熱と超音波振動を用いた
アルミニウムの大気中固相接合に関する研究
山梨大学大学院
医学工学総合教育部
博士課程学位論文
2017 年 3 月
長田 智司
高周波誘導加熱と超音波振動を用いたアルミニウムの大気中固相接合に関する研究 第1 章 緒論 ... 1 -1.1 研究背景 ... 1 -1.1.1 工業用アルミニウムの概要 ... 1 -1.1.2 各産業分野におけるアルミニウムの現状および今後の需要 ... 6 -1.2 従来のアルミニウム接合法の問題点 ... 9 -1.2.1 アルミニウムおよびその合金の接合法 ... 9 -1.2.2 固相接合方法 ... 12 -1.3 研究の目的および論文の構成 ... 15 参考文献 ... 17 -第2 章 ハイブリッド固相接合装置の開発... 18 -2.1 緒言 ... 18 -2.2 高周波誘導加熱の原理 ... 18 -2.2.1 ジュール熱 ... 19 -2.2.2 電磁誘導と誘導加熱 ... 20 -2.2.3 電流浸透深さと表皮効果 ... 21 -2.3 超音波振動の原理 ... 23 -2.3.1 ボルト締めランジュバン振動子 ... 24 -2.3.2 超音波発振回路 ... 24 -2.3.3 超音波振動の伝送 ... 25 -2.4 ハイブリッド固相接合装置 ... 27 -2.4.1 装置概略 ... 27 -2.4.2 加熱機構部 ... 29 -2.4.3 加振機構部 ... 36 -2.4.4 加圧機構部 ... 39 -2.5 超音波ホーンの設計 ... 41 -2.5.1 固有振動数と共振 ... 41 -2.5.2 振動特性を考慮した超音波ホーンの設計 ... 42
-2.5.3 振動振幅測定方法 ... 44 -2.5.4 従来ホーンと試作ホーンとの比較 ... 49 -2.6 結言 ... 50 参考文献 ... 51 -第3 章 接合条件と接合強度の関係 ... 52 -3.1 緒言 ... 52 -3.2 供試材および実験方法 ... 52 -3.2.1 供試材 ... 52 -3.2.2 接合装置及び接合実験方法 ... 53 -3.2.3 接合強度の測定方法 ... 54 -3.3 実験結果および考察 ... 56 -3.3.1 超音波振動が接合強度におよぼす影響 ... 56 -3.3.2 接合温度が接合強度におよぼす影響 ... 56 -3.3.3 接合時間が接合強度におよぼす影響 ... 60 -3.3.4 加圧力が接合強度におよぼす影響 ... 61 -3.3.5 超音波振幅が接合強度におよぼす影響 ... 63 -3.4 結言 ... 64 参考文献 ... 65 -第4 章 接合部における酸化皮膜の挙動 ... 66 -4.1 緒言 ... 66 -4.2 供試材および実験方法 ... 66 -4.2.1 供試材 ... 66 -4.2.2 陽極酸化皮膜生成方法 ... 67 -4.2.3 接合実験方法 ... 68 -4.2.4 酸化皮膜観察方法 ... 69 -4.3 実験結果及び考察 ... 71 -4.3.1 マイクロスコープによる酸化皮膜観察結果 ... 71 -4.3.2 EDX による元素分析結果 ... 72 -4.3.3 酸化皮膜近傍組織観察結果 ... 73 -4.4 結言 ... 74
参考文献 ... 74 -第5 章 ハイブリッド固相接合メカニズムの考察 ... 75 -5.1 緒言 ... 75 -5.2 加圧力 ... 75 -5.3 振動力 ... 76 -5.4 熱エネルギー ... 76 -5.5 接合メカニズム ... 77 参考文献 ... 79 -第6 章 インサート金属を用いたハイブリッド固相接合 ... 80 -6.1 緒言 ... 80 -6.2 供試材および実験方法 ... 80 -6.2.1 供試材 ... 80 -6.2.2 接合装置および接合実験方法 ... 81 -6.2.3 引張試験及び接合部近傍の組織分析 ... 83 -6.3 実験結果及び考察 ... 84 -6.3.1 超音波振動が引張強さにおよぼす影響 ... 84 -6.3.2 超音波振動が酸化皮膜へ与える影響 ... 85 -6.3.3 超音波振動が接合部近傍組織へ与える影響 ... 87 -6.3.4 超音波振動が接合部の原子拡散へ与える影響 ... 89 -6.4 結言 ... 93 参考資料 ... 94 -第7 章 アルミニウム合金を用いたハイブリッド固相接合 ... 95 -7.1 緒言 ... 95 -7.2 ハイブリット固相接合装置を用いたA6061 アルミニウム合金の接合 ... 95 -7.2.1 供試材および実験方法 ... 95 -7.2.2 実験結果 ... 99 -7.3 ハイブリッド固相接合装置を用いたアルミニウムパイプの接合 ... 105 -7.3.1 供試材および実験方法 ... 105 -7.3.2 実験結果 ... 107 -7.4 結言 ... 110
参考文献 ... 111
-第8 章 結論 ... 112
-謝辞 ... - 116 -
- 1 -
第1章 緒論
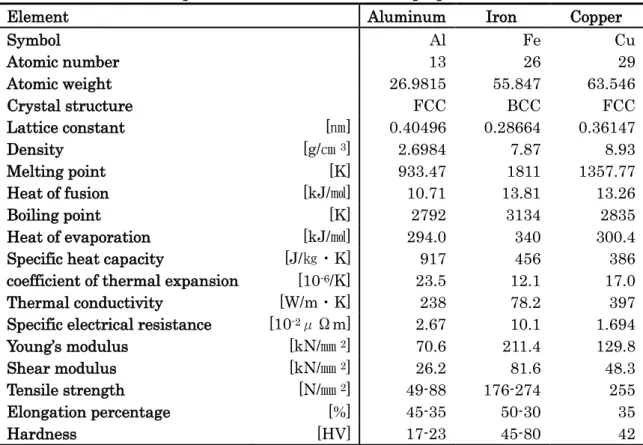
1.1 研究背景 1.1.1 工業用アルミニウムの概要 アルミニウムは,現在,鉄に次ぐ金属材料としてその地位を確立している.Table 1-1 に アルミニウムと鉄,銅の諸性質をまとめたものを示す1) 2).アルミニウムの特徴は,軽い(Al:2.7g/㎝3,Fe:7.8g/㎝3,Cu:8.9g/㎝3 ),強い(比強度が大きい,特に熱処理による強
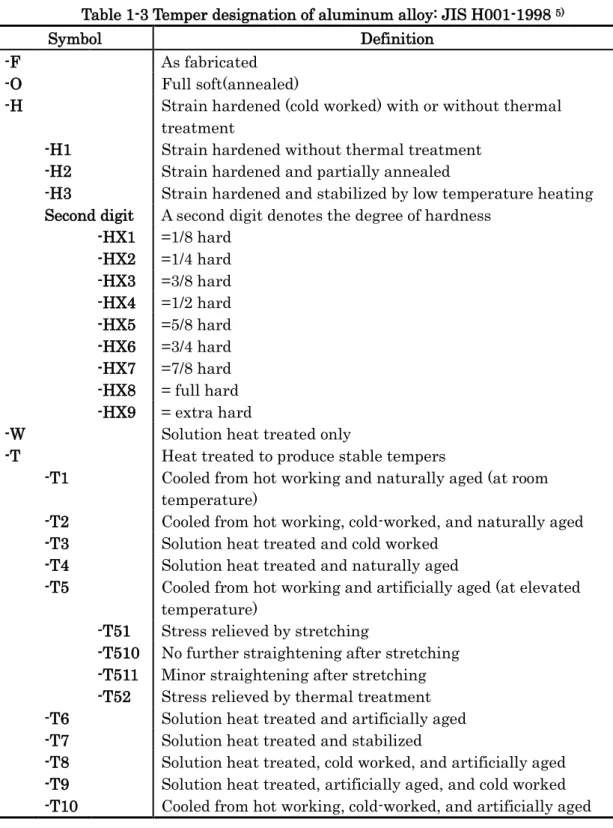
度増大が効果的),電気・熱をよく通す,などである.さらに,非磁性である,光・熱の反 射性がよい(鏡面となる,アルマイト処理による美観),加工性がよく,鋳造性に優れる, リサイクル性に優れる,などの特性を生かし多くの分野でアルミニウムは活用されている. 工業用アルミニウムでは,純度99.00%以上のものを純アルミニウムと呼び,純アルミニ ウムにMg や Mn,Cu,Si,Zn などの元素を添加して強度を高めるなどの性質を改善した ものをアルミニウム合金と呼ぶ3)4) .アルミニウム合金は,最終製品の品質要求や必要な性 質によって,板,箔,形材,管,棒,線および鍛造品に加工される展伸材用合金と,鋳物, ダイカストなどの鋳造用合金に大別される.また,それぞれ非熱処理型合金と熱処理型合 金に分類される.非熱処理型合金は,圧延加工など主に冷間加工によって,熱処理型合金 は焼入れや焼きもどしなどの熱処理によって所定の強度を得る5) 6).展伸材用合金の分類を Fig.1-1 に,アルミニウム合金の標準化学組成を Table 1-2 示す.各種調質記号と調質内容 についてTable 1-3 に,アルミニウム合金の機械的性質と物理的性質を Table 1-4 に示す. アルミニウム合金は,建築・土木,包装・容器,輸送,電気機器,機械部品などの様々 なニーズに応え,使用用途を広げている.日本における一人当たりのアルミニウム消費量 は,世界一位であり,アルミニウム素材はわが国の社会生活に深くかかわっている.
Table 1-1 Comparison table of metal material properties value 1) 2)
Element Aluminum Iron Copper
Symbol Al Fe Cu Atomic number 13 26 29 Atomic weight 26.9815 55.847 63.546 Crystal structure FCC BCC FCC Lattice constant [㎚] 0.40496 0.28664 0.36147 Density [g/㎝3] 2.6984 7.87 8.93 Melting point [K] 933.47 1811 1357.77 Heat of fusion [kJ/㏖] 10.71 13.81 13.26 Boiling point [K] 2792 3134 2835 Heat of evaporation [kJ/㏖] 294.0 340 300.4
Specific heat capacity [J/㎏・K] 917 456 386
coefficient of thermal expansion [10-6/K] 23.5 12.1 17.0
Thermal conductivity [W/m・K] 238 78.2 397
Specific electrical resistance [10-2μΩm] 2.67 10.1 1.694
Young’s modulus [kN/㎜2] 70.6 211.4 129.8
Shear modulus [kN/㎜2] 26.2 81.6 48.3
Tensile strength [N/㎜2] 49-88 176-274 255
Elongation percentage [%] 45-35 50-30 35
- 2
-
Fig.1-1 Alloy designation system for wrought alloys 3)
Wrought alloys
Non-heat-treatable alloys
Pure aluminum (1000 series)
Al-Mn alloy (3000series)
Al-Si alloy (4000series)
Al-Mg alloy (5000series)
Heat-treatable alloys
Al-Cu-Mg alloy (2000series)
Al-Si-Cu-Mg alloy (4000series)
Al-Mg-Si alloy (6000series)
- 3
-
Table 1-2 Chemical composition of aluminum alloy: JIS H4040-2015 4)
Series Alloys Composition (% weight) Si Fe Cu Mn Mg Cr Zn Ti V,Bi,Pb,Zr,Ni etc. Al 1000series Pure Aluminum 1050 ≦0.25 ≦0.40 ≦0.05 ≦0.05 ≦0.05 - ≦0.05 ≦0.03 V≦0.05 ≧99.50 1070 ≦0.20 ≦0.25 ≦0.04 ≦0.03 ≦0.03 - ≦0.04 ≦0.03 V≦0.05 ≧99.70 1100 Si+Fe≦0.95 0.05~0.20 ≦0.05 - - ≦0.10 - - ≧99.00 2000series Al-Cu-Mg alloy 2011 ≦0.40 ≦0.7 5.0~6.0 - - - ≦0.30 - Pb 0.20~0.6 Bi 0.20~0.6 remainder 2014 0.50~1.2 ≦0.7 3.9~5.0 0.40~1.2 0.20~0.8 ≦0.10 ≦0.25 ≦0.15 remainder 2024 ≦0.50 ≦0.50 3.8~4.9 0.30~0.9 1.2~1.8 ≦0.10 ≦0.25 - (Zr+Ti ≦0.20) remainder 3000series Al-Mn alloy 3003 ≦0.6 ≦0.7 0.05~0.20 1.0~1.5 - - ≦0.10 - - remainder 3103 ≦0.50 ≦0.7 ≦0.10 0.9~1.5 ≦0.30 ≦0.10 ≦0.20 Zr+Ti ≦0.10 remainder 5000series Al-Mg alloy 5052 ≦0.25 ≦0.40 ≦0.10 ≦0.10 2.2~2.8 0.15~0.35 ≦0.10 - - remainder 5056 ≦0.30 ≦0.40 ≦0.10 0.05~0.20 4.5~5.6 0.05~0.20 ≦0.10 - - remainder 5083 ≦0.40 ≦0.40 ≦0.10 0.40~1.0 4.0~4.9 0.05~0.25 ≦0.25 ≦0.15 - remainder 6000series Al-Mg-Si alloy 6061 0.40~0.8 ≦0.7 0.15~0.40 ≦0.15 0.8~1.2 0.04~0.35 ≦0.25 ≦0.15 - remainder 6063 0.20~0.6 ≦0.35 ≦0.10 ≦0.10 0.45~0.9 ≦0.10 ≦0.10 ≦0.10 remainder 6N01 0.40~0.9 ≦0.35 ≦0.35 ≦0.50 0.40~0.8 ≦0.30 ≦0.25 ≦0.10 Mn+Cr≦0.50 remainder 7000series Al-Zn-Mg-Cu alloy 7050 ≦0.12 ≦0.15 2.0~2.6 ≦0.10 1.9~2.6 ≦0.04 5.7~6.7 ≦0.06 Zr 0.08~0.15 remainder 7075 ≦0.40 ≦0.50 1.2~2.0 ≦0.30 2.1~2.9 0.18~0.28 5.1~6.1 ≦0.20 - remainder 7N01 ≦0.30 ≦0.35 ≦0.20 0.20~0.7 1.0~2.0 ≦0.30 4.0~5.0 ≦0.20 Zr≦0.25 V≦0.10 remainder
- 4 -
Table 1-3 Temper designation of aluminum alloy: JIS H001-1998 5)
Symbol Definition
-F As fabricated
-O Full soft(annealed)
-H Strain hardened (cold worked) with or without thermal treatment
-H1 Strain hardened without thermal treatment -H2 Strain hardened and partially annealed
-H3 Strain hardened and stabilized by low temperature heating Second digit A second digit denotes the degree of hardness
-HX1 =1/8 hard -HX2 =1/4 hard -HX3 =3/8 hard -HX4 =1/2 hard -HX5 =5/8 hard -HX6 =3/4 hard -HX7 =7/8 hard -HX8 = full hard -HX9 = extra hard
-W Solution heat treated only
-T Heat treated to produce stable tempers
-T1 Cooled from hot working and naturally aged (at room temperature)
-T2 Cooled from hot working, cold-worked, and naturally aged -T3 Solution heat treated and cold worked
-T4 Solution heat treated and naturally aged
-T5 Cooled from hot working and artificially aged (at elevated temperature)
-T51 Stress relieved by stretching
-T510 No further straightening after stretching -T511 Minor straightening after stretching -T52 Stress relieved by thermal treatment -T6 Solution heat treated and artificially aged -T7 Solution heat treated and stabilized
-T8 Solution heat treated, cold worked, and artificially aged -T9 Solution heat treated, artificially aged, and cold worked -T10 Cooled from hot working, cold-worked, and artificially aged
- 5
-
Table 1-4 Mechanical and physical properties of aluminum alloy 6)
Alloy type Temper Tensile strength Offset yield strength Elongation (Bar) modulus of longitudinal elasticity Brinell hardness Relative density (293K) Melting temperature range Thermal conductivity (293~373K) Coefficient of thermal expansion [MPa] [MPa] [%] [kN/㎜2] [HB] [K] [W/m・K] [10-6/K] 1070 H112 68 29 40 68.6 19 2.70 919~930 234.46 24.0 1100 O 90 35 42 68.6 23 2.71 916~930 221.90 23.6 2011 T8 405 310 10 70.6 100 2.82 814~911 171.66 22.9 2014 T6 485 415 11 73.5 135 2.80 780~911 154.91 23.0 2017 T4 425 275 20 72.5 105 2.79 786~913 133.98 23.6 2024 T4 470 325 17 73.5 120 2.77 775~911 121.42 23.2 3003 O 110 40 37 68.6 28 2.73 916~927 192.59 23.2 3004 O 180 70 22 68.6 45 2.72 902~927 163.29 24.0 4032 T6 380 315 9 78.4 120 2.68 805~844 138.16 19.6 5052 H34 260 215 12 70.6 68 2.69 880~922 138.16 23.8 5056 H34 294 245 12 70.6 98 2.64 841~911 108.86 24.3 5083 O 290 145 20 70.6 - 2.66 847~911 117.23 23.4 6061 T6 310 275 15 68.6 95 2.70 855~925 167.47 23.6 6N01 T5 270 225 12 68.6 88 2.70 888~925 188.41 23.5 7075 T6 570 505 9 71.5 150 2.80 750~908 129.79 23.6
- 6 - 1.1.2 各産業分野におけるアルミニウムの現状および今後の需要 ・自動車産業 アルミニウム及びその合金は多岐にわたって利用されている.特に自動車産業では,地球 環境問題の解決に向けて,自動車に関するCO2排出規制を強化する動きがあり,燃費の向 上に向けた車体の軽量化は喫緊の課題である.そこで,車の外板材・内板材をはじめ,エ ンジンブロックやサスペンション部品,バンパー,熱交換器などにアルミニウムが優先的 に活用されている.例えば,自動車重量を10%軽くすると,燃費効率は約 10%増大し,排 気ガスを減らす上でも効果が大きいといわれている.さらに,需要が伸びてきている電気 自動車(EV)においても,航続距離向上には車体の軽量化は必須である.さらに市場では オールアルミニウム車とよばれる自動車も出現している.Fig.1-2 に 2000 年から 2015 年に おける自動車1台あたりのアルミニウム使用量の推移を示す7).ここで,自動車1 台あたり のアルミニウム使用量は,自動車向けアルミ製品総量を国内自動車生産台数で除した数値 である.この表からも年々アルミニウム使用量が増加しているのが判る.また,Fig.1-3 に 次世代自動車における各部素材使用比率を予想したグラフを示す8).このグラフは,自動車 の軽量化に向け,従来の鉄鋼材料から,アルミニウム,マグネシウムなどの軽金属および 樹脂材料への置換が行われることを示している. 今後,地球環境問題を解決するために,自動車産業におけるマルチマテリアル化は加速す る.その中で,自動車産業に馴染のあるアルミニウム及びその合金のニーズはますます高 まると考える.
- 7 -
Fig.1-3 Typical composition of past and present cars versus a future lightweight vehicle 8) ・医療機器産業 アルミニウム及びその合金は,何らかの化学作用で金属が溶出したり,化合物を作った としても,重金属のように人体を害したり,土壌を汚染したりしない.その特性を生かし 医薬品の包装などに広く使用されている.一方,近年,医療用器具・介護用器具では,軽 量化による負荷軽減を目的に車椅子,ケアベッド,歩行補助器,ステッキなどにアルミニ ウム及びその合金の使用が広がっている.さらに,優れた形状自由度・耐久性などから家 庭用階段昇降機レール・スロープなどへの適用も進んでいる.また,アルミニウム及びそ の合金は非磁性体で磁場に影響されない特性から,コンピュータ断層撮影(CT),核磁気共 鳴画像法(MRI)等の電子医療機器へ活用されている.ここで,Fig.1-4 に日本の医療機器 市場の動向を示す9).高齢化社会から超高齢化社会を迎える日本では,医療機器市場の市場 規模は年々増加しており今後も成長が見込める.さらに,Fig.1-5 に世界の医療機器市場の 将来見通しを示す10).医療機器の世界市場は,年約1.4 倍のペースで規模が拡大すると示 している. 今後,人体への低影響や軽量,非磁性などの特色から,成長を続ける医療機器市場での アルミニウム及びその合金の需要は大幅に増えると考える. ・アルミニウム及びその合金の今後の需要 自動車産業と医療機器産業に注目し,アルミニウム及びその合金の現状及び今後の需要 を見てきたが,構造材料として新幹線をはじめとする高速鉄道車両,リニアモーターカー, 航空機,宇宙ロケット,ビルのカーテンウオール,高層タワーなど,軽量性,耐食性,高 比強度,美麗などの点から主要な産業で広く利用されている.今後も様々な産業にて需要
- 8 -
が拡大すると見込まれている.しかし,アルミニウム材料は大気中で強靭な酸化皮膜を形 成することから接合が難しく,需要の高まりとともにその接合技術の向上が望まれている.
Fig.1-4 Trends in the amount of production of medical devices in Japan 9)
- 9 - 1.2 従来のアルミニウム接合法の問題点 1.2.1 アルミニウムおよびその合金の接合法 アルミニウム及びその合金は,使用量の増加に伴いその接合ニーズが高まっている.ア ルミニウム及びその合金の接合は鉄鋼などの他の金属材料のそれと原理的には同じである が,下記に示す特徴を有していることから,接合が難しい金属であることが知られている. ○溶融熱,熱伝導度が大きい →効率のよい熱集中が要求される.抵抗溶接においては短時間で高い溶接電流を要する. ○凝固時の体積収縮,線膨張係数が大きい →溶接ひずみが生じやすく,合金によっては割れも生じやすい. ○酸素との親和力が強く,表面に強固な酸化皮膜が存在する →融点が2000℃を超える安定した酸化皮膜が母材との融合を妨げる.ガス溶接,ろう付, はんだ付では一般的にフラックスを必要とし,アークによるクリーニング作用をうる ためには,極性の選択を要する. ○化学的に活性である →溶融金属を空気より保護する必要がある.また,溶融アルミニウムは水素の溶解度が 固体時より約20 倍大きく,これが溶接部の気孔の原因となる. アルミニウム及びその合金の接合を大別すると,原子間の結合のある冶金的接合と接着 剤などを用いた化学的接合,また,ネジやリベットなどを用いた機械的接合に分けられる. Fig.1-6 に冶金的接合法の分類を示す11).冶金的接合は金属の状態から,アーク溶接を代表 的な接合法とする,液相からの溶融・凝固を伴う溶接(Fusion Welding),ろう付を代表的 な接合法とする液相-固相接合(Blazing and soldering),圧接などが代表的な接合法である 固相-固相接合 (Solid state bonding) がある.現在は,その汎用性から溶融溶接法,中 でも不活性ガスアーク溶接法が最も多く使用されている.また,熱交換器や電子部品等で は,ろう付接合が多く使用されている.そこで,機関誌「軽金属溶接」の記事分類とその 変遷をFig.1-7 に示す12).このグラフから,溶融溶接法やろう付け接合法に関する研究は古 くからおこなわれており,数多くの成果が得られていることがわかる.一方,固相接合法 の研究成果が少ないこともわかった. 近年,接合ニーズの高まりとともに接合ニーズは多様化している.「より複雑な形状を接 合したい」,「材料を溶かしたくない」などの要求から,従来の溶融接合およびろう付から, 固相接合へのニーズが高まっている.そこで,固相接合に関する研究を見ると,摩擦攪拌 接合(FSW: Friction Stir Welding)の成果が目立つ.摩擦攪拌接合は,1991 年に英国の 溶接研究所で開発され,20 年余りという非常に短時間で実用化まで至っている接合法であ る.FSW はツールと呼ばれる非消耗の硬質丸棒を回転させながら被接合材に加圧により挿 入し,ツールと被接合材との間で発生する摩擦熱と回転による接合材の塑性流動を利用し て接合する方法である.FSW はロケットの燃料タンク,航空機体,鉄道車両の構体,橋梁 の床板などに実績があるが,現状,装置が高価であり,適用製品範囲が限られる.それは, ターゲットとする自動車産業や医療機器産業などへの展開は望めない. そこで我々は,大気中で短時間に材料変形の少ないアルミニウム及びその合金の固相接 合法を実現すべく,各種固相接合法に関する調査を行った.調査結果を1.2.2 項に示す.
- 10
-
Fig.1-6 Classification of welding 11)
Welding Fusion welding
Gas welding Arc welding
Electric resistance welding High frequency resistance welding
Thermite process Electroslag welding Electron beam welding
Laser welding
Solid state bonding
Cold pressure welding Hot pressure welding
Friction welding Ultrasonic bonding
Explosion welding Electromagnetic welding
Diffusion bonding
Blazing and solderig Brazing Soldering
- 1
1
-
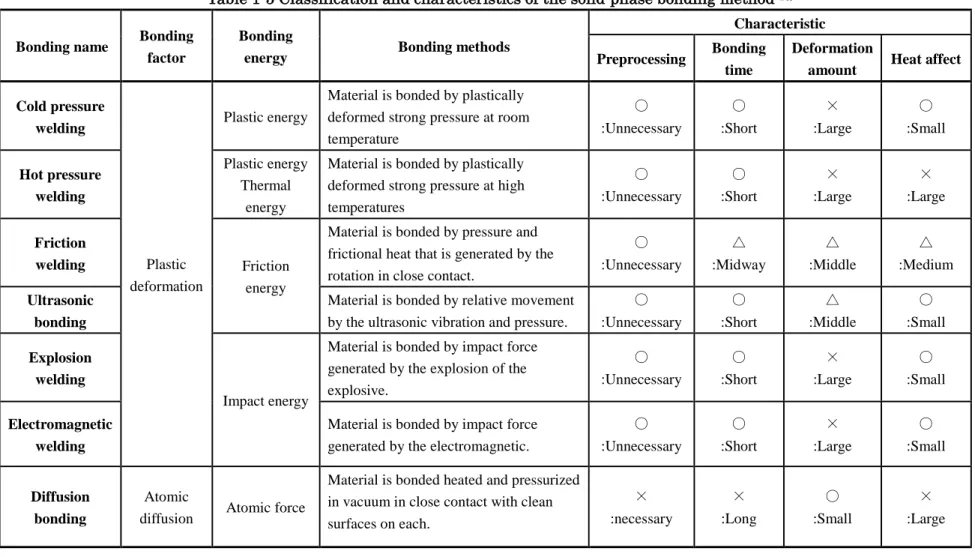
- 12 - 1.2.2 固相接合方法 固相接合法は,熱間圧接すなわち鍛接法として,ろう付と同様古来より使用されている. JIS における固相接合の定義は,「母材の融点以下の温度で行う溶接で、ろう材を用いず、 加圧又は非加圧の状態で固相面どうしの溶接方法の総称」である.すなわち,両材料を溶 融させることなく,圧力を負荷することによって接触部に塑性変形を与え,両材料の原子 を原子的配列の起きる距離まで近づけることで接合させる方法である.Table 1-5 に主な固 相接合法の分類とその特徴を示す.
冷間圧接(Cold pressure welding)は,材料を常温で突き合わせ加圧し,大きな塑性変 形を与えて接合する方法である.熱間圧接(Hot pressure welding)は,鍛接,熱間圧延な どで,高温で大きな塑性変形を加えて接合する方法である.また,摩擦圧接(Friction welding)は材料を突き合わせて回転させ,接触部に発生する摩擦熱と加圧による塑性変形 にて接合する方法である.超音波接合(Ultrasonic bonding)は,超音波振動を加えて摩擦 圧接と同じ原理で接合させる方法である.さらに,爆発圧接(Explosion welding)は爆薬 の爆発衝撃力によって接合部を塑性変形させて接合する方法で,電磁圧接法 (Electromagnetic welding)は,原理的には爆発圧接と同じであるが,電磁力による衝撃 で接合している.これらの接合法は主に塑性変形が接合の主となり,その塑性変形を発生 させるエネルギーにより分類されている.一方,拡散接合法(Diffusion bonding)は,平 滑でかつ清浄な金属面同士を接触させ,その接触面間に起こる原子の熱拡散によって接合 させる方法である.原子間力が接合の主となり,接合後に寸法矯正などの後加工が不要で ある. 大気中で短時間に材料変形の少ないアルミニウム及びその合金の接合法の観点から,接 合法を,表面研磨などの前処理,接合時間,変形量,熱影響の4 項目で評価した結果を Table 1-5 の右欄に示す13).この結果から超音波接合法が適していると考える.超音波接合とは, 加圧下で超音波エネルギーを与えて接合部分をこすり合わせ、清浄な金属表面同士の密着 面を得て圧接する接合方法である.現在,超音波接合による金属接合では,板厚1 ㎜以下 の薄板やワイヤハーネスや電子部品などの比較的小さい部品への適用事例が多い.なぜな ら,超音波振動を発生させる圧電素子の大きさで最大出力が決まってしまうからである. そこで,機械部品などの大きなアルミニウム部品への適応する際は,超音波振動を合成さ せる複雑な装置が必要であり,実現が困難であった. そこで我々は,材料を再結晶温度以上に加熱することで材料が軟化する特徴に着目し, 材料温度を再結晶温度以上融点以下の温度に保持しながら,超音波振動を加えることで, 小さな摩擦力でも大きな塑性変形が生じると考えた.Fig.1-8 に加熱温度と加圧力から固相 接合方法を分類したものを示す14).現状,超音波接合は室温で接合しており,接合時に摩 擦熱で局所的に再結晶温度付近まで上昇するが,積極的に熱源は利用していない.そこで, 超音波接合時に外部から熱を与えることで,塑性変形および原子拡散を促し,アルミニウ ム及びその合金を短時間に変形の少ない状態で接合することが可能であると考えた.
- 13
-
Table 1-5 Classification and characteristics of the solid-phase bonding method 13)
Bonding name Bonding factor
Bonding
energy Bonding methods
Characteristic Preprocessing Bonding
time
Deformation
amount Heat affect Cold pressure
welding
Plastic deformation
Plastic energy
Material is bonded by plastically deformed strong pressure at room temperature ○ :Unnecessary ○ :Short × :Large ○ :Small Hot pressure welding Plastic energy Thermal energy
Material is bonded by plastically deformed strong pressure at high temperatures ○ :Unnecessary ○ :Short × :Large × :Large Friction welding Friction energy
Material is bonded by pressure and frictional heat that is generated by the rotation in close contact.
○ :Unnecessary △ :Midway △ :Middle △ :Medium Ultrasonic bonding
Material is bonded by relative movement by the ultrasonic vibration and pressure.
○ :Unnecessary ○ :Short △ :Middle ○ :Small Explosion welding Impact energy
Material is bonded by impact force generated by the explosion of the explosive. ○ :Unnecessary ○ :Short × :Large ○ :Small Electromagnetic welding
Material is bonded by impact force generated by the electromagnetic.
○ :Unnecessary ○ :Short × :Large ○ :Small Diffusion bonding Atomic
diffusion Atomic force
Material is bonded heated and pressurized in vacuum in close contact with clean surfaces on each. × :necessary × :Long ○ :Small × :Large
- 14
-
- 15 - 1.3 研究の目的および論文の構成 近年,アルミニウム及びその合金は幅広い製品に使用され,その使用量は増加している. それに伴いアルミニウム及びその合金の接合ニーズも高まっているが,アルミニウム合金 は大気中で強靭な酸化物層を形成すること及びアルミニウム合金特有の機械的特性や熱物 性から接合が難しい材料であることが知られている.近年,摩擦熱で接合材を高温に加熱 するとともに軟化した両金属を混合させる摩擦攪拌接合技術の開発が盛んに行われ,主に 鉄道車両や自動車等に用いられるアルミニウム構造材への導入が進んでいる.しかし,そ の接合様式・条件等の制約から寸法精度の要求される部品や複雑な構造体への適用は難し いとされている.一方,寸法精度の要求される部品や複雑な構造体への接合は,真空拡散 接合法による固相接合が行われているが,真空容器は大きく,それに伴う設備も大がかり なものとなり,段取りを含めて真空拡散接合には多くの時間を必要としている. そこで,本研究では,大気中で短時間に材料変形の少ないアルミニウム及びその合金の 固相接合法を考案し,接合装置を開発する.そして,考案した固相接合法の接合メカニズ ムを解明し,実用化を目指すことを目的とした. Fig.1-9 に論文の構成を示す.この第 1 章では,新たな接合法の開発までの背景を示した. 第2 章は,ハイブリット接合装置の構成及び各ユニットの機能について報告する.第 3 章 では,ハイブリット接合装置を用いたアルミニウム丸棒接合における,接合条件と接合強 度との関係を明らかにする.第4 章では,接合メカニズム解明に向け,接合時の酸化皮膜 の挙動を明らかにする.第5 章では,今までの実験結果から得られた知見から開発した接 合法のメカニズムを考察する.第6 章は,拡散接合にて多く用いられるインサート金属を 用いた接合について,開発したハイブリット接合装置の有用性を検証する.第7 章では実 用化に向けて,アルミニウム合金を用いた接合とアルミニウムパイプを用いた接合の実験 結果について報告する.そして,第8 章は,これら研究にて得られた諸結果を総括する.
- 16 -
- 17 - 参考文献 1) 一般社団法人アルミニウム協会:アルミニウムハンドブック第 7 版(2007),p.131 2) 軽金属学会:アルミニウムの組織と性質(1991),pp.2-3 3) 小林俊郎:アルミニウム合金の強度,内田老鶴圃(2001),p.28 4) 日本工業規格:アルミニウム及びアルミニウム合金の棒及び線 JIS H4040(2015), pp.7-8 5) 日本工業規格:アルミニウム,マグネシウム及びそれらの合金-識別記号 JIS H001 (1998), pp.2-4 6) 里達雄:アルミニウム大全,日刊工業新聞社(2016),p.10 7) 自動車アルミ化委員会:アルミ需要動向,一般社団法人アルミニウム協会(2016),p.1 8) U.S. department of energy:Vehicle technologies program(2010),p.1
9) 厚生労働省医政局:薬事工業生産動態統計年報,厚生労働省(2014),p.34 10) 経済産業省商務情報政策局 医療・福祉機器産業室:経済産業省における医療機器産業 政策について,経済産業省(2015),p.5 11) 里達雄:アルミニウム大全,日刊工業新聞社(2016),p.32 12) 笹部誠二:軽金属溶接誌の記事内容の変遷,軽金属溶接 Vol.50 No.12(2012), pp.478-479 13) 恩澤忠男,大橋修,中橋昌子,山田銑一:金属材料基礎講座 No5,工学研究社(2004), pp.17-22 14) 橋本達哉,岡本郁男:固相溶接・ろう付け,溶接全書 9 産報出版(株)(1979),p.16
- 18 -
第2章 ハイブリッド固相接合装置の開発
2.1 緒言 アルミニウムおよびその合金の接合に用いられている固相接合技術を,表面研磨などの 前処理,接合時間,変形量,熱影響の 4 項目で評価した結果,超音波接合法が本研究に適 していると考えた.しかし,現状の超音波接合では,超音波振動を発生させる圧電素子の 出力に限界があるため,機械部品などの大きなアルミニウム製品への適用は困難である. そこで,材料を外部からの熱で軟化させながら超音波接合を行う接合法を実現するハイブ リッド固相接合装置を開発した. 本章では,ハイブリッド固相接合装置に使用する,高周波誘導加熱および超音波振動装 置の原理を記すとともに,ハイブリッド固相接合装置に用いられる,加熱,加振,加圧ユ ニットの役割及び制御パラメータについて理解を深めた.また,ハイブリッド固相接合装 置にて最も重要部品である,超音波ホーンの設計およびその振幅測定について検討した. そして,ハイブリッド固相接合装置にてアルミニウム丸棒を接合するための超音波ホーン を提案する. 2.2 高周波誘導加熱の原理 高周波誘導加熱はあらゆる導電性物質の加熱に適している.Fig.2-1 に利点を示す1).Fig.2-1 Advantage of the high-frequency induction heating 1)
直接急速加熱,高い制御応答性,などの利点を有した高周波誘導加熱は,(1)ジュール 効果と(2)電磁誘導の 2 つのよく知られた物理現象に基づいている.次にそれらの原理を 示す. Direct heating High heating efficiency Ultra-high-temperature heating
Not out flames
High energy density
Rapid heating Selective heating Compact device Excellent controllability Excellent temperature reproducibility Excellent operability Easy automation
- 19 - 2.2.1 ジュール熱 アルミニウム材の両端に電圧 E [V]をかけると,電流 I [A]が流れて,アルミニウム材にジ ュール熱が発生する.Fig.2-2 にその回路図を示す.ここで R はアルミニウムの材質と形状 (断面積,長さ)と周波数によって定まる定数であり,抵抗と呼ぶ.そこで発生する熱量 P [W] は,式 2.1 となる.
Fig.2-2 DC circuit diagram 𝑃[𝑊] = 𝐼 × 𝐸 =𝐸 2 𝑅 = 𝐼 2× 𝑅 ⋯ (2.1) また,電圧が時間的に変化するものを交流(正弦波電圧)といい,変化しないものを直 流という.電流も交流電圧をかければ時間と共に変化する.直流電圧では変化しない.ち なみに交流電圧を式で表せば,式2.2 となる. 𝑉 = 𝑉𝑚× sin 2𝜋𝑓𝑡 [𝑉] ⋯ (2.2) 𝑉: 瞬時値,𝑉𝑚: 最大値, 𝑉𝑚 √2= 𝑉0を実効値と呼ぶ ,𝑓: 周波数 [𝐻𝑧],𝑡: 時間 [𝑠] 以上の交流電圧を導電体にかけた場合に交流電流が流れる.直流の場合と異なり,抵抗 と同時にインダクタンスと呼ばれる特性値によって,電流の大きさが決められる.電流の 実効値は式2.3 で表される. 𝐼0= 𝑉0 √(2𝜋𝑓𝐿)2+ 𝑅2 ⋯ (2.3) 上式より等価的に導電体の特性をFig.2-3 に示すように表すことができる.
- 20 - したがって上記の電流が流れた時に,アルミニウムに発生するジュール熱は式2.4 で表さ れる. P[W] = R × 𝐼02 = R × ( 𝑉0 √(2𝜋𝑓𝐿)2+ 𝑅2) 2 = 𝑉0× 𝐼0× 𝑅 √(2𝜋𝑓𝐿)2+ 𝑅2 ⋯ (2.4) ここで, 𝑅 √(2𝜋𝑓𝐿)2+ 𝑅2= cos 𝜑 とおいて,力率と呼ぶ. 2.2.2 電磁誘導と誘導加熱 直流電流が流れるとその電流(すなわち電線)をとりまくように磁束ができる.この磁 束は時間的に変化しない磁束であり,磁石の両極から出てくるものも同一である.交流電 流による磁束は交番磁束と呼ばれ,交流電流と同じ周波数で時間的に変化する.Fig.2-4 に 示す導体1 の作る交番磁束がその近くにある導体 2 と交わると,この導体の端子に誘起電 圧が生じる.これを電磁誘導と呼ぶ.ファラデーによって発見されたこの現象は,電気を 実用化する上で極めて重要であり,変圧器,電動機,誘導加熱などへ応用されることとな った.
Fig.2-4 Induction circuit
Fig.2-5 に示すように,加熱コイルと呼ばれる巻線に交流電流 I1を流すと交番磁束φ1が発 生し,近傍におかれたアルミニウム材に誘導電圧が生じ,アルミニウム材中に誘導電流 I2 が流れて,アルミニウム材にジュール熱が発生する.すなわち,誘導加熱装置では,電源 から供給された電力を加熱コイルにて磁界エネルギーに変換し,それが加熱コイル中のア ルミニウム材によって吸収されて熱エネルギーとなり,アルミニウム材の温度上昇を引き 起こす.
- 21 -
Fig.2-5 Schematic view of an induction heating
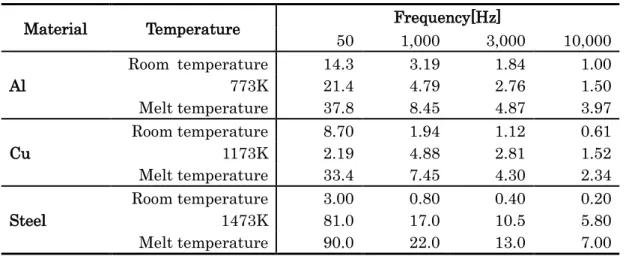
2.2.3 電流浸透深さと表皮効果 電流がアルミニウム中を流れる場合,全断面にわたって一定密度に分布して流れるわけ ではない.一般に表面ほど電流が集中し電流密度が高い.この電流の偏りのことを表皮効 果と呼ぶ.表面に電流が集中するのは,表面のインピーダンスが小さいことを示している. この現象は交流電流に対して現れ,周波数が大きいほど顕著である.この表面への電流集 中の度合いを表すのに「δ:電流浸透深さ」が用いられ式 2.5 が成り立つ. δ = 503√𝜌 𝜇𝑓 [𝑚] ⋯ (2.5) 𝜌: 導体の抵抗率 [Ω ∙ m],𝜇: 導体の比透磁率 ,𝑓: 周波数 [Hz] Fig.2-6 のグラフは表面最大電流密度を I0 [A/㎜2] とし,表面より x [㎜] の位置における 電流密度を i としている.電流密度 i は式 2.6 で表される. 𝑖 = 𝐼0𝑒− 𝑥 𝛿 ⋯ (2.6) x=δ のところでは,𝑖 = 𝐼0𝑒 −𝛿 𝛿 = 𝐼0𝑒−1= 𝐼0 2.73 となる.すなわち,x=δ における電流密度は, 表面電流密度の約1/3 に減少していることを意味している.また,これは表面から δ まで, I0[A/㎜2]の電流密度で,それ以外は電流密度が零であるのと等価である.Fig.2-7 に代表的 な材料の抵抗率を,Table 2-1 に代表的な材料の電流浸透深さを示す2).
- 22 -
Fig.2-6 Relationship of distance and current density from the surface 2)
- 23 -
Table 2-1 Current penetration depth of each material 2)
[㎜]
Material Temperature Frequency[Hz]
50 1,000 3,000 10,000 Al Room temperature 14.3 3.19 1.84 1.00 773K 21.4 4.79 2.76 1.50 Melt temperature 37.8 8.45 4.87 3.97 Cu Room temperature 8.70 1.94 1.12 0.61 1173K 2.19 4.88 2.81 1.52 Melt temperature 33.4 7.45 4.30 2.34 Steel Room temperature 3.00 0.80 0.40 0.20 1473K 81.0 17.0 10.5 5.80 Melt temperature 90.0 22.0 13.0 7.00 2.3 超音波振動の原理 超音波とは,その周波数が一般には人間の耳には聞こえない高い周波数の音波である. Fig.2-8 に音波の周波数とその応用を示す3).本研究では,20kHz の加工用超音波を使用し, 超音波を伝搬する媒質は金属である.また,連続的に超音波を発生させるために圧電素子 に交流電流をかけ,それを振動体に伝えた.その際,振動体の固有振動数と同じ周波数の 交流電圧を印加することで共振させ,小さなエネルギーで振動体を超音波振動させた.次 に連続的に超音波振動を発生させるボルト締めランジュバン振動子,超音波発振回路およ び超音波振動の伝送について示す.
- 24 -
2.3.1 ボルト締めランジュバン振動子
ボルト締めランジュバン振動子(BLT:Bolt-clamped Langevin-type Transducer)の概
略図をFig.2-9 に示す4).圧電セラミックス(チタン酸ジルコン酸亜鉛系:通称PZT)の両 端面に薄い電極板が挟み込まれ,それに交流電圧を印加することで超音波振動が発生する. 前面板と裏打板は中央のボルトで圧電セラミックスと連結させ,圧電素子で発生した超音 波振動を振動ホーン側に伝搬させる役割をもつ.振動子の長さはその振動子の共振周波数 から決まり,波長の半分の長さとなっている.また,今回の接合に用いた振動形式は縦振 動形式であり,PZT の分極方向が振動子長さ方向と一致しており,交流電圧を加えると長 さ方向に伸縮する構造となっている.
Fig.2-9 Schematic view of the Bolt-clamped Langevin-type Transducer 4)
2.3.2 超音波発振回路 超音波振動は,超音波振動子(BLT)に超音波振動子がもつ固有振動数 f0に等しい交流 電圧を加えることによって発生する.これはBLT に組込まれている圧電セラミックス(PZT) に電圧を加えることで電歪現象が生じ,周波数 f が BLT の固有振動数 f0と一致した時に振 動子が最も振動する共振となるからである.なお,PZT は,電圧を加えて振動を発生させ た場合,流した電流 I に比例した振動速度 v が得られ,加えた電圧 V に比例した振動力 F が得られることが知られている. 次に振動系の等価電気回路をFig.2-10 に示す5).PZT に電圧を加えることで振動が発生 するが,振動の発生状態は振動子の持つ機械的特性である質量 m,バネ定数 k および減衰係 数 c により決定する.これらを電気回路ではインダクタンス LB,電気容量 1/CBおよび抵抗 RBとみなすことができる.尚,共振時はインダクタンス成分と電気容量成分が相殺されて 抵抗成分のみとみなすことができる.すなわち,共振時には電流と電圧の位相が一致して いる.Fig.2-11 に共振時・非共振時における超音波発振機での電流・電圧のオシロスコープ 波形を示す.
- 25 -
Fig.2-10 Vibrator as seen from the electrical circuit(Equivalent electric circuit) 5)
Fig.2-11 Scenes of waveform measurement
2.3.3 超音波振動の伝送 BLT にて発生した超音波振動を被加工物へ伝送するための振動系外観図を Fig.2-12 に示 す.振動系は1/2 波長の長さを基本として構成され,振動子と同じ周波数で共振するよう設 計を行う.縦振動における振動変位イメージをFig.2-13 に示す.両端面は振動腹となり変 位は最大となる.一方,中央のフランジ部は振動節となり長さ方向の変位は0 となる.ま た,その時の振動系における応力は,中央の振動節部で最大となり両端では最小となる.
- 26 -
Fig.2-12 Example of the ultrasonic vibration system
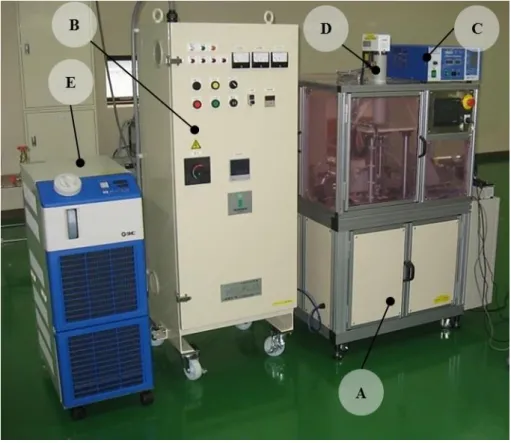
- 27 - 2.4 ハイブリッド固相接合装置 2.4.1 装置概略 高周波誘導加熱と超音波振動を用いたアルミニウム固相接合装置全体の外観図を Fig.2-14 に,各部の名称および型式等を Table2-2 に示す.また,従来の接合法と今回開発 した接合法との比較図をFig.2-15 に示す.従来の超音波接合では,アルミニウム薄板の接 合が中心であるが,新たに開発した装置は,接合部を高周波誘導加熱にて局所加熱するこ とによりアルミニウム丸棒の接合を可能とした点が大きな特徴である.
Fig.2-14 External view of the solid-state welding equipment of aluminum
Table 2-2 Unit name and model
Mark Name Model (Company)
A Solid-state welding unit A5012-001-3 (HOSHI INDUSTRIES CO.,LTD ) B Heating unit NT210 (NIPPON THERMONICS CO., LTD.) C Vibrating unit ALEX-1200AT (NIPPON ALEX CO., LTD) / Other D Pressure unit JP-S0501 (JANOME INDUSTRIAL EQUIPMENT) E Cooling unit HRS050 (SMC Corporation)
- 28
-
- 29 -
2.4.2 加熱機構部
Fig.2-16 に高周波誘導加熱の温度制御システム図を示す.これらの温度制御システムに 用いた放射温度計,温度調節計,高周波誘導加熱発振機の仕様をTable 2-3,Table 2-4,Table
2-5 に示す6)7)8).加熱部の温度は以下の手順で制御される.①放射温度計にて接合部の温度
を測定し,その値を温度調節計に送信する.②温度調節計内でPID 制御をおこない指示値
と実測値(放射温度計からの値)の差分を出力として高周波誘導加熱発振機に送る.③温 度調節計からの出力を受け高周波誘導加熱発振機内部の発振出力(直流電圧)を変化させ る.その結果,加熱コイル内の電流が変化し,接合部の温度が変化する.
Fig.2-16 Schematic diagram of a temperature control system in the high-frequency induction heating
- 30 -
Table 2-3 Specifications of radiation thermometer 6)
Item Specification
Model GTL-3MH-CF3
Temperature range 100〜600℃(3MH)
Element/Wavelength Extended InGaAs/2.3 ㎛
Accuracy ratings (Environmental temperature23±5℃) ±(0.3% of reading or 2℃) Repeatability (Environmental temperature23±5℃) ±(0.1% of reading or 1℃) Output resolution 0.1℃ Response time 1ms(90%) Emissivity(ε)adjustment 0.100-1.100(0.001/1step)
Analog output 0-20mA, 4-20mA, 0-5V, 0-10V
Power supply DC12〜24V
Protection class IP65
Storage temperature -20~85℃
Weight Sensor head 600g, Amplifier 420g
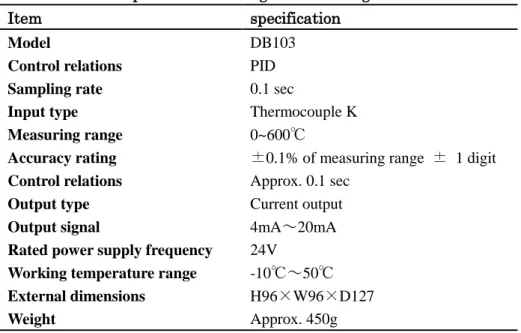
Table 2-4 Specifications of digital indicating controllers 7)
Item specification
Model DB103
Control relations PID
Sampling rate 0.1 sec
Input type Thermocouple K
Measuring range 0~600℃
Accuracy rating ±0.1% of measuring range ± 1 digit Control relations Approx. 0.1 sec
Output type Current output
Output signal 4mA~20mA
Rated power supply frequency 24V
Working temperature range -10℃~50℃
External dimensions H96×W96×D127
- 31 -
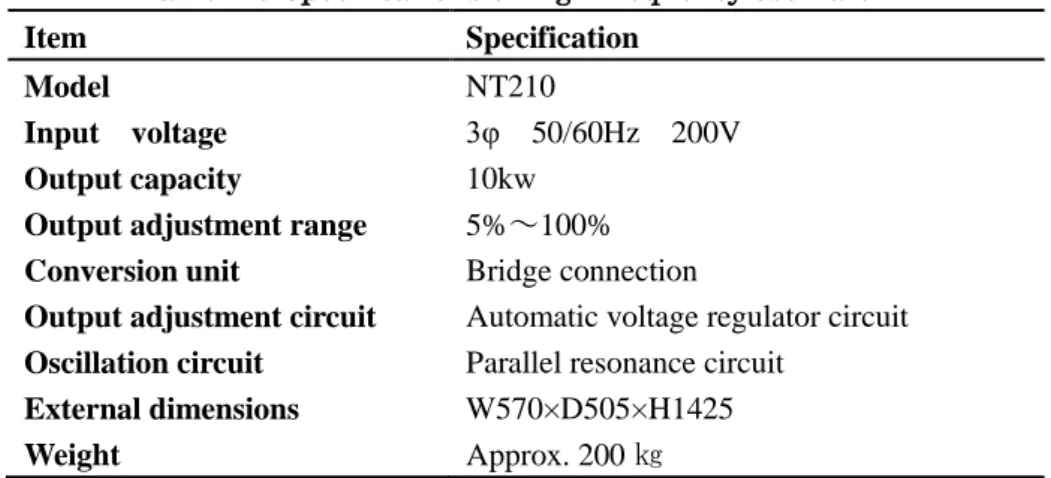
Table 2-5 Specifications of high-frequency oscillator 8)
Item Specification
Model NT210
Input voltage 3φ 50/60Hz 200V
Output capacity 10kw
Output adjustment range 5%~100% Conversion unit Bridge connection
Output adjustment circuit Automatic voltage regulator circuit Oscillation circuit Parallel resonance circuit
External dimensions W570×D505×H1425 Weight Approx. 200 ㎏ 温度計測に用いた放射温度計は,測定対象物体から放出されるある波長の熱放射エネル ギーを検出し測温するものである.熱放射エネルギーの波長分布と各波長における強さは 温度と一定の関係がある.物体の温度が常温の時は,波長約10 ㎛をピークとする赤外線で あるが,1000℃の物体から放射される熱放射エネルギーのピークは,約 2.3 ㎛であり, 2500℃では約 1.0 ㎛である.尚,ピーク波長と物体の絶対温度の積が一定であることが理 論的に得られている(式2.7).λmはピーク波長,T は絶対温度を示す. 𝜆𝑚・𝑇=2897.8 [㎛・K] また,黒体から放射される熱放射エネルギーは,プランクの式(式2.8)により示されて いる. 𝑀𝜆= 𝐶1 𝜆5⋅ 1 𝑒𝜆𝑇𝑐2 − 1 ここで, Mλ:分光放射発散度 物体の単位面積から単位時間当たり放射される,波長λにおける 熱放射エネルギーの強さ λ:波長 T:熱力学温度 C1,C2:放射に関する第1 および第 2 定数 プランクの式(式2.8)を波長λについて積分するとシュテファン・ボルツマンの式(式 2.9)が得られる.ここでσはシュテファン・ボルツマン定数という. 𝑀 = σ𝑇4 理論的に求められている熱放射エネルギーの強さは,すべての物体のうちで同一温度で はもっとも熱放射エネルギーが大きい理想的な物体である黒体においてである.実際の物 体ではこれより小さくなる.実際の物体からの熱放射エネルギーを同一温度の黒体からの 熱放射エネルギーで割ったものを放射率といい,ε にてあらわす.放射率は,測定対象物体
- 32 - の種類や表面形状,金属表面の酸化の影響,測定波長などで大きく変化する9).したがって 本研究においては,K 種熱電対(φ0.32)にてアルミニウム試験片の温度を直接測定し,放 射温度計内の放射率値を変更することで,放射温度計の指示温度を合わせ込こんだ. Fig.2-17 にアルミニウム試験片接合部での各放射温度計内放射率値における温度推移を示 す.同条件で測定した熱電対結果より,本実験における放射率は0.10<ε<0.15 の範囲とな った.アルミニウム素材かつ旋削面上での測温なので,放射率値が小さく(黒体塗料を塗 布した場合ε=0.94 程度)外乱の影響を受けやすい測定環境であることが判った.
Fig.2-17 Comparing the temperature of the thermocouple and a radiation thermometer (Change the conditions of the emissivity)
温度調節計は,センサー信号と目標値を比較しその偏差に応じて演算を行い,現在値と 目標値を一致させるように制御する装置である.温度調節計の概略図をFig.2-18 に示す. 温度調節計は,放射温度計からの温度情報を電圧に変換したものを観測量とし,接合部の 目標温度を目標値とし,その偏差を演算する.その偏差から調節部にてPID 制御を行い, 出力部から操作量として電圧を出力する.出力部からの電圧信号は高周波発振機の出力調 整に使用される.
- 33 -
Fig.2-18 Schematic diagram of the temperature control system
ここでPID 制御について説明する.PID 制御とは,P 制御(比例動作)と I 制御(積分 動作),D 制御(微分動作)を組合せ,入力値を目標値に近づける制御方法である.P 制御 は,現在値と目標値の偏差を小さくするため,偏差に比例した操作量を出力する制御動作 である.これによりハンチングのない滑らかな制御を可能とする.I 制御は,偏差の大きさ と継続時間に応じて操作量を増加(または減少)させる制御動作である.これによりオフ セットを自動的に修正制御する.D 制御は,外乱等による現在値の急変に対し,早くもと の制御状態にもどるように操作量を与える.これにより,外乱に対する応答を早くするこ とが可能となる. 本研究では,加熱部にK 種熱電対を取付け,温度監視しながら PID 制御パラメータを決
定した.Fig.2-19 に PID 制御パラメータ調整前後の温度グラフを示す.PID パラメータを 最適化(P: I: D)したことで,接合温度の精度を向上させることが可能となった.
- 34 - 高周波発振機は,商用交流電源(200V/400V 50Hz/60Hz)をサイリスターにて直流に 変換し,その後,IGBT トランジスタにより高周波電流に変換する周波数変換器である.高 周波発振機から出力された高周波電流はマッチングトランス(整合トランス),コンデンサ, 加熱コイルからなる並列共振回路を形成し,𝜔 = 1 √𝐿𝐶⁄ , 𝜔 = 2𝜋𝑓 の条件で共振する.コ イルの L,コンデンサの C にて共振周波数が決定する.共振することで,高周波電源からみ ると,同じ大きさで逆向きの電圧が合成された結果、見えなく(0 [V])なり、抵抗分だけ が残る.したがって,回路全体のインピーダンスは最小となり,回路に流れる電流が最大 となる.この原理を用いて加熱コイルに多くの高周波電流を流し,コイル中央に設置した アルミニウム試験片に大きな誘導電流を生じさせ,急速加熱を可能にしている.また,試 験に用いた高周波発振機は電圧制御型である.発振機内の直流電圧を制御することで直流 電流が制御され,最終的には加熱コイルに流れる電流,すなわち,昇温速度が制御される. そこで,前述の温度温調機の出力を直流電圧の制御回路に組込むことで,温度制御を可能 とした.Fig.2-20 に出力ボリュームと直流電圧,直流電流の関係を,Fig.2-21 に出力ボリ ュームと昇温速度の関係を示す. これら,放射温度計,温度調節計,高周波発振機,整合部(コンデンサ,トランス),加 熱コイルを組合せ,最適な制御パラメータを設定したことで,アルミニウム試験片の加熱 ができ,さらに試験条件の安定につながった.
- 35 -
Fig.2-21 Relationship between the output volume and the heating rate (A1070 -φ20 was heated)
- 36 -
2.4.3 加振機構部
Fig.2-22 に超音波発振回路の概要を示す10).PLL(Phase-Locked Loop)発振回路は,
位相比較器,ループフィルタ,電圧制御発振機および入力基準信号から構成され,入力の 基準信号に同期した出力信号を発生させる.PLL は,後述の整合回路からの電圧と電流を 検出しながら,BLT の周波数変動を自動で追尾し,発振周波数を制御する.その信号は, 増幅回路に入る.増幅回路は,パワー・スイッチング回路と絶縁ゲート・ドライブ回路で 構成されている.パワー・スイッチング回路は,超音波振動子を駆動する出力回路であり, パワーMOS FET が使われている.パワーMOS FET は,超音波振動子に流れ込む大電流を
高速かつ高精度にON-OFF 制御するための半導体部品である.また,絶縁ゲート・ドライ
ブ回路は,商用電源や他の素子からの外乱を絶縁しパワーMOS FET のスイッチング精度を 補完する役割を担う.そして,パワー・スイッチング回路から出力トランスを介して整合 回路へ入る.整合回路は,負荷変動によるインピーダンスの変化を常に共振状態にするた めの回路である.これらの回路を有した超音波発振機にて実験を行った.
Fig.2-22 Schematic diagram of an ultrasonic oscillation circuit10)
前述の2.3.1 項で説明した通り,超音波発振機と超音波振動系とが一体で動作するため, 振動子と振動ホーン,加工負荷を含めた振動系の共振周波数と超音波発振機の出力周波数 とを一致させる必要がある.超音波振動系と超音波発振機の周波数が一致した場合,超音 波発振機ではアドミッタンス(インピーダンスの逆数,電子回路における電流の流れやす さを表す値)が最大になることがわかっている.そこで,超音波テスター(UST-1000A: 日本サーキットデザイン製)にてアドミッタンスを測定し,その値が最大となる周波数を 見つけ出した.Fig.2-23 にアドミッタンス測定結果を示す.また,本装置は試験片に加熱 かつ加圧しながら超音波振動を負荷する機構となっている.そこで,加圧および加熱によ る試験片の負荷変動が周波数変動に及ぼす影響を調査した.その結果をFig.2-24,Fig.2-25 に示す.
- 37 -
Fig.2-23 Example of the results of admittance measurement
材料の固有振動数は式2.10 に示す通りであり,固有振動数は弾性係数の影響を受ける. 𝑓𝑛 = 𝑛 2𝑙√ 𝐸 𝜌 ⋯ (2.10) fn:固有振動数,n:周波数次数,l:材料長さ,E:縦弾性係数,ρ:密度 弾性係数が大きい材料の場合(一般的に硬い材料)は,固有振動数は大きくなり,弾性係 数が小さい材料の場合(一般的に柔らかい材料)は,固有振動数は小さくなる.そこで, Fig.2-24 のグラフを見ると,加圧力の上昇に伴い共振周波数が上昇している.これは,加 圧力によって材料に圧縮応力が作用し,見かけ上,弾性係数が大きくなったためである. また,Fig.2-25 より,673K から 773K にかけて共振周波数が低下しているのは,材料が熱 により軟化したためである. これらの実験結果をもって超音波発振機メーカと協議し,超音波発振機内の周波数自動 追従範囲を再設定するなどの改良を加え,振動機構部の安定動作を実現させた.尚,超音 波振動をアルミニウム試験片に伝送する超音波ホーンについては,2.4 章にて詳しく報告す る.
- 38 -
Fig.2-24 Relationship of pressure and the resonant frequency (A1070-φ20, room temperature)
Fig.2-25 Relationship of specimen temperature and the resonance frequency (A0170-φ20)
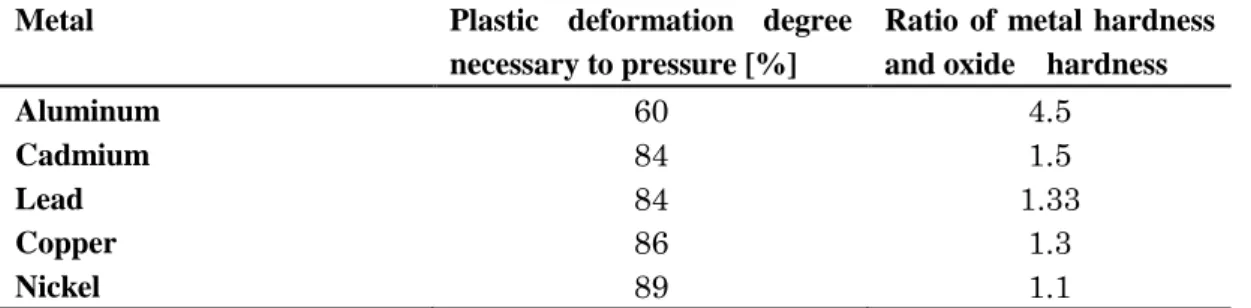
- 39 - 2.4.4 加圧機構部 本実験に必要な加圧力について考えてみる.Table 2-6 に常温圧接に必要な圧接変形度と 酸化物と金属の硬さの比を示す11).常温圧接では,融点の低い材料ほど常温での原子拡散 量が大きいので接合しやすく,また,軟らかい金属の上に硬い酸化皮膜が存在すると,そ の酸化皮膜は破壊されやすい.したがって,この表より,アルミニウムは常温圧接しやす い金属であることがわかる.さらに我々は,超音波振動による摺動力にて酸化皮膜の破壊 を促進させるため,常温圧接時よりも加圧力を抑えることが出来る.そこで,固相接合に おいて最も変形度の小さい拡散接合の加圧力を参考にして12),本装置の加圧力を選定した. さらに本装置は,超音波振動力の補助および原子拡散を促進するために,接合部を高周 波誘導加熱にて昇温させている.そのため,アルミニウムが熱膨張し,接合部には熱応力 が生じる.そこで,ロードセルを内蔵し,荷重追従能力の高いサーボプレスにて,常に一 定な加圧力を接合面に作用させられる機構とした.選定した加圧機構の仕様をTable 2-7 に 示す13).
Table 2-6 Plastic deformation degree necessary to pressure and ratio of metal hardness and oxide hardness 11)
Metal Plastic deformation degree
necessary to pressure [%]
Ratio of metal hardness and oxide hardness
Aluminum 60 4.5
Cadmium 84 1.5
Lead 84 1.33
Copper 86 1.3
Nickel 89 1.1
Table 2-7 Specifications of servo press 13)
Item Specification
Pressing Capacity Maximum 5kN
Sensor detection unit
(Resolution capacity of A/D conversion)
2N
Ram Stroke 100 ㎜
Ram Speed Approaching/Returning 1~216 ㎜/sec
Pressing 0.01~35 ㎜/sec
Maximum Holding Time 999.9s
(Hold times decrease as loads increase)
Load Precision ±50N at 0.5kN or more
Maximum Jig Weight Suspended from Ram Tip 5 ㎏ or less
Power Consumption 200W
Power Source AC 180~250V (50/60Hz)
Operating Environmen
Temperature 0~40 ℃
Relative Humidity 20~90% (Without condensation) IP Protection Rating IP20
- 40 - 選定したサーボプレスは,内部にロードセルを有し,その値を常に一定にさせる制御が 行われている.その制御は前述のPID 制御方式を採用している.(サーボプログラム上では ゲイン調整となっている)Fig.2-26 にゲイン調整前後でのロードセルにて測定した荷重値 の違いを示す.ゲイン調整前では,試験後半に荷重値が収束せず発散していることがわか る.ゲインを正しく設定すると,荷重値は目標値に収束することがわかった.次に,熱膨 張に対する追従性について測定した結果をFig.2-27 に示す.接合部の温度と,ロードセル の荷重値,サーボプレスのラム位置をプロットしたものである.温度が上昇すると,アル ミニウム材料は熱膨張し,内部に応力が発生する14).その応力は,サーボプレスのラムを 押し上げる力として働く.サーボプレスはラムの位置を上昇させることで,接合面にかか る荷重が一定となるよう制御する.試験片温度が一定になると,熱膨張による内部応力の 増加は止まり,同時にアルミニウム材料の軟化に伴い内部応力が減少する.そのため,一 転,サーボプレスはアルミニウム試験片を圧縮させる方向に動作する.荷重が設定値に到 達するまでラム位置を下降させる.このサーボプレス制御により,アルミニウム試験片接 合部に常に一定の荷重を負荷させることが可能となった.
- 41 -
Fig.2-27 Response to the thermal expansion of the servo press (Set temperature: 773K, Set load: 1000N)
2.5 超音波ホーンの設計 2.5.1 固有振動数と共振 固有振動数と同じ周波数で物体を強制的に振動させると,その物体の振幅は大きくなり 共振という現象を生じる.今回実験に使用した振動系はすべての固有振動数を20kHz に揃 え,圧電素子に20kHz の電圧を印加することで振動系全体が 20kHz で共振し,大きな振 動力が得られる.一般的な固有振動数ω [rad/sec]の式を式 2.7 に,ω=2πf より周波数 f [Hz] で表した式を2.8 に示す. 𝜔 = √𝑘 𝑚 [𝑟𝑎𝑑/𝑠𝑒𝑐] ⋯ (2.7) 𝑓 = 1 2𝜋√ 𝑘 𝑚[𝐻𝑧] ⋯ (2.8) k=ばね定数,m=質量 次に共振現象について,固有振動数がωnで減衰のない振動系に外力 H(t)が与えられた場 合の運動方程式を式2.9 に示す.ここで外力 H(t)が振幅 H0にて角振動数 p で正弦的に変化 する場合の式は下式2.10 のように表すことができ,これを解くと下式 2.11 が導かれる. 𝑑2𝑥 𝑑𝑡2+ 𝜔𝑛 2𝑥 = 𝐻(𝑡) ⋯ (2.9) 𝐻(𝑡) = 𝐻 0sin 𝑝𝑡 ⋯ (2.10) 𝑥 = 𝐶1cos 𝜔𝑛𝑡 + 𝐶2sin 𝜔𝑛+ 𝐻0 𝜔𝑛2− 𝑝2 sin 𝑝𝑡 ⋯ (2.11)
- 42 - 上式より,C1,C2は初期条件で決まる定数であり,右辺の第1 項と第 2 項は自由振動を 示し,第3 項は外力の影響による強制振動を示している.ここで,強制振動の振幅 H0/(ωn2 -p2) において,外力の角振動数 p が固有振動数 ωnに近づくと分母が限りなく0 に近づき, 振幅は∞に近づく.これが共振である. 2.5.2 振動特性を考慮した超音波ホーンの設計 メーカより納入された超音波ホーンを用いて接合した時の様子をFig.2-28 に示す.この 状態では,超音波振動エネルギーが超音波ホーンとアルミニウム試験片の間で熱エネルギ ー等に変換され,接合のエネルギーとして使われていない.そこで,超音波ホーンとアル ミニウム試験片を機械的に固定する形状を有した超音波ホーンを設計・試作した.
Fig.2-28 Thermal image at the time of joining the aluminum specimen (Including a digital camera image of that time)
超音波ホーンはメーカより納入された超音波ホーンを参考にステップホーンとし,振幅 拡大率はメーカ納入ホーンと同等とした.尚,メーカより納入されたホーンはチタン製で あったが,試作品であり製作容易性およびコストを勘案しNAK55 材(大同特殊鋼製)とし た.BLT の仕様より 20kHz の固有振動数を持つ超音波ホーン形状および試験片形状が必要 である.よって,超音波ホーンの長さは式2.12 に示す縦振動の式から算出した.一方,ア ルミニウム試験片の長さは式2.13 の曲げ振動の式を用いた.超音波ホーン取付け側の試験 片は固有振動数が20kHz になるような長さとし,治具に固定する側の試験片は共振を避け るため固有振動数が17kHz となるような長さとした. 𝑓𝑛= 1 2𝑙√ 𝐸 𝜌 ⋯ (2.12), 𝑓𝑛 = 𝑘𝑛2 2𝜋𝑙2√ 𝐸𝐼 𝜌𝐴 ⋯ (2.13) fn:固有振動数,E:縦弾性係数,ρ:密度,I:断面 2 次モーメント,A:断面積
- 43 -
超音波ホーンは複雑な形状となることから,固有振動数をFEM 解析にて検証した.検証
に用いたFEM 解析ソフトは,FEMAP with NX Nastran および Solidworks Simulation
である.設計した超音波ホーンのコンター図をFig.2-29 に,解析結果と実験値との比較結 果をFig.2-30 に示す.ホーン長さが長くなるにつれて,固有振動数(共振数周波数)は小 さくなる傾向となった.これは,式2.13 からも明らかである.また,解析ソフトによる固 有振動数の違いは,主に解析メッシュの取り方による違いが大きいと考える.また,実験 値と解析値との差については,モデリング方法及び実験時の振動系の拘束方法が影響して いると考える.解析値と実験値との差異,および解析ソフトによる結果の際については, 今後,さらなる検証が必要である.
- 44 -
Fig.2-30 Comparison of the experimental results with the natural frequency analysis results 2.5.3 振動振幅測定方法 非接触での振動振幅の測定方法として,レーザ変位計とレーザドップラー振動計がある. レーザ変位計は安価だがサンプリング周波数が低く,一方,レーザドップラー振動計は高 価でサンプリング周波数も高い特徴を有している.ここでは,製作した超音波ホーンの振 幅を測定するにあたり,両測定方法で振幅を測定し,安価なレーザ変位計でも振幅測定が 可能であるか検証した. 使用したレーザ変位計とレーザドップラー振動計の仕様をTable 2-8, Table 2-9 に示す.レーザ変位計は三角測量の原理を応用し変位を検出するセンサーである. レーザ光線を測定対象物(超音波ホーンの先端面)に照射し,それから反射する散乱光を レンズで集光し RS-CMOS センサーで受光する.対象物の位置が変動すると,RS-CMOS 上の受光位置が移動し,それを検出することで,対象物までの距離が測定できる.一方, ドップラ振動計は,レーザ光のドップラ・シフトを利用して振動速度を検出するセンサー である.レーザの照射方向に動いている測定対象物にレーザを照射すると,ドップラ効果 により測定対象物で反射したレーザの周波数は移動速度に比例した量だけ変化する.この 周波数変化を検出し,測定対象物の速度が測定できる. 振幅測定時の写真をFig.2-31 に示す.レーザ変位計はその測定原理から測定対象物まで の距離が決まっている.一方,レーザドップラー振動計は可干渉距離を避ければ測定対象 物までの距離を任意に設定することができる.Fig.2-32 に振幅測定結果を示す.縦軸に振 幅を,横軸に超音波発振機の定格電流に対する割合を示す.超音波振動子は入力電流と振 幅の間には比例関係があり,電流が増えると超音波振動子の振幅が大きくなることがわか っている.そこで,両測定方式とも電流が大きくなると振幅が大きくなる傾向となった.
- 45 - しかし,ドップラーレーザー変位計の測定値はほぼ右上がりの直線上にあるのに比べ,レ ーザ変位計は所々で右上がりの直線から外れる傾向がある. ここで,レーザ変位計の測定値が外れる理由について考察してみる.Fig.2-33 に振幅測 定データを示す.レーザドップラー振動計の測定データ波形に比べ,レーザ変位計の測定 データ波形は,正弦波グラフが変形している.これは,サンプリング数が影響している. 超音波振動周波数が20KHz に対し,レーザ変位計の最大周波数は 392kHz,レーザドップ ラー振動計の最大周波数は3MHz であり約 7.5 倍の差がある.それ以上に,測定方法の違 いが大きく影響している.レーザ変位計は変位を計測するのに対し,レーザドップラー振 動計は速度を計測しその値を変位に変換している.速度計測に比べ変位計測は,測定環境 からさまざまな振動ノイズの影響を受けやすい.これらの原因によりレーザ変位計の測定 値の安定性が低下したと考えられる. 以上のことから,振動振幅計測について,安価なレーザ変位計でも20kHz 程度までの振 動振幅を測定することが可能である.しかし,レーザ変位計は測定方式の特性上さまざま な振動ノイズの影響を受けやすい.より高度な測定をする場合は,堅牢な机上で防振台を 使用するなど振動ノイズ対策をとる必要がある.
Fig.2-31 Equipment for amplitude measurement a) Using a laser Doppler vibromater (Above figure) b) Using a laser displacement sensor (Below figure)