2290
研究
JSPE-51-12 '85-12-2290砥 石 ・工 作 物 接 触 弧 内 に お け る研 削 力 の変 化*
松
井
正
己**
厨
川
常
元***
Variation of Grinding Force in Wheel-Workpiece Interface
Seiki MATSUI
and Tsunemoto KURIYAGAWA
The variation of cutting force exerted on a cutting edge in grinding wheel-workpiece
interface is analyzed theoretically by a statistical approach, and the mean cutting area a of a
cutting edge and the normal grinding force F exerted on a small part in the wheel-workpiece
interface are derived. Through the theoretical analysis, it is revealed that the normal grinding
force F, which rises linearly from the starting point of cutting, takes the maximum value
immediately before the end of cutting, and that the maximum value Fm of F is proportional to
the maximum value fm of mean cutting force f which is exerted on one cutting edge and can
be assumed to be proportional to a The variation of normal grinding force F, which was
measured by some experiments, agreed well with the theoretical one.
Key words : mean cutting area, grinding force pulse, wheel-workpiece interface, statistical
approach, Monte Carlo simulation
1. 緒
書
砥 石 ・工 作物 接 触弧 内 の砥 粒 切 れ刃 に働 く力(以 下
接 触 弧 内 の切 削力 と よぶ)の 変 化状 況,特 にそ の力 の
最大 値 は砥 粒切 れ 刃 の摩 滅,破 砕,脱 落 な どに大 きな
影響 を 及 ぼ し,こ れ らの解 析 は砥 石損 耗 現象 の解 明 に
大 い に役立 つ もの と思わ れ る.そ こで本 報 で は,統 計
的手 法 に よ り接 触 弧 内 の切 削力 の 変化 状 況 を理 論的 に
解 析 し,更 に二,三 の 実験 的考 察 を 行 った の で これ ら
に つ いて報 告 す る.
2. 接触 弧 内 の切 削 力 の理 論 的解 析
2.1 接 触 弧 内の切 削 力 の変 化 状況
接触 弧 内 の切 削力 の理論 的 解析 にお い て用 い た仮 定
は次 の通 りで あ る.
(1) 砥 石表 層 の砥 粒 切 れ 刃 形 状 は 先 端 角2α0(一
定)の 円す い形 とす る.
(2) 砥 石表 層 の砥 粒 切 れ 刃先 端 位 置 の 分 布 は 三 次
元 的 に一様 分 布 で,砥 粒 切 れ 刃1個 の 占め る平 均
体積 は一 定値W0に
な る.
(3) 砥粒 切 れ 刃 の工 作物 に接 触 した部 分 は,す べ て
砥 粒切 れ 刃 の形 状通 りに 削 りと られ る.
(4) 前 加工 面 は 完全 な平 面 とす る.
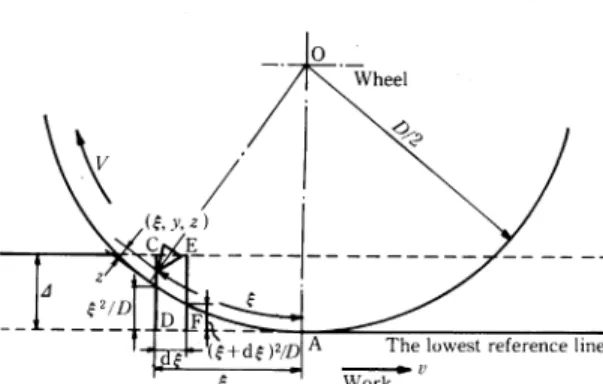
い ま図1に 示 す よ うな上 向 き平 面 研 削に お いて,工
作物 内 に工 作物 送 り方 向に垂 直 な断 面 を と りこれ を基
準 断面 と よぶ.い まあ る一定 の 基準 断面 が工 作物 速 度
vで 移 動 し,OAの
位 置 に きた瞬 間 を考 え,こ れ を基 準
に して砥石 円周方 向 にx(反 時 計方 向 を正 とす る),砥
石側 面 か ら砥 石 幅方 向 にy,砥
石表 面 か ら砥 石深 さ方
向 に2の 位 置 に あ る砥 粒 切 れ刃先 端 の座 標 を(x,y,z)
で 表す.こ のあ と この砥 粒 切 れ刃 は基 準 断面 を次 式 に
示 す 高 さHで
切 削す る.
(1)
こ こ で,G≡v/VDで あ り,V(》v)は 砥 石 周 速 度, Dは 砥 石 直 径 で あ る.ま た ⊿ は 切 込 み 量 で あ る. さ て 図1に 示 す 上 向 き 平 面 研 削 に お い て,任 意 の砥 粒 切 れ 刃(x,y,z)が あ る 一 定 の 基 準 断 面 を 有 効 に 切 削 す る 確 率Pe(x,z)はH/G≦ πD/2の 場 合 次 式 で 表 され る9. * 原稿受 付 昭和59年4月20日.昭 和59年 度精機学 会春 季大会学 術講演会(昭 和59年3月27日)に て発表 ** 正 会 員 東北大学 工学部(仙 台市荒 巻字青葉)(2)
次 に 図2に お い て,あ る瞬 間 に お け る任 意 の 砥 粒 切 れ 刃 先 端 の 座 標 を(ξ,y,z)で 表 す.こ こ で ξ は こ の 瞬 間 に お い てOAか ら砥 石 円 周 方 向 に 測 っ た 距 離(反 時 計 方 向 を 正 とす る)で,ξ 《D/2で あ る.い ま この 砥 粒 切 れ 刃 が こ の 瞬 間 に 基 準 断 面CDを 有 効 に 切 削 す る 確 率Pe'(ξ,z)は,式(2)に お い て,xの 代 わ りに ξV/ vと お い て 次 式 で 表 さ れ る.(3)
こ こ でPe'(ξ,z)のzに つ い て の 平 均 をPe'(ξ)と す る と これ は 次 式 で 表 され る.(4)
ξ を 一√D⊿ か ら+√D⊿ ま で 変 化 さ せ た と き の Pe'(ξ)の 計 算 例 を 図3に 示 す.な お 計 算 に 当 た っ て は,D=140mm, V=1300m/min, v=5m/min, ⊿= 10μm,W0=106μm3,tanα0=5.67(こ の 条 件 を 標 準 条 件 と よぶ)と し た. 次 に,図2に お い て,基 準 断 面CD(ξ ≦0の 場 合) 内 の 粗 さ 曲 線 を 考 え る.図4付 図 に 示 す よ う な 断 面 CD内 の 粗 さ 曲 線 上 の1点 ④(高 さH)が 有 効 で あ る (基 準 断 面 内 の1点 ④ が 切 削 され な い で 残 る)確 率 は Pe(ξ,Z)で 表 され,こ れ は 粗 さがH以 上 の 確 率 に 等 し い か ら,粗 さ がH以 下 で あ る確 率 は{1-Pe'(ξ,z)} と な る. 従 っ て 粗 さHの 確 率 密 度 関 数f(H),平 均 値Hは そ れ ぞ れ 次 式 で 表 さ れ る*.(5)
な お ξ>0の 基 準 断 面 内 の 粗 さ 曲 線 の 場 合 は, H≧ ξ2/Dの と き は ξ≦0の と き と 同 様 な 方 法 で * 粗 さは,粗 さ曲線が得 られ た とき,最 低基準線(こ れ よ り下方の工作物 は切削 の影 響を幾何学 的には全 く受 け ない)か ら,粗 さ曲線上の各点 までの距離Hの 確率密 度 関数f(H)で 表 す ことにす る.こ の粗 さ曲線 の中心 線 と最 低基準線 との距離Hを 平均値(平 均粗 さ)と 定 義す る.Fig. 2 Grinding model of up-cut surface grinding
Fig. 3 Calculated results for the mean rate of effective cutting edges Pe'(ƒÌ), the mean depth of cut per unit cutting length d e, and the mean cutting area ii
Fig. 4 Calculated result for the mean value H of
2292 精 密 機 械51/12/1985 求 め る こ と が で き る.し か しH<ξ2/Dの 場 合 は,例 え ばH=H1(こ こでH1<ξ2/D)の と き は,ξ=DH1 の 場 合 のH=H1の 確 率 密 度 関 数 を 求 め な け れ ば な ら ぬ. ξ を 一√D⊿ か ら+√D⊿ ま で 変 え てH(Hの 平 均 値)を 標 準 条 件 で 計 算 した 結 果 を 図4に 示 す. 次 に 図2に お い て,OAか ら ξ の 位 置 に あ る基 準 断 面CD内 の 平 均 粗 さ をH(ξ),(ξ+dξ)の 位 置 に あ る 基 準 断 面EF内 の 平 均 粗 さ をH(ξ+dξ)と す る.こ の と き基 準 断 面 の 単 位 移 動 距 離 当 た りの 切 削 深 さdeは 次 式 で 表 さ れ る.
(6)
標 準 条 件 に お い て4ξ を 計 算 し た 結 果 を 図3に 示 す 。 さ て,基 準 断 面 が ξ か ら(ξ+dξ)ま で 動 く と き に 切 削 さ れ る 断 面 積 は,研 削 幅 をBと す る とdtBdξ と な る 。 こ の 場 合,砥 石 側 の 切 削 長 さ はdξ ×(V/v)と な り,切 削 に 有 効 に 関 与 す る 砥 粒 切 れ 刃 数jeは dξV⊿BPe。'(ξ)/vW0で あ る 。そ こで1個 の 砥 粒 切 れ 刃 の 平 均 切 削 断 面 積 δ は 次 式 で 表 され る.(7)
標 準条 件 で δを 計算 した結 果 を図3に 示 す.こ れ か
ら δは ξの変 化 と共 に ほ ぼ直 線 的 に増 加 し最 大 値 を
へ て0に な るこ とがわ か る.
なお砥 石 ・
工作 物 接触 弧(ξ ∼ξ+dL)内
に存 在す る
有 効 切れ 刃数 五 は次 式 で表 され る.
(8)
従 って これ ら の 有 効 切 れ 刃 に よ る切 削 断 面 積 は
δ×jLと な る。研 削力F(接
触 弧 に垂 直方 向)は この
切 削 断面 積 に比 例す る と考 える と,β を比例 定 数 と し
て次式 が 成 り立 つ.
(9)
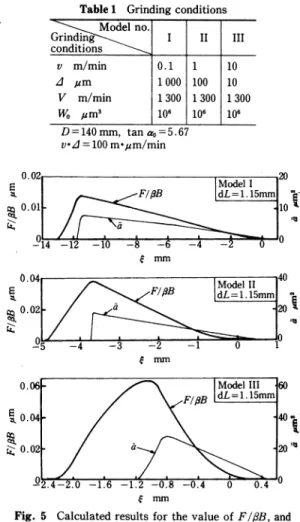
こ こで β は 単 位 切 削 断 面 積 当 た りの 研 削 力 で あ る. さ て こ れ ま で 述 べ て きた 解 析 方 法 で,表1に 示 す 研 削 モ デ ル の 場 合 の 計 算 を 行 っ た.な お モ デ ル1は ク リ ー プ フ ィ ー ド研 削,モ デ ルIIIは 普 通 研 削,モ デ ルII は 中 間 の 場 合 で あ る 。 モ デ ルI,II,IIIの 場 合 のa,F/ βB(dL=1.15㎜ の 場 合)の 計 算 結 果 を 図5に 示 す. こ れ か ら い ず れ の 場 合 も,1個 の 砥 粒 切 れ 刃 の 平 均 切 削 断 面 積4は ξ の 変 化 と共 に ほ ぼ 直 線 的 に 増 加 す る こ と が わ か る.ま た4の 最 大 値 はF/βBの 最 大 値 と比 例 関 係 に あ る こ と も わ か る. 2。2 砥 粒 切 れ 刃 分 布 お よ び 砥 粒 切 れ 刃 先 端 角 の発 布 の 影 響 2.1項 の 理 論 解 析 に お い て は,砥 粒 切 れ 刃 の 位 置 の 分 布 は 三 次 元 的 に 一 様 分 布 と仮 定 した.次 に 砥 粒 切れ 刃 の 位 置 の 分 布 が 図6付 図 に 示 す よ う な 三 角 分 布1 (付 図 中 に ① で 示 す),三 角 分 布II(付 図 中 に ② で示 す)の 場 合 に つ い て,標 準 条 件 の も と で モ ン テ カ ル ロ シ ミ ュ レ ー ショ ン2)を 行 っ て δ を 計 算 した 結 果 を図6 に 示 す.な お 一 様 分 布(付 図 中 に ③ で 示 す)の 場 合 の 計 算 結 果 も付 記 して あ る.い ず れ の 場 合 も,θ は ξの 変 化 と共 に 大 体 直 線 的 に 増 加 し て い る. な お こ れ ま で に 述 べ た 理 論 解 析 に お い て は,砥 粒 切 れ 刃 形 状 は 先 端 角2α0(一 定)の 円 す い 形 と仮 定 した. 次 に砥 石 表 層 の 砥 粒 切 れ 刃 形 状 は 円 す い 形 で あ る が, そ の 先 端 半 頂 角 α が αminか ら αmaxま で 変 化 す る場 合 は,上 述 の 理 論 解 析 に お け るtanα0の 代 わ りに 次 に示 す 〔tanα〕を 用 い て 計 算 す れ ぼ よ い3).Table 1 Grinding conditions
Fig. 5 Calculated results for the value of F/9B, and the mean cutting area a
(10)
こ こ で,F(α)は α の 累 積 分 布 関 数 で あ る. 2.3 砥 粒 ・工 作 物 の 弾 塑 性 的 挙 動 の 影 響 こ れ ま で 述 べ た 理 論 解 析 に お い て は,砥 粒 切 れ 刃 の 工 作 物 に 接 触 し た 部 分 は す べ て 砥 粒 切 れ 刃 の 形 状 通 り に 削 り と られ る と仮 定 した.し か し実 際 の 研 削 加 工 に お い て は,上 す べ り現 象(砥 粒 切 れ 刃 が 工 作 物 に 接 触 し て もす ぐ に は 食 い 込 まず,あ る距 離 す べ っ て 初 め て 切 削 が 行 わ れ る 現 象)や 盛 上 が り現 象(砥 粒 切 れ 刃 に よ っ て 変 形 され た 工 作 物 の 一 部 が 切 り くず と な らず に 切 削 溝 の 周 囲 に 盛 り上 が る現 象)な ど が 起 こ る.そ こ で 砥 粒 お よ び 工 作 物 の 弾 塑 性 的 挙 動 の影 響 を 考 慮 に い れ て,標 準 条 件 の も とで モ ソ テ カ ル ロ シ ミュ レ ー シ ョ ン に よ り π(1個 の 砥 粒 切 れ 刃 が 排 除 す る 切 削 断 面 積 の 平 均 値)を 計 算 し た4).そ の 計 算 結 果 を 図7に 示 す. な お 砥 粒 ・工 作 物 の 弾 塑 性 的 挙 動 の 影 響 を 考 え な い 場 合 の 結 果 も 付 記 し て あ る. い ず れ の 場 合 も,δ は ξ の 変 化 と共 に 大 体 直 線 的 に 増 加 し て い る. 2.4 砥 石 ・工 作 物 接 触 弧 内 に お け る1個 の 砥 粒 切 れ 刃 の 挙 動 2.1項 で 述 べ た 仮 定 の も と に,研 削 加 工 の モ ン テ カ ル ロ シ ミ ュ レ ー シ ョン を 行 い,砥 石 ・工 作 物 接 触 弧 内 に お け る1個 の 砥 粒 切 れ 刃 の 挙 動 を し らべ た5).計 算 に 用 い た 研 削 条 件 は,D=140㎜,V=1300m/min, v=9.7m/min,⊿=10μm,B=1㎜,W0=106μm3, tanα0=5.67で あ る.い ま 任 意 の 砥 粒 切 れ 刃1(x1,y1, g、)は 工 作 物 内 で い ろ い ろ な 切 削 軌 跡 を 描 くが,そ の 代 表 的 な 例 を 図8(a),(b),(c)に 示 す.な お 図 に は こ の 砥 粒 切 れ 刃1に 影 響 を 及 ぼ す 先 行 切 れ 刃II(X2,y2, z2),III(x3,y3,g3)の 母 面 上 の1点II'(x2,y1,z2+(ly1 -y2│/tanα0)) ,III'(X3,y1,Z3十(ly1-y31/tanα0)) の 切 削 軌 跡 も示 し て あ る.図8(a),(b)で は,砥 粒 切 れ 刃1に 影 響 を 及 ぼ す の は 砥 粒 切 れ 刃IIだ け で あ る が,図8(c)で は,砥 粒 切 れ 刃IIとIIIが 影 響 を 及 ぼ し て い る.表2に 図8に お け る 砥 粒 切 れ 刃1,II,IIIの 座 標 を 示 す. さ て 工 作 物 送 り方 向 に 直 角 方 向 に 測 った 切 削 軌 跡 の 差 を 砥 粒 切 れ 刃1の 砥 粒 切 込 み 深 さgと 定 義 す る と, 砥 石 ・工 作 物 接 触 弧 内 のgの 変 化 は,図8(a),(b),(c) に 対 応 して そ れ ぞ れ 図9(a),(b),(c)の よ うに な る. な お 図9に は,1個 の砥 粒 切 れ 刃 の 切 削 断 面 積 α はg2Fig. 6 Influence of the distribution in depth for the position of cutting edges on the mean cutting area ii
Fig. 7 Influence of the elastic and plastic behaviors of grain and work on the mean cutting area ii
Fig. 8 Some examples of cutting loci of the grain
2294 精 密 機 械51/12/1985 に 比 例 す る と考 え て92の 変 化 も 付 記 し て あ る. こ の よ う に1個 の 砥 粒 切 れ 刃 のg2の ξ に よ る 変 化,す な わ ち1個 の 砥 粒 切 れ 刃 の 切 削 断 面 積 α の ξに よ る 変 化 は種 々 様 ・々 で あ るが,こ れ らの α の 平 均 σ を 考 え る と,σ は これ ま で 述 べ て き た よ うに,大 体 ξ と 共 に 直 線 的 に 増 加 す る も の と思 わ れ る. 2.5前 加 工 面 粗 さの 影 響 こ れ ま で 述 べ て き た 理 論 解 析 に お い て は,す べ て 前 加 工 面 は 完 全 な平 面 と仮 定 し て き た.し か し 実 際 の 研 削 加 工 に お い て は 前 加 工 面 は あ る粗 さ(平 均 値 はHp) を も っ て い る.こ の よ うな 粗 さを も っ た 面 を 研 削 加 工 す る場 合 は,近 似 的 に 切 込 み 量 ⊿ を(⊿+Hp)と お き か え て こ れ ま で と 同 じ 方 法 で 解 析 す れ ぽ よ い6). 図10は,2.1項 で 述 べ た 仮 定 の も と で 標 準 条 件 に よ っ て 得 ら れ た 研 削 仕 上 面(Hp=1.1μm)を,同 じ標 準 条 件 で 研 削 し た と き の δ の 計 算 結 果 を 示 す.こ の 場 合,前 加 工 面 が 完 全 な 平 面 で 切 込 み 量 が(10+1.1)μm と し て 計 算 した. な お 同 図 に は 前 加 工 面 が 完 全 な 平 面 の 場 合 の 計 算 結 果 も 付 記 し て あ る が,前 加 工 面 が あ る 粗 さ を も つ 場 合 と の 差 は 僅 少 で あ る. 3. 接 触 弧 内 の 切 削 力 の 実 験 的 考 察 筆 者 ら は 先 に 砥 石 外 周 の 一 部 を 扇 形 に 切 り と り,そ の 部 分 に 砥 石 片(dL=3mm)と 研 削 力 パ ル ス検 出器 (検 出 用 圧 電 素 子 は ジ ル コ チ タ ン 酸 鉛)を つ け,こ の砥 石 片 に 働 く研 削 力(接 触 弧 に 対 し垂 直 方 向)パ ル スを 測 定 した.こ の 場 合,研 削 力 測 定 系 の 固 有 振 動 数 は約 20kHz,減 衰 係 数 は 約0.1で あ っ た. な お 圧 電 素 子 か らの 信 号 は,砥 石 フ ラ ン ジ に取 り付 け た 電 荷 増 幅 器 で 電 圧 に 変 換 した 後 ス リ ッ プ リン グを 使 っ て 取 り出 し,こ の 信 号 を プ リア ン プ,波 形 記 憶装 置 を 介 して=オシ ロ ス コ ー プ で 観 察 した7). 研 削 力 パ ル ス の 代 表 的 な 実 測 例 を 図11に 示 す.図 11(a)は ク リ ー プ フ ィ ー ド研 削(研 削 力 パ ル ス継 続時 間 は 約0.6ms),図11(b)は 普 通 研 削(研 削 力 パル ス 継 続 時 間 は 約0.25ms)の 場 合 で あ る.な お この 場 合 の 研 削 条 件 を 表3に 示 す.
図11の よ うに研 削力 パ ル スは切 削 開始 点 か らほぼ
直線 的 に増 加 し切 削終 了直 前 に最 大値(こ れを最大研
Table 2 Co-ordinates of abrasive grain
Fig. 9 Relationship between the value of g or g2 and horizontal distance E
Fig. 10 Influence of the pre-machining roughness on
the mean cutting area d
Fig. 11 Measured examples of grinding force pulse
削 力Fmと よ ぶ)を と る. さ て 図11(a)の 研 削 力 の 変 化 状 況 は 図5の モ デ ルI のF/βBの 変 化 状 況 に,ま た 図11(b)の 研 削 力 の 変 化 状 況 は 図5の モ デ ルIIIのF/βBの 変 化 状 況 と よ く 一 致 して い る. な お 図5の 計 算 結 果 か ら,最 大 研 削 力Fmと 砥 粒 切 れ 刃1個 に 働 く平 均 切 削 力fの 最 大 値fm(こ れ は1個 の 砥 粒 切 れ 刃 の 平 均 切 削 断 面 積 δ の 最 大 値 に 比 例 す る と考 え られ る)が 比 例 す る こ とが わ か っ た.そ こ で 図11の 実 験 結 果 か ら,ク リー プ フ ィ ー ド研 削 の 場 合 の fmは 普 通 研 削 の場 合 のfmよ りか な り小 さ く な り,こ れ が 表3の 研 削 条 件 の 場 合,普 通 研 削 に 比 ベ ク リ ー プ フ ィー ド研 削 の 砥 石 損 耗 が 少 な か った 一 つ の 理 由 と考 え られ る. 4. 結 言 筆 者 ら は 砥 石 ・工 作 物 接 触 弧 内 の 砥 粒 切 れ 刃 に 働 く 力 の 変 化 状 況 を 統 計 的 手 法 に よ り理 論 的 に 解 析 し,更 に モ ン テ カ ル ロ シ ミ ュ レ ー シ ョ ン や 二,三 の 実 験 に よ っ て 種 々 の 考 察 を 行 っ た.な お 理 論 解 析 に 当 た っ て は,砥 粒 切 れ 刃 は 先 端 角2α。(一 定)の 円 す い 形,砥 粒 切 れ 刃 位 置 の 分 布 は 三 次 元 的 に 一 様 分 布(砥 粒 切 れ 刃 密 度 は1/肌)と 仮 定 し た.得 ら れ た 主 な 結 果 は 次 の 通 りで あ る. (1) 砥 石 ・工 作 物 接 触 弧 内 の1個 の砥 粒 切 れ 刃 の 平 均 切 削 断 面 積 δ は 理 論 的 に 次 式 で 表 さ れ る.
こ こで,4ξ は基 準 断面 の単 位移 動距 離 当 た りの切
削深 さ,Pe'(ξ)は 砥 粒切 れ 刃 が基準 断 面 を有 効 に
切 削す る確 率 の平 均値,vは
工 作物 速度,Vは
砥
石 周 速 度,⊿ は 切 込 み 量,肌
は砥 粒 切 れ 刃1個
の 占め る平 均体 積 で あ る.
(2) 砥 石 ・工作 物 接触 弧 内 の微 小 長 さdLに
働 く研
削力F(接
触 弧 に垂 直方 向)は 理 論的 に次式 で表
され る.
こ こ で,β は 単 位 切 削 断 面 積 当 た りの 研 削 力,B な 研 削 幅 で あ る. (3) 理 論 解 析 に よ る と,F/β8の 値 は 切 削 開 始 点 か ら ほ ぼ 直 線 的 に 増 加 し 切 削 終 了 直 前 に 最 大 値 を と る。ま た 種 々 の 研 削 条 件 に お い てFの 最 大 値Fm と砥 粒 切 れ 刃1個 に 働 く平 均 切 削 力fの 最 大 値 fmと は 比 例 関 係 に あ る. (4) 砥 石 ・工 作 物 接 触 弧 内 の 微 小 長 さdLに 働 く研 削 力Fを 実 測 した が,こ のFの 変 化 状 況 は 理 論 解 析 に よ る結 果 と よ く一 致 した. 文 献 1) 松 井正己 : 砥粒 の切削機構,機 械の研究,23,12(1971) 1611.2) S. Matsui and J. Tamaki : Influence of the Elastic Displacement of Grain Cutting Edges on Grinding Mechanism, Technology Reports, Tohoku Univ., 41, 1,
(1976) 73.
3) S. Matsui : Statistical Approach to Grinding Mecha-nism - Influence of the Distribution in Depth for the
Position of Grain Cutting Edges and the Distribution of Grain Tip Angles, Technology Reports, Tohoku Univ., 37, 2, (1972) 297. 4) 松 井 正 己,田 牧 純 一:研 削機 構 に 及 ぼ す 砥 粒 −工 作 物 の 弾 塑 性 的 挙 動 の影 響,精 密 機 械,46,2(1980)177. 5) 松 井 正 己,庄 司 克 雄:統 計 的 手 法 に よ る 研 削 機 構 の 考 察 (第2報)− 砥 粒 切 込 み 深 さ に つ い て,精 密 機 械,36,3 (1970)196. 6) 松 井 正 己:統 計 的 手 法 に よ る研 削 機 構 の 研 究 一v/Vが 1に 比 べ て 無 視 で き な い 場 合 の 理 論 解 析,精 密 機 械,46, 3(1980)298。 7) 松 井 正 己,庄 司 克 雄,厨 川 常 元 二接 触 弧 に お け る研 削 力 分 布 につ い て一 ク リー プ フ ィ ー ド研 削 に 関 す る研 究(第1 報),昭 和56年 度 精 機 学 会 秋 季 大 会 学 術 講 演 会 講 演 論 文 集 (1981)876. Table 3 Grinding conditions