著者 岸 倫人
著者別名 KISHI Michito
その他のタイトル Investigation of the design guide of cathode slurry for the improvement of the performance of polymer electrolyte fuel cell
ページ 1‑98
発行年 2020‑03‑24
学位授与番号 32675甲第485号
学位授与年月日 2020‑03‑24
学位名 博士(理工学)
学位授与機関 法政大学 (Hosei University)
URL http://doi.org/10.15002/00022975
法政大学審査学位論文
固体高分子形燃料電池の発電特性向 上のためのカソードスラリー設計指 針の検討
岸 倫人
i
目次
第1章 序論
………11.1 背景 ………2
1.2 燃料電池の概要 ………4
1.2.1 燃料電池の種類 ………4
1.2.2 PEFCの構成と発電原理 ………5
1.3 触媒層構造と発電性能 ………6
1.3.1 活性化損失 ………8
1.3.2 物質輸送損失 ………8
1.3.3 オーム損失 ………9
1.3.4 カソード触媒層の酸素輸送抵抗とプロトン輸送抵抗 ………11
1.4 PEFCの普及に向けたコスト課題 ………13
1.5 PEFCの触媒層の近年の開発状況 ………15
1.5.1 スラリー中のアイオノマと粒子分散性が発電性能に与える影響 ………17
1.5.2 触媒層特性が発電性能に与える影響 ………23
1.6 研究の目的 ………28
1.7 本論文の構成及び概要 ………28
第2章 触媒層スラリー特性及び発電特性の評価方法
………292.1 緒言 ………30
2.2 スラリー特性 ………30
2.2.1 アイオノマサイズ分布 ………30
2.2.2 アイオノマの吸着量 ………31
2.2.3 スラリーの充填率 ………32
2.3 発電特性 ………33
2.3.1 MEAの作製 ………33
2.3.2 セルの作製 ………34
2.3.3 測定装置及び評価条件 ………34
2.3.4 I-V 性能 ………35
2.3.5 酸素輸送抵抗Rother ………35
2.3.6 プロトン輸送抵抗Rion ………36
ii
第3章 触媒層スラリーの粒子及びアイオノマ分散状態と発電特性の
関係
………373.1 緒言 ………38
3.2 実験方法 ………38
3.2.1 カソードスラリーの調製及び触媒層作製方法 ………38
3.2.2 スラリー特性/触媒層特性/発電特性 ………39
3.2.2.1 スラリー特性 ………39
3.2.2.2 触媒層特性 ………39
3.2.2.3 発電特性 ………39
3.3 結果及び考察 ………39
3.3.1 アイオノマのサイズ分布 ………39
3.3.2 スラリーのアイオノマ吸着量/流動特性/充填率 ………41
3.3.3 発電特性 ………44
3.3.3.1 I-V性能 ………44
3.3.3.2 酸素輸送抵抗とプロトン輸送抵抗 ………44
3.4 まとめ ………48
第4章 アイオノマの不可逆的な吸着を利用した触媒層スラリー調整 プロセスの検討
………494.1 緒言 ………50
4.2 実験方法 ………50
4.2.1 実験試料 ………50
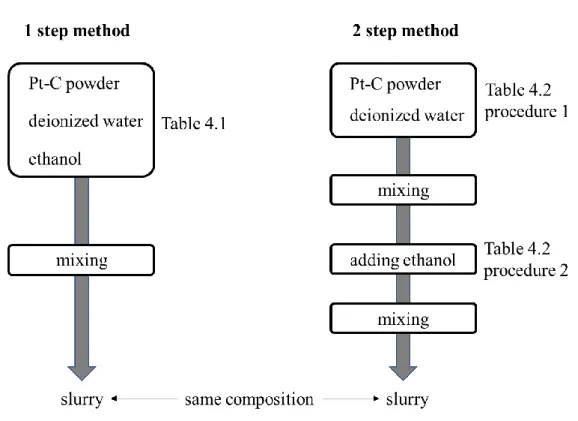
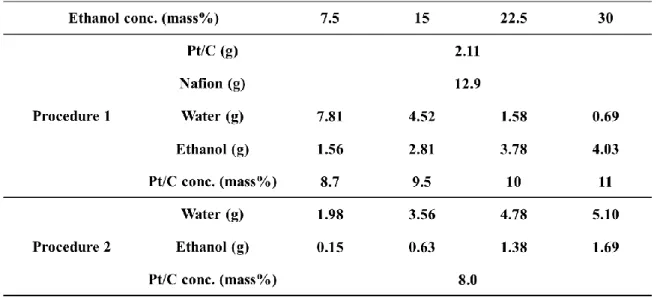
4.2.2 カソードスラリーの調製及び触媒層作製方法 ………50
4.2.3 スラリー特性/触媒層特性/発電特性 ………54
4.2.3.1 スラリー特性 ………54
4.2.3.2 触媒層特性 ………54
4.2.3.3 発電特性 ………54
4.3 結果 ………55
4.3.1 スラリー特性 ………55
4.3.2 発電特性 ………58
4.4 考察 ………60
4.5 まとめ ………66
iii
第5章 触媒層のアイオノマ付着率と発電特性の関係
………665.1 緒言 ………67
5.2 実験方法 ………67
5.2.1 カソードスラリーの調製と触媒層作製方法 ………67
5.2.2 スラリー特性/触媒層特性/発電特性 ………68
5.2.2.1 スラリー特性 ………68
5.2.2.2 触媒層のアイオノマ付着率 ………68
5.2.2.3 触媒層の細孔径分布 ………71
5.2.2.4 発電特性 ………71
5.3 結果及び考察 ………72
5.3.1 スラリーの充填率/アイオノマの吸着量 ………72
5.3.2 アイオノマ付着率 ………73
5.3.3 発電特性 ………75
5.4 まとめ ………77
第6章 総括
………786.1 総括 ………79
6.2 今後の展望 ………82
用語
………84略語
………85参考文献
………86図,表
………95謝辞
………981
第 1 章
序論
2
1.1 背景
気候変動に関する政府間パネル(IPCC:Intergovernmental Panel on Climate
Change)の第4次評価報告書によると,世界の温室効果ガス(GHG:Greenhouse
gas)の排出量は,工業化以降,人間活動により増加しており,1970年から2004 年までの間で見るとおよそ70%増加している[1]。中でも,二酸化炭素(CO2)は 最も重要な人為起源の温室効果ガスであり,世界の温室効果ガス排出量は,2000 年から 2030 年までの間に,CO2換算で 25 から 90%の範囲で増加すると予想さ れている[1]。温室効果ガスの排出量が,現在以上の速度で増加し続けた場合,地 球温暖化の影響で世界の気候システムに多くの変化が引き起こされ,農業・林 業・生態系,人体の健康,産業・居住環境などへの被害拡大が危惧されている[1]。 このようなリスクを避け,持続可能な社会を実現するためにも,温室効果ガスの 排出量を削減することが必要となる。Fig.1.1に,2004年時点の分野別のGHG排 出量比率を示す[2]。運輸部門におけるGHG排出量は,全体の13.1%と比較的大 きな割合を占めていることがわかる。
Fig.1.1 GHG emissions by sector in 2004[2].
また,国土交通省[3]によれば,2017年の国内におけるCO2排出量は11億9,000 万トンであり,そのうち運輸部門からの排出量は 18%と最も大きい割合を占め る。その内訳の中で,自家用車が占める割合は86%であり,自家用車から排出さ れる CO2 削減は,地球温度化が引き起こす様々な問題を克服する上で,非常に 重要な課題であるといえる。
3
この自家用車の CO2削減の対策として,内燃機関の燃費改善(アイドリング ストップ機能の搭載,エンジンのダウンサイジング化)や,電動車両の開発(ハ イブリッド車,電気自動車の量産化)がなされ,自家用車 1 台あたりの CO2排 出量は確実に低下してきている。しかしながら,世界全体では自動車の保有台数 が年々増加する傾向にあることからも,このような燃費改善による CO2排出量 の削減効果よりも,自動車需要の増加に伴う CO2 排出の増加量の方が大きくな っている。したがって,さらなる CO2 排出量削減のためには,より根本的な解 決策として,CO2の排出が少ない,もしくは CO2 を全く排出しない駆動システ ムの構築や,ガソリン,軽油のような一次エネルギーに代わる代替燃料への転換 が求められる。
Fig.1.2は,各駆動システムと燃料の組み合わせごとに CO2排出量を比較した
グラフである[4]。CO2 排出量は,車両が消費する燃料のみから見積もるのでは 不十分であり,燃料の製造・供給時に発生するCO2も含めて考える必要がある。
したがって,Fig.1.2では,燃料などを車両で消費する部分Tank-To-Wheel(タン クから車輪まで)と生産・供給から車両供給までの部分Well-To-Tank(油井から タンクまで)とを合わせたWell-To-Wheel(油井から車輪まで)で排出量を見積 もっている。
Fig.1.2 Well-To-Wheel CO2 emissions for various propulsion system combinations [4].
ICE: Internal Combustion Engine, HV: Hybrid Vehicle, LPG: Liquefied Petroleum Gas, LNG:
Liquefied Natural Gas, CCS: Carbon Capture and Storage, NG-LiqH2: Natural Gas-Liquid H2, PV: Photovoltaic
4
Fig.1.2より,ガソリンや軽油を使用する内燃機関やハイブリッド車と比較し,
燃料電池自動車の Tank-To-Wheel の CO2排出量が極めて少ないことが分かる。
一方で,Well-To-TankのCO2排出量は他の駆動系と比較すると多くなっている。
これは,水素の精製過程で発生する CO2 の排出量が,ガソリンや軽油と比較し 多いためである。しかし,ガソリンや軽油に比べて,水素は,原料や製造方法の 選択肢が豊富であるのが利点であり,現状ではCO2排出量は比較的多いものの,
ガソリンや天然ガスなどの化石燃料を改質し精製することも可能であること,
将来的に太陽光,風力,水力や地熱などによる電気エネルギーを利用し,多量の 水素を精製できる可能性があることを考慮すれば,Well-To-Tank での CO2 排出 量を抑制することは可能と思われる。加えて,水素の貯蔵は,電気エネルギーの 貯蔵よりも比較的容易である点も加味すると,水素を燃料とする燃料電池自動 車(FCEV:Fuel Cell Electrical Vehicle)の普及に対しては,有望な地球温暖化対 策の1つとして,非常に高い期待が寄せられている。
1.2 燃料電池の概要
1.2.1 燃料電池の種類
燃料電池には様々な種類があり,使用される電解質の種類によって,固体酸化 物形燃料電池(Solid Oxide Fuel Cell,,SOFC),溶融炭酸塩形燃料電池(Molten Carbonate Fuel Cell,MCFC),リン酸形燃料電池(Phosphoric Acid Fuel Cell,PAFC), そして固体高分子形燃料電池(Polymer Electrolyte Fuel Cell,PEFC)の4種類に 分類される。Table 1.1 は近年研究開発が盛んにおこなわれているこれらの燃料 電池(PEFC,PAFC,MCFC,SOFC)の比較を示している。
特徴的な点は,各電池にて使用する電解質は,温度によりイオン伝導率が異な り,それにより電池の作動温度に違いがあることである。この中で,PEFC は 100℃未満の比較的低温にて発電するため,起動時間が短く,さらに構成部材が 樹脂や,カーボンであるため,小型化・軽量化が可能であることから,携帯用電 源,家庭用電源,車載用動力源として利用されている。
Table 1.1 Comparison of fuel cell types.
PEFC PAFC MCFE SOFC
電解質 陽イオン交換高分子膜 リン酸 炭酸リチウム 安定化ジルコニア
触媒 Pt Pt Ni Ni
イオン伝導種 水素イオン 水素イオン 炭酸イオン 酸素イオン
作動温度 R.T-100℃ 190-200℃ 600-700℃ 700-1000℃
効率 30-40% 40-45% 50-65% 50-70%
5
家庭用電源としてはエネファームが市場に投入され,また,自動車産業界にお いても,一部メーカーにおいて,燃料電池自動車の市販化がなされている。一方 で,触媒には高価な白金が使用されているのが現状であり,コスト低減のために は大きな課題が残っている。
1.2.2 PEFC の構成と発電原理
PEFCの最小構成は,高分子電解質膜(Polymer Electrolyte Membrane,PEM) の両側に電極触媒層及びガス拡散層(Gas Diffusion Layer,GDL)を配置し,さ らにそれらを,ガス流路溝の付いたプレートにて挟み込んだ構造となっており,
この構成単位は,単セル(Single cell)と呼ばれている。Fig.1.3は,単セル(Single cell)の模式図である[5]。PEMとアノード・カソード電極,ガス拡散層からなる 部材を膜-電極接合体(MEA:Membrane Electrode Assembly)と呼び,各電極に おいて,化学反応が行われ,電子が移動することで発電する。
Fig.1.3 Elementary unit of fuel cell (single cell of polymer electrolyte fuel cell) [5].
6
PEFCの作動原理は,水素の燃焼反応(2H2+ O2→2H2O)を,(1) 水素の酸化反応,
(2) 酸素の還元反応に分離し,反応により,電子が移動することで電気エネルギ ーを得ることによる。それぞれの反応は以下のような反応式で表される。アノー ド電極においては(1.1)式に示す水素の酸化反応が進行し,カソード電極において
は(1.2)式に示す酸素の還元反応が進行する。
(1) 水素酸化反応 H2→2H++ 2e- (1.1) (2) 酸素還元反応½O2+ 2H++ 2e-→H2O (1.2) 全反応H2 + ½O2 →H2O ( l ) ΔG0 = - 237.2 kJ mol-1 (25℃) (1.3) 全反応のギブス自由エネルギー変化(ΔG0)に相当するエネルギーが,電気エネ ルギーに変換される。理論発電効率εは,水素のもつ化学エネルギーΔH0に対す る比率で定義され,(1.4)式で表される。
ε= ΔG0/ΔH0 (1.4)
(1.3)式に示す水素の燃焼反応は,25℃においてΔH0 = -285.8 kJ mol-1であるので,
ε=83%となる。この高い理論発電効率を有することが,燃料電池の大きな特徴で
ある。両電極間の理論起電力U0は,以下の式で表される。
U0= -ΔG0 / (nF) (1.5)
ここで,n:化学反応時に移動する電荷数(n=2),F:ファラデー定数(96485 C mol-1)を示す。
(1.3)式の反応においては,U0は約1.23 Vであるが,実際の燃料電池の起電力は
1 V以下に低下する。その主な要因は,次節にて詳細に説明するが,各電極の触 媒層,電解質膜の抵抗や,各部材間の接触抵抗等が挙げられる。
そのため,一つのセルでは電圧が低いため,多数のセルを複数層積層し,製品 とすることが一般的であり,これをスタック(Stack)と呼んでいる。
1.3 触媒層構造と発電性能
高分子電解質膜(PEM)の両側に,各電極の触媒層が設置された部材のことを CCM:Catalyst Coated Membraneと呼び,カソード触媒層はFig.1.4に示した模式 図のような内部構造となっている。この図から分かるように,単セルにおける反 応をより効率よく進行させるためには,触媒粒子の比表面積を大きくすること,
反応に必要な電子・反応物の移動経路を確保すること,反応生成物である水の排 出経路を確保することが必要である。触媒層は,電子伝導性が高く,高比表面積 であるカーボン粒子を基材とし,その表面に触媒としてナノオーダーの白金粒 子を高分散に担持した複合粒子(Pt/C:白金担持カーボン)と,プロトンを輸送 する機能を有するアイオノマ(Ionomer)により構成されている。Ionomerとは,
最大で15mol%のイオン基を含有するポリマーであり[6],PEFCの触媒層を作製
7
する際のアイオノマとしては,Nafion(Dupont製)がよく使われおり,触媒層は 反応ガス(水素,酸素)や反応生成物(水)の透過性を確保するための空孔を有 する微構造となるよう様々な研究がなされている。
Fig.1.4 Structure of cathode catalyst layer.
発電性能は,Fig.1.5に示すような電流‐電圧曲線(I-V曲線)で表される。燃 料電池の理論起電力は前述したように約1.23 Vであるが,実際は内部抵抗など に起因する電圧低下要因により理論起電力には達せず,電流が大きくなるほど 電圧は低下する。
Fig.1.5 Ideal and actual fuel cell voltage current characteristics with some losses.
8
発電時の電圧降下要因の代表的なものには,下記3つがあげられる[7,8]。
①活性化損失(Activation Losses)
②物質輸送損失(Mass Transport Losses)
③オーム損失(Ohmic Losses)
発電性能を向上させるためには,この3つ損失を小さくする必要があり,以下 各損失の詳細,その構造要因をまとめる。
1.3.1 活性化損失
活性化損失は,電極の表面で起きる反応が遅いことにより生じる。すなわち,
生じた電圧の一部が,電極中あるいは電極から電子が移動する化学反応を進め るために失われる[8]。
PEFCにおいては,活性化損失は使用する触媒の活性により決まるとされてい
る。(2.1)式で示されているアノード触媒層における水素酸化反応は触媒に白金を
用いた場合,非常に早く進行するため,活性化損失への寄与は殆ど無視できる。
これに対し(2.2)式で示されるカソード触媒層における酸素還元反応は,触媒に白 金を用いてもその反応は遅く,大きな活性化損失が生じる。カソード触媒層の触 媒使用量,すなわち白金の使用量を増加させることで,カソード触媒層の活性化 損失を低減することは可能であるが,コストの増加につながるため,必ずしも良 い解決策とは言えない。従って,触媒単位質量当たりの触媒活性を向上させるこ とが求められている。触媒活性を向上させる ということは,酸素還元反応
(Oxygen Reduction Reaction:ORR)に対する触媒活性を向上させるということ
である。これまでにORR活性を向上させるための触媒粉末の研究は,数多くなさ れているものの,白金に代わる代替材料は,いまだ見つかっていないのが現状で
ある[9-15]。そのため,触媒層中の白金目付(単位面積当たりの白金量)を固定
し,白金を担持しているカーボン粉末への担持濃度(全触媒粉末質量に対する白 金質量の割合)や[14],白金粒径を制御することによって[15],ORR活性や発電 性能を向上させる取り組みが,材料開発と並行して進められている。
1.3.2 物質輸送損失
物質輸送損失は,燃料を消費するときに電極表面で,反応物質の濃度が変化す るために生じるものである。濃度の減少は十分な反応物質を触媒表面に輸送で きないことから生じるため,物質輸送損失と呼ばれる[8]。
物質輸送損失は,反応ガス(水素,酸素)の拡散性や電気化学反応による生成 水の排水性の影響を受ける。アノード触媒層においては,反応による生成水が発
9
生せず,かつ供給されるガスは水素であることから,反応ガスの濃度勾配や,生 成水による水素輸送阻害が及ぼす発電性能への影響は小さい。
一方で,カソード触媒層においては,反応ガスの濃度勾配や,生成水によるガ ス輸送に及ぼす影響は大きい。ガス拡散層の排水性が悪いと,カソード触媒層で 生成した水が,ガス拡散層に蓄積し(フラッディング,Flooding),ガスの拡散 を阻害することで,物質輸送損失が増大する。電流密度が高いほど,反応生成水 が多くなるため,電流密度が高いほど,物質輸送損失の影響が顕著になる。ガス 拡散層は,カーボン繊維をペーパ状にし,撥水性のコーティングを施したもので 形成されており,材質やコーティングを変更した際の発電性能への影響が研究 されている[16]。また,供給するガスには,アノード側の水素とは異なり,空気 を用いるため,酸素濃度が低いことも物質輸送損失への影響が大きい理由とし てあげられる。そのため,触媒層中の空隙構造や,触媒粉末へのアイオノマの付 着状況によっては,触媒近傍への酸素輸送障害をおこし,高電流密度域において 発電性能に顕著な差が生じうる。さらに,(2.2)式からもわかるように,高湿度運 転下においては,反応により生成する水の影響も顕著である。そのため,物質輸 送損失を低減するためには,カソード触媒層の微構造及びその特性値を把握す ること,そして,その特性を制御するためのプロセスパラメータを把握すること が重要となる。
また,Fig.1.4に示すように,触媒層中において,アイオノマはプロトンを伝達
する役割もあるため,物質輸送損失への影響だけでなく,後述するオーム損失へ の影響も考慮し,触媒層の微構造を最適化することが必要になる。
1.3.3 オーム損失
オーム損失は,電解質を通してのイオンの流れに対する抵抗や,触媒層や各種 の接続部の材料を通過する電子の流れに対する直接的な抵抗によって生じる電 圧降下のことを指し,この電圧降下(オーム損失)は基本的には電流密度に比例 する[8]。前述した活性化損失,物質輸送損失による電圧降下は非線形である[8]。
電子の移動に起因するオーム損失は,燃料電池を構成する各種部材(ガス拡散 層,セパレータ,スタック両端に設けられる集電板などの電子電導体)によって 引き起こされる。ただし,各種電子電導部材のバルク抵抗は,後述する高分子電 解質膜の抵抗よりもはるかに低いため,電圧降下に対する影響は低い。一方で,
部材界面で生じる接触抵抗は影響が大きい。そのため,発電性能を評価する際は,
セルに使用するセパレータは不導態被膜処理したものを使用し,セル組み付け を行う際は,MEAの面内圧力が極力均一となるように荷重付与することが一般 的である。
10
一方で,イオンの移動に起因するオーム損失は,プロトン伝導体である高分子 電解質膜や,カソードやアノード触媒層中をプロトンが移動する際の抵抗に起 因する。そのため,発電性能を向上させる上では、これらをいかに抑えるかを考 えることが非常に重要であり,電解質膜や各触媒層の薄層化,電解質材料の改良 がなされている。特にカソード触媒層は,アノード触媒層と比較して必要な白金 量が多いため,触媒層は厚膜となり,発電性能に及ぼす影響が大きい。加えて,
アイオノマのプロトン伝導の抵抗は,水分によっても変わり,水分が多いほど抵 抗値は下がる傾向にある。そのため,低湿度条件においては,水分によるプロト ン輸送は余り大きくないため,プロトン伝導抵抗を低減するためにはカソード 触媒層中におけるアイオノマの付着状況が,非常に重要になると考えられてい る。一方で,高湿度条件においては,水の影響により,プロトン伝導は促進され るため,前述した物質輸送への影響が顕著に表れる。そのため,触媒層の最適化 検討を行う上では,オーム損失と物質輸送損失の両方の影響を評価し,発電性能 を考察することが特に重要となる。
以上についてまとめると,PEFCの発電性能を向上させるためには,活性化損 失,物質輸送損失,オーム損失の各損失を低減することが重要である。特にカソ ード触媒層は,いずれの損失にも密接に関係するため,MEAの構成において非 常に重要な部材に位置づけられる。
活性化損失は発電性能に大きく影響するが,白金使用量を増やすこと(触媒層 を厚くすること)で活性化損失を低減させることは,コストの観点から必ずしも 良い方策ではなく,また触媒層が厚くなることで,酸素やプロトンの輸送性に対 し悪影響が生じることも予想される。そのため,最適な触媒層構造を設計するた めには,特に性能への影響度の高いカソード内を移動する酸素とプロトンの輸 送抵抗それぞれを適切に評価する手法が必須となる。
次節において,カソード触媒層の酸素及びプロトンの輸送抵抗に対し,これま で検討されてきたMEAの解析手法について記載する。
11
1.3.4 カソード触媒層の酸素輸送抵抗とプロトン輸送抵抗
・酸素輸送抵抗 R
otherFig.1.5に示すように,物質輸送損失は,発電性能(I-V性能)の高電流密度域
における電圧降下として表れる。前項に記載したとおり,その要因は MEAのガ ス拡散層と触媒層を流れる酸素ガスの輸送阻害とされ,この抵抗を酸素輸送抵 抗と呼んでいる。特にカソード触媒層の性能は,発電性能への影響が顕著であり,
多くの研究がなされてきた[17-22]。Masioらは,限界電流密度法を用いて,GDL とカソード触媒層とを合わせた全酸素輸送抵抗Rtotalを評価し,GDLの酸素輸送 抵抗と触媒層の酸素輸送抵抗 Rotherを切り分ける解析手法を提唱している[17, 18]。セル評価時のガス圧力及び酸素濃度を変化させて,限界電流密度Ilimを測定 し,得られたIlimから(1.6)式によってRtotalを算出する。 Fig.1.6にガス圧力とRtotal
の関係を模式的に示す。図中の Rtotalのプロットを線形近似することで得られる 切片が,触媒層のみの酸素輸送抵抗Rotherとなる[17,18]。
lim O total
2 4 I RT
F R P
(1.6)
ここで,全酸素輸送抵抗Rtotal [s/m],酸素分圧PO2[Pa],ファラデー定数F [C/mol], 理想気体定数R [J/(mol・K)],絶対温度T[K],限界電流密度Ilim [A/cm2]とする。
Fig.1.6 Total oxygen transport resistance as a function of gas pressure.
R total [s/m]
Gas pressure [kPa]
Rother
12
・プロトン輸送抵抗 R
ionFig.1.5に示すように,オーム損失は,発電性能(I-V曲線)の低電流密度域にお
いて表れる。前項において記載したように,その要因としては,MEA中を移動 する電子とイオンの輸送抵抗があるが,特にカソード触媒層及び電解質膜を流 れるプロトンの輸送阻害が発電特性への影響が大きいため,交流インピーダン ス法(Electrochemical Impedance Spectroscopy,EIS)による解析手法を用いて,
カソード触媒層のプロトン輸送抵抗Rionの評価が実施されている[23-29]。Fig.1.7 に示す等価回路より得られたナイキスト線図を解くことにより,電解質膜など のオーム損失とカソード触媒層内のプロトン輸送抵抗(アイオノマ中を移動す るプロトンの輸送抵抗が支配的であると考えられるため)を切り分けて評価す ることが可能となる[23]。Fig.1.7に示すように,線図を線形外挿し実数成分と交 わる点を3倍した値が,カソード触媒層のプロトン輸送抵抗Rionとなる[23]。
Fig.1.7 Model for the catalyst layer and Nyquist plot of MEA [23].
CFP : Carbon Fiber Paper
以上述べてきたように,カソード触媒層を最適化するためには,酸素輸送抵抗と プロトン輸送抵抗の両方を低減する必要があり、両抵抗を解析するにあたり,限 界電流密度法と交流インピーダンス法の解析手法は,有効な解析手法であると 考えられる。この2つの解析手法を用いて,触媒層微構造の善し悪しを判断する ことで,発電性能における電圧降下要因が,酸素とプロトン輸送のどちらが支配 的かを見極めることが可能となる。
13
1.4 PEFCの普及に向けたコスト課題
PEFCを自動車用途において,本格的に普及させるためには,スタックコスト の低減は必須の課題である。そのため,1.3までを踏まえ,現状,どのようなPEFC コスト低減の取り組みがなされているか,その概要をまとめるとともに,未だに 残る課題を整理する。Fig1.8には,2013年時点における年間生産量あたりの燃料 電池スタックコストの内訳を示す[30]。
Fig.1.8 Cost breakdown of fuel cell stack for 500000 units per year [30].
このグラフより,年間500,000ユニット程度の生産量の場合,スタックコスト の大部分を電極触媒部材のコストが占めていることがわかる。これまで,白金レ スの触媒担体や合金触媒の開発など,様々な取り組みによりORR活性や耐久性・
信頼性評価は実施されており,発電性能は大きく向上してきている。例えば,電 極に使用する触媒粒子に関して,白金担持カーボン(Pt/C)粒子を中心として,
Pt/BC触媒[31],Pt/Al2O3触媒[32],Ptナノワイヤー[33],ナノサイズPt/C粒子[34]
などの触媒粒子の合成例が報告されている。しかしながら,発電性能や耐久性を 加味した場合,白金担持カーボン粒子がいまだに高い性能を発揮しているのが 現状である[9-15]。したがって,現状では有力な白金代替材料がないため,コス ト算出の前提条件として,触媒は白金を想定しており,燃料電池普及拡大に向け
14
ては,要求される発電性能をいかに少ない白金触媒量で実現するか,すなわち,
白金使用量をいかに低減できるかが重要な課題となる。
前述したように,PEFCのアノード及びカソードの触媒層は,白金担持カーボ ンとアイオノマの2つの材料より構成される。触媒層中でアイオノマは,白金近 傍へとプロトンを輸送する機能と白金担持カーボンを固定するバインダとして の機能を有している。アイオノマの白金担持カーボンへの付着状況は,プロトン の輸送経路を変化させるとともに,白金担持カーボン粒子の充填構造を変化さ せる。1.3項で述べたように,カソード触媒層の白金使用量を増やすことで反応 活性が上がり発電性能は向上するが、コストが増大するためPEFCの普及に向け た現実的な解決策とはなり得ない。
そのため,少ない白金使用量にて,物質輸送損失やオーム損失を極力低減させ,
要求される発電性能を満足させる必要がある。そのためには,反応ガスやプロト ンの最適な輸送経路を確保する必要があり,触媒層の微構造を最適化すること が,極めて重要である。
したがって,触媒層を形成するプロセスを理解し,プロセス条件と物性値との 関係性,そして,その物性値が発電性能へ与える影響を把握することで,発電性 能を向上させる指針を得ることできると考えられる。
15
1.5 PEFCの触媒層の近年の開発状況
MEAは,過去数十年にわたり広範な研究がなされている。それにより,PEFC の発電性能は大幅に向上してきた。近年,MEAを作製する方法としては,厚さ 25から50μm以下のナフィオン膜の両側に,アノードとカソード触媒層を形成し,
さらにその両側にGDLを圧着する方法が主流になっている。触媒粉末としては,
粒径3nm程度の白金が担持された約50nm程度のカーボンが使用され,この触媒 粉末と,溶媒に溶解されたアイオノマとを混合,触媒スラリーを作製し,これを 塗布乾燥後,熱圧着することで,最終的に厚さ10μm,白金担持量0.5mg/cm2以下 の触媒層を得ている [35]。Fig.1.9に,MEAの断面SEM観察結果の一例を示す[35]。
Fig.1.9 Typical cross-sectional images of MEA and catalyst layer [35].
触媒層やCCMを作製する方法については,電解質膜に直接触媒層を塗布する 方法[36],一度,基材に触媒スラリーを塗布・乾燥し,それを電解質膜に転写す
る方法[37-40],スプレーにて電解質膜に直接触媒層を塗布する方法[41-43]など
が提唱されている。
いずれの方法においても,材料(触媒粉末と溶媒種,アイオノマとカーボンと の比率),製造プロセス(スラリー混合手順,撹拌時間,塗布条件など),乾燥プ ロセス(乾燥温度,乾燥時間など)の多くのパラメータが存在するが,これらプ ロセスパラメータは,従来からよく用いられている条件(どのように決められた のかは不明)や各企業等が保有するノウハウによって,決められていることが多 い。そのため,触媒層の微構造とプロセスパラメータとの関係性については十分 に解明されておらず,最終的な発電性能との関係性についても,いまだに不明な 点が多い。
Membrane Cathode CL Anode
CL Anode
GDL
10 um
1 um Cathode Membrane Cathode GDL
CL Anode
CL Anode
GDL
10 um
1 um Cathode
GDL
16
例えば,製造プロセスの起点となるスラリー調製工程において,粒子とアイオ ノマの分散状態の制御は,触媒層を形成する上で極めて重要であると考えられ る。シート成形された塗膜の粒子集合状態は,スラリー中の粒子が分散していれ ば密な構造に,凝集していれば疎な構造になるのが一般的である。PEFCの触媒 層においても,基本的には同様であると考えられ,スラリー中の白金担持カーボ ン粒子とアイオノマの分散・凝集状態により,触媒層の微構造は変化すると考え られる。そのため,触媒層微構造の制御のためには,まずスラリー中の白金担持 カーボンとアイオノマの分散状態を的確に評価することが重要となる。しかし ながら,粒子,アイオノマの分散状態を評価している例は少なく,評価方法も十 分に確立されていない。
スラリーの塗布工程における種々の条件に関しても,最終的な塗膜微構造や 発電性能に大きな影響を及ぼすと考えられているため,これまでにも多くの研 究がなされてきた。しかし,その研究のほとんどは,白金担持カーボンの種類や,
アイオノマ種,溶媒種をパラメータとして変化させた際の発電性能と空隙率の 関係を議論している。しかし,実際には使用するスラリーの特性によって得られ る触媒層の微構造が変化するため,スラリー特性の評価が行われていないと,結 局,なぜ発電性能が変化したのか,その詳細を理解することはできず,最適なス ラリー設計指針を確立できてはいない。
したがって,スラリーの組成のみで発電性能を議論するのではなく,スラリー 調製工程において,スラリー中の粒子分散状態がどのように変化し,その結果,
塗膜内の粒子とアイオノマの存在状態・分布状態がどのように変化しているの か,また,発電性能や,酸素輸送抵抗・プロトン輸送抵抗といった発電特性にど う影響を及ぼすのかを議論することが重要である。このような視点で行われて きた研究は素材開発研究に比べ数が少ないが,PEFCのカソード触媒層について,
これまで行われてきた研究内容を,下記2つの視点からまとめ,未解明な点,十 分に解明されていない点を整理する。
ⅰ) スラリー中のアイオノマと粒子の分散特性が発電性能に与える影響
ⅱ) 触媒層特性が発電性能に与える影響
17
1.5.1 スラリー中のアイオノマと粒子の分散特性が発電性能に与え
る影響
PEFCの触媒層を作製する際のアイオノマとしては, Nafion(Dupont製)がよ く使われている。Nafionの構造式をFig.1.10に示す。炭素及びフッ素からなる疎水 性のテフロン骨格とスルホン酸基を持つパーフルオロ側鎖 (-OCF2-CF(CF3)
-O-CF2-SO3H)により構成されるパーフルオロカーボン材料で,水やアルコ ールの溶媒に分散された状態にて,アイオノマ溶液として市販されている[44- 47]。アイオノマのパーフルオロ側鎖についているスルホン酸基は,解離し陰イ オンとなることで,水分子が水和し安定化する性質があり,その結果,水和した 水分子によってプロトン伝導性を発現する。アイオノマは完全には溶媒に溶解 しないため,液中にてコロイド状に凝集して存在していると考えられている[6]。
Fig.1.10 Chemical structure of Nafion.
そのため,スラリー中の白金担持カーボンの粒子分散状態は,アイオノマの分 散・凝集状態によっても変化すると考えられ,それに伴い,PEFCの触媒層微構 造は変化すると予想される。アイオノマの分散状態について,異なる溶媒から作 製された触媒層の発電性能を検討した例が、これまでにも報告されている[48,
49]。Uchidaらは,誘電率の異なる溶媒を用いて触媒層を形成し,発電性能評価 を実施している[49]。Fig.1.11に,異なる溶媒を用いて作製されたMEAの発電性 能を示す。この図より,溶媒種により発電性能は大きく変化することがわかる。
溶媒種の違いによってアイオノマの分散構造が変化したことによる影響が大き いと考えられているが,この研究ではアイオノマの分散状態は評価されていな い。
18
Fig.1.11 Effect of solvent in cathode catalyst slurry on the cell performance [49].
アイオノマの溶媒中での分散構造については観察が難しく,いまだに不明な 点が多い。実用性も含めて分散状態の指標はどのような評価手法から求めるの がよいのかについて,広く議論がなされている。Welchらは,SANS(Small-Angle neutron scattering)により構造分析を実施しており[50],C-H. Maらは,ナフィオ ン特性を調べるため ,SAXS(Small-angle X-ray scattering)とクライオTEM
(Transmission electron microscopy)とを用いて,溶媒中のアイオノマ状態を考察
している [51]。しかしながら,これらの評価方法は簡便であるとは言えず,産業
現場で実施していくのは困難である。またアイオノマの分散状態を評価する別 の手法として,Leeらは,DLS(Dynamic light scattering)を用いてアイオノマサ イズの評価を行っている[52]。DLSによる評価は非常に簡便であるものの,溶媒 中のアイオノマがどのような実態であるかは確認できないため,クライオTEM,
DLSを併用し,アイオノマの構造や存在状態について検討した結果も報告されて いる[53-56]。その結果,アイオノマを溶解させる溶媒種,溶媒中のアイオノマ濃 度や前処理条件により,アイオノマの形態が変化し,分散構造が変わるというこ とがわかってきた。Kimらは,異なる溶媒を用いて作製された触媒層のSEM観察 を実施しており,使用した溶媒によって触媒層構造が大きく異なることを報告 している[57]。Fig.1.12に示すように,中には大きなクラックが検知されるなど,
アイオノマは触媒層微構造への大きな影響を与えることがこの結果から示唆さ れている[57]。しかし,これらの例では,発電性能評価までは行われてはいない。
19
Fig.1.12 SEM images of catalyst layers prepared from water/IPA, NMP, Glycerol [57].
上述したアイオノマの分散構造・形態観察手法を用いて,異なる溶媒種やカー ボン種から作製したスラリーを評価するとともに,アイオノマの存在状態を評 価し,触媒層をMEA化し,性能評価した事例もいくつか報告はされている[58-63]。 しかしながらそのほとんどは,スラリーの原料物性と作製した電池の発電性能 との関係性を議論したもので,調製したスラリー中の粒子分散状態がどのよう に変化し,発電性能に影響を及ぼしたのかまでの詳細な解析は実施されておら ず,スラリー特性と触媒層の構造及び酸素輸送抵抗やプロトン輸送抵抗といっ た発電特性との関係については十分に解明されてはいない。
溶媒種類の影響を検討する場合,PEFCに使用される白金担持カーボン粒子は 反応性が高いため,アルコールなどを溶媒として使用すると,大気中では,粉末 が発火し安全上の問題が生じる。通常,白金担持カーボンを大気中で取扱う場合,
一度純水により粒子表面を濡らした状態にしてから,ハンドリングを行うのが 一般的である。もしくは,不活性ガス雰囲気にて,粒子と溶媒とを混合撹拌し,
分散処理することも考えられるが,不活性ガス雰囲気においてスラリーの分散 を行うには設備が大がかりとなり,設備投資が増加するなどの問題点があるた め現実的ではない。そのため,最近の研究事例では水とアルコールの混合溶媒を 使用することが多く,混合溶媒中でのアイオノマの分散状態を計測する事例が 報告されるようになってきた。Ngoらは,IPAと水の混合溶媒におけるアイオノ マを,クライオTEMを用いて形態観察しており,Fig1.13に示すように,IPAの添 加量が異なるとアイオノマの存在形態が変化するという観察結果を報告してい る[60]。この図から分かるように,極性の高い水の割合が変わることで,アイオ ノマの分散構造は大きく変化することがわかる。前述したように,溶媒中でのア
20
イオノマ形態変化は発電性能に寄与する因子であることから,混合溶媒の組成
(混合する溶媒の種類とその比率)は重要なパラメータとなり得るが,この研究 ではスラリー評価,発電特性(酸素輸送抵抗,プロトン輸送抵抗)の評価までは 実施されていない。
Fig.1.13 TEM micrographs of Nafion molecular morphology of in the IPA/water mixture solvents [60].
次に,触媒粉末である白金担持カーボン粒子のスラリー中における分散状態 について述べる。前述したように,アイオノマは溶媒により大きく形態が変化す るが,白金担持カーボン粒子が加わったスラリーの状態においては,さらにその 変化は複雑になる。そのため,スラリー中におけるアイオノマ及び白金担持カー ボン粒子の分散状態を的確に把握することは,非常に困難であり,現在も多くの 研究がなされている。スラリー中の粒子分散状態を把握するためのアプローチ には大きく分けて3種類あり,1つ目は,スラリー中における粒子とアイオノマを モデル化し,粒子-アイオノマ間の相互作用を把握する検討[64-66],2つ目は,
21
粒子-アイオノマの相互作用,粒子へのアイオノマ吸着状態について,模擬電極 プレート(カーボンや白金)を用いて実験的に評価する検討[67,68]であるが,
いずれも実際の触媒スラリー中の粒子分散状態について評価したわけではない ため,スラリー状態での評価結果との整合性を検証する必要がある。そのため,
3つ目のアプローチとして,上述したクライオTEMやUSAX,CV-SANS(contrast- variation small-angle neutron scattering),クライオSEMを活用し,スラリーそのも のを観察する検討[54,69,70]がなされている。Takahashiらは,溶媒の水とアル コールの比率を変化させた触媒スラリーについて,スラリーを凍結乾燥し微構 造を観察した結果と発電特性を比較した結果を報告している[70]。しかしながら,
クライオSEMで観察できる視野はサブミクロンオーダーであり,局所的なスラ リーの微構造を観察していることになるため,マクロな視点でスラリー中の粒 子分散・凝集状態を評価したことにはならない。
一方で,マクロな視点でPEFCの触媒スラリー特性を評価している事例につい ては,スラリーの粒子へのアイオノマの吸着量測定を実施した研究や,スラリー のレオロジー特性についての研究がある[71-75]。Shuang Maらは,スラリー中の 粒子に対するアイオノマ吸着量を測定し,アイオノマと粒子の相互作用につい て言及しているが[71-73],吸着量と発電性能との関係については検討していな
い。Komodaらは,触媒スラリーのレオロジー特性と塗膜の表面の凝集物や触媒
層の内部空隙構造との関係を考察している[74,75]。その中で,異なる分散条件 にて成膜した塗膜表面や,触媒層の空隙分布を測定した結果をFig.1.14に示す [75]。この結果から,スラリーの分散処理条件は,触媒層の微細構造に影響を与 える因子の1つであることわかる。しかしながら,この論文の中では,発電特性 として,酸素輸送抵抗やプロトン輸送抵抗までは,検討しておらず,スラリーの 特性及び触媒層の空隙が酸素輸送抵抗に影響しているのか,それともプロトン 輸送抵抗に影響しているのかまでは明らかになっておらず,スラリー特性と触 媒層構造,及び発電特性の間の関連性を詳細に解明するには至っていない。
22
Fig.1.14 SEM images of surface of catalyst layer and pore size distribution produced from slurries mixed for: (a) 0.5 h, (b) 8 h and (c) 24 h [75].
したがって,発電性能を向上させるスラリー設計指針を得るためには,調製し たスラリー中の粒子分散状態がスラリー条件によって,どのように変化し,発電 性能に影響を及ぼしたのか,スラリー特性により触媒層の構造はどのように変 化し,最終的には,酸素やプロトンの物質輸送抵抗に対して,どのくらいの影響 を与えるかについて明確にしなければならい。各工程での特性値,発電時におけ る酸素とプロトンの物質輸送抵抗との関連を把握することで,白金使用量の増 加といった材料組成の変更のみに頼るのではなく,スラリープロセス改善によ り,PEFCの発電性能を向上させることが可能であると考える。
23
1.5.2 触媒層特性が発電性能に与える影響
1.4項に記したとおり,触媒層の物性である空隙率と発電性能との関係につい ては,これまでに多くの研究がなされている。触媒層の空隙率や細孔径分布の制 御は,物質輸送損失を低減するための重要な因子であると考えられる。転写法に よりCCMを作製する際の熱圧縮条件を変化させ,触媒層の空隙構造と発電性能 との関係を検討した報告がある[76,77]。Suzukiらが検討した圧縮荷重と細孔径 分布及び発電性能の関係をFig.1.15に示す[77]。この結果より,荷重を増加するに 従い,空隙率が低下していく一方で,発電性能は,低電流密度域では,差は少な いものの荷重2MPaにおいて電圧がもっとも高くなり,高電流密度域では、荷重 5MPa以上において顕著に電圧が下がる傾向にあることがわかる。これは,荷重 2MPaにおいては,空隙が減少した影響よりも,粒子とアイオノマとの接触面積 が向上したことが大きく影響し,プロトンの輸送特性が向上したためと考えら れる。
Fig.1.15 Pore-size distribution of the CLs at different hot-pressing pressures. And I-V curves at 45%RH and 90%RH of the CLs formed under different hot-pressing pressures [77].
24
またSuzukiは,I/C(アイオノマとカーボン粒子の重量比)を変えた際の触媒層
の空隙率と発電性能との関係についても,同様に報告している[77,78]。カーボ ン粒子量に対するアイオノマ量を大きくすると,アイオノマが触媒層の細孔を 閉塞することで,極端に発電性能が低化すると述べている。これらの結果より,
触媒層の空隙率の低下は,特に高電流密度域における酸素輸送抵抗の増加を引 き起こす一方で,荷重条件によっては空隙が減少したことで,低電流密度域にお いて,発電性能が向上する,すなわち,触媒層中を移動するプロトンの輸送抵抗 を低減することもあり,多方面からの検討が必要であることを示している。
上に述べた検討以外にも,触媒層の空隙率と発電性能との関係性に関する研 究が実施されてきた[79-83]。その検討内容としては,白金担持カーボンのカーボ ン基材種,アイオノマ種やアイオノマとカーボンの比率をパラメータとし,空隙 構造と発電性能に言及したものが多い。しかしながら,発電性能を向上させるた めには,上述の通り,触媒層の酸素輸送抵抗だけでなく,プロトン輸送抵抗につ いても検討する必要があり,いずれも未だ詳細な解析はなされていない。
一方で,触媒層の空隙率と,酸素輸送抵抗との関連性[16],触媒層の空隙率と 触媒層のプロトン輸送抵抗との関係性を検討している例もある[84,85]。しかし
ながら,Fig.1.15に示したように,触媒層の微構造(例えば空隙率など)は発電
性能における物質輸送損失とオーム損失の両方に寄与する可能性がある。その ため,触媒層の微構造を制御し,発電性能を向上させることができるスラリー設 計指針を得るためには,酸素輸送抵抗とプロトン輸送抵抗の両方を評価し,触媒 層の微構造がどちらにより大きな影響を与えているのかまでを議論する必要が ある。そのためには,空隙率や細孔径分布だけでは,触媒層中でのプロトン輸送 経路であるアイオノマの付着状態をしっかりと理解することができないため,
触媒層の微構造を評価する手法を確立することが必要である。
そのため,触媒層中におけるアイオノマの付着状態などを評価する研究も進 め ら れ て お り[86-88],SEM(Scanning electron microscopy)だ け で な く , STEM(Scanning transmission electron microscopy)や,FIB-SEM(FIB-Scanning electron
microscopy)を用いた触媒構造の可視化・評価が実施されている[86,89,90]。Inoue
らは,触媒スラリーのTEM観察結果より,粒子の分散・凝集状態をとらえ,それ を3Dモデルにより解析することで,触媒層の空隙分布との関係性を述べている [86]。しかしながら,これらの手法では空隙の分布状態は把握できたとしても,
触媒層中におけるアイオノマの分布状態や、粒子へのアイオノマ吸着状態まで は把握することが難しい。そのため,触媒層のプロトン輸送抵抗が増減したとし ても,その理由・メカニズムを完全に理解することが困難である。
25
一方で,白金担持カーボン近傍におけるアイオノマの付着状態や分布に関す る可視化技術も検討されてきた。上述したTEM,STEM以外にも,AFM(Atomic force microscopy) , HAADF-STEM (High –angle annular dark-field scanning transmission electron microscope)などによる分析手法を用いて,白金担持カーボン 粒子近傍におけるアイオノマの付着状況を可視化し,その結果を用いた触媒層 のモデル化の検討などがなされている[91-93]。Morawietzらは,AFMを用いて触 媒層中の粒子の凝集状態や,アイオノマとの付着面積を解析している[93]。
Fig.1.16は,AFMを用いて触媒層を観察した結果である。この図のように粒子と
アイオノマとを画像解析することで,アイオノマの付着面積や,厚み分布などを 得ることができる。
Fig.1.16 AFM images of a cross-section of the catalyst layers and distribution of the thickness of ionomer layer [93].
このように,触媒層の微構造を可視化する技術の進歩は目覚ましい。しかしな がら,顕微鏡を用いた観察の欠点としては,先述の通りサブミクロンオーダーの 局所的な構造しか観察できないことがあげられる。触媒層全体の粒子集合状態 やアイオノマ付着状況をマクロレベルで捉えることが,発電性能の向上指針を 得るためには必要不可欠であり,それはミクロレベルの直接観察だけからでは なし得ない。加えて,燃料電池の車載化を考えた場合,エネルギー密度が重要で あるため,MEAや触媒層の面積は非常に大きくなる。そのため,触媒層の厚み 方向だけでなく,面内における厚みや、アイオノマ量のバラツキが生じうる。し たがって,微視的な視野の解析から面内全体を把握するためには,計測や解析に 非常に多くの時間が必要となる。
一方で,実際に触媒層をMEA化し,CV (Cyclic Voltammetry)などの電気化 学的な診断を用いた解析により,触媒層中のアイオノマの被覆率を評価する研
26
究もなされている[94,95]。Sadeghiらは,過去に実施されてきたCV法により計 測されたアイオノマの被覆率の測定データをまとめており,アイオノマとカー ボンの重量比率に対するアイオノマの被覆率の計測結果をFig1.17に示す [96]。
Poisson-Nernst-Planck 理論とフィックの法則より,独自モデルを構築し,カーボ
ン粒子の凝集物の径とアイオノマ被覆率との関係を報告している[96]。この検討 結果より,酸素輸送抵抗を低減させるためには,カーボン粒子のアグリゲート
(凝集物)のサイズは小さく,そして,アイオノマ被覆率は高すぎないように抑 えることが,最適スラリー設計指針として述べられているが,これらの被覆率の 評価結果と発電特性との関係性については調査されていない。1.5.1で述べたよ うに,粒子の粒子径分布や分散・凝集状態は,スラリー調製時のプロセス条件で も大きく変動する。そのため,触媒層中のアイオノマの分布状態を的確に把握す るためには,スラリー中の粒子分散特性がどのようになっているかをしっかり と把握できるような評価手法の確立が必要である。
Fig.1.17 Ionomer coverage on catalyst layers [96].
Pt/C:白金担持カーボン
I/C:アイオノマと白金担持カーボンに含まれるカーボンの重量比率 それに加えて, CV手法を用いた計測を行うには,測定する触媒層をMEAに する,もしくは,電気化学評価用のセルを作製する必要がある。その場合,製造 プロセスにおいては,迅速な評価,フィードバックが困難となる問題があり,ス ラリー特性と触媒層の微構造及び発電性能の関連性を明らかにし,スラリー段
27
階で善し悪しを判断できるようにすることが望まれる。
過去の研究においては,ガス吸着法を利用した触媒層の評価報告も多くなさ
れている[80,97-99]。Idenらは,CO吸着を利用し,白金を覆っているアイオノマ
と覆っていないアイオノマの面積比率をCAP率と定義し,触媒層の発電特性で ある酸素輸送抵抗との関係を議論している。しかしながら,COガスは,カーボ ンへ吸着しないため触媒担持粉末の比表面積は計測できず,そのため厳密には 白金担持カーボン粒子そのものに対し,付着するアイオノマの面積を評価した ことにはならない[97]。
一方で,SobolevaらはN2吸着や水分子吸着を利用し,白金担持カーボン及びア
イオノマ付きの白金担持カーボンの細孔容積と比表面積を計測し,触媒層微構 造と発電性能との関係について議論している[98,99]。しかしながら,触媒層に おける白金担持カーボンは,アグリゲートを形成しているため,粉末で測定した 比表面積と触媒層の比表面積は異なっている可能性がある。加えて,スラリー調 製時の分散処理により粒子の分散状態が変化し,比表面積が変化することが考 えられるため,粉末での評価のみでは不十分な可能性が残る。また,酸素輸送抵 抗やプロトン輸送抵抗といった発電特性との関係については十分に解明されて はいない。
したがって,触媒層の微構造を制御し,発電性能を向上させるためには,空隙 率や細孔径分布だけでは,触媒層中でのプロトン輸送経路であるアイオノマの 付着状態をしっかりと理解することができないため,触媒層の微構造を適切に 評価する手法を確立すること,そして,酸素輸送抵抗とプロトン輸送抵抗の両方 の発電特性を評価し,触媒層の微構造がどちらにより大きな影響を与えている のかをしっかりと切り分ける必要がある。また,触媒層の微構造の制御のために は,触媒層作製に用いられるスラリー中の粒子分散特性を的確に評価できる手 法を確立し,粒子分散状態と触媒層微構造との関係を把握することが重要であ る。これらを達成することで,プロセス改善によるPEFCの発電性能の向上を実 現できると考える。
28
1.6 研究の目的
上述したように,地球環境問題の観点から,FCEVの普及に対し,期待が高ま っている。しかしながら,市場導入に向けては,スタックコスト低減が必須であ り,触媒層に使用される白金量を低減することが必要となる。そのためには,特 に白金使用量の多いカソード触媒層にて,触媒層微構造を最適化することで,低 白金使用量でも発電性能が向上することを定量的に示す必要がある。
すなわち,スラリー調製工程において,スラリー中の粒子・アイオノマの分散 状態がどのように変化しているのか、そして触媒層における粒子とアイオノマ の付着状況がどのように変化しているのか,また,最終的なMEAの発電性能に どう影響を及ぼしたのかを定量的に解析し、その解析結果に基づいた発電性能 向上に資するプロセス条件決定指針を示すことが重要である。
そこで本研究では,カソード触媒層のスラリーについて,粒子分散状態並びに アイオノマの分散状態・粒子への付着状態を定量的に評価する手法を確立する ことを目的とする。さらに,アイオノマの被覆率を見積もる手法についても検討 する。確立したスラリー評価技術をもとに,様々な条件で調製したスラリーの評 価結果と触媒層微構造及び発電性能の関係を明らかにするとともに,カソード スラリーの最適設計指針を確立する。
1.7 本論文の構成及び概要
第1章である本章は,近年の国際的な環境問題とその中でのFCEVの位置づけに ついて説明し,FCEV用の燃料電池として有望なPEFCの基本構造及び発電原理 について示す。そして,PEFCを搭載したFCEVの普及に向けての課題を提示し,
本論文の目的を説明する。
第2章では,触媒層スラリー特性及び発電特性の評価方法についてまとめる。
第3章では,触媒層スラリーの粒子及びアイオノマ分散状態と発電特性の関係を 議論する。
第4章では,アイオノマの不可逆的な吸着を利用した触媒層スラリー調製プロセ スの可能性を検証する。
第5章では触媒層のアイオノマ付着率と発電特性の関係を議論する。
第6章は,本研究の総括を示す。
29
第 2 章
スラリー特性及び発電特性の評価方法
30
2.1 緒言
本章では,各章共通のカソード触媒層のスラリー特性評価と発電特性評価方 法について説明する。
・スラリー特性は,アイオノマのサイズ分布,アイオノマの吸着量,スラリーの 充填率を評価しており,その実験条件をまとめる。
・MEAの発電特性はI-V 性能,限界電流密度法を用いた酸素輸送抵抗,交流イン ピーダンス法を用いたプロトン輸送抵抗について評価しており,評価用のMEA 及びセルの作製手順,評価条件をまとめる。
尚,本研究で着目しているカソード触媒層については,各章ごとにスラリー及 び触媒層の作製手順の詳細を記載する。
2.2 スラリー特性
2.2.1 アイオノマのサイズ分布
アイオノマの存在状態は,動的光散乱法(DLS,LB-550,堀場製作所)により 評価した。アイオノマ溶液は,スラリー調製と同じアイオノマ濃度で調合し,超 音波ホモジナイザーにて 1 分間分散処理した。DLS 測定用のセルに,調製した アイオノマ溶液を所定量投入し,アイオノマサイズの頻度分布を計測した。頻度 分布算出の際には,アイオノマの屈折率は1.38[100]を,混合溶媒の屈折率はTable
2.1[101]に示した値を使用した。
Table 2.1 Viscosity and refractive index of the mixed solvent [101].
31
2.2.2 アイオノマの吸着量
作製したカソード触媒層のスラリーを試験管に注ぎ,冷却遠心機を用いて遠 心分離した。固液分離を確認後,清澄な上澄み液を採取し,熱重量測定装置(TGA- 50,島津製作所)を用い分析することで,未吸着のアイオノマ量を求め,添加量 から減じることで吸着量を求めた。サンプルは約 90 mg セットし,窒素流通下 で温度を15℃/minで昇温させ,サンプルの重量減少を測定した。Fig.2.1にその 結果の一例を示す。未吸着アイオノマは350ºCから500 ºC 付近での重量減少量 から求めた。
(2.1),(2.2)式よりアイオノマ吸着量及び吸着率を算出した。
M V C W (C0 )
M
(2.1)
0
M
1
C
x C
(2.2)ここで,アイオノマ濃度C0 [kg/m3],溶媒体積V [m3],粒子質量M [kg],上澄 み液中のアイオノマ濃度 C [kg/m3],アイオノマ吸着量 WM [kg/kgparticle],アイオ ノマ吸着率xM [-]とした。
Fig.2.1 A typical thermal analysis curve obtained for the ionomer solution.
32
2.2.3 スラリーの充填率
Fig.2.2 に実験の概略図を示す。まず,作製したカソード触媒層のスラリーを
試験管に注ぎ,スラリーの溶媒が蒸発しないように蓋をする。その後,卓上遠心 機を用いて数日間沈降させた。随時,堆積層高さを観察しつつ,最終的に堆積層 高さがさらに 1 日遠心分離しても変化しなくなったところを最終状態とし,堆 積層最終高さを測定した。堆積層の最終高さを用いて,(2.3)式にて充填率を算出 した。
0 0
H h
(2.3)
ここで,スラリーの初期粒子濃度φ0 [-],スラリー高さh0 [m],堆積層高さH [m],
充填率Φ [-]とした。
Fig.2.2 Evaluation method of the packing fraction of prepared slurries.
33
2.3 発電特性 2.3.1 MEAの作製
評価用のCCMの模式図をFig.2.3に示す。CCM作製時に使用したアノード触 媒層は,白金担持カーボン(グラファイト化カーボン,Tanaka Kikinzoku Kogyo, 白金担持率30 mass%),とアイオノマ(D2020,Dupont,アイオノマ固形分濃度
20 mass%,溶媒:水と2-プロパノールの混合溶媒)にてスラリーを調製し,PTFE
シートに白金目付量が 0.05 mg/cm2 となるよう塗布・乾燥したものを使用した。
膜-電極接合体MEA(Membrane Electrode Assembly)は,PTFEシート上に製 膜 し た カ ソ ー ド 触 媒 層 及 び ア ノ ー ド 触 媒 層 を20mm×50mmに カ ッ ト し , 72mm×72mmの電解質膜(NR211,Dupont)に熱プレス(温度150 ℃,圧力0.8 MPa, 圧力到達後の保持時間10 min)し形成した。発電評価セルに組み付ける際に,ガ ス拡散層としてカーボンペーパー(SGL25BH,SGLカーボン)を各触媒層の両側 にセットし固定した。
Fig.2.3 Schematic diagram of CCMs.
34
2.3.2 セルの作製
評価セルの概略図をFig.2.4に示す。作製したMEAを直線型の流路を設けた金 属セパレータにて挟持し,セルとした。ガスシールは,シリコンゴム製のガスケ ットを用いた。セル組み付け時の面圧は感圧紙(プレスケール,富士フィルム製)
を用いて,いずれのセルにおいても,ほぼ一定圧力(1MPa程度)となるように 固定した。運転中,セパレータに設けられた熱電対の温度が,評価時の温度であ る80℃となるように,プレッシャープレートに設置したラバーヒータで加熱し た。
Fig.2.4 Schematic diagram of cell.
2.3.3 測定装置及び評価条件
測定装置の概略図をFig.2.5に示す。供給されるアノードガス(H2)とカソード ガス(窒素で希釈した酸素)は,マスフローコントローラ(MFC)により制御し た。各電極に供給するガスは,ともにバブラー式の加湿器を介し加湿し,セル温 度に対してバブラー内の純水温度を管理することで相対湿度を制御した。加湿 されたガス中の水分が凝縮しないように配管にはリボンヒータを設置し,ガス 温度を管理した。セルから取り出す電流は,外部負荷装置により制御した。プロ トン輸送抵抗を測定する際には,ポテンショガルバノスタット(電圧・電流制御 装置,Hz-5000,北斗電工製)を介し,周波数応答解析機(FRA 5020A,エヌエ フ回路設計ブロック製)とセルとを接続する構成とした。

![Table 2.1 Viscosity and refractive index of the mixed solvent [101].](https://thumb-ap.123doks.com/thumbv2/123deta/8680868.1832423/35.892.131.764.781.923/table-viscosity-refractive-index-mixed-solvent.webp)