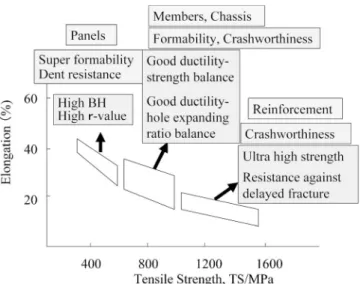
Fig. 1 R & D target for automotive steel sheets in various strength level and parts applied1).
特集「自動車用材料の開発」 解説論文
自動車用鋼板の研究開発最前線
瀬 沼 武 秀
1竹 下 哲 郎
2 1岡山大学工学部機械工学科 2新日本製鐵株式会社八幡技術研究部J. Japan Inst. Metals, Vol. 70, No. 11 (2006), pp. 858864 Special Issue on Development on Materials for Automobiles Use 2006 The Japan Institute of Metals
OVERVIEW
Recent Research and Development of Modern Steel Sheet for Automobiles
Takehide Senuma1and Tetsurou Takeshita2
1Department of Mechanical Engineering, Okayama University, Okayama 7008530 2Nippon Steel Corporation, Yawata R & D Laboratory, Kitakyushu 8048501
In this paper, recent research and development of modern steel sheets for automobiles has been reviewed. Therefore, the steel sheets introduced here are not only types in commercial production but also those until now only reported in technical papers.
Besides steel sheets themselves, some technologies contributing to promoting the use of the steel sheet have been in-troduced, namely hot stamping technology for producing super highstrength parts, and a computer program system consisting of models for predicting microstructure and mechanical properties of steel sheets, a key technology in the future for realizing a modern supply chain management for automotive steel sheets.
(Received May 22, 2006; Accepted July 20, 2006)
Keywords: automotive steel sheet, high strength steel sheet, hot stamping, model for predicting microstructure and mechanical proper-ties, super steel
1. 緒 言 現在の日本経済が自動車産業に大きく支えられていること は周知のとおりである.日本経済の更なる発展には自動車産 業の国際競争力を維持,強化することが必要で,今回ここに 特集「自動車用材料の開発」が取り上げられることは,材料 分野からの自動車産業への貢献の取り組みを紹介する意味で 意義深い. 本報告では鋼板分野に限定して,実用化された商品・技術 だけではなく,製造コストや生産性などの点で未だ実用化に は至っていないが,既に公開された自動車用鋼板の研究開発 の最前線について紹介する. Fig. 1 は各強度領域ならびに適用部材における自動車用鋼 板の開発ターゲットを示す1).パネル用鋼板としては更なる 成形性を目指す超成形性鋼板と耐デント性と耐面ひずみ性を 両立する高強度鋼板がターゲットであり,メンバーや足回り 部品などの中・高強度の構造用ハイテンでは更なる高延性化 あるいは延性穴広げ性バランスに優れた鋼板が求められて いる.また,最近では更なる車体重量の軽量化を実現するた めに引張強度が 1000 MPa 超の超ハイテンの開発が進めら れているが,その実用化には成形性,溶接性,耐遅れ破壊性 などの向上が課題に挙がっている. これらの商品開発以外にも,超高強度部品の新たな製造方 法として注目されつつあるポットスタンピング技術や将来の SCM(Supply Chain Management)の中核の技術として有望 な組織材質予測技術についても紹介する.
2. 超成形性パネル用鋼板
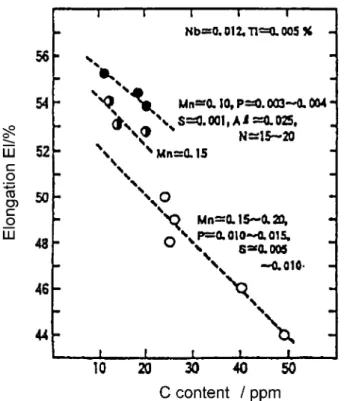
Fig. 2 Influence of alloying elements on ductility2).
Fig. 3 Metallurgy for improving the deep drawability3).
る.Fig. 2 は張り出し性の重要な指標となる延性に及ぼす添 加元素の影響を示すが,張り出し性に関しては鋼の高純化が 最も効果的で製鋼での不純物元素の低減技術がキーにな る2).ただし,鋼の高純化は原料ならびに製鋼コストの上昇 を意味し,自ずと実用鋼では限界がある.また,極端な高純 化は熱延組織の粗大化を招くことがあり,後述する深絞り性 の向上を妨げる可能性があるので,その場合プロセスによる 組織微細化が重要になる. 一方,深絞り性に関しては,それを向上させるメタラジー は Fig. 3 に示すようにほぼ完成の域に達している3).冷延鋼 板の深絞り性を向上させるポイントは熱延時に結晶粒を微細 化し,ND//〈111〉方位の集積の強い集合組織を形成させるこ とである.また,冷延工程では適正な冷延率を選択し,焼鈍 工程ではオレンジーピールと称する表面欠陥が顕在化しない 限度での結晶粒の粗大化を図ることが深絞り性に好ましい ND//〈111〉方位の発達を促すことになる. 深絞り性に及ぼす熱延鋼板の結晶粒径の影響については多 くの研究があり,稲垣4)や阿部ら5)は低炭素鋼の結晶粒界近 傍の不均一変形に伴う結晶回転に注目し,ND//〈111〉方位を 持つ結晶粒に挟まれた粒界では見掛け上 ND//〈111〉軸で回 転が起こり,母相とは異なった ND//〈111〉の再結晶粒が生 ずることを示し,結晶粒を微細にしてこのような粒界を増や すことが ND//〈111〉方位の発達を助長させると結論付けて いる. 一方,IF 鋼では ND//〈111〉方位の再結晶粒は ND//〈111〉 方位の加工粒内から生じることが報告されており69),熱延 板の結晶粒径が細かくなるほど,ND//〈111〉方位の加工粒内 での ND//〈111〉軸周りの結晶回転が顕著に起こり,ND// 〈111〉方位の再結晶の生成頻度が増す可能性が示された3). また ,この ND//〈111〉軸周り の結晶回転 が複数の {112} 〈111〉すべり系のすべりによって生じることも報告されてい る10). 熱延鋼板の組織の微細化には仕上温度の低温化,冷却開始 時間の短縮化,大圧下圧延などが有効であることが報告され ている11).熱延板組織の微細化は平均 r 値の向上もさること ながら深絞り成形の限界を決める最小の r 値を顕著に高める 利点がある12). 現在到達されている実用鋼での最大の平均 r 値は約 3 であ る.その製造方法は IF 鋼をフェライト域の高温域で圧延 し,その際板厚内の集合組織を均一にするために潤滑を行う ことが特徴で,それにより熱延鋼板の再結晶集合組織は全板 厚において ND//〈111〉が主方位になる13,14).更なる r 値の 向上にはフェライト域熱延前の粒径の微細化ならびにフェラ イト域熱延後の粒径の微細化,そして高圧下率の冷延が有効 である.しかし,この鋼板の実用化には潤滑圧延時の通板 性,潤滑コストなどの問題を解決する必要がある.潤滑に伴 う噛み込み不良については熱延連続化が有効であることが報 告されている15). 深絞り性について直面している課題は平均 r>3 を目指す 軟鋼板の更なる r 値の向上より,パネルのハイテン化に伴う r値の低下を回避する技術の開発で,現在は Fig. 3 に示した 手法を組み合わせて高 r 値化が進められている. 3. 高強度パネル用鋼板 デザインの自由度を拡張するためにパネル用鋼板は上述の ようにその成形性の極限が求められてきたが,一方で車体の 軽量化ならびに衝突安全性の観点でハイテン化も積極的に進 められてきた.パネル材のハイテン化の問題点は強度上昇に 伴う成形性の劣化だけではなく,たとえ成形できても面ひず みが生じ,表面品位が劣化し商品価値を損なうことである. 面ひずみは YP が高くなるほど生じやすくなる.一方,パネ ルに小石が跳ね返ったり,指で強く押した時に凹みが生じな いためには YP を高めることが有効である.凹み発生に対す る抵抗を耐デント性という. この互いに相反する特性である耐面ひずみ性と耐デント性 を同時に満足する鋼板の代表が BH 鋼板でプレス加工時に は YP が低く面ひずみが生じにくく,成形後の塗装焼付けに よりひずみ時効効果で YP が高くなり優れた耐デント性を示
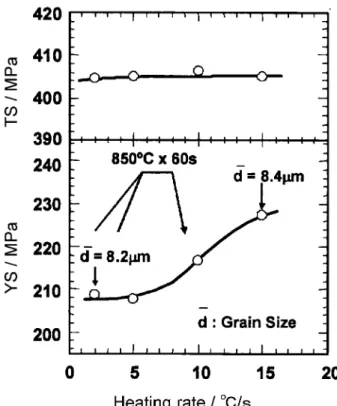
Fig. 4 Influence of heating rate on YP, TS of precipitation controlled high strength steel sheet20).
Fig. 5 Relationship between YP and dent resistance of nitrid-ed steel sheets comparnitrid-ed with conventional IF steel sheets21).
すという理想的なパネル外板用の鋼板である.BH 鋼板につ いては既に別途概説16,17)しているので,ここでは最近の BH 鋼板の特筆すべき開発動向として合金添加元素と C の相互 作用の温度依存性を利用した高 BH 化の研究について言及 するに留める.谷口らは極低炭素鋼に Mo を 0.025程度添 加することにより,自然時効温度域では C の拡散が Mo と の相互作用により遅行し,自然時効が遅れるが,BH 温度で はこの相互作用は弱くなり十分な BH 量が得られるという 新しい知見を報告している18). プレス加工時には低 YP で成形後に高い YP を示す鋼板は 特別な鋼板である必要はなく,温間で成形すれば同様の効果 が得られる.橋本ら19)は 590 MPa 級ハイテンを 450°C でプ レス加工することにより優れた形状凍結性が得られることを 示している.この熱処理による成形後の強度の低下はほとん ど見られないことが確認されている.一挙に 590 MPa 級の ハイテン化をパネル材で達成するニーズに対しては有効な手 段と考えられるが,実用化には設備投資,生産性などのコス トパフォーマンスの問題を解決しなければならない. 440 MPa 級のパネル用鋼板として超微細粒型高強度冷延 鋼板が開発されている20).この鋼板は通常の IF ハイテンよ り C, Nb の添加量を 3 倍程度多くすることにより微細な析 出物を大量に析出させることにより分散強化とフェライトの 微細化による粒界強化により強度を高め,焼鈍時に昇温速度 を低減することにより粒界近傍に析出物が枯渇した領域を形 成させ,YP を低下させることを実現している.Fig. 4 は YP, TS に及ぼす昇温速度の影響を示す20).また,熱延組織 の微細化ならびに良好な熱延集合組織の形成が原因と思われ る高い r 値も示す.冷延焼鈍後の組織が従来の IF 鋼より著 しく細かいので優れた 2 次加工性も示す. まだ開発の段階に留まっているが表面硬化処理を有効に用 いたパネル用ハイテンの開発も紹介されている.鋼板の表層 を連続焼鈍時に短時間窒化して表層のみを高強度化すること に よ り , 耐 面 ひ ず み 性 と 耐 デ ン ト 性 の 両 特 性 を 得 て い る21).すなわち,表層の硬化は鋼板の曲げ抵抗を増し,耐 デント性を向上し,窒化が進行していない内層部は低 YP な ので,平均的な YP は比較的低く留まり耐面ひずみ性の劣化 は小さい.そのため,Fig. 5 に見られるように同じ YP を示 す IF 鋼に比べ,窒化鋼は著しい耐デント性の向上を実現し ている.このハイブリット構造の鋼板は Ti 添加の IF 鋼が ベースなので高 r 値を有し,表面層が硬いのでしわの発生に も高い抵抗を示す.また,窒化により強化が出来るので固溶 強化のために用いている P の添加量を低減でき,P 添加に 伴う溶融めっきの合金化の遅延ならびに 2 次加工性の劣化 の問題を回避できる. 4. 高延性高強度鋼板 強度延性バランスの優れた鋼板としては DP 鋼22)ならび に TRIP 鋼23)が知られている.特に TRIP 鋼は強度延性バ ランスだけではなく,深絞り性,疲労限,衝突特性にも優れ るため,自動車部品としての適用が拡大している2426).し かし,TRIP 鋼は通常 1以上の Si を含有しているため溶融 亜鉛めっき性が劣り,不めっきが頻発して耐食性を必要とす る部品への展開が進まなかった.その打開策として,1以 下の Si を含有した鋼で有効に効いた酸化・還元炉内での雰 囲気制御27)に加えて,鋼中に Ni, Cu を添加することによ り,不めっきの発生ならびに合金化の遅延を回避する技術が 最近開発された28).Fig. 6 はめっきの濡れ性ならびに合金化 度に及ぼす Ni, Cu の添加の影響を示す28).めっき性を阻害 する緻密な SiO2の表面酸化膜の生成が Ni, Cu の添加により 抑制されることは確認されているが,その機構についてはま だ不明な点が残されている.また,この開発鋼では合金化亜 鉛めっきの焼鈍パターンでも十分な量の残留オーステナイト が確保でき冷延鋼板並みの優れた強度延性バランスを達成 している.
Fig. 6 Influence of Ni and Cu addition on the galvanisability of TRIP steel sheets28).
Fig. 7 Strengthductility balance of various steel sheets and property of the expected super steel29).
Fig. 8 Precipitation behavior in hot rolling process for produc-ing high strength steel sheets with excellent ductilityhole ex-panding ratio balance33).
Fig. 7は TRIP 鋼を凌ぐ強度延性バランスに優れた鋼の 開発が今後超鉄鋼として期待されていることを示す29).強 度は 800 MPa~1000 MPa と図中の超鉄鋼よりは低いが, 伸びが 90~50と極めて優れた強度延性バランスを持つ 鋼板が開発されつつある30).この鋼板の特徴は母相がオー ステナイト組織を示し,変形が進んだ箇所で双晶が起こり, その部分を硬化することにより括れの発生を抑制して優れた 均一伸びを示すことである.この成形性向上の原理が TRIP 鋼の加工誘起変態による硬化と類似しているので,この加工 誘 起 双 晶 変 形 を 起 こ す 鋼 板 を TWIP 鋼 と 称 し て い る . TWIP 鋼はオーステナイトを安定に存在させるために 20 以上の Mn を添加するため,製造コストが問題になるが, ヨーロッパでは既に実用化されている31). 5. 延性穴広げ性バランスに優れた高強度鋼板 ロアアームやホイールなど伸び部位と穴広げ部位の両方を 有する部品のハイテン化には延性穴広げ性バランスに優れ た鋼板の開発が精力的に進められている.この両特性に優れ た高強度鋼板の材料設計思想は良穴広げ性のために組織の均 一性を重視して母相を比較延性に富む単相組織とし,その強 化を微細析出物による析出強化で行うというものである. 590 MPa 級ではフェライト母相に Cu の微細析出物を用いた 鋼板が開発され32),780 MPa 級ではフェライトあるいはベ
ネティックフェライト母相に TiC あるいは(Ti, Mo)C の微 細析出物を用いた鋼板が開発されている3335).鋼板の強度 が析出挙動によって大きく変動するため,適正成分と組み合 わせた析出制御が特性の安定に重要な役割を果たす. Fig. 8 は熱延における析出制御を示すもので,冷却ゾーン あるいは巻き取り工程で析出させている.Funakawa36)らは Mn, Moを添加して変態を遅らせ,巻取工程で変態が起こる ようにして,変態の進行に同時並行してナノサイズの析出物 を析出させている.生成した析出物は列状に並び相界面析出 を示唆している.また,Mo の添加は巻取中の粒成長を抑制 し,若干の巻取温度の変化があっても強度変化が少なく,安 定した強度を確保できることと報告している. 一方,延性に優れた DP 鋼のフェライト相に微細な析出物 を大量に析出させ,フェライトとマルテンサイトの強度差を 小 さ く し て 穴 広 げ 性 を 改 善 し た 鋼 板 も 実 用 化 さ れ て い
Fig. 9 Influence of the amount of retained austenite on the sensibility of delayed fracture of ultra high strength steel
sheets41). Fig. 10nology. Advantages and disadvantages of hot stamping
tech-る37).また,TRIP 鋼のフェライト分率を大幅に減じて,ベ イナイト地に数の残留オーステナイトを生成させることに より延性穴広げ性バランスを改善した鋼板38)や焼戻しマル テンサイト地にオーステナイトを微細分散させて同様の効果 を得た鋼板などが報告されている39). 延性穴広げ性バランスに優れた高強度鋼板の今後の研究 の方向としては穴広げ性と組織の関係をより明確にし,穴広 げ性を向上する組織制御を確立することである.そのために は打ち抜き時40),穴広げ加工の途中段階のわれの発生と成 長を組織と関連付けて理解することが肝要と思われる. 6. 超 高 強 度 鋼 板 980 MPa 超級の材料は成形性に厳しい限界があるので, 曲げ加工主体の成形部品に適用される場合が多い.山崎 ら41)は超高強度鋼板の曲げ性は組織の均一性に左右され, 硬度分布の均一な組織が曲げ性の向上に寄与することを報告 している.また,Fig. 9 示すように超高強度鋼板で問題とな る遅れ破壊感受性は鋼中の残留オーステナイトの量が増える と劣化することも示した41).その理由は成形時に生じる加 工誘起マルテンサイトの近傍に大きな引張の残留応力が生じ るためと推測されている.しかし,残留オーステナイトは成 形性の向上に寄与すると共に,残留オーステナイトそのもの は水素のトラップサイトとして有効に作用するので,残留 オーステナイトの量,安定性などを考慮に入れて,遅れ破壊 性に及ぼす残留オーステナイトの影響を精査することによ り,成形性と遅れ破壊性を両立した超高強度鋼板が開発され る可能性がある.実際,母相を微細なラス形状のベネティッ クフェライトとし,そのラス間に針状の微細残留オーステナ イトを有する複合組織にすることにより成形性と耐遅れ破壊 性 に 優 れ た 1470 MPa 級 の 冷 延 鋼 板 が 実 機 試 作 さ れ て い る42). 今のところ超高強度鋼板の実用化は 980 MPa 級が中心で 伸び重視タイプ,穴広げ重視タイプ,両者のバランスタイプ が適切な組織制御により製造されている4345).伸び重視タ イプは基本的には DP 鋼のハイテン化で軟質のフェライト相 を強化するか,あるいは分率を減じ,その分硬質相を増やし たものである.穴広げ重視タイプは組織の均一性を重んじ, フェライトとマルテンサイトの強度差を小さくしている.こ のように 980 MPa 級冷延鋼板についてはすべてのタイプを 含むメニュー化がほぼ完了している.現在は溶融亜鉛めっき 鋼板でのメニュー化が進められており,DP タイプの良成形 性 980 MPa 級合金化溶融亜鉛めっき鋼板などが開発されて いる42,46). 7. ホットスタンピング技術 変態点以上に鋼板を加熱してオーステナイト域でプレス加 工をして,そのまま金型内で冷却して形状凍結性に優れた超 高強度部品を製造するホットスタンピング技術はヨーロッパ を中心に日本でも使用され始めている47).Fig. 10 に示すよ うに優れた形状凍結性を含め多くの利点がある一方,生産性 や設 備投資な どの製造 コストに 関わる問 題もある48). ま た,成形技術的には深絞り加工は弱点で,深絞り部を含む部 品に対しては,最初に冷間で深絞り成形をした後にホットス タンピングを行う例も紹介されている49). ホットスタンピングでは鋼板に酸化スケールが形成するの で,ショットピーニングによる脱スケール処理が必要である が,表面処理鋼板を用いることによりこの工程を省略するこ とが出来ると共にアルミめっき鋼板を用いると高温に加熱さ れたにも関わらず優れた耐食性を示すことが報告されてい る50).溶 融亜鉛め っきに関 しては耐 食性の評 価に差が あ り51,52),一般にはアルミめっきより劣位と考えられ,耐食性 を担保するためにホットスタンピングより低温域の 700°C 以下で加熱されてプレス加工を受けるセミホットスタンピン グが行われることがある52,53).この場合,変態強化が使えな いものの最高 1200 MPa の強度が達成できると報告されて いる.ただし,形状凍結性はホットスタンピング材よりは劣 位で,優れた形状凍結性に変態が関与していることを示唆す
Fig. 11 Ductilitystrength balance of hot stamped parts in comparison with conventional cases.
Fig. 12 Shape fixabilitystrength balance of hot stamped parts in comparison with conventional cases.
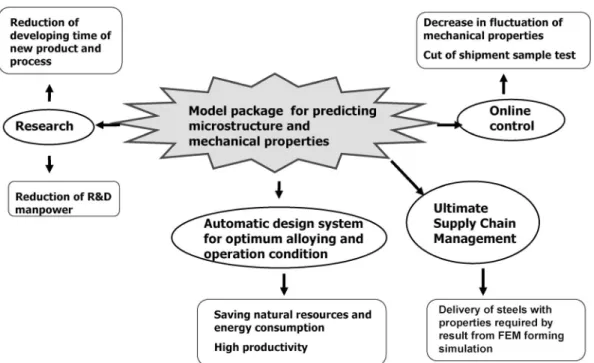
Fig. 13 New concept for an optimum R & D system of automotive steel sheets whose core technology is a model system for predict-ing microstructure and mechanical properties of the steel sheets.
る54). 現在は実用化されているホットスタンピング部品は 1470 MPa 級の強度がほとんどであるが,今後は靭性,遅れ破壊 性の課題が克服されれば更なる高強度化が進むと思われる. 逆に熱を使うプレス作業が標準化し,かつ生産性が向上すれ ば形状凍結問題を回避するために 780 MPa~1180 MPa 級 のハイテン部品にもホットスタンピング技術が適用される可 能性もある.また,今後の鋼板の開発としてはホットスタン ピングによって製造されたことが冷間プレス部品より優れた 特性,例えば,衝突安全性,靭性,耐遅れ破壊性などを有す るような合金設計が差別化技術として課題となろう. Fig. 11, 12 が示すようにホットスタンピング技術と組み 合わせることにより,高い成形性を持って高強度部品を製造 でき,材料開発単独では物理的に不可能な形状凍結性を確保 できる.この技術が冷間プレス技術力に問題を抱えていた ヨーロッパで発達したことを鑑みると中国を含む今後の自動 車部品製造のグローバル対応で世界に広がる可能性がある. 欧州では 2008 年にはホットスタンピング部品は重量で現在 の 25 倍になるという予測もあり55),世界の潮流に注目した い. 8. 材質予測制御技術 材質予測制御技術とはコンピューターに成分と操業条件を 入力すると材料の組織と特性が出力されるシステムに関する 総合技術で,その中核になっているのが一貫組織材質予測モ デルである56).Fig. 13 はこのシステムの完成による波及効 果を示したもので,材質自動設計,生産性,歩留まりの向上 などと共に,究極の SCM(Supply Chain Management)とし ての逆問題への対応が考えられる.逆問題とは自動車あるい は部品メーカーがある部品の製造に必要な材料特性を成形シ
ミュレーションで把握するとコストミニマム,在庫ミニマム のような前提条件の基でその特性を満足する鋼板の製造条件 を自動的に決定することを意味する.日本鉄鋼協会では鉄鋼 研究戦略マップに則って平成 18 年度から約 10 年の計画で このようなシステムの構築が推進されることになってい る57).この構想の実現は自動車用鋼板の開発製造の最適化 に大いに貢献するものと期待される. 9. 結 言 以上見てきたように最近 10 年を見ても自動車用鋼板に関 してこのような活発な商品・技術開発が行われ,自動車の軽 量化に貢献してきた.しかし,それ以前に開発された IF 鋼, BH 鋼,DP 鋼,TRIP 鋼などの商品や抜本的な低コスト 化,高品質化を実現した連続鋳造,連続焼鈍のような技術に 比べると最近の開発は世の中に与えるインパクトが小振りに なったことは否めない.材料開発者には Fig. 7 に示した自 動車産業が期待する超鉄鋼の開発を期待したい29).また, 更なるハイテン化の最大のネックが成形性と形状凍結性であ ることを鑑みると鋼板単独の開発だけでは限界があり,ホッ トスタンピング技術に見られるように材料開発と成形技術の 相乗効果を活用した研究開発が今後重要性を増すことは十分 に考えられる. 文 献
1) T. Senuma and M. Takahashi: Materia Japan44(2005) 488 494.
2) K. Yamazaki, T. Oka, Y. Tsuchiya and M. Yamada: Tetsuto Hagane73(1987) S1337.
3) T. Senuma: Recrystallization and Texture, Application for Control of Microstructure, (ISIJ 1999) 227234.
4) U. Inagaki: J. Japan Inst. Metals50(1986) 250257.
5) M. Abe, Y. Okou, M. Hayashi and T. Hayami: J. Japan Inst. Metals44(1980) 8490.
6) T. Senuma, H. Yada, R. Shimizu, M. Matsuo and J. Harase: J. Japan Inst. Metals52(1988) 12121220.
7) D. Vanderschuren, N. Yoshinaga and K. Koyama: ISIJ Int. 36(1996) 10461053.
8) N. Hashimoto, T. Senuma and N. Yoshinaga: ISIJ Int. 38(1998) 617624.
9) T. Toge, M. Muraki, M. Komatsubara and T. Obara: ISIJ Int. 38(1998) 524531.
10) M. Muraki, T. Toge, T. Sakata, T. Obara and E. Furubayashi: Tetsu to Hagane85(1999) 751757.
11) T. Senuma, M. Kameda and M. Suehiro: ISIJ Int.38(1998) 587594.
12) T. Senuma and M. Kameda: J. Japan Inst. Metals 60(1996) 717726.
13) S. Matsuoka, T. Obara, H. Sumiyama, T. Sakai, Y. Saito and K. Katoh: Symp. Japan Inst. Metals (1986, 10) 136.
14) T. Senuma and H. Yada: Symp. Japan Inst. Metals (1986, 10) 137.
15) T. Sakata, S. Matsuoka, T. Obara, H. Sumiyama and M. Shiraishi: Materia Japan36(1997) 376378.
16) T. Senuma: Bulletin of ISIJ8(2003) 289296. 17) M. Takahashi: Bulletin of ISIJ7(2002) 870876.
18) Y. Taniguchi, K. Goto, C. Okamoto, M. Sugiyama and K. Yamazaki: Tetsuto Hagane88(2002) 808814.
19) K. Hashimoto, T. Yoshida and Y. Kuriyama: Symp. on Materials
for Automobiles, (ISIJ 2006) 3944.
20) Y. Ono, T. Fujita, Y. Yamazaki, T. Urabe and Y. Hosoya: Materials Science Forrum426432(2003) 14811487. 21) K. Kusumi and T. Senuma, M. Suehiro, M. Sugiyama and M.
Matsuo: Tetsu to Hagane80(2000) 682688.
22) S. Hayami and T. Furukawa: Micro Alloying '75, Symp. on ``High Strength, LowAlloy Steels, Products and Process'', Washington, D. C. (1975) 5965.
23) O. Matsumura, Y. Sakuma and H. Takechi: Trans. ISIJ 27(1987) 570577.
24) M. Takahashi: Proc. of Int. Conf. on TRIPaided High Strength Ferrour Alloys, Ghent, Belgium (Wissenschaftverlag Mainz GmbH 2002) 103111.
25) S. Hiwatashi, M. Takahashi, T. Katayama and M. Usuda: J. of JSTP35(1994) 11091115.
26) A. Uenishi, M. Suehiro, Y. Kuriyama and M. Usuda: IBEC '96, Automotive Body Interior & Safety Systems, Automotive Tech-nology Group Inc., Michigan USA (1996) 8995.
27) A. Komatsu, A. Andoh and T. Kittake: Nisshin Steel Tech. Rep. 77(1998) 15.
28) Y. Takada, M. Suehiro, A. Sugiyama and T. Senuma: Tetsu to Hagane92(2006) 2127.
29) M. Suzuki: Bulletin of ISIJ 10(2005) 716721.
30) G. Frommeyer, U. Bruex and P. Neumann: ISIJ Int.43(2003) 438445.
31) I. Hagen and H.J. Wieland: Proc. Int. Conf. on Steels in Cars and Trucks; (2005), Wiesbaden/Germany [Verlag Stahleisen] 7380.
32) K. Kishida and O. Akisue: Tetsu to Hagane76(1990) 759765. 33) M. Morita, N. Kurosawa, S. Masui, T. Kato, T. Higashino and
N. Aoyagi: CAMPISIJ5(1992) 1863.
34) M. Takahashi, O. Kawano, T. Hayashida, C. Okamoto and U. Taniguchi: Shinnittetsu Gihou378(2003) 711.
35) K. Seto: Symp. on Materials for Automobiles, (ISIJ 2006) 4552. 36) Y. Funakawa, T. Shiozaki, K. Tomita, T. Yamamoto and E.
Maeda: ISIJ Int.44(2004) 19451952.
37) M. Morita, N. Kurosawa, S. Masui, T. Kato, T. Higashino and N. Aoyagi: CAMPISIJ 5(1992) 1863.
38) K. Sugimoto, T. Iida, J. Sakaguchi and T. Kashima: ISIJ Int. 42(2000) 902909.
39) K. Sugimoto, A. Kanda, R. Kikuchi, S. Hashimoto, T. Kashima and S. Ikeda: ISIJ Int.42(2002) 910915.
40) T. Yokota, S. Kobayashi and K. Seto: CAMPISIJ 19(2006) 496.
41) K. Yamazaki, Y. Mizuyama and T. Oka: CAMPISIJ5(1992) 1839.
42) Y. Mukai: Kobe Seikou Giho55(2005) No. 2, 3036.
43) T. Nonaka, K. Goto, Y. Taniguchi and K. Yamazaki: Shinnit-tetsu Giho378(2003) 1214.
44) T. Tsumashika, K. Hasegawa and H. Kawabe: JFE Giho, (2004) No. 4, 3337.
45) Y. Omiya: Kobe Seikou Giho50(2000) 2024.
46) N. Yoshinaga: Symp. on Materials for Automobiles, (ISIJ 2006) 1522.
47) M. Fujina, S. Hayashi, S. Sudo and Y. Ohashi: Toyota Technical Review53(2004) No. 219, 4043.
48) T. Senuma and M. Suehiro: Bulletin of ISIJ11(2006) 8693. 49) R. Kolleck, D. Steinhoefer, J.A. Feindt, P. Bruneau, T. Heller
and F. Lenze: Proc. IDDRG (2004) 167174.
50) M. Suehiro, J. Maki, K. Kusumi, M. Ogami and T. Miyakoshi: Shinnittetsu Giho, No. 378 (2003) 1520.
51) M. Ichikawa, K. Kanno, N. Yamazaki, A. Obayashi, S. Sudo, K. Kojima and K. Imai: Spring Meeting. of Automotive Engineers of Japan, No. 8304 (2004) 1317.
52) G. Schiessl, T. Possehn, Th. Heller and S Sikora: Proc. IDDRG (2004) 158166.
53) R. Kolleck, D. Steinhoefer, J.A. Feindt, P. Bruneau, T. Heller and F. Lenze: Proc. IDDRG (2004) 167173.
54) K. Kusumi, S. Yamamoto, T. Takeshita, S. Nakamura and M. Abe: CAMPISIJ 18(2005) 556.
55) Y. Nicolas: ThyssenKrupp Techforum, Juli (2005) 4046. 56) H. Yada and T. Senuma: Bulletin of Japan Inst. Metals6(1990)
430439.