増すが,それにしても風圧と摩擦による減圧はかなりな ものであることがわかる. つぎに瀬川は,gnidoolf (送風による溶鉄や裕深の吹 上げ)によってたなつりの起こる臨界条件として次式を 呈示し,コークス粒度が左辺の値よりも小さいとたなつ りが起こるとしている. 0 . 0 5 7 )D2B/( 2ミdc ただし B = 送風量, Nm 3/min D = 炉床直径, m dc = コークス粒度, m m これに,筆者らのキュポラの諸元を代入すると 0 . 0 5 7 .0/31( 42宇2) 370mm 内径が大となっても,送風量は断面積に比例すべきも UDC 2:21.13.696 42.635 .14: 542.39 のであるから,この値はあまり変わらない.この結果は コークス粒度が370mm 以上となって始めでたなつりを 生じなくなることを示すものであって,キュポラでは吹 上げ現象によって常に小さなたなつりが起こっていると みるのが妥当と考えられる. 文 献 1 ) 加山研究室:日本綜合鋳物センター研究調査報告 No.54 2 ) 加山,阿部,吉村:第 5 回国際鋳物会議(京都)3 投稿論文 No. 29 , 1968)( 3 ) 高炉製銑法の理論:館訳,日本鉄鋼協会, 1966)( 4 ) 鉄冶金反応工学:瀬川著,日刊工業, )1969(
一方向凝固した亜共品白鋳鉄の凝固組織
T
Synopsis:大 城 桂 作 * 松 田 公 扶 材
Structures of Unidirectionally Solidified Hypoeutectic White Cast Iron
by Keisaku OGr and Kimio MATSUDA
,
D.
r
Eng.S o l i d i f i c a t i o n fo icceteutpyho white tsac noir strats by teh ginezerf fo primaryaustenite otni a form fo arlullec etrinded and ends ni the noitatpiicerp fo cictetue eiturebdel fo a cralulle form. The seurctruts fo eth primary esitdrend and eht citectue sllec ear markedly dteceffa by the chemical .
c o m p
o 唱noiti and the snoitidnoc fo os.nioiJtacifid An inoitgaitesvn was conducted ot yfirlac eth
i n f l u e n c e s fo eth coo iJng reta and the carbon ttencon on eht sretuuctrs fo citcteueopyh tewih tsca i r o
n deifidilos yllanoitceirdinu ni a mold with a woelodc-reta copper ch11i etlap and exothermic m a t e r i a l s
. The carbon ntnteoc fo sehet syolla were nithiw eth range fo .1 8% to 4.2% ‘ The nlateimrepxe stluser were as f:wslolo
( 1
) The average ecanstid between eht eskalts fo het primary etidrend was ylesrevni -rtooprp i
o n a
l ot eth square toor fo eht ooc iJng rtea ta eth lyrae etags fonoitacifidilos fo primary etinetusa and was pendentinde fo eth carben .tentonc
( 2 ) The second-arm-spacing )s( fo the primary tiedrend ldouc be sdseerpxe by a fntioncu {
)
f eth ginlooc eatr (V p) at the yrlea geast fonoitacifidilos fo primary etniestau and het carbon c o n t e n t ;)c( S =884/V C.13.Op 1.4 8 where
,
S in μ,
V p in oC/min,
C in % T 昭 和54年21月01 日原稿受理 * 九州大学工学部冶金学教室(大学院生) 料 同 工博一方向凝固した亜共晶白鋳鉄の凝固組織 545
( 3 ) The primary eitenstau sidteisnsco fo groups fo lerasev citirdned sIIec , each group having a ctnstaon staryc lIographic .noitanteiro The ezis fo a group fo ciitdrnde ce Il s was yelersnvi trropop ‘
i o n a
l ot about the two dsirth power tfo he coo i ng rI eat ta eth rlyea gesta fo osi dnoIitacifi primary fo a u s t e n i t
e and the ezis became grearl with the esarcede fo het carbon tnentoc when ti was ssel than 3.9%.
( 4 ) The ezis of a colony fo etribudeel was ylesrvnei nlaiortoporp ot eth square toro fo the c
o
o i ng rI eta immediately ertaf the niottaiipcrep fo etirubedel and was independent carhon fo t.entonc ( 5 ) The cticteeu eruutcrts destsinoc fo groups fo raleves sieonloc gninil up in para lIe.l The s
i z
e fo the group fo esnilooc was yleservni lanoirtoporp ot about the two sdriht power tfo he ingolco r
a t
e immediately rtefa the noitatipicerp fo etiurbedel and was edncluefni olsa by the carbon conten .t
1 . 緒 言 自鋳鉄の凝固組織とくに共品レーデ、ブライトに関して は近年研究されるようになり,添加元素や冷却速度等の 影響も漸次明らかになっできたり~町.そして,高炭素白 鋳鉄の共品レーデブライトは明りようなラメラー組織お よびロッド組織を呈するために,その組織の判別は比較 的容易であるが,低炭素白鋳鉄では初晶をとりまくハロ ー組織等の影響により,共晶セメンタイトはマツシブ、化 して,レーデブライトの微細構造が不明りようになるた め,低炭素白鋳鉄の共晶組織に関する研究にはみるべき ものがない. そこで本研究では,白鋳鉄とくに低炭素白鋳鉄の共晶 組織ならびにその凝固機構解明の一助として,炭素量 1 . 8%-4.2% の広範囲にわたる白鋳鉄組織に及ぼす各 種要因を定量的に研究するため,まず炭素含有量および 冷却速度の影響について一方向凝固法により研究した. 2 . 実験方法 ク 炉 上 試 を ン 板 で 金 マ 銅 ん 合 ン 冷 込 問 タ 水 鋳 中 を に に て g う 型 い ∞ よ 鋳 用 5 す h を金一不 X 鉛 合 に リ ハ 皇 一 一 同 国 j d 玉 虫 H 1 ・ t E = …“目 l y L 度中市出 m 純 の
E
m
高 こ い 初 臓 札 嚇w
d
『 電 溶 川 h ・ ' 市 用 り 込 か り 凝 に M m 料 て で て 割 た は り 温 張 鋳 部 ふ 向 1 0 J 試 し 炉 回 約 し 側 お 保 内 に 上 を 方 表 1 の と ル 点 た 成 内 と 湯 を ら に 剤 一 ' 素 ヨ 料 ト 1 せ 作 の の 押 剤 さ 後 熱 て せ 炭 匂 原 プ 約 の を 型 示 の 熱 ' 直 発 け さ す 4 リ で に 料 鋳 図 版 発 し み ら か 固 示 ~ 水 戸 ゲ 鋼 板 図 i 鋳型および試料の寸法 (単位 :mm) 9 個を得た.なお黒鉛化 表 1 試料の化学組成 防止のため,どの試料に も Cr 約 19ぢi を添加し た.これらの試料につい て凝固方向に平行な面を 検鏡して組織の方向性の 有無を調べるとともに, チル面から 10 ,02 , 30 , 50mm の 位 置 で 凝 固 方 向に垂直な面を検鏡し, 初晶オーステナイトおよ び共晶レーデブライトの 組織を調べた. なお,組織と冷却条件との関係を求めるため,検鏡試 料とは別に鋳込んだ試料について,チノレ面から 01 ,03 , 50mm の位置における冷却熱曲線を Pt-Pt.Rh 熱 電 対 を用いて求めた. Cr% 4 . 1 7 3 . 9 5 3 . 7 8 3 . 6 1 3 . 3 9 2 . 9 2 2 . 5 8 2 . 1 0 1 . 84 0 . 9 8 0 . 9 7 0 . 9 7 0 . 9 8 1 . 96 0 . 9 5 0 . 8 9 0 . 8 7 0 . 8 93
.
実験結果 3 . 1 試料の冷却速度 炭素量約1. 8% から 4.2% までの9個の試料につい て実験したが, 3.57%C 試料についての測定結呆を図2 に示した.鋳物の凝固・冷却条件を示すパラメーターと 1 0 0 0 2 3 4 5 6 7 8 鋳込丹後の経過時間,
mi" 図 2 冷 却 熱 曲 線 (C : 3.57%)しては,回液界面の過冷度,凝固界面の移動速度,凝固 に要する時間,初晶および共晶の晶出直後の冷却速度等 があるが,凝固機構と直接に関係するパラメーターを選 ぶことが妥当である.しかし,白鋳鉄の初晶および共晶 の生成機構を直接示すものとして,上記のうちのいずれ のパラメーターが最も妥当であるかは必ずしも明らかで ないうえ,各パラメーターの聞には相互関係があるの で,本研究では,凝固潜熱の放出による冷却熱曲線の折 点、が明りようで比較的測定容易な初品品出開始直後およ び共晶晶出完了直後の冷却速度(図 2 中ant p)( および tan )E() を,凝固冷却条件のパラメーターとして採用し た.図 3および図4に,炭素量の異なる9個の試料の初 品晶出開始および共品晶出完了直後の冷却速度とチル面 からの距離との 関 係 を 示 し た が,いずれの試 料の場合にも, 初晶晶出開始直 700 600 500 4 0 0 3 0 0 c : ; "
,
r
C,
:
04./00. 8'9 • 3$5 .01'3 < >97.3 81.0 o 75.3 609. 企 3.0Z .029 ' "。
7.2 4 0.1 ヨ 2 . 5 7 31.0・
77.1 .01'4 ハ HvnHV ハH U ハ H V ハ H u -h 1 】 ハ H V ハ M u q 4 1 6 7 1 た- E
¥
む 。 、 弘 〉 度 面 の 室 、 ν h 劃 チ 轍 パ 冷 内 山 叫 山 の hり 軸 凱 後 引 か 関 l o g Vp= a log h十b [ a ( く)0,b は試料により 決まる常数〕 で示され,共品 晶出完了直後の 冷却速度VE も m m n u,
つ ' h L H n υ l o o n v n v ハ U ハ u n v n h u p h J A 4 『 内 ペ 》 内 ノ 』 図 3 初品晶出開始直後の冷却 速度Vp とチ1レ面からの 距離h との関係 4 0 0 3 0 0"
"
'
-
、
C% Cr% ー • 42 8 . 20.1、
、
。0/.4 .0-Ji'9。
1777a?Z 6 ロ75.3 ?.O 酔 憶も .. &0.3 0.1 2で込
。
v λ74.2 30 2 . 5 7 乱31 内噂ば¥ ¥司、よと蕊一
¥ ぐト¥
2 0 0 . : ; 051 JI
E
- 05 4 0 3 0 2 0 1 5 J O 02 3.0 04 05 h • mm 図4 共晶晶出完了直後の冷却速度VE と チ1レ面からの距離 h との関係 hの関数として l o g VE=a'h+b' a([ く) ,b は試料によって決ま0 る常数] で与えられる.図 3,図4 をもとにして,チyレ面から 1 0 , 0 , 2 30 , 50mm の位置における Vp および VE と 炭素量との関係を求めた結果が図 5,図 6 である. この結果から,初品品出開始直後の冷却速度V
p は, チル面に近いと,すなわち冷却が速いと,試料中炭素量 の影響が大きいが,冷却がおそくなると,その影響が少 なくなる.しかし,いずれにしても初品品出開始直後の 冷却速度は,初晶晶出温度の低い高炭素試料ほど小さ い.これに対して共晶晶出完了直後の冷却速度 VE は, 試料中炭素量にはあまり影響されず,炭素量が多くなる とわずかに減少する傾向を示す. なお冷却熱曲線により,一方向凝固試料の初品凝固先 端および共晶凝固完了位置の鋳込み後の時間経過による 進行状況を求めると,図7のように初晶凝固先端の移動 6 0 0 子I) - I面ずら / O m m @ ¥ ¥内¥。
〉¥
k
ヘ
¥ ZOmm 4‘ ミ〕-c
-ー
ー
片 ~ ¥ 丸、、企、、 30mm 回ー
。
固-
.
民
二
師&、¥、
SOmm 十 -...
マ
-マ
-
-5 0 0 凡~004、
、
」、 民003 C司 〉 2 0 0 1 0 0。
.1 0 5.1 0.2 .25 0.3 5.3 0.4c
,1, ;' 図 5 初品品出開始直後の冷却速度 Vp と炭素量との関係 4 0 0 ガii!i子") b。
十ー
。
0 -ー
一
一
一 。
。
@ア
‘.af.. ゐ 4‘ ¥ . . e -" 回 固 自 5 0 i m -m 一 一 一 一 一 → 一 → 一 一 ょ003 5ミ、
、
三002 ニ 〉 1 0 0 O Z O Z 5 3 0 3 5 4 D C J % 図6 共晶晶出完了直後の冷却速度 VE と炭素量との関係一方向凝固した亜共晶白鋳鉄の凝固組織 754 速度(曲線の接線の傾き)はチノレ面近くで大きく,チノレ 面から離れるにつれてしだいに小さくなり,その減少割 合は,初晶晶出温度の低い高炭素試料ほど大きいことが わかる.共晶凝固界面の移動もチル面近くでは速しチ ル面から離れるにつれて漸次おそくなるが,初晶の場合 とは異なり,界面移動速度は試料の炭素量にあまり影響 されず,低炭素試料のほうがわずかに大きい傾向を示す にすぎない. 3 . 2 初晶オーステナイトの凝固組織 表1 の各試料とも一方向凝固しているので,チlレ面か ら01,02 , 03 , 50mm の位置で凝固方向に垂直な面の 初晶オーステナイト組織を調べた.炭素量 87.3 ,29.2 , 2.10% の3試料の組織を図8,9, 01 に示す.初晶オー ステナイトはデンドライト組織を呈するが,チノレ面から
'
"
... . . ζ E i 7t
,
m/n 図 7 鋳込み後の経過時間t と初晶凝固 開始位置 hp,共晶凝固完了位置 hE;との関係 チル面から 0 mm (1 p V =312 0)inC/m の距離が大きくなるほど,また,試料中炭素量が少なく なるほど大きくなることがわかる.デンドライト主回哉の 大きさを示すパラメーターとして主軸間距離,二次アー ム・スベーシングをとり,各試料断面とも 10~20 カ所 について,主軸間距離は05 倍,二次アーム・スベーシ ングは001 倍で写真撮影し,写真に含まれるそれぞれの 値を測定して平均値を求めた結果を図11 ,図21 に示 した.主軸間距離 Dは,試料中炭素量によらず初晶晶出 開始直後の冷却速度Vp だけの関数として D =/2.52-
-
;
;
V
'
y
.
: D( mm,
V p : on)i/mC で与えられ,従来の研究結果日同様, Vp の平方根に反 比例するという実験結果を得た. 二次アーム・スペーシング S も,Vp が大きくなるほ ど小さくなり logS=mlogVp+n [m(<O) , n は試料によっ て決まる常数7
で与えられ,直線の傾き m は,高炭試料の場合にわずかに 大きい傾向があるが,大きな差はなく,ー 0.26~-0.36 の間にある.その平均値はー13.0 である.したがって 二次アーム・スベーシングは S=m'!V p31O. [m' は試料によって決まる常数〕 で与えられる.図 21 から,炭素量によって二次アーム・ スベーシングが異なることが明らかになったので,初晶 の晶出開始直後の冷却速度V pが05 ,001 , 002 oC/min の場合の試料中炭素量と二次アーム・スベーシングとの 関係を求めた結果を図31 に示す.図 01 から,二次ア ーム・スベーシング)S( は炭素量の増加とともに減少 し, gol Sとgol (C%) とはほぼ直線関係にあって,そ チル面から 20mm V p=122( 0)in/mC チノレ面から 30mm V p=73( 0)minC/ チル面から 50mm (V p=38 0in)/mC 図8 初品オーステナイト組織と冷却速度との関係 (C : 3%)78. x20xi ( 25 )チノレ面からlO m m
V
(
p=460 oC/min) チル面から 20mm (V p=166 0C/min) チノレ面から 30mm (V p=93 oC/min) チノレ面から 50mm (V p=45 0C/min) 図 9 初 品 オ ー ス テ ナ イ ト 組 織 と 冷 却 速 度 と の 関 係 (C : 2.92%) x20xj チ ル 面 か ら l O m m (Vp=559 0C/min) チル面から 20mm (V p=193 0C/min) チノレ面から 30mm (V p=102 0C/min) チノレ面から 50mm (Vp=47 0C/min) 図01 初 品 オ ー ス テ ナ イ ト 組 織 と 冷 却 速 度 と の 関 係 (C : 2.10%) x20xj0
.
5
0. 50
.
4
~ .0 3 Q 2.01
A
幽|
O . J 2 0 03 040605 08001 002 003004 006昨
,
叱吋.m/即η品/7泊がl'うl 図1け1 デデ、ンドライトの主軸距離D と 初 晶 品 出 開 始 直 後 の 冷 却 速 度 Vp との関係 1 0 0 8 0 6 0 K50 4 0 的 03 C九
!
ト、。
ョ
5?一
一
戸=.
o 37.3 実ヨヨ? ロ . .29.2 h、、 . 、、、 ロ8
25
.
-.
S
:
認ドー ドロ '‘ . .0/.2 。~ @ 除 、 ト¥ h刷、、、ロ • 148.ぬ
ミ
にと亡 ト円『子』R
。
一
一;
ト幸
ハ HUFhu ハ Hu q / ι t l 』 T J l 2 0 03 0405印 印 刷 同 日00'003 判。印0050 Vp , /C'inm 図21 デ ン ド ラ イ ト の 二 次 ア ー ム ・ ス ベ ー シ ン グS 主 初 晶 晶 出 開 始 直 後 の 冷 却 速 度Vp との関係一方向凝固した亜共晶白鋳鉄の凝固組織 459 の傾きは冷却速 度によらずほぼ 一定で約 . 418 である.したが って,二次アー ム・スヘーシン グは炭素量の関 数として Sニkj(C%) . 481 (k は冷却 ! 日0 8 0 6 0 ミ~05 ",' 04 3 0 2 0 、、 。
仁三
A マミ= 。 ー、夜、王玉一 、『、ミ旦E間
1
¥
、
v ? J . B .20 5.2 0.3 53.0.4 C,九 図13 デンドライトの二次アーム・ スベーシングS と炭素量との 関係 速度によって決まる常数1
で与えられる.けっきょく,二次アーム・スベーシング は,試料中炭素量および初晶晶出開始直後の冷却速度 Vp の関数として次式で与えられる. S=884jV C.pl3.O L48 μ(:S , Vp : OCjmin , C : %) 初品デンドライトの優先成長方位が0J10( である町聞 ことから,図 14 に示すように,いくつかのデンドライ ト・セルは,初晶結晶粒ともいうべき集団を形成してい る.すなわち,各セル集団内においては,初晶オーステ ナイトの結品学的方位は三次元的にほぼ一定である.セ ;1-<集団の大きさは,図 8,9, 0 からもわかるように,炭1 素量,冷却速度によって変化する.しかし,セル集団の 大きさにはむらがあるので,チJレ面からの各位置におけ る試料全断面 (-30mmφ) に含まれているデンドライ ト・セノレ集団の数を測定し,試料断面 1cm 2 あたりの 数に換算して求めた.デンドライト・セル集団数N
p と 初品品出開始直後の冷却速度 Vp との関係を図 15 に示 す.全試料とも, Np は 55.0 V37p.O と2,64 V6p5.O (V p ;。
Cjmin) との間にあり,ほぼVp3/2 に比例して増加して いる.したがって,デンドライト・セル集団の大きさはほ ぼVp 2パに反比例する.また炭素量によりデンドライト 図14 デンドライト・セル集団(写真中太線 で示す x20x 手 -セル集団数は異なっているので, Vpが 50 ,100 , 020 , 3 0 0 OCjmin の場合について,試料中の炭素量とセル集 回数との関係を図 15 から求めた結果を図 16 に示す. デンドライト・セル集回数は,いずれの冷却速度にお いても炭素量が約3.9% までは炭素量とともに増加して いる.この理由は明らかでないが,図 3 からもわかるよ うに,初品凝固先端の移動速度すなわち初晶デンドライ トの成長速度は炭素量が低いほど大きくなっているの で,主軸の成長とともにアームの成長も速いと考えられ, 初晶量の多いこととあいまって,隣接デンドライト聞の 相互作用が大きいこと,および低炭素試料ほどデンドラ イトの主軸,アームが太くなるため,溶湯の対流や凝固 潜熱の放出による主軸およびアームの分断溶断が起こり にくいこと等に起因するものと考えられる.なお炭素量 約3.9% 以上では,デンドライト・セル集団数は炭素量 が増加するほど減少してくるが,これは初品量が減少す N 4 0 0 3 0 0 2 0 0 1 5 0 1 C% ト o 471. 。 ョ59. ト.
o 3.3'7.
,
16. ト x3.37'd
ト 。29.2 ロ5.2 宮 件= 玉 05/ゆm|lシ
レ
/
阪
多
~1
/ て Py
レ
/
'"トート一一一レ
/
' " 1 00 v 08 • 2.1 0仁.
宮./ 4凶
損
/
f
c
レ
ド
/
/
.
I
L
.
ロ . . . . . : : ν円‘ 〕〆 N f/V4.62= 高 / .X Id 亡---,- '7 Q . . 06 二三 05 4 0 3 0 2 0 。"'J p レ〆 国μ
レ
-2 0 03 04 6050 10800 051002 003 004 切0060 Vp , OCjm η17 図1目5 デンドライト.セル集団数 Np と 初晶品出開始直後の冷却速度 Vp との関係 3 0 0 2 5 0ミ
002 にJ ‘051 。 』 : z 1 0 0 5 0。
2 . 0 5.2 0.3 35. 0.4 C,
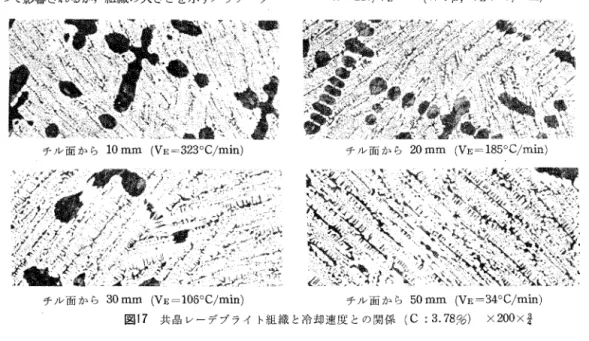
% 図16 デンドラ千ト・セノレ集回数Np と 炭素量との関係 50 ( 27 )るため当然のことで,共品組成の試料で、はゼロとなる. のーっとしてコロニー幅 W をとりラコロ二一組織の判 3 . 3 共品レーデブライトの凝固組織 別が可能な 2.57%C 以上の試料について,それぞれチ 共晶レーデ、ブライトは,セル状に凝固してコロニー組 ル面から 01 ,20 , 30 , 50mm における値を測定した 織を呈するが,共晶組織も初品同様,冷却速度に著しく 各試料の断面とも約 01 カ所を010 倍で写真撮影し,こ 影響され,図 71 に示すように,冷却速度が小さいほど れに含まれるコロニーの幅を測定して平均値を求めた. 大きくなる.また炭素量の異なる試料の共品組織を図 コロニー幅と共晶晶出完了直後の冷却速度との関係を図 1 8 に示すが,炭素量が減少してくると初晶のまわりの 91 に示す.コロニー幅 W は,主軸間距離同様,試料中 ハロー等の影響でコロニー組織が不明りようになり, 炭素量にはほとんど影響されず,共晶品出完了直後の冷 2.1%C 以下ではコロニーの判別はほとんど困難となる 却速度 VE だけによって決まる.これから
W
は次式 このように,共品組織は冷却速度および試料中炭素量に で与えられ,ほぼ VE の平方根に反比例する. よって影響されるが,組織の大きさを示すノfラメータ W = 217/VE o.46 (W:μ , VE: oC/min)チノレ面から 10 m m (VE =323 0C/min)
チノレ面から 30mm (VE=106 0C/min) チノレ面から 50mm (VE=34 0C/min)
図71 共品レーデブライト組織と冷却速度との関係 (C:3.78%) x200x
ま
C : 3.39% C : 2.92%
C: 2.58% C : 2.10%
一方向凝固した亜共晶白鋳鉄の凝固組織 164 なおコロニー幅 はチノレ面から同 じ距離にあるデ 5 0 4 0 ミ
uo
ンドライトの二 恥 $ :02 次アーム・スベ 51 ーシングよりも 01 やや小さい. EV , /Conim 共品コロニー 図91 共晶コロニー幅 W と共晶 組織は,図02に 品出完了直後の冷却速度VE 示すように,平 との関係 行にならんで集団をなしておりヲこれらの集団は凝固単 位のーっと考えられる.そこで,このコロニー集団の大 きさと共品晶出完了直後の冷却速度VE との関係を求め た.すなわち,各断面の試料中央部 3mmx3.5mm の 範囲について 1mm 2 あたりのコロニー集団数 NE を 測定して求めた.ただ、し, C 2.1% の試料についてはコ ロニー集団の判別が困難だったので,かなりの誤差を生 ずると考えられたがヲ初析セメンタイトの方向とコロニ ーの長軸方向がほぼ一致するという観察結果をもとにし て測定した.この結果を図 12 に示す.試料の炭素量に は関係なくヲ VE の増加とともに NE は増大するが, 1.49VE O .67_O.43 VE o.67 :EV( n)miC/o の間にあって, デンドライト・セル集団数と同じように,ほぼ/3E'V に 比例して増加する. したがって,コロニー集団の大きさは,ほぼVE 2/3に 反比例するとし‘える.図 12 を図51 と比較すれば,コ ロニー集団の大きさは,デンドライト・セル集団の大き さの / 110 -[/20 であって 1 個のデンドライト・セル集 団内に 10-20 個のコロニー集団が存在することになる・ 図12 から,コロニー集団数と試料中の炭素量との関係 を冷却速度 50 ,100 , 200 , 003 oC/min の場合について 図02 共晶コロニー集団(写真中太線で 示す x150x 手 求めると図22 になる.この図から,いずれの冷却速度 においてもコロニー集回数の最大値を示す炭素量が存在 し,この炭素量までは炭素量とともに集団数が増加する が,それ以上では炭素量の増加とともに減少する.この 現象は,炭素量の変化に伴う試料の共晶割合の増減と初 晶デンドライトの共品セル集団に対する分断屈曲作用の 大小との相乗効果によるものと考えられる.なお図 11 から,コロニー集団関の境界とデンドライト・セル集団 関との境界との間になんの関係もないことは明らかであ る牛. 4 . 結 言 以上の亜共晶白鋳鉄の一方向凝固実験の結果から,次 のことが明らかになった.1!
1{::k開放パど
l>þ[j?十 l~/
V
W
=
E
:
:
t
p
t
E
101 っ@伺ガG~\~ 弘一
世グコヨ三
ハ 刊 υ ハ H ν ハ U V ハ ハ U η l n h ν p h d A μ 寸 ' ; ' 03 E 足 、02 凶51 之 3 0 04 0605 08001 051 002 003 004 VE,
Clm" ,"n 図12 共晶コロニー集団数NE と共品品出 完了直後の冷却速度 VE との関係 5 0 4 0 1 , , ,ミ
03ト
l
h
-1、
002主
i02 , , , ,刊
こ
2
, 10Hこ
ニ
'
。
2 . 0 52 0.3 5.3 0.4c ,
% 図22 共品コロニー集団数 NE と炭素量 との関f系(1 ) 初品晶出開始直後の冷却速度 Vp は,チル面か らの距離h の関数として,一般に I o g Vp=a ogI h+b (a( く)0 ,b: 常数〕 の形で与えられ,また試料中炭素量の増加とともに減少 する. (2) 共晶品出完了直後の冷却速度VE は,チyレ面か らの距離h の関数として I o g VE=a'h+b' ('a( く)0
,
'b :常数〕 の形で与えられるが,試料中炭素量による影響は小さし 炭素量の減少につれてわず、かに低下するにすぎない. (3 ) 初晶凝固先端の移動速度は,冷却の速いチル面 近くでは大きいが,チノレ面から離れるにつれてしだいに 小さくなり,冷却速度の影響が大きい.また,試料中炭 素量によっても影響され,炭素量が少ないほど大きい. 一方,共品凝固界面の移動速度も,冷却が速いほうが 大きいが,試料中炭素量の影響は小さく,炭素量の減少 とともにわずかに大きくなるにすぎない. (4) 初晶デンドライトの主軸間距離Dは試料中炭素 量にはほとんど影響されず,初品晶出開始直後の冷却速 度V
p だけの関数として次式で与えられる.D
=2. j25v
Vp
:
D
(
m m,
V
p : )minCjO ( 5) 初晶デンドライトの二次アーム・スベーシング Sは,炭素量と初晶晶出開始直後の冷却速度 Vp との関 数として次式で与えられる. 8 =884jV .po剖・C.148 (8:μ,
Vp : OCjmin,
C:%)
(6 ) 初晶デンドライト・セル集団の大きさはヲほぼ Vp 2/3 に反比例する.また,セル集回数は炭素量約 3.9 %のときに最大で,炭素量がこれ以上であってもこれ以 下で、あっても少なくなる. (7) 共晶コロニー幅W は,試料中炭素量にはほと んど影響されず,共晶品出完了直後の冷却速度 VE だけ の関数として次式で与えられる. W=217jVE O.46 (W:μ , VE : n)jmiOC (8 ) 共晶コロニー集団の大きさは,ほぼVE 2 /3に反 比例する.また,いずれの冷却速度でも,コロニー集団 数が最大となるような炭素量が存在する. 文 献 1 ) M. H i1l tre and H. Shneit 邑u,百r : Jernkene .t Ann. , 414 )0691( , 520 2) .J Rickard and H. Hughes .C : BCIRA .J, 9 ( 1 9 6 1 )
,
11 3) M. . WP IIisnonik and A. He Il awe lI : BCIRA ,.J 1 1 )3691(
,
439 4 ) 宇佐美,大平,井川:鋳物, 39 ()7691 , 1ヲ13 5 ) 茨木,岡本,松本:日本金属学会誌, 32 )8691( , 3 9 6 6 ) 茨木,岡本,松本:日本金属学会誌, 33 )9691( , 2 1 4 7 ) R. Kamensky :第 36 回国際鋳物会議 ()9691 , 論 文 NO.22 8 ) 岡本,松本:鋳物, 42 )0791( , 2, 041 9)