浄水スラッジの脱水効率に関する研究
及川 智
2008 年 3 月
首都大学東京
目次
第1章 序論 ...1
第1節 水道における浄水スラッジの位置づけと水道事業の現状 ...1
第2節 浄水スラッジの濃縮・脱水処理と脱水処理効率改善の必要性 ...4
第3節 本研究の目的と構成 ...9
参考文献 ...11
第2章 膜による浄水スラッジの濃縮におけるケーキ特性の影響 ... 13
第1節 緒言 ...13
第2節 実験方法 ...15
第3節 結果と考察 ...22
第4節 高濁度原水の膜ろ過に関する考察 ...36
第5節 結言 ...40
参考文献 ...41
第3章 膜を用いた浄水スラッジの強制濃縮による脱水効率改善効果 ... 45
第1節 緒言 ...45
第2節 ろ過理論と脱水効率の関係 ...47
第3節 実験装置及び実験方法 ...50
第4節 実験結果及び考察 ...53
第5節 結言 ...72
参考文献 ...73
第4章 浄水スラッジの脱水効率に関する予測モデル ... 77
第1節 緒言 ...77
第2節 実験方法 ...79
第3節 加温脱水実験結果及び考察 ...83
浄水スラッジの脱水効率に関する研究
目次
第4節 脱水効率予測モデルの検証 ...95
第5節 結言 ...102
参考文献 ...104
第5章 結論 ...107
第1章 序論
第1節 水道における浄水スラッジの位置づけと水道事業の現状
水道法における水道の目的は,水道法第 1 条に「(前略)清浄にして豊富低廉な 水の供給を図り,もつて公衆衛生の向上と生活環境の改善とに寄与することを目的 とする。」と定義されている。水道水が「清浄な」水質を有することは,公衆衛生 の向上と生活環境の改善に直接寄与するものであることから,水道法第4条に定め られた水質基準に適合する水道水を利用者に供給することは,水道事業者にとって 最も重要な役割であると言える。
日本における水道水源は,河川水,ダム湖水等の表流水が 72.9 %を占めている(平 成 17 年度)
1)。河川水等の表流水を原水とする場合,清浄な水道水を得るためには,
ろ過等の浄水処理によって原水中の懸濁物質を分離する必要がある。浄水処理にお けるろ過の方式は,緩速ろ過、急速ろ過及び膜ろ過があるが,人口密度が高く,集 中的な降雨が多い日本においては,単位面積あたりの処理量が大きく,原水中の懸 濁物質濃度の変動に対応できる急速ろ過方式が主流であり,平成 17 年度において 急速ろ過方式が浄水量に占める割合は 76.9 %である
1)。
急速ろ過方式では,懸濁物質を含んだ原水に凝集剤を添加して原水中の懸濁物質 を凝集・粗大化し,沈澱及びろ過によって分離し,得られた処理水について消毒処 理を行うことで,清浄な水道水を得る。これらの処理に加えて,異臭味の除去や消 毒副生物の低減の観点から,オゾンによる酸化処理や活性炭による吸着処理などの 高度浄水処理を行う場合もある。
一方,分離された原水中の懸濁物質は添加された凝集剤とともに排水として排 出される。昭和 46 年に施行された水質汚濁防止法によって,特定施設からの排水 が規制対象となり,昭和 51 年から,浄水施設において, 1 日当たりの浄水能力が
10,000m
3以上の沈澱施設及びろ過施設が特定施設に指定された(昭和 52 年 6 月か
ら適用)。このため,該当する浄水施設では凝集沈澱・ろ過に伴って排出される排
水を汚泥(一般に「浄水スラッジ」と呼ばれる)として処理する義務が生ずること
となった。
することから,浄水スラッジは産業廃棄物に位置づけられ,廃棄物処理法第 3 条に おいて「事業者は,その事業活動に伴つて生じた廃棄物を自らの責任において適正 に処理しなければならない。」と定められているように,排出事業者である地方公 営企業が処理の義務を有することとなっている。そのため,浄水スラッジの処理に おいては,地方公営企業が水質汚濁防止法や廃棄物処理法に基づく適正な処理を行 う義務を有する。
平成 16 年度の浄水スラッジの排出量は全国で約 760 万トンであり,上水道業の 産業廃棄物排出量の 99 %以上を占めている
2)( 表 1-1 )。
表 1-1 水道業からの種類別産業廃棄物排出量推計値
2),3)種類 排出量( t/ 年)
※平成 16 年度 平成 15 年度
汚泥(浄水スラッジ)
7,527,545 7,328,486
がれき類
26,918 21,199
廃プラスチック類
1,619 96
金属くず
1,114 392
ガラスくず,コンクリート及び陶磁器くず
673 11
合計
7,569,440 7,352,023
一方,水道事業者は地方公営企業であり,その経営原則は,地方公営企業法第 3 条が「地方公営企業は,常に企業の経済性を発揮するとともに,その本来の目的で ある公共の福祉を増進するように運営されなければならない。」と定めるように, 「公 共性」と「経済性」である。つまり,地方公共団体が経営する地方公営企業は,本 来の目的として公共福祉を増進するように運営されなければならないが,さらに,
民間企業と同様の経済性が求められており,経済性を発揮して合理的・能率的な業
務運営を行い,最小の経費で最良のサービスを提供することが求められる
4)。
近年,病原性微生物に代表される水道水質における新たな課題や,「より安全で
おいしい水」を求める利用者のニーズに高まりへの対応として,より高度な浄水処
理が求められるようになってきており,オゾンや活性炭を用いた高度浄水処理や,
の導入,震災対策,老朽化施設の更新などによる浄水施設や送配水施設の整備費用 の増加が見込まれることから,水道事業者においては,より効率的な事業運営が強 く求められている。
浄水施設について見ると,新しい浄水処理方式の導入が進むことに伴って運転管 理費用が増加していく状況にある。浄水処理全体の処理費用を増大させないために は,既存の処理工程での効率改善が重要である。このため,浄水スラッジの処理に おける効率改善が強く望まれている。
※出典となる産業廃棄物排出・処理状況調査では,全国の都道府県からの排出量調査回答を基に未 調査分を推計している。平成
15
年度と平成16
年度で汚泥,がれき類以外の項目の排出量に大き な異同が見られる原因は,都道府県からの回答値が大きく異なっていたためと考えられる。そこ でここでは,両年度の排出量を併記している。第2節 浄水スラッジの濃縮・脱水処理と脱水処理効率改善の必要性
(1)浄水スラッジの濃縮・脱水処理
浄水スラッジは,調整,濃縮,脱水,乾燥処理工程を経て脱水ケーキとなり,最 終的に処分または有効利用される。これらの排水処理方式の概念図を 図 1-1 に示す。
着水井 沈澱池 ろ過池
排泥池 排水池
濃縮槽
2 次濃縮槽
凝集剤混和 凝集剤混合 造粒脱水
遠心分離 真空ろ過 加圧ろ過 消石灰注入
ろ過濃縮 遠心分離 凍結融解
天日乾燥
真空ろ過 加圧ろ過
乾燥・焼成
最終処分 有効利用 浄水処理
調整・濃縮 脱水・乾燥
処分 排水処理
(A) 無薬注処理フロー
(B) 薬注処理フロー
図 1-1 排水処理方式概念図 (水道施設設計指針
5)より一部修正の上,引用)
浄水スラッジは沈澱池から排出される沈澱スラッジと,ろ過池から排出される洗 浄排水からなる。原水中の懸濁物質の多くは凝集沈澱によって分離されるため,沈 澱スラッジは洗浄排水と比較して固形分濃度が高い。
沈澱池から排出される沈澱スラッジやろ過池からの洗浄排水は間欠的に排出され るため,質及び量が一定しないことから,調整工程において,沈澱スラッジと洗浄 排水を排泥池や洗浄排水池に一時貯留して,後段の工程において一定の処理が行え るように質及び量の時間的変化を調整する。
次に,濃縮工程において,浄水スラッジを濃縮槽で沈降濃縮して濃度を向上させ,
脱水前処理として,ろ過濃縮・凍結融解などを行う場合がある。
平成 17 年度における浄水処理施設の排水処理方式について浄水能力別に 図 1-2 に示す。浄水スラッジの発生量が大きい大規模の浄水施設では,機械脱水方式が 主流であり,全ての施設の合計においても,機械脱水方式が 56.7% を占めている。
さらに,自然乾燥方式と機械脱水方式の併用施設もこれに加えると, 68.6 %が機械 脱水方式を有する浄水施設において処理されていることとなる。
0 50000 100000 150000 200000
自然・機械併用方式 機械方式
自然方式
50
万以上 合計10~50
万1~10
万処分土量(乾燥固形分
-t/
年)浄水能力(
m
3/
日)図 1-2 排水処理方式・浄水能力別処分土量(平成 17 年度)
(2)浄水スラッジの無薬注及び薬注処理方式
浄水スラッジは凝集剤として添加されたポリ塩化アルミニウムや硫酸アルミニウ ムが水酸化アルミニウムのフロックとなって形成されたものであり,難脱水性であ る特徴がある
6)。そこで、濃縮工程において,スラッジの濃縮性を向上させるために,
酸処理や有機高分子凝集剤を用いた凝集処理や,脱水工程の前処理として消石灰や 有機高分子凝集剤を用いた処理が行われる場合があり,これらの処理は「薬注処理」
と呼ばれる。これに対して,薬注処理を行わない処理方式は「無薬注処理」と呼ば
れる。そこで, 図 1-1 には,無薬注処理と薬注処理の区別についても示した。過去
の濃縮,脱水処理においては,酸,石灰,有機高分子凝集剤等を用いて処理効率の
近年,原水の有効利用率を高めるために,排水を再利用するクローズドシステム の採用が進んでおり,排水処理において固液分離された洗浄排水,濃縮槽上澄水,
脱水ろ液を原水に返送して再利用を行う場合が多くなっている。また,廃棄物最終 処分場の確保が難しくなってきていることや,資源循環の観点から,浄水スラッジ の排水処理においても,処理残渣である発生土の有効利用の必要性が高まってきて いる。
濃縮,脱水工程における薬品の使用は,処理水を経由した原水への影響や,処理 残渣の有効利用を阻害 s る問題があることから,濃縮,脱水工程で石灰や有機高分 子凝集剤を用いない無薬注方式が採用されるようになってきている
7)。さらに,平 成 11 年 12 月から,浄水スラッジの減量化及び再利用の促進のため,厚生省が排 水処理施設整備に関わる国庫補助事業に新たに浄水汚泥再利用等促進事業として,
既存の排水処理設備を薬注処理方式から無薬注処理方式に更新するための事業を補 助対象に加えている。
このため,現在では無薬注方式が主流となっており,平成 17 年においては 9 割 近くを無薬注方式が占めている( 表 1-2 )
8)。
表 1-2 排水処理方式に占める無薬注方式の割合
(平成
17
年度水道統計8)より集計,単位:%)施設数 浄水能力 処分土量 無薬注処理
80.5 90.3 86.8
酸処理
0.2 2.8 3.9
凝集処理
17.4 6.3 8.2
その他
1.9 0.6 1.1
(3)無薬注処理方式における脱水効率改善の必要性
平成 16 年度における浄水スラッジの処理の状況では,年間排出量約 760 万トン のうち約 90 %が減量化され,残る約 10 %が有効利用または最終処分されている
2)。 このように,浄水スラッジは,発生量が大きく,濃縮・脱水処理における減量化率 が高いことから,水質汚濁防止法や廃棄物処理法に基づく適正処理と,地方公営企 業法が求める経済性を両立させるためには,濃縮・脱水処理における処理効率が重 要なポイントとなる。
一方,無薬注処理方式においては,浄水スラッジの脱水効率は,原水水質と凝集 沈澱処理における凝集剤注入率に大きな影響を受け,原水中の固形分濃度に対する 凝集剤の注入率が高いほどろ過性が低下することが知られている
9)。そのため,原 水中の固形分濃度が低下する冬期において,脱水効率が低下するという問題が発生 している。
近年,水道水の安全性に対する利用者のニーズが高まる中,水道水の安全性に対 する新たな問題として,クリプトスポリジウム等の耐塩素性病原性原虫が注目され ている。この対策として定められた平成 8 年のクリプトスポリジウム暫定対策指針 では,急速ろ過方式におけるろ過水濁度を水質基準の濁度 2.0 度の 1/20 である 0.1 度以下に保つことを求めている。このため,凝集沈澱処理において凝集剤注入率を 増加させる対応がとられるようになり,発生スラッジ量の増大や,濃縮・脱水効率 の低下が大きな問題となっている
10)。
以上の理由から,近年では脱水効率の改善が大きな課題となっており,厚生労働 省水道関連調査研究検討会が平成 15 年 8 月に発表した「水道分野の調査研究の方 向性について 中間とりまとめ」では,調査研究の振興が望まれる対象として,「浄 水場排水の濃縮技術」を明示して,技術開発や機構の解明に資する研究を大学・民 間・水道事業体及び国が進めていくべきであるとしている
11)。無薬注処理方式の 場合,「浄水場排水の濃縮技術」に該当する処理工程は 図 1-1 において脱水前処理 と位置づけられているろ過濃縮等であり,水道関連調査研究検討会が示した方向性 は,浄水場排水の濃縮によって脱水効率を改善させることを目的としているものと 言える。
浄水スラッジの無薬注処理方式は,水資源の有効利用や,資源循環等の観点によっ
そのため,浄水処理プロセス全体の効率性や環境負荷低減の観点からも,浄水スラッ
ジの脱水効率改善は非常に大きな課題であると言える。
第3節 本研究の目的と構成
本研究では,浄水スラッジの処理を対象とし,特に,現在大きな課題となってい る脱水効率に着目することとした。
これまで述べたように,水道業から排出される産業廃棄物のほとんどを占める浄 水スラッジについては,濃縮及び脱水処理において適正かつ効率的な処理が求めら れている一方で,水資源の有効利用,資源循環,水道水質の安全性確保という目的 を同時に達成するために脱水効率が低下している現状にある。
脱水効率は,単位時間当たりに脱水できる固形分量で定義される。そこで,現在,
脱水前処理としてスラッジを膜ろ過によって強制的に濃縮して固形分濃度を向上さ せる方法
10)や,スラッジの加温によってろ液(水)の粘度を低下させて脱水量を 増加させる加温脱水
12)が効率改善策として研究されており,一部については実施 設に導入されている。しかし,これらの研究では,固形分濃度やろ液粘度などの条 件と脱水効率との関係が明らかにされておらず,現状では,改善効果の定量的な予 測が困難である。このため,脱水施設の新設・更新や運転管理において,費用対効 果が最適となる処理フローや処理条件が決定できないのが現状である
13),14)。
本論文は,浄水スラッジの脱水効率改善には,脱水効率の定量的な予測が不可欠 であるとの観点から,浄水スラッジを用いた濃縮及び脱水実験を行い,その結果を ろ過理論に基づいて解析することにより,脱水処理における処理効率改善効果を定 量的に予測できる手法を提案するものである。
以下,本研究の構成について述べる。
第 1 章「序論」は本章であり,研究の背景,目的及び構成を述べたものである。
第 2 章「膜による浄水スラッジの濃縮におけるケーキ特性の影響」では,浄水ス
ラッジの脱水効率改善策として注目されている膜ろ過による強制濃縮(膜濃縮)に
ついて,運転時の膜間差圧を定量的に把握するための手法について検討する。一般
的に,膜ろ過においては膜の目詰まり(ファウリング)による膜間差圧の上昇によ
り装置停止が必要となる。しかし,浄水スラッジのように固形分濃度の高い条件に
おいては,ファウリングではなく,ろ過に伴って膜面上に生ずるケーキ層(以下「ケー
運転実験を行って,ケーキの特性が膜間差圧へ与える影響について,ろ過理論を基 に定量的な予測を試みる。予測にあたっては,浄水スラッジの脱水実験を行い,浄 水スラッジの形成時の凝集沈澱処理条件と,ケーキのろ過特性を示すケーキ平均比 抵抗(単位ケーキ量当たりろ過抵抗)及び圧縮性(ろ過圧力に対するケーキ平均比 抵抗の依存性)との関係についても検討する。そして,これらの検討結果から,凝 集沈澱処理条件,固形分濃度及び運転条件を基に,ケーキの堆積時の膜間差圧を定 量的に推計できる手法を提案する。
第 3 章「膜を用いた浄水スラッジの強制濃縮による脱水効率改善効果」では,膜 濃縮による固形分濃度の向上率と脱水効率改善効果との定量的な関係について論じ る。一般的に,浄水スラッジの脱水効率は固形分濃度に比例する現象が確認される ため,膜濃縮で固形分濃度が向上すれば,それに応じた脱水効率の改善が期待され る。そこで,膜濃縮によって得られた濃縮スラッジについて脱水実験を行い,固形 分濃度と脱水効率との関係について検討する。さらに,脱水実験結果をろ過理論に 基づいて解析し,一般的な濃縮方法である沈降濃縮と,膜濃縮との両者について,
固形分濃度及びケーキ平均比抵抗と脱水効率との間の関係について分析を行う。そ して,この結果に基づいて,膜濃縮による脱水効率改善効果の定量的な予測を手法 を提案する。
第 4 章「浄水スラッジの脱水効率に関する予測モデル」は,第 2 章及び第 3 章 で対象とした膜濃縮に加えて,代表的な脱水効率改善策であるスラッジの加温脱水 について着目し,加温脱水におけるろ液(水)粘度と脱水効率との関係について,
脱水実験を行って検討する。さらに,浄水スラッジから形成されるケーキに起因す
る因子だけでなく,ろ材(ろ布)による抵抗についても検討対象とし,ろ材による
抵抗を考慮した場合の沈降濃縮,膜濃縮及び加温脱水におけるスラッジの基本的特
性である固形分濃度,ケーキ比抵抗及びろ液粘度と脱水効率との関係について検討
する。その結果をもとに,これらの因子から,脱水効率の改善効果を高い精度で予
測できるモデルを提案する。さらに,過去の研究例についてこの予測モデルを適用
たすのか等について述べる。
参考文献
1) 日本水道協会水道統計編纂専門委員会:水道統計の経年分析(平成 17 年度),
水道協会雑誌, Vol.76 , No.9 , pp.88-126 (2007)
2) 環境省大臣官房廃棄物・リサイクル対策部:産業廃棄物排出・処理状況調査報 告書平成 16 年度実績, (2007)
3) 環境省大臣官房廃棄物・リサイクル対策部:産業廃棄物排出・処理状況調査報 告書平成 15 年度実績, (2006)
4) 出井信夫,参議院総務委員会調査室:地方財政データブック〈平成 17 年度版〉,
pp.92-93 ,学陽書房 , (2005)
5) 日本水道協会:水道施設設計指針( 2000 年版) , pp.376 (2000)
6) 杉本泰治:ろ過−メカニズムとろ材・ろ過助材−,地人書館, pp.355 (1992)
7) 飯嶋宣雄:浄水場排水処理の現状と今後の動向,水道協会雑誌, Vol.69 , No.5 , pp.2-4 (2000)
8) 日本水道協会:水道統計「平成 17 年度」(第 88 号), (2006) 9) 丹保憲仁,小笠原紘一:浄水の技術,技報堂出版 (1985)
10) (財)水道技術研究センター:新しい浄水技術,技報堂出版, p.260 (2005) 11) 厚生労働省水道関連調査研究検討会:水道分野の調査研究の方向性について(中
間とりまとめ), (2003)
12) 関根勇二:排水処理における加温処理による脱水性の向上について,水道協会 雑誌, Vol. 64, No. 7, pp.41-48 (1995)
13) 及川智,水野悦朗,北澤弘美,佐藤親房,小泉明:膜を用いた浄水スラッジの 強制濃縮による脱水効率改善効果,水道協会雑誌, Vol. 71 , No. 1 , pp.2-14 (2007) 14) 及川智,北澤弘美,佐藤親房,小泉明:浄水スラッジの脱水効率に関する予測
モデル,環境工学研究論文集, Vol. 43 , pp.577-584 (2006)
第2章 膜による浄水スラッジの濃縮におけるケーキ特性の影響 第1節 緒言
排水処理方式において主流となっている無薬注処理方式では,水温の低下ととも に沈降濃縮における濃縮効率が大きく低下する欠点がある。濃縮効率の低下による 濃縮スラッジの濃度低下及び容量増加は,単に濃縮工程における施設負荷の増大に 留まらず,後段の脱水工程における処理量の増加と脱水効率の低下をもたらすため,
大きな問題となっている。
近年,浄水処理への膜ろ過の導入が進んでおり,浄水スラッジの濃縮についても,
膜ろ過を用いた濃縮(膜濃縮)に関する研究が行われるようになった
1)-10)。これま での研究から,膜濃縮は,沈降濃縮と比較して高濃度のスラッジが水温に関わらず 安定して得られることや
5)-10),極めて清澄なろ過水が得られることが報告されてい
る
5), 9), 10)。このように,膜濃縮の導入によって,脱水効率と返送水水質の両者が同
時に向上する可能性がある。しかし,実施設への導入のためには,年間を通じて安 定した処理を行えることが必要不可欠であり,膜濃縮における長期間の安定運転条 件を明らかにすることが求められている。
膜ろ過においては,膜の目詰まり(ファウリング)の挙動が長期間の安定運転の ための重要な要素として挙げられる。浄水処理での膜ろ過については,ファウリン グの発現機構
11)-14)や物理洗浄法
14), 15)についての研究が行われており,卞ら
11)や 中村ら
14)は,河川水の UF 膜ろ過や MF 膜ろ過では,ろ過の初期段階は膜細孔の 閉塞が生じ,その後,ケーキ層形成によるケーキろ過に移行することを報告してお り,さらに,膜ファウリングの主要な原因として物理洗浄で除去されない不可逆ケー キ層の形成を挙げている。
これに対して,膜濃縮が処理対象とする浄水スラッジは,凝集沈澱処理を経てい るため,浄水処理における膜ろ過が対象とする原水中の懸濁物質よりも粒径が大き い反面,ろ過の対象となる懸濁液中の固形物濃度が極めて高いことが特徴である。
そのため,浄水スラッジの膜濃縮においては,膜ろ過(膜濃縮)の初期段階からケー
キ層が形成されてケーキろ過となると考えられ,この場合,膜間差圧の挙動は,浄
を示すケーキ平均比抵抗や,ケーキ平均比抵抗の圧力依存性である圧縮性に大きな 影響を受ける。しかし,浄水スラッジの膜濃縮に関するこれまでの研究例では,上 記に挙げた浄水スラッジのろ過特性について着目した事例は極めて少なく,現状で は,これらの特性が膜間差圧に与える影響が明らかになっていない。
また,浄水処理での膜ろ過においても,河川水を処理対象とした場合には,豪雨 等の自然災害による濁度の急激な上昇への対応が必要となる。特に,長時間の取水 停止が許されない大規模基幹浄水施設においては,濁度の急激な上昇時も処理を継 続する必要がある。濁度の上昇によって原水中の固形分濃度が高まれば,膜間差圧 の挙動は主にケーキろ過に支配されると考えられることから,浄水スラッジの膜濃 縮と同様に,ケーキ平均比抵抗及び圧縮性が膜間差圧に大きな影響を与えるものと 考えられる。
そこで本研究では,実際の浄水スラッジを用いた膜濃縮実験装置による長期間連
続運転実験及び脱水実験を行い,その結果について浄水スラッジのケーキ平均比抵
抗及び圧縮性に着目した解析を行い,膜濃縮における膜間差圧への影響を定量的に
把握できる手法を提案する。以下,第 2 節では,本研究における実験方法及び解析
方法について述べ,第 3 節において膜濃縮実験装置による長期連続運転結果につい
て説明する。さらに,浄水スラッジの脱水実験結果から,浄水処理条件とケーキ平
均比抵抗及び圧縮性の関係を明らかにする。この関係を基に,膜濃縮におけるケー
キ平均比抵抗及び圧縮性が膜間差圧に与える影響を定量的に予測する手法を提案す
る。
第2節 実験方法
(1)供試スラッジ
実験は東京都水道局玉川浄水場内の玉川水処理実験施設で実施した。多摩川の下 流に位置する調布堰で取水した原水をポリ塩化アルミニウムで凝集沈澱し,発生し た沈澱スラッジを膜濃縮装置へ供給した。 表 2-1 に実験期間中の原水水質と凝集沈 澱処理条件を示す。なお, 表 2-1 には,原水濁度に対する凝集剤注入率の比である AlT 比も示したが,濁度 1 度を 1mg/L と等しいものとして AlT 比を算出している。
表 2-1 原水水質及び凝集沈澱処理条件
平均 最小 最大 水温(℃)
17.6 8.0 29.8
濁度(度)6.0 1.4 290
pH
値(−)7.5 7.2 8.3
DOC
(mg/L
)2.0 0.8 3.0
凝集剤注入率(
mg/L
)32 25 104
AlT
比(mg-Al/mg-
濁度)0.47 0.015 1.20
重力濃縮法では,スラッジの沈降性,濃縮性が水温の低下に伴って悪化する。そ こで,水温が 15 ℃以下の期間( 11 ~ 3 月)を低水温期,それ以外の期間を中高水 温期と分類した。それぞれの期間の沈澱スラッジの性状を 表 2-2 に示す。
表 2-2 沈澱スラッジの性状
中高水温期 低水温期
検体数
3 7
固形分濃度(
g/L
)19 3.0
強熱減量(%
)19.7 25.2
SiO
2(%
)36.7 25.1
Al
2O
(3%
)30.2 34.1
SiO
2/Al
2O
31.28 0.74
50%
体積粒径(μm
)56 81
固形分真比重(g/cm
3)2.66 2.36
沈澱スラッジの固形分濃度は原水状況によって変動する。実験では排泥濃度の影
響を排除するため,スラッジの固形分濃度を 5g/L に調整して装置へ供給した。
(2)膜濃縮装置と運転条件
実験装置として,既存の排泥池,濃縮槽等に設置可能な槽浸漬型・連続運転方式 の膜濃縮装置を用い,濃縮スラッジの固形分濃度の目標を 40g/L として, 2 年間連 続運転を行った。
装置の仕様を 表 2-3 に,処理フローを 図 2-1 にそれぞれ示した。また,膜モジュー ルについて, 図 2-2 に示した。膜モジュールは 12 本の管型セラミック膜エレメン ト(膜面積各 0.01m
2)から構成されている。本装置では膜モジュールを水平に設 置するため,膜エレメントも水平となり,エレメント間の間隔は上下 3mm ,左右 6mm となる。浸漬槽内には合計 4 つの膜モジュールが設置されている。
表 2-3 装置の仕様
装置形式 槽浸漬型
浸漬槽容積(
m
3)0.17
膜形状 管型
膜材質 アルミナ系セラミック 公称孔径(
μm
)0.1
合計膜面積(
m
2)0.48
制御方式 定流量制御
物理洗浄方式 逆圧洗浄及び気泡流表面洗浄
沈澱スラッジ
膜付近のスラッジの 採取箇所 空気
膜ろ過水
膜モジュール
膜エレメント
φ
13mm,
有効長さ:236mm,
膜面積:0.12m
2(膜エレメントの間隔:上下
3mm
、左右6mm
)図 2-2 実験装置の膜モジュール
装置に供給されたスラッジは,浸漬槽内上部の膜モジュールでの定流量吸引ろ過 で一次濃縮され,浸漬槽下部でさらに沈降濃縮された後,間欠的に排出される処理 フローとなっている。物理洗浄として,膜モジュール下の散気管からの散気による 膜の表面洗浄を常時行うとともに,ろ過水による逆洗を行った。また,通常の洗浄 を 11 回に対して,次亜塩素酸ナトリウム(表中では「次亜」と略記)を添加した 逆洗を 1 回の割合で実施した。
実験における運転条件を 表 2-4 に示す。濃縮濃度は排泥間隔で制御し,物理洗浄 強度については主に逆洗流量で調整した。
表 2-4 実験における運転条件
工程 項目 条件
濃縮 膜透過流束
0.5
(m
3/(m
2·day)
) 濃縮時間15
(min
) 散気強度0.007~0.024
(m/sec
) 物理洗浄 逆洗時間 水逆洗:10
(sec
)次亜添加逆洗:
60
(sec
) 次亜添加頻度 通常洗浄11
回につき1
回逆洗流量
3.5~5.9
(m
3/(m
2·day)
)排泥 間隔
15~270
(min
)装置停止条件 膜間差圧が
50kPa
以上 薬品洗浄 硫酸,次亜塩素酸ナトリウム(3)測定項目
膜透過流束,膜間差圧,供給スラッジ及び濃縮スラッジの固形分濃度と温度を毎 日1回定時に測定した。2年目からは,膜付近における固形分濃度についても測定 した。
また,スラッジの性状として pH ,強熱減量( Ig-Loss ),シリカ分( SiO
2),アル ミナ分( Al
2O
3),粒径分布,固形物真比重を測定した。強熱減量,シリカ分,アル
ミナ分は JIS K 0102 ,固形物真比重は土質試験法に基づいて測定し,粒径分布はレー
ザー回折・散乱法(測定波長 680nm )で 10, 50, 90% 体積となる粒径についてそれ ぞれ測定した。
(4)脱水実験の条件
浄水スラッジのろ過特性を表すケーキ平均比抵抗及び圧縮性を把握するため,膜 濃縮実験と並行して沈澱スラッジの脱水実験を行った。
脱水実験では,膜濃縮装置へスラッジを供給した凝集沈澱池と別系列の凝集沈澱 池において発生した沈澱スラッジを用い,濃縮槽で 48 時間沈降濃縮を行った後,
実験用横型加圧脱水機(短時間型ろ布走行式)にて脱水を行った。実験は,4年間 で合計 66 回実施した。
実験に用いた横型加圧脱水機の構造を 図 2-3 に示す。また,脱水機の外観を 図 2-4 に,脱水機の仕様を 表 2-5 にそれぞれ示す。この脱水機は短時間型ろ布走行式 であり,ろ室はろ板寸法( 404 × 398mm )× 4 室で,ろ過面積は 1.16m
2である。ろ 過工程及び圧搾工程の圧力は,浄水場で用いられている実機と同様にそれぞれ 0.49 ,
1.47MPa とした。ろ過時間は 5 分,圧搾時間はろ過終了後からろ液が 20g/(m
2·min)
以下となる絞りきりまでの時間とした。また,ろ板締め付け,ろ板開放・ケーキ排
出・ろ布洗浄等の作業にかかる雑時間は 8 分とした。ろ布はポリプロピレン製ろ布
を用いた。
1885 mm
ケーキ受皿
油圧シリンダ
ろ布洗浄管
ダイヤフラム板 ろ布走行装置
ろ布
ろ板/ダイヤフラム板
圧搾管 エアブロー管
(スラッジは背面側から供給)
図 2-4 実験用加圧脱水機
図 2-5 実験用加圧脱水機の外観
表 2-5 実験用加圧脱水機の仕様と脱水実験条件
形式 圧搾機構付ろ布走行式
短時間型横型加圧脱水機
ろ過面積
1.16m
2(0.29m
2×4
室)圧力 ろ過工程:
0.49MPa
圧搾工程:1.47MPa
時間 ろ過工程:
5min
圧搾工程:絞りきりまで 雑時間 :
8min
使用ろ布 短時間型加圧脱水機標準ろ布ポリプロピレン製
2/2
綾織(モノフィラメント+マルチフィラメント糸)通気度:
1500cm
3/(cm
2·min)
ろ布使用回数90~300
回(5)脱水実験結果の解析
脱水実験においては,ろ過及び圧搾工程における累積ろ液量の時間変化を記録し て,それぞれの工程におけるケーキ平均比抵抗を算出した。
脱水実験結果からケーキ平均比抵抗を求めるためには,定圧ケーキろ過における ろ過式を用いる。
dθ dV = 2
K V + 2V
mK ... (2.1) ここで, V はろ液量( m
3), V
mはろ材抵抗に相当する仮想のろ液量( m
3), θ は ろ過時間( sec ), θ
mは V
mを得るための仮想のろ過時間( sec ), K は Ruth の定圧 ろ過係数( m
6/sec )である。
式 (2.1) 中の定圧ろ過係数 K はろ過面積 A ( m
2),ろ過圧力 P ( Pa ),ケーキ湿乾
質量比 m ( - ),原液中の固形分濃度 s ( kg/kg ),ろ液粘度 μ (Pa·sec) ,ろ液密度 (kg·m
3) ρ ,ケーキ平均比抵抗(以下「比抵抗」と略記) α( m/kg ) から次式で表される。
K = 2A
2P ( 1 − ms )
μαρs ... (2.2) ろ過工程及び圧搾工程は定圧ろ過であることから,ろ液量 V の時間変化をもとに,
V−dθ/dV プロットが直線となる区間の傾きからろ過工程の定圧ろ過係数 K を求め,
式 (3.3) から α を算出した。
なお,解析方法の詳細については,ろ過理論と脱水効率との関係について検討し
た第 3 章にて述べる。
第3節 結果と考察
(1)膜濃縮実験結果
はじめに,膜濃縮実験装置の長期連続運転結果について述べる。
濃縮スラッジの固形分濃度と膜間差圧の推移を 図 2-6 に示した。実験1年目は濃 縮スラッジ固形分濃度が目標の 40g/L まで到達する頻度が少なかったが,2年目 には浸漬槽底部へのスラッジ掻寄機の設置(7月)や排泥間隔の調整(8月)を行い,
9月以降は濃縮スラッジの濃度が 40g/L まで到達する頻度が増加した。その結果,
低水温期の濃縮スラッジ濃度の平均値は,1年目の 28g/L から,2年目は 32g/L に向上した。(なお,故障による装置停止の際には,槽内のスラッジの排出と膜表 面の洗浄を行った。これについては, 図 2-6 内に※印で示した。)
本実験での逆洗による処理量の低下も含めた日平均流束は,安定して 0.4 m
3/ (m
2· day) 以上を維持し,平均で 0.43 m
3/(m
2· day) であった。
膜間差圧は中高水温期ではほぼ安定しており, 2 年間ともに 10 月末に膜ファウ
リングによる差圧の上昇が生ずるまでは安定して運転ができた。しかし,濃縮スラッ
ジ濃度が向上した 2 年目の低水温期には,差圧上昇が頻発して連続運転ができな
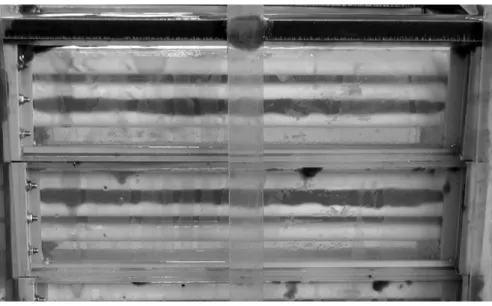
かった。低水温期の差圧上昇時には上下の膜エレメント間にケーキが堆積して塊と
なっている状況が確認され( 図 2-7 ),ケーキを除去し,膜表面を水洗浄すると差
圧が回復したことから,膜間差圧の上昇はファウリングではなく,膜エレメント間
へのケーキ堆積によって生じたことが分かった。
第3節 結果と考察
(1)膜濃縮実験結果
はじめに,膜濃縮実験装置の長期連続運転結果について述べる。
濃縮スラッジの固形分濃度と膜間差圧の推移を 図 2-6 に示した。実験1年目は濃 縮スラッジ固形分濃度が目標の 40g/L まで到達する頻度が少なかったが,2年目 には浸漬槽底部へのスラッジ掻寄機の設置(7月)や排泥間隔の調整(8月)を行い,
9月以降は濃縮スラッジの濃度が 40g/L まで到達する頻度が増加した。その結果,
低水温期の濃縮スラッジ濃度の平均値は,1年目の 28g/L から,2年目は 32g/L に向上した。(なお,故障による装置停止の際には,槽内のスラッジの排出と膜表 面の洗浄を行った。これについては, 図 2-6 内に※印で示した。)
本実験での逆洗による処理量の低下も含めた日平均流束は,安定して 0.4 m
3/ (m
2· day) 以上を維持し,平均で 0.43 m
3/(m
2· day) であった。
膜間差圧は中高水温期ではほぼ安定しており, 2 年間ともに 10 月末に膜ファウ リングによる差圧の上昇が生ずるまでは安定して運転ができた。しかし,濃縮スラッ ジ濃度が向上した 2 年目の低水温期には,差圧上昇が頻発して連続運転ができな かった。低水温期の差圧上昇時には上下の膜エレメント間にケーキが堆積して塊と なっている状況が確認され( 図 2-7 ),ケーキを除去し,膜表面を水洗浄すると差 圧が回復したことから,膜間差圧の上昇はファウリングではなく,膜エレメント間 へのケーキ堆積によって生じたことが分かった。
0 20 40 60 80 10 0 12 0 3/ 1 2/ 1 1/ 1 12 /1 11 /1 10 /1 9/ 1 8/ 1 7/ 1 6/ 1 5/ 1 4/ 1 3/ 1 2/ 1 1/ 1 12 /1 11 /1 10 /1 9/ 1 8/ 1 7/ 1 6/ 1 5/ 1 4/ 1 0 20 40 60 80 3/ 1 2/ 1 1/ 1 12 /1 11 /1 10 /1 9/ 1 8/ 1 7/ 1 6/ 1 5/ 1 4/ 1 3/ 1 2/ 1 1/ 1 12 /1 11 /1 10 /1 9/ 1 8/ 1 7/ 1 6/ 1 5/ 1 4/ 1
膜間
(k
差圧Pa)
濃縮スラ ッジ 固形 分濃
(g
度/L)
薬品洗浄ケーキ堆積に伴う膜表面洗浄
低水温期低水温期中高水温期中高水温期 掻寄機設置 ※※※排泥間隔調整
図 2- 6 濃 縮 ス ラ ッ ジ の 濃 度 と 膜 間 差 圧 の 推 移 ( ※ : 装 置 故 障 に 伴 う 膜 表 面 の 洗 浄 )
図 2-7 スラッジ堆積の状況
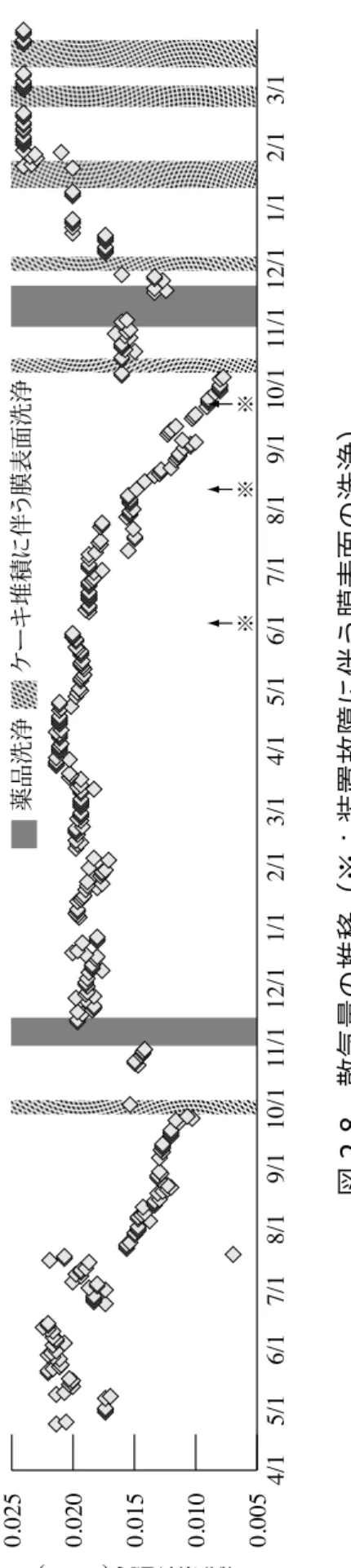
実験装置の物理洗浄条件のうち,散気量(線速度)の推移について 図 2-8 に示し
た。本実験装置では,膜面へのケーキの形成防止のため,常時散気による洗浄を行っ
ており,これによってケーキが有効に除去できれば,ケーキ堆積は発生しないもの
と考えられる。しかし,中高水温期のケーキ堆積の際には,散気量の低下が見られ
ていた。活性汚泥の膜分離においても,曝気量(線速度)の低下に伴ってケーキ堆
積量が急激に増加することが報告されており
16),本研究においても散気量の低下
によりケーキ堆積が生じたものと考えられた。
図 2-7 スラッジ堆積の状況
実験装置の物理洗浄条件のうち,散気量(線速度)の推移について 図 2-8 に示し た。本実験装置では,膜面へのケーキの形成防止のため,常時散気による洗浄を行っ ており,これによってケーキが有効に除去できれば,ケーキ堆積は発生しないもの と考えられる。しかし,中高水温期のケーキ堆積の際には,散気量の低下が見られ ていた。活性汚泥の膜分離においても,曝気量(線速度)の低下に伴ってケーキ堆 積量が急激に増加することが報告されており
16),本研究においても散気量の低下 によりケーキ堆積が生じたものと考えられた。
0. 00 5
0. 01 0
0. 01 5
0. 02 0
0. 02 5 3/ 1 2/ 1 1/ 1 12 /1 11 /1 10 /1 9/ 1 8/ 1 7/ 1 6/ 1 5/ 1 4/ 1 3/ 1 2/ 1 1/ 1 12 /1 11 /1 10 /1 9/ 1 8/ 1 7/ 1 6/ 1 5/ 1 4/ 1
散気 線速
(m
度/se c)
薬品洗浄ケーキ堆積に伴う膜表面洗浄 ※※※
図 2- 8 散 気 量 の 推 移 ( ※ : 装 置 故 障 に 伴 う 膜 表 面 の 洗 浄 )
一方,低水温期では,散気量が高い状況においてもケーキ堆積が発生しているこ とから,物理洗浄強度の低下がケーキ堆積の原因ではないと考えられた。また,濃 縮スラッジの固形分濃度が向上した 2 年目にケーキ堆積が頻繁に生じたことから,
濃縮スラッジの濃度向上に伴って膜付近の固形分濃度(以下, 「膜付近濃度」と略記)
が上昇したことが,ケーキ堆積に関係していると考えられた。 図 2-9 に膜付近濃度 と 1 日あたりの差圧上昇量とを比較して示した。図から,膜付近濃度が一定の値を 超えると,急激に差圧が上昇する傾向があることが分かった。この値は水温によっ て異なり,中高水温期では 30g/L 程度,低水温期で 25g/L 程度であった。以上から,
低水温期では,膜付近濃度の上昇がケーキ堆積の発生の原因となっているものと考 えられた。
膜付近固形物濃度
(g/L)
1 日 あ た り の 差 圧 上 昇 量 (k Pa / 日 )
0 10 20 30 40 50
-10 0 10 20 30
40
低水温期 中高水温期図 2-9 膜付近濃度と差圧上昇量の関係
膜ファウリングについては,処理対象となる懸濁液中の固形分濃度が 5 ~ 40g/L 程度と非常に高いにも関わらず,膜ファウリングによる膜間差圧の上昇は年 1 回程 度であった。この理由として,浄水スラッジは膜ろ過の前段として凝集沈澱処理を 行っているため,粒径が大きくなることが挙げられた。供試した沈澱スラッジの平 均粒径測定結果( 表 2-2 )は数十 μm と膜孔径( 0.1μm )よりも充分に大きく,膜ファ ウリングはあまり進行しないものと考えられた。
そのため,安定運転の観点からみると,膜エレメント間でのケーキ堆積の発生が
課題であった。この対策として,散気量の増加が挙げられるが,使用電力量の増加
を招く問題がある。一方,運転効率を高めるためには,単位容積当たりの膜面積を
より増加させることが求められるため,よりケーキ堆積が生じ易い条件となるとい
える。そこで本研究では,ケーキ堆積を想定した上で,ケーキ堆積による膜間差圧
への影響を定量的に把握することを試みた。
(2)膜の有効面積と膜間差圧の関係
検討対象となるケーキ堆積による膜間差圧の上昇は,ケーキろ過における現象で あると考えられるため,ケーキろ過理論を用いて解析を行った。この場合,ろ過抵 抗 R ( 1/m )は,膜そのものに起因するろ過抵抗 R
m( 1/m )と,ケーキ層による抵 抗 R
c( 1/m )の和として式 (2.3) で表せる。
R R
mR
c... (2.3) ろ過抵抗 R は,ろ過圧力 P ( Pa ),粘性係数 μ ( Pa·sec ),膜透過流束 J ( m
3/(m
2·sec) ) を用いて,式 (2.4) で表される。
R P
μ J ... (2.4) また,ケーキ抵抗 R
cは,ケーキ量 W ( kg ),ろ過面積 A ( m
2),ケーキ平均比抵 抗 α ( m/kg )(以下「比抵抗」と略記)から式 (2.5) で表される
17)。
R
cW A A
... (2.5) 式 (2) と式 (3) を式 (1) に代入することで,ろ過圧力 P ,膜透過流束 J とケーキ 量 W の関係を表す式 (2.6) が導かれる。
μ P J R
mW A A
... (2.6) さらに, R
mを膜抵抗に相当する圧力損失 P
0で表すと,式 (2.7) を得る。
μ P J P
0μ J W
A A
... (2.7) 膜濃縮におけるろ過圧力 P ,膜透過流束 J の推移は,式 (2.7) から濃縮工程で形 成されるケーキ量 W 及び比抵抗 α から説明される。
また,浄水スラッジでは比抵抗 α は圧力依存性(圧縮性)があることが知られ
ている。一般に α の圧力依存性はケーキにかかる圧力 p ( Pa ),部分比抵抗 α
1及び
圧縮性指数 n (−)を用いて式 (2.8) で表される
17)。
実験条件においても式 (2.8) が成立するものとした。
式 (2.7) を変形すると式 (2.9) となる。
P P
0μ J A W A
... (2.9) 実験装置は定流量制御であり,装置全体の透過水流量 Q ( =J×A )が一定になる ようにろ過圧力を制御する。そこで,式 (2.9) について Q を用いて表すと式 (2.10) となる。
P P
0μ Q A
2 W A
... (2.10) さらに,浄水スラッジの圧縮性を考慮して式 (2.10) に式 (2.8) を用いると,式 (2.11) が得られる。
P P
0μ Q A
2 W A
1¥
§ ¦ ´
¶ µ
1 1n
... (2.11) 濃縮工程では,ろ過(濃縮)の進行に伴って W が増加する。 W の増加量は,透 過水量 Q ,ろ過時間 t 及び懸濁液中の固形分濃度 C ( kg/m
3=g/L )に比例する。こ の関係は次式で表される。
W Q t C ... (2.12) また,ケーキ堆積による膜の有効面積の減少について考慮するため,膜面積に占 める有効面積の割合を膜面積有効率 η (−)と定義し,式 (2.11) 及び式 (2.12) から 定流量制御時の濃縮工程における膜間差圧の変化を表す式 (2.13) を導出した。
P P
0μ Q
2H
2A
2 tC A
1¥
§ ¦ ´
¶ µ
1 1n
... (2.13)
式 (2.13) では,ケーキ堆積による膜の有効面積の減少( η の減少)は定流量制御
に反映されないため, η の減少に対して Q を一定にするように圧力 P が増加する こととなる。ケーキ堆積による差圧上昇量が,式 (2.13) によって求められる値と 一致すれば,膜の有効面積の減少による差圧上昇量を定量的に予測することができ る。
式 (2.13) のうち,膜面積 A ,膜透過水量 Q ,固形分濃度 C ,水の粘度係数 μ は,
装置の運転条件から得られる。また,膜面積有効率 η は,ケーキ堆積状況( 図
ついては,膜濃縮実験結果からは得られなかった。そこで,脱水実験においてろ過 圧力と比抵抗の関係を求め, α
1及び n を求めることとした。
(3)浄水スラッジの部分比抵抗及び圧縮性
脱水実験結果から,ろ過工程(ろ過圧力 0.49MPa )及び圧搾工程(同 1.47MPa ) のそれぞれの比抵抗を算出した。浄水スラッジの比抵抗は,凝集沈澱処理条件に大 きな影響を受けることから
20),凝集沈澱処理条件として AlT 比と比較して 図 2-10 及び 図 2-11 にそれぞれ示した。
ろ過工程及び圧搾工程の両者で, AlT 比との間に一定の相関が見られ,相関係数 は,ろ過工程で 0.690 ,圧搾工程で 0.705 であった。
AlT
比(mg-Al/mg-
濁度)比抵抗
(1 0
14m /k g)
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0
1 2 3
4
圧力=0.49MPa
R.690
図 2-10 AlT 比とろ過工程における比抵抗の関係
AlT
比(mg-Al/mg-
濁度)比抵抗
(1 0
14m /k g)
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0
1 2 3 4 5 6 7
8
圧力=1.47MPa
R .705
図 2-11 AlT 比と圧搾工程における比抵抗の関係
次に,ろ過工程及び圧搾工程での比抵抗を基に,式 (2.8) を用いて算出した圧縮 性指数 n について, AlT 比との関係を 図 2-12 に示した。
AlT
比(mg-Al/mg-
濁度)圧縮性指数
n (- )
0.0 0.2 0.4 0.6 0.8
0.0 0.2 0.4 0.6 0.8 1.0 1.2
図 2-12 AlT 比と圧縮性指数 n の関係
算出結果では n が 1 より大きくなる結果があったが,圧縮性指数が定義上 1 を 超えることがないため,これらのデータを除外すると, AlT 比と n の相関係数は
-0.319 であり,明確な相関は見られなかった。
そこで, n は AlT 比に関わらず一定と考え,除外したデータ以外の平均値である 0.79 を用いることとした。なお,文献
11)では, UF 膜における不可逆ケーキ層で n=0.8 程度と報告されており本研究における 0.79 という値は妥当であると考えら れた。
この n を用い,ろ過工程及び圧搾工程の比抵抗から α
1を算出した結果を 図 2-13 に示した。比抵抗と同様に, α
1についても AlT 比と一定の相関が見られたことから,
α
1と AlT 比の関係を一次とみなし,得られた回帰式を次式に示した。
A
19.91 s 10
9 AlT 1.10 s 10
9(m/kg) ... (2.14)
式 (2.14) によって,凝集沈澱スラッジのケーキろ過において,凝集沈澱処理条
件である AlT 比から,ケーキの特性を予測することができる。
AlT 比( mg-Al/mg- 濁度)
A
1(1 0
9m /k g)
0.0 0.2 0.4 0.6 0.8 1.0
0 3 6 9 12 15
A
.91 s 10
9AlT+1.10 s 10
9(R .691)
(4)ケーキ堆積による膜間差圧上昇量
以上によって得られた AlT 比と α
1の関係をもとに,式 (2.13) における膜間差圧
変化量( P−P
0)を算出した。算出では,ケーキ堆積が主に冬期に発生していたこ
とから,低水温期(水温 10℃ )と中高水温期(水温 25℃ )について比較すること
とした。それぞれの期間の凝集沈澱処理における AlT 比は,低水温期では原水濁
度が低いことから平均して 0.7 程度であり,中高水温期では高い場合で 0.5 程度で
あったことから,この AlT 比をそれぞれの期間について 0.7 及び 0.5 として,膜面
積有効率 η ごとに膜間差圧変化量を算出して 図 2-14 に示した。
0.0 0.2 0.4 0.6 0.8 1.0 0
20 40 60 80
0.0 0.2 0.4 0.6 0.8 1.0
0 20 40 60 80
0.0 0.2 0.4 0.6 0.8 1.0
0 20 40 60
80 固形分濃度C (g/L)
0.0 0.2 0.4 0.6 0.8 1.0
0 20 40 60 80
膜面積有効率η (−)
膜間差圧変化量 (kPa)
固形分濃度C (g/L)
5 10 15 20 25 30 35 40 5 10 15 20 30 40
0.0 0.2 0.4 0.6 0.8 1.0
0 20 40 60 80
膜面積有効率η (−) 固形分濃度C (g/L)
0.0 0.2 0.4 0.6 0.8 1.0
0 20 40 60 80
膜面積有効率η (−)
膜間差圧変化量 (kPa)
固形分濃度C (g/L)
水温:
10 ℃
水温:25 ℃
5 10 15 20 30 40 5 10 20 30 40
固形分濃度C (g/L)
膜間差圧変化量 (kPa)
固形分濃度C (g/L)
5 10 15 20 25 30 5 10 15 20 25 30 40
膜面積有効率η (−) ろ過時間
5
分ろ過時間
10
分ろ過時間
15
分35
固形分濃度 C が同一の条件では,膜間差圧変化量( P−P
0)は, η が低下すると 急激に増加する結果となった。また,固形分濃度 C が増加すると,より η が大き い条件で P−P
0が増加する傾向があった。さらに,ろ過時間の経過によって,膜の 表面にケーキが蓄積することから, P−P
0の増加量が大きくなった。
また,水温の影響についてみると,中高水温期に比較して低水温期には低濃度側 で膜間差圧変化量の増加が生じることが分かった。中高水温期と低水温期の膜間差 圧の挙動の違いは,式 (2.13) から,水温低下による粘性係数 μ の増加と,前段の 凝集沈澱処理における AlT 比の増加の影響との相乗効果によるものと考えられた。
実験結果では,低水温期には 25g/L 程度の固形分濃度で,中高水温期では 30g/L 程度以上でケーキ堆積による差圧上昇が顕著となった。実験におけるケーキ堆積時 には, 図 2-7 から膜エレメント表面の概ね 1/3 から 1/4 程度の部分にケーキが堆積 していたことから,膜面積有効率 η は膜モジュール全体( 図 2-2 )で 78 ~ 83 %程 度であると考えられた。そこで, 図 2-14 において,この範囲の η を図示して示した。
低水温期では,固形分濃度が 25g/L の場合,ろ過時間が 10min を超えると膜間差 圧が急激に上昇しており,物理洗浄の開始前に膜間差圧が 50kPa を超過して装置 停止となると考えられた。一方,中高水温期では,固形分濃度 25g/L では膜間差 圧の大きな上昇は見られず, 30g/L を超えるとある程度の膜間差圧の上昇が見られ る結果となった。この結果は, 図 2-9 に示した実験結果と概ね一致していた。
以上から,ケーキろ過理論による膜間差圧に関する関係式(式 (2.13) )と,脱水 実験結果から導出された AlT 比からの部分比抵抗及び圧縮性の推定式(式 (2.14)
及び式 (2.15) )とを組み合わせることによって,水温,凝集沈澱条件,ケーキ堆積
による膜面積有効率の低下などが膜間差圧に与える影響を定量的に把握できるもの
と考えられた。
第4節 高濁度原水の膜ろ過に関する考察
ここまでは,浄水スラッジの膜濃縮における膜間差圧について述べてきたが,さ らに,高濁度原水の膜ろ過におけるケーキ堆積と安定運転条件について,本研究の 手法を応用して検討した。
河川水の膜ろ過では,無凝集で膜ろ過を行う場合や,前段処理として凝集もしく は凝集沈澱を行う場合とがある。本研究では,前段で凝集処理を行うことによって 膜ファウリングの進行を抑制できたものと考えられたことから,ここでは前段処理 として凝集処理を行うケースを想定した。
(1)膜面におけるケーキ最大厚さ
高濁度原水の膜ろ過においては,膜表面にケーキ層が形成される。形成されるケー キの厚さが大きくなると,膜エレメント間のケーキ堆積が生じ,膜面積有効率の低 下によって,膜間差圧の上昇を招く恐れがある。そこで,まず,高濁度原水の膜ろ 過時におけるケーキ厚さについて検討した。
実験では,膜表面に形成されるケーキの厚さを実測できなかったことから,ここ では,ケーキの固形分の比重と含水率から厚さを推定した。実験に用いた凝集沈澱 スラッジの固形分真比重は, 表 2-2 より中高水温期は 2.66 ( g/cm
3),低水温期は 2.36
( g/cm
3)であり, AlT 比が低くなる中高水温期が低い値であった。また,含水率に
ついては,膜表面上のケーキ含水率を測定できなかったことから,脱水実験におけ
る脱水ケーキ含水率から,推定した。脱水ケーキ含水率と AlT 比の関係を 図 2-15
に示す。脱水ケーキ含水率は AlT 比が低いほど低くなる傾向があり,最も低い場
合は 40 %程度であった。
AlT
比(mg-Al/mg-
濁度)脱水ケーキ含水率
(% )
0.0 0.2 0.4 0.6 0.8
40 50 60 70 80
図 2-15 AlT 比と脱水ケーキ含水率の関係
高濁度時の膜ろ過では,前段の凝集処理における AlT 比はかなり低くなると考 えられる。そこで,固形物真比重を 2.7 ( g/cm
3)とし,膜表面におけるケーキ含 水率を 60% と仮定した。この条件において形成されるケーキの厚さを原水の濁度 別に推計した結果を 表 2-6 に示す。透過流束 1.0 ( m
3/(m
2·day) ),ろ過時間 10min の条件では,原水濁度が 1000 度で約 0.14cm の厚さのケーキが形成されるものと 推計された。なお,中空糸膜での活性汚泥のクロスフローろ過では,クロスフロー
流速が 0.7 ( m/sec )以上であればケーキ堆積が生じないことが報告されており
21),
この推計値はろ過において形成されるケーキ層の最大の厚さであるといえる。
表 2-6 ケーキ層の最大厚さの推計結果
(透過流束:
1.0m
3/(m
2·day )
,ろ過時間10min
)原水濁度(
mg/L
)100 500 1000 5000
ケーキ層厚さ(cm
)0.014 0.068 0.136 0.682 AlT
比0.05
(mg-Al/mg-
濁度)において,固形物真比重2.7
(g/cm
3),ケーキ含水率