九州大学学術情報リポジトリ
Kyushu University Institutional Repository
アルミニウム合金の加工硬化特性と転位組織に関す る研究
越能, 悠貴
http://hdl.handle.net/2324/2236181
出版情報:九州大学, 2018, 博士(工学), 課程博士 バージョン:
権利関係:
アルミニウム合金の加工硬化特性と 転位組織に関する研究
越能 悠貴
1
1. 緒言
1.1 研究背景 ・・・4
1.2 自動車材料へのアルミニウム合金の適用と課題 ・・・5
1.3 金属材料の加工硬化特性 ・・・7
1.4 透過型電子顕微鏡による転位組織の観察 ・・・9
1.5 本研究の目的 ・・・10
1.6 論文構成 ・・・10
2 実験方法
2.1 供試材 ・・・16
2.2 熱処理条件 ・・・17
2.3 機械的特性の評価 ・・・18
2.3.1 引張試験 ・・・18
2.4 組織評価 ・・・19
2.4.1 X線回折 ・・・19
2.4.2 走査型電子顕微鏡観察 ・・・20
2.4.3 透過型電子顕微鏡観察 ・・・20
2.4.4 3次元アトムプローブ解析 ・・・21
3. 合金成分および熱処理条件がAl-Mg-Si系合金の特性に及ぼす影響
3.1 諸言 ・・・24
3.2 実験方法 ・・・26
3.3 実験結果および考察 ・・・26
3.3.1 時効処理条件の影響 ・・・26
2
3.3.2 合金成分の影響 ・・・30
3.4 結言 ・・・32
4. Al-Mg-Si系合金における延性と加工硬化挙動ならびに転位組織の関係
4.1 諸言 ・・・49
4.2 実験方法 ・・・49
4.3 実験結果 ・・・51
4.3.1 6016合金と6014合金の引張特性 ・・・51
4.3.2 結晶粒径および結晶方位分布 ・・・52
4.3.3 析出組織状態 ・・・52
4.3.4 引張変形中の転位組織 ・・・53
4.4 考察 ・・・54
4.4.1 引張特性に及ぼす結晶粒径と結晶方位の影響 ・・・54
4.4.2 引張変形中の転位組織変化 ・・・56
4.5 結言 ・・・59
5. Al-Mg 合金およびAl-Si合金の溶質濃度が機械的特性と転位組織に及ぼす
影響
5.1 諸言 ・・・80
5.2 実験方法 ・・・81
5.3 実験結果 ・・・82
5.3.1 溶体化処理後の組織状態 ・・・82
5.3.2 機械的特性 ・・・83
5.3.3 引張変形中の転位組織 ・・・84
3
5.4 考察 ・・・85
5.5 結言 ・・・89
6. 結論 ・・・116
4
第1章 緒言
1.1 研究背景
近年、二酸化炭素(CO2)、メタン等の温室効果ガスが大量に大気中に排出さ れることに起因した地球温暖化が世界的な問題となっている。特にCO2 は、化 石燃料の燃焼等によって膨大な量が人為的に排出される。日本国内で排出され る温室効果ガスのうち、CO2の排出が全体の排出量の約93%を占めている1)。 気候変動に関する国際連合枠組条約(気候変動枠組条約)の下で、1997年に 気候変動枠組条約第3回締約国会議(COP3)で京都議定書が採択された。同議 定書により、2008 年から2012年までの第一約束期間において、日本では基準 年(原則1990年)に比べて6%、欧州連合(EU)加盟国全体では同8%の削減 目標が課された。これに対し、同期間の日本の温室効果ガスの総排出量は 5 年 平均で12億7800万t CO2であり、森林等吸収源等も加味すると、基準年比8.7%
減となり、目標を達成した1)。
2015年には、フランス・パリにおいて、全ての国が参加する温室効果ガス排 出削減等のための新たな国際枠組みである「パリ協定」が採択された。パリ協 定においては、世界共通の長期目標として、産業革命前からの地球の平均気温 上昇を 2℃より十分下方に抑えるとともに、1.5℃に抑える努力を追求すること などが設定された。2020年以降の温室効果ガス削減に向けた日本の約束草案は、
実現可能な削減目標として、国内の排出削減・吸収量の確保により、2030年度 に2013年度比26.0%減(2005年度比25.4%減)の水準(約10億4200万t CO2) に設定された2) 。
自動車や鉄道、航空機などの輸送機器による CO2排出量は、国内総排出量の
5
20%を占めており 1) 、排出量削減に向けて燃費改善効果の高い輸送機器の軽量 化が重要課題の一つとなっている。燃費規制は欧州を先頭に厳格化しており、
現状のように年率4%で規制が強化されると、2020年の95 g/kmから2030年
には60 g/kmにまで到達する見通しである3) 。日本においても燃費基準は年々
上昇しており、現在の16.8 km/Lから2020年以降は20.3 km/Lとなる4)。運輸 機器の燃費改善に係る課題には、エンジンを始めとした動力機関の効率向上、
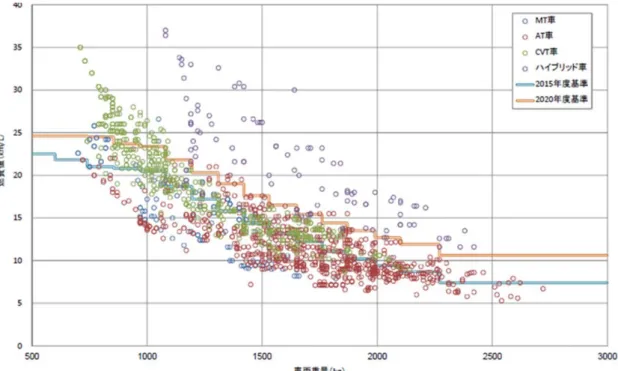
運輸機器の軽量化、空気抵抗軽減などがある。中でも動力機関の効率向上に向 けた研究開発は精力的に取り組まれ、例えば自動車ではハイブリッド車の普及 に至っているが、これに加えて運輸機器の軽量化もまた、燃費改善効果が高い とされ、重要な取組課題の一つになっている5) 。Fig. 1 に示す車両重量と燃費 の関係からも分かるように、おおよそ 100kg の車体軽量化により、燃費が 1.0
km/L向上する4, 5) 。
1.2 自動車材料へのアルミニウム合金の適用と課題
アルミニウムは鉄の約1/3の比重2.7 g/cm3と軽量で比強度が大きく、耐食性 に優れることから、エンジンやホイール、熱交換器などの自動車部品に使用さ れてきた。現在、自動車の構成素材におけるアルミニウムは鉄、樹脂に次いで 多く使用される。2014年度における自動車1台あたり(総重量約1400 kg6)) のアルミニウム使用量は170 kgであった。今後の自動車軽量化ニーズに対応す べく、2025年には250 kgになると予測されている7) 。
北米においては、熱交換器やシリンダーヘッド、トランスミッションのアル ミニウム化率はほぼ 100%であるのに対し、ボディ構成部材のフードは約 30%
と低く、比較的アルミニウム化が進んでいない。しかしながら、自動車の軽量
6
化ニーズに伴い、ボディへのアルミニウム適用は今後が期待される。たとえば
Fig. 2に示すように、2025年には北米におけるアルミニウムの適用割合は、フ
ードが85%、ドアは46%になると予測されている。また、オールアルミボディ 車のシェアも18%になると予測されている8) 。
自動車のボディに使用されるアルミニウムは、強度と成形性に優れる Al-Mg 系(5000系)合金や、自動車製造工程の焼付け塗装処理で強度を増加するベー クハード性を有するAl-Mg-Si 系(6000系)合金が多く用いられる。Al-Mg系 合金は、プレス成形時に表面模様(ストレッチャーストレインマーク)が発生 するため、深絞り性が求められて人目につかないインナーフレームなどの構造 部材に用いられる。Al-Mg-Si系合金は、ベークハード性を活かせるアウタパネ ルに使用されることが多い9) 。
鋼板と比較した際に、アルミニウム合金は延性が劣る。成形試験により評価 される成形限界線図(FLD)を比較すると、いずれの変形モードにおいても、
アルミニウム合金の成形限界ひずみは鋼板の 60~70%程度であることが知られ る10) 。従って、今後、鋼板に代わる軽量素材として、Al-Mg-Si系合金の自動車 ボディパネルへの適用が拡大していくと想定した場合に、プレス成形性の向上 が一つの技術課題となる。
自動車は、大まかにはプレス成形、組立、塗装処理の工程を経て製造される。
この内、塗装処理には乾燥工程で焼付けが行われ、一般に443 Kで1.2 ks程度
11) の熱処理が加えられる。Al-Mg-Si系合金は、この塗装焼付け工程を時効処理 として活用した析出強化(ベークハード)が可能である。すなわち、プレス成 形時には低強度、塗装後は高強度といった、自動車の製造工程に適合した特性 を有するのが Al-Mg-Si 系合金の特長である。アルミニウム合金板材は、鋳造、
均質化処理、熱間圧延、冷間圧延および焼鈍処理(溶体化処理)を経て製造さ
7
れた後に出荷される。そのため、板材が製造されてから自動車メーカーにて塗 装焼付け処理を施されるまでには、室温で保管される期間が存在する。溶体化
処理後のAl-Mg-Si系合金では、室温でも時効析出が起こり、クラスタ(低温ク
ラスタ)が生成する。この低温クラスタは、高温での時効処理におけるβ”相
(Al-Mg-Si系合金の析出強化相)の形成を阻害することが明らかにされている
12) 。このような現象は二段時効の負の効果と呼ばれる。そのため、Al-Mg-Si系 合金を自動車ボディパネルとして実用する際の室温保持期間は、プレス成形前 の強度を高くして成形を困難にするのみならず、塗装焼付け処理でのベークハ ード量を低減してしまう。それに対し、溶体化処理後に速やかに343 K以上の 温度で予備時効処理を施して室温と異なるクラスタ(高温クラスタ)を生成す れば、二段時効の負の効果が抑制されることも明らかにされている12) 。そのた め、自動車ボディパネル用Al-Mg-Si系合金の製造工程においても、二段時効の 負の効果を抑制してベークハード性を向上させるために、予備時効処理を行う 方法が提案されている 13) 。従って、Al-Mg-Si 系合金では、クラスタが形成さ れた組織状態でプレス成形が行われることになる。自動車の製造工程を鑑みた 場合、溶体化処理後に予備時効処理を施された際のプレス成形性が重要である と言える。
1.3 金属材料の加工硬化特性
板材のプレス成形性を支配する主要な因子は、引張試験により求められる機 械的特性で言えば、伸びや降伏比といった特性が指標となる。伸びとは、引張 変形が破断に至るまでのひずみ量であり、一般にアルミニウムは最大応力に到 達するまでの伸び(均一伸び)が大きく、最大応力から破断までの伸び(局部
8
伸び)が小さい傾向である。例えば、森ら14) によれば、Al-0.8%Mg-1.0%Si合 金の、T4 調質における均一伸びは 23.7%、局部伸びは 4.6%であり、均一伸び が全伸びの約8割を占める。降伏比は、0.2%耐力を引張強度で除した値であり、
その値が低いほどプレス成形性、特に耐面ひずみ性に優れるとの相関がある15)。 一般的に自動車ボディパネルに用いられるAl-Mg-Si 系合金のT4調質における 降伏比は0.41~0.60程度16) であり、低降伏比を謳う鋼板の降伏比は0.57であ る17)。また、引張強度と0.2%耐力の差分(TS-YS)も、加工硬化量を示す特性 値であり、大きいほど深絞り性に優れるとの相関が知られる18, 19) 。そこで本研 究においては、これらの材料特性を加工硬化特性と呼び、均一伸びの増加なら びに降伏比の低下を加工硬化特性の向上、すなわちプレス成形性の向上と見做 す。
これらの機械的特性は、塑性変形中の転位の運動に起因する。金属材料の塑 性変形は、転位がすべり面上を運動することにより引き起こされる。すべり面 とすべり方向は、結晶構造中で最も原子が稠密に並ぶ面および方位であるため、
面心立方(fcc)構造を有するアルミニウム合金では{1 1 1}面上を<1 1 0>方 向に運動することが定まっている。fcc金属の単結晶において、転位のすべり運 動が進行する場合、加工硬化曲線はFig. 3のようになり、Ⅰ~Ⅲの3段階に分 類される20) 。塑性変形開始後しばらくは、主すべり系のみで転位が運動するが、
塑性変形が進行すると、主すべり系に加え2次すべり系でも転位が運動する(ス テージⅡ)。ステージⅠで均一に分布していた転位は、ステージⅡで転位セルを 形成し、分布が不均一になっていく。その後、堆積した転位は交差すべりを起 こし、異なるすべり面同士で正負の転位が合体消滅する(ステージⅢ)。多結晶 体の場合、個々の結晶粒で加工硬化曲線にばらつきが生じるため、全体を平均 化したような放物線状の加工硬化曲線を示すことが多い21) 。
9
このような、引張変形中の転位の増殖および動的回復といった挙動は、先に 述べた加工硬化特性に直接的に影響を及ぼすと考えられる。
1.4 透過型電子顕微鏡による転位組織の観察
これまでに、Al-Mg-Si系合金の強度、延性メカニズムを考察するために、透 過型電子顕微鏡(TEM)を用いた引張変形中の転位組織の観察が積極的に行わ れている。例えば、内田らは、Al-0.5%Mg-x%Si(0.5 ≦ x ≦ 1.5)の成分範 囲で、Si 添加量を増加すると、変形後期の加工硬化指数(n 値)の低下割合が 小さく、転位の動的回復が緩やかとなることを報告している 22)。同研究論文で は、8%引張変形時の転位組織を TEM により観察し、Al-0.5%Mg-1.6%Si は
Al-0.5%Mg-0.5%Siと比べて、引張変形中に転位が均一に分散し、マイクロバン
ドの形成が抑制されて高い伸びを示すと推定している22)。
また、第 2 相粒子(Al-Mn 系化合物)を分散した Al-Mg-Si-Mn 合金では、
Al-Mn系化合物が変形後期にTEMで観察されるマイクロバンドの起点となり、
不均一変形を促進し伸びを低下するとの報告がある22, 23)。一方、急冷凝固によ り作製したAl-Mg-Si-Mn合金は、結晶粒微細化と化合物の微細分散によりマイ クロバンドの分布を微細化できるとの報告もあることから、伸びの低下に繋が る転位の局所的な集積を抑制する理想的な第 2 相粒子の分散状態が示唆される
24)。
また、これまでに時効析出物の分散と転位組織形態の関係も調査されており
25, 26)、時効条件が異なるAl-Mg-Si合金の10%引張変形時点で、溶体化・焼入れ
ままの低強度高伸び(耐力 62 MPa、伸び 31%)の条件では明瞭な転位セル構 造を形成するのに対し、時効処理により針状のβ”相が析出した高強度低伸び
10
(耐力325 MPa、伸び15%)の条件では全面に均一に転位が分散し、個々の転
位線がβ”相に絡まる様子が観察されている26)。
以上のように、TEMにより引張変形中の転位組織を観察することは、アルミ ニウム合金の伸びや加工硬化挙動を考察する上で有効な手段であると言える。
しかしながら、強度レベルや転位を観察する際のひずみ量によって、転位組織 形態と伸びの関係は異なり、統一的な解釈が確立されていないのが現状である。
1.5 本研究の目的
Al-Mg-Si系合金において、溶体化処理以降の加工硬化特性と変形途中の転位
組織の関係を従来知見から統一的に解釈することが難しい。また、Al-Mg-Si系 合金は、溶体化処理直後からクラスタが形成されるため、合金成分や時効処理 条件により強度のみならず、加工硬化特性も複雑に変化するものと考えられる。
そこで、本研究では、Al-Mg-Si系合金の機械的特性に合金成分と時効条件が及 ぼす影響を系統的に整理し、引張変形中の転位運動に及ぼす影響の観点から、
その組織因子を明らかにすることを目的とした。
1.6 論文構成
以下に、本論文の構成について述べる。
第1 章では、研究背景として、自動車の温室効果ガス削減に向けた取り組み、
本研究で着目する Al-Mg-Si 系合金の自動車部材への適用状況ならびに技術課 題、金属材料の変形機構および電子顕微鏡を用いたアルミニウム合金中の転位 組織観察に関する従来知見を述べ、本研究の目的ならびに章構成について記し
11
た。
第2 章では、本研究における力学試験法および組織評価手法について述べる。
第3章では、Al-Mg-Si系合金の成分および時効条件が機械的特性に及ぼす影
響を明らかにすることを目的として、Mg+Siの添加量が同等でMg/Si比が異な るAl-Mg-Si合金3種を対象に、溶体化処理後に293 K、323 Kおよび363 Kで 時効処理を施した後の引張特性を調査した。
第 4 章では、自動車ボディパネル材として量産される A6016 合金ならびに
A6014 合金を用いて、引張変形途中の転位組織を観察した。本章では、引張変
形途中の転位組織と加工硬化挙動の対応関係を明らかにし、アルミニウム合金 の特性に影響を及ぼす組織因子を考察することを目的としている。
第5章では、第 3章および第4章の結果を受けて、アルミニウム母相中に固 溶するMgおよびSi原子が転位運動に及ぼす影響を明らかにすることを目的と
して、Al-Mg合金およびAl-Si合金を用いて溶体化処理後の引張特性ならびに変
形途中の転位組織を調査した。
第6 章に、本研究で得られた結果を総括する。
12
Fig. 1 The relationship between the body weight and fuel consumption (Adopted from a ref. 4).
Fig. 2 Aluminum penetration for closures and complete bodies (Adopted from a ref. 8).
13
Fig. 3 Work hardening curve of single crystal fcc metal (Adopted from a ref.
20).
14
<参考文献>
1) 環境省HP(https://www.env.go.jp/index.html):低炭素社会の構築 (2015).
2) 環境省HP(https://www.env.go.jp/index.html):日本の約束草案 (2015).
3) 日本アルミニウム協会統計資料 (2015).
4) 経済産業省:乗用車燃費規制の現状と論点について (2018).
5) 車体軽量化に関わる構造技術、構造材料に関する課題と開発指針の検討:
NEDO成果報告会資料 (2015).
6) 国土交通省:「自動車関係税制のあり方に関する検討会」ヒアリング資料 (2013).
7) NIST Energy Advantages of Shedding Weight: Center for Automotive Lightweighting (2014).
8) North American Light Vehicle Aluminum Content Study (2015) 9) 穴見敏也:表面技術, 67, 12 (2016), 639-643.
10) 日 本 ア ル ミ ニ ウ ム 協 会 : 自 動 車 ア ル ミ 化 委 員 会 HP
(https://www.aluminum.or.jp/jidosya/japanese/index.htm). 11) 杉崎勝久:表面技術, 53, 5 (2002), 293-298.
12) 山田健太郎、里達雄、神尾彰彦:軽金属, 51, 4 (2001), 215-221.
13) 高木康夫、増田哲也、里達雄:軽金属, 63, 7 (2013), 245-252.
14) 森常治、日野光雄、岩谷二郎、宮原征行:神戸製鋼技報, 42, 1 (1992) 33.
15) 藤田毅、占部俊明、櫻井理孝:JFE技報, 16 (2007), 12-15.
16) 村松俊樹:軽金属, 53, 11 (2003), 490-495.
17) 平田健太郎、大塚雅人、弘中諭、藤原進、森川茂:日新製鋼技報, 93 (2012), 10-18.
18) 野口修:古河電工時報, 120 (2007), 47-51.
15
19) 中村真一郎、恵比根美明、佐藤章仁、岩田徳利、富岡良郎、松居正夫:44 回塑加連講論 (1993), 613.
20) A. S. Keh:Phil. Mag., 8 (1963) 1895.
21) 加藤雅治:入門転位論.
22) 内田秀俊、吉田英雄:軽金属, 58 (2008), 290-294.
23) 内田秀俊、平野清一、吉田英雄:住友軽金属技報, 38 (1997), 1-6.
24) A.K. Sachdev:Met. Mater. Trans., 21A (1990), 165-175.
25) K. Takata, K. Ushioda, R. Akiyoshi, K. Ikeda, J. Takahashi, S. Hata and K. Kaneko: Mater. Trans., 58 (2017), 728-733.
26) 秋吉 竜太郎, 池田賢一, 波多聰, 中島英治, 笠間丈史, 高田健, 高橋淳, 潮 田浩作, 金子賢治: 日本金属学会誌, 79 (2015), 273-279.
16
第2章 実験方法
2.1 供試材
本研究に用いたアルミニウム合金の成分を Table 1 に示す。第 3 章では、
Al-Mg-Si系合金の成分および時効条件が機械的特性に及ぼす影響を明らかにす
ることを目的としているおり、MgとSiの添加量の合計が約1.6 mass%でMg/Si 比が異なる Al-Mg-Si 合金 3 種として、8M7S(Al-0.8%Mg-0.7%Si)、6M10S 合金(Al-0.6%Mg-1.0%Si)ならびに3M13S合金(Al-0.3%Mg-1.3%Si)を用い た。
第 4 章では、引張変形途中の転位組織と加工硬化挙動の対応関係を明らかに し、機械的特性に影響を及ぼす材料組織因子を考察することを目的としている ため、同程度の耐力で伸びが異なる試料を選定した。その検証に用いられたの が、自動車ボディパネル材として量産されるA6016合金(Al-0.4%Mg-1.0%Si)
ならびにA6014(Al-0.6%Mg-0.7%Si)合金である。
第5章ではアルミニウム母相中に固溶するMgおよびSiに着目し、特性に及 ぼす影響とそのメカニズムを明らかにすることを目的として、Al-Mg 系合金お
よびAl-Si系合金を用いた。各合金系において、それぞれ溶質濃度0.3 mass%、
0.6 mass%、1.0 mass%および1.6 mass%の範囲で、4水準に組成が異なるもの を作製した。いずれの合金も、溶解鋳造、均質化処理、熱間圧延、冷間圧延の 工程を経て作製されており、最終板厚は1.0㎜である。
17
2.2 熱処理条件
いずれの合金に対しても、Mgおよび Si を母相中に固溶させるために、溶体 化処理を施した。第3章と第4章で用いるAl-Mg-Si系合金の場合は、大気炉を 用いて、823 Kで1.8 ksの条件で溶体化処理を行った。第5章で用いるAl-Mg 系合金では723 Kで1.8 ks、Al-Si系合金では823 Kで0.3 ksの条件でそれぞ れ溶体化処理を行った。溶体化処理後の冷却は、いずれも室温の水中に焼入れ た。
各章での目的に応じて、溶体化処理後に時効処理を施した。本研究で行った 時効処理の温度は、緒言の1.2節で述べた、自動車ボディパネル材の室温保管や 予備時効処理を想定した条件であり、第3章では293 K、323 Kおよび363 K の 3 水準を用いた。また、時効処理に伴う特性の経時変化を明らかにするため に、293 Kでは1.8 ks~864 ks、323 Kでは1.8 ks~259.2 ks、363 Kでは1.8 ks
~259.2 ksの時効処理を施した。第4章では、A6016合金ならびにA6014合金 に対して、溶体化処理を施した後に363 Kで18 ksの時効処理を施した。時効 処理には恒温槽、ウォーターバスおよび大気炉を用いた。具体的な使い分けと して、293 Kの時効処理は、恒温槽を用いて所定の時間保持した。323 Kおよ び363 Kで行う時効処理については、1.8 ks~18 ksの処理の場合はウォーター バスのみを用いて所定の時間保持した。18 ksよりも長時間の場合には、昇温速 度を一定とするためにウォーターバスで 0.06 ks 保持した後に大気炉にサンプ ルを移動して、所定の時間保持した。時効処理後は、時効温度293 Kの場合を 除き、室温の水中に焼入れることで冷却した。
18
2.3 機械的特性の評価 2.3.1 引張試験
引張試験は、引張方向が圧延方向と平行になるようにJIS13B号引張試験片を 切り出し、島津製作所社製オートグラフAG-50kNISを用いて、試験温度293 K、
初期ひずみ速度1.67×10-3 /sで試験を行った。データの取得に際しては、非接 触式の伸び系を用いて、サンプリングレート0.1 sで各プロット点における荷重 と変位を導出した。試験により得られた荷重(N)を試験片の断面積で除すること で応力(MPa)を、また、変位(mm)を評点間距離の 50 mm で除することでひず みを、それぞれ求めた。この公称応力-公称ひずみ曲線(SS 曲線)から 0.2%
耐力(耐力)、最大応力(引張強度)および最大ひずみ(全伸び)を求めた。均 一伸びに関しては、塑性不安定が開始するひずみ量により定義した。公称応力 をσN、公称ひずみをεN とすると、塑性変形に伴う試験片の形状変化(断面積 の減少および評点間長さの増加)を考慮した真応力σならびに真ひずみεは式 (1)および式(2)のように定義できる1)。
1 (1)
ε ln 1 (2)
金属材料における均一伸びは、試料の一部に局所的な変形(ネッキング)
が発生するひずみ量である。ネッキングは、断面減少による応力上昇が加工硬 化に伴う応力上昇(加工硬化率)を上回ることで生じるため、均一伸びは式(3) を満たすひずみ量と定義される2, 3) 。
σ 3
ここで、dσ/dεが加工硬化率である。本研究では、変形に伴う加工硬化挙動 を考察する上で、SS曲線とともに加工硬化率の変化を調査した。均一伸びの導 出に際しては、引張変形中に生じるセレーション 4) の影響を排除するために、
19
SS曲線を4次式で近似した。
2.4 組織評価 2.4.1 X線回折
引張変形中の転位密度の変化は、引張変形途中止めのサンプル(真ひずみ0.05 および0.15)を対象に、X線回折法(XRD)により評価した。X線回折測定は、
リガク社製の水平型X線回折装置SmartLabを用いて、測定散乱角(2θ)35°
~145°、走査速度 5 °/min の条件で行った。転位密度は、Williamson-Hall 法(WH法)によって求めた。WH法は式(4)のように記述できる5) 。
cos 0.9 2 sin
4
ここで、βは真の半価幅(rad)、θはブラッグ角(rad)、λは入射X線波長(nm)、 Dは結晶子の大きさ(nm)、εxは格子歪である。なお、装置定数による回折線幅 の広がりは近似式(5)により補正した。
(5)
は実測した半価幅、 は無歪試料(Si粉末)における半価幅(装置関数)
である。転位密度ρは歪εxとバーガースベクトルbを用いて、式(6)のように記 述できる。
20
ρ 16.1
6
ここで、バーガースベクトルの大きさには、fcc構造における最近接原子間距 離である2.8635×10-10 mを用いた。
2.4.2 走査型電子顕微鏡観察
第二相粒子の分散状態を評価するための観察には、日立ハイテクノロジーズ 社製走査型電子顕微鏡SU3500を用いて、二次電子像を取得した。
結晶粒径および結晶方位分布の調査は電子線後方散乱回折(SEM/EBSD)法 により解析を行った。SEM/EBSD 法は日本電子社製、圧延方向断面(ND-TD 断面)または圧延平行断面(ND-RD断面)を測定面として、ステップサイズ1 μmで測定し、解析ソフトにはTSL社製OIM Ver.7.2を用いた。解析に際して は、CI値0.1以上の点を評価対象とした。
本研究では、変形途中の転位組織を主に透過型電子顕微鏡(TEM)により観 察した。均一変形終了近傍のひずみ量では、転位密度が高く、TEMにより転位 組織を比較することが困難となる。そのため、変形後期の組織は、電界放出型 走査電子顕微鏡(FE-SEM)で観察した。FE-SEM 観察に関しては日本電子社
製JSM-7000Fを用い、加速電圧5 kVで圧延(=引張)方向平行断面(ND-RD
断面)を観察した。
2.4.3 透過型電子顕微鏡観察
引張試験途中止めサンプルについて、薄膜試料作製用に3 mmφの円盤状に打
21
ち抜き、800番および1500番の耐水研磨紙を用いて機械研磨した後、1 μmの アルミナ粉末を用いて表面の鏡面研磨処理を行った。その後、ツインジェット 電解研磨機(fischione社製 モデル120)を用いて、液温を263 K~273 Kに 保った電解液(メタノール:過塩素酸=9:1)中で電解研磨を行い、薄膜試料 を作製した。TEM観察は日本電子社製収差補正透過電子顕微鏡JEM-ARM200F を用い、加速電圧200 kVにて観察を行った。電子回折像から{1 1 1}面を定 義するために、入射方位<1 1 0>から観察を行った。
2.4.4 3次元アトムプローブ解析
3次元アトムプローブ(3DAP)測定では、電解研磨法にて針状試料を作製し、
CAMECA Instruments, Inc. 製の局所電極型3DAP装置LEAP3000 HR™を用 いて、試料位置温度約30 K、電圧パルス比20%、真空度1.0×10-8 Pa 以下の 条件で測定を行った。3DAP 測定において、検出器前面のマルチチャンネルプ レートの有効面積率のために失われるイオンがある。そのため、検出器では全 ての原子を検出することができない。本研究に用いた装置における原子の検出 効率は約 37%である。続いて、解析ソフトウエア IVAS を用いて、3 次元マッ ピングと定量解析を行った。3DAP 測定にて得られたデータから、試料先端の 結晶学的方位を同定し、低指数面のポールの中心など、軌道収差 6) の影響が大 きい箇所を避けてクラスタ解析を行った。ここでは、クラスタを構成する検出 された Mg と Si の総原子数 Nmin と隣接する原子間距離 dmax を定義する Maximum separation method7) を適用して,クラスタの数密度やサイズ分布を 評価した。尚、本研究では、Al-Mg-Si系合金を対象とした3DAP解析の先行研 究8) に倣い、Nminを10、dmaxを0.75 nmとした。
22
Table 1 Chemical composition of the investigated alloys.
Mg Si Cu Fe Al
8M7S 0.82 0.74 - 0.12 Bal.
6M10S 0.63 1.03 - 0.14 Bal.
3M13S 0.33 1.32 - 0.12 Bal.
6016 0.43 1.01 0.17 0.18 Bal.
6014 0.62 0.70 0.11 0.17 Bal.
3M 0.32 - - 0.15 Bal.
6M 0.63 - - 0.15 Bal.
10M 1.10 - - 0.14 Bal.
16M 1.50 - - 0.15 Bal.
3S - 0.28 - 0.15 Bal.
6S - 0.60 - 0.14 Bal.
10S - 1.03 - 0.15 Bal.
16S - 1.63 - 0.16 Bal.
Chapter Alloy series Alloy Concentration (mass%)
Al-Mg-Si
Al-Mg-Si
Al-Mg
Al-Si 3
4
5
23
<参考文献>
1) 渡邊慈朗、齋藤安俊:基礎金属材料, p. 100.
2) J.P.Miles: J. Mech. Phys. Solids, 23 (1975), 197.
3) 木原諄二:日本金属学会会報, 17 (1978), 479-482.
4) 横田耕太郎、小松原俊雄、里達雄、神尾彰彦:軽金属, 42, 3 (1991) 149-154.
5) G.K. Williamson, R.E. Smallmann: Philos. Mag. 1, 34 (1956).
6) F. Vurpillot, A. Bostel, E. Cadel and D. Blavette: Ultramicroscopy, 84 (2000), 213-224.
7) J. M. Hyde and C. A. English: Materials Research Symposia, Materials Research Society, Pittsburgh, PA, 650 (2001), R6.6.
8) 有賀康博、小塚雅也、金聖寧、小林郁夫、里達雄:軽金属, 68, 3 (2018), 133-140.
24
第3章
合金成分および熱処理条件がAl-Mg-Si系合金の特性に及ぼす影響
3.1 諸言
第1章において論じたように、Al-Mg-Si系合金を自動車ボディパネルに適用 することを考えた場合に、加工硬化特性が求められるのは、予備時効処理や室 温保持によりクラスタが形成された組織状態である。これまでに、Al-Mg-Si系 合金を対象として、時効析出組織が引張特性に及ぼす影響を調査された例があ る1-3) 。たとえば、高田ら1) は、Al-0.65%Mg-0.81%Si合金に対し、453 Kで
7.2 ksのピーク時効処理を施した試料と、373 Kで2160 ksの時効処理を施し
た試料で、引張強度が同等(約350 MPa)でありながら、373 K時効材の方が
全伸びが9%高いことを明らかにしている。引張変形途中の転位組織観察結果と
合わせ、453 Kの時効処理で形成されるβ”相に比べ、373 Kで形成されるクラ
スタの方が転位のせん断に対する抵抗力が小さいために、高い延性を得られる ものと推定されている1) 。これに加え、秋吉ら2-3) は、Al-0.62%Mg-0.32%Si 合金を用いた検討において、373 Kで36 ksの時効処理を施した試料よりも、さ らに低温の323 Kで720 ksの時効処理を施した試料の方が、同程度の耐力(約
220 MPa)で伸びが4%高いことを明らかにしている。すなわち、Al-Mg-Si系
合金を、373 K 以下の比較的低い温度で時効した際に形成されるクラスタの中
でも、低温または高温で生成したもので、加工硬化特性に及ぼす影響が異なる ことが示唆される。これら時効析出組織と特性の関係についての先行研究は、1 種の合金を用いて時効条件を変動させる場合が殆どである。一方で、Al-Mg-Si 系合金の主成分(MgおよびSi濃度)も、373 K以下の時効処理でのクラスタ の生成に影響することが知られる4, 5) 。例えばKimら4) は、主にDSC測定に
25
より合金組成がクラスタの生成に及ぼす影響を詳細に調査し、時効温度に依ら ず、クラスタの生成は Mg+Si 量および Mg/Si に依存し、Mg+Si が多いほど、
またMg/Si比 が1.0~1.5 で最も生成しやすいことを明らかにしている。
また、Al-Mg-Si系合金を対象としたとき、その主成分(MgおよびSi)の濃 度が特性に及ぼす影響は、これまで数多くの研究者により調査されてきている
6-15) 。従来から、Al-Mg-Si系合金は、Al-Mg2Siの組成を基準とし、それに対す
るSi添加量(過剰Si量)を変動した調査が一般的である。T4調質での伸びを 評価した例を挙げると、Hirthら10) や内田ら13) は、Mg濃度約0.5%に固定し てSi濃度を1.5%以下の範囲で変化させることにより、Si濃度がAl-Mg-Si系合 金の機械的特性に及ぼす影響を評価した。その結果として、Si 濃度の増加に伴 い、全伸びが増加することが明らかにしている。また、櫻井ら7) や高木ら8) も 同様に、Mg 濃度を 0.6%に一定とし、0.35~1.3%の範囲で Si 濃度が異なる
Al-Mg-Si系合金の機械的特性を評価した。これらの研究7, 8) では、主として曲
げ加工性と引張特性の相関を明確化することが目的とされているが、引張特性 としては、Si 添加量の増加および溶体化温度の高温化にともなって全伸びが増 加することを明らかにしている。
以上の先行研究から、Al-Mg-Si合金の時効処理条件ならびに合金組成により、
析出組織状態が複雑に変化し、その結果として加工硬化特性に影響を及ぼすと 考えられる。本研究では最終的に、材料組織がAl-Mg-Si系合金の加工硬化特性 に及ぼす影響を検討していく。その前段として、本章においては、Al-Mg-Si系 合金の合金組成と時効処理条件が引張特性に及ぼす影響を明確化し、その組織 因子を推定することを目的とした。合金成分のMg+Siの合計量が同等で、Mg/Si 比が異なるAl-Mg-Si系合金を対象に、且つ373 K以下の比較的低温での時効処 理が延性に及ぼす影響を系統的に調査した。
26
3.2 実験方法
試料には、8M7S 合金、6M10S 合金ならびに3M13S 合金を用いた。鋳塊を 作製後、均質化処理と熱間圧延を行い、1.0 mmの厚さまで冷間圧延を行った。
各合金に対し、823 Kで1.8 ksの溶体化処理を施した後に、293 Kで1.8 ks~
864 ks、323 Kで1.8 ks~259.2 ks、363 Kで1.8 ks~259.2 ksの時効処理をそ れぞれ施した後に、引張試験を行った。
3.3 実験結果および考察 3.3.1 時効処理条件の影響
Fig. 1~Fig. 4に、8M7S合金を293 K、323 Kおよび363 Kで時効した際の 特性の変化を示す。Fig. 1に示す耐力は、293 Kよりも323 Kおよび363 Kの 方が3.6 ksまで高い。3.6 ksよりも長時間での耐力の増加は、293 K、323 Kで 同等で、363 Kの方が大きい。Fig. 2より、293 K、323 Kでは、均一伸びは約 23%で、時効に伴う変化が認められす、363 Kでは、18ks以上で均一伸びが減 少し、259.2 ksまでに約3%減少する。Fig. 3に示す降伏比は、時効時間3.6 ks 以下では293 Kよりも323 Kおよび363 Kの方が高い値を示す。3.6 ksよりも 長時間での増加は、293 Kおよび323 Kで同等で、363 Kの方が大きい。Fig. 4 に示すTS-YSは、293 および323 K時効では明確な変化が認められず、363 K 時効では時効時間18ks以上で減少する。
Fig. 5~Fig. 8に、6M10S合金を293 K、323 Kおよび363 Kで時効した際 の特性の変化を示す。Fig. 5より、293 Kよりも323 Kおよび363 Kの方が3.6 ksまでの時効時間で耐力が高く、3.6 ksよりも長時間での耐力の増加量は、293 Kおよび323 Kで同等で、363 Kの方が大きい。Fig. 6に示す均一伸びは、293
27
Kおよび323 Kでは時効に伴い約24%から殆ど変化せず、363 Kでは、時効時
間18ks以上で減少し、259.2 ksまでに約3%減少する。Fig. 7に示す降伏比は、
時効時間3.6 ks以下では293 Kよりも323 Kおよび363 Kの方が高い値を示す。
3.6 ksよりも長時間での増加量は、293 Kおよび323 Kで同等で、363 Kの方 が大きい。Fig. 8に示すTS-YSは、293 および323 K時効では明確な変化が認 められず、363 K時効では時効時間18ks以上で減少する。
Fig. 9~Fig. 12に、3M13S合金を293 K、323 Kおよび363 Kで時効した際 の特性の変化を示す。Fig. 9に示す耐力は、時効温度293 Kよりも323 Kおよ び363 Kの方が3.6 ksまで高い値を示す。3.6 ksよりも長時間時効での耐力の 増加量は、293 Kおよび323 Kでは同等で、363 Kの方が大きい。Fig. 10に示 す均一伸びは、293 Kおよび323 K時効では時効に伴い約26%から殆ど変化せ ず、363 Kでは、18ks以上で均一伸びの減少が開始し、259.2 ksまでに約2%
減少する。Fig. 11に示す降伏比は、時効時間3.6 ks以下では293 Kよりも323
Kおよび363 Kの方が高い値を示す。3.6 ksよりも長時間での増加は、293 K
および323 Kで同等で、363 Kの方が大きい。Fig. 12に示すTS-YSは、293 お
よび 323 K 時効では明確な変化が認められず、363 K 時効では時効時間 18ks
以上で減少する。
以上の結果から、時効処理条件がAl-Mg-Si系合金の引張特性に及ぼす影響とし て、合金成分に依存しない共通の傾向は以下の2点であり、363 Kで18 ks以 上の時効処理では、耐力の増加と加工硬化特性の低下が生じるといえる。
① 耐力ならびに降伏比は、時効時間18 ks以上では、時効温度293 Kおよび 323 Kと比べて363 Kの方が高い。また、293 Kと323 Kを比べると、時効時 間の長時間化に伴う増加量に大きな差は無い。
28
② 均一伸びならびにTS-YSは、時効温度273 Kおよび323 Kでは時効時間の 長時間化に伴う変化が殆ど生じないのに対し、363 Kでは18 ks以上で減少する。
緒言に述べたとおり、Al-Mg-Si系合金に対して、373 K以下の温度で時効処 理を施した際の主な組織変化は、Mgおよび Si によるクラスタの生成である。
そのため、本章の引張試験で得られた時効処理に伴う特性の変化は、クラスタ の生成によるものであると考えられる。秋吉ら 2) は、Al-0.6%Mg-0.3%Si 合金 を対象に、時効温度が異なり強度が同等となる時効条件を探索する過程におい
て、323 Kおよび373 Kで時効した際のビッカース硬度の変化を調査した。そ
の結果、323 K で52.9 Msおよび373 Kで432 ks時効した条件でビッカース硬 度が等しく75 Hvとなることを示した。また、TEM観察や3DAP解析を通し て、373 K時効材では2~3 nm程度の高温クラスタが存在することを明らかに
した。323 K時効材では析出組織を観察できなかったものの、従来知見17) から
低温クラスタが生成されたものと考察されている。
本章においても、293 Kと323 Kの時効では低温クラスタが、363 Kでは高 温 ク ラ ス タ が そ れ ぞ れ 生 成 し た と 考 え ら れ る 。 芹 澤 ら 18, 19) は 、 Al-0.9%Mg-0.8%Si合金を393 Kと293 K(室温)で時効した試料に対して、
室温ならびに極低温下で引張試験を行い、転位がクラスタをせん断するのに必 要な活性化エネルギーを算出した。その値が293 Kで形成された低温クラスタ と比べて、393 K で形成されて高温クラスタの方が大きいことを明らかにして いる。従って、前記の試験結果①に関して、323 K以下と比べて、363 Kで時 効した際に耐力の増加量が大きい要因としては、時効に伴い転位のせん断に対 する抵抗力の大きい高温クラスタが生成したためと考えられる。
クラスタが伸びに及ぼす影響については、変形途中の転位組織を観察した先
29
行研究3) により検討されている。同研究においては、373 Kと323 Kで時効し
たAl-Mg-Si 系合金に対し、2%の引張変形を付与した後、TEMにより<1 1 1
>方向軸に60°回転させた連続傾斜像を取得し、373 K時効材において転位の 交差すべりが多く発生することを明らかにしている。
本章で明らかにした試験結果②に示す均一伸びの変化挙動も、耐力と同様、
時効処理に伴うクラスタの生成に起因するものと推定される。低温クラスタと 比べて転位のせん断に対する抵抗力が大きい高温クラスタの存在により、転位 がすべり面を変えて移動する頻度が増加し、その結果として転位の動的回復が 促進されて均一伸びが減少するものと考えられる。高温クラスタと低温クラス タの特徴の一つには、サイズが挙げられる。Arugaら20) は、Al-0.6%Mg-0.9%Si 合金を溶体化処理後に室温または 363 K で時効した際のクラスタの分布を 3DAPにより調査、比較し、BH性に及ぼす影響を考察した。その中で、クラス タの球相当半径であるギニエ半径を比較している。室温時効では、時効時間を
30hから7800h まで増加しても同程度のサイズ(ギニエ半径2.0 nm以下)の
クラスタの数密度のみが増加するのに対し、363 Kで時効したものは1.8 ksの 時点で既に2.0 nmを超えるクラスタが存在し、24hまで長時間化することでさ らにサイズが成長することを明らかにしている。同時に、これらのサイズが大 きいクラスタの組成としては Mg/Si=1.0 程度に収束することを明らかにしてい る。このようなAl-Mg-Si系合金のクラスタの分類に関する従来知見を考慮する と、本章で得られた時効温度の高温化に伴う均一伸びの低下は、クラスタサイ ズの増加に起因するものと考えられる。また、Al-Mg-Si系合金において、同傾 向は合金組成のMg/Si比に依らず同様であることを明らかにした。
30
3.3.2 合金成分の影響
前節にでは、主に時効処理により生成するクラスタの状態と、それらにより 引き起こされる機械的特性の変化に着目した整理を行った。ナノスケールの組
織状態がAl-Mg-Si系合金の加工硬化特性に及ぼす影響を考察する上でも、成分
の異なる合金で時効条件による特性の変化を比較することが重要となる。
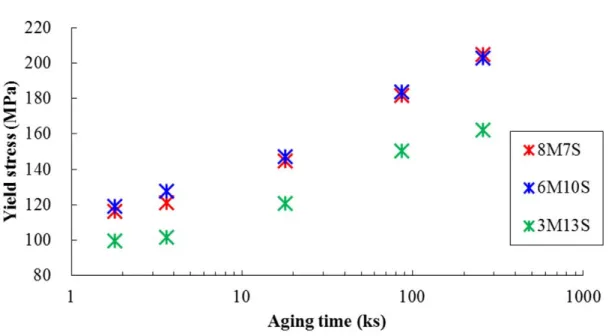
Fig. 13~Fig. 15に、各合金を293 K、323 Kおよび293 Kで時効した際の耐 力を示す。合金ごとの大小関係に着目すると、いずれの時効温度においても
8M7S 合金と6M10S 合金が同等で、3M13S 合金がそれらを下回る。また、時
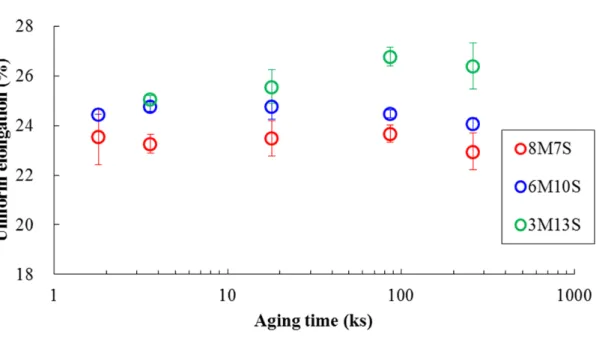
効処理の長時間化に伴う耐力の増加量についても、8M7S合金と6M10S合金が 同等で、3M13S 合金の方が小さい傾向が認められる。例えば、Fig. 13 に示す 293 Kで1.8 ksから864 ksまで時効した際の耐力の増加量は、8M7S合金が 62 MPaであるのに対して、3M13S合金は41 MPaである。また、Fig. 15に示 す363 Kで1.8 ksから259.2 ksまで時効した際の耐力の増加量は、8M7S合金 と6M10S合金がともに約90 MPaであるのに対して、3M13S合金は60 MPa である。Fig. 16~Fig. 18に、各合金を293 K、323 Kおよび363 Kで時効した 際の均一伸びを示す。Fig. 18に示す363 K時効では、いずれの合金も18 ksか
ら86.4 ksにかけて均一伸びの低下が生じる。本節において着目する合金成分の
影響としては、いずれの時効温度および時効時間においても、3M13S 合金 > 6M10S合金 > 8M7S合金の順に均一伸びが高い。Fig. 19~Fig. 21に、各合
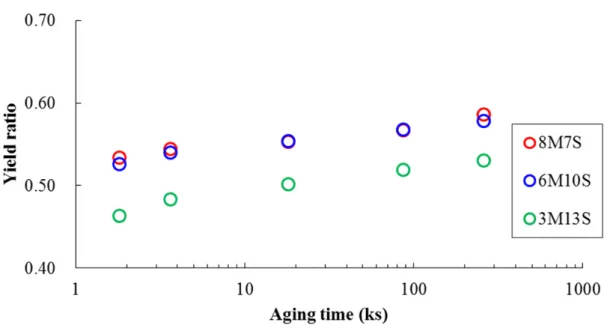
金を293 K、323 Kおよび293 Kで時効した際の降伏比を示す。いずれの時効
温度においても、降伏比の値は8M7S合金と6M10S合金が同等で、3M13S合 金が最も低い。この傾向は、合金組成と耐力の関係と同様である。また、Fig. 22
~Fig. 24に、各合金を293 K、323 Kおよび363 Kで時効した際のTS-YSを 示す。Fig. 18に示す363 K時効では、いずれの合金も18 ksから86.4 ksにか
31
けて TS-YS の低下が生じる。本節において着目する合金成分の影響としては、
いずれの時効温度および時効時間においても、3M13S合金 > 6M10S合金 > 8M7S合金の順にTS-YSが大きい。
以上の結果から、合金成分が特性に及ぼす影響と認められるのは、以下の 2 点である。
① 耐力ならびに降伏比は、8M7S 合金と6M10S 合金が同等で、3M13S 合金 がそれらを下回る。また、時効処理の長時間化に伴う増加量についても、8M7S
合金と6M10S合金が同等で、3M13S合金の方が小さい。
② 等しい時効温度および時効時間における均一伸びは、3M13S 合金 >
6M10S合金 > 8M7S合金の順に均一伸びが高い。
①の要因について、時効処理により生成するクラスタの影響で考察する。先 に述べたとおり、Al-Mg-Si 系合金のクラスタの生成量は、合金成分の Mg+Si 量が多いほど、また Mg/Si 比が 1.0~1.5 で多くなることが知られる 4) 。本章 で用いた3種の合金では、Mg/Si比は、8M7S合金が1.11、6M10S合金が0.61、
3M13S合金が0.25である。従って、8M7Sおよび6M10S合金と比べて3M13S 合金の耐力および時効に伴う耐力増加量が低い要因は、合金組成の Mg/Si 比が 低く、クラスタの生成量が少ないためと考えられる。DSCによる検討例4) から は、8M7S合金よりも6M10S合金の方が時効処理中のクラスタ生成量が少ない と見込まれ、本章で得られた結果(時効に伴う耐力増加量が同等)と一致しな い 。 一 方 で 、 近 年 は 3DAP 解 析 に よ る 検 討 22) も な さ れ て お り 、 Al-0.6%Mg-0.9%Si 合金と Al-0.8%Mg-0.7%Si 合金で、室温で 86.4 ks および
7.2×103 ksの時効後のクラスタの数密度は等しく、ビッカース硬さも約80Hv
32
で同等であることが明らかにされている。実験事実として、本章で明らかにし
た8M7S合金と6M10S合金の時効処理に伴う耐力増加が等しい結果は、3DAP
による検討結果22) に近いものと考えられる。Mg/Si比とクラスタ生成量の関係 ならびにそのメカニズムについては、機械特性のみならず、3DAPやDSCを活 用した多面的な組織評価により明らかにしていく必要がある。
上記の②に関して、Mg/Si 比が小さいほど均一伸びが高い相関が得られた。
Fig. 25 に、全ての時効条件および合金成分での均一伸びと耐力の関係を示す。
全体の大きな傾向として、耐力が高いほど伸びが低いという強度延性バランス を示すが、耐力が約100 MPa~130 MPaの均一伸びは、一定の傾向を示さない。
すなわち、同程度の強度レベルでも、均一伸びの差は大きく、例えば耐力 120 MPaの基準では、均一伸び約23%から27%まで存在する。また、8M7S合金と
6M10S 合金の耐力は同等であるものの、均一伸びに関しては6M10S 合金の方
が高い。これまで、均一伸びに影響を及ぼす組織因子についてはクラスタの生 成および成長を主要因として考察した。しかし、この合金組成と均一伸びの関 係については、他の組織因子により引き起こされることが示唆される。具体的 には、母相中に固溶するMgならびにSi、金属間化合物(晶出物や析出物)、再 結晶集合組織などが引張変形中の転位運動に作用し、加工硬化特性に影響を及 ぼすものと考えられる。
3.4 結言
本章では、Al-Mg-Si系合金を対象に、373 K以下の比較的低温での時効処理 条件ならびに合金成分の Mg/Si 比が引張特性(特に均一伸び)に及ぼす影響を 明らかにするために、系統的な調査を実施し、以下を明らかにした。
33
■時効処理条件の影響
・耐力ならびに降伏比は、時効時間18 ks以上では、時効温度293 Kおよび323 Kと比べて363 Kの方が高い。また、293 Kと323 Kを比べると、時効時間の 長時間化に伴う増加量に大きな差は無い。
・均一伸びならびにTS-YSは、時効温度273 Kおよび323 Kでは時効時間の長 時間化に伴う変化が殆ど生じないのに対し、363 Kでは18 ks以上で減少する。
これらの結果とAl-Mg-Si系合金のクラスタに関する従来知見から、363 Kの 時効処理では、転位のせん断に対する抵抗力の大きい高温クラスタが生成し、
加工硬化特性が低下するものと考えられる。従来は 1 種に対する時効温度の影 響を検討した例が中心であったが、高温クラスタの生成による耐力の増加と加 工硬化特性の低下は、合金成分に依らず同様の傾向であることを明らかにした。
■合金成分の影響
・耐力は、8M7S合金と6M10S合金が同等で、3M13S合金がそれらを下回る。
また、時効処理の長時間化に伴う耐力の増加量についても、8M7S合金と6M10S 合金が同等で、3M13S合金の方が小さい。
・いずれの時効温度および時効時間においても、3M13S 合金>6M10S 合金>
8M7S合金の順に均一伸びが高い。
これらの結果のうち、耐力の差は、合金組成(Mg/Si 比)によるクラスタ生 成量の差に起因するものと推察される。一方で、均一伸びの差はクラスタの生 成量やサイズのみで議論することが難しい。従って、合金成分が他の組織因子 に及ぼす影響、ひいてはそれらが転位運動に及ぼす影響を次章以降で検討して いく。
34
Fig. 1 Yield stress variation during aging of the 8M7S alloy.
Fig. 2 Uniform elongation variation during aging of the 8M7S alloy.
35
Fig. 3 Yield ratio variation during aging of the 8M7S alloy.
Fig. 4 TS-YS variation during aging of the 8M7S alloy.
36
Fig. 5 Yield stress variation during aging of the 6M10S alloy.
Fig. 6 Uniform elongation variation during aging of the 6M10S alloy.
37
Fig. 7 Yield ratio variation during aging of the 6M10S alloy.
Fig. 8 TS-YS variation during aging of the 6M10S alloy.
38
Fig. 9 Yield stress variation during aging of the 3M13S alloy.
Fig. 10 Uniform elongation variation during aging of the 3M13S alloy.
39
Fig. 11 Yield ratio variation during aging of the 3M13S alloy.
Fig. 12 TS-YS variation during aging of the 3M13S alloy.
40
Fig. 13 Yield stress variation during aging at 293 K of the alloys.
Fig. 14 Yield stress variation during aging at 323 K of the alloys.
41
Fig. 15 Yield stress variation during aging at 363 K of the alloys.
Fig. 16 Uniform elongation variation during aging at 293 K of the alloys.
42
Fig. 17 Uniform elongation variation during aging at 323 K of the alloys.
Fig. 18 Uniform elongation variation during aging at 363 K of the alloys.
43
Fig. 19 Yield ratio variation during aging at 293 K of the alloys.
Fig. 20 Yield ratio variation during aging at 323 K of the alloys.
44
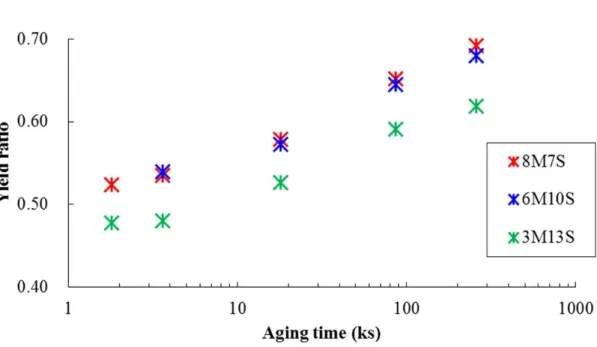
Fig. 21 Yield ratio variation during aging at 363 K of the alloys.
Fig. 22 TS-YS variation during aging at 293 K of the alloys.
45
Fig. 23 TS-YS variation during aging at 323 K of the alloys.
Fig. 24 TS-YS variation during aging at 363 K of the alloys.
46
Fig. 25 Uniform elongation and yield stress of the alloys aged at 293 K, 323 K and 363 K.
47
<参考文献>
1) K. Takata, K. Ushioda, R. Akiyoshi, K. Ikeda, J. Takahashi, S. Hata and K.
Kaneko: Mater. Trans., 58 (2017), 728-733.
2) 秋吉竜太郎、池田賢一、波多聰、中島英治、笠間丈史、高田健、高橋淳、潮 田浩作、金子賢治:日本金属学会誌, 79 (2015), 273-279.
3) R. Akiyoshi, K. Ikeda, M. Mitsuhara, S. Hata, H. Nakashima, K. Takata, M. Saga, K. Ushioda, K. Kaneko and M. Kikuchi: Proc. 13th Int. Conf. on Aluminum Alloys (ICAA13), (2012), pp. 1229-1234.
4) S. Kim, J. Kim, H. Tezuka, E. Kobayshi and T. Sato: Mater. Trans., 54 (2013), 297–303.
5) M. Torsæter, H. S. Hasting, W. Lefebvre, C. D. Marioara, J. C. Walmsley, S.
J. Andersen and R. Holmestad: J. Appl. Phys., 108 (2010), 073527.
6) R. I. Ganguly, B. K. Dhindaw and P. R. Dhar: Trans. Jpn. Inst. Met. 18 (1977), 511-519.
7) 櫻井健夫:軽金属学会講演概要, 87 (1994), pp.185. 8) 高木康夫、竹添修:R&D/神戸製鋼技報, 47 (1997), 6-8.
9) L. Zhen and S. B. Kang: Metall. Mater. Trans. A, 28A (1997), 1489-1497.
10) S. M. Hirth, S. A. Court, G. J. Marshall, and D. J. Lloyd: Mater. Sci. Eng.
A, A319-321 (2001), 452-456.
11) 大森章弘, Nguelume H., 堀川敬太郎, 吉田憲一, 坂巻清司: 軽金属学会講 演概要, 100, (2001), 367-368.
12) 堀川敬太郎、伊藤吾朗:軽金属学会研究部会報告書, 43 (2003), 59-67.
13) 内田秀俊、吉田英雄:軽金属, 58 (2008), 290-294.
14) 内田秀俊、吉田英雄:住友軽金属技報, 50 (2009), 18-24.
48
15) H. Zhong, P. A. Rometsch and Y. Estrin: Metall. Mater. Trans. A, 44A (2013), 3970-3983.
16) M. S. Remoe, K. Marthinsen, I. Westermann, K. Pedersen, C. Marioara, and J. Royset: Mater. Sci. Eng. A, 693 (2017), 60-72.
17) A. Serizawa, S. Hirosawa and T. Sato: Mater. Sci. Eng. A, 39 (2008), 243-251.
18) 芹澤愛、廣澤渉一、W. J. Poole, 里達雄:軽金属学会講演概要, 112 (2007), 181-182.
19) A. Serizawa, T. Sato and W. J. Poole: Phil. Mag. Lett., 90, 4 (2010), 279-287.
20) Y. Aruga, M. Kozuka, Y. Takaki, and T. Sato:Metall. Mater. Trans. A 45, 13 (2014), 5906-5913.
21) K. Ikeda, K. Terada, M. Mitsuhara, S. Hata, H. Nakashima, K. Takata, M.
Saga, J. Takahashi, K. Ushioda, K. Kaneko and M. Kikuchi: Proc. 12th ICAA, (2010), pp. 2246-2251.
22) 有賀康博、小塚雅也、金聖寧、小林郁夫、里達雄:軽金属, 68 (2018), 133-140.
49
第4章
Al-Mg-Si系合金における延性と加工硬化挙動ならびに転位組織の関係
4.1 諸言
第3章では、Al-Mg-Si系合金の成分と時効処理条件が機械的特性(特に均一
伸び)に及ぼす影響を明らかにした。均一伸びに影響を及ぼす組織因子として、
これまでにクラスタの生成量やサイズに着目して考察を行っている。時効温度
293 Kから363 Kへの高温化による伸びの低下については、サイズが大きい高
温クラスタの増加によるものと推察したが、Mg/Si 比が小さいほど高伸びとい う結果に対しては、クラスタ以外の組織因子も作用する可能性が示唆された。
また、1.4節にて記載したように、変形中の転位の増殖や動的回復といったTEM により観察される挙動と伸びの関係については、強度レベルにより知見が異な り、一定の見解となっていない1-6) 。
そこで、本章では、同程度の耐力で伸びが異なるAl-Mg-Si系合金2種を対象 に、引張変形中の転位の増殖および動的回復の挙動をTEMにより観察し、伸び や加工硬化特性と転位組織形態の関係を明らかにすることを目的とした。また、
クラスタならびに他の組織因子についても、転位運動および引張特性(特に伸 び)に及ぼす影響を検討した。
4.2 実験方法
試料にはA6016アルミニウム合金(以下、6016合金)およびA6014アルミ
ニウム合金(以下、6014合金)を用いた。鋳塊を作製後、均質化処理と熱間圧 延を行い、1.0 mmの厚さまで冷間圧延を行った。溶体化処理は823 Kで1.8 ks
50
保持した後に水冷した。溶体化処理後に、熱フェノールによる残渣抽出(フィ ルターメッシュサイズ:0.1 μm)およびICP発光分析法により求めた固溶Mg ならびにSi濃度の分析値をTable 1に示す。添加した溶質元素のうち、Mgは ほぼ全量、Siは約80%が固溶状態にある。Al-Mg-Si系合金は、溶体化処理直後 から室温保持中にもクラスタが生成し、引張特性が変化するため 7) 、水冷後の サンプルの取り回しや外気温により引張試験結果の再現性が低下するおそれが ある。このような室温保持中の特性の変化は、溶体化処理直後の時効処理(予 備時効)により抑制可能である。高木ら8) は、MgおよびSi濃度0.6~1.0%の 種々のAl-Mg-Si系合金に対し、363 Kで18 ksの予備時効処理を施すことで、
後の自然時効での硬化の開始が100 ks以下では開始しなくなることを明らかに している。そこで、本章では引張試験結果の再現性を十分に担保するために、
溶体化処理後に速やかに363 Kで18 ksの時効処理を施してから水冷し、引張 試験を行った。
析出組織(クラスタ)の分散状態を評価するために、3DAP 解析を行った。
2.4.4節に記した境界条件により、母相中のクラスタを定義し、解析領域の体積
から数密度を算出した。また、クラスタのサイズ評価には、クラスタ中の Mg 原子とSi原子の合計数(Mg+Si数)ならびにギニエ半径を用いた。ギニエ半径 rgは、具体的にはクラスタの回転半径 lg を用いて以下の式により定義される 9,
10) 。
5
3・ 5
3・ ∑ ̅ ̅ 1
ここで、lgは解析ソフトにより自動的に算出されるクラスタの回転半径である。
51
x、y、zは、3DAP測定レイアウトにおいて不変の x、y、z軸である。xi、yi、 ziは、このx、y、z軸の長さで、クラスタを構成するMg、Si原子の空間座標で ある。x、y、zは、クラスタの重心座標である。m は前記クラスタを構成する
Mg、Si原子の数である。
引張変形中の転位組織観察として、引張変形途中止めのサンプル(真ひずみ
0.02、0.05、0.10および0.18)を対象に透過型電子顕微鏡(TEM)による観察
を行った。均一変形終了近傍のひずみ量(真ひずみで、6014合金では0.18、6016
合金では0.20)において、TEMよりも低倍のスケールでの変形組織を観察する
ために、電界放出型走査電子顕微鏡(FE-SEM)による観察を行った。
4.3 実験結果
4.3.1 6016合金と6014合金の引張特性
6016 合金および 6014 合金の公称応力-公称ひずみ線図ならびに真応力-真ひ ずみ線図をFig. 1およびFig. 2にそれぞれ示す。引張試験により得られた特性 値はTable 3にまとめる。耐力は6016合金が98MPa、6014合金が97MPaと 同等である。均一伸びは6016合金が24.9%、6014合金が20.5%であり、6016 合金の方が高い。また、6014合金と比べて6016合金の方が降伏比が低く、TS-YS が大きいため、加工硬化特性が優れると言える。合金成分のMg/Si比は、6014 合金が1.03、6016合金は0.40である。第3章では、6M10S合金と8M7S合金 の比較を通して、363 Kで18 ks時効した際の耐力がともに145 MPaでありな がら、均一伸びは6M10S合金が23.8%、8M7S合金が22.8%であることを明ら かにした。すなわち、合金成分の Mg/Si 比が低い合金で加工硬化特性が優れる という点において、本章の結果は第3章の傾向と一致した。
52
引張変形に伴う両合金の加工硬化率の変化をFig. 3に示す。変形初期におけ る加工硬化率は両合金で同等ながら、変形に伴う減少は6016合金の方が緩やか であり、高ひずみ域でも高い加工硬化率を維持する。
4.3.2 結晶粒径および結晶方位分布
Fig. 4に、EBSD解析により求めた6016合金および6014合金の結晶方位分 布(IPF)マップを示す。また、結晶粒径の分布図をFig. 5に示す。平均結晶粒 径は、6016合金が26.7 μm、6014合金が25.3 μmとほぼ同等であり、Fig. 5 に示す結晶粒径の分布にも両合金の差は認められない。
結晶方位分布関数(ODF)から算出した主要結晶方位成分の集積度を Fig. 6 に示す。ここで、結晶方位はGoss({0 1 1}<1 0 0>)、Brass({0 1 1}<2 1 1>)、 Cube({0 0 1}<1 0 0>)、S({1 3 2}<6 4 3>)、Cu({1 1 2}<1 1 1>)、 Rotated-Cube({0 0 1}<15 7 0>)の6種を選定し、理想方位からのずれを 15°以内で抽出した各方位の面積率を算出した。6016合金および6014合金と もに、再結晶集合組織であるCube方位の集積率が最も高く、その面積率は6014 合金と6016合金で約10%と、ほぼ同等である。他の結晶方位のうち、圧延集合 組織のCu方位の面積率は6014合金と比べて6016の方が約3.5%低い。
4.3.3 クラスタの分散状態
Fig. 7に、3DAP測定および解析によって得られた、MgおよびSiのアトム
マップを示す。また、Table 3に3DAP解析の対象とした領域における、総原子 数、成分ならびにクラスタの検出数を示す。いずれの合金も、総原子数 200 万
53
を超えるデータが取得された。また、測定範囲内の組成は、熱フェノール抽出 により分析されたバルクの固溶MgおよびSi濃度(Table 1)と近い値を示す。
このことから、濃度偏析を含まない平均的な領域を 3DAP 解析対象としたこと が分かる。Table 4に、クラスタの数密度ならびに平均サイズに関する情報を示 す。両合金でクラスタの数密度は同等である。また、個々のクラスタの平均サ イズは、Mg+Si 量ならびにギニエ半径で定義した値ともに誤差範囲内であるこ とから、平均サイズも同等であると言える。Fig. 8およびFig. 9に、クラスタ のサイズ分布を示す。Fig. 8のギニエ半径1.2~1.4 nmの範囲のように、6014 合金ではサイズの分布に若干の凹凸が見受けられる。これは、6014合金は、解 析領域が6016合金と比べて小さいことに起因するものと考えられる。全体の傾 向として、クラスタのサイズ分布に関しても両合金の間に明瞭な差は認められ ない。
4.3.4 引張変形中の転位組織形態
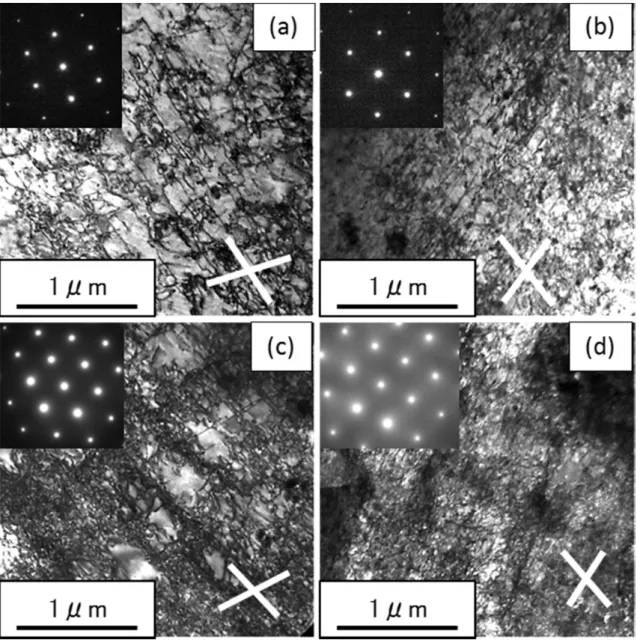
Fig. 10~13に、6016合金と6014合金に真ひずみ0.02、0.05、0.10および 0.18 の引張変形を付与した際の電子回折像ならびに低倍率(×30,000)および 高倍率(×100,000)のBF-TEM像を示す。電子線入射方位は<1 1 0>で、各
BF-TEM像の右下部に記した線は、電子回折像から同定した{1 1 1}面を示す。
6016合金は2%~5%の引張変形時には{1 1 1}面に沿った直線状の転位線が多
く観察され、真ひずみ0.10以上では、図中に矢印で示す{1 1 1}面に沿ったバ ンド状の転位組織が観察される。一方、6014合金は真ひずみ0.02時点から交差 すべりと考えられる転位線の交差や湾曲が観察され、交差すべりに起因する転 位同士の絡み合いが高頻度で観察される。また、真ひずみ0.10以上では、図中