MEMO 皿S
OF
SHONAN lNSTITUTE
OF
TECHNOLO 〔}Y VDL 36
,
No.
1,
2002セ ラ
ミ
ック
ス の
射 出成 形
の
高 精 度 化
に
関
す
る
研
究
加 藤 和 典
*Study
onHigh
Quality
Injection
Molding
ofCeramics
Kazunori
KATo
*Vtirious fine
,
precise parts of ceramics are made by injection molding in electronicsindustry
.
However,
manykinds
ofdefects
occur in injeCtion molding,
de−
waxing,
and sintering stages,
Their caug.
es have notbeen
made clear yet.
Recently
,
proCluction
leading
time reducementis
urgent problem anCl estimation of moldingdef
〔)ct occurrenoein
molddeseigning
stage
is
very important.
In this paper,
three problems are discussed fU)m this aspect.
(1)Precise viscosity measuring methodin
consideration with slippage at capillary wallis
deveioped
,
which contributes toimprovement
of simulationaccuracy of melt fiow
.
(2)Method of measuring weldingdefect
generation criterien isdevelopeCl
.
(3)Occurrence
of con・
siderablylarge
distortion
atinitial
stage ofde−
waxingis
pointed
out and anin−
plane shearing method of a sheet speci−
menfor
measuhng visco−
elastic prop〔Tty is proposed,
whichis
necessaryfor
estimation ofthe
distortion.
1.
は じ め に セ ラ ミッ ク スは耐熱性に優れ ま た 電 磁気の影 響を受け ない ことよ りター
ボ チ ャー
ジ ャー
用 羽根 車,
光フ ァ イ バー
コ ネク ター
用の フ ェ ルー
ル な ど,
種 種の製 品の 成 形 に用い ら れる。
し か し,
硬 くて脆 く加工 が容 易で ない た め,
複 雑な製品の成 形に対し て は粉 末を原 料とする射 出 成 形 法が用い られる、 射 出成形法で はプラ スチ ック,
ワ ッ ク ス等か ら な る成 形 助 剤 をセ ラ ミ ック ス粉 末に加 え 高 温 下で ス ラ リー
状 態 に し て射 出 成 形 し,
その 後の脱 脂工程に おい て成 形 助 剤 を 除 去,
さら に焼 結工程に おい て 高 密 度 化し強 度 を 高め る。
そ の 各工程で ゆ が み や割 れな どの 問 題 を 生 じ る.
よっ て,
成 形に際 して は型 設計の段 階で これらの成 形不 良 を予 測し これ を 避 けるよ う な 設計を行うこ と が 必要で ある。
しか し,
成 形 不 良の種 類 は 多 様でか つ そ れ らの 生 成 特性 は成 形品形 状,
材 料,
ゲー
ト位 置などの 条 件に よっ て大きく変わる た め,
予測は簡 単で ない 。 この よう な問 題に対し て は数値シ ミュ レー
シ ョン によ る材 料の 流 動・
変形挙 動の 予 測が有用で ある。 そし て,
と く にプラスチッ ク材 料の成 形に対 し て は,
流 入 段 階,
保圧・
冷 却段 階の 材料 挙動,
離 型 後の 変形などの 重要な 情 報がすで に市 販のソ フ トで解 析 可能になっ てい る。
し か し精度 につ い て は ま だ 問 題 が あ る。
誤1
の原因と して は 数 値 解 析 上のもの と材料 特性な ど の 入 力デー
タ による もの が ある。
そし て 前 者につ い て は 構 造 解 析 分 野などか らの 技 術 導入も あっ て 大 き な 問 題は すで に解決 されてい る が,
後 者につ いて は,
プラ ス チッ ク材 料に 限っ て も粘 度の温 度・
圧 力 依 存 特性式は複雑 で Tp−V −T
関係 式 (状態 方 程式 ),
粘弾性 特 性式 な ど,
精度的に検討を要 するもの も多いD セラ ミック ス 材料の 場 合これらの特 性は成 形 助 剤の構 成 成 分によっ ても大 き く変 化し さ ら に複 雑に な る。 ま た,
これ らの材料 特性式 の誤 差がウ ェ ル ド欠陥,
フ ロー
マー
ク等の生 成 特 性に 及 ぼ す 影 響 も明ら か でない。
こ の よ うな背 景より,
筆 者ら は数値 解 析の前 提とな る 材 料デー
タ を 見直 し,
ま た 結 果の 検討に際し て必要な 成 形 不 良の生 成 特 性 を 解 明 す ること を 目的 とし て種 種の 側 面か らの 研 究 を行っ て い る1)−
4}。
本 稿で は その 中で代 表 的な もの をとり あ げ,
要約 し て述べ るこ とと し たい 。2
.
管 壁 すべ り を 考 慮 し た 高 精度粘
度測定
法の提案
* 機械工学科 教授 平 成13
年7
月13
日受 付 材料の粘 度 測 定に は通 常 キャ ピラ リー
方式の粘 度計 が 用い られる が,
こ の方 法に おい て は金 型温度が高い場 合 すべ り を生じる 可能 性があ る。
そし てすべ り を 無 視 し て湘 南工科 大 学 紀 要 第 36巻 第 1号 粘 度 を 求め た場 合 大 きな 誤 差 を生 じる5]
一
’
8〕。
本 章で はま ず 射 出 成 形 用の 標 準的 なセ ラ ミッ ク ス材料の すべ り特性 に つ いて実 験 的に検 討し,
すぺ りは低いせん 断ひず み 速 度 下におい ても発 生 すること を示 す。
こ こで,
すべ りが 発生する場 合の粘 度測定に はMooney
の方 法9〕を 用い る 。 こ の方法で はすべ り速 度が せ ん断応 力に の み依 存 する こ と を前 提と し てい る が,
実 際に は圧 力にも依 存 する可 能 性がある。
そこ で本 研 究で は さらに キャ ピラ リー
出口側 に背 圧 を加 え るこ とによ りすべ りに対 す る 圧 力の影 響 を 求め る。
そし て,
圧 力 効 果の 補 正 を 加え たすべ り を 考 慮 し て精 度の高い 粘 度式 を求め る方 法 を示 す。 2.
1 実験装置及 び材 料 実 験 装 置と して はFig.
1に示 す よう な自 作の キ ャピラ リー
式 粘 度 計 を 用い る。
材 料 は 混 練,
ペ レッ ト化し てシ リンダ内に投入 し所 定の 温度ま で 加熱 する。
これ を種々 の 寸法の キャ ピ ラ リー
に通して流 量及 び 圧力損 失 を測定 する。
用い る円 管は内径D − 1.
Omm ,1.
5mm ,2.
0
,
長 さ と内径の比UD =
10 ,15
,20
, 25 の 12 種類とする。
ま た,
材 料は 57vo1.
% の ア ル ミ ナ粉 末 と43 voL % の成 形 助 剤 (ポ リスチレ ン32.
3%,
ワ ック スa5
%,
ス テ ア リン酸4.
2
%)の 混 合 物で ある。
2 .
2
Mooney
の方法によるすべ り速度の算出 キ ャピラ リー
内面にすべ りがある場 合,
すべ り速度 を eSs,キャ ピラ リー
内 径 をD,実 際の 速 度か ら をtts減 じた速 度による流量 をQ
,
全流量 をQa
と お けば,
Material
Piston
Cylinder(a)
Outlook
ofexperimenta1 apparatUsRotating
for
hole
openCapillary
町
Pressure
sensorHolc
fbr
the control ef counterpressure
(
b
)Method
of applying counter pressure at capillary outletFig.
L
tUS
,
Schematic
diagram
of experimental appara・
π正)2
e
・=
Q
+Us一
三
「
(1)Newton
流 体の壁面すべ り な し の流れに対 し て は,
流 量Qa
と壁面せ ん断ひずみ速度i
[、
との 間に7
。=320
。/π1
) 3 (2
) の 関 係 式 が 成 立 す る。
流 量Q
に 対 し ても同 様の流 れ を想 定すれば,
そ の 壁面せ ん断ひずみ速度振
と の 間 に も 同 様の 関係式 が 成 立 す る。 これ らの結 果 と式(1)よ り7a
一
毎
・警
(3
) よっ て,D
を変 化 させ たと きの7
、と11D
の 関 係 図 を求め これ を直線 近 似 した と きの こ う配 が8Us
と な り,
これ よ りUs が得られる。 すべ り速 度が確 定 すれ ば式 よ りす べ りの 影 響 を除い た真の せ ん断ひずみ速 度毎
が計 算で きる。
これ よ り正しい粘 度 を 求 めるこ と ができ る。
特 に 粘 度 が 指 数 型の式 η=
Aジー
1 (4) で表される場 合,
壁 面せ ん断ひずみ速 度 夕とNewton
流 体 を想定 し た と きの値との間に次の 関係式が成立する。
3n
+1 γ=
7ap4n
よっ て,
次 式が得ら れ る (Rabinowitsch
補正 10))。4n
η=
η・’’
9Tt
+1 (5
) (6
) n。,
。:す べ りの影 響 を修正 し た粘度 (Newton
流 体 を想 定 し て求め た値 )2.
3
壁 面 すべりお よ び粘度の測 定 種々 の キャ ピ ラ リー
に よ る実 験 結 果 をFig.
2
に 示 す。
こ こで τ ” ,夕a はそ れ ぞ れプラ ンジャー
の荷重およ び速度一 2
セ ラ ミッ ク スの 射 出 成 形の 高 精 度 化に関する研 究 (加藤 和 典 ) 翁 隅 嵩
}
げ 芻 。♪ 菖 ・7 亀 ・ 嚼【
『 O.
3
9.
250.
2
0.
15
o ,
1
0.
05 O D=
0.
15,
L/D覃
】0 口 D=
O,
15,
L/Di15 ◇ D=
0.
15,
L/D=
20 × D=
0.
15,
LID=
25 田 D=
0.
10,
L/D=
25 △ D=
O.
20.
L/D=
25刷
噸
田△
畠
田 △Ω田 △囁田 A 鳴 田 △因 田0
一一一一
一一
一」
幽宀
10
100
1000
Apparent shear rate
i
。
(・−
1)
lO4
Fig
.
2.
Shear
stress vs.
shear s 甘ain rate curvesby
using various capillaries
.
lO4 ?
atv
腎1000
魯8
.
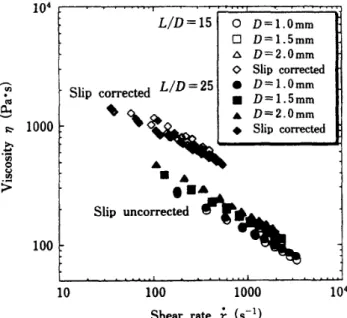
蒡 〉 100 L/1)= 15 0 Z冫コ
1.
Omrn 口 D=
・
1.
5mm △ D鴨
2.
Omm
◇ Slip correCtedS
… … ・L
/P =
25詔
:
1
:
1
罵
”
製
w a
圃 あ 一鞠
、
10 100 1000 104Shear
rate 済 (s”
1)Fig.
4.
Visoosities
obtained in consideration with andwithout wall slipPage
.
4000 3500
F3
3000.
ぐ2500
詈 」墓
2000
sl
l500囂
鼕
1… 500 00
0.
2
D.
40.
6
0,
8 1 1.
21
/D
(mm−
1}Fig
.
3.
Mooney plotfor
estimating wall slip velity
(
LID=25
).
か ら求め る。
こ の 線 図 群と %一
定 の線 と の 交点の 横軸 の 値 を読み とり,
乎a と11Dの関 係 と し てFig
3に プロ ッ トする。
そし て 各 線 図の こ う配 よ りすべ り 速度Us を求 め,
これ らをま とめ て次 式 を得る。
鞠=
ατ『, [Us]:cm !s,
[τu,
ユ:MPa a=
415.
9,
m=
1.
877 (7) 式 (7
)と式 (3
)よ りル
を 求め,
Tw と%
,の関 係 式 を 指 数 型 の式とし て表した上で,
式 よ りηを,
さらに T.−
ir
の 関係 式を求め る。
r・v− K
〔
肴
1
・
[・・
… 職 囲・s−
1K =O.
4164, n=
O.
6114
,70
・
iOOOs−
1 (基 準値 ) )8
〔個々 の実 験値 η。
〆
=
τ躍仇,)につ いて式 の補正 を加 え 再度プロ ッ ト し た結果がFig.
4
である 。 参考のため にす べ り の補正 を し ない 場 合の粘 度 (Rabinowitsch
補正 な し) を1
司図に付 記 す る。
すべ りの 補 正の 影 響は大 き く,
すべ りの考 慮の有 無によ り得 られ る粘 度の値に大 きな相 違 を 生 じ るこ とが分か る。
2.
4
すべり特 性へ の圧 力効 果の導入 キ ャ ピラ リー
出側に背圧 を付加し た実 験 を 行い,
圧 力 の効 果につ いて検 討 す る。
種々の背圧に対 し てキャピラ リー
直 径 の )及び長 さ と直 径の比 (L/D)を変え た実 験 を 行 い,
これらの実 験 点 をキャ ピラ リー
内の平 均 圧 力1 す な わ ち 入側 と出 側の平 均 値P
の レベ ル に よっ て分 類.
整理 する こ と によっ て,
次 式が得られる。
Us=
Cle−PTLt’
[
・
P,
[Us]:1s,
[Twユ:MP4
[A
:MPa
(
9
) cl=
505.
1,
‘2冨0
ユ207,
c3=
=
1.
978,
c4=O,
1142
さて,
式 と を 与え,
さら に出口圧 力 を 与えれば湘 南工科 大 学 紀 要 第36巻 第 1号
30
25
垂
、。葦
遇15
暑
’
§
10畄
5 00 51015202530
cacUlated
value (MPa
)F
唸.
5
。
Comparison
ofinlet
pressure ca!culatedby
us血
9
Pr
〔)ssuredependent
slipPage expression andass
iated
visoosity withinlet
pressure
in
experi・
ment
.
40 35?
30
量
、5
蕁
ヨ20
暑
15’
駐
畄
10 5 00510152025303540
Calculated
value (MPa )Fig.6..
(ン皿 parison ofinlet
pressure calculatedfrom
slippage expression
by
usualMooney
method andassociated viscosity with
inlet
pressure in experi・
ment.
入 口圧力を計 算に よっ て求め る こ と が で き る。 し か し式 (8)は圧 力依存 性 を 無 視し たすべ り を 用いて 求 めたもの で ある ため,
こ の計 算で求め た入口圧 力は厳 密には正 しく ない。
よって こ の 入側 圧 力が実験結果 と一
致する よ うに 材 料の Tw−
i
’
の 関 係 式 を求め直す。
その結 果が次 式であ る。
・鴫
γ
, ・ru/
・・M
… ・… s−
・ 一 (…K =O.
3219
,n
=O.
7772,夕o
=
1000s−
1さ らに
,
式 (10
)が正 しい もの と し て,
式 の Cl, c2を修 正すれば Cl=505.
1,
c2=
=
O.
2965
(11
)以上のプロセス によっ て得 ら れた式〔
10
)と 式(11}の 結 果の精度の 検 証の た めに,
これ らを基礎 式と し て数 値 解 析に よっ て求 めたキャ ピ ラ リー
入口圧 力 と 実 験 結 果 との 相 関 を 調べ た。
その 結 果 がFig
5
で,
相 関 は 良 好であ る こ と が確 認で き る。
比 較の た め に,
基 本的 なMooney
の 方 法に よ る結 果の式(7
)と式 (8
)を用い て 入 口 圧力を計算 し同 様の比 較をし た もの が Fig.
6で あ る。
相関は Fig.
5 の方が格段に よい こ と が分か る。
2.
5 本章の まとめ 以 上 本 章で は,
セ ラ ミッ ク ス・
成 形 助 剤 混 合 材 料の キャ ピラ リー
流 れでは壁 面で大 き なすべ りを生 じ ること,
お よ び粘度測定に おいて はこれ を考 慮 する必要があるこ と を示 した。
また,
すべ り特 性が 圧力の影 響を受け る こ とを 指 摘し,
その影 響を考 慮 し た精度の 高い 粘度式を求 め る方 法を示 し た。3.
射 出 成 形 に お け る ウェ ル ド欠陥
生 成 規準
金 型 キャ ビ ティ内 に 中 子のあ る場 合,
中子によ り分 岐 された材 料の流 れはその後 方で再 び 会 合する。
その会合 部 (ウェ ル ド部 )に は空 孔が残 留 することが多く11)−
14),
空 孔は次の脱 脂,
焼 結工程に おい て き裂 発生 などの 欠 陥 の原因にな る た め射出成 形段階で の発 生の防 止が重 要で あ る。 本 章で は荒 れ を 有 す るフ ロ ン ト面によ るウェ ル ド の 問 題につ い て,
材 料 表 面に切 り 欠 き を加工 し て人工的 にフロ ン ト面の 荒れ をモ デル 化し た試 験 片 をウ ェ ル ドの 空 孔 消 滅の実 験に 用い る。
次に,
実 際の射 出 成 形 機 を 用 い た ウェ ル ド欠 陥の生 成 実 験 を 行い,
本 研究で提 案 し た モ デル 実 験 法の有用性 を確か め る。
3,
1
モデル実験 法の提 案フ ロ ン ト面の荒れ に よ る凹 凸 をFig
.
7の 左上の試験片 1の よ う な 切欠き で代表 する こ と と し,
こ れ を切 り欠き の ない試 験 片2
に圧着す る。
こ こで,
切 り 欠 きの大 き さ4
セ ラ ミッ クスの射 出成 形の高精度化に関する研究 (加藤和典 ) 及 び形状 は深 さ
do−
。.
4,
08mm,
谷 部の 箙 θ一30
°,
60°
,
120°
である。圧着は
Fig.
8
に 示 す 装 置に よ り 行 う。
すな わ ち,
Fig.
7 右下の よう な一
対の ブロ ッ ク試 験 片を Fi9.
8の コ ンテ ナ 内に格 納 し所 定の 温 度 まで加 熱 す る。
方,
左 側の冷却 された金 型の 内 部に加 圧 板 をセ ッ トし て おき,
コ ンテ ナ 内の・
対の試 験 片をプランジャー
に よっ て 金 型内に移 動 θ10
麟 轟
/
きー
… (t=L9
)9
5
A120
,powdcr
Is appliedFig.7.
V−groovedi
specimen tobe
used as a modelfor
welding
defect
examination.
Die
丶
石
Load cel1 Sll\
丶丶
くMetal
block
>Block
specimen (Left:2,
Right:1)Steel
ball
ium
plate
(3mm thick)F
量g.8 .
Illustration
of expedmental apparatus,
させ ると 同 時に加圧 し
,
冷却さ せる。
簡易法とし て
,Fig.7
の.
一
対のブロ ッ ク試 験 片の左側 を 省 略 して 右 側の ブロ ッ ク を 直 接Fig.
2の 加圧板に押し っ け る よ う な霙 験 法も併用する。
こ の方 法では加圧板は 予めコ ンテ ナ内に格納 し て試 験 片1
と同時に加 熱 し て お く。
材 料の組 成は前 章と同 様で あ る。
実 験 結 果の 1例 を Fig.
9 に示 す。
3.
2 ウェル ド部での 空 孔の 消 滅 条 件 ウェ ル ド部に残留 する空孔の 大き さ に は,一
一
・
般に は初 期の 切 り欠き形状や大き さの 影 響 を 受 ける。
し か しあ る 程 度 以 上 圧 着が進め ば初 期 形 状の影 響は少 な くな るもの と思 われ る。
そ こで,
本 研 究で は残 留 空 孔の 許 容 値 を仮 に 50μm と設 定 す るc Fig.
/0は簡 略 化モ デル実 験 法に よる広い成 形 条 件 下で の実 験 結果で あ る。 各 成 形条 件に対 する位 置に は6
個の 四角形か ら な るブロ ッ ク が記入されてい る が,
そ れぞ れ の 四 角 形が切 り欠 き初 期 形 状に対 応し,
網 掛 けの濃 度 は 最 終 空 孔の 大 き さ を示 し てい る。
こ の 図 よ り,
空 孔の許 容値 を50
μm と し た時の 限界成 形 条件は (160
°C,1.
9MPa
) と(180°C,
UMPa )の点を通 過 する直線で表される こ と が 分か る。
これ を空孔消 滅規準 線 と呼ぶ こ とにする。
3.
3 射 出 成形機に よ るウェ ル ド欠 陥の生 成 実 験 上 述の 空 孔 消 滅 規 準 線 と実際の成形の結果との対 応 関 係 を確 認 するため,
射 出 成 形 機 を用い て対 向フ ロ ン トの 会 合 に よ る ウェ ル ド生成 〔Fig.
11),
および中 子 を 有 する キャ ビ テ ィに よる中子 下流で の ウェ ル ド生 成 (Fig.
12)の 実 験 を行っ た。
そし て,
射 出 成 形 後の 試 験 片か ら ウ ェ ル ドラ インを 含 めて ブロ ッ クを 切 り 出し,
サ ン ドペー
パー
によ り材 料 を除 去しな が ら 内 部の残 留 空 隙 を 調べ た。
そ の代 表結果をFig.
13に示す。 これら実 験で は ウェ ル ド部に残留 す る 空 孔の 有 無で 合 (i
)θ=
600
θ=120
°vawtrNVc\raetag
36
ifrg
le
sik
:
gs}
1.89
1.13
O.46
Fig.
Locationofrnarks: Ihitialshape andsizeofgroove4fiO.4mm,e3oe dp=O.4mm,e=3oo d,=O.4mm,Ee3oe di=O,4mm,e-3or
ijo,4mm,e=3ov
de=O.4mm,B=3o"Grey
level:
Depthofgroove
afterweldng OA. SOPrn w':L 51N 1(K}pm lolN 2oeltm 201-j 300prn 301N 400ym 4ol-- soopan 501--Staridard(MaterialA)
140
1oo
l80
Material
temperatureT;d
/℃10.
Weldingpropertybysimplinedmodelexper-iment
(Vhlues
express sizeofresidualvacancy (Val-ues inparenthasiscorr?spond toresults offine
alu-mina powder rnaterial,).
Fig.
Fig.
11.
Welding
ofmeltfronts
ofcounterflows,
ex-perimentedbyusing iniectionmolding machine.ofspruePressuresensor
i
(E)-4-(ii)-B
-n"-
--l
piG5i,,o-in-d-d
1
1(I27,5mmIn
d
42.5mm
Insert
12.
Welding at portionsdownstream
ofinserts
in
slitfiow;
experimentedby
using injectionmeld-ing
machine,la)
Weld
1ineon surfacefo)
Magnifiedphotoof voidsin
ria1near welded part
mate-Fig.13,
DEfectsremainingatweldedpart.
-6-セ ラ ミッ ク ス の射 出 成 形の高精度 化に関 する研 究 (加 藤 和 典 〉
5
4
3
邸ら
≧ 丶 塗 隅 O旨
。【 。nOa ⇔o ε コ Ol 。1
・)150
160
170
180
190
200
210
Material
Temperature
TM
/°C
Fig.14.
Comparison
of the void vanishing conditionobtained by model experiment with experimental
results
in
actua1injection
molding.
否 を 判 定 し
,
その結 果 をFig.
14に 示 し た。
こ こ で実線がFig.11
の方法に よ る もの,2
点鎖線および破 線がFig.12
のA ,
B
点に お け るもので ある。
比 較の た め Fig.
10
の簡 略化モデル 実 験 法に よ る空 孔 消 滅 規 準 線 を 点 線で示 す。
同 図 よ り,
射 出 成 形 機による実 験 結 果はい ずれも ほ ぼ一
致 し,
ま た 空 孔 消滅規準 線と も傾 向的には一
・
一
致 する こ と が分か る。
こ の こ と は,
モデル 実 験 法 によっ て得られる 空 孔 消滅規 準 線が実 成形の規準とし て有効なことを示 す もの で あ る。
3.
4 本 章のま とめ 本 章で はフ ロ ン ト面の荒 れ を模 擬 した 切 り欠き試 験片 を 用い るモ デル 実 験 法 を 提 案 し,
こ の 方 法に よ り ウェ ル ド部の残留空孔の有 無 を予 測する た めの空孔消滅 規 準 線 を求め た。
ま た射 出 成形 機によ り,
対 向フ ロ ン トの会 合 状 態お よ び中 子を有 する キャ ビテ ィ における中 子 下 流の ウェ ル ド状 態につ い ての 実 験 を 行い,
残 留 空 孔の有 無は 広い成 形 条 件 下で上 述の 空 孔 消 滅 規 準 線 と よ く対 応 する こ と を確認 することがで き た。4 ,
脱脂
段 階に発 生 する成 形 品のゆがみの予 測Fig
.
15
は射 出成形に よ る帯板状 成 形 品に脱 脂 開 始 直 前 の130
°C
程 度 (脱脂工程 初 期 ) までの 昇 温 を 加 えたもの で あ る。
こ こ で 成 形 時の ゲー
トの位 置は成 形 品 中 央,
紙 面 内 下 方で,
成 形 時の流 れは面 内の2
次 元の流れに なFig
.15.
Deformation
in
earlyde−
waxing stage.
(Gate
locates
at the middle of lower side of specimen.
)C ゆ
.
一
es Yみ
Fig.16.
In・
plane simple shear testing sp 血enfor
measuring visco
・
elastic propertyる
.
こ の 段 階で成 形 品に は大 き な変形を 生じ てい る. グ リー
ン成 形 体には 残留応 力 も含 まれる可能 性は あ る。
しか し,
Fig.
15の 変形 は残 留応 力によ るもの とし て は過 大で,
そ の原 因は射 出成 形時に材 料 内部につ く り込 まれ た分 子の のびによる潜在ひずみ が脱 脂 段 階で緩 和,
解 放 されるこ とに よ る もの と推定 される5〕動 e 本章で はこ の 変 形 を 予測 す る 方 法 を 示し,
ま た そのf
測の基 礎 デー
タ を収 集 するための 簡 易 粘弾性 特 性 試 験 法 を提 案 する。
4.
1
板 材の面内せ ん断試 験 法の提 案 冷 却過程に お け る金型 内の樹脂 流動は複 雑で これ を 正 確に把 握 すること は容 易で ない。
そこ で,
モデル 試 験 法 と し てFig.
16に示 すよ う な板 材 試 験 片の 面 内せ ん断 試 験 を行う。
試験 片の寸法はt 板 厚1
渇,
切 欠 き部 幅1mm ,
倣 き蝦 さ10 とする。
そし て 中 央 諏 び 醐 部に 金 属 板 を接 着し て補強 し,
中 央部に面内変 位を付 与し 切 欠 き部に単 純せ ん断 変形 を生じ さ せる。
4.
2
成形 ・冷 却・
再 加 熱 過 程 に お け る変 形 回 復 現 象 を確 認 す るために簡 単 な 予 備 実 験 を行 う。
ま ず 適 当なひ ずみ速 度 (P
≡
6s−
1)で十 分 大き な ひずみ(7
=
3.
0) を与え,
その 後 水 冷する (水温7
浮15
°C
)。 その時の ひ湘 南工科 大 学 紀 要 第
36
巻 第1
号 演錯
切 」 燗 幽 ○自 覇霧
胡 £ Q◎Materia1
terrperatUreT
M尸C
Fig。17 .
Shear
strain after water cooling and thatafter re
−heating
・
(Cooli19
water 亡en真peratureTc=
15°C
,
Strain
rate
in
loading stage ア
=
6s−
1,
Totalshear strainア
=3.
0.
)0
Tirnc
t
!s’
1Fig
.18 .
Strain
variationin
loading stage and relax・
ation stage after
Ioading
at oDnstant temperature(
Tl
レr三120°C
).
5
ずみ がFig.
17
の中実 点で あ る。 こ こ で材料 温 度は3
水 準 とっ て い る。
次 に,
これ らの 試 験 片 を 脱 脂初 期の 温 度 ←130℃)ま で再 加 熱 す る。
その時の ひずみを 中 空印で 記入する。
中 空印の値は潜 在ひずみ が完 全に解 放 された 後の値 (γ1)で あっ て,
中実 と中 空の差が脱脂時 (初 期の 昇 温 時 )に生じるひずみ にあた る。
すなわち,
負 荷終 了 時にγ2 (=7
一
γ 、)のひずみがつ く りこ まれ るが,
その一
部 γs
が冷 却 終 了まで に解 放 され,
残 りの 醪(=
γ野
γる)が脱 脂 時に解 放 される。
4.
3
等 温 下 での変 形 及び潜在ひずみ材 料温度
TM =120
°C
に お け る 変 形,
回 復 過 程 をFig 18 に示 す。 ここ で中実 丸印の線図は負 荷 時の せん 断 ひずみ 3o£
2
思
。り 岩 8 『[
00 2040
60
響
Strai1
ratehl
bad
stagβ γ100
Fig.
19.
Latent
strain generatedby
straining at vari−
ous strai皿 rate and temperatUre
.
速 度
尹耳
6s
−
1の場合で あ る。 時 間t=O,
5s
ま でが負荷 段 階 で,
こ の時 点で7
=3.
0に達する、
こ こ で負 荷 を加え てい る糸が切 断され 回 復 段 階に入 る。
こ の線 図の最 終 値が永 久 変 形の値 γユ,また 7S=
7
一
γ,で あ る。
図の三 角 印 及 び 四 角 印の 線 図はそ れ ぞ れタ=30s
−
1及 び75s
”
iに対 す る もの で ある。
タ
が大 き く な れ ば γ8
は増大 する。
試 験 温 度 (材 料 温 度 ) を 変 化 させ た 場 合の 実 験 を 補 い,
潜 在ひ ず み γ8
をせん 断ひずみ速 度夕
に対 して プロ ッ トする(Fig.
19)。 そ し て これ をま と めれ ば 次の実 験式が得 られる。 こ こ で近似式の表 示に際し て各変数の値の オー
ダを整え るために,
あ
窃 に対 し て基 準 値 を設定し て これ ら との比 とし て表 示 した。
讎
紛
錨〔
ザ
T ’
=TM
+273
K ,
η
霜373
K ,
タ
o=
=
10.
O
s−
14.
4
潜 在ひずみ の緩 和による変 形の回 復 (12)Fig
.
18の 各線図の 回復過 程の部 分 を片 対 数 プロ ッ ト し 回 復 過 程の線 図の近 似 式 を求め れ ば,
次 式が得 られる。 r,一
,身、一
÷
,
互
_
1
,
。.2.
8。P
−
・ (、3
) γ2 T 式(13)は潜 在ひずみ の緩 和速度を表す 時 定数 τが負 荷時 のせ ん断ひずみ速 度il
に依 存 するこ とを 示し てい る。 こ れは潜 在ひずみ が同じ であって もこれがつ く り込 ま れ る と き のラ
によっ て緩 和速 度が異な る こ とを意 味 する。 こ の こ と は夕
に よっ て分 子 配 向,
分 子の伸びの 大き さ な ど の微 細 構造 が 異 な ること を示 唆 す る もの と思 わ れ る。8
セ ラ ミック ス の射 出 成 形の 高 精 度 化に関 する研 究 (加藤和 典) 1 0
,
8 ミ£
臼0・
6
霍
羣
o・
4s
O.
2
0120
140
160
180
Materhl
、
temperature h bading stage T M /℃Fig
.20 .
Estimation
oflatent
strain after rapid coo1・
ing
and co皿parison
with experimental rsults.
ε
20信
自
15§
身
10晝
・
89
5 Σ Time t/sFig.21 .
Temperature
variation at middle plane ofsheet specirnen in water cooling (Sheet thickness
h
=3mm ,
Tc
= 15°C
).
4.
5 負 荷 後に急 冷 し た場 合の残 留 潜 在ひずみ の推定面 内せ ん断 試 験 片 を 急 冷した場 合 冷 却速 度に応じ た潜 在ひず み (γ{
’
)がつ く り 込ま れ る こ と につ い て は,
すで に4.
2
節におい て 述べ た (Fig.
17)。
こ れと同 様の実験 を 種々の冷 却水温度(Tc
)に対し て 行い,
潜 在ひ ずみ 躍 につ いて ま と めたもの がFig.
20
で ある。
中実 印が実 験 結 果 で,T
。が高くな る と γ{’
は 減 少 し て い る。
本 節で は 式 (12
)お よび(13)を 用い て こ の だの値を推定する方 法 を 示 す。
まず,
冷 却 中の 試験 片の温度 を 実 測する。
す な わ ち,
試 験 片 と 同 じ厚 さ1.
5mm の板の 小 片2
枚の 間に 熱 電 対 をは さみ 込み,
これを 試 験 温度Tv
=
12(),
140,
160°
C
まで 加 熱 し た後,
冷 却 水 中で急 冷 する。Fig.
21
は そ の熱 電 対 に よっ て測 定 さ れ た板 材 中 央 面の温 度 Tmidの時 間変 化の 1 例で あ る。 各試験 片の 中央 面 (厚さ 方 向の 中央)に お け る 冷 却 過 程の温 度 は,
本 章の実 験 と板 厚 が 異 な るため Fig.
21に示す温度 (Tmi
∂よ り低 く,
ま た試 験 片の厚 さ方 向にわたる平 均 温 度 (T 。。g)は さ らに低 くな る。
し か し,
本 実 験に おい て試験片の変 形回 復 が 進 行する時 間 tは上 述 の Tmidが成 形 助 剤中のPS
の ガ ラス転移 点T
,(=
90°C
)以 上にある時 間tmld
に ほ ぼ 比 例 す る もの と思 わ れ る。
そこ で,
次 式 を 仮 定 す る。
t=
αtmid
(14
) こ こ で α は冷却 中の材 料温度 を簡 単なモ デル 実験の 結 果 (Fig.
21
)で代 用 し たこ と に対 する補 正 係 数である。
式(13)に よれば回復 途上の 潜在ひずみ γ2の値は温度に よらず tに の み 依 存 する
。
よっ て,
Fig.
21か らtm ,dを 読 み とり式(14),
式(13
)を 順 次 用いれ ば 冷 却 後の潜 在ひずみ 7Sを 求め る こ と が で き る。
ただし γ身
は式(12
)より予め求 めてお く。
こ こ で , α は解 析 的に求め る こ とも原 理 的に は可能であるが,
その場 合 は 材 料の熱 定 数の測 定 が 必 要 に な る な ど簡 単で ない。 そこ で.
こ こ で は 2〜
3の試 行の 後 α=o.
18と仮 定 する。 そ し てFig.20
の各 実験 点に対応 する条 件 につ い て冷 却後の 潜 在ひずみ 拶 を 求め,
+ 印 で記 入 した。
本 節の推 定 法におい て は α の仮 定の任 意 性 はあるが,
実 験 結 果と は広い条 件にわたって 全体 的に一
致 し てい る。
こ の こと は,
4.
3〜4.
4
節で得 られた潜 在ひず み γS
及び その緩 和速 度 ナ2の近 似 式 (式 (12
)およ び (13
)) が実 際の 射 出 成 形で 得られるグ リー
ン成 形体の潜 在ひず みの予 測の た めの基 礎 式とし て有 効なこ とを 示 すもの で あ るe 4.
6
本 章の まと め セ ラ ミッ ク ス の射 出 成 形に おい て脱 脂 時に大き な ゆ が みが 発 生 す る場 合 が あ るこ とを指 摘し,
これが射 出成 形 段 階に成 形 助 剤 中の PS につ くり込ま れた潜在ひ ずみ の 回 復 に よ る もので あ るこ とを 明 らか に し た。 次に1 こ の よ う な 粘 弾性 特 性 を 測 定 する方 法 とし て 切 欠き板材の 面 内 せ ん 断 変 形 試 験法 を提 案し,
種々 の温 度,
ひずみ速 度 下 で材 料 内につ く り込 まれる潜在ひ ずみ及 びその回復速 度 を 実 験式と し て求めた。 そし て これ を 用い るこ とに よ り,
高 温 下で の 成形 後 急 冷 された グ リー
ン成 形 体に残 留 する潜在ひずみの 予測が 可能なこ と を 示 し た。
5.
お わ り に セ ラ ミックス の 射 出成 形におい て,
型 設 計段 階で の成 形 特 性の 予測の た め に 材 料の流 動,
変 形 を 数値解析しよ湘 南工科 大 学 紀 要 第
36
巻 第 1号 う とする場 合,
粘 度 特 性などの 入力 デー
タ の 高 精 度 化 と 解析結 果の評価の た め の成 形不良生成 規準の確立 が 重 要 で あ る。
本稿で はこの よう な成形 特 性 予測シス テム の構 築 を 目 的と し て,
い くつ かの 重 要 項目をと り あ げ,
問 題 点 を 指 摘 し て 有 効 な 対 応 策 を 提 案 した。
各 項 目につ いて の検 討 結 果はそれぞれの章の末 尾に要 約 した通 りで ある。
金 型内の材 料 流動の流動・
固化状 態の計測 技 術は最 近 の10
年 で 大 き く進 歩し てい る。
よって,
これ らの方 法 を活用すること に よ り材 料特 性の計 測の高精度 化 お よ び 成形 不 良の正確な把 握が可能にな り,
そ の結果とし て数 値 解析に よる成 形 特性 予 測技 術が大幅に改善で き る可能 性があ る。
この よ うな研 究に並 行 し て,
材 料 特 性,
成形 不 良 現 象などに対 し て そ れ ぞ れ 実 用 的な試 験 法 を確立す るこ とが必 要で ある。
お わりに,
本研 究に御 協 力い た だい た鄭 湧 皓博士 (韓 国 双 竜洋灰 社),
安 達 正 純 氏 (松 下 電 器 産 業 ),
中村一
一
成 氏 (不二輸送機工業)な らびに大竹 尚登 助 教 授 (東 京 工業 大 学 )に厚く御礼 申し上げます。 参 考 文 献 1) 加藤 和典,
鄭 湧 皓,
大 竹 尚登 :成 形 加 工,11−6
(1999),
454,
2
) 加藤和 典,
鄭 湧 皓,
大 竹 尚 登 :塑 性 と加工,
40−461
(1999),
〔燗.
3
)Chung,
Y
H .
,
Kato,
K .
andOtake,
N .
:Proc.
lnt.
Symp .
Adv.
Form.
Die
Manuf.
Tech.
,
(1999−
9),
739.
4) 加 藤 和 典
,
安 達 正 純,
中 村一
成,
安 原 鋭 幸機械 学 会 論 文 集
,
(C
), 67−657
(2001),1633.
5
) 岩 倉 賢 次,
竹 田 (1995
),
643.
6
) 岩 倉賢次 , 竹 田 (1996
),
176.
啓,
小 山 清 人 成 形 加工,
7−
10 啓 , 小山清人成 形 加工
,8−3
7)
Hatzikiriakos
,
S.
G .
andDealy,
J
,
M
:エRheoL,35−4
(
1991
),
497,
8
)White,
J
.
L.
,
Hat1,
M .
H .
,
Nakajima,
N.
andBrzoskowski
,
R
.
:J
.
Rheol.
,35
−
1(1991),167.
9
)Mooney
M .
:J
.
Rh
θ01.
,
2−
2 (1931
),
210.
10
)Rabinowitsch
,
R.
:Zts.
Phys.
Chem .
,
A145
(1929
),
1.
11)
Kama1,
M ,
R,
&Papathanasiou
,
T.
D.
:Polyrn
.
Eng.
,
Sci.
,
33
−
7 (1993),410.
12) Zhang
,
T.
& Evans,
J
.
R.
G .
:J
.
Am.
Cera
肌Soc.
,
76−
2(
1993
},
481.
13
)Thomas,
MS .
&Evans
,J
.
R.
G .
:Br.
Ceram.
Trans.
J
.
,
87
−
1(1988),
22.
14)
Hunt,
K .
N.
&Evans,
J
.
R.
G .
エMater.
SCi.
,
26−2
(1991
),
292
,
15
)Lombardo
,S,
J
,
et aL:J
,
Am .
Ceram、
Soc.
,
82−6
(1999),
1401.
16
)German,
R .
M .
,
Hens,
K .
F
&Lim,
S−T
P
:Am
.
Ceram
.