海外展開に向けた事業実施可能性調査
(先進火力発電等案件形成調査)
インド・TATA Power石炭火力発電所向け
乾式脱硫脱硝システムの事業実現可能性
調査報告書
平成30年3月
経済産業省 資源エネルギー庁
(委託先)日揮株式会社
FORM 1005-2 3
目次
第1部. 調査概要 1. 調査概要と報告内容 ... 4 2. 略語 ... 4 3. はじめに ... 5 3.1 事業背景 ... 5 3.2 事業目的 ... 5 4. 前提条件 ... 5 第2部. 技術検討と事業性評価 5. 技術概要 ... 6 5.1 石炭灰利用乾式脱硫プロセス ... 6 5.2 脱硝プロセス ... 8 6. 商業装置に関する技術検討と事業性評価 ... 9 6.1 検討条件 ... 9 6.2 Case1における基本設計検討結果 ... 11 6.2.1 プロセスフロー図 ... 11 6.2.2 Case1 の主要機器 ... 11 6.2.3 敷地面積 ... 12 6.2.4 排出物 ... 12 6.3 Case2における基本設計検討結果 ... 13 6.4 Case3における基本設計検討結果 ... 13 6.4.1 プロセスフロー図 ... 13 6.4.2 Case3 の主要機器 ... 14 6.4.3 敷地面積 ... 16 6.4.4 排出物 ... 16 6.4.5 集塵機の比較検討 ... 17 6.4.5.1 比較 ... 17 6.4.5.2 集塵機の比較検討の要約 ... 19 6.5 商業装置の事業性評価 ... 19 6.5.1 検討条件 ... 19 6.5.2 Case 1の経済性検討結果 ... 20 6.5.3 Case3 の経済性検討結果 ... 22 6.5.3.1 集塵機および脱硫システムの経済性検討結果 ... 22 6.5.3.2 脱硝システムの経済性検討結果 ... 24 6.5.3.3 全体システムの経済性検討結果 ... 25 6.5.4 商業装置の経済性検討結果の要約 ... 28 7. 実証装置に関する技術検討と概算費用 ... 29 7.1 実証装置の基本設計 ... 29 7.1.1 ブロックフロー図 ... 29 7.1.2 既設発電所との取り合い ... 30 7.1.3 プロセス設計図書 ... 30 7.1.4 主要機器 ... 31 7.1.5 必要敷地面積 ... 31FORM 1005-2 3 7.1.6 用役消費量 ... 32 7.1.7 排出物 ... 32 7.1.8 実証装置の詳細検討 ... 33 7.2 実証試験計画 ... 34 8. 脱硝触媒の詳細情報 ... 35 8.1 インド石炭灰の性状分析 ... 35 8.2 触媒被毒成分による影響 ... 37 8.3 ダストの触媒摩耗への影響 ... 37 8.4 触媒詳細情報 ... 41 第3部. 新環境規制に関する調査結果 9. 新環境規制の概要と対応状況の調査 ... 42 9.1 インドのエネルギー部門構成 ... 42 9.2 新環境規制の概要 ... 44 9.3 新環境規制の対象となる発電所の現状と対応状況 ... 46 9.3.1 石炭性状の調査 ... 46 9.3.2 排ガス性状の検証 ... 48 9.3.3 新環境規制への対応状況 ... 50 9.3.3.1 新環境規制への対応状況 ... 50 9.3.3.2 規制対象物質ごとの対応状況 ... 51 9.4 新環境基準を遵守するための課題 ... 52 9.4.1 SOx 排出基準に準拠する為の課題 ... 52 9.4.2 NOx 排出基準に準拠する為の課題 ... 54 9.4.3 規制遵守のための課題の重要度 ... 55 9.5 環境規制対応動向の最新状況と経緯 ... 57 9.5.1 最新状況のヒアリング結果 ... 57 9.5.2 ヒアリング結果のまとめ ... 58 第4部. 脱硫および脱硝技術に関する市場の調査結果 10. 脱硫・脱硝システムの市場調査 ... 59 10.1 インドにおける脱硫・脱硝システムの市場調査結果 ... 59 10.1.1 カテゴリー(a):新設発電所への装置導入 ... 60 10.1.2 カテゴリー(b)および(c):既設発電所の改造... 64 10.2 脱硫および脱硝設備に対する要求 ... 66 10.2.1 脱硫設備に関する要求事項 ... 66 10.2.2 脱硝設備に関する要求事項 ... 67 10.3 インドにおける脱硫脱硝技術サプライヤーと実績 ... 68 10.4 インドにおける乾式脱硫剤原料(消石灰、生石灰)の性状と市場 ... 70 11. まとめ ... 73 第5部. 添付資料 添付リスト ... 74
FORM 1005-2 3
1. 調査概要と報告内容
本報告書は、平成29年度提案公募事業として経済産業省より委託された「インド・TATA Power石 炭火力発電所向け乾式脱硫脱硝システムの事業実現可能性調査」の調査結果を纏めたものである。 インド国内の環境規制の動向や各発電所の環境規制への対応の調査結果と合わせて、技術面および 経済性の観点から事業実現の可能性を検討した結果を報告する。2. 略語
本報告書では、以下の略語を使用する。A/H : 空気予熱器 (Air Heater)
CAGR : 複合年間成長率(Compound Annual Growth Rate)
CAPEX : 資本的支出(Capital Expenditure)
CEA : インド中央電力庁(Central Electricity Authority)
CFD : 数値流体力学 (Computational Fluid Dynamics)
GGH : 排ガス再加熱器 (Gas/Gas Heat Exchanger)
ECO : 節炭器 (Economizer)
EPC : 設計/調達/建設 (Engineering, Procurement, Construction) ESP : 電気集塵機 (Electrostatic Precipitator)
FGD : 排ガス脱硫(Flue Gas Desulfurization)
MC : マルチサイクロンセパレーター (Multicyclone Separator)
MoEF&CC :インド環境・森林・気候変動省
(Ministry of Environment, Forest and Climate Change Government of India)
NTPC : インド国営火力発電公社 (National Thermal Power Corporation)
OPEX : 運用維持費 (Operating Expenditure)
PDP : プロセス設計図書一式 (Process Design Package)
SCR :選択的触媒還元(Selective Catalytic Reduction)、本書では触媒脱硝を示す。
SNCR :選択的無触媒還元(Selective Non-Catalytic Reduction)、本書では無触媒脱硝を示す。
FORM 1005-2 3
3. はじめに
3.1 事業背景 インド国内では、近年の急速な経済発展に伴い環境規制が年々厳しくなりつつある。2015年には、 インドの環境・森林・気候変動省 (MoEF&CC) は1986年度に発行した環境規制のルールを火力発 電所向けに改訂し、一層の規制強化を図っている (9.2 章参照)。このような状況において、日揮株 式会社、日揮触媒化成株式会社、双日株式会社、および一般財団法人石炭エネルギーセンターの4 社は共同事業体を組織し、経済産業省の委託を受けてインド国内でTATA Power 社が運営する石炭 火力発電所をターゲットとして乾式脱硫脱硝システム導入の事業実現可能性について調査を実施し た。 3.2 事業目的 本事業化調査は、乾式脱硫脱硝システムをインドの石炭火力発電所に導入する場合の実現可能性を 確認することが主要な目的である。その目的に沿って、乾式脱硫脱硝システムと従来の湿式脱硫脱 硝システムの比較を行い、乾式脱硫脱硝システムの優位性の有無を技術的および経済的な観点から 評価する。4. 前提条件
本事業化調査を開始するにあたり、石炭組成の分析結果、排ガス組成の分析結果と温度・圧力条件 などの前提条件をTATA Power 社と確認した。それらの前提条件の詳細は、本報告書の末巻に添付 する以下の図書を参照すること。- 添付-1 Basic Engineering Design Information S-1222-001 - 添付-2 Design Basis for Maithon Power Plant S-1222-101 - 添付-3 Design Basis for Jojobera Power Plant S-1222-102
FORM 1005-2 3
5. 技術概要
5.1 石炭灰利用乾式脱硫プロセス 石炭灰利用乾式脱硫プロセス (以降、乾式脱硫プロセスと呼ぶ) は1980年代後半に北海道電力で開 発され、苫東厚真第一発電所に導入された。1991年の商業運転開始以降、今日に至るまで順調に操 業を続けている。また、近年、乾式脱硫プロセスは中国の複数のコークス炉ガスの燃焼排ガスの排 煙脱硫装置に適用され、今日に至るまで大きなトラブルも無く順調に操業を続けている。 乾式脱硫プロセスは、脱硫塔に脱硫剤を充填・移動層を形成して排煙と接触させて、排煙中の二酸 化硫黄 (SO2) を脱硫剤に吸収して石膏 (CaSO4) に変化させることで二酸化硫黄を除去する。脱硫塔 は上下二段で構成され、塔頂部から塔底部に向かって脱硫剤を降下させることで移動層を形成する (図 5-1参照)。排煙は、脱硫塔下段から導入されて脱硫剤と十字流で接触し、二酸化硫黄の大部分 が吸収される。また同時に、上流の集塵機で除去しきれなかった少量の煤塵が脱硫剤に捕集され る。その後、脱硫塔下段を通過した排煙は脱硫塔上段に導入され、未使用の脱硫剤と再び十字流で 接触し、排煙の環境規制値に照らして除去すべき残りの二酸化硫黄が全量脱硫剤に吸収される。 図 5-1脱硫塔概略図 - 排煙と脱硫剤の流れ 脱硫剤は消石灰を原料とし、これに石炭灰および石膏を混合した化合物であり、二酸化硫黄を吸収 して石膏を生成する過程は次の化学反応式で表される。2Ca(OH)2 + 2SO2 + O2 → 2CaSO4 + 2H2O ‐(1)
脱硫剤は固体で、図 5-2に示すようにペレット状に加工されている。図 5-3には、脱硫剤の製造ス
FORM 1005-2 3 図 5-2 脱硫剤の外観 図 5-3 脱硫剤製造スキーム 脱硫剤による二酸化硫黄の吸収は、脱硫剤製造の蒸気養生の工程において生成されるカルシウムシ リケートが寄与している。使用済脱硫剤はその大部分が石膏となるので、使用済脱硫剤の一部は原 料の石膏の代わりとして再利用される。脱硫剤製造システムの概略図を図 5-4に示す。 図 5-4 脱硫剤製造システムの概略図
FORM 1005-2 3 5.2 脱硝プロセス 脱硝プロセスとして、選択的接触還元触媒を使用する。還元剤として空気で希釈したアンモニアガ スを触媒の上流に注入し、窒素酸化物(NOx)は以下に示す化学反応式 (2)、(3) および (4) 式によ りアンモニアと反応して窒素と水に変換される。 4NO + 4NH3 + O2 → 4N2 + 6H2O ‐(2) NO + NO2 + 2NH3 → 2N2 + 3H2O ‐(3) NO2 + 8NH3 → 7N2 + 12H2O ‐(4) 選択的接触還元触媒には、一般的にプレート式とハニカム式が使用されている。ハニカム式は、そ の構造からプレート式に比べて必要な体積量が小さく抑えられ、従ってプレート式に比べて触媒体 積あたりの効率が良い。但し、高濃度の煤塵を含む排煙に使用する場合には煤塵によって目詰まり を起こす恐れがあるので、排煙の煤塵濃度が小さい場合に限り使用可能である。 図 5-5 ハニカム型触媒の外観
FORM 1005-2 3
6. 商業装置に関する技術検討と事業性評価
6.1 検討条件
既設あるいは新設の石炭火力発電所への乾式脱硫脱硝システムの導入に関して、技術検討および事
業性評価を行った。既設の石炭火力発電所はTATA power 社が保有するMaithon火力発電所1ユニ
ット (発電容量525 MW、排煙量 2,300,000 Nm3/h) を想定した。検討した全3ケースを以下に示 す。 Case1: 既設火力発電所設備の改造(低NOxバーナーへの交換と乾式脱硫プロセスの導入) Case2: 既設火力発電所設備の改造(乾式脱硫脱硝システムの導入) Case3: 新設火力発電所設備への導入(乾式脱硫脱硝システムの導入) Maithon火力発電所の排煙設備の構成図を図 6-1に示す。ボイラー、節炭器(ECO)からでた排煙は 空気予熱器(A/H)、電気集塵機 (ESP) を通じて煙突から大気へ排出される。 図 6-1 Maithon火力発電所の排煙設備構成図 図 6-2にCase1の排煙処理設備の構成図とプロセス条件を示す。Case1は既設火力発電所に低NOx バーナーを導入することで窒素酸化物を、乾式脱硫プロセスの導入により二酸化硫黄を、それぞれ 表 9-1に示す規定値以下まで除去する。乾式脱硫プロセスは電気集塵機で煤塵を除去した後段に設 置する。 図 6-2 Case1の排煙処理設備の構成図とプロセス条件 図 6-3にCase2の排煙処理設備の構成図とプロセス条件を示す。Case2は既設火力発電所設備に乾 式脱硫脱硝システムを導入することで、窒素酸化物および二酸化硫黄をそれぞれ表 9-1に示す規定 値以下まで除去する。乾式脱硫脱硝システムは電気集塵機で煤塵を除去した後段に設置する。
FORM 1005-2 3 図 6-3 Case2の排煙処理設備の構成図とプロセス条件 図 6-4にCase3の排煙処理設備の構成図とプロセス条件を示す。Case3は新設火力発電所設備に乾 式脱硫脱硝システムを導入することで、窒素酸化物および二酸化硫黄をそれぞれ表 9-1に示す規定 値以下まで除去する。また、Case3では排煙中に含まれる煤塵を除去するためにマルチサイクロン (MC) を導入することを検討する。乾式脱硫脱硝システムはCase1、Case2と同様に煤塵を除去した 後段に設置する。 図 6-4 Case3の排煙処理設備の構成図とプロセス条件
FORM 1005-2 3 6.2 Case1における基本設計検討結果 6.2.1 プロセスフロー図 Case1のプロセスフロー図を添付-4に示す。Case1は既設の火力発電所に低NOxバーナーおよび乾 式脱硫プロセスを導入することを想定している。 既設の電気集塵機から排出された排煙は脱硫塔 (C-101A~F) へ供給され、脱硫塔内を降下する脱 硫剤と接触することで、排煙中の二酸化硫黄が吸収される。二酸化硫黄を除去された排煙は煙突 より大気へ排出される。脱硫剤は脱硫剤サイロ (V-101A/B) に保管され、脱硫剤計量器 (Z-102A/B) により重量を測定し、必要量の脱硫剤が脱硫剤コンベア (Z-103A/B) により脱硫塔へ供給 される。脱硫塔の塔底部からはおよそ 7.45 ton/hr で使用済み脱硫剤が排出され、使用済み脱硫剤 コンベア (Z-104A/B) により使用済み脱硫剤サイロ (V-102A/B) へ運ばれる。なお、脱硫剤を製造 するために、プロセスフロー図で示す乾式脱硫プロセスの設備に加え、図 5-4に示す脱硫剤製造 設備の設置が別途必要である。 6.2.2 Case1の主要機器 Case1の主要機器は脱硫塔 (C-101A~F) である。脱硫塔1系列の基本設計図を図 6-5、図 6-6に示 す。Case1では、4列で構成される1基の塔を3基連結して1系列の脱硫塔とした。1系列あたりの寸 法は高さ32 m、幅19.6 m、奥行き14 mである。Case1ではこれを2系列設置する。 図 6-5 脱硫塔1系列の基本設計図(Case 1 上面図)
基
列
系列
FORM 1005-2 3 図 6-6 脱硫塔1系列の基本設計図(Case 1 側面図) 6.2.3 敷地面積 Case1において、乾式脱硫システムおよび脱硫剤製造装置を設置するのに必要な敷地面積はおよ そ以下の通り見積もられる。 乾式脱硫システム 1,010 m2 脱硫剤製造装置 1,600 m2 (合計)必要敷地面積 2,610 m2 6.2.4 排出物 設置設備からの排出物は脱硫塔の塔底部から排出される7.45 ton/hの使用済み脱硫剤である。使用 済み脱硫剤の一部 (約30%) は脱硫剤原料である石膏として再利用できる。約70%の使用済み脱硫 剤は埋立て処理か、ヘドロ固化材、脱臭剤などの再利用が可能である。一方で、乾式脱硫システ ムでは湿式脱硫システムで排出される排水がなく排水処理装置が不要となるため、これは乾式脱 硫システム特有の強みとなる。
FORM 1005-2 3 6.3 Case2における基本設計検討結果 Case2では既設火力発電所に乾式脱硫脱硝システムを導入することを想定している。しかし、 Case2では脱硝システムにおける排煙温度が145°Cと低いため、以下の理由により多量の触媒が必 要となる。 低温度下での脱硝触媒の活性低下 低温 (特に200°C以下) かつ硫黄酸化物(SO3)とアンモニアの共存下で析出する硫酸アンモニウ ムによる触媒性能の低下 各排煙温度に対する脱硝触媒の必要量を検討した結果を図 6-7に示す。排煙温度が低下すると脱硝 触媒の必要量が急激に増加する。これは脱硝触媒を導入する上で設計条件としては現実的ではない ので、これ以上のCase2 の検討は行わないこととした。 図 6-7 排煙温度と脱硝触媒必要量の関係 6.4 Case3における基本設計検討結果 6.4.1 プロセスフロー図 Case3のプロセスフロー図を添付-5、添付-6に示す。Case3は新設の火力発電所への乾式脱硫脱硝 システムの導入を想定している。また、排煙中の高濃度煤塵を除去する集塵機を設置する。 節炭器から排出された排煙は、慣性集塵機およびマルチサイクロン (S-101/102A~H) によって排 煙中に含まれる高濃度の煤塵の大半が除去される。集塵機の底部に堆積した煤塵は、空気輸送に てダストホッパー (V-103) へ送られる。空気輸送による煤塵の大気放出を防ぐため、ダストホッ パー上部にダストフィルター (S-103) を設置する。ダストホッパーに集積した煤塵は最終的にダ ストコンベアー (Z-105) によって埋立地へ運ばれる。 集塵機を出た排煙は脱硫塔 (C-101A~H) へ供給され、脱硫塔内の脱硫剤と接触することで二酸化 硫黄が吸収される。さらに、上流の集塵機で除去しきれなかった少量の煤塵は脱硫剤に捕集され る。脱硫剤は脱硫剤サイロ (V-101A/B) に保管され、脱硫剤計量器 (Z-102A/B) により重量を測定 し、脱硫剤コンベア (Z-103A/B) によって脱硫塔へ供給される。脱硫塔の塔底部から排出されるお
FORM 1005-2 3 よそ7.45 ton/hr の使用済み脱硫剤は、使用済み脱硫剤コンベア (Z-104A/B) によって使用済み脱 硫剤サイロ (V-102A/B) へ運ばれる。なお、脱硫剤を製造するために、プロセスフロー図で示し た乾式脱硫システムの設備に加え、図 5-4に示すような脱硫剤製造装置の設置が別途必要であ る。 二酸化硫黄および煤塵を除去した排煙は、排煙/アンモニアミキサー (M-301) によって空気で希釈 したアンモニアガスを混合した後、脱硝反応器 (R-301) に送られる。空気で希釈したアンモニア ガス、はアンモニア注入装置 (Z-301) によって供給される。煤塵、二酸化硫黄および窒素酸化物 を除去した排煙は空気予熱器で熱回収した後、煙突から大気へ放出される。 6.4.2 Case3の主要機器 Case3の主要機器は集塵機、脱硫塔 (C-101A~H) および脱硝反応器 (R-301) である。集塵機は慣 性集塵機 (S-101A~H) とマルチサイクロン (S-102A~H) が一体化した装置であり、合計8基で構成 される。1基あたりの基本設計図を図 6-8に示す。1基あたりの寸法は高さ15 m、幅11m、奥行き 8 mで、マルチサイクロン1基あたり81個のサイクロンが搭載される。 図 6-8 慣性集塵機・マルチサイクロンの基本設計図 (Case 3 側面図および上面図) 脱硫塔1系列の基本設計図を図 6-9、図 6-10に示す。Case3では、4列の脱硫塔で構成される1基が 4基連結して1系列を構成する。1系列あたりの寸法は高さ32 m、幅26 m、奥行き14 mである。 Case3ではこれを2系列設置する。
FORM 1005-2 3 図 6-9 脱硫塔1系列の基本設計図 (Case 3 上面図) 図 6-10 脱硫塔1系列の基本設計図 (Case 3 側面図) 脱硝反応器 (R-301) の基本設計図を図 6-11に示す。脱硝反応器は3層 (内1層は予備層) の触媒層で 構成され、寸法は高さ20.5 m、幅15.3 m、奥行き12.3 mである。
基
列
系列
FORM 1005-2 3 図 6-11 脱硝反応器の基本設計図 (Case 3 側面図および上面図) 6.4.3 敷地面積 Case3において、集塵機、乾式脱硫システム、脱硫剤製造装置および脱硝システムを設置するの に必要な敷地面積はおよそ以下の通り見積もられる。 集塵機 2,320 m2 乾式脱硫プロセス 1,340 m2 脱硝プロセス 640 m2 脱硫剤製造装置 1,600 m2 (合計)必要敷地面積 5,900 m2 6.4.4 排出物 設置設備からの排出物は使用済み脱硫剤および使用済み脱硝触媒である。 脱硫塔底部からはおよそ7.45 ton/hの使用済み脱硫剤が排出され、その一部 (約30%) は脱硫剤原 料である石膏として再利用できる。約70%の使用済み脱硫剤は埋立て処理か、ヘドロ固化材、脱 臭剤などの再利用が可能である。Case1と同様に、乾式脱硫システムでは湿式脱硫システムで排 出される排水がなく排水処理設備が不要となるため、これは乾式脱硫システム特有の強みとな る。 脱硝触媒の設計寿命は、脱硝システムの上流に集塵機および乾式脱硫システムが配置されること によって煤塵による閉塞や磨耗の可能性が少ないことから、5年で設計した。使用済み脱硝触媒は インド法令に従って廃棄処理する。
FORM 1005-2 3 6.4.5 集塵機の比較検討 6.4.5.1 比較 6.1章のCase 3について、大型のマルチサイクロンセパレーターを商業機に導入するための実現可能 性を検証するために、従来使用されている電気集塵機との比較を行った。比較にあたっては、国内 および海外の複数のベンダーに見積りを依頼し、一部のベンダーから得られた見積り情報を元に比 較検討を行った。各ベンダーの集塵機の仕様、およびその過程で確認された懸念事項を表 6-1に纏め る。各項目の比較において仕様が劣る方、および懸念事項を青色で示す。 表 6-1 マルチサイクロンセパレーターと電気集塵機の比較 項目 マルチサイクロンセパレーター 電気集塵機 ベンダー A社 ベンダーB/C/D社 ベンダーB社 ベンダーC社 ベンダーD社 基数 10 キャンセル 6 8 3 納期 [月] 54 30 12 12 必要面積 [m2] 2,320 3,760 4,620 2,821 CAPEX [-] (注1) 1.15 1.00 0.66 2.21 集塵効率 [%] (注2) 82.0 99.0 99.0 99.0 圧力損失 [mmAq] 72 25 30 25 懸念 偏流 大型化に伴い、1基内部で偏流 が起こる可能性がある。 無し 負荷変動 低負荷運転により集塵効率が低 下する。 無し 各基に排煙を均等分配するため に、各基入口の排煙を流量制御 する必要がある。 その他 大型のマルチサイクロンセパレ ーターを製作した実績が殆ど無 く、見積りおよび製作に対応で きるベンダーが殆どいない。 無し 注1: CAPEX はベンダーB社の電気集塵機のCAPEXに対する比率を示す。 注2: 集塵効率は各ベンダーの保証値を示す。 表 6-1に示す通りマルチサイクロンは必要面積が少ないという点で電気集塵機に対して優位性が 認められる。しかし、集塵効率はベンダー各社の保証値をベースにした比較においては電気集塵 機に遠く及ばない。また大型化に伴い複数の懸念事項が確認されたので、以下に詳細を述べる。 偏流: マルチサイクロンセパレーター1基について、内部を流れる排煙の流速分布をCFDで解析した。 その結果を図 6-12に示す。解析の結果、入口の衝突板のすぐ後方では比較的遅く、一方で衝突板 から離れた後方では比較的速い流速分布となることが確認された。この不均一な流速分布は衝突 板の設計を工夫することである程度緩和することは可能と考えられる。しかし、マルチサイクロ ンセパレーターを大型化する場合には、全ての運転ケースにおいて偏流が起こらないように内部 の構造を詳細に検討し、CFD解析による検証工程が必要となる。
FORM 1005-2 3 図 6-12 マルチサイクロンセパレーター内部の排煙の流速分布 付加変動: 低負荷運転において、排煙の流量が減少するのに伴い流速が下がるので、マルチサイクロンセパ レーターの集塵効率が低下する。集塵効率を維持する方法として、負荷に応じてマルチサイクロ ンセパレーターの運転基数を変える台数制御運転が必要になると考えられる。また、稼働してい るマルチセパレーター各基に均等に排煙を分配するために、非対称なダクトのアレンジメントを 避けると共に、少なくとも各基の入口に流量計とダクトサイズに見合った大型の流量制御装置(ダ ンパーまたはガイドベーン) が必要になると考えられる(図 6-13参照)。これは、電気集塵機の簡素 な構成に比べて技術およびコスト的に不利となる。 図 6-13マルチサイクロンセパレーターのダクトアレンジメント
FORM 1005-2 3 その他の懸念事項: 国内および海外ベンダー数社に見積りを依頼したが、各社ともに大型のマルチサイクロンを設計 施工した実績がほとんど無く、正式に見積りを得られたのは一社のみであった。従って、大型の マルチサイクロンは市場性が低い、調達の観点でコスト的にも不利となり得る。 6.4.5.2 集塵機の比較検討の要約 マルチサイクロンセパレーターは電気集塵機に比べて集塵効率が低いが、それに加えて、大型化 した場合には偏流対策、負荷変動対策、市場性の低さなど様々な懸念があることが分かった。 6.5 商業装置の事業性評価 6.5.1 検討条件 乾式脱硫システムの事業実現性を評価するために、6.1章で述べた乾式脱硫システム Case1 およ び Case3 について、湿式脱硫システムに対するコスト比較を行った。コスト比較は、運転期間40
年を想定してCAPEX およびOPEX の総額を積算する方法で行った。CAPEX およびOPEX は日
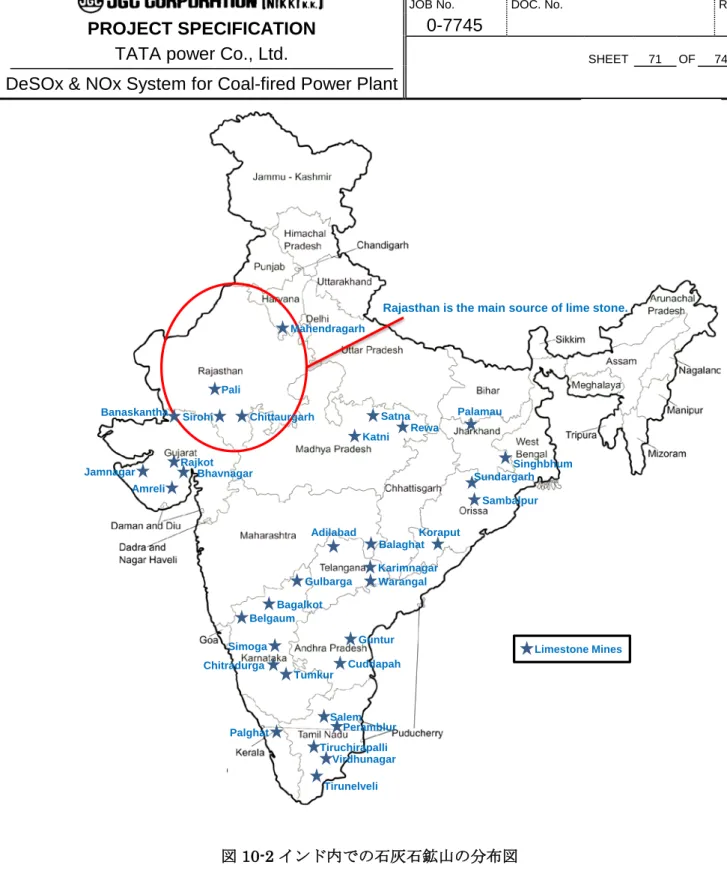
本国内の物価をベースに算出した。設備利用率は85%、負荷率は100%を想定した。 乾式脱硫プロセス 脱硫剤の原料としては、現在稼働している商用機では消石灰 (Ca(OH)2) が使用されている。一 方、消石灰より安価な生石灰 (CaO) を使用した方が、乾式脱硫プロセスのコスト競争力が上が る。生石灰を使用する方法は未だ工業化されておらずベンチスケールの実証試験の域を出ない が、有望な選択肢のひとつとして検討条件に加えることとした。本検討においては、石灰製造業 者への問合せをもとに、以下の価格を使用した。 消石灰: 20円/kg (カルシウム単価 37 円/kg-Ca に相当) 生石灰: 18円/kg (カルシウム単価 25 円/kg-Ca に相当) ところで、脱硫剤製造装置に関して、その規模が大きい方がスケールメリットによって脱硫剤製 造装置の単位重量あたりのCAPEX は低く抑えられる。これは、近隣の発電所で大規模な脱硫剤 製造装置を共有することで実現可能と考えられ、今回の検討では Maithon 石炭火力発電所とその 周辺のJojoberaおよびIEL石炭火力発電所で脱硫剤製造設備を共有した場合も検討条件に加える こととした。この場合、脱硫剤製造装置のCAPEX は、各発電所の定格出力の比で配分ることと
した ( Maithon : Jojobera & IEL = 1050 MW : 668 MW) 。
湿式脱硫プロセス インド内陸部で最も適用可能性の高く、また乾式脱硫プロセスと競合する代表的な湿式脱硫プロ セスとして石灰石膏法を想定し、これをケースW-1 とした。なお、他の代表的な湿式脱硫プロセ スとして水マグ法が考えられるが、これをケースW-2 とした。ただし、水マグ法は小規模向けで あり、且つ副生成物の硫酸マグネシウム(MgSO4) の河川への放流は許容されないので、あくまで 参考として扱った。乾式脱硫システム Case1およびCase3に対する湿式脱硫システムの設備構成 とプロセス条件を図 6-14および図 6-15に示す。
FORM 1005-2 3 図 6-14 Case1における湿式脱硫システムの設備構成とプロセス条件 図 6-15 Case3における湿式脱硫システムの設備構成とプロセス条件 6.5.2 Case1の経済性検討結果 6.5.1章に記載の検討条件をもとに、合計6ケースについて検討を行った。各ケースの詳細条件、 CAPEX および OPEX を表 6-2 に示す。各ケースのCAPEX および OPEX は、ケースW-1をベン
チマークとして、ケースW-1のCAPEXに対する比率で表示した。各CAPEX および OPEX の内
訳を図 6-16 および 図 6-17 に示す。また、プラント操業20年間のCAPEX および OPEX の積算
FORM 1005-2 3 表 6-2 経済性比較検討結果 ケース 脱硫システム CAPEX OPEX/年 乾式 または湿式 脱硫プロセス 脱硫剤 の原材料 脱硫剤製造装置 (注記1) D-1 乾式 石炭灰利用法 消石灰 専属 1.14 0.087 D-1a 乾式 石炭灰利用法 消石灰 共有 0.81 0.082 D-2 乾式 石炭灰利用法 生石灰 専属 1.14 0.066 D-2a 乾式 石炭灰利用法 生石灰 共有 0.81 0.062 W-1 湿式 石灰石膏法 炭酸カルシウム - (該当せず) 1.00 0.076 W-2 湿式 水マグ法 水酸化マグネシウム - (該当せず) 0.61 0.079
注記1: “共有”とは脱硫剤製造装置を近隣の石炭火力発電所 (Maithon, Jojobera & IE) で共有すること
を示している。一方、”専属”とは、脱硫剤製造装置をMaithon 石炭火力発電所のみに導入することを
示している。
図 6-16 CAPEXの内訳
FORM 1005-2 3 図 6-18 積算費用 以上の検討結果から、以下の所見が得られた: ケースD-1 およびD-2のCAPEX 1.14 は、ケースW-1のCAPEX 1.00 より高い。しかし、図 6-16 に示す通り脱硫剤製造装置がCAPEX に占める割合が大きく、近隣の発電所で脱硫剤製 造装置を共有することによるCAPEXの低減が期待される。脱硫剤製造装置を共有した場合 のケースD-1a およびD-2aではCAPEXが 0.81 まで下がり、 ケースW-1の1.00 を下回ること ができる。 乾式脱硫システムのOPEX は、図 6-17に示す通りその大半が脱硫剤費用で占められている。 従って、脱硫剤の製造において消石灰より安価な生石灰を原料に使用することでOPEXの低 減が期待され、ケースD-1のOPEX 0.087 はケースD-2のOPEX 0.066 まで下がり、ケース W-1の0.076 を下回ることができる。更に、脱硫剤製造設備を近隣の発電所で共有すること によって、OPEXはケースD-2aの0.062まで下げることができる。 以上の所見から、ケースW-1に対してCAPEX およびOPEX ともに下回りコスト競争力があるケ ースとして、ケースD-2aの採用が推奨される。また、ケースW-1よりCAPEXは高いものの、積 算費用が運転開始後14年以上でケースW-1を下回るケースD-2の採用も考えられる。 6.5.3 Case3 の経済性検討結果 6.5.1章に記載の検討条件をもとに、脱硫システム(集塵機を含む)単体、脱硝システム単体、およ び脱硫・脱硝システムを統合した全体システムについて各々経済性検討を行った。 6.5.3.1 集塵機および脱硫システムの経済性検討結果 当初、先のケース1と同様の6ケースについて経済性検討の実施が計画された。これに、集塵機の 選択肢 (マルチサイクロンセパレーターまたは電気集塵機) を掛け合わせると検討ケースは倍にな
FORM 1005-2 3
る。しかし、6.4.5章で検討した通りマルチサイクロンの大型化は難しいので、集塵機は基本的に
電気集塵機を想定し、合計6ケースの検討を行った。
各ケースの詳細条件、CAPEX および OPEX を表 6-3 に示す。各ケースのCAPEX および OPEX
は、ケースW-1EをベンチマークとしてケースW-1Eの全体システム(集塵機 + 脱硫システム + 脱 硝システム)のCAPEXに対する比率で示す。プラント操業20年間のCAPEX および OPEX の積算 結果を図 6-19 に示す。 表 6-3 脱硫システム単体の経済性検討結果 ケース 集塵機 脱硫システム CAPEX OPEX/年 乾式 または湿式 脱硫プロセス 脱硫剤の原 材料 脱硫剤製造 装置 (注記1) D-1E ESP 乾式 石炭灰利用法 消石灰 専用 1.15 0.064 D-1Ea ESP 乾式 石炭灰利用法 消石灰 共有 0.92 0.062 D-2E ESP 乾式 石炭灰利用法 生石灰 専用 1.15 0.050 D-2Ea ESP 乾式 石炭灰利用法 生石灰 共有 0.92 0.048 W-1E ESP 湿式 石灰石膏法 炭酸カルシウム - (該当せず) 0.91 0.055 W-2E ESP 湿式 水マグ法 水酸化マグネシウム - (該当せず) 0.65 0.057
注記1: “共有”とは脱硫剤製造装置を近隣の石炭火力発電所 (Maithon, Jojobera & IE) で共有すること
を示している。一方、”専属”とは、脱硫剤製造装置をMaithon 石炭火力発電所のみに導入することを 示している。 図 6-19 積算コスト(ケース3 脱硫システム単体) 以上の検討結果から、以下の所見が得られた: Case3はCase1より排煙の温度が高いので、Case1より脱硫塔の本数が多くなり(排ガスの体 積流量が大きくなるため)、それに起因してCAPEX はどの乾式脱硫システムのケースにお いても湿式脱硫システムのケースW-1Eを上回る。しかし、脱硫剤製造装置を近隣の発電所で
FORM 1005-2 3 共有することで、ケースD-1EおよびケースD-2EのCAPEX 1.15 はそれぞれケースD-1Eaお よびケースD-2EaのCAPEX 0.92 まで下がり、ケースW-1Eの1.00 とほぼ同等まで低減され る。 乾式脱硫システムの脱硫剤の製造において消石灰より安価な生石灰を原料に使用すること
で、ケースD-1EのOPEX 0.064 はケースD-2EのOPEX 0.050 まで下がり、ケースW-1Eの
OPEX 0.055を下回ることができる。更に、脱硫剤の製造装置を近隣の発電所で共有するこ とで、OPEXはケースD-2Eaの0.048まで低減される。 6.5.3.2 脱硝システムの経済性検討結果 6.5.3.1章で脱硫システム単体について検討を行った6ケースについて、脱硝システム単体での経済 性検討を行った。乾式脱硫システムについては、脱硝システムが集塵機の下流に配置され排煙中 の煤塵が除去されているので、煤塵による脱硝触媒の目詰まりの懸念は無く、従ってハニカム式 触媒を適用して触媒寿命は5年を想定した。一方、湿式脱硫プロセスでは、脱硝システムは集塵機 の上流に配置され煤塵による触媒の目詰まりが懸念されるため、プレート式触媒を適用し、摩耗 による劣化が想定されるので触媒寿命は2年とした。
各ケースの詳細条件、CAPEX および OPEX を表 6-4に示す。各ケースのCAPEX および OPEX
は、ケースW-1Eをベンチマークとして、プラント操業20年間のCAPEX および OPEX の積算結 果を図 6-20 に示す。 表 6-4 脱硝システム単体の経済性検討結果 ケース 脱硝システム CAPEX OPEX/年 触媒 D-1E ハニカム式 0.09 0.074 D-1Ea ハニカム式 0.09 0.074 D-2E ハニカム式 0.09 0.074 D-2Ea ハニカム式 0.09 0.074 W-1E プレート式 0.09 0.100 W-2E プレート式 0.09 0.100
FORM 1005-2 3 図 6-20 積算コスト (Case3 脱硝システム単体) 以上の検討結果から、以下の所見が得られた: ハニカム式触媒はプレート式に比べて必要な触媒量が少なく、全体費用(必要な触媒量 x 触媒 単価)の点でプレート式触媒に対してコスト競争力が高いので、乾式脱硫システムの全てのケ
ース(D-1E, D-1Ea, D-2E, D-2Ea)において、OPEXは0.074 となり湿式脱硫システムのケース
(W-1E, W-2E)の 0.100 を大きく下回る。
6.5.3.3 全体システムの経済性検討結果
6.5.3.1章および6.5.3.2章で検討を行った6ケースについて、脱硫システム(集塵機を含む)および脱
硝システムを合わせた全体システムの経済性検討を行った。各ケースの詳細条件、CAPEX およ
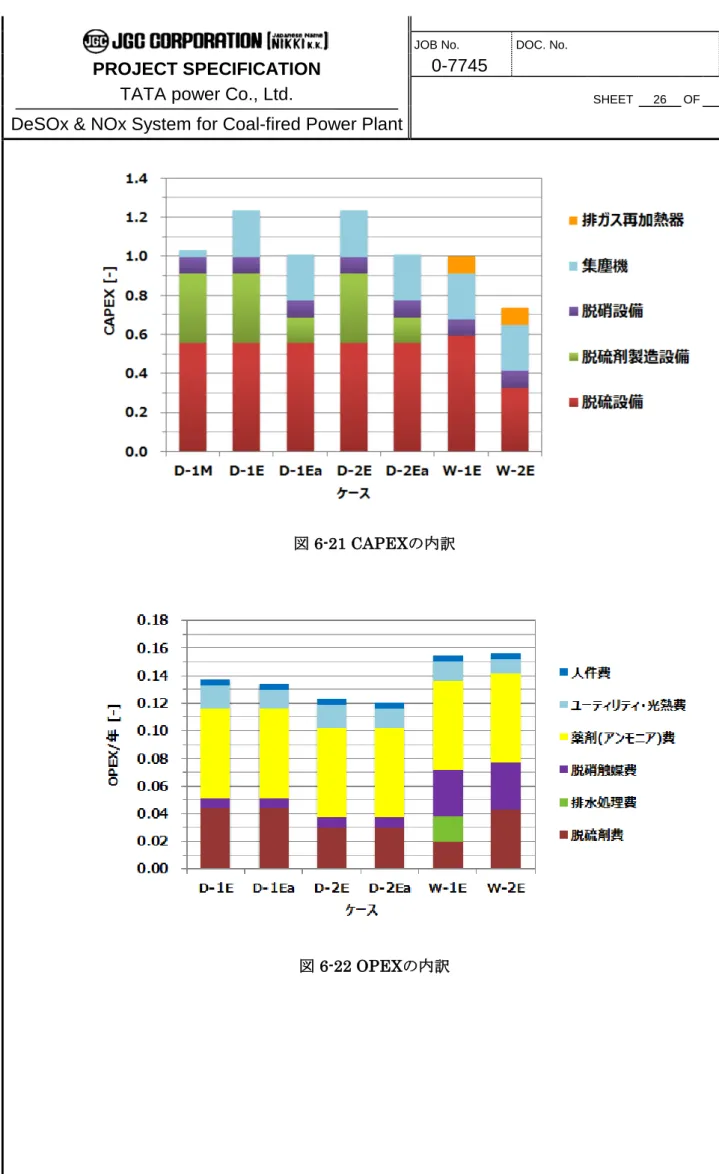
び OPEX を表 6-5に示す。CAPEXおよびOPEXの内訳を図 6-21および図 6-22に示す。各ケース
のCAPEX および OPEX は、ケースW-1Eをベンチマークとして、ケースW-1EのCAPEXに対す
る比率で示した。プラント操業20年間のCAPEX および OPEX の積算結果を図 6-23 に示す(プ ラント操業10年目までの具体的な積算結果の数値を表 6-6 に示す)。 表 6-5 全体システムの経済性検討結果 ケース 集塵機 脱硫システム 脱硝システム CAPEX OPEX/年 乾式または 湿式 脱硫プロセス 脱硫剤の 原材料 脱硫剤製造 装置 (注記1) 触媒 D-1E ESP 乾式 石炭灰利用法 消石灰 専用 ハニカム式 1.23 0.137 D-1Ea ESP 乾式 石炭灰利用法 消石灰 共有 ハニカム式 1.01 0.134 D-2E ESP 乾式 石炭灰利用法 生石灰 専用 ハニカム式 1.23 0.124 D-2Ea ESP 乾式 石炭灰利用法 生石灰 共有 ハニカム式 1.01 0.120 W-1E ESP 湿式 石灰石膏法 炭酸カルシウム -(該当せず) プレート式 1.00 0.155 W-2E ESP 湿式 水マグ法 水酸化マグネシウム -(該当せず) プレート式 0.73 0.157
注記1: “共有”とは脱硫剤製造装置を近隣の石炭火力発電所 (Maithon, Jojobera & IE) で共有すること
を示している。一方、”専属”とは、脱硫剤製造装置をMaithon 石炭火力発電所のみに導入することを
FORM 1005-2 3
図 6-21 CAPEXの内訳
FORM 1005-2 3 図 6-23 積算コスト (ケース3 脱硫・脱硝システム全体) 表 6-6 積算コストの数値データ(Case3脱硫・脱硝システム全体) ケース 0 1 2 3 4 運転年数5 [年] 6 7 8 9 10 備考 D-1E 1.23 1.37 1.51 1.64 1.78 1.92 2.06 2.20 2.33 2.47 2.61 D-1Ea 1.01 1.14 1.28 1.41 1.55 1.68 1.82 1.95 2.08 2.22 2.35 D-2E 1.23 1.36 1.48 1.60 1.73 1.85 1.97 2.10 2.22 2.35 2.47 D-2Ea 1.01 1.13 1.25 1.37 1.49 1.61 1.73 1.85 1.97 2.09 2.21 W-1E 1.00 1.16 1.31 1.47 1.62 1.78 1.93 2.09 2.24 2.40 2.55 ベンチマーク W-2E 0.73 0.89 1.05 1.20 1.36 1.52 1.67 1.83 1.99 2.14 2.30 脱硫・脱硝システムを合わせた全体について経済性検討を行った結果、どの乾式脱硫システムの ケースにおいても湿式脱硫システムのケースW-1EのCAPEXより高くなる。しかし、Case1で得 られた所見と同様に脱硫剤製造装置がCAPEX に占める割合が大きく(図 6-21参照)、脱硫剤製造 装置を近隣の発電所で共有することはCase1と同様に乾式脱硫システムのCAPEXを下げる有効な 手段となる。 一方、脱硝システムの比較においてプレート式に対するハニカム式触媒の優位性により、乾式脱 硫プロセスのOPEXはどのケースにおいても湿式脱硫システムのOPEXを下回る。更に、脱硫剤 費用がOPEX に占める割合はCase3においても比較的多い(図 6-22参照)。従って、脱硫剤の原料 を消石灰より安価な生石灰に変えることはCase3においても乾式脱硫システムのOPEXをより一 層下げて湿式脱硫システムに対するコスト競争力を向上させるために有効な手段となる。 これらの、乾式脱硫システムのコスト競争力を向上させる手段を順次適用することで、乾式脱硫 システムのケースD-1EaおよびD-2Eaの積算コストは湿式脱硫システムのケースW-1Eの全体コス トを運転開始後1年で下回ることができる。 以上の所見から、運転開始後の早期に積算コストがケース W-1を下回るケースD-1EaおよびD-2Ea の採用が推奨される。
FORM 1005-2 3 6.5.4 商業装置の経済性検討結果の要約 Case1およびCase 3について経済性検討を行った結果、以下の結論を得た: 乾式脱硫システムは排煙温度が低い方が、脱硫塔の本数が少なく(排ガスの体積流量が小さ くなるため)、従ってより競争力が向上する。 乾式脱硫システムの脱硫剤の原料として、消石灰よりも安価な生石灰を使用することは乾式 脱硫システムのコスト競争力を向上する有効な手段となる。乾式脱硫システムを広く商業装 置へ導入するために、生石灰を原料とする脱硫剤製造プロセスの工業化は急務である。 脱硫剤製造装置を近隣の発電所で共有することもまた、乾式脱硫システムのコスト競争力を 向上する有効な手段となる。
FORM 1005-2 3
7. 実証装置に関する技術検討と概算費用
7.1 実証装置の基本設計 7.1.1 ブロックフロー図 実証試験はTATA Powerが保有するJojobera発電所Unit5での実施を想定し、6章で検討した商業 装置Case3の構成要素である集塵機および乾式脱硫脱硝システムの各性能を実証することを目的 としている。実証装置のブロックフローおよび排煙温度や排煙組成などのプロセス条件を図 7-1 に示す。既設の節炭器下流から排煙の一部 (5,000 Nm3/hr) を採取して実証装置で煤煙を浄化した 後、空気予熱器の下流 (電気集塵機の上流) へ戻される。既設設備と実証装置の取り合い部(ガス抜 出・合流部) の条件を表 7-1に示す。 図 7-1 実証装置のブロックフロー図 表 7-1 既設ダクトと実証装置の接続箇所の取合い条件 接続部A (排煙採取) 接続部B (排煙戻し) 流量[Nm3/h] 5,000 5,156 *1) 温度[°C] 310 277 圧力[kPag] -0.15 -1.5 二酸化硫黄[mg/Nm3] 800 < 100 窒素酸化物 [mg/Nm3] 600 < 100 煤塵 [g/Nm3] 100 < 30 *1) 排煙流量は脱硝プロセスにおいて供給される空気希釈アンモニアガス供給量分増加する。FORM 1005-2 3 7.1.2 既設発電所との取り合い 実証試験計画にあたり、既設発電所において取合い箇所の詳細確認を行った。実証装置の接続部 を図 7-2に、接続部の詳細図と所掌を図 7-3に示す。接続ダクトの施工は、2017年12月の既設発 電所の定期点検においてTATA Power にて実施される予定である。 エコノマイザ―からの排煙 ESP A/H 煙突 接続部A 接続部B Tie-in A 図 7-2 実証装置の接続箇所 図 7-3 実証装置接続箇所の詳細図 7.1.3 プロセス設計図書 実証装置の基本設計情報はプロセス設計図書一式 (以降、PDPと呼ぶ) として作成した。表 7-2に PDPの図書一覧を示す。
FORM 1005-2 3
表 7-2 プロセス設計図書の図書一覧
図書番号 タイトル
S-1223-051 Process Description for Demonstration Plant S-1224-001 Equipment List
S-1224-351 Process Data Sheet for SCR Reactor (R-351)
S-1224-352 Process Data Sheet for Flue Gas/NH3 Mixer (M-351)
S-1228-151 Process Data Sheet for Multi-Cyclone Separator (S-151/S-152) S-1228-351 Duty Specification for Ammonia Injection Package (Z-351) S-1228-003 Catalyst and Chemical Summary
S-1228-004 Utility Summary D-1223-151 PFD for DeSOx Unit D-1223-351 PFD for DeNOx Unit
D-1225-051 Plotplan for Jojobera Power Plant D-1225-052 Plotplan for demonstration plant D-1225-101 P&ID for Symbology
D-1225-151 P&ID for DeSOx Unit Tie-in from Existing Plant D-1225-152 P&ID for DeSOx Unit Dust Removal and DeSOx Tower D-1225-351 P&ID for DeNOx Unit SCR Reactor
D-1225-352 P&ID for DeNOx Unit Dust Blaster and PA Distribution D-1350-151 Mechanical Drawing for DeSOx Tower (C-151) / Multi-cyclone Separator (S-151/152) / Fresh Agent Hopper (V-151) D-1350-152 Mechanical Drawing for Ash Feeder (Z-153)
D-1350-351 Mechanical Drawing for Dust Blaster (Z-352)
7.1.4 主要機器 実証装置の主要機器は集塵機、脱硫塔 (C-151) および脱硝反応器 (R-351) である。 集塵機は慣性集塵機 (S-151) とマルチサイクロン (S-152) が一体化した装置であり、1基設置す る。マルチサイクロン (S-152) は2個のサイクロンで構成されている。集塵機の寸法は高さ5.455 m、幅3.7 m、奥行き1.2 mである。 脱硫塔 (C-151) は1塔設置する。脱硫塔の寸法は高さ13 m、幅4.62 m 、奥行き3.85 mである。 脱硝反応器 (R-351) は2層の触媒層から構成される1塔を設置する。脱硝反応器の寸法は、高さ7.1 m、幅0.9 m、奥行き0.9 mである。 7.1.5 必要敷地面積 実証装置の設置に必要な敷地面積は約170 m3 (21 m×8 m) である。プロット図を図 7-4に示す。
FORM 1005-2 3 図 7-4 実証装置のプロット図 7.1.6 用役消費量 実証装置の運転に必要な用役、触媒および薬品を以下に示す。 用役: 電気 常用 49.7 kW, 最大 50.1 kW 計装空気 常用 1.4 Nm3/h, 最大 11.4 Nm3/h プラント空気 常用 0.0 Nm3/h, 最大 100 Nm3/h (間欠使用のみ) 工業用水 常用 0.0 ton/h, 最大 3.0 ton/h (間欠使用のみ) 触媒および薬品: 脱硫剤 16.2 kg/h 脱硝触媒 0.63 m3 無水アンモニア 1.48 kg/h (液化アンモニアシリンダー 50kg/本 にて供給) 7.1.7 排出物 実証設備より排出される排出物は石炭灰、使用済み脱硫剤および使用済み脱硝触媒である。
FORM 1005-2 3 石炭灰: 石炭灰は慣性集塵機(S-151)およびマルチサイクロン(S-152)の底部から合計475 kg/h で排出され る予定である。排出された石炭灰は、ダスト移送ファン (K-151A/B)によってダストホッパー(V-152)に移送され、最終的に1日1回程度の頻度でトラックにて当該発電所内の既設の灰捨場に移 送される。 使用済脱硫剤: 使用済脱硫剤は、脱硫塔底部から16.2 kg/hで排出される予定であり、ドラム缶で一時貯留して最 終的に当該発電所内の既設の灰捨場に移送される。 使用済脱硝触媒: 実証試験運転期間6ヶ月分に相当する脱硝触媒として0.63 m3 が初期充填される。実証試験運転 後、使用済み脱硝触媒はインド法令に従って廃棄処理する。 7.1.8 実証装置の詳細検討 効率的に脱硝反応を進行させるには、還元剤であるアンモニアと排ガスが均一に混合している必 要がある。脱硝プロセスにおける詳細検討として脱硝反応器 (R-351) へのアンモニアの均一分散 を確認するため、CFD解析を実施した。解析の結果、以下のアレンジメントによって、濃度変動 幅 +/- 7.0 % の範囲内でアンモニアを均一分散できることを確認した。CFD解析の結果は図 7-6に 示した。 アンモニアを拡散させるために空気で80倍に希釈して供給。 排ガス/アンモニアミキサー (M-351) 4本の分散管に10 mm径の穴を全28個設ける。詳細は図 7-5を参照すること。 脱硝反応器との間に最低1カ所のエルボを設ける。 脱硝反応器入口より最低6 mの間隙を確保して据え付ける。また、脱硝反応器入口までは 最低3mの直管長を確保する。 図 7-5 排ガス/アンモニアミキサー(M-351)の詳細
FORM 1005-2 3 図 7-6 空気希釈アンモニアガスの脱硝反応器への分散 7.2 実証試験計画 TATA power 社が保有する火力発電所への乾式脱硫脱硝システムの導入計画スケジュールを図 7-7に示す。実証試験装置の詳細設計、建設および試験は2018~2019年度中の実施を予定してい る。2018年第一四半期から第二四半期後半に詳細設計、2018年第三、第四四半期内に装置を建設 し、2019年第一四半期から第二四半期に試験運転を実施する計画である。実証試験結果を踏まえ て、乾式脱硫脱硝システムの商業機への導入について最終投資判断を行う。実証試験終了後は装 置を解体することを予定している。 図 7-7 TATA power社向け乾式脱硫脱硝システム導入計画スケジュール
FORM 1005-2 3
8. 脱硝触媒の詳細情報
触媒仕様(セル数、組成、触媒量)を検討するにあたり、事前に排ガス中のダストによる触媒性能 への影響を明確にする必要がある。そのため、TATA Power 社所有の石炭火力発電所から石炭灰を 入手し、そのダスト性状の調査およびそれが触媒性能に及ぼす影響について検討した。 8.1 インド石炭灰の性状分析TATA Power 社所有の石炭火力発電所のうち、Jojobera発電所およびMaithon 発電所の石炭灰を 入手し、その組成および物性を分析した。石炭灰サンプルの採取は、ボイラー排ガス下流の熱交換 器下部ホッパーおよび更に下流の電気集塵機から回収した石炭灰が集約保管される石炭灰サイロか
ら採取した。組成分析にはPHILIPS社製 蛍光X線分析装置 MagiX PRO型を、粒度分布測定には
HORIBA社製 レーザー回折/散乱粒度分布測定装LA-950型を、SEM観察にはJEOL社製 走査電子 顕微鏡 JSM-6010LA型をそれぞれ使用した。 各石炭灰の粒度分布測定結果を表 8-1および図 8-1に示す。Jojobera発電所およびMaithon発電所の 石炭灰のメジアン径はそれぞれ28.9μmと23.3μm、平均粒径は45.0μmと45.2μmであり、日本 国内で入手できる一般的な石炭灰よりも大きい傾向を示した。またこれらインド発電所の石炭灰の 粒度分布は、いずれも、約10~20μmの第1ピークおよび約60~100μmの第2ピークをもつ二山の 粒度分布であり、約11μmにピークを持つ国内石炭灰とは異なる粒度分布を示した。 表 8-1 石炭灰の粒子径 図 8-1 石炭灰の粒度分布 Jojobera Maithon 国内(参考) メジアン径 μm 28.9 23.3 11.7 平均径 μm 45.0 45.2 16.8
FORM 1005-2 3 これらのSEM写真を図 8-2に示す。国内石炭灰は10μm級の比較的微小な粒子が多く、粗大粒子は わずかであるに対し、インド石炭灰は微小な粒子の中に50 μm以上(100 μm級)の不定形の粗大 粒子を多く含んでいることが観察された。この観察結果は粒度分布測定結果と一致している。 a) Jojobera b) Maithon c) 国内(参考) 図 8-2 石炭灰のSEM像
FORM 1005-2 3
組成分析結果を表 8-2に示す。インド石炭灰の成分は共にSiO2とAl2O3の合計が80%以上を占め、次
いでFe2O3、TiO2、K2Oの順に多く含まれていた。触媒被毒物質であるアルカリ金属(K2O)は国
内石炭灰の約2倍量が含まれていた。一方、同じく触媒被毒物質であるCaOの含有量は約1/3であっ た。そのほか、P2O5、MgO、BaO、SO3、Na2Oが微量含まれていた。 表 8-2 組成分析結果 8.2 触媒被毒成分による影響 排ガス中のダストに含まれる触媒被毒物質には、アルカリ金属(Na, K)やアルカリ土類金属 (Mg,Ca)の他、As, Pb, Pなどが挙げられる。インド石炭灰中に含まれるKの含有量が国内灰の約 2倍であることから、Kによる触媒性能劣化への影響は高いことが推察されるが、その一方でCaの 含有量は国内灰の約1/3であることからCaによる性能劣化への影響は低いと推察される。また、そ の他の被毒物質はごく微量であり大差ない。これらのことを総合的に判断すれば、インド石炭灰の 被毒による触媒性能への影響は、国内石炭灰と大差ないものと推察される。従って、インド石炭火 力向けの脱硝触媒設計を行う際は、触媒性能劣化率を日本国内の経験値と同等のものとして考慮す ることでよいと考えられる。 8.3 ダストの触媒摩耗への影響 排ガス中のダストによる脱硝触媒の摩耗への影響を調査するため、石炭灰を模擬した摩耗材(珪 砂)を用い、各種条件におけるハニカム脱硝触媒の摩耗率を測定した。脱硝触媒サンプルには、除 塵後の低濃度ダスト排ガス処理を想定し、ハニカム型高活性触媒(当社仕様、4.9 mmピッチ)を 選定した。摩耗率は、脱硝触媒サンプルを所定の形状に切り出し、摩耗試験装置(図 8-3参照)に 設置した後、触媒サンプル端面に摩耗材を含むガスを30分間吹き付け、試験前後の脱硝触媒サンプ ルの重量差を測定することにより算出した。摩耗試験用の摩耗材にはメジアン径が80 μm、52 Jojobera Maithon 国内(参考) SiO2 53.9 56.1 59.1 Al2O3 30.2 30.0 21.9 Fe2O3 6.8 6.0 6.5 TiO2 2.7 2.6 1.8 K2O 2.2 1.8 1.1 CaO 1.8 1.3 6.1 P2O5 1.3 0.8 0.6 MgO 0.4 0.5 1.1 BaO 0.2 0.2 0.2 SO3 0.2 0.2 0.7 Na2O <0.1 0.1 0.4
FORM 1005-2 3 μm、20 μmの硅砂を用い、表 8-3に示すダスト濃度、ガス流速の条件にて摩耗試験を実施した。 図 8-3 磨耗試験装置 表 8-3 磨耗試験条件一覧 Test No. ダスト濃度 (g/Nm3) ダスト平均粒子径 (μm) ガス流速 (Nm/s) 1 70 52 40 2 30 52 40 3 5 52 40 4 70 80 40 5 70 20 40 6 70 52 30 7 70 52 20 ダスト摩耗試験の結果より得られた、ダスト濃度と摩耗率の関係、ダスト粒径と摩耗率の関係、断 面ガス流速と摩耗率の関係をそれぞれ図 8-4、図 8-5 および 図 8-6に示す。
FORM 1005-2 3 図 8-4 ダスト濃度と磨耗率の関係 図 8-5 ダスト粒径と磨耗率の関係 図 8-6 断面ガス流速と磨耗率の関係
FORM 1005-2 3 試験条件の範囲において、図 8-4および図 8-5に示すとおり、ダスト濃度が高いほど、またダスト 粒径が大きいほど摩耗率は直線的に増加する。その一方で図 8-5は、ダスト粒子が小さくとも、ダ スト濃度がある程度高ければ摩耗することを示している。また図 8-6に示すとおり、摩耗率はダス ト流速の3.8 乗に比例して増加する。従って、触媒摩耗を抑制するためには、触媒層へ到達するダ ストが、低濃度、小粒子径、低流速となる装置構成(設計)をすることが望ましい。 当社の脱硝触媒の商業実績、石炭灰の分析結果および摩耗試験結果から次のことが言える。 1) インド国内の石炭灰は日本国内の石炭灰に比べて粒径が大きく、50μm 以上の粗大粒子を多く含 むことから、石炭灰それ自体の触媒摩耗への影響は大きいと考えられる。 2) しかし、マルチサイクロン(MC)と乾式脱硫或いは電気集塵機で除塵した後の脱硝では、ダス ト濃度は数 10 mg/Nm3であり、かつ祖大粒子が除去された微粒子であるため、摩耗への影響は ごく軽微と思われる。 3) 実際に当社商業実績において、上記レベルのダスト濃度、かつ SCR 設計ガス流速 2~3Nm/s の 領域では、ダストによる摩耗は無視できるレベルである。 4) 除塵をしないダスト濃度 100g/Nm3のケースは、摩耗試験結果から外挿して 20g/Nm3の数倍の 摩耗率を示すものの、この濃度領域では、部分的な閉塞と摩耗が同時進行すると考えられるため、 単に摩耗だけを推定することは難しい。 5) 日本国内の一般的な石炭火力発電におけるダスト濃度は 20g/Nm3程度であるが、当社の石炭火 力用脱硝触媒は、標準摩耗試験条件において摩耗率が約 14%以下に調整され、4~6 年の機械寿 命実績が認められている。 6) 本摩耗試験で使用した触媒サンプルは低濃度ダスト用触媒であるため、石炭火力用触媒と比較し て2 倍程高い摩耗率であるが、商業機および実証機のダスト濃度は日本の約 3 桁低く、ほとんど 摩耗しないと予測されるため、4~6 年の機械寿命は十分に期待できる。
FORM 1005-2 3 8.4 触媒詳細情報
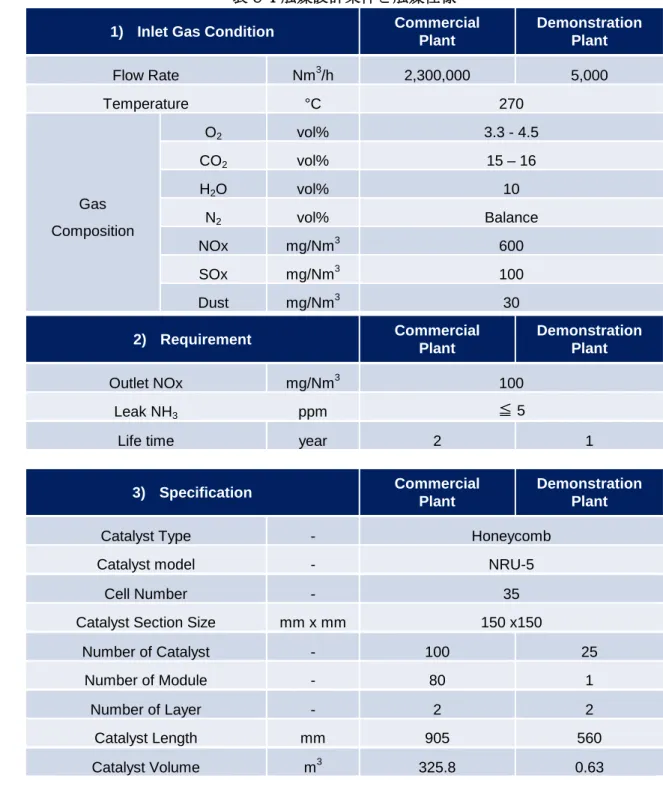
商業機および実証試験装置のそれぞれの設計条件を基に設計した触媒仕様を表 8-4に示す。
表 8-4 触媒設計条件と触媒仕様
1) Inlet Gas Condition Commercial
Plant Demonstration Plant Flow Rate Nm3/h 2,300,000 5,000 Temperature °C 270 Gas Composition O2 vol% 3.3 - 4.5 CO2 vol% 15 – 16 H2O vol% 10 N2 vol% Balance NOx mg/Nm3 600 SOx mg/Nm3 100 Dust mg/Nm3 30 2) Requirement Commercial Plant Demonstration Plant Outlet NOx mg/Nm3 100 Leak NH3 ppm ≦ 5
Life time year 2 1
3) Specification Commercial
Plant
Demonstration Plant
Catalyst Type - Honeycomb
Catalyst model - NRU-5
Cell Number - 35
Catalyst Section Size mm x mm 150 x150
Number of Catalyst - 100 25
Number of Module - 80 1
Number of Layer - 2 2
Catalyst Length mm 905 560
FORM 1005-2 3
9. 新環境規制の概要と対応状況の調査
本章ではインドにおけるエネルギー消費の現状や、MoEF&CCから2015年12月に発行された新環 境規制など、インドの発電業界をとりまく背景情報についてまとめる。さらには新環境規制の対応 状況や課題、インド政府内での最新の議論状況などについて調査した結果をまとめる。 9.1 インドのエネルギー部門構成 インドの各発電設備の設備容量比率を図 9-1に示す。2017年3月時点における設備容量の60%は石 炭で、エネルギー部門は熱源および電力ソースとして化石燃料への依存度が高いことがわかる。 2016年4月~2017年3月における総発電量の86%は火力発電に拠るものであった。インド政府の再 生可能エネルギーへの期待は増してきているものの、石炭のエネルギーミックスの観点、ベース ロード電源としての役割を考慮すると、少なくとも予想できる将来の範囲内では石炭が今後も重 要なエネルギー源であり続けると考えられる。 図 9-1 インドの各発電設備の設備容量比率(2017年3月31日時点) 図 9-2はインドにおける年間エネルギー需要の推移を示す。年間エネルギー需要はCAGR 5.2%で 過去10年以上にわたり成長し、2016~17年の年間エネルギー需要は11,430 億kWhに達している。 図 9-3はインドにおける発電用途での年間石炭消費量の推移を示す。インドにおける年間石炭消 費量は2015~16年で546百万トンに達し、2004~05年から2015~16年にかけてCAGR 6.33%で増加 している。電力需要が高まるにつれて石炭火力発電の設備容量が増えてきたことがわかる。
FORM 1005-2 3
図 9-2 インドにおける年間エネルギー需要の推移
(Source: CEA, Power Supply Position Reports)
図 9-3 インドにおける発電用途での年間石炭消費量の推移
(Source: Coal Directory of India, Coal Controller’s Organization, Govt. of India)
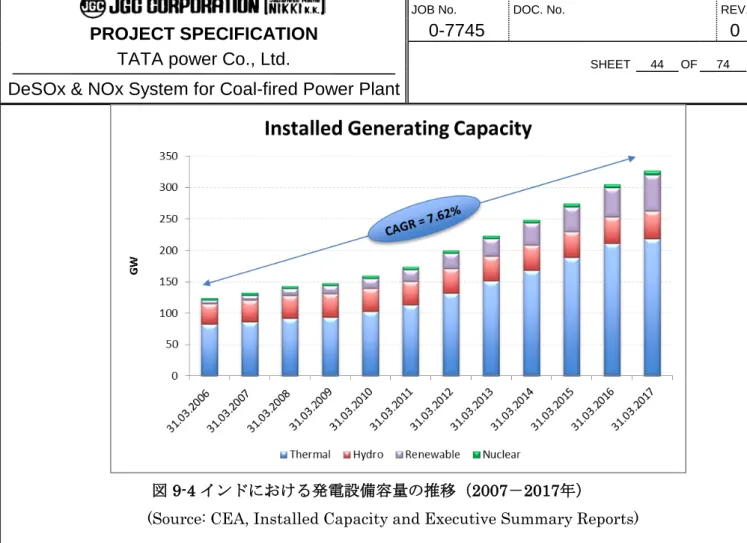
図 9-4に示す通り2007年から2017年の発電設備容量は CAGR7.62%と増加している。その中でも
再生可能エネルギー発電の発電設備容量はCAGR 22.4%と最も増加しており、続いて火力発電の
発電設備容量がCAGR 9.26%と続く。再生可能エネルギー発電は高成長率ではあるが、全体の
67%の設備容量を占める火力発電に対して、再生可能エネルギー発電は全体の18%程度と小規模 である。
FORM 1005-2 3
図 9-4 インドにおける発電設備容量の推移(2007-2017年)
(Source: CEA, Installed Capacity and Executive Summary Reports)
9.2 新環境規制の概要
電力庁(Ministry of Power, MoP)およびCEAの資料等により、排ガス規制動向を調査した。
CEAによる電力計画(ドラフト版)および19期電力調査レポートの要約を以下に述べる。
2017~2022年までに石炭火力56,400 MW、ガスおよび水力38,040 MWの容量増を予定するが、
更なる追加は予定しない。2022-2027年5カ年計画は今後の需要による。
2022年までは、新環境規制の遵守には技術的、財政的および規制適用の問題がある。
石炭火力のPlant load factor(PLF)は、電力需要や新設発電所(化石/非化石)の稼動などの
影響により、50%から60%の間で推移する。 2021~22年の石炭需要は約7億3,000万から8億トンと予想。 2021~22年までに再生可能エネルギー比率を20%とする. 2022年3月までの新規容量の47%は非化石燃料ベース電源となる。 今後系統変動が大きくなるため、石炭火力でも負荷変動対応の向上、最低負荷率の低減が必要と なるが基本的には負荷変動対応となるミドル電源はガスおよび水力が主力となるべき。 石炭火力については、新しくより高効率で低環境負荷な技術を導入していく。 発電分野においては高効率で低環境負荷技術の導入を目指している。環境負荷に関して、石炭火力 からの排出抑制を強化するために、MoEF&CCは2015年12月に新環境規制を発行した。 表 9-1に 示すように、大気への排出についてはSPM、 SO2、NOxおよび水銀が規制されている。用水につ いても表 9-2に示すように厳しく規制されることとなった。
FORM 1005-2 3 表 9-1 新排出規制(2015年12月7日) 2003年12月31日以前 運転開始 2004年1月 ~2016年12月 運転開始 2017年1月以降 運転開始
Capacity MW Less than
500 500 and above Less than 500 500 and above SPM mg/Nm3 100 50 30 SO2 mg/Nm3 600 200 600 200 100 NOx mg/Nm3 600 300 100 Hg mg/Nm3 Not regulated 0.03 0.03 0.03 出典: CEA 表 9-2 用水使用規制(2015年12月7日) MoEF & CCによる火力発電所の用水使用規制 1. 還流タイプの冷却システムを持つ発電所全ては冷却塔を設置し、今後2年以内に発電量 当り使用水を3.5 m3/MWhとすること。 2. 冷却塔を持つ発電所は、今後2年以内に発電量当り使用水を3.5 m3/MWhとすること。 3. 2017年1月1日以降に運開予定の発電所は発電量当り使用水を2.5m3/MWhとし、排水ゼ ロを達成すること。 出典: CEA
FORM 1005-2 3 9.3 新環境規制の対象となる発電所の現状と対応状況 TATA Power社に加えて主要州電力会社としてMaharashtra州有電力公社であるMAHAGENCO、 主要民間電力会社としてReliance Power社の使用炭性状および排ガス特性、各社の新環境規制対応 状況等をヒアリングにより確認した。そのヒアリング結果を報告する。 9.3.1 石炭性状の調査 各電力会社の使用炭性状を表 9-3に示す。なお、一部性状の特異性を確認するために、旧グレード CからEの標準炭の分析を追加実施した。 表 9-3 各電力会社の使用炭性状一覧
Max. Min. Ave.
Middling MCL MCL, WCLSECL, G6-8 G8-11 G11-14
Gross air dried Kcal/ kg 4474 3283 4671 5707 3750 4561 3731 3500 3655 3646 5880 5640 4943 Total Moisture % ar 4.05 12.50 7.11 16.72 4.1 5.95 10.8 12 11.65 12 6.1 6.6 5
Moisture % ad 1.06 5.43 5.63 0.97 1.44 4.9 4.3 3.4
Ash Content % ad 41.72 45.15 36.19 49.72 29.52 40.71 33.76 41.2 36.66 33.52 10.6 16.4 25.5 Volatile Matter % ad 19.03 22.87 15.92 23.71 13.56 16.51 26.61 21.56 24.4 21.4 32.2 29.3 28.1 Fixed Carbon % ad 38.19 26.55 40.78 52.51 31.05 41.34 28.83 25.5 27.25 52.2 50 43 Total Carbon Content % daf 47.84 61.4 40.8 48.58 40.34 35.87 40.58 38.3 77.06 78 76.17 Total Hydrogen Content % daf 2.89 3.58 2.81 3.15 2.61 2.66 2.46 3.7 4.6 4.71 4.87 Total Nitrogen Content % daf 1 1.07 0.25 0.61 0.97 0.72 0.85 0.96 1.76 1.68 1.63 Total Sulphur Content % daf 0.39 0.93 0.3 0.52 0.63 0.59 0.31 0.46 0.3 0.38 0.51 Oxygen Content (diff.) % daf 4.58 13.414 3.909 6.07 10.8 12 6.98 16.38 15.3 16.89 Combustible Sulphur % daf
Mercury in coal mg/kg 0.045 0.013 0.049 SiO2 % db 64.45 50.46 59.43 57.2-63.8 59.7 56.26 44.3 52.6 69.04 Al2O3 % db 33.32 22.08 27.13 26.7-31.8 28.35 27.71 26.72 27.31 22.54 Fe2O3 % db 15.44 3.49 6.63 2.0-7.2 4.1 7.14 16.3 13.5 3.11 CaO % db 2.32 0.08 0.82 1.1-1.6 2.05 0.66 5.1 1.56 0.8 MgO % db 1.44 0.32 0.59 0.4-1.0 1.5 0.66 0.81 0.37 0.53 Na2O % db 5.41 0.062 0.79 NA 2.37 0.02 0.03 0.04 K2O % db 2.05 0.946 1.41 NA 1.22 0.46 0.49 1.04 TiO2 % db 2.102 1.46 1.72 1.0-1.5 0.02 2.14 1.8 1.49 Mn3O4 % db P2O5 % db 0.951 0.241 0.56 0.2-0.8 0.9 0.04 1.89 0.98 0.1 SO3 % db 1.28 0.09 0.27 Traces 0.35 0.2 1.93 0.8 0.49 MnO % db 0.23 0.037 0.08 0.15 V2O5 % db 0.04 0.03 0.03 Li2O % db Grade Standard Grade-C Grade-5 Grade-E MAHAGENCO Koradi Reliance
CCL 5esign Actual 5esign Actual
ASH ANALYSIS
Source CCL, .CCL
Actual 5esign Actual
CALORIFIC VALUE
CHEMICAL ANALYSIS
ULTIMATE ANALYSIS
Thermal Power Station Items________________ _
TATA Power
Jojobera Maithon Power Limited
Design:設計炭、Actual:実績値、MCL:Mahanadi Coalfield Ltd、CCL:Central Coalfield Ltd、BCCL:Bharat Coking Coal Ltd、SECL:South Eastern Coalfield Ltd、WCL:Western Coalfield Ltd、Middling:選炭品
FORM 1005-2 3
発電所により分析項目が異なるが、傾向として発熱量は3,000~4,500kcal/kg、灰分は30~50%、硫
黄分は0.3~1.0%程度であった。インドでは一般的発電所向け石炭はG12からG14とされているが、
今回はTATA Power Maithon発電所の高位炭、Jojobera発電所選炭品を除いて発電所用グレードで
あることがわかる。これら灰分および硫黄分を図 9-5および図 9-6に示す。なお、全体傾向を見る ための比較として、JCOALが保有しているインド火力発電所から代表的データをリファレンスと して図示している。Maithon発電所の高位のみG6相当で原料炭データと推察されるが、同等グレー ドの標準的な性状(緑プロット)より、灰分、硫黄分ともに高めであった。
0
10
20
30
40
50
60
2000
2500
3000
3500
4000
4500
5000
5500
6000
Ash
(%
)
GCV (kcal//kg)
Ash
Content
References
G12 G13 G14 図 9-5 発電所使用炭の発熱量と灰分の関係 註:リファレンスはインドの他発電所データ(JCOAL調べ、プロットのみ)0
0.2
0.4
0.6
0.8
1
1.2
2000
2500
3000
3500
4000
4500
5000
5500
6000
Sul
phur
(%
)
GCV (kcal//kg)
Sulphur
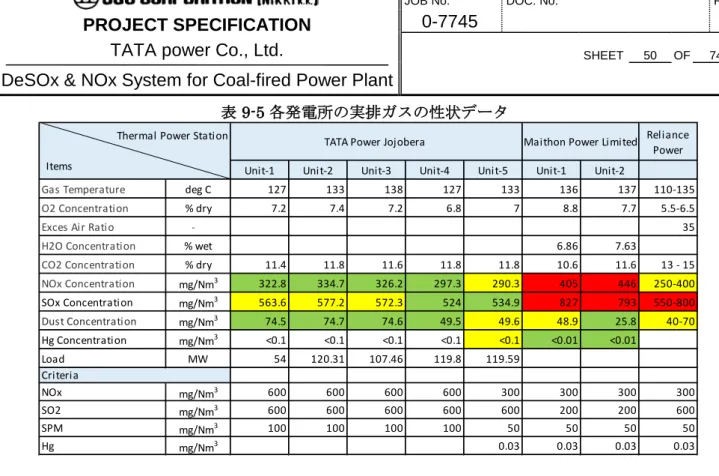
Content
References
G12 G13 G14 図 9-6 発電所使用炭の発熱量と硫黄分の関係 註:リファレンスはインドの他発電所データ(JCOAL調べ、プロットのみ)FORM 1005-2 3 揮発分や固定炭素など、基本的性状は瀝青炭質を示しているため、発熱量は灰分と逆比例傾向にあ る。発熱量の幅が広い理由としては、受入れ炭のばらつきがあるため、発熱量調整で高発熱量炭を 使用しているためと予想される。 灰成分に関しては、シリカが多い傾向にある。これらを含む排ガスはボイラーおよびエアヒータ等 で高い磨耗性を持つ懸念があり、灰分総量も高いことから、今後環境装置の対応にはこれらの耐久 性が課題となる懸念がある。また、ボイラー伝熱効率に影響するスラッギングインデックス (SI)、ファウリングインデックス(FI)を灰分組成から計算したところ、SIで0.02~0.07(標準 試料0.03~0.09)、FIで0~0.34(標準試料0~0.01)であり、どの石炭も付着性の懸念は低いことが 判明した。規制対象である水銀については、インド側での分析値が得られていないので、標準炭の データを参考にしたが、排出規制値の0.03 mg/kgと同等レベルであり、現状の集塵(ESP)でかな り除去されていることを考慮すると、規制内には収まっていると考えるのが妥当である。 9.3.2 排ガス性状の検証 それぞれの石炭性状から算出した排ガス性状を表 9-4および図 9-7に示す。ガス量の計算に必要な 元素分析値まで得られた石炭性状について、酸素過剰率を一律6%として算出した。SPMの値はボ イラー出口濃度としている。NOx は石炭中のN分由来より燃焼条件に依存して生成するので、本計 算には含めていない。 SOx濃度については全ての計算結果が規制値を上回り、脱硫への対応が必要になると推測される。 ESPの性能面では、MPLの場合入り口濃度が20 g/Nm3台であるのに対して50 mg/Nm3以下まで落 ちており、高い性能を示している。