九州大学学術情報リポジトリ
Kyushu University Institutional Repository
転がり軸受のはく離強度に及ぼす微小欠陥の影響に 関する研究
橋本, 翔
https://doi.org/10.15017/1866296
出版情報:Kyushu University, 2017, 博士(工学), 課程博士 バージョン:
権利関係:
転がり軸受のはく離強度に及ぼす 微小欠陥の影響に関する研究
平成
29
年 橋本 翔第
1
章 序論1.1 本研究の背景 1
1.1.1 転がり軸受に起こるはく離損傷 1
1.1.2 内部起点はく離に対する課題 5
1.2 従来の研究 10
1.2.1 内部起点はく離寿命の予測方法 10
1.2.2 破壊力学の考え方を取り入れたはく離寿命評価 18
1.2.3 せん断型疲労き裂進展 22
1.3 本研究の目的と概要 29
第1章の参考文献 31
第
2
章 転がり接触下のモードII
応力拡大係数のFEM
解析 2.1 緒言 372.2 転がり接触応力場における円盤状き裂のモードII応力拡大係数 38
2.2.1 解析対象 38
2.2.2 無欠陥の場合に内輪軌道面に生じるせん断応力分布 40
2.2.3 一様せん断応力場に存在する円盤状き裂のモードII応力拡大係数 44
2.2.4 転がり接触応力場に存在する円盤状き裂のモードII応力拡大係数 49
2.3 転がり接触応力場における微小ドリル穴エッジ部のモードII応力拡大係数 54
2.4 転がり接触応力場における微小ドリル穴エッジ部の応力拡大係数範囲推定式の 導出 61
2.5 第2章の結言 65
第2章の参考文献 66
第
3
章 応力拡大係数に基づくドリル穴を有する転がり軸受のはく 離強度の評価 3.1 緒言 693.2 軌道輪に微小ドリル穴を付与した軸受の転がり疲労試験 70
3.2.1 実験方法 70
3.2.2 実験結果 74
3.3 ドリル穴から発生する微小き裂の力学状態を考慮した転がり疲労強度の定量評 価 78
3.4 第3章の結言 87
第3章の参考文献 88
第
4
章 応力拡大係数に基づく転がり軸受の介在物起因はく離強度 の評価4.1 緒言 90
4.2 転がり接触応力場における実介在物のモードII応力拡大係数 92
4.2.1 解析対象 92
4.2.2 解析結果 101
4.2.3 転がり接触応力接触場における実介在物のモードII応力拡大係数範囲推定式 の導出 106
4.3 転がり軸受の介在物起因はく離強度評価 109
4.3.1 実験方法 109
4.3.2 実験結果 113
4.3.3 介在物周りの力学状態を考慮した転がり疲労強度の定量評価 118
4.4 第4章の結言 122
第4章の参考文献 123
第
5
章 総括 126謝辞 129
第
1
章 序論1.1
本研究の背景1.1.1
転がり軸受で起こるはく離損傷機械要素のひとつである転がり軸受(Fig. 1.1)は,回転する軸とハウジングの間に設置 され,いかなる荷重が負荷されようとも静かでなめらかな回転を支持し,運動エネルギ ーの損失を可能な限り低減ることが求められる(1)~(6).また,軸の回転運動を長期にわた って支える部品として,高信頼性も強く求められる.しかしながら,古くから幾多の改 良を受けているにも関わらず,現在に至っても市場での破損は後を絶たないのが現状で ある.
転がり軸受の破損とは,広義には,静かでなめらかな回転を支持出来なくなったり,
回転のための必要トルクが過大になったりして,本来の役目を果たせなくなった状態を 指し,「軸受が破損した」あるいは「軸受の寿命に達した」などと言う.このとき,転 がり軸受には,その原因に応じて様々な形態の損傷が起きている.例えば,はく離,異 常摩耗,焼付き,スミアリング,ピーリング,腐食,電食,割れ・欠けなどが挙げられ る(7).これらの多くは,軸受選定の不適切や取り扱い不備,設備への取り付け不良,潤 滑剤選定の不適切などが,単一もしくは複合的に関与して生じることが多いため,それ らの要因ひとつひとつに対策を講じることによって,破損数の減少や破損発生までの時 間を遅延させることが出来る.
上述の破損形態のうち,はく離とは,フレーキング(Flaking)とも呼ばれ,転がり軸受 の稼働中に材料表面がうろこ状に剥がれる現象を言う(Fig. 1.2).はく離は,転がり軸受 の構成部品である軌道輪と転動体が転がり接触することによって発生する,繰返しのせ ん断応力によって引き起こされる疲労現象である(8)~(24).それゆえ,はく離は,転がり軸 受に生じる破損の中で特徴的かつ代表的な破損形態であり,転がり疲れによってはく離 を生じるまでの軸の総回転数を「転がり疲れ寿命」と呼び,狭義には,これを「軸受寿 命」と呼ぶ.
はく離は,上述の通り,転がり軸受に生じる破損形態のひとつであるが,その発生プ ロセスの違いによってさらに形態が分けられる(1)~(3),(23),(24).はく離を分類する場合,ま ずは「内部起点はく離」と「表面起点はく離」に大別する.これらの違いは,はく離の 起点位置に由来するものであり,対策を講じる場合などはこの形態の違いを把握するこ とが重要である.内部起点はく離の起点となるのは,Fig 1.3に示したような,材料中に 内在する非金属介在物や局所的に生じる金属組織変化である(1)~(3),(8)~(12),(15)~(34).表面起点 はく離の起点となるのは,Fig 1.4に示したような,潤滑油中に存在する異物を転動体が 嚙み込んだ際に形成される圧痕(1)~(3),(23),(24),(35)~(38)や,転動体と軌道輪の間の潤滑油膜の形
成が不十分な際に生じる微小き裂群(ピーリング)などであり(39),それぞれ圧痕起点はく 離,ピーリング起因はく離と呼ぶ.
内部起点はく離と表面起点はく離は,その起点位置による分類であるが,寿命特性に おいても違いがある.一般に,表面起点はく離は,内部起点はく離と比較して著しく寿 命が短くなる.このことは,転がり軸受の実用上で大きな問題点であるが,形態が明確 であればその対策方法も明確である.例えば,圧痕起点はく離の場合は,潤滑油中の異 物が原因であるから,シールを施してその浸入を抑制したり,潤滑システムを構成する 設備にフィルターを設置するなどして異物を除去すれば,寿命の延長が期待出来る.ピ ーリング起因はく離の場合は,潤滑剤の適切な選定や,表面粗さの制御によって防ぐこ とが出来る.
一方で,内部起点はく離は,軸受の使用者側に主要因が委ねられる表面起点はく離と 比較すると,製造者側にその主要因がある.その代表的な要因は,上述の通り,材料中 に含まれる非金属介在物である(1)~(3),(8)~(12),(15)~(34),(40)~(46).一般的な転がり軸受用材料であ る高炭素クロム軸受鋼の場合,酸化アルミニウム(アルミナ)や硫化マンガン,酸化チタ ンなどが不可避不純物として材料中に存在する(20),(33),(44),(45).このうち,アルミナを起点 とするはく離は,一般に予想されるよりも著しく短寿命で生じる場合もあり,軸受使用 者が潤滑環境などに十分な配慮をしていても防ぐことが出来ないため,特に有害な非金 属介在物とされる.次節では,非金属介在物を起点とした転がり疲労はく離に関わる現 代の課題について述べる.
Fig. 1.1 Example of rolling bearing. Deep groove ball bearing. Okamoto(7)
Fig. 1.2 Flaking of bearing.
Fig. 1.3 Butterfly observed around non-metallic inclusion. Mitamura(2)
Fig. 1.4 Dent initiated flaking on raceway.
1.1.2
内部起点はく離に対する課題内部起点はく離の代表的な起点は,上述の通り,材料中に存在する非金属介在物であ
る(1)~(3),(8)~(12),(15)~(34),(40)~(46).材料中の非金属介在物は応力集中源として働き,その結果と
して初期き裂が介在物から発生する.そのき裂は,転がり接触によって発生する繰返し のせん断応力によって進展し,最終的にはく離に至ることが従来からわかっている.こ のことから,材料中の非金属介在物を減らす,もしくは微細化することが長寿命化手法 と考えられ,それを実現する手法として鋼中酸素量を低減することが古くから行われて
きた(1),(9),(20),(41)~(45).事実として,製鋼メーカの製鋼技術向上による鋼中酸素量の低減(Fig.
1.5)とともに,非金属介在物の存在量も減少しており(すなわち,材料清浄度が向上し),
内部起点はく離寿命も延長している(Fig. 1.6).
清浄度の向上は,転がり軸受の内部起点はく離寿命の延長に優れた効果がある一方で,
技術的な難易度が高く,また,実用上のコストも増大する.従って,すべての転がり軸 受に高清浄度鋼を適用するのではなく,要求される品質・信頼性に応じて材料を使い分 け,コストと信頼性のバランスを取った選択をすることも重要となりつつある.
転がり軸受の強度設計において,清浄度に応じて異なる転がり軸受の寿命の推定は極 めて重要である.転がり軸受の寿命には,次節で詳述する,LundbergとPalmgrenによ る理論がある(47)~(49).この寿命理論は,内部起点はく離寿命をベースとしており,補正 係数を乗じることによって様々な形態のはく離寿命をも推定できる理論へと拡張され
ている.Lundberg-Palmgren理論に基づく転がり軸受の寿命推定手法は,ISO 281(50)やJIS
B 1518(51)などに設定されており,広く用いられているものの,1940 年代に確立された
手法ではもはや現代の転がり軸受の寿命を正確に推定出来ない事実がある.例えば,Fig.
1.7 に示すように,寿命推定値と実寿命に 10 倍以上の差が生じる場合もある.
Lundberg-Palmgren 理論に基づく寿命推定値と現代の転がり軸受の実寿命に差がある原
因のひとつは,上述した,軸受用鋼の清浄度向上である.LundbergとPalmgrenは,は く離の起点を材料内部の非金属介在物として理論構築しているものの,寿命理論式に反 映させた様々な係数は,Fig. 1.8に例を示したような,当時の転がり軸受を用いて実施 した寿命試験の結果に基づいている.それ故に,当時の清浄度レベルが反映された寿命 推定式は,現代の清浄度レベルの転がり軸受の実寿命と合致しないのである.当然なが ら,熱処理技術や旋削・研磨等の加工技術の向上も,要因のひとつであることも明記し ておく.
材料清浄度の向上と,転がり軸受の内部起因はく離寿命の延長には,明確な相関があ るものの,定量的にそれを説明する理論は現在のところ存在しない.このことは,非金 属介在物が内部起因はく離寿命に及ぼす影響を定量的に把握出来ていないことと,非金 属介在物が転がり軸受の中でどのように分布しているかも定量的に把握出来ていない ことが主な要因である.このうち,非金属介在物の分布状態の把握においては,従来の
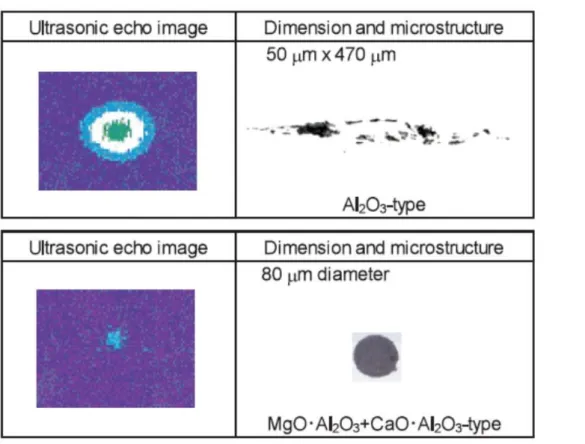
顕鏡法による推定に加えて,超音波探傷技術の向上によって解決されつつある.例えば,
Fig. 1.9(52)~(55)に示したような,従来は推定値のみでしか得られなかったレベルの大きさ
の非金属介在物も,超音波探傷によって検出出来る場合がある.しかしながら,非金属 介在物がはく離寿命に及ぼす影響においては,様々な観点からの研究がなされているも のの,内部起因はく離寿命の推定を実現するまでには至っていない. 次節では,
Lundberg-Palmgren 理論を含めた従来の研究をまとめ,得られた知見と問題点を明確に
する.
Fig. 1.5 Transition of oxygen content in Sanyo's bearing steels and low alloy carburizing steels. Kawakami(45)
Fig. 1.6 Relationship between predicted maximum size of inclusion and bearing life, L10. Nagao et al.(20)
Fig. 1.7 Predicted life and real life of ball bearing. Furumura et al.(32)
Fig. 1.8 Endurance test results of rolling bearing. Okamoto(49)
Fig. 1.9 Examples of inclusions detected by 15MHz ultrasonic tests. Sato et al.(54)
1.2
従来の研究1.2.1
内部起点はく離寿命の予測方法LundbergとPalmgren は,転がり軸受の寿命理論を構築するにあたり,転動体と軌道
輪が Hertz 接触することによって生じるせん断応力に着目した(47)~(49).すなわち,転が
り軸受に作用する最大せん断応力とその繰返し数 N,最大せん断応力0が発生する深 さz0を用いて,転がり軸受がそれに耐えられる確率Sを式(1.1)のように表した.
) , ,
( 0 0
1 N z
F
S (1.1)
ここで,F1は関数記号である.加えて,Weibull の理論に基づけば,材料が耐えられる 確率Sの逆数の対数は,材料内で応力を受ける体積(応力体積) Vに比例するので,式(1.2) が与えられる(47)~(49).
SV
log1 ( 1 . 2 )
Lundberg-Palmgrenは,式(1.1)と式(1.2)を基に,実際的な見地から,転がり軸受にある荷
重を負荷して稼動させたときに繰返し数Nに耐えられる確率Sを,式(1.3)のように表し た.
V z
N
S h
e c
0
1 0
log
(1.3)
式(1.3)において,c,h,eは実験によって得られるデータを基に決定される定数である.
特にeは,転がり軸受をある一定の条件下で複数個稼動させたときに得られる疲労寿命 データを,ワイブルチャート上に整理した際に得られる直線の傾きを表す(すなわち,
寿命データのバラつき表す)定数であり,種々の疲労寿命試験によって得たデータから 決定される.
Lundberg とPalmgren は,式(1.3)を出発点とした理論展開と種々の転がり軸受の疲労
寿命試験の結果に基づき,疲労寿命Lを,転がり軸受に負荷される力Pと接触状態(点 接触,線接触)によって決定される式(1.4)のように導出した.
p
P
L C
10 (1.4) L10…定格寿命(単位:100万回転)
同一条件で製造された軸受群のうち,90%の軸受が破損しない寿命 C … 軸受の基本動定格荷重
p … 荷重係数(接触状態によって決まる定数,点接触:3,線接触:10/3)
転がり軸受の潤滑状態の影響を反映させるため,補正係数を乗じる拡張理論式(1.5) が現在では規格化されている(19).
p
n P
a C a
L
1 ISO
m (1.5) Lnm … 転がり軸受の寿命推定値
a1 … 信頼度係数(累積破損確立が10 %となる寿命L10mのときa1 = 1)
aISO … 潤滑状態によって決まる補正係数
式(1.5)は,転がり疲労強度におけるS-N線図を与える式であり,信頼度係数a1 = 1の ときは基本定格寿命L10mを与える.
Lundberg -Palmgren理論に基づけば,どれほど低い荷重であろうとも,転がり軸受に
荷重が負荷されれば必ず破損に至る.しかしながら,一般の金属疲労問題と同様に転が り疲労問題も扱えるとすれば,転がり軸受においても疲労限度が存在すると推定される.
IoannidesとHarrisはこのことに着目し,疲労限度の概念を取り込んだ寿命計算モデルを
構築した(56).IoannidesとHarrisは,疲労限に相当するせん断応力uを考え,式(1.3)の0
に変わって-uとおく式(1.6)を考案した.
V z
N
S h
e c u
0
) 1 (
log
(1.6)
Ioannides-Harris のモデルに基づく式(1.6)によれば,材料に作用するせん断応力が疲
労限せん断応力u以下であれば,転がり軸受は破損しない.これは Lundberg-Palmgren 理論と大きく異なる点である.Fig. 1.10はそれを模式的に示している.また,疲労限せ ん断応力u を超えるせん断応力が作用する場合も,がu に極近い条件であると
Lundberg-Palmgren の寿命計算式による寿命推定値よりも大幅に長い寿命推定値を与え
る.
転がり軸受の寿命計算法を規定した国際規格ISO 281は,現在,上述の疲労限度の概 念を取り込まれた計算式を採用している.この手法は,軸受の使用者にとって簡便に寿 命推定値を得ることが出来るため,広く利用されている.一方で,現在の寿命計算手法
はLundberg-Palmgren理論を出発点としているため,あくまで転がり軸受の寿命を統計
的な観点から整理したものと言える.従って,寿命理論式を構成する様々な係数は,実 際に転がり軸受を使って実施した転がり疲労寿命試験の結果に頼っている.
力学的な観点から転がり疲労損傷を考えたとき,他の金属疲労損傷現象と同様に,転 がり疲労はく離もき裂の問題として考えるべきであることがわかってきている.特に,
非金属介在物を起点としたき裂は,転がり疲労はく離発生が生じるまでの時間に対して,
極初期に発生していることが過去の研究によって明らかにされている.すなわち,転が り疲労はく離が発生するまでの大部分の過程は,き裂の進展に費やされている.以下に,
そのことを示した,非金属介在物を起点とした転がり疲労はく離に着目した研究例を挙 げる.
古村ら(32)は,単列深溝玉軸受6206 を用いた転がり疲労寿命試験を行い,非金属介在 物を起点とした局所的な組織変化(顕微鏡で観察した際に形状が蝶の羽のように見える ことからバタフライと呼ぶ)が,軸受寿命 L10の 1/1000 以下の時間で発生していること を報告している(Fig. 1.11).バタフライは,平岡ら(3)によって微小なき裂を伴って現れる ことが報告されている.このことは,転がり疲労によって生じるはく離寿命のうち,き 裂発生寿命は非常に短いことを意味している.
西森ら(9)は,それまでよりもさらに改善した製鋼法を適用した超高清浄度軸受鋼を用 いて疲労寿命試験を実施し,その結果を非金属介在物の分布と相関づけて報告している.
超高清浄度軸受鋼は,従来法による軸受鋼と比較して,大型の非金属介在物が極めて少 なく,極値統計法によるミクロサイズの非金属介在物の評価においても,その最大介在 物寸法予測値は約半分の値であった.この材料を使って玉軸受の転がり疲労寿命試験を 行った結果,超高清浄度鋼は明らかに長寿命であり,同一の鋼中酸素量の従来鋼と比較 して数倍の寿命向上が認められたと報告している(Fig. 1.12).さらに,小野式回転曲げ 試験機を用いた回転曲げ疲労試験も実施しており,この場合も超高清浄度鋼に寿命向上 が確認されている.これらの結果は,非金属介在物の大きさが転がり疲労寿命に大きく 影響を及ぼすと同時に,一般の金属疲労と同様に,転がり疲労のき裂進展も扱えること を示唆している.
Nélias ら(57)は,二次硬化型の軸受鋼である M50 を用いた転がり疲労寿命試験におい
て,粗大炭化物から発生したき裂の挙動を超音波探傷によって観察している.超音波探 傷による観察は,試験開始から5×107 cyclesまで行われており(Fig. 1.13),その中で,
粗大炭化物を起点としたき裂は105 cyclesの時点ですでに発生していたことを報告して いる.この結果は,古村らの報告と同等と言える.
土井ら(41)は,独自に作製した高清浄度処理鋼の非金属介在物と転がり疲労寿命につい て報告している.土井らは,非金属介在物の評価法として,酸溶解法を用いている.得 られた結果は,西森らと同様で,非金属介在物が小さく且つ少ない高清浄度処理鋼の転 がり疲労寿命の向上が確認されている.
長尾ら(20)は,それまでに酸化物系介在物に加えて,意図的に硫化マンガンや酸化チタ ンを生成させた軸受鋼を使って転がり疲労寿命試験を実施した.その結果,非金属介在 物の種類によらず,転がり疲労寿命は転走面直下に存在する最大の介在物の大きさに支 配されると結論付けている.
藤松ら(22)は,初期き裂の観察を容易にする目的で,非金属介在物に変わって多数の空 洞を内包する材料を作製した.SUJ2 相当の化学成分をもつガスアトマイズ粉末を熱間 等方圧プレス(HIP)を用いて焼結し,充填率98.7%の供試材を得ている.この材料を使っ た転がり疲労寿命試験において,初期き裂は 5×104 cycles の時点で発生しており(Fig.
1.14),通常108 cyclesで生じるはく離寿命と比較して極短期間に初期き裂が発生したこ とを確認している.
宇田川ら(33)は,Néliasらと同様な超音波探傷を用いたき裂の観察を行っている.宇田 川らの結果も,初期き裂の発生は,はく離寿命に対して極初期の段階に生じている.得 られた結果(Fig. 1.15)から,宇田川らは,き裂の発生ははく離寿命の~2%の段階で生じ ると述べている.
常陰ら(27)は,意図的にアルミナ系介在物を増量した軸受鋼を作製し,その転がり疲労 寿命試験を実施して,通常品との比較を行っている.アルミナ系介在物を増量した軸受 鋼に対して行った極値統計による最大介在物予測値は,通常品と比較して2倍程度であ り,増量とともにサイズの大きい介在物を内包する供試材を用いている.転がり疲労寿 命試験の結果,アルミナ増量材の寿命は通常品よりも短寿命化しており,他の研究結果 に沿う結果であった.
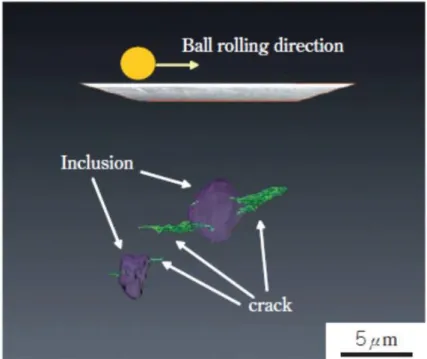
土田ら(43)は,転がり疲労によって非金属介在物周囲に発生したき裂の3 次元観察を,
収束イオンビーム(FIB)によって連続的に切り出した断面をSEM観察することによって 実施している.種々のサイクル数で試験を止めたSUJ2製供試材の介在物を観察した結 果,いずれのサイクル数であっても非金属介在物周囲にき裂が発生していていた.また,
き裂は転動体の移動方向の前後に発生しており,き裂の進展方向に対する3次元的知見 も得ている(Fig. 1.16).
以上の研究によって得られた知見から,はく離をき裂の進展の問題として捉えて評価 することは適当であると言える.き裂の進展問題として扱うのであれば,破壊力学の観 点から評価するのが妥当である.次節で,転がり疲労寿命を破壊力学の問題として扱っ た研究をまとめる.
Fig. 1.10 Schematic of Lundberg-Palmgren theory and Ioannides-Harris theory. Lewis and Tomkins(64)
Fig. 1.11 Schematic of micro structural alteration in rolling contact fatigue.
(Pmax = 3430 MPa, 6206 deep groove ball bearing made of clean steel) Furumura et al.(32)
(a) Results of cleanliness evaluation by extreme value inclusion rating.
(b) Results of endurance tests of 6206 deep groove ball bearing.
Fig. 1.12 Comparison of EP steel and conventional steel. Nishimori et al.(9)
Fig. 1.13 Ultrasonic amplitude images of subsurface reflector in rolling contact fatigue. Nélias et al.(57)
Fig. 1.14 Observed cracks around pores after rolling contact fatigue test for 5×104 cycles. Fujimatsu et al.(22)
Fig. 1.14 Number of stress cycles and echo size of subsurface defect. Udagawa et al.(33)
(a ) Image of initiated cracks and inclusions observed by FIB-SEM.
(b) Schematic of initiated cracks and inclusion.
Fig. 1.16 Observation result and proposed model of cracks at inclusion. Tsuchida et al.(43)
1.2.2
破壊力学の考え方を取り入れたはく離寿命評価2000 年代以降,破壊力学的アプローチによって転がり疲労はく離の現象を理解/評価 しようとする研究が行われており,以下にその例を挙げる.
木田ら(58),(59)は,人工欠陥としてドリル穴を付与した平板状試験片を用いて,初期き
裂の挙動の評価に取り組んでいる.観察されたき裂に対して,村上らが報告しているモ ードI下限界応力拡大係数範囲の推定式を用いた評価を行っている一方,き裂進展につ いては,モーIIによると説明しながらその評価は実施していない.また,き裂の発生位 置について,負荷面圧によって表面か内部かが決まるとしており,その閾値は3.25 GPa
~ 3.55 GPaの間にあると述べている.
Donzella ら(60)~(63)は,破壊力学の観点から転がり軸受の安全な使用条件を明確化した
損傷評価図(FAD,Failure assessment diagram)の提案をしている.この損傷評価図は,モ ードIとモードIIの応力拡大係数から定義される等価応力拡大係数範囲Keqを用いて構 築されており,これは,転がり疲労によるき裂進展がモードIとモードIIの混合モード に支配されているとの仮定に基づいている.また,当初の損傷評価図は安全条件,転が り疲労が生じる条件,静的破壊が起きる条件などの大枠に分類されていた(Fig. 1.17)が,
後に有限寿命の評価にも取り組んでいる.対象材料については,一般的な均一硬化材に 加えて,浸炭処理などの表面硬化材を想定した評価も報告している.
Lewis と Tomkins(64)は,転がり接触環境下の非金属介在物起点のき裂発生はモード I
に支配されるものの,その後の進展はモードII / IIIに支配されると述べている.そのう えで,非金属介在物とその周囲のバタフライをひとつのき裂と見なし,無限体中に存在 する楕円き裂にせん断応力が作用する場合の KII計算式を用いて,転がり接触環境下の 非金属介在物の評価を行っている.非金属介在物とバタフライに対して計算されたKII
は,Matsunagaらによって示されたモードII下限界応力拡大係数範囲KIIthと比較され,
その大小によってき裂の進展/停留が決まる(すなわち,転がり疲労はく離が生じるか否 かが決まる)とした.この手法によって得られた結果は,欠陥サイズと最大接触面圧を 軸に取る2 次元図にまとめられている(Fig. 1.18).この図は,欠陥サイズに対する許容 最大接触面圧,あるいは最大接触面圧に対する許容欠陥サイズを簡単に知ることが出来 るので,実用上においても非常に有用であると言える.
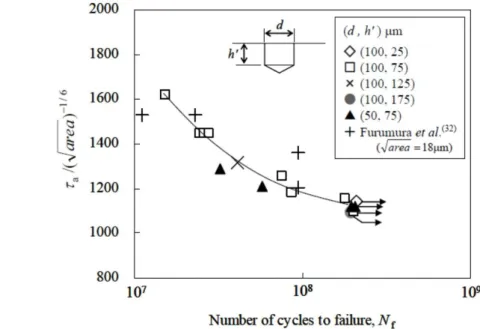
小俣ら(28),(29)は,独自に微小ドリル穴を付与した供試材を用いた転がり疲労試験を行
い,特にき裂の進展過程に着目した転がり疲労はく離の評価を行っている.小俣らの転 がり疲労試験においても,これまでの知見通り,き裂は転がり疲労はく離寿命に対して 極初期段階で発生することを確認している.また,直径や深さを変更した種々の微小ド リル穴の転がり疲労寿命データは,下限界応力拡大係数範囲のき裂寸法依存性を考慮し たパラメータを用いることにより,ほぼ一律に整理できることを示した(Fig.1.19).この ことは,LewisとTomkinsの手法と比較して,有限寿命を正確に推定できる手法として
特に有効と言える.
藤松ら(31)も,微小ドリル穴を付与した供試材を用いた転がり疲労試験を実施しており,
き裂の進展挙動の観察を行っている.彼らは,軌道面の底(すなわち,最大接触面圧の 発生位置)ではなく,接触楕円の端近傍に微小ドリル穴がある場合,転がり疲労寿命に 及ぼす影響が軌道面の底にある場合に比べて小さいことを実験的に示した.ただし,起 点の位置に関わらずはく離の外観は同様の形状になると報告している.また,微小ドリ ル穴の壁面からき裂が発生する彼らの試験において,初期き裂は引張応力によって発生 し,き裂進展はせん断応力によって生じると結論付けている.応力拡大係数を用いた定 量的な検討は行われていない.
以上のように,定量的な評価に至っていない研究も含め,転がり疲労によるき裂の発 生/進展に着眼した研究が行われている.特に,人工欠陥を導入した試験法は,それま で直接的な観察の困難さ故に理解が進みづらかった転がり疲労き裂現象を,より明白な データによって明らかに出来る手法であったと言える.この手法によって,き裂の進展 を定量的に評価出来れば,結果として転がり疲労はく離寿命を力学的に推測する技術へ の展開も期待される.
これまでの知見を基にすると,初期き裂の発生メカニズムにおいてはいくつかのモデ ルが存在するものの,進展過程においてはせん断応力によるものとの考えでいずれの場 合もほぼ一致しており,転がり軸受の疲労損傷はせん断型のき裂進展現象であると言っ て差し支えない.一方で,モードIのき裂進展と比較すると,せん断型のき裂進展の場 合は,現象そのものの理解が十分にされていない.次節で,せん断型の疲労き裂の進展 現象自体に着目した研究についてまとめる.
Fig. 1.17 Proposed failure assessment diagram. Donzella et al.(60)
Fig. 1.18 Boundary diagram between defect size and contact pressure. Lewis and Tomkins(64)
Fig. 1.19 Modified S-N diagram for rolling contact fatigue. Komata et al.(29)
1.2.3
せん断型疲労き裂進展せん断型の疲労き裂は,開口型(モードI )疲労き裂と比較して,再現試験自体に難易 度が高いことが現象理解の促進を妨げている.これは,純粋にせん断型疲労き裂を進展 させようとしても,多くの場合にモードIき裂の分岐とその進展が起こり,せん断型疲 労き裂の進展評価が出来なくなるためである.それ故,せん断型のき裂進展においては,
規格化された試験法は存在せず,現在までのところ,各研究者が独自の手法を開発・実 施して観察やデータ取得をし,その定量的理解に取り組んでいる(11),(65)~(80).得られた結 果も,同種の材料を対象にしたにも関わらず大きく異なっていたり,解釈も異なる場合 があるので,その理解は現在において発展途上の状態である.これまでに行われた,要 素試験片を使ってせん断型疲労き裂の挙動を評価した研究例を以下に挙げる.
村上ら(11),(67)~(71)は,DC(Double Cantilever)試験片を用いた評価試験を実施している.
DC試験片の中央部にはシェブロン切欠きを有するスリットがあり,これを片持ち梁の 要領で均等に荷重を負荷することでき裂進展を生じさせ,モード II 疲労き裂の進展評 価が可能となっている(Fig.1.20).片持ち梁に均等に荷重を負荷した場合,その中央部は,
垂直応力が0となる一方でせん断応力は最大値を取ることを利用した試験法である.ま た,き裂のモードI分岐を抑制するために,試験片先端に圧縮荷重を負荷するなどの工 夫もなされている.KIIはFEM応力解析によって求めているが,き裂面の摩擦係数fc = 1.0 として計算することで,き裂面干渉の影響も考慮された結果となっている.村上ら は,この手法を使って,鉄道用レール鋼,ダイス鋼(SKD),軸受鋼(SUJ2),高速度鋼(SKH),
黄銅(70/30 brass),ジュラルミン(2017-T3)など,様々な材料のき裂進展下限界値を求め ており,軸受鋼SUJ2のKIIth は 13 ~ 15 MPa mと報告している(Fig. 1 21).
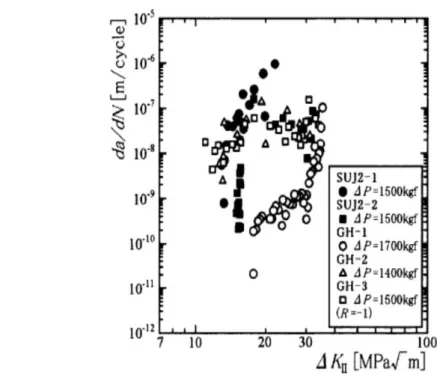
大塚ら(12),(72),(73)は,V ノッチもしくは予き裂を導入した試験片を用いて評価を行って
いる.彼らは,せん断型でき裂を進展させるにあたって,モードIき裂分岐を抑制する ために,き裂面と平行な圧縮応力を負荷している.また,き裂面干渉の影響を軽減する ため,き裂を開口する方向の静的引張応力も負荷している(Fig. 1.22).KIIは村上らと同 様にFEM応力解析によって求めている.彼らは,この手法によって,モードII疲労き 裂の進展挙動観察や破面観察の実施や,モード II 疲労き裂に及ぼす圧縮応力や応力比 の影響を評価している.結果として,軸受鋼SUJ2やアルミニウム合金,工具鋼(SK85)
などのKIIth ,da/dN-KIIのデータを得ており,焼入れ焼戻し処理して硬さ HRC59 の
SUJ2のKIIth は 3MPa m程度と記している(Fig. 1.23).藤井ら(74),西澤ら(75)も,大塚ら
と同様のモード II 疲労き裂進展挙動の評価試験を行っている.いずれも,焼入れ焼戻 し処理した軸受鋼SUJ2 のKIIth ,da/dN-KIIのデータを得ており,その結果は大塚ら の結果と類似している.
松永ら(76),岡崎ら(77)~(79),遠藤ら(80)は,き裂の発生起点として人工欠陥を導入した丸
棒型試験片に対して,静的な軸方向圧縮応力を負荷しながらねじり試験を行うことで,
せん断型の疲労き裂進展試験を行っている(Fig. 1.24(a)).通常,丸棒型試験片のねじり 疲労試験においては,き裂はモードI分岐をするため,せん断型の疲労き裂進展の評価 に適した手法とは言えない.しかしながら,彼らは軸方向に静的な圧縮応力を負荷する ことでき裂のモード I 分岐を抑制し,せん断型疲労き裂の挙動観察を可能としている.
彼らは,人工欠陥としてFIBスリットを有するドリル穴や放電加工スリットを用いてお り,転がり軸受で生じるレベルの微小なき裂のせん断型疲労進展挙動の観察を行ってい る.その結果,1mm 未満の微小なき裂において,せん断型の下限界応力拡大係数範囲
(KIIth,KIIIth)に,開口型の下限界応力拡大係数範囲KIthと同様のき裂寸法依存性があ
ることを報告している.また,き裂面干渉の影響をき裂面干渉率によって説明しており,
き裂面の干渉がない場合の軸受鋼SUJ2の焼入れ焼戻し材のKIIth は13 MPa m程度で あることを報告している(Fig. 1.24(b)).その他,KIIIthはKIIthとほぼ同等であることも 示している.
以上のように,せん断型疲労き裂の進展挙動の直接的観察/評価手法が開発されるの に伴って,現象の理解や定量的な説明が可能となってきている.前節で述べたように,
転がり軸受のはく離現象がせん断型き裂の疲労進展であることが明確になっている.こ れに加えて,せん断型疲労き裂の進展挙動そのものの理解も進んでいることから,転が り軸受のはく離を破壊力学の観点から定量的に評価し,転がりはく離寿命の高精度な推 定手法の開発が期待される.
(a) Basic model of Mode II crack growth test. (b) Test specimen (Double cantilever type).
(c)Setup of specimen to fatigue testing machine.
Fig. 1.20 Mode II fatigue crack growth test. Murakami et al. (67)
Fig. 1.21 Relationship between da/dN and KII in JIS-SUJ2. Murakami et al.(67)
(a) Mode II test specimen.
(b) Test apparatus for mode II fatigue crack growth in a compression stress field.
Fig. 1.22 Mode II fatigue crack growth test. Otsuka et al. (73)
Fig. 1.23 Relationship between da/dN and KII in JIS-SUJ2. Otsuka et al.(73)
(a) Shape and dimension of fatigue test specimen.
(b) Relationship between crack sizes and crack growth thresholds in JIS-SUJ2.
Fig. 1.24 Test specimen and obtained results in the torsional fatigue tests under a static compression. Matsunaga et al. (76)
1.3
本研究の目的と概要転がり軸受に生じる損傷の一形態であるはく離のうち,材料内部に存在する非金属介 在物を起点とする内部起点はく離は,転がり軸受にとって潜在的に不可避な損傷である.
内部起点はく離は,転がり軸受の転動体と軌道輪がHertz接触することによって生じる せん断応力の繰返し負荷により,非金属介在物から発生したき裂が進展することによっ て引き起こされる.このことから,材料の清浄度の向上は,転がり軸受を長寿命化する ための最重要課題と位置付けられてきた.一方で,近年は,コスト低減の観点から,全 ての転がり軸受に高清浄度鋼を適用するのではなく,要求される品質・信頼性によって 材料を使い分け,コストと信頼性のバランスを取ることも重要となりつつある.
転がり軸受の信頼性を確保するには,より精度良くはく離寿命を推定する技術が必要 である.従来,内部起点型を含めて,はく離寿命の推定手法は確率・統計的な観点から 構築されてきた.そのため,寿命計算式には,理論構築当時の寿命試験データによる係 数が含められており,現代においてはもはや成り立たない事例が少なくない.従って,
統計的な手法に加えて,力学的な観点からはく離寿命を説明した寿命推定手法の確立が 求められている.
過去の研究により,内部起点はく離は,非金属介在物を起点とした発生したき裂がせ ん断型で進展して起こることがわかっている.また,近年の評価法開発により,せん断 型疲労き裂の進展現象そのものについても定量的な理解が進んでいる.しかしながら,
疲労き裂問題として転がり軸受のはく離疲労強度を説明するには至っていない.
そこで,本研究は,転がり軸受のはく離強度を破壊力学の観点から定量的に説明する ことを目的とする.具体的には,人工欠陥を付与した転がり軸受の疲労寿命試験と,FEM 応力解析に基づく応力拡大係数から,従来平板状試験片についてのみ有効性が確認され てきた破壊力学的評価手法が,転がり軸受においても適用可能であることを示す.さら に,人工欠陥を付与したい平滑な転がり軸受を用いて,介在物が起点となる場合のはく 離強度の評価を行い,非金属介在物起因のはく離強度の定量的評価に有効な手法を示す.
本論文は5章から成り,以下のような内容で構成されている.
第1章 序論
転がり軸受の内部起因はく離寿命の従来の評価法とともに,はく離現象に対する 近年の研究例をまとめ,せん断型の疲労き裂問題としてはく離寿命を理解する必要 性を述べる.加えて,現在も残る課題を説明し,本研究の目的と概要を述べる.
第2章 転がり接触下のモードII応力拡大係数のFEM解析
第3章で述べる人工欠陥付き転がり軸受の転がり疲労寿命試験に先立ち,3次元 FEM 応力解析を行い,き裂の発生起点となる微小ドリル穴エッジ部の応力拡大係 数を求める.微小ドリル穴の上を転動体が通過するモデルの解析をするにあたり,
FEM 応力解析を用いた応力拡大係数計算手法の妥当性を証明するため,厳密解が 存在する単純なモデルの解析から開始した.その後,転動体通過時の,ドリル穴エ ッジ部から発生した環状き裂のモード II 応力拡大係数範囲を,FEM を用いて求めた.
得られた結果は,一様せん断応力が作用する無限体中に存在する円盤状き裂のモード II応力拡大係数範囲と,補正係数を介して関連付けた.環状き裂の応力拡大係数は,円 盤状き裂の応力拡大係数を単一の係数で補正することによって,ドリル穴径 0.05 ~ 0.2 mm,ドリル穴エッジ部深さ0.05 ~ 0.345 mm,最大接触面圧2.0 ~ 3.0 GPaの範 囲で一律に得ることが出来ることを示した.得られた結果は,第 3 章で示す転がり疲 労試験結果の定量化に適用する.
第3章 応力拡大係数に基づくドリル穴を有する転がり軸受のはく離強度の評価 軌道面に微小ドリル穴を付与した転がり軸受を用いて,転がり疲労試験を実施す る.すべての試験において,疲労き裂はドリル穴底付近のエッジ部から発生してお り,せん断モードにより進展した.1×108 cyclesを超えても破損しなかった軸受に おいても,エッジ部に微小き裂が確認された.初期欠陥サイズに対して計算したモ ードII応力拡大係数範囲を用いることによって,疲労寿命データは,ドリル穴の直 径や深さによらず狭いバンドの中に収まった.加えて,モードI疲労き裂でよく知 られている,下限界応力拡大係数範囲のき裂寸法依存性が,転がり接触下で発生す るモードII疲労き裂においても存在することが明らかになった.転がり疲労試験に よって得られた下限界応力拡大係数範囲の値は,静的圧縮応力下でのねじり疲労試 験で得られた値とよく一致した.下限界応力拡大係数範囲の欠陥寸法依存性を考慮 した修正疲労寿命(S-N)線図により,応力拡大係数を用いた疲労寿命推定法の有用性 が示された.
第4章 応力拡大係数に基づく転がり軸受の介在物起因はく離強度の評価
人工欠陥に代わり,実介在物を起点とした転がり軸受のはく離強度の評価を,応 力拡大係数によって行うことを試みる.実験に供する転がり軸受は,事前に超音波 探傷を行い,軌道面直下に介在物と推定される内部欠陥が検出されたものを選択し た.はく離が生じた軸受は,SEM 観察によって酸化物系介在物が起点位置にある ことを確認した.実介在物の場合の応力拡大係数範囲は,新たに実介在物を模擬し たモデルのFEM応力解析を行うことによって得た,微小ドリル穴の場合と類似の 計算式を使って求めた.実介在物の場合も,応力拡大係数範囲をパラメータとする ことにより,転がり疲労強度を一律に評価できることを示した.また,FEM 解析 によって得たモードII応力拡大係数範囲推定式を用いれば,き裂の起点となる欠陥 の種類や大きさによらず,転がり軸受の内部起点はく離強度を一律に評価できる可 能性を示した.
第5章 総括
本研究によって得られた知見ついて総括する.
第1章の参考文献
(1) 植田徹,三田村宣晶,“転がり軸受の寿命解析”,設計工学,Vol. 40,No. 10 (2005),pp.
495–500.
(2) 三田村宣晶,“転がり軸受の疲れとその研究動向”,トライボロジスト,Vol. 53, No. 10 (2008), pp. 641–646.
(3) 平岡和彦,“軸受鋼の内部起点型転がり疲れに関する研究動向”,ふぇらむ,Vol. 15, No. 5 (2010), pp. 264–269.
(4) 岡本純三,“ボールベアリング設計計算入門”,初版1刷(2011),日刊工業新聞社.
(5) 佐田隆,“自動車用転がり軸受の損失低減”,トライボロジスト,Vol. 61,No. 2 (2016),
pp. 98–103.
(6) Sadeghi, F., Jalalahmadi, B., Slack, T.S., Raje, N. and Arakere, N.K., “A Review of Rolling Contact Fatigue”, Transaction of the ASME, Journal of Tribology, Vol. 131 (2009), pp. 1–15.
(7) 岡本純三,“転がり軸受実用ハンドブック”,初版1刷(1996),工業調査会
(8) 村上敬宜,“トライボロジー問題への破壊力学の応用”,日本機械学会論文集A編,Vol. 59, No. 558 (1993), pp. 283–290.
(9) 西森博, 増田孜, 川上潔, 古村恭三郎, 橋爪一弘,“超高清浄度軸受鋼 (EP 鋼) の開発”, 日本金属学会報,Vol. 32,No. 6 (1993),pp. 441–443.
(10) 市丸和徳,“転がり疲れに関する接触理論および破壊力学的研究”,トライボロジスト,
Vol. 39, No. 8 (1994), pp. 600–607.
(11) 村上敬宜,濱田繁,杉野和男,高尾健一,“せん断(Mode II)疲労き裂伝ぱ抵抗値Kth
の測定方法とその応用”,材料,Vol. 43, No. 493 (1994), pp. 1264–1270.
(12) 大塚昭夫,菅原宏人,庄村光広,青山正樹,兪成根,“転がり疲労の機構とモードII疲労
き裂進展”,材料,Vol. 43, No. 484 (1994), pp. 55–61.
(13) Glaeser, W.A. and Shaffer, S.J., “Contact Fatigue”, ASM Handbook, Fatigue and Fracture, Vol.
19 (1996), pp. 331–336.
(14) 栄中,村上敬宜,“接触界面の破壊力学”,材料,Vol. 49, No. 3 (2000), pp. 356–361.
(15) Ahmed, R., “Rolling Contact Fatigue”, ASM Handbook, Failure Analysis and Prevention, Vol. 11 (2002), pp. 941–956.
(16) 木田勝之,“転がり軸受における接触応力とき裂進展”,トライボロジスト,Vol. 47, No. 8
(2002), pp. 623–628.
(17) 松田健次,栄中,“トライボロジーにおける破壊力学”,トライボロジスト,Vol. 47, No.8
(2002), pp. 636–642.
(18) 木田勝之,“転がり疲労とき裂進展機構”,材料,Vol. 51, No. 8 (2002), pp. 867–873.
(19) 柴田正道,“転がり疲労寿命研究の動向と最近の成果”,Koyo Engineering Journal,No. 164
(2003),pp. 8–13.
(20) 長尾実佐樹,平岡和彦,雲丹亀泰和,“軸受鋼の転動疲労寿命における非金属介在物の大
きさの影響”,山陽特殊製鋼技法,Vol. 12,No. 1 (2005),pp. 38–45.
(21) 木田勝之,“転がり疲労とき裂”,熱処理,Vol. 48, No. 2 (2008), pp. 79–87.
(22) 藤松威史,平岡和彦,山本厚之,“高炭素クロム軸受鋼の転がり疲れにおける内部欠陥か
らのき裂発生挙動”,鉄と鋼,Vol. 94,No. 1 (2008),pp. 13–20.
(23) T. Ueda and N. Mitamura, “Mechanism of dent initiated flaking and bearing life enhancement technology under contaminated lubrication condition Part I: Effect of tangential force on dent initiated flaking”, Tribology International, Vol. 41 (2008), pp. 965–974.
(24) T. Ueda and N. Mitamura, “Mechanism of dent initiated flaking and bearing life enhancement technology under contaminated lubrication condition. Part II: Effect of rolling element surface roughness on flaking resulting from dents, and life enhancement technology of rolling bearings under contaminated lubrication condition”, Tribology International, Vol. 42 (2009), pp.
1832–1837.
(25) 松永久生,“破壊力学に基づく転がり疲労評価”,トライボロジスト,Vol. 55, No. 10 (2010),
pp. 695–701.
(26) Matsunaga, H., Shomura, N., Muramoto, S. and Endo, M., “Shear mode threshold for a small fatigue crack in a bearing steel”, Fatigue & Fracture of Engineering Materials & Structures, Vol.
34 (2011), No. 1, pp. 72–82.
(27) 常陰典正,橋本和弥,藤松威史,平岡和彦,“非金属介在物起点型転がり疲れにおけるき
裂生成機構”,山陽特殊製鋼技法,Vol. 18,No.1 (2011),pp. 23–29.
(28) 小俣弘樹,山辺純一郎,福島良博,松岡三郎,“微小ドリル穴付き試験片を用いた転がり
疲労き裂進展試験法の提案”,日本機械学会論文集 A 編, Vol. 78,No. 793 (2012),pp.
1250–1265.
(29) 小俣弘樹,山辺純一郎,松永久生,福島良博,松岡三郎,“軸受鋼 SUJ2 の転がり疲労強
度に及ぼす微小欠陥の寸法と深さの影響”,日本機械学会論文集 A 編,Vol. 79,No. 803 (2013),pp. 961–975.
(30) Matsunaga, H., Komata, H., Yamabe, J., Fukushima, Y. and Matsuoka, S. “Effect of Size and Depth of Small Defect on the Rolling Contact Fatigue Strength of Bearing Steel JIS-SUJ2”, Procedia Materials Science 3 (2014), pp. 1663–1668.
(31) 藤松威史,中溝利尚,中﨑盛彦,常隂 典正,“転がり疲れ環境下における鋼中の欠陥周
囲のき裂発生・伝ぱ挙動”,山陽特殊製鋼技法,Vol. 23,No. 1 (2016),pp. 47–61.
(32) Furumura, K., Murakami, Ya. and Abe, T., “The Development of Bearing Steels for Long Life Rolling Bearings Under Clean Lubrication and Contaminated Lubrication”, Proceeding of 4th International Symposium on Bearing Steels, Creative Use of Bearing Steels, ASTM Special Technical Publication, Vol. 1195 (1993), pp. 199–210.
(33) 宇田川毅志,菅勝徳,松田剛,西川友章,“転動疲労過程における非金属介在物を起点と
した亀裂の発生挙動”,CAMP-ISIJ, Vol. 21 (2008), p. 1389