統合生産システム(IMS)における ICT 機器を組み合わせた 支援的保護システムの構築とリスク低減方策に関する研究
令和 2 年 6 ⽉
清 ⽔ 尚 憲
目 次
第 1 章 序 論 ... 1
1.1 本論文の背景 ... 1
1.2 本論文の目的 ... 1
1.3 本論文の構成 ... 2
1.4 用語の定義と表現 ... 5
参考文献 ... 6
第 2 章 統合生産システム(IMS)と労働災害 ... 7
2.1 まえがき ... 7
2.2 統合生産システム(IMS) ... 7
2.2.1 統合生産システム(IMS)の定義 ... 7
2.2.2 IMS を対象とした安全の考え方と残留リスク ... 8
2.3 機械に起因する労働災害分析 ... 9
2.3.1 はじめに ... 9
2.3.2 分析の対象とした労働災害 ... 10
2.3.3 基本要因の分析結果 ... 11
2.3.4 作業要員の分析 ... 11
2.3.5 考察 ... 11
2.4 ヒューマンエラーと意図的な不安全行動が起因となる大規模領域での労働災害分 析 ... 17
2.4.1 自動車用バンパー製造ラインでの災害事例 ... 17
2.4.2 自動車ボディ製造ラインでの災害事例 ... 18
2.5 まとめ ... 20
参考文献 ... 21
第 3 章 残留リスクの低減方策に ICT 機器を利用する場合の考え方 ... 23
3.1 まえがき ... 23
3.2 ヒューマンエラーと意図的な不安全行動 ... 23
3.3 生産ラインのリスク低減方策として ICT 機器を利用する場合の考え方 ... 25
3.5 まとめ ... 29
参考文献 ... 29
第 4 章 統合生産システムにおける「支援的保護システム」を適用した実証 実験と考察 ... 31
4.1 まえがき ... 31
4.2 実証実験 1:大型モータ製造工場における支援的保護システムの実証実験 ... 31
4.2.1 実証実験の概要 ... 31
4.2.2 実験場所のレイアウトと仮想ゾーン分割 ... 32
4.2.3 実証実験での検証要件 ... 34
4.2.4 実証実験用機材のレイアウト ... 34
4.2.5 実証実験に使用した主な ICT 機器の仕様及び特長 ... 43
4.2.6 実証実験の結果 ... 48
4.2.7 実証実験結果の考察 ... 49
4.3 実証実験 2:自動車用バンパ組立ラインにおける支援的保護システムの実証実験
... 534.3.1 実証実験の概要 ... 53
4.3.2 実証実験場所のレイアウトと仮想ゾーンの分割 ... 53
4.3.3 実証実験で構築した支援的保護システムの概要 ... 56
4.3.4 全体システムの構成 ... 59
4.3.5 実証実験用機器設置レイアウトと使用した機器の詳細 ... 60
4.3.6 実証実験に使用した主な ICT 機器の仕様及び特長 ... 68
4.3.7 実証実験の結果と考察 ... 74
4.4 実証実験 3:可搬式作業台自動洗浄ラインにおける支援的保護システムの実証実 験 ... 79
4.4.1 実証実験の概要 ... 79
4.4.2 実証実験場所のレイアウトと仮想ゾーン分割 ... 79
4.4.3 実証実験の対象作業と検証要件 ... 83
4.4.4 全体システム構成と実証実験用機器設置レイアウト ... 90
4.4.5 実証実験に使用した機器の仕様と特長 ... 93
4.4.6 実証実験結果と考察 ... 108
4.4.7 3 つの実証実験によるリスク低減効果の総括 ... 110
4.5 実証実験 4:支援的保護システムの妥当性実証実験 ... 113
4.5.1 背景 ... 113
4.5.2 IT 安全管理開発プロジェクトに関する行動分析学的視点の必要性 ... 113
4.5.3 行動分析学的視点の必要性 ... 114
4.5.4 検証方法についての考察 ... 115
4.5.5 システムモデルの必要性 ... 115
4.5.6 支援的保護システム下での行動分析学的介入例 ... 115
4.5.7 実験の方法 ... 116
4.5.8 結果と考察 ... 117
4.6 まとめ ... 119
参考文献 ... 120
第 5 章 支援的保護システムの国際規格化 ... 123
5.1 まえがき ... 123
5.2 支援的保護システムの規格化 ... 123
5.3 ISO/IEC における安全規格の階層化と支援的保護システムの位置付け ... 124
5.4 まとめ ... 125
参考文献 ... 125
資料 1 支援的保護システムと安全関連部の関係 ... 126
資料 2 ISO/TR22053 Safety of machinery- Safeguarding supportive system(支援 的保護システム) ... 127
第 6 章 結論と今後の課題と展望 ... 141
6.1 論文の結論 ... 141
6.2 今後の課題 ... 144
参考文献 ... 146
謝 辞 ... 147
著者発表論文 ... 148
第 1 章 序 論
1.1 本論文の背景
近年,生産現場では,非正規雇用者や短期労働者,外国人労働者の割合が増加する一方で,
現場の安全を長年支えてきたベテラン作業者の割合が減少傾向にある。また,1 人作業の増 加やコミュニケーション不足から,従来のように「人に頼る安全管理対策」には限界が来て い る 。 特 に , 単 体 の 機 械 を 複 合 的 に 組 み 合 わ せ た 統 合 生 産 シ ス テ ム ( Integrated Manufacturing System: IMS)を導入した生産現場では,危険点近接作業(作業者が機械の 可動部を停止させずに可動部に近接した状態で行う運転確認, 調整,加工,トラブル処理,
保守・点検,修理, 清掃, 除去などの作業)において,経験の少ない作業者による労働災害 が依然として高い割合で発生している。また,近年は安全領域と危険領域を分離する作業形 態から,人と機械の共存・協調型作業形態へと変化しており,機械安全の原則である「停止 と隔離」 だけでは十分なリスク低減ができず, 高い残留リスクが残存している。 このように 現状では,IMS を導入した生産現場では,いまだ人の注意力に大きく依存する安全管理体制 により現場の安全のレベルが維持されている。 今日, Connected Industries や Industry4.0 といった産業革命で求められている人と機械の共存・協調型作業形態においては, 情報通信 技術(Information and Communication Technology: ICT)を利用した機器(ICT 機器)の 生産システムへの導入が進められている。このような生産システムを安全性と生産性を両 立して運用するためには,保護装置と ICT 機器を組み合わせた安全管理を支援するシステ ムの構築が必要となるが,まだ十分検討されておらず,開発が急務である。
1.2 本論文の目的
本論文は,IMS を対象にした安全管理支援システムの構築を目的に開発した新たなリスク 低減方策である「支援的保護システム」を提案し,実際の生産現場の製造ラインにて確実性 の高いリスク低減の効果と有効性を検証することを目的としている。国内のリスク低減方 策は,国際安全規格(International Organization for Standardization: ISO)12100 で 規定されている 3 ステップメソッド (本質的安全設計方策,安全防護,使用上の情報提供)
に基づいた日本産業規格(Japanese Industrial Standards: JIS) 「JIS B 9700:機械類の
安全性-設計のための一般原則」や,国内の機械を対象としたガイドラインである「機械の
包括的安全基準に関する指針」により規定されている。支援的保護システムは, この 3 ステ
ップメソッドを採用した後の残留リスクを対象として,適切な ICT 機器を組み合わせて行
う確定性の高いリスク低減方策である。現在,日本からの提案により,ISO の機械安全に関
する規格を審議する Technical Committee(TC)199 の Working group (WG) 3 にて Technical
report(TR)の ISO/TR22053:支援的保護システム(Safeguarding Supportive System)と
して審議が進められている。著者は ISO/TC199WG3 の国内外エキスパートとして審議に参加
1.3 本論文の構成
本論文では, 共存・協調型作業形態の IMS を対象にした安全管理支援システムの構築を目 的とした新たなリスク低減方策である「支援的保護システム」を提案した。 そして,実際の 生産ラインにてリスク低減の効果を実証実験により検証して,人の注意力のみに依存しな い災害防止対策を論述する。
本論文の第 1 章では,現在の産業現場の状況を述べている。非正規雇用者や短期労働者,
外国人労働者が増加する一方で,ベテラン作業者の割合は減少傾向にある。1 人作業の増加 やコミュニケーション不足から,従来のように「人に頼る」安全管理対策にも限界が見えて いる。また,現場のシステム形態が,単体の機械から IMS へと変化しつつあることから,自 動機械の非定常作業時の危険点近接作業では,経験の少ない作業者による労働災害が高い 割合で発生している。
そこで,ICT 機器を組み合わせた「支援的保護システム」を提案した。機械安全の国際規 格 ISO12100 では, 3 ステップメソッドと呼ばれるリスク低減方策が厳格に規定されている。
リスク低減の優先順位は,本質的安全設計方策であるステップ 1 から始まり,安全防護及び 付加保護方策を施すステップ 2,そして使用上の情報のステップ 3 の順番で検討される。
支援的保護システムは, ヒューマンエラーの発生率を低減することで,残留リスクに対し て適用されるもので,確定性の高いリスク低減効果を得ることが可能となる。
第 2 章では,機械に起因する死亡労働災害のうち,人の注意力に依存している作業とし て,危険点近接作業及び広大領域内作業について災害分析を行い,以下のように考察し た。
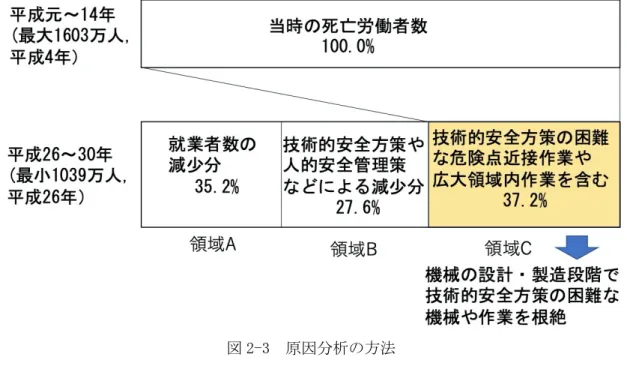
a. 平成元から平成 30 年までの間に,製造業の就業者数は 1603 万人から 1039 万人へ減少し た。これに応じて機械に起因する死亡労働災害の発生件数も減少した。
b. 機械に起因する死亡労働災害の発生件数は,平成元~14 年から平成 26~30 年の間に 37.20%まで減少した。 上記 a.との差である 27.60%の死亡労働災害は, 技術的安全方策 や安全管理対策などによって純粋に減少した分と考えられる。
c. 平成 26~30 年に発生した災害では, 技術的安全方策の困難な危険点近接作業及び広大領 域内作業の割合が平成元~14 年と比較して増加していた。したがって,今後は,今まで どおり機械の設計・製造段階での本質的安全設計方策や技術的安全方策の適用を進める ことに加えて,残留リスクに対しては,支援的保護システムの導入が効果的と結論した。
第 3 章では,ISO12100 で規定されているリスク低減方策における支援的保護システムの
位置づけについて検討した。はじめに,国内の機械を対象としたガイドラインに規定されて
いるリスク低減方策である 3 ステップメソッドと支援的保護システムとの関係について述
べた。 3 ステップメソッドのステップ 2 である安全防護の代替手段として支援的保護システ
ムを活用する場合,ICT 機器には保護装置と同等の安全度水準が求められること,現状では
テップメソッドを適用した後に残る残留リスクを対象として人の注意力に大きく依存しな いリスク低減方策として位置付けた。
第 4 章では,IMS のような作業現場で支援的保護システムが適用可能か否かを検証する実 験を行った。 各実験では,作業条件の異なる現場に合わせた支援的保護システムを構築し,
導入前後の不安全行動の発生率を比較し,リスク低減効果を検証した。 各実験の概要と結果 は以下の通りである。
a. 実証実験 1 では,作業者 1 人が作業区域で 1 つの作業を行うことを想定した支援的保護 システムを構築した。本実験では,支援的保護システムの構成要素である ICT 機器とし て RF タグとステレオカメラを組み合わせ,作業区域への入退場に対して,人数確認の正 確性及び不安全行動の発生率を検証した。結果,作業者の入退場数が正確に把握可能で あった。また,支援的保護システム導入前に存在した不安全行動,すなわち資格と権限 のない作業者が対象外の作業を実施した割合 6.49%, 資格と権限のない作業者が作業を 実施した割合 1.45%,作業中の第三者による誤再起動の割合 6.49%が,支援的保護シス テム導入後にはすべて 0%となった。また,RF タグを携帯せずに作業を実施した割合 63.60%も 0%に低減した。支援的保護システムは,作業者 1 人が制限された作業区域で 1 つの作業を行う状況において,正確に人数確認が可能であり,不安全行動の発生率を低 減できることが確認された。
b. 実証実験 2 では,1 人の作業者が複数の作業をする状況でも支援的保護システムが有効 か検証するために,これらの作業を想定した仕様の支援的保護システムを構築した。本 実験においては,作業区域を分割したタスクゾーンを導入した。これにより,作業中の ゾーン内の機械のみが停止し,それ以外の作業区域内の機械は通常稼働している。本実 験下では,作業者がゾーンをまたいで作業をする際の安全確保の有無及び不安全行動の 発生確率を評価した。実証実験 1 と同様,本実験においても支援的保護システム導入前 に見られた不安全行動の発生率がすべて 0%に低減された。また,作業者がゾーンをま たいで複数の作業をする際にも安全確保が可能であることが確認された。本実験で構築 した支援的保護システムは,複数のゾーンで作業をする状況でも正常に稼働することが 確認された。
c. 実証実験 3 では,複数の作業者が複数の作業を複数のタスクゾーンで行うことも想定し した支援的保護システムを構築し有効性を検証した。その際には,タスクゾーンをまた いで作業を行う状況におけるリスク低減方策及び作業区域における作業者の位置検知の 精度が重要となるため,位置検知に高い精度が期待される超広帯域無線(Ultra Wide Band: UWB)アクティブタグシステムを採用した。本実験においては,複数の作業者のリ アルタイムな位置情報の把握及び不安全行動の発生率を評価するために実験を行った。
結果,作業現場の電波遮蔽物等の設備による課題は残されたものの,運用上問題のない
精度で位置検知が可能であることが示された。また,他の実証実験同様,すべての不安
時に作業を行う場合でも支援的保護システムが有効であることが確認された。
以上の実証実験の結果により,支援的保護システムは様々な作業条件における IMS 特 有のリスクに対して確定性の高い低減効果が得られることが示された。
d.
実証実験 4 では,支援的保護システムの適用の有無により,機械の稼働率と作業者の負 荷がどのように変化するのかを検証した。支援的保護システム導入後のシステムの停止 時間は,導入前に対して 46.00%となり, 稼働率は約 2 倍となった。また,支援的保護シ ステム導入後に作業に係わる操作を 4 回繰り返すことで,初回の操作時間に対して約 30.00%に操作時間が現象することが明らかになった。これは支援的保護システム導入前 と比較してほぼ同じことから,既存システムに支援的保護システムを追加しても慣れが 生じ,作業効率にほとんど影響がないことを示唆している。また,作業に関して何らか のフィードバック(Feedback: FB)を与えると作業がより効率的に行えることが示唆さ れた。 以上の結果より,IMS の作業現場における支援的保護システム導入に関しては,機 械の稼働率を向上させることと, 何らかの FB を与えて繰り返し訓練することで,作業者 の負荷は増加しないことが確認された。
第 5 章では第 4 章で得られた支援的保護システムの構築方法について国際安全規格を発 行し, JIS に反映させることにより日本国内の IMS を対象とした労働災害を防止する戦略に ついて述べている。
第 6 章では, 各章で得られた結果をまとめた。 今後の課題として, 以下の項目の必要性を 述べた。
a. 3 ステップメソッドのステップ 2 における保護装置の安全性評価は,単体装置が対象で あり,ICT 機器の組合せには適用されない。 そこで,ICT 機器の組合せに適用可能な安全 性評価手法を確立する。
b. 現在のリスクの定義に,人の資格と権限に関する要素を追加して,期待されるリスク低 減効果の確実性を向上させる。
c. ダイナミックリスクアセスメント手法を構築し,安全性と生産性を両立するリスク低減 方策を確立する。
支援的保護システムは,単体の機械と IMS における非定常作業である危険点近接作業を 対象にしたリスク低減方策である。しかし,機械と人が共存・協調する現在の作業形態にお いては,機械の可動部と人の作業領域の共通化が進められており,定常作業でも支援的保護 システムは有効な安全手段となる。 そのため, 今後は支援的保護システムを定常作業にまで 拡大した活用方法を提案し,現場の労働災害防止に貢献していくつもりである。
なお,支援的保護システムは,特許出願番号 2013-204042 として出願しており, 著者は発
明者の 1 人である。また開発した支援的保護システムは ISO/TR22053 Safeguarding
Supportive System として提案をしており,著者は ISO/TC199WG3 の国内・国外エキスパー
1.4 用語の定義と表現
1)支援的保護システム(Safeguarding Supportive System: SSS)
機械の設計・ 製造段階で行うリスク低減方策(本質的安全設計方策,安全防護,使用上の 情報)だけでは低減できないリスク(残留リスク)に対して,作業者や管理監督者などの 人 に よ る 災 害 防 止 対 策 と 適 切 な 情 報 通 信 技 術 ( Information and Communication Technology: ICT)を併用することで,確実性の高いリスク低減が期待できる支援的なリ スク低減方策の組み合わせ。なお,支援的保護システムは,すでに実施されているリスク 低減方策の代替手段ではない。
2)統合生産システム(Integrated Manufacturing System: IMS)
個々の部品又は組立品の製造, 処理, 移動あるいは包装のために,材料搬送システムで連 結され,制御機器(IMS 制御機器)で相互に接続された状態で,協調して作業する機械の グループ。
3)システムインテグレーター(System integrator)
統合生産システム(IMS)の設計,供給,製造又は組立を行い,保護方策,制御インターフ ェース及び制御システムの相互接続を含む安全戦略を担当する人あるいは組織のこと。シ ステムインテグレータは,機械の設計・製造者と機械の使用者との間で共にコミュニケー ションをとりながら,生産システムの設計,リスクアセスメント,工程分析,作業分析,
リスク/危険分析による安全戦略の決定,安全戦略に基づく安全防護(ガードと保護装置)
の決定,制御範囲の決定,システムの評価及び妥当性確認を行う。
4)安全確認形システム(Safety confirmation system)
あらかじめ定められた安全の条件を満足しているときに限って機械の運転を許可するシ ステム。安全の条件が満足できなくなったときは,機械の運転を開始させない,あるいは 直ちに機械の運転を停止させて作業者の安全を確保する。また,システムの故障時には,
誤って運転許可信号を発生させない「非対称性誤り特性」を備えている。安全確認形シス テムは,安全確認形インターロックとも呼ばれる。
5)協調作業(Collaborative work)
人・モノ・環境が協調して行う作業のこと。
6)協調安全(Collaborative safety)
人・モノ・環境が,情報を共有することで安全を構築する安全の概念。
7)Safety2.0
情報通信技術 (Information and Communication Technology: ICT)機器等を活用し,人・
モノ・環境が情報を共有することで安全を確保する協調安全の技術的方策。
8)危険点近接作業(Hazardous point nearby operation)
作業者が機械の可動部を停止させることなく,可動部に接近した状態で行う運転確認・調
整,加工,トラブル処理,保守・点検,修理,清掃,除去などの作業のこと。
災害発生のおそれがある側の誤りをいう。 誤りが故障である場合は, 装置やシステムの故 障時に機械が止まらなくなったり,停止中の機械が突然暴走を始めたりする故障が該当す る。
10)非対称誤り特性(Asymmetric error characteristic)
誤り発生時に必ず安全側誤りとなるか,または安全側誤りとなるかの受精または確率が 極めて高い非対称性を持つ誤りの特性。
11)対象誤り特性(Symmetric error characteristic)
非対称性を持たない誤り特性。
12)タスクゾーン(task zone)
オペレータが作業を行うことができる IMS 内および/または周囲のいずれかの事前に決め られた空間
13)制御範囲(Span of control)
特定の装置の制御の下で事前に決められた IMS 部分
参考文献
1)労働力調査(基本集計)2019 年(令和元年)平均(速報)結果の要約,総務省統計局 2)清水尚憲, 梅崎重夫, 危険源近接作業の災害防止戦略に関する基礎的考察-危険点近接 作業の災害防止条件の解明と木材加工用機械への適用-,労働安全衛生総合研究所特別研究 報告, JNIOSH-SRR-No.26(2008), pp37-44
3)清水尚憲, 梅崎重夫, 危険点近接作業における人と物体の識別を目的とした保護装置の 開発, 土木学会安全問題研究論文集 Vol.4(2009)
4)梅崎重夫, 清水尚憲, 危険点近接作業の災害防止戦略に関する基礎的考察,日本機械学 会論文集, Vol.71, No.711, C 編(2003), pp200-207
5)梅崎重夫,清水尚憲,産業機械の労働災害分析,産業安全研究所特別研究報告,NIIS-SRR- No.33.(2005),pp53-67
6)厚生労働省労働基準局編,安全の指標 (令和元年度) , (2019) , pp14-15, 中央労働災害防
止協会
第 2 章 統合生産システム(IMS)と労働災害
2.1 まえがき
本 章では,「ISO11161 統合生産システムの安全性」に基づ き,統合生産システム
(Integrated Manufacturing System: IMS)の定義と安全性の考え方を整理する。また,機 械に起因する労働災害分析を行い,危険点近接作業と複数作業者広大領域における労働災 害が依然として減少していない現状を明確にする。 そして, ヒューマンエラーと意図的な不 安全行動が原因となる2つの労働災害を分析して,人の注意力に大きく依存する安全衛生 管理体制の問題点から,リスク低減効果の確定性を向上することが期待される支援的保護 システムの導入を検討する。
2.2 統合生産システム(IMS)
2.2.1 統合生産システム(IMS)の定義
IMS とは,ISO11161 にて「個々の部品又は組立品の製造, 処理, 移動あるいは包装のため に,材料搬送システムで連結され,制御機器(IMS 制御機器)で相互に接続された状態で,
協調して作業する機械のグループ」と定義されている。また, 同規格のイントロダクション では, 「構成要素を単純に繋げたものと考えるより,完全に新しく,今までと異なる機械と 考えるべきである」と記載されている。すなわち IMS とは,単体機械を単純に組み合わせて 生産ラインを構築することではなく,新規の機械を作るという観点が必要だと定義されて いる。図 2-1 に IMS のイメージを示す。
図 2-1 統合生産システム(IMS)のイメージ
(統合生産システムの機能安全,厚生労働省より)
2.2.2 IMS を対象とした安全の考え方と残留リスク
機械安全は, 隔離と停止の原則により達成される。すなわち,機械をガードなどで囲うこ とで,機械の可動領域と人の存在領域を物理的に分離する隔離と,危険状態が発生した時 に,保護装置を使って機械を停止させる原則がある(または機械が停止したことを確認して ガードを解放する) 。しかしロボットのティーチング作業や修理中の試運転などのように作 業時には隔離や停止をさせることができない場合がある。 このような作業を筆者は「危険点 近接作業」と呼んでいる。実際にロボットのティーチング作業を行う際には,インターロッ クを解除して,ロボットの動作を低速
にし,イネーブル装置を併用した状態で行うが, この ような作業を行う作業者が資格と権限を持つこと,作業者が作業手順に従い作業を行うこ とになっている。IMS では,複数の機械が連動して生産を行っているため,対象となる機械 の動きが他の機械の動きに関係していることを考慮して保護方策を実施する必要がある。
そのため,IMS の安全を確保するにはリスクアセスメントに基づきタスクゾーンと制御範囲 を検討しておかなければならない。
IMS では,非定常作業の対象となる機械と当該作業を実施する作業者のタスクゾーンに関 与する全ての機械を特定するため,ISO11161 に従い,次の検証を行う。
①個々の機械の安全性については,前提として ISO12100 の要求事項を満たしていること。
また,IMS に統合された機械に対して,機械を供給する人意図する使用条件に適合してい るかを供給する人とインテグレータで検証する。
②個々の機械に対して,IMS に統合された機械の位置から新たな危険状態が生じないことを 検証する。
③作業者が作業位置に到達するための IMS 内のルートに対して,危険状態をそれぞれのタ スクに対して同定し,検証する。
そして, 次の順番でリスク低減方策を検討し,危険源または危険状態の除去,低減を行う。
⑤本質安全設計方策 :IMS の仕様や機能性の制限,レイアウトやゾーニングの見直しを検討 する。
⑥ガード及び制御範囲の検討:ゾーン間の安全防護策を検討し,機械の制御範囲を決定す る。安全防護物は, ワークタスクの遂行を許容し,かつ加工フローの妨害にならないこと を満足させなければならない。また,タスクゾーンに関連する様々な制御装置及び保護装 置の制御範囲を決定する。
⑦電気装置は,IEC60204-1 及び機械メーカが供給する指示書に適合させること。
⑧危険区域外から, タスクを遂行することができない場合,安全防護物は,作業者が危険区 域へ侵入するために中断させる場合がある。 この場合, 他の保護方策が適切な保護レベル を保つこと。
⑨起動及び再起動に関しては,すべての安全関連機能がリセットされたことを前提とする。
しなければならない。
⑩非常停止は IEC60204-1 又は ISO13850 に適合すること。補足された人の脱出及び救出方 法は, 「ISO12100 6.3.5.3:補足された人の救出及び救助のための方策」に従うこと。使用 上の情報は「ISO12100 6.4:使用上の情報」に従うこと。
以上の IMS を対象としたリスク低減において,残留リスクとして考えられることは, ①作 業者の資格・権限の確認方法,②危険区域内に存在する作業者の確認方法である。
2.3 機械に起因する労働災害分析 2.3.1 はじめに
機械に起因する労働災害は,長期的には減少傾向にあるものの依然として死亡や重篤な 障害を残す災害が発生している。この原因の一つにガードや保護装置などの安全防護方策 の不具合が指摘されている。
欧州では,この問題への方策として,1970 年代より「人は誤り,機械は劣化し,故障や トラブルを起こす」ことを前提に,機械の設計・製造段階での技術的な保護方策が進めら れてきた。この方策は,1985 年にニュー・アプローチ指令としてまとめられた。この指令 の要点は次のとおりである。
1) 安全上の必須要求事項としての EU 指令と,これを補完する体系的な技術仕様書として の欧州安全規格(EN 規格)
2) モジュール方式による必須要求事項への適合性評価と,EU 域内での検査や検定の相互 認証
3) 必須要求事項への適合を自己責任に基づき自ら宣言する CE マーキング制度
以上の施策は,欧州の機械安全規格(EN 規格)が ISO や IEC の原案となったこともあっ て,日本でも急速に広まった。しかし,当時の日本では,国際水準の機械安全技術の核心 を十分理解した上で機械が設計・製造されているとは言えないとの意見もあった。
この解決のため,厚生労働省では,国際水準の機械安全技術の核心に相当する内容とし て,ISO12100 と実質同一である「機械の包括的な安全基準に関する指針」 (平成 13 年制 定,平成 19 年改正)を公表した。また,平成 18 年には労働安全衛生法を改正し,リスク アセスメントを努力義務化した。さらに,平成 23 年にはプレス機械の労働安全衛生規則 と構造規格を改正し,平成 25 年には食品加工用機械の労働安全衛生規則を新設した。
本論文では,これらの施策が実施された時期の前である平成元~14 年と施行後の平成
26~30 年を比較して,機械に起因する労働災害の発生状況がどのように変化したかを死亡
労働災害分析によって解明するとともに,今後の労働災害防止対策のあり方について述べ
る。
2.3.2 分析の対象とした労働災害 2.3.2.1 分析対象
分析の対象とした労働災害のデータは,次の2種類である。
<災害データ群1>
平成元年から平成 14 年の間に,首都圏(東京都,埼玉県,千葉県,神奈川県)で発生 した機械に起因する死亡労働災害 129 件
<災害データ群2>
平成 26 年から 30 年の間に,全国(東京都,埼玉県,千葉県,神奈川県,栃木県,群馬 県,茨城県,愛知県,大阪府,兵庫県,福岡県)で発生した機械に起因する死亡労働災害 109 件
以上の分析では,対象業種は製造業,事故の型は「はさまれ・巻き込まれ」と「激突さ れ」に限定した。車両系荷役運搬機械及び建設機械等は労働災害の発生態様が一般工作機 械とは異なるため,対象から除外した。
2.3.2.2 分析方法
以上の労働災害の原因分析では, 「なぜ?」という質問を繰り返すことによって,直接 原因(不安全状態,不安全行動)から基本原因(設備要因,人的要因,作業要因,管理要 因) ,次に根本原因へと帰納的に原因を追究する方法を採用した(図 2-2 参照)。
ただし,基本原因の分析では,設備要因の中でも特に頻度が高い「固定式ガードの不具 合」 , 「可動式ガードの不具合」 , 「保護装置の不具合」及び「制御システムの安全関連部の 不具合」を重点に行った。同様に,作業要因の中でも特に頻度が高い「危険点近接作業」
及び「広大領域内作業」を重点に分析を行った。
2.3.3 基本要因の分析結果 2.3.3.1 設備要因の分析
表 2−1 に,災害データ群1を対象に, 技術的安全方策(安全防護)の不具合に起因して発 生した災害の分析結果を示す。 技術的安全方策である①固定式ガード (柵, 囲い, 覆い等) ,
②可動式ガード(扉など) ,③保護装置,及び④制御システムの安全関連部の不具合に起因 して発生した災害の件数と割合は 102 件(79.1%)であった。
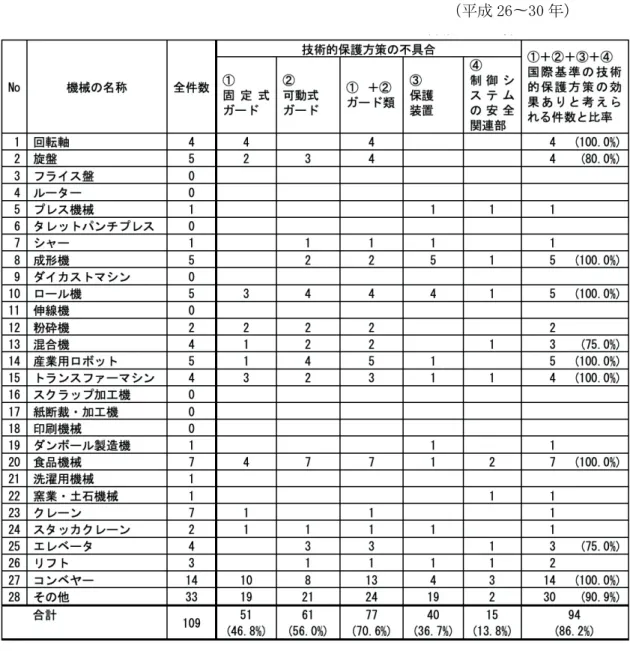
表 2−2 は,災害データ群2を対象に, 技術的安全方策の不具合に起因して発生した災害の 分析結果である。前述した技術的安全方策の不具合に起因して発生した災害の件数と割合 は 94 件(86.2%)であった。
2.3.4 作業要員の分析
2.3.4.1 危険点近接作業に関連した災害
同様の方法により,災害データ群1と群2を対象に,危険点近接作業に関連した件数とそ の割合を調べた。 表 2−3 及び表 2−4 は, それぞれ災害データ群1と群2を対象に,危険点近 接作業に関連して発生した災害の分析結果である。なお,危険点近接作業とは,作業者が機 械の可動部を停止させることなく,可動部に接近した状態で行う運転確認・調整,加工,ト ラブル処理,保守・点検,修理,清掃,除去などの作業のことである。
危険点近接作業に関連した災害は災害データ群1で 57 件(44.2%) ,災害データ群2で 85 件(78.0%)であった。
2.3.4.2 広大領域内作業に関連した災害
同様の方法により,災害データ群1と群2を対象に, 広大領域内作業に関連した件数とそ の割合を調べた。 表 2−3 及び表 2−4 は,災害データ群1と群2を対象に, 広大領域内作業に 関連して発生した災害の分析結果である。なお, 広大領域内作業とは,作業者の作業場所と 非常停止装置を操作する場所が異なるなど,作業者が当該場所に存在しているときに直ち に機械の可動部を停止させる操作ができない場所での作業のことである。広大領域内作業 に関連した災害は災害データ群1で 46 件(35.7%) ,災害データ群2で 49 件(45.0%)で あった。
2.3.5 考察
機械に起因する労働災害は,労働安全衛生法施行直後の昭和 48 年に 111,838 人であった
ものが,平成 30 年には 26,230 人と 4 分の 1(23.5%)近くまで減少していた。特に,平成
になってからは,平成元年の 65,884 人から平成 30 年の 26,230 人と 4 割近く(39.8%)ま
で減少した。 同様に, 今回分析の対象とした機械に起因する死亡労働災害(はさまれ・巻き
込まれ災害に限る)も,平成元年に 129 件であったものが平成 30 年には 48 件と 4 割近く
この減少に影響があったと考えられるのが,製造業での就業者数の変化である。 そこで,
総務省統計局が実施している労働力調査を利用してその変化を調査した。 その結果, 就業者 数は平成元~14 年の間で最大であった平成 4 年の 1603 万人から,平成 26~30 年の間で最 小であった平成 26 年の 1039 万人へと 64.8%まで減少していた(図 2-3 の領域Aに就業者 数の減少率を示す) 。
これに対し,実際の死亡労働災害の発生件数は 37.2%まで減少しているので,両者の差 である 27.6%(図 2-3 の領域Bの部分)が機械に対する技術的安全方策や人的安全管理策 などによって労働災害が純粋に減少した分と考えられる。
この領域Bの減少に貢献した要因の解明は定量的には困難であるが,次のような要因が 影響したのではないかと考えている。
(a)平成の 30 年間で旧式の危険な機械の相当部分が廃棄されて,新しい安全な機械に代替 された。
(b)比較的対策の容易な機械を対象に,主に機械の使用者(ユーザー)がユーザー段階で実 施可能な技術的安全方策(ガード,保護装置など)や人的な安全管理対策を徹底した。
(c)上記(b)が促進した理由の一つとして,平成 18 年の労働安全衛生法の改正によって事業 者によるリスクアセスメントの実施が規定されたことも影響していると考えられる。
以上のような要因の影響によって,対策が困難な機械に対しては比較的順調に労働災害 防止対策が進捗した一方で(図 2-3 の領域B) ,対策の困難な機械や作業に対しては適切な 対応が困難で(図 2-3 の領域C) ,危険点近接作業や広大領域内作業の割合が有意に増加し たと考えられる。
したがって, 図 2-3 の領域Cに相当する労働災害を根絶するためには, 以下の対策が考え られる。
a)データ群 2(図 2-3 の領域Cに相当)に記載された労働災害の発生状況を詳細に分析し たところ,数例を除いて機械の使用段階での人の注意力に依存した対策の失敗によって 災害が発生していた。 今後の労働災害防止対策では,機械の使用者(ユーザー)が実施す る人の注意力に依存した確実性の低い人的安全管理策でなく,機械の設計・ 製造者(メー カー)が実施する確実性の高い技術的安全方策によって,労働災害を大幅に,かつ確実に 減少させる必要がある。
b) 図 2-3 の領域Cでは, 危険点近接作業や広大領域内作業の割合の増加傾向が認められる。
この問題に対する対策としては,機械の設計・ 製造段階で技術的安全方策の困難な機械や作 業を生産技術的観点から根絶して行くことが重要と考えられる。この具体的方策としては,
人の注意力のみに依存しない支援的保護システムを利用した安全管理支援システムの導入
が急務であると考える。
表 2-1 技術的安全方策の不具合に起因して発生した労働災害の分析結
(平成元〜14 年)
表 2-2 技術的安全方策の不具合に起因して発生した労働災害の分析結果
(平成 26〜30 年)
表 2-3 危険点近接作業及び広大領域内作業に関連して発生した労働災害の分析結果
(平成元〜14 年)
表 2-4 危険点近接作業及び広大領域内作業に関連して発生した労働災害の分析結果
(平成 26〜30 年)
図 2-3 原因分析の方法
2.4 ヒューマンエラーと意図的な不安全行動が起因となる大規模領域での労働災害分析 複数作業者が広大領域において非定常作業を行う際に発生した労働災害のうち,特にヒ ューマンエラーや意図的な不安全行動が起因となる2つの事例について検討を行った。こ れらの労働災害は,人の注意力に大きく依存した安全管理体制に問題があると考え,支援的 保護システムの必要性についても考察する。
2.4.1 自動車用バンパー製造ラインでの災害事例
①災害発生の概要
図 2-4 に示すように,車両の部品を加工するためのバンパー射出成形機とバンンパー搬 送ロボットで構成される IMS の非定常作業中にて, 以下の状況により発生した災害である。
a.作業者 B は, 製品のキズの原因を確認するため柵扉に設置している安全プラグを携帯し,
柵扉に札掛けをして危険領域に侵入した。
b.その後, 処置に必要な道具を取りに, 札掛けをした状態で安全プラグを携帯したまま詰め 所に戻った。
c.一方,作業者 A(被災者)は,成形機のバリの多発発生の連絡を受けたため,現地に向か い安全柵扉に札掛けをせずに,成形機内に入った。
d.作業者 B は, 当該機に戻りキズ防止処置後, 柵扉プラグを戻し, 柵扉の札を取り外し, 運 転準備を入れ起動させたところ,成形機内にいた作業者Aが金型間で挟まれた。
②災害の発生原因
ていなかった。
b.作業区域内には大型の機械が複数存在しており,起動スイッチのある制御盤からの死角 が存在していた。
c.作業区域に人が存在しているにもかかわらず,再起動操作が可能となっていた。
③ 対策
a.再発防止対策としては,作業区域に侵入した作業者すべてが退場することで, 再起動操作 を許可するインターロック機構を採用する。
b.対象となる作業に対する資格と権限を持つ作業者のみが,当該作業を実行するできるシ ステムを構築する。
図 2-4 バンパー射出成形機によるはさまれ災害の発生状況
2.4.2 自動車ボディ製造ラインでの災害事例
①災害発生の概要
図 2-5 に示すように車両の部品を加工するための,プレスと搬送用ロボットで構成され る IMS の非定常作業中にて,以下の状況により発生した災害である。
a.作業者 A は加工ラインのプレス(1〜3 号機)を担当しており,製品を流し終えた後,作 業標準に従って途中まで段取り作業を行っていた。
バンパー射出成形機 スライド式ドア
バンパー 搬送ロボット
作業者A
型置き場 型置き場
作業者B
詰め所 災害Aのレイアウト図
c.生産技術スタッフ B は,金型調査解析を担当しており,プレス 3 とプレス 4 の間の安全 シャッター部から進入した。
d.4 号プレスのスライドが下降し,作業者 A と生産技術スタッフ B が金型内に上体を入れて いたため,両者とも挟まれた。
②災害の発生原因
災害の発生原因は,作業者 A と生産技術スタッフ B が危険エリアに侵入して作業を行う 際,安全プラグを携帯しなかったことや札掛けをしなかったこと,プレスの金型間に安全ブ ロックをセットしていなかったことが考えられる。また, 4 号プレス機の操作盤の位置から 内部を十分見通すことができず,死角が存在していた事等が考えられる。
③ 対策
a.再発防止対策としては,プレスエリアと搬送ロボットエリアとの行程間移動を監視する インターロック機構を採用する。
b.対象となる作業に対する資格と権限を持つ作業者のみが,当該作業を実行するできるシ ステムを構築すること。
上記2つの労働災害は, 「札掛けをするという規則を守らず,作業区域に侵入した」 。 「標
準作業以外の行動を行い,行程間移動を行った」 。ことに主原因があるが,どちらも予め想
定されるヒューマンエラーである。 「人はミスや近道行動をする」という前提に立てば,こ
のような不安全行動が発生することを想定して,事前にリスク低減方策を検討しておかな
ければならない。 このような不安全行動によるリスクを低減するためには, 札掛けに変わる
システムとしての RFID タグシステムや,入退場ゲートでの入退出人数の確認としてのステ
レオカメラシステムなどを用いた支援的保護システムを構築して,人の注意力のみに依存
しない安全管理システムの構築が有効と考える。
図 2−5 大型プレスによる挟まれ災害の発生状況
2.5 まとめ
本章では,IMS の定義と安全の考え方について, 「ISO11161 統合生産システムの安全性」を もとに整理を行った。
機械に起因する労働災害分析では,平成の中頃(13~25 年頃)に,主に機械の使用者を 対象に「機械の包括的な安全基準に関する指針」の策定,労働安全衛生法の改正によるリス クアセスメントの努力義務化,プレス機械や食品加工用機械などの労働安全衛生規則の制 定 ・ 改正などが進められたが, この時期の前後で労働災害の発生状況がどのように変化した かを死亡労働災害の詳細分析によって解明を試みた。
得られた結果は以下である。
1) 平成元~30 年の間に,製造業の就業者数は 1603 万人から 1039 万人へと 64.8%まで減 少し,これに応じて機械に起因する死亡労働災害の発生件数も減少した。
2) 一方, 平成の間に機械に起因する死亡労働災害の発生件数は 37.2%まで減少した。した がって,上記 1)との差である 27.6%が設備的安全方策や安全管理策などによって死亡労 働災害が純粋に減少した分と考えられる。
3) 平成 26~30 年に発生した災害では,技術的安全方策の困難な危険点近接作業及び広大 領域内作業の割合が平成元~14 年と比較して増加していた。したがって, 今後の労働災害 防止対策では,機械の設計・製造段階で本質的安全設計方策や技術的安全方策の適用を進
安全ブロック 4号機操作盤
ライトカーテン 安全ブロック
4号機
安全シャッター 3号機操作盤
3号機
プレス型 搬送用
ロボット
A
B
ヒューマンエラーや意図的な不安全行動が起因となる大規模領域で発生した2つの労働 災害の分析では,人の注意力に大きく依存する安全衛生管理体制には限界があることを示 すとともに,リスクを構成する各要素に対する低減方策の明確化を行い, 「危険回避または 制限の可能性」に対するリスク低減方策として,ICT 機器を組み合わせた支援的保護システ ムの適用を提案した。
参考文献
1) ISO11161: 2007 Safety of machinery – Integrated manufacturing system – Basic requirements
2) ANSI B11.20-2004(R09) Safety Re1uirements for Integrated Manufacturing systems 3) 一般社団法人安全・環境マネジメント協会, 平成 30 年度厚生労働省委託 「機能安全を活
用した機械設備の安全対策の推進事業機能安全活用実験マニュアル統合生産システム (IMS)編」 ,(2019)
4) 一般社団法人日本機械工業連合会, 平成 28 年度安全な生産システムの構築能力向上のた めの調査研究報告書,(2016)
5) 杉本旭,粂川壮一,深谷潔,清水尚憲,池田博康,梅崎重夫,芳司俊郎,蓬原弘一,安 全確認型安全の基本構造,機論 C,54,505(1988)2284-2292
6) 清水尚憲,梅崎重夫,池田博康,生産システムで使用される安全手段の使用調査,産業 安全研究所特別研究報告 NIIS-SRR-No.19, (2000), pp25-77, 独立行政法人産業安全研究 所
7) 梅崎重夫,清水尚憲,濵島京子,斎藤剛,管智恵美,北條理恵子,機械の労働災害分析
結果の考察,労働安全衛生研究,投稿中
第 3 章 残留リスクの低減方策に ICT 機器を利用する場合の 考え方
3.1 まえがき
ドイツの国家政策プロジェクトとして第四次産業革命(Industry4.0)推進されている。
その影響もあり,日本でも 2016 年に経済産業省が現実世界の物理的なモノに通信機能を搭 載して,インターネットと接続させる技術 (Internet of Things: IoT)を利用した日独 IoT/
インタストリー4.0 協力に係わる共同声明を発表するなど, 情報通信技術 (Information and Technology: ICT)を利用した機器(ICT 機器)の導入は国内の製造業でも広がりを見せて いる。この考え方から国内の製造業では,設計から製造・販売においてインダストリー4.0 を追従して, 工場内の設備や機器のすべてをネットワークに接続し, 情報管理を行う次世代 型工場であるスマートファクトリーを目指している。特に統合生産システム(Integrated Manufacturing System: IMS)においては,生産管理を中心として ICT 機器を組み合わせた IoT 化が進められている。
図 3-1 は,2018 年の各国企業の ICT 機器の導入状況を示している。特に欧州企業の導入 率は 9 割以上と高い水準となっている。日本企業での ICT 機器導入率は約 7 割であり,他 国と比べて1割から 2.5 割ほど低い水準であった。
図 3-1 各国企業の ICT 導入状況(2018 年)
3.2 ヒューマンエラーと意図的な不安全行動
労働災害の原因の一つであるヒューマンエラーは,ジェーム・ スリーズンにより 「計画さ れた一連の精神的または身体的活動が,意図した結果に至らなかったものであり,これらの 失敗には, 他の偶発的事象の介在が原因となるものを除く」と定義されている。 そのため,
70.2 80.8 94.4 93.8
29.8 19.2 5.6 6.2
0 20 40 60 80 100 120
⽇本 ⽶国 英国 ドイツ
導⼊済み 未導⼊