高温度雰 囲気にお ける切 削液 用 ベ ー ス オ イ ル の 摩擦特 性 評価に関する研 究
指導教員 牧 清二郎 教授
平成19 年度
三重大学 大学院工学研究科 博士前期課程 機械工学専攻
山崎 雄 也
三重 大 学 大 学 院 工 学 研 究 科
第2 章 摩擦 ・ 摩 擦 試 験 法
2.1 摩擦 ・ 摩 擦 係 数 の 定義
2.2 摩 擦の 形 態
2.3 摩 擦の 機 構 か ら 考 える摩 擦 係数
2.4 摩 擦 試 験 法
第3 章 摩擦 試 験に よ る切 削 液 剤の 潤 滑 特 性比較
3.1 摩 擦試 験装置 に つ いて 3.2 摩擦 試 験 方 法に つ いて
3 .2 .1 試 験 方 法 及 び試 験 条 件
3 .2 .2 工具
3 .2 .3 試 験 片
3 .2 .4 エ ス テ ル 系 切 削液用ベ ー ス オイ ル ( 基 油) に つ い て
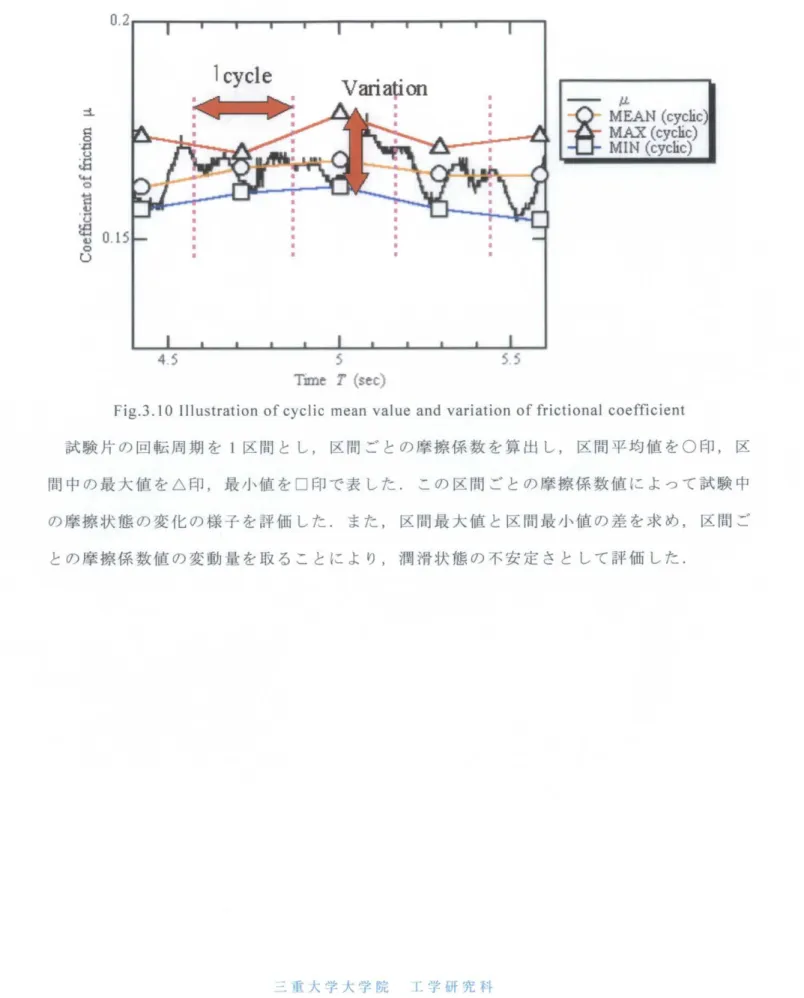
3.3 摩 擦 係 数 の算出, 潤 滑 性 評価方 法に つ い て 3.4 摩擦 試 験結果 及 び考 察
3 .4.1 各 実 験条 件に お ける摩擦 係数 値の比較
3 .4.2 最大 接 触 圧 力に つ いて
3 .4.2 (. a) 各 試 験 後 の試 験 片 摩 耗 痕の 違い
3 .4 .2 .(b) ‑ ル ツ接 触理論
3.4 .2 .(c) 最大接触 圧 力の 比較
3 .4.3 摩 擦 係 数と最大 接 触 圧 力の 関 係
3 .4.4 摩擦 試 験 後の試 験 片 表 面粗さ
三車 大J?I: 人'、芦 院 I二J?I: 研 究 科
4.1 .1 試 験装置 及び試 験 方 法
4 .1 .2 液剤及び試 験 片に つ い て
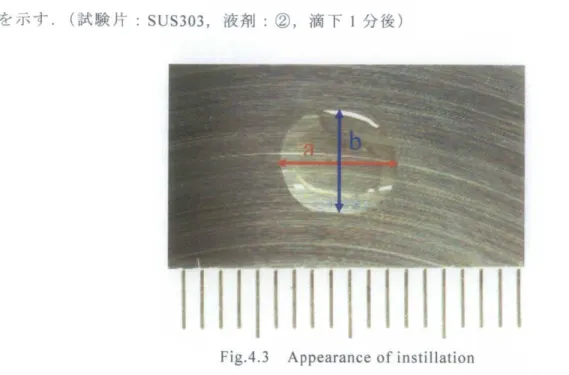
4.2 液剤の性 能 評 価 基 準に つ い て ( 接 触 角の 定義, ぬれ 性)
4.3 試 験結果 及 び考 察 第5章 2 次 元 切 削 実 験
5.1 実 験装置 及 び切 削 力 測 定 方 法
5 .1.1 実 験装置
5 .1.2 工 具, 被削 材 及 び切 削 液 剤
5 .1.3 切 削 力 測 定 方 法 及び切 削 条 件
5.2 2 次 元 切 削に お ける摩 擦 係 数の導出 及 び評価方 法
5 .2.1 2 次元切 削に お ける摩 擦 係 数の導出
5 .2.2 2 次 元 切 削に お ける摩 擦 係 数の評 価 方 法
5 .3 実 験 結 果 及 び考 察
5 .3 .1 摩 擦 係 数 と そ の変 動 量の比 較
5 .3 .2 比切 削 抵 抗 とそ の変動 量の比較
5 .3 .3 工具 摩 耗 形 態 と 油剤種 との関 係 第6 章 結言
参 考 文 献 謝 辞
:
̲ 垂 人 学 人 学 院 r.';、I: 研 究 柑
第1 章 緒言
ト ラ イ ボ ロ ジ ー と人 類と のか か わ り は B C 2 4 0 0 年の レ リ ー フ( 石造 物 の輸送に潤 滑剤( 水) を 供 給 し て い る) に み ら れ る ように, いか に摩 擦 ・ 摩耗 を 軽減させ る かと い っ た 問 題, あ るいは, 有史 以 来, 人 類の生 活と極め て深 い関 係 を 保 ち つ つ 今日 に 至 っ て いる .
一 般機械 を 想 定 し た 場 合, ト ライ ボロ ジ ー の 問 題 に遭 遇 しない機 械は皆無で ある 1) . さ らに, 金 属 切 削 加 工 に お い ても 工具と被削 材 と の 間で 大 き な 摩 擦 を 生 じ る た め, そ の パ フ ォ ー マ ン ス ま た は ト ラブル の大 半は ト ラ イ ボ ロ ジ ー 問 題 に 関 わっ て い る 2)
金 属 切 削 に お い て, 通 常, 切 削 液 剤 は切 削位置 を 包む ように大 量 に供給す る. 産業界 に お いて は, I S O 1 4 0 0 0 シ リ ー ズ の積 極 的 な 認 証 取 得の 動 き や, P R T R (P olluta nt R ele a s e a nd
Tr a n sfe r R eg iste r : 環境汚染物質排 出 移 動 登 録 制度) ‑ の対 応 な ど 環境対策が 従来にも増 し
て企業活 動の 大 き なテ ー マ のひ とつ になっ てきて い る. こ の よう な 背 景 の 中, 切 削液 剤を 使 用 す る機 械 加 工 現 場 で は, 使 用 量 削減を目的に ミ ス ト供 給 加 工や ド ライ 加 工が研 究 さ れ て いる が, 加 工性 能, 切 り屑 処理等の 問 題が ある た め, 当 面の環境対策とし て は, 切 削液 剤を 使 用 す る こ と を 前 提 に環 境負 荷の低 減 を 考 え る こ と が 重 要で ある と いわ れて い る 3)
こ の よう な 切 削 液剤の使 用は大 別 し て次の 4 種の 効 果 を目 的 と す る もの と いえる. す な わ ち (I) 工具 面 ( す く い面, 逃 げ 面) の潤 滑 (2) 工具, 被削 材 の冷却 (3) 切 り屑 処理 (4) 仕上 げ 面 の保護, 防錆 で ある. 特に, 切 削 加 工に お い て切 削 液 剤 を 使 用 す る第1 の 目 的は 工具 と被削 材 と の 間の潤 滑, つ まり, 摩 擦 を 少 な く す る こ と に ある . し か し, そ の 効果 は 切 削条件, 油剤種, 被削 材 種に よ り変化 す る . ま た, 切 削 中の 工具 す く い面 の摩 擦 状態 は
著しく 過 酷 で あり, こ の 摩 擦 エ ネル ギ ー が熱 エ ネル ギ ー ‑ と変わる ため に 工具 す く い 面は 非常に高温 と なる . こ の 熱 に よ り摩擦 点 付 近に存 在する切 削液 剤も高温 と な る. そ の ため,
高温度 域に お ける切 削 液 剤 の潤 滑 特 性 を 考 える こ とは 重 要で ある . そ こで 本 実 験で は, 潤 滑 特 性 を 評 価 す る た め に摩 擦 係 数 〃 に着目 し, 室温 か ら 2 0 0℃ の液剤温度に おける摩擦 試 験 を 行 っ た. 一 般 的 に, 摩 擦 係 数 〃 は ある特 定の切 削 条 件 に お い て は ひ とつ の代 表値と し て表 さ れ る こ とが 多い . し か し実 際は 、 切 削 中に お い て こ の値 は様 々 な値に時々 刻々 変動
し てい る と考え られ る .
:
. 垂 人 学 大J芋 院 r. 学 研 究 村
そ こで本 研 究で は, 切 削 中の 工具 ・ 被削 材 間 の摩擦 現象を 簡 易 モ デル 化 し, ピ ン ・ オ ン ・
デ ィ ス ク式摩擦 試 験 法 を参考に製作し た摩 擦 試 験 装 置 に お いて, 摩 擦 係数 〃 , さ らに, そ の試 験 中の 変 動 も含め て切 削 液 剤 の 高温度 域に お ける摩 擦 特 性 を 評価 ・ 検 討 した.
:
. 垂 人 草 人 学 院 '工 学 研 究 科
第 2 章 摩 擦 ・ 摩 擦試敦 法
2 . 1 摩擦 ・ 摩擦 係数の定義4)
摩擦とは物 体が外 部か らの 力に よ っ て移 動 すると き ( ある いは移動し よう と す ると き)
に, そ の 運 動 を 妨 げる方 向に生 じ る抵 抗 力で ある. 摩 擦 力 F は垂直 荷重 w に 比 例し, 垂 直 荷重 を増せ ば, 摩 擦 力 も増加 する. す な わ ち, 抵抗力が 増加 し物 体は滑り にく く なる. 磨 擦 係数は そ の滑り にく さの程 度 を, 摩 擦 力が 垂 直荷重の何 倍 にな っ て い る かとい う値で示
した もの で, 一 般に は " 〟
"
で表 示 する物 体 固有の値で あり, 式(2.I) の様に与 え ら れ る.
摩擦に は運 動 の種 類に よ っ て転が り摩 擦 と す べ り摩 擦が ある. 一 般に転が り摩 擦抵抗はす
べ り摩擦抵抗に 比 べ ると 非常に小 さ く, 転が り軸受で は 〃 ‑ 1 0 3 程度の値を とる.
転が り摩擦 の現象は複雑で, そ のメ カ ニ ズム も接触 面に お ける弾 性変形 や 凝着ある いは
微小 な 凹 凸 な どが 考え ら れて い る が, いま だに統 一 的 な 見解は得 ら れて い ない. これに対 し, す べ り摩 擦の 現象に つ い て は, 有名 なア モ ン トン ・ ク ー ロ ン の 法 則 が ある. 一 般に,
単に摩 擦 という 場 合に は, こ のす べ り摩 擦 を 意 味 す る.
ア モ ン トン ・ ク ー ロ ン の 法 則
1 . 摩 擦 は接 触 面の面 積 に は依 存しない
2. 摩擦は接触 面荷重に 比例 す る 3. 摩擦は摩 擦 面速 度にも依 存 しない
4. 静摩 擦 力は動摩擦 力 よ りも 大 き い
:
. 毛 大 学 人̀、)
t
・ r
: 院 L‑. I?I':i)F 究 村
F
FL = ‑
W (J1 : C o efficie nt of frictio n)
V e rdc al 血r c e 押り
∴
(2.1)
F ig・2 ・1 D efinitio n of frictio n al c o efficie nt
二重 大 学 人 学 院 ̲r
‑
+ 学 研 究 科
2 .2 摩 擦 の形 態 5)
2 つ の 物 体 間に生 じ る摩 擦は接 触 面 を 形成する材 料, 物 体 間に存 在する潤 滑 膜 の状 況,
雰 囲 気の 状 況 に よ り 左右 さ れ る. し た が っ て, 潤 滑 膜, 特に流 体 潤 滑 膜が存 在す る か どう
か が大 き な 問 題 と なる.
摩擦の 形 態 は, 乾燥 摩 擦 (dry frictio n), 境界 摩 擦 (b o u nda ry frictio n), 流 体摩 擦 (fl uid frictio n) の 3 つ に大 別 さ れ る. 潤 滑の形 態か らは境界摩擦は境界 潤 滑(bo u nda rylubric atio n) , 流体 摩擦は流 体 潤 滑 ( fluid lubric atio n) と 呼 ば れる ( 図 2.2) .
● 乾 燥 摩 擦
厳 密に は, 摩 擦 表 面に異 物 質が 全 く存在 しな い完 全に清 浄 な 面の間 の摩擦 をい い ,
完 全真空 中で 固 体 を 切 断 し て できた表 面 をそ の まま 真 空 中で摩 擦 する場合が これ に 相 当 す る. 大 気 中で は摩 擦 表 面に酸 化 膜の 生 成, 気 体の 吸着など が あり, 真の乾燥 摩 擦は得 ら れ ない が ,
一 般 的に は大 気 中で できる だ け 清 浄に し た表 面 同士 の摩 擦 の こ と をい う. 摩 擦 係 数 は, ほ ぼ1 ‑ 0 .2 である.
摩 擦 面に流 体膜が 存 在する場 合は, 油 膜の厚 さに よ っ て異 なる摩擦 状 態 となる.
● 境界摩擦
摩 擦 表 面 間に潤 滑 剤 な どの非 常に薄 い流 体 膜が 存 在すると き の摩 擦. 流 体膜 と し て は流 体 の分子 が接 触 し て い る固 体 面に吸着 し て でき る, 吸着分子膜の み が残 留 し て い る. 摩 擦 係 数 は, ほぼo .1 ‑ 0 .0 1 である. 境 界摩擦 を 与 え る膜の厚 さに つ いて は 1 0 9m
‑ 1 0 7m まで な どの さま ざま な概念が ある.
● 流 体 摩 擦
摩擦 表 面 間に潤 滑 剤 な どの 十分に厚い流体膜が存 在する と きの摩擦で, 摩擦は流 体 膜 の 内 部 摩 擦 で あり, 摩 擦の大 き さは流体膜 ( 粘 性 流 動 膜) の粘度の大 き さに 左 右 さ れる. 摩 擦 係 数 は, ほ ぼo.o o 1 ‑ 0.0 1 で ある . 潤 滑の形 態 と し て は 2 つ の 摩擦 面
の 接 触は な く, 摩 擦が極 め て 小 さい理想 的 な 状 態で ある .
:
. Ef̲;: 大 学 人 学 院 1 二軍 研 究 科
また, 摩擦に は 滑り だしの 時の摩擦( 静止摩 擦) と運 動 し て い る と き の摩擦 ( 運 動摩 擦)
が ある が, 一 般 的 に静止摩擦 の方が運 動 摩 擦 よ りも 大 き い.
摩 擦 面2 (a)乾 燥 摩 擦
吸着分子膜(
[ 二
川川= 川= == 川= = 川l=
( り境界 摩 擦
吸着 分子膜( l蒜弓箭扇 扇 蒜 蒜I
F ig .2 .2 C la s si fic atio n of frictio n
:
. 重 大 学 大‑;It‑I: 院 ー
̲l
A
.
I?I‑' 研 究 科
〉粘性流動 膜
勿 水 絵
rJ
(c)流 体 摩擦
2 .3 摩 擦 の機 構 か ら考え る摩 擦 係 数 6)I 7)
2 物 体 間の 接触 に お いて, これ らの物 体 の接触 面は 一 見 非 常に なめらか で はあるもの の 微視的に見た 場 合, 物 体 表 面は お お き な 凹凸 を 持 っ た 面で ある, こ の よう な2 面が接触 す ると, 摩擦 面 全 体 か らみれ ば 凹 凸の 突 起 部 分 同士 が ほ ん のわ ず か な 点で接触 し て い る に過 ぎ ない. そ の様 子 を 図 2 .3 に 示す. こ の ように ひ と つ の接触 面の う ちで実際に接触 し て い
る点 をト ライ ボ ロ ジ ー で は真実 接 触 点Ari と 呼び, そ の 点 を集め た面積を真実接触 面積A r と呼ぶ . 例 え ば, 1 c m 四方の 硬 さ1 0 0 k g /m m2 の鋼に お いて 1 k g の 荷重 が加 わ っ た ときの真 実接触 面積は 0.0 1 m m 2 と なり, 真 実 接 触 面積は 見かけの 接触 面積 の 1 万分 の l 程度と なる.
摩擦 を 考 えるう えで真 実接触 面 積は重 要 な もので ある.
R e al c o nta ctp oint A rt
F ig.2 .3 Re al c o nta ct a r e a
図 2.4 に 示 すように硬 さの 異 なる 2 種 類の材 料に 垂直 荷 重 『 が加 わ っ た場 合の摩 擦 を考え た と き, 真 実 接 触 面積は非 常に 小 さいた め, 軽荷重であ っ て もそ の点で の真 実 接 触 圧 力は 非常に高 い の で, 軟質 側 の粗さ突起 先 端は塑 性 的に変形 する.
S ofte r o n e
H a rde r o n e
F ig .2 .4 Co nta ct betw e e n s ofte r o n e a nd ha rde r o n e
三重 大 学 大 学 院 .̲l二学 研 究 科
な 切 削, 研 削 抵 抗 の主 要 因と なる力, す なわち, 振り起 こ し項 F p と, 図 2 .5 (b) に 示す よう な 激 し い塑 性 変 形 の 結 果, 粗 さ 突 起 部 分 ( 真 実 接 触面積 Ar) に形 成 され た 強 い 凝着結 合 をせ ん断 する た め に要 する力, す な わ ち 凝 着 項 Fa の合 力で あると 考え ら れ, 次 式が与 え られ る.
F( 摩 擦 力) ‑ F p ( 錬り起 こ し項)+ Fa ( 凝着項)
(a) p lo wing of m ate rial
(2 .2)
(b) A d he sio n of m ate ria】 F ig.2 .5 Frictio n al m e ch a nis m
し か し, 一 般 的に機 械 要 素に使 用 され る摩 擦 面の 表 面 粗 さは′トさ いた め,
F p < < Fa
と考えら れる た め, 摩 擦 力 F は F % Fa
と なる.
(2 .3)
(2 .4)
凝 着 部 の単 位 面 積 をせ ん断 破 壊 する た め に 必要 な 力 ( 理想 的 な 弾 塑 性 材 料 であれ ば 軟 質 材 料 側 のせ ん断 強 さ) を T とす る と, 摩 擦 力 F は
F = A r ・T
となる.
・ ■
・ ・l
(2.5)
ま た, ひずみ硬 化 しない理想 的 な 弾 塑 性 材 料 を 考 えた場合,
W ‑ A r ・po
po ‑ H
こ こで, p o は軟質 材 料 側 の塑 性 流 動 圧 力, H Eま軟 質材 料 側 の押込 み硬 さで ある・ (2 .6) (2 .7) よ り
W = A r ・ H と 表 さ れ る.
式 (2 .5) (2 .8) よ り摩擦 係 数 〃 は次 式で与 え ら れ る. F I T 凝着部のせ ん断 応 力
〟 = = = ‑ = ‑= =
W p. H 軟質材料の硬 さ
(2.8)
(2.9)
式 (2.9) に よ ると摩擦 係 数 は見か けの接 触 面積に は依 存せず, 摩擦 力は垂直 荷重 (接触 面 荷重) に 比例 する と い うア モ ン トン ・ ク ー ロ ン の 法 則 を 合理的 に説 明できる.
し か し, 摩 擦 係 数が 式 (2.9) に よ り決 定し て し まうとす る と, 材 料 物 性 を考え た と きに 一 般 的に では 降伏 応 力 cr s よ りや や 小 さい . ま た, p o は
p. ≒ H ≒3o s
と なる た め, 材 料, 摩擦条 件に よ ら ず
・ ‑
若≒ o・3
と摩 擦 係数は 一 定値に なる.
(2 .1 0)
(2 .l l)
実 際の摩擦 係数 値を 考 える と, 材 料に よ っ て値は異 な る. また, R ab in obic z が測定 した 金 属ペ ア の乾燥摩擦 係 数 で は, 概し て摩 擦 係 数は 0 .3 よ りも 大 き く なる.
式 (2.l l) と 実際の相 異 点に関し て前 者の材 料に よ っ て摩 擦 係 数 値が 異なる 理由と し て 考 え ら れ る ことは, 酸 化 膜 や 汚 れ とい っ た表 面 層の違 いや, 図 2 .6 に 示すよう な 金 属 表 面 の どの層で摩擦が 起 きて い る かの違 いがある た めと考えら れ る. また, 後者の 実 際は摩 擦 係
三重 大 学 人 乍 院 r̲ '羊 研 究 科