令和 4 年度 卒業論文
曲げ加工が木材の変形性能に及ぼす効果
北海道大学農学部 森林科学科 木材工学研究室
奥田 裕紀
目次
1. 緒言
··· 11.1 変形性能の高い木材
··· 11.2 トーネット法による曲げ加工の提案
··· 11.3 ベンディングローラーの併用
··· 21.4 目的
··· 22. 曲げ加工による変形性能の変化
··· 32.1 試験体
··· 32.2 蒸煮(湿熱処理)
··· 32.3 トーネット法を用いた曲げ加工
··· 42.4 ベンディングローラーを併用した曲げ加工
··· 52.5 試験体の矯正
··· 62.6 試験方法
··· 62.6.1 試験体長さの測定
··· 62.6.2 曲げ試験
··· 62.6.3 縦振動試験
··· 62.7 結果と考察
··· 72.7.1 ベンディングローラーを用いた曲げ加工における荷重推移
··· 72.7.2 試験体の長さ変化
··· 7(1)曲げ加工による試験体の全長の変化 ··· 7
(2)試験体長さ方向における長さ変化率分布 ··· 8
2.7.3 曲げ試験
··· 8(1)破壊形態及び試験体の状態観察 ··· 8
(2)荷重変位曲線の評価方法の検討 ··· 9
(3)特性値による荷重変位曲線の評価 ··· 11
(4)曲げ試験による曲げヤング率の算出 ··· 11
2.7.4 縦振動試験
··· 112.7.5 曲げ加工によるヤング率の変化
··· 113. 曲げ加工による粘性成分の影響の変化
··· 123.1 試験体及び曲げ加工条件
··· 123.2 試験方法
··· 123.2.1 縦振動試験
··· 123.2.2 たわみ振動試験
··· 133.3 結果と考察
··· 143.3.1 振動試験による振動波形
··· 143.3.2 振動波形から得られる対数減衰率
··· 14(1)ヒルベルト変換による対数減衰率の算出 ··· 14
(2)対数減衰率の算出結果 ··· 14
(3)曲げヤング率と対数減衰率の関係 ··· 15
4. まとめ
··· 15謝辞 ··· 16
文献 ··· 16
付録 ··· 17
1. 緒言
北海道は全国の森林面積の
22%を占める 554
万ha
の森林を有し、豊かな針広混交林が広が る1)。このうちの約7
割が天然林であり、広葉 樹資源は半分近くを占める 1)。一方で、広葉樹 資源の利用先はパルプ用が約8
割と大半を占め ている状況であり、付加価値の高い広葉樹資 源の利用を進める必要がある2)。近年では、広 葉樹の育成や、木材の供給体制の構築、製品 の開発といった、広葉樹資源の付加価値の向 上を図る取り組みが進められている 2)。特に、人々の生活に身近な製品への広葉樹材利用を 促進することは、人々への道産材の認知及び 需要の拡大につながる可能性がある。そのた め、広葉樹材の新たな用途を生み出し、家具 等に活用していくことは重要な取り組みの一 つであると考えられる。
1.1 変形性能の高い木材
木材は軽いわりに強いという比強度の高さ3 を活かし、柱や梁といった建築用材や椅子な どの家具用材として、無垢材や木質材料が幅 広く利用されている。一方で、木材を横圧縮 して密度を高めたり、化学修飾処理を施すこ とで耐久性を高めたりするなど、木材を改質 して利用することも行われている4 ,5 。木材を 改質して得られる性能の一つに変形性能があ る6 。変形性能の高さは、曲げやすさやたわみ やすさ、延性といった性質を指し、クッショ ン性のある椅子の座面への活用の検討など、
変形性能の高さを生かした研究が進められて
いる7 ,8 ,9 。このように、変形性能の高い木材は
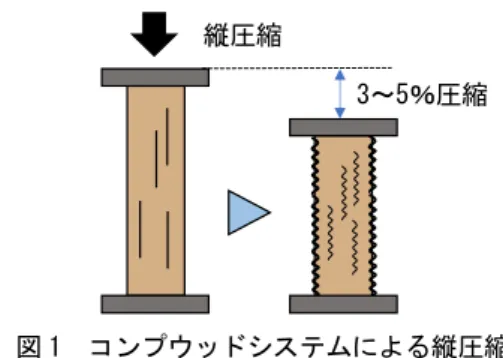
家具等で木材の新たな用途を生み出せる可能 性があり、変形性能を向上させる技術の探求 は重要といえる。木材の変形性能を高める技 術には、横圧縮10 やコンプウッドシステム11 な どいくつかあげられる。中でも、コンプウッ ドシステムでは、蒸煮した木材を繊維方向に 縦圧縮することにより細胞壁に褶曲構造を生 じさせ、蛇腹のような状態とする12 ことで、変
形性能の高い木材を得ることができる(図
1)。
コンプウッドシステムによって縦圧縮された 木材は、無処理材に比べて見かけの曲げヤン グ率が低下することが明らかになっている11 。 曲げヤング率の低下は、同じ荷重をかけた際 により大きなたわみ量が生じるということを 意味し、コンプウッドシステムにより木材の 変形性能が向上したといえる。しかし、コン プウッドシステムは装置が大がかりであり、
設備コストも高く汎用性の面で課題が残る。
そこで、本研究では他の方法でより簡易的に 変形性能を得られる方法として、曲木加工で 用いられるトーネット法に着目した。
図1 コンプウッドシステムによる縦圧縮
1.2 トーネット法による曲げ加工の提案
トーネット法は、木材を曲げる技術として 古くから用いられており、湿熱処理をした木 材を帯鉄と呼ばれる薄い金属に沿わせた状態 で曲げる方法である13 。木材は、蒸煮や煮沸な どの湿熱処理をおこなうことで塑性が増大す ることが知られている14 。例えばブナ材では、気乾状態における木材の繊維方向の最大ひず みは、引張で
1%
、圧縮で5%
程度であるが、湿 熱処理後の含水率 30%、100℃の条件下では、引張では
2%、圧縮では 30%程度となり、圧縮
側で特に可塑性が増大する 13 。湿熱処理後、
引張側では圧縮側ほど可塑性が増加しないた め、木材をそのまま曲げても引張応力によっ て引張破壊が生じる可能性がある15 。一方、曲 げる際に木材に帯鉄を沿わせた状態で木材の 両木口を固定することで、帯鉄が引張応力を 負担し、木材断面のほとんどに圧縮応力が働
縦圧縮
3~5%圧縮
く状態になり(図
2)、木材の引張破壊が抑止
される。これにより、木材の大きな変形、つ まり曲木が可能となる 15 。このとき、圧縮側 の細胞に褶曲変形が発生する場合があること が報告されており16 、トーネット法での縦圧縮 による褶曲変形の発生、そして変形性能の向 上というプロセスを予想できる。すなわち、トーネット法で木材を曲げて戻すだけでも、
木材の変形性能の向上が得られると考えられ る。
図2 トーネット法による曲げ応力分布の変化
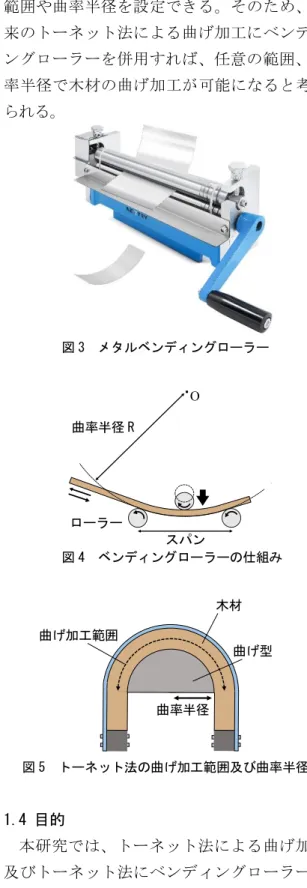
1.3 ベンディングローラーの併用
金属の曲げ加工では、木材の圧縮による曲 げ加工とは異なり、金属に引張応力を発生さ せながら塑性変形により曲げる。中でもロー ル曲げ加工は、図
3
に示すようなベンディング ローラーの間に通した板金等を、ローラーの 回転力によって送り出しながら曲面形状に曲 げていく方法である17 。ローラーが3
本のベン ディングローラーでは、中央に1
本、左右に2
本のローラーがあり、中央のローラーを上下 させることで曲げる部分の曲率半径を調整す ることができる(図4
)18 。さらに、ローラー を回転させて材料を送り出すことで、連続的 に曲げ加工をおこなうことが可能であり、曲 げ加工の範囲を任意に設定することもできる。前述したトーネット法では、曲げ型に沿わ せながら木材を曲げるため、その型に沿った 部分にしか曲げ加工を施すことができず、ま た、曲げる際の曲率半径を変更するには曲げ 型を交換する必要がある(図
5
)15 。一方、ベ ンディングローラーでは、ローラーに通す材料の長さ範囲やローラーの間隔(スパン)、中 央の下げる量を変えるだけで自由に曲げ加工 範囲や曲率半径を設定できる。そのため、従 来のトーネット法による曲げ加工にベンディ ングローラーを併用すれば、任意の範囲、曲 率半径で木材の曲げ加工が可能になると考え られる。
図3 メタルベンディングローラー
図4 ベンディングローラーの仕組み
図5 トーネット法の曲げ加工範囲及び曲率半径
1.4 目的
本研究では、トーネット法による曲げ加工 及びトーネット法にベンディングローラーを 併用した曲げ加工が、木材の変形性能に及ぼ す効果を明らかにすることを目的とし、曲げ 加工を施した試験体の変形性能の評価をおこ なった。
曲率半径R
スパン ローラー
曲率半径
曲げ型 曲げ加工範囲
圧縮応力
圧縮応力 引張応力 木材
引張応力
帯鉄
木材
・ O
2. 曲げ加工による変形性能の変化
トーネット法やベンディングローラーを用 いた曲げ加工による試験体長さの変化から、
縦圧縮の発生を評価することができる。また、
曲げ加工によるヤング率の低下や曲げ試験で の最大たわみの増加の傾向から、曲げ加工が 変形性能に及ぼす効果を評価することができ る。そこで、広葉樹(ブナ)の試験体を対象 に、曲げ加工前及び曲げ加工後に長さの測定 や縦振動試験、曲げ試験を実施し、変形性能 の変化を評価した。
2.1 試験体
試験体は、幅
30mm×
厚さ10mm×
繊維方向の長さ
355mm
の気乾状態のブナ材とした(写真1
)。試験体の寸法及び重量を測定した。また、試験体を採取した板材から小片を得て、含水 率を測定し、その値を試験体の初期含水率と して仮定した。
写真1 試験体
2.2 蒸煮(湿熱処理)
試験体を曲げやすい状態にするために、曲 げ加工前に湿熱処理をおこなった。含水率が 高いほど曲げる際に必要となる仕事量は少な いが、過度に含水率が高いと圧縮側にしわが 生じる場合や、曲げた後の乾燥に時間がかか る場合があり 13 、一般に、木材を曲げる際に 必要な軟化条件として、含水率約
20%、材温約
80℃以上とするのが望ましいとされている
14 。軟化条件を満たすための湿熱処理方法には、
煮沸法19 や蒸煮法 14 、マイクロ波加熱20 等複数 ある。本研究では、既往の研究21 を参考にして 蒸煮法を選択した。
市 販 の ス チ ー マ ー (
STEAM GENERATOR SS77ROCUS
,Earlex,
写真2
)によって、蒸煮箱(24mm厚物合板製, 外側寸法:幅
350mm×高さ
158mm×奥行 450mm、内部寸法:幅 302mm×高
さ
130mm×
奥行426mm,
写真3
)の中を蒸気で 充填させた。蒸煮箱に挿した温度計により蒸 煮箱内の温度を常時測定し、およそ90~100℃
に達したのを確認した後に試験体を蒸煮箱内 に入れた。試験体の含水率は、蒸煮後の試験 体の重量と初期含水率を用いることによって 推定した。
写真2 スチーマー
写真3 蒸煮箱と温度計
予備実験として、蒸煮時間による試験体の 含水率変化と木材中心部温度の確認をおこな った 21 。含水率の測定では、蒸煮箱内の温度
が
100℃に達してから試験体を入れ、30
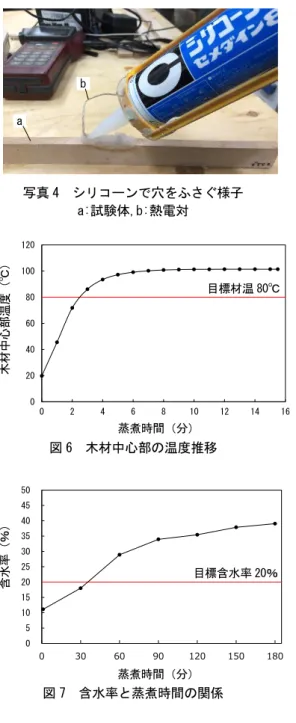
分おきに試験体の重量を測定し、含水率の推移を求 めた。木材中心部温度の確認では、試験体中 央部に開けた穴に熱電対を挿し込み、写真
4
に 示すようにシリコーン(セメダイン製シリコ ーンライト:セメダインプロ8060
プロ)でふ さぎ、それらが硬化した後に蒸煮箱に入れて 温度を測定した。この予備実験の結果、内部温度
100℃
の蒸煮箱内で試験体を蒸煮した場合、含水率
20%以上
を満たすまでに30
分以上かかった(図6)
。一 方で、図7
に示すように、材温は4
分程度で80℃
まで到達し軟化条件を満たすことがわか った。したがって本研究では、試験体の含水率が
20%となるまでを蒸煮時間と設定した。
写真4 シリコーンで穴をふさぐ様子 a:試験体,b:熱電対
図6 木材中心部の温度推移
図7 含水率と蒸煮時間の関係
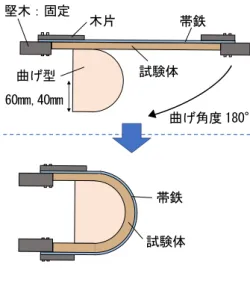
2.3 トーネット法を用いた曲げ加工
含水率と材温が軟化条件を満たした状態で、
トーネット法を用いた条件で曲げ加工をおこ なった。トーネット法での曲げ加工の方法を 図
8
及び写真5,
写真6
に示す。トーネット法には、帯鉄(幅
51mm×厚さ
0.5mm, SK85
炭素工具鋼)の両端に堅木を緊結させた曲げ治具を用いた。両端の堅木間の距 離は、試験体の木口面と堅木が接するように 調整し、試験体は曲げ治具の帯鉄に沿わせた。
なお、帯鉄と堅木が重なっている部分には木 片をあてがい、帯鉄と試験体の両者が一体化 するようにした。
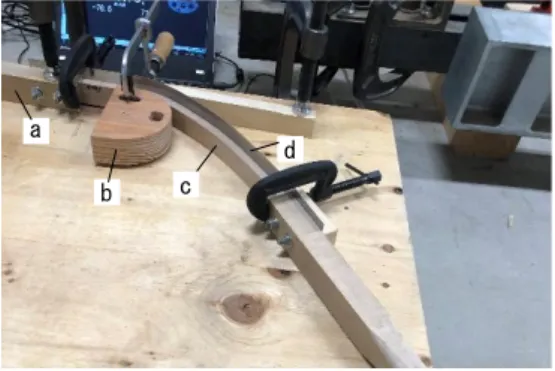
曲げ治具の一端を固定し、もう一方を持っ て試験体を曲げ型に沿わせながら
180°曲げた。
このとき、曲率半径は曲げ型の半径を変える こ と に よ り 設 定 し 、
60mm
(R60
) と40mm
(R40)の
2
条件とした。また、試験体を厚さ 方向に曲げる条件を片面曲げ加工条件(片面 加工)とし、この加工後に再度蒸煮処理をし て反対方向にも曲げる条件を両面曲げ加工条 件(両面加工)とした。図8 トーネット法を用いた曲げ加工
写真5 曲げ型に沿わせて曲げる様子 a:堅木(固定), b:曲げ型, c:試験体, d:帯鉄
0 20 40 60 80 100 120
0 2 4 6 8 10 12 14 16
0 5 10 15 20 25 30 35 40 45 50
0 30 60 90 120 150 180
蒸煮時間(分)
木材中心部温度(℃)
蒸煮時間(分)
含水率(%)
堅木:固定
曲げ型 試験体 60mm,40mm 半径
帯鉄
帯鉄
試験体
曲げ角度180°
目標含水率20%
目標材温80℃
a
木片
b a
b
c
d
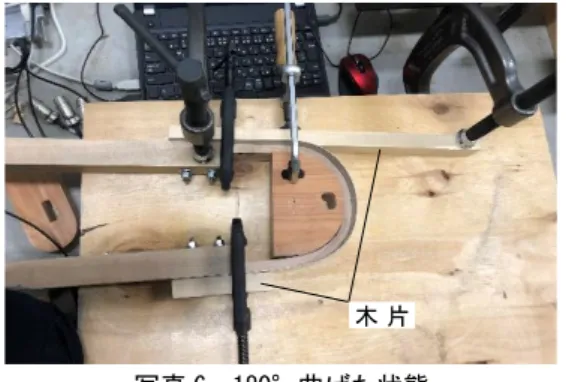
写真6 180°曲げた状態
2.4
ベンディングローラーを併用した曲げ加工 トーネット法にベンディングローラーを併 用した曲げ加工は、トーネット法を用いた曲 げ加工と同様に、含水率と材温が軟化条件を 満たした状態でおこなった。トーネット法に ベンディングローラーを併用した曲げ加工の 方法を図9
及び写真7,
写真8
に示す。ベンディングローラーには圧縮試験装置を 使用し、中央にローラー1 本、左右にローラー
2
本を設置した(スパン150mm,
ローラー直径30mm
)。中央のローラーを回すことで試験体 を送りだす仕組みとし、ラチェットハンドル を用いて中央のローラーを両方向に回転でき るようにした。また、中央のローラーを上下 させることで、試験体に与えるたわみ量の調 整をおこなった。トーネット法で用いた曲げ治具に試験体を セットし、
3
本のローラーの間に通した。中央 のローラーを試験体に触れる状態まで下げた ときをたわみ量0mm
とした。中央のローラー を5mm
下げた状態で試験体を1
往復させる工 程を3
回繰り返し、合計15mm
のたわみ量を生 じ さ せ た 。 こ の と き の 曲 率 半 径 は195mm
(R195)、曲げ角度は
45°となった。いずれの
試験体も両面曲げ加工条件とした。試験体が曲がるにつれて曲げ治具両端の堅 木部分が自重等によって垂れ下がり、試験体 と曲げ治具が離れないようにするために、治 具の両端にボルトを通して曲げ加工中にナッ トで締め続け、帯鉄と試験体が常に密着した 状態になるように工夫をした。また、曲げ加
工中に試験体の温度はローラーや帯鉄などの 金属や周囲の室温によって徐々に下がり、軟 化条件である高温条件が特に損なわれると考 えられた。そこで、ローラーと曲げ治具の帯 鉄は、曲げ加工前にヒーター等で温めておい た。
図9 ベンディングローラーを併用した曲げ加工
写真7 ベンディングローラーを横から見た様子 a:ラチェットハンドル, b:ローラー, c:帯鉄
写真8 曲げ加工後の試験体の状態 a:試験体, b:ナット, c:ボルト
表
1
に、トーネット法を用いた曲げ加工及 び、ベンディングローラーを併用した曲げ加 工の加工条件をそれぞれ示す。試験体
帯鉄
ボルト
たわみ量 ローラー直径
30mm
スパン150mm
15mm ナット
a b
b
a
c
c 木 片
表1 曲げ加工条件 曲げ方法 曲率
半径 曲げ
角度 加工面
トーネット法
R60
180°
片面 両面
R40 片面
両面 トーネット法+
ベンディングローラー R195 45° 両面
2.5 試験体の矯正
曲げ加工後、試験体をクランプにより通直 状態に矯正し、初期含水率に戻るまで静置し た(写真
9
)。写真9 クランプによって通直状態に矯正
2.6
試験方法曲げ加工による試験体の変形性能の変化を 評価するために、曲げ加工後の試験体の寸法 及び重量を測定し、縦振動試験及び曲げ試験 に供した。
2.6.1 試験体長さの測定
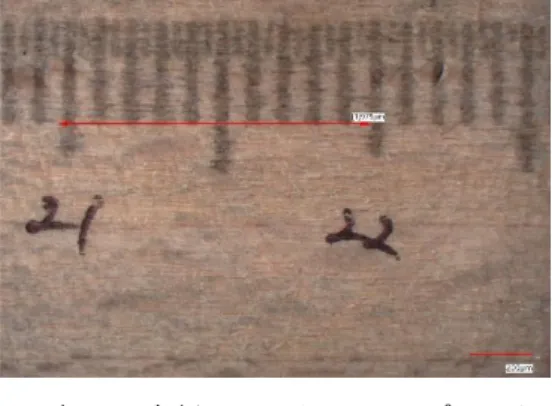
曲げ加工によって試験体に縦圧縮が生じた かを確認するために、試験体の全長を測定し た。さらに曲げ加工前に、図
10
に示すように 試験体の繊維方向に10mm
間隔で目盛を両面に つけておき、曲げ加工後にデジタルマイクロ スコープ(VHX-970F, キーエンス社)でその長 さを測定した(写真10
)。図10 試験体長さ方向に10mm間隔でつけた目盛
写真10 デジタルマイクロスコープによる
10mm幅区間の長さ測定
2.6.2 曲げ試験
写真
11
に示すように、曲げ加工前及び曲げ 加工後の試験体に対して曲げ試験をおこない、変形性能の変化を評価した。スパンは
140mm
で3
点曲げ方式とし、荷重速度は15mm/min
と した。試験機のクロスヘッドの移動量を測定 して、これをスパン中央のたわみ量として、荷重とたわみの関係を求めた。
曲げ加工前の試験では荷重
700N
までの非破 壊でおこない、曲げ加工後の試験では曲げ加 工をしたときに圧縮側だった面を荷重面とし、曲げ破壊させた。破壊時の荷重を最大荷重と した。
写真11 3点曲げ試験の様子
2.6.3 縦振動試験
曲げ加工前後における動的ヤング率の変化 を求めるために、縦振動試験を曲げ加工前及 び曲げ加工後の試験体に対しておこなった。
縦振動試験では、試験体の中央部を手で持ち、
一方の木口面をハンマーで打撃した。もう一
1 2 3 4 … 36 37
全長 試験体
方の木口面近傍に設置したマイクロホンで集 音し、FFT アナライザ(AD-3527 PORTABLE
FFT ANALYZER, A&D,
写真12
)を用いて1
次 固有振動数を測定した。写真12 FTTアナライザとハンマー
2.7 結果と考察
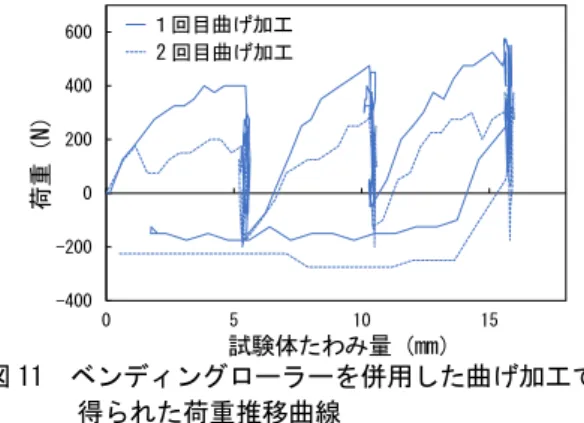
2.7.1 ベンディングローラーを用いた曲げ加工
における荷重推移圧縮試験装置を使用したベンディングロー ラーによる曲げ加工において、中央のローラ ーを
5mm
ずつ押し下げたときの荷重の推移を 図11
に示す。ここで、曲げ加工の1
回目の実 線と2
回目の破線は、両面曲げ加工条件におけ るそれぞれの面での荷重の推移の関係を示し ている。中央のローラーを押し下げることで試験体 に作用する荷重は、ローラーを回して試験体 を往復させる過程で、試験体の変形が固定さ れるにつれて減少していることがわかる。
10mm、15mm
と試験体に与えるたわみ量をさらに増加させると、荷重の最大値及び往復さ せた後に残る荷重値は増大した。また、2 回目 の工程の方が各たわみ量での荷重値が小さい ことがわかる。これは
1
度曲げ加工をおこなう ことで試験体のヤング率が低下し、2
回目の曲 げ加工ではより曲げやすい状態となったこと が要因と推察される。図11 ベンディングローラーを併用した曲げ加工で 得られた荷重推移曲線
2.7.2 試験体の長さ変化
(1)曲げ加工による試験体の全長の変化 曲げ加工後の試験体全体の長さを測定し、
長さ変化率(
%
)を式(1
)により算出した。得られた結果を図
12
に示す。長さ変化率=𝐿1−𝐿0
𝐿0 × 100
[GPa] ··
(1)ここで、𝐿0は曲げ加工前の長さ(
mm
)、𝐿1は曲げ加工後の長さ(mm)である。
曲げ加工前の試験体長さ
355mm
に対し、い ずれの条件においても曲げ加工により試験体 の長さは減少し、長さ変化率は負の値をとっ た。これより、曲げ加工により試験体の繊維 方向に縦圧縮が生じたと考えられる。トーネット法を用いた曲げ加工では、片面 加工で
1.5%
、両面加工で2%
程度全長は減少し、両面加工の方が片面加工に比べて圧縮量が大 きかった。なお両面加工では、片面加工によ って長さが減少した試験体の木口面と曲げ治 具の堅木との間に隙間が生じたため、アルミ 板を挟み隙間を埋めておこなった。これによ り試験体の長さは片面加工後からさらに減少 し、圧縮量が増加したと考えられ、曲げ加工 を繰り返すことで、縦圧縮量を増加させるこ とができると推察される。
ベンディングローラーを併用した曲げ加工 では、
0.5%
の長さ変化率が認められた。ベン ディングローラーを併用した曲げ加工では、曲率半径
195mm、曲げ角度 45°の条件となり、
ト ー ネ ッ ト 法 で の 曲 げ 加 工 ( 曲 率 半 径
-400 -200 0 200 400 600
0 5 10 15
軸ラベル
軸ラベル 1回目曲げ加工
2回目曲げ加工
荷重(N)
試験体たわみ量(mm)
1回目曲げ加工 2回目曲げ加工
60mm,40mm、曲げ角度 180°)よりも加工度が
低かったと考えられる。すなわち、曲率半径 がより小さく、曲げ角度がより大きい加工に よって、圧縮量は増加すると推察される。図12 試験体全長の曲げ加工前後の長さ変化率
(2)試験体長さ方向における長さ変化率分布 試験体長さ方向に
10mm
区間ごとの長さ変化 率(%)を、曲げ加工前の長さL0を10mm
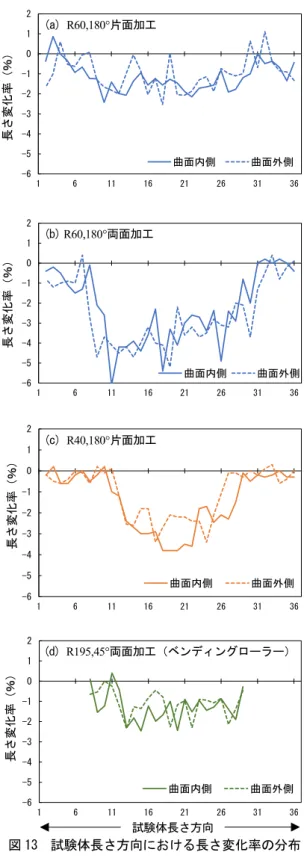
とし て式(1)より求めた。得られた結果の一例を 図13
(a
)~(d
)に示す。トーネット法による曲げ加工では、試験体 中央部分の長さ変化率が大きく、 曲率半径
60mm
では、両面加工条件で6%程度、片面加
工条件で2.5%
程度の圧縮ひずみが中央部に認 められた。両面加工により中央部の圧縮量が 増加し、試験体全体での圧縮量も増加すると 考えられる。片面加工条件では、曲率半径40mm
の条件で中央部に4%
程度の圧縮ひずみ が認められ、曲率半径60mm
に比べてより大き な圧縮が見られた。一方で、曲げ加工後の試 験体の全長の長さ変化率は曲率半径60mm
と40mm
では同程度であったことから、曲率半径 の小さい方が、曲げ加工で発生する圧縮ひず みは中央部により集中すると考えられた。こ れは、曲率を小さくすると曲げ型に沿って曲 げられる範囲(図5
)が狭くなるためと推察さ れる。ベンディングローラーを併用した曲げ加工 では、トーネット法での曲げ加工に比べて圧 縮量の分布に大きな偏りは見られず、全長に わたり曲げ加工がなされたことがわかる。
図13 試験体長さ方向における長さ変化率の分布
2.7.3 曲げ試験
(1)破壊形態及び試験体の状態観察
すべての試験体において、曲げ試験におけ る破壊形態は下縁の引張破断による曲げ破壊 であり、写真
13
に示すような、繊維の流れに 沿った目切れによる引張破壊が見られた。ま-3 -2.5 -2 -1.5 -1 -0.5 0 0.5
-6 -5 -4 -3 -2 -1 0 1 2
1 6 11 16 21 26 31 36
軸ラベル
曲面内側 曲面外側
-6 -5 -4 -3 -2 -1 0 1 2
1 6 11 16 21 26 31 36
軸ラベル
曲面内側 曲面外側
-6 -5 -4 -3 -2 -1 0 1 2
1 6 11 16 21 26 31 36
軸ラベル
曲面内側 曲面外側
-6 -5 -4 -3 -2 -1 0 1 2
1 6 11 16 21 26 31 36
軸ラベル
曲面内側 曲面外側
長さ変化率(%)
(a) R60,180°片面加工
(b) R60,180°両面加工
(c) R40,180°片面加工
(d) R195,45°両面加工(ベンディングローラー)
長さ変化率(%)長さ変化率(%)長さ変化率(%)
長さ変化率(%)
R60,180°
片面
片面 両面 片面 片面 両面 R40,180° R195,45°
試験体長さ方向
た、曲げ試験中に試験体上縁に圧縮破壊線
(しわ)が発生した試験体があった(写真
14)
。写真13 目切れに沿った引張破壊の様子
写真14 圧縮側でのしわ発生の様子
(2)荷重変位曲線の評価方法の検討
曲げ破壊試験による荷重変位曲線の一例を 図
14
に示す。弾性域は最大荷重の1/3
程度であ り、塑性域での傾きは徐々に減少する挙動が 確認された。得られた荷重変位曲線から曲げ 加工後の試験体の材質特性の定量化を試みた。荷重変位曲線をトリリニア置換することを評 価方法の一つとして用い22 、算出した特性値を 比較し評価した。以下の方法で荷重変位関係 のトリリニア置換による特性値を定義した。
トリリニア置換の方法を図
15
に示す。ここで、Pmaxは最大荷重を表す。
[トリリニア置換による荷重変位関係の定義]
① 荷重変位曲線の
0.1 P
maxと0.4 P
maxを結び、直線Ⅰ、傾きをK1
'
とする。② 初期ガタによる変位量を除くため、直線
Ⅰと横軸の交点をδ0とする。
③
0.4 P
maxと0.8 P
maxを結び、直線Ⅱとする。④ 直線Ⅱを、荷重変位曲線に接するように 平行移動させ、これを直線Ⅲとする。
⑤ 直線Ⅰと直線Ⅲの交点の荷重を P1とし、
曲線上の荷重が P1になったときの変位を δ1とする。
⑥ 点
(P
1,δ
1と曲線上の0.1 P
maxを結び、初期 勾配K1とする。⑦ 点(P1
,δ
1と曲線上の 0.8 P
maxを結び、第2
勾 配K2とする。⑧
0.8 P
maxとPmaxを結び、第3
勾配K3とする。図14 荷重変位曲線の一例
図15 荷重変位曲線のトリリニア置換
表
2
に特性値の曲げ加工条件ごとの平均値を 示す。また、図16(a)~(f)に、曲げ破壊試
験 で 得 ら れ た 荷 重 変 位 曲 線 と 、δ0、P1、0.8 Pmax 、Pmaxにおける特性値の平均値をプロット し直線で結んだものを、それぞれ条件ごとに 示す。0 200 400 600 800 1000 1200 1400
0 2 4 6 8 10 12
Pmax
0.8Pmax
0.1Pmax 0.4Pmax
0.1δmax
0.4δmax 0.8δmax δmax
(P1,δ1)
K3 直線Ⅰ
K2
直線Ⅱ K1′
直線Ⅲ
δ0
K1
変位(mm)
荷重(N)
R60,180°片面加工
(mm)
荷重(N)
変位(mm)
表2 トリリニア置換による特性値
n P1 0.8Pmax Pmax δ1 0.8δmax δmax K1
'
K1 K2 K3(N (N (N (mm (mm (mm (N/mm (N/mm (N/mm (N/mm
Control 2 882 1390 1644 2.2 3.7 6.4 425 410 310 103
R60,180° 片面 4 615 969 1213 2.3 5.7 10.5 287 258 126 52
両面 4 618 964 1225 3.1 8.1 16.5 227 200 85 34
R40,180° 片面 4 486 781 980 2.9 9.8 17.1 199 165 59 29
両面 4 558 861 1079 2.9 7.0 14.5 213 189 88 30
R195,45° 両面 4 629 1005 1261 2.1 4.3 7.4 311 295 194 95
図16 荷重変位曲線と特性値 変位(mm)
荷重(N)荷重(N)
変位(mm)
変位(mm)
変位(mm)
変位(mm)
変位(mm)
(a)Control
(b)R60, 180°片面加工 (c)R60, 180°両面加工
(d)R40, 180°片面加工 (e)R40, 180°両面加工
荷重(N)荷重(N) 荷重(N)荷重(N)
(f)R195, 45°両面加工(ベンディングローラー
トリリニア置換によって得られた直線と荷 重変位曲線を比較すると、おおまかな形状は 一致した。しかし、プロット間の傾きは特性 値をつないで得られるため、初期段階の傾き K1が実際の荷重変位曲線の傾きに比べて小さ くなる傾向が認められた。そこで、トリリニ ア置換後に曲げヤング率の推定をおこなう特 性値としては、K1
'
を用いることとした。(3)特性値による荷重変位曲線の評価 コントロール材では、初期勾配 K1と第
2
勾 配 K2の値に差はない一方、それらの値に比べ て第3
勾配K3の値は小さく、3段階に変化する 荷重変位関係のうち、第3
段階において傾きが 急激に減少した。このことから、コントロー ル材ではトリリニア置換ではなくバイリニア 置換が評価には適していると考えられた。こ れに対して、曲げ加工をおこなった試験体で は、初期、第2
次、第3
次段階と傾きは徐々に 減少し、荷重変位曲線において直線領域より も非線形領域の占める割合が高い傾向が確認 された。傾き K1'はコントロール材に比べて減
少し、後述するように曲げヤング率の低下が 認められた。また、各段階での変位δの増加量 は大きく、最大変位δmaxの増大、すなわち最大 たわみの増加も認められたことから、最大引 張ひずみの増加が推察された。最大たわみが 特に増加した試験体は、荷重面の圧縮側にお いてしわが発生した試験体であった。(4)曲げ試験による曲げヤング率の算出
3
点曲げ破壊試験における最大荷重の10~
40%区間の傾き
K1'(N/mm)を用いて、式(2)
から見かけの曲げヤング率ELを算出した。
𝐸L= 𝐿3
48𝐼𝐾1′ × 103
[GPa] ···
(2
) ここで、L:スパン(mm),I
:断面2
次モー メント(mm⁴
)である。2.7.4 縦振動試験による動的ヤング率の算出
縦振動試験による動的ヤング率Efrを、式(3)により求めた。
𝐸fr =4𝑙𝑓𝑏ℎ𝑛2𝑤 × 10−9
[GPa] ···
(3)ここで、fn:固有振動数 (Hz), l:試験体長 さ(
mm
), w
:質量(g
), b
:幅(mm
), h:厚 さ(mm
)である。2.7.5 曲げ加工によるヤング率の変化
曲げ加工後における動的ヤング率及び曲げ ヤング率の条件ごとの平均値を、コントロー ル材と比較して表
3
に示す。また、それぞれ試 験体ごとに曲げ加工による動的ヤング率、曲 げヤング率の変化率を、式(4
)により求め、図
17
に示す。ヤング率の前後比=𝐸𝐸1
0
···
(4
) ここで、E0:曲げ加工前のヤング率(GPa
),
E1:曲げ加工後のヤング率(GPa)である。すべての条件において、動的ヤング率及び 曲げヤング率の曲げ加工前後比の値は
1
より小 さい値を示し、曲げ加工による試験体のヤン グ率の減少が認められた。トーネット法での 曲げ加工において、動的ヤング率は、片面加 工では曲げ加工前に対し30
~40%
程度低下した。両面加工では
40
~60%
程度低下し、片面加工に 比べて大きく動的ヤング率は低下した。また、曲げヤング率は、曲率半径
60mm
の片面加工条件で
60%程度低下し、曲率半径 60mm
両面加工及び曲率半径
40mm
条件においては40
~50%
低 下した。曲げヤング率の低下は、小さい荷重 を与えるだけで大きなたわみが得られること を意味し、より変形しやすい状態を示す。し たがって、曲げ加工により、試験体の変形性 能は向上したといえる。ベンディングローラーを併用した条件にお いても、動的ヤング率及び曲げヤング率では
30%
程度の低下が見られた。トーネット法での 曲げ加工と比べて低下率が小さいのは、曲率半径及び曲げ角度の大きさの影響によるもの であり、ベンディングローラーを併用した曲 げ加工でも変形性能を向上させられることが 示された。
ヤング率の曲げ加工前後比の値では、動的 ヤング率に比べて曲げヤング率の方がより小 さい傾向が見られた。動的ヤング率は縦振動 試験からヤング率を求めるため、粘性流動の 影響が小さく、曲げ試験から求める静的ヤン グ率より大きな値を示すことが知られている23 。 本試験のコントロール材や曲げ加工をした試 験体でも、静的ヤング率(曲げヤング率)に 比べて、動的ヤング率が大きい値を示した。
曲げ加工によって縦圧縮が発生した試験体で はさらに粘性流動の影響は大きくなると考え られ、曲げ加工によって曲げヤング率の値が より低下している。
表3 曲げ加工後の動的ヤング率及び曲げヤング率 加工条件 n 動的ヤング率
Efr(GPa)
曲げヤング率 EL(GPa)
Control 2 14.2 10.1
R60, 180°
片面 4 8.83 6.17
両面 4 7.30 4.43
R40, 180°
片面 4 9.06 4.65
両面 4 8.11 4.67
R195,45° 両面 4 10.8 6.83
図17 曲げ加工による動的ヤング率及び 曲げヤング率の前後比
3. 曲げ加工による粘性成分の影響の変化
木材は粘弾性体であるため、外部から自由 振動を与えると、木材内部の内部摩擦、すなわち粘性によって振動エネルギーの一部が熱 エネルギーとなり、振動が減衰するといわれ ている 3 。この減衰を測定することで、粘性成 分を評価することができる。
そこで、たわみ振動試験及び縦振動試験に よって得られる振動波形から、減衰の指標と なる対数減衰率を求めることを試みた。各条 件の曲げ加工の前後でそれぞれ振動試験をお こない、対数減衰率を求め、曲げ加工や曲げ 加工条件が木材の粘性成分に与える影響を評 価した。
3.1 試験体及び曲げ加工条件
試験体は、幅
30mm×
厚さ10mm×
繊維方向の長さ
355mm
の気乾状態のブナ材とした。上述した方法で、蒸煮した試験体に対し、トーネ ット法で曲げ加工をおこなった。曲げ加工の 条件は、曲率半径
60mm
の片面及び両面加工と した。3.2
試験方法3.2.1 縦振動試験
写真
15
及び図18
に示すように、ゴムマット を介して試験体の両端から試験体長さの0.224
倍の位置で支持した状態で、縦振動試験をおこなった3 , 24 。加速度検出器を試験体の一方の
木口面に両面テープで接着し、反対側の木口 面を金属製のハンマーで打撃した(写真
16
)。 加速度検出器は、試験体の質量に対して十分 に小さい質量となるように、小野測器 NP-3211(質量
0.5g,
プリアンプ内蔵型)を用いた。加速度波形は
FFTアナライザ(DS-3000, 小野測器)
で収録し、FFT解析機能ソフトウェア(DS-320, 小野測器)を用いてパワースペクトルを得た。
パワースペクトルの最も高い周波数のピーク を
1
次振動モードの共振周波数とした。縦振動試験における
FFT
アナライザの設定 条件を表4
に、加速度波形とパワースペクトル の一例を図19
にそれぞれ示す。◆動的ヤング率 ◆曲げヤング 率
ヤング率の前後比
R60,180°
片面
片面 両面 片面 片面 両面 R40,180° R195,45°
写真15 縦振動による振動試験の様子 a:試験体, b:加速度検出器
図18 縦振動試験
写真16 打撃部分
表4 縦振動試験時のFFTアナライザ設定条件 測定設定
入力電圧レンジ 3.16Vrms 解析周波数レンジ 40kHz
サンプル数 2048 窓関数 レクタンギュラ
図19 加速度波形及びパワースペクトルの一例
3.2.2 たわみ振動試験
縦振動試験と同様に試験体の両端から試験
体長さの
0.224
倍の位置で支持した状態で、たわみ
1
次振動モードが卓越するようにしてたわ み振動試験をおこなった3 , 25 (図20,
写真17)
。 試験体の中央部に、縦振動試験でも用いた加 速度検出器を両面テープで接着し、支持点と 試験体中央部の中間をハンマーで打撃した(写真
18)
。打撃する位置は、加速度波形の安 定性と波形から得られる包絡線の滑らかさ、基本周波数の値の再現性から設定した。縦振 動試験と同様にして、加速度波形のパワース ペクトル及び共振周波数を求めた。
たわみ動試験における
FFT
アナライザの設 定条件を表5
に、加速度波形とパワースペクト ルの一例を図21
にそれぞれ示す。図20 たわみ振動試験
写真17 たわみ振動による振動試験の様子
写真18 加速度検出器
0.224l 0.552l 0.224l
打撃 加速度検出器
試験体 加速度検出器
打撃 試験体
b a
試験体長さ l
表5 たわみ振動試験時のFFTアナライザ設定条件 測定設定
入力電圧レンジ 0.316Vrms 解析周波数レンジ 20kHz
サンプル数 8192 窓関数 レクタンギュラ
図21 加速度波形及びパワースペクトルの一例
3.3 結果と考察
3.3.1 振動試験による振動波形
縦振動試験及びたわみ振動試験から得られ た振動波形からは、両試験ともに曲げ加工前 よりも曲げ加工後の試験体の方が、振動の減 衰が速いことが確認された(図
22(a , (b )
。(a)曲げ加工前
(b)曲げ加工後
図22 たわみ振動試験によって得られた波形の一例
3.3.2 振動波形から得られる対数減衰率
(1)ヒルベルト変換による対数減衰率の算出 振動の減衰が速いことは、振動波形の隣り 合う振幅の比の自然対数から算出される、対 数減衰率の値が大きいことで確認することが できる3 。
そこで、
FFT
解析ソフトウェアのヒルベルト 演算機能により、振動の減衰波形を振幅の包 絡線に変換するヒルベルト変換をおこなった(図
23(a )
。変換して得られる包絡線の縦軸をdB
変換し、対数表示させることで得られる右 下がりの直線(図23(b
)の傾きから、式(5
) により対数減衰率λを求めた26)。𝜆 =ln 10
20𝑓d|∆𝑌
∆𝑋| ··· (5)
ここで、fd:減衰固有振動数(
Hz
),
Δ
Y/Δ
X:対数表示した包絡線の傾きである。
図23 (a)振動波形と包絡線の関係 (b) 対数表示した包絡線
(2)対数減衰率の算出結果
コントロール材及び各条件で曲げ加工をお こなった試験体から求めた対数減衰率λを、曲 げ加工条件ごとの平均値を求め表
6
に示す。縦 振動試験、たわみ振動試験のいずれにおいて も、対数減衰率は曲げ加工により増加した。片面及び両面の曲げ加工条件において比較 すると、対数減衰率は両面加工をおこなった 試験体でより大きい値を示した。上述したよ うに、両面加工では片面加工に比べて曲げ加 工後の試験体長さが短く、圧縮量が多い結果 が得られており、ヤング率の減少と同様に、
曲げ加工によって縦圧縮が生じた試験体では 粘性流動の影響が大きくなっていると考えら れる10 。
たわみ振動と縦振動を比較すると、縦振動 の対数減衰率の方が大きい値を示す傾向が見 られた(図
24)
。同図より、縦振動によって得 られた対数減衰率は、たわみ振動のおよそ1.09
倍の値を示しており、たわみ振動より速く減 衰した。また、たわみ振動に関しては片面加 工に比べて両面加工条件の方が対数減衰率の 値が大きいという傾向が見られた一方、縦振∆𝑌 dB
t ∆𝑋 t
包絡線
(b)
(a)
動に関しては片面及び両面加工条件間での対 数減衰率の値に明確な差は見られなかった。
ただし、試験体間におけるバラツキも見られ たため、さらに試験体を増やして検討する必 要がある。
表6 対数減衰率の算出結果 加工条件 n 対数減衰率λ
たわみ振動 縦振動
Control 10 0.039 0.055
R60,180° 片面 5 0.064 0.086
両面 5 0.071 0.095
図24 たわみ振動及び縦振動試験における 対数減衰率の関係
(3)曲げヤング率と対数減衰率の関係 曲げ加工前及び加工後における曲げヤング 率と対数減衰率(たわみ振動)の関係を図
25
に示す。曲げ加工前では、試験体間で曲げヤング率 にバラツキはあるが、曲げヤング率の値が低 いほど対数減衰率は大きい値を示す傾向が見 られた。曲げ加工後でも同様の傾向が得られ、
曲げ加工による対数減衰率の増加と曲げヤン グ率の低下により、グラフのプロットが右下 から左上へシフトする様子が認められた。近 似直線より、曲げ加工前及び加工後における 曲げヤング率と対数減衰率の間には負の相関 を読み取ることができ、対数減衰率から木材 の変形性能の指標である曲げヤング率を推定 することの可能性が示唆された。
図25 曲げヤング率と対数減衰率の関係
4. まとめ
トーネット法を用いた曲げ加工で試験体の 長さは減少し、縦圧縮を生じさせることがで きた。両面加工で試験体全長はより減少した ことから、縦圧縮量は曲げ加工を繰り返すこ とで増加させることができると推察された。
曲げ加工後、動的ヤング率及び曲げヤング 率は減少し、試験体の変形性能の向上が認め られた。
また、振動試験から粘弾性の変化を評価し たところ、曲げ加工により対数減衰率が増大 することが確認された。対数減衰率は曲げヤ ング率との間に相関が見られ、変形性能の指 標としての利用の可能性が見いだされた。
ベンディングローラーを併用した曲げ加工 でも、変形性能の向上が認められた。トーネ ット法にベンディングローラーを組み合わせ ることで、任意の長さ、箇所に縦圧縮を生じ させ、変形性能を向上させられる可能性があ る。曲率半径や曲げ角度をより増加させるこ とで、さらなる変形性能の向上が期待できる。
さらに、ベンディングローラーを用いた曲げ 加工は工業的な装置化も期待でき、本研究で 試作したベンディングローラー装置の改良を 今後検討していく必要がある。
0 0.02 0.04 0.06 0.08 0.1 0.12
0 0.02 0.04 0.06 0.08 0.1 0.12
曲げヤング率[GPa]
たわみ振動による対数減衰率
■R60片面 □R60両面
たわみ振動による対数減衰率
縦振動による対数減衰率
■R60片面 □R60両面 曲げ加工前
曲げ加工後
曲げ加工後
曲げ加工前
y=1.09x-0.0141 R2=0.83
y=-0.0065x+0.105 R2=0.79
謝 辞
本研究の実施にあたり、多くの方にご指導、
ご協力いただきました。
佐々木貴信教授には、実験の実施や本論文 の作成に際して、終始多大なるご指導を賜り ました。澤田圭准教授、小泉章夫元教授には、
研究の遂行にあたり多くのご助言を頂きまし た。佐々木義久技官には、実験の実施にあた り、試験体の作成や試験機操作など多大なる ご助力を頂きました。
また、秋田県立大学木材高度加工研究所の 足立幸司先生には、木材の曲げ加工やベンデ ィングローラーについて多大なるご助言をい ただきました。
さらに、北方生物圏フィールド科学センタ ー の吉田俊也先生には、試験体を提供いただ くなどのご協力をいただきました。
この場を借りて心より御礼申し上げます。
文 献
1) 北海道水産林務部:令和4年度 北海道森林づ くり基本計画, 2022
2) 北海道水産林務部:令和4年度北海道森林づ くり施策概要(1 林務施策の展開方向), 2022 3) 石丸優, 古田裕三, 杉山真樹編:木材科学講座
3 木材の物理, p.77-80, p.117-121, p.135, 2017 4) 則元京:木材の横圧縮と加工, 木材研究・資
料第30号, 1994
5) 河瀬 忠弘, 塩崎 宏行, 池田 元吉:圧延圧密木 材の材料特性―木材圧延の研究 第 4報―, 塑 性と加工 49 巻 565 号, p.133-137, 2008
6) 齋藤優太, 平野葵, 阿部眞理, 白石照美, 小幡谷 英一, 足立幸司:弾性を有するスギ圧縮木材 の家具への適用, 第62回日本デザイン学会春 季研究発表大会概要集(CD-ROM), 2015 7) 有賀康弘, 内藤廉二:コンプウッドシステム
を活用する曲木の生活用品への応用岩手県工 業技術センター研究報告 第21号, 2019
8) 高木拓哉, 齋藤優太, 姜超, 阿部眞理, 白石照美, 小幡谷英一, 足立幸司:弾性を有するスギ圧 縮木材による椅子部材の感覚評価, 第63回日 本 デ ザ イ ン 学 会 春 季 研 究 発 表 大 会 概 要 集
(CD-ROM), 2016
9) 沢田信哉, 高木拓哉, 阿部眞理, 白石照美, 小幡 谷英一, 足立幸司:弾性スギ圧縮木材による 平織り加工を施した座面部材の開発, 第65回 日本デザイン学会春季研究発表大会概要集
(CD-ROM), 2018
10) 小幡谷英一, 足立幸司:木材の横圧縮による 高ダンピング特性発現機構の解明とその応用, 日本木材学会公益財団法人江間忠・木材振興 財団の研究助成成果概要報告書, 2016 11) 内藤廉二, 有賀康弘, 浪崎安治:コンプウッド
システムによる木材の弾性変化の確認, 岩手 県工業技術センター研究報告第19号, 2017 12) 足立幸司, 熊本隆人:ベンディングローラー
を用いた木材の予曲げと曲げ加工性, 第72回 日本木材学会大会, 2022
13) 森林総合研究所監修:木材工業ハンドブック
(改訂4版),丸善出版, p.88, 2004
14) 石原智佳, 今西祐志, 三井勝也:曲げ木加工の 指標, 木材学会誌 65巻4号, p.235-242, 2019 15) 石井信義, 大内成司, 嶋俊朗:家具用材の曲木
加工技術の開発研究, 日田産業工芸試験所平 成5年度研究報告, 1993
16) 今村祐嗣:クローズアップ木材保存 (余談編 3)曲木の組織構造, 木材保存 48巻5号, 2022 17) 株式会社南製作所, ベンディングロールと は?ベンディングロールの種類や用途を徹底 解説, 2022, https://www.nanjyo.co.jp/pickup/blog- what-is-bending-roll/ (閲覧日:2023.3.9) 18) ケービック株式会社, ロール曲げ, https://k-
bic.co.jp/bankin-yogo/roll-mage/ ( 閲 覧 日 : 2023.3.9)
19) 秋田木工, トーネットが生み出した曲木工程, http://www.akitamokko.jp/about.html (閲覧日:
2023.3.9)
20) 則元京, 和田博, 長谷川賢司, 飯田生穂:マイ
クロ波加熱による木材の曲げ加工, 日本レオ ロジー学会誌 8巻, p.166-171, 1980
21) 森川瑞穂:未利用道産材の曲げ木への適用可 能性, 北海道大学農学部森林科学科 卒業論文, 2021
22) 末定拓時, 宮本康太, 渋沢龍也, 稲山正弘, 青木 謙治:広葉樹で補強した柱-貫接合部のモー メント抵抗性能― 降伏以降の特性値算出法の 提案及び、貫材の横圧縮性能と接合部性能と の関係の把握―, 森林総合研究所研究報告
(Bulletin of FFPRI)19巻 2号 No.454, p.185- 194, 2020
23) 北原覺一, 実用木材加工全書 別巻 木材物理, p.113, 1969
24) 木村潤, 平井卓郎, 金丸直樹, 上田恒司:節を 持つ木材の自由振動における減衰特性と曲げ 強さ, 日本材料学会誌49巻4号, p.390-394, 2000 25) 石原智佳, 三井勝也:家具用曲げ木の製造現
場におけるスマート化(第 5報)引張割れの 防止, 令和三年度 岐阜県生活技術研究所研究 報告 No.24, 2021
26) 株式会社小野測器, DS-0321 FFT解析機能ソフ トウェア ヒルベルト変換を使った減衰比測定 手 順 書 , https://www.onosokki.co.jp/HP- WK/c_support/faq/pdf/ds3000_hilbert_ope.pdf
(閲覧日:2023.3.9)
付録
1. 曲げ加工による変形性能の変化 1.1 試験体の基礎データ(曲げ加工前)
試験体名 含水率 (%)
密度 (g/cm³)
動的ヤング率 Efr (GPa)
曲げヤング率* EL(GPa)
曲げ強度**
MOR (N/mm2)
60-1 10.8 0.65 13.1 9.24 -
60-3 10.6 0.66 12.9 8.47 -
60-5 10.0 0.66 13.7 10.2 -
60-6 11.1 0.65 12.4 8.52 -
60-7 10.5 0.65 13.5 11.2 -
60-10 10.3 0.65 15.0 11.4 -
60-11 8.7 0.64 15.1 11.0 -
60-12 7.8 0.63 14.6 10.9 -
40-1 10.2 0.63 12.8 9.55 -
40-3 9.6 0.65 11.6 7.67 -
40-4 10.5 0.67 15.9 9.71 -
40-5 10.1 0.65 14.7 11.2 -
40-7 10.0 0.65 14.7 11.9 -
40-8 11.4 0.65 13.6 8.73 -
40-9 10.3 0.67 15.7 12.1 -
40-10 6.6 0.62 14.3 10.4 -
B5 8.3 0.65 15.7 10.4 -
B6 11.7 0.64 12.6 8.03 -
B7 8.3 0.66 16.2 10.4 -
B8 8.3 0.64 15.5 10.5 -
Control1 11.9 0.68 14.4 8.58 114
Control3 9.5 0.64 13.8 8.92 116
*曲げヤング率:荷重700Nまでの非破壊で曲げ試験をおこない、得られ
た荷重変位曲線の直線部分から算出した。
**曲げ強度:𝑀𝑂𝑅 =3𝑃max𝐿
2𝑏ℎ2 ここで、Pmaxは最大荷重(N)、Lは曲げ試験時の スパン(140mm)である。
1.2 試験体の基礎データ(曲げ加工後)
・R60,180° 片面曲げ加工条件 試験体名 幅
b(mm)
厚さ h(mm)
長さ l(mm)
含水率 (%)
密度 (g/cm³)
動的ヤング率 Efr (GPa)
曲げヤング率 EL (GPa)
曲げ強度 MOR (N/mm2)
60-1 30.0 10.1 350 10.8 0.65 7.85 6.92 82.1
60-3 30.0 10.1 349 10.1 0.66 7.68 6.41 87.5
60-7 30.1 10.2 349 9.7 0.65 9.94 5.34 78.5
60-12 30.6 10.2 350 10.0 0.63 9.83 6.02 79.9
・
R60,180°
両面曲げ加工条件 試験体名 幅b(mm)
厚さ h(mm)
長さ l(mm)
含水率 (%)
密度 (g/cm³)
動的ヤング率 Efr (GPa)
曲げヤング率 EL (GPa)
曲げ強度 MOR (N/mm2)
60-5 30.6 10.3 346 13.5 0.66 6.77 4.47 70.9
60-6 30.4 10.3 344 15.8 0.67 - 4.54 88.9
60-10 30.2 10.1 346 13.3 0.67 7.54 4.01 78.8
60-11 30.6 10.2 346 9.0 0.63 7.58 4.69 84.5
・
R40,180°
片面曲げ加工条件 試験体名 幅b(mm)
厚さ h(mm)
長さ l(mm)
含水率 (%)
密度 (g/cm³)
動的ヤング率 Efr (GPa)
曲げヤング率 EL (GPa)
曲げ強度 MOR (N/mm2)
40-1 30.3 10.2 350 12.6 0.64 8.10 4.78 65.1
40-3 30.4 10.2 345 14.7 0.67 - 3.79 51.3
40-7 30.3 10.0 349 13.7 0.67 8.66 4.78 67.3
40-9 30.3 10.0 349 10.4 0.67 10.4 5.25 83.2
・R40,180° 両面曲げ加工条件 試験体名 幅
b(mm)
厚さ h(mm)
長さ l(mm)
含水率 (%)
密度 (g/cm³)
動的ヤング率 Efr (GPa)
曲げヤング率 EL (GPa)
曲げ強度 MOR (N/mm2)
40-4 30.3 10.2 346 9.8 0.67 9.14 5.28 81.3
40-5 30.5 10.0 347 11.6 0.65 7.28 4.86 84.4
40-8 30.3 10.3 346 12.9 0.66 6.62 3.20 47.9
40-10 30.6 10.0 350 9.4 0.63 9.40 5.34 78.0
・R195,45° 両面曲げ加工条件 試験体名 幅
b(mm)
厚さ h(mm)
長さ l(mm)
含水率 (%)
密度 (g/cm³)
動的ヤング率 Efr (GPa)
曲げヤング率 EL (GPa)
曲げ強度 MOR (N/mm2)
B5 30.3 10.0 353 10.5 0.66 11.9 7.22 93.6
B6 30.2 10.0 352 13.1 0.65 10.4 6.48 78.3
B7 30.4 10.2 353 8.5 0.64 10.7 6.61 93.3
B8 30.6 10.2 352 8.2 0.62 10.0 7.01 76.6
1.3 曲げ破壊試験におけるトリリニア置換による特性値
・Control
・
R60,180°
片面曲げ加工条件・R60,180° 両面曲げ加工条件
・
R40,180°
片面曲げ加工条件・
R40,180°
両面曲げ加工条件・R195,45° 両面曲げ加工条件 試験体名 P1
(N)
0.8Pmax
(N)
Pmax
(N)
δ1
(mm)
0.8δmax
(mm)
δmax
(mm)
K1'
(N/mm K1
(N/mm K2
(N/mm K3
(N/mm Control1 832.2 1455.0 1629.4 1.89 3.89 5.68 460.3 434.8 326.7 97.4 Control3 931.8 1325.5 1659.3 2.42 3.60 7.05 390.1 384.8 294.2 108.1
試験体名 P1
(N)
0.8Pmax
(N)
Pmax
(N)
δ1
(mm)
0.8δmax
(mm)
δmax
(mm)
K1'
(N/mm K1
(N/mm K2
(N/mm K3
(N/mm
60-1 593.0 956.7 1195.9 2.12 4.96 9.26 305.7 274.4 142.4 55.6
60-3 652.8 1016.5 1275.7 2.48 5.93 11.74 285.8 258.6 123.7 44.6
60-7 632.8 936.8 1171.0 2.36 4.85 8.97 274.7 254.0 145.2 56.8
60-12 583.0 966.7 1210.9 2.33 7.09 11.91 280.8 243.9 91.4 50.7
試験体名 P1
(N)
0.8Pmax
(N)
Pmax
(N)
δ1
(mm)
0.8δmax
(mm)
δmax
(mm)
K1' (N/mm
K1
(N/mm K2
(N/mm K3
(N/mm
60-5 553.1 877.0 1096.3 2.76 6.97 13.58 222.6 195.8 87.7 33.2
60-6 692.6 1091.3 1365.3 2.69 6.69 12.71 283.8 251.4 114.7 45.5
60-10 573.0 867.0 1156.1 3.61 10.4 23.9 182.6 154.0 51.7 22.8
60-11 652.8 1021.5 1280.6 3.22 8.37 15.88 218.0 200.1 85.1 34.5
試験体名 P1
(N)
0.8Pmax
(N)
Pmax
(N)
δ1
(mm)
0.8δmax
(mm)
δmax
(mm)
K1' (N/mm
K1
(N/mm K2
(N/mm K3
(N/mm
40-1 483.4 777.3 976.7 2.42 6.56 12.78 226.2 194.3 80.3 32.0
40-3 368.7 617.9 772.4 2.24 5.68 10.06 184.0 160.7 77.2 35.3
40-7 488.3 772.4 971.7 3.80 13.64 24.21 158.2 123.8 34.7 18.8
40-9 602.9 956.7 1200.7 3.20 13.27 21.37 228.5 180.4 42.8 30.1
試験体名 P1
(N)
0.8Pmax
(N)
Pmax
(N)
δ1
(mm)
0.8δmax
(mm)
δmax
(mm)
K1'
(N/mm K1
(N/mm K2
(N/mm K3
(N/mm 40-4 632.8 97