2018
年度修士論文報告書作業者の生産能力が 3 種類ある生産ネット ワークシステムにおける最適配置に関する研究
指 導 教 員 山 本 久 志
首都大学東京大学院博士前期課程
システムデザイン研究科システムデザイン専攻 経営システムデザイン学域
学修番号: 1 7 8 9 2 5 2 3 趙 暁 要
目 次
第 1 章 序 論 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . p . 1
1.1 研究背景・・・・・・・・・・・....................................................................p.l
1.2 研究目的・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・•.p.3 1.3 本論文の構成・・・......................................................................p.4
第 2 章 リセット多期間制約サイクルモデル……… p . 6
2.1 多期間制約サイクルモデル・・・・•................................................ ··p.6
2.2 記号と仮定・•........................................................................ ··p.7
2. 3 総期待費用の定式化・・・・・・・・・・・・・・・・・・・•.......................................... p.10
2.4 リセットモデルにおける最適配置問題・•................................... .p.12
2.5 先行研究の紹介・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・•. p.13
第 3 章 目標作業時間が一定の場合の最適配置法則… . . p . 1 7
3.1 最適配置法則•...................................................................... p.17
3.1.1 目標作業時間が一定の場合における最適配置問題............... p.17 3.1.2 作業者 A に関する最適配置法則・・•.................................... p.17
3.1.3 作業者 C に関する最適配置法則・・・・・・・・・•............................. p.23
3.2 数値考察・・・・・・・・・・・・・・ ................................................. p.27 3.2.1 初心者Aが 1人,熟練者Cが2人,一般者 Bがn‑3人の場合にお
る数値的考察・・・・・・・・・・ ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ p.29
3.2.2 初心者Cが2人,熟練者Aが1人,一般者Bがn‑3人の場合にお る数値的考察.......,,,....,,,,,,,...,●9 9 ●... p.31
第 4 章 目標作業時間が可変の場合の最適配置法則… ••p.34
4.1 最適配置法則・・・・・・・・・・,,...,,...,,...p.34 4.1.1 目標作業時間が可変の場合における最適配置問題・鼻●●...p.34 4.1.2 作業者Aに関する最適配置法則・,,..,,...p.36 4.1.3 作業者Cに関する最適配置法則・,,,...,,...p.38 4.2 数値考察・,,,...,...,,...p.40 4.2.1 初心者Aが1人,熟練者 Cが2人,一般者Bがn‑3人の場合にお
る数値的考察..................,,,...,...,,...,.p.41 4.2.2 初心者Cが2人,熟練者Aが 1人,一般者Bがn‑3人の場合にお
る数値的考察・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・•.. p.44
第 5 章
結論・・・・・・・・・・・・・・•......................................... p.49 参考文献・・・・・・・・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ p . 5 0
謝辞・・・・・•.............................................................. p.54
付録・・・・・・・・・・・・・・・・・・・・
・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ p . 5 5
〔36X 30
=
1080字〕第 1 章 序 論
1.1
研究背景
現代社会の生産ネットワークの設計には生産する品種や数量の変動,生産ヒ°ツ チの変化及び短い納期の注文に対応しつつ,作業順序,作業への設備や作業者な
どの資源の割り当て及び製造費用の削減などの計画が不可欠である.
管理や効率化の科学的マネジメントはテイラーの課業管理が最初であるといわ れている.その後,作業研究の発達により,作業管理の内容が充実され,現在の 生産管理に至る.
生産管理とは,財・サービスの生産に関する管理活動と定義される.具体的に は,所定の品質Q(quality) ・原価C(cost)・数量及び納期 D(delivery, due date)で生 産するため,またはQ・C・Dに関する最適化を図るため,ヒト・モノ・カネ・情 報を駆使して,需要予測,生産計画,生産実施と生産統制を行う手続き及びその 活動のことである.狭義には,生産工程における生産統制を意味し,工程管理と もいう [27][30].生産管理の手続きは,製品計画,全般的生産計画,生産プロセス 計画生産スケジューリング,生産実施及び生産統制の各段階に分かれる.この 中でも,生産プロセス計画の段階で行われるラインバランシングの問題解決は,
生産性の向上や生産費用の削減及び納期厳守の実現に極めて重要である[20]. 製品が材料から完成品にいたるまでの組み立て作業は,多数の作業要素に分割 され,各作業要素には,その作業要素を遂行するために要する要素時間と作業要 素を遂行する順序に関する技術的制約である先行関係の二つの特性がある.この 作業要素間の先行関係を満たしながら,各作業ステーションヘ割り当てられる要 素時間の合計がサイクル時間にできるだけ等しく,かつそれを超えないように,
すべての作業要素を割り付ける方法,つまり,生産ラインの各作業ステーション に割り付ける作業量を均等化する方法をラインバランシングという [20][30].
ラインバランシング問題は, Bryton[2]により提起され, Salveson[12]により数学 的 ア プ ロ ー チ の 定 式 化 が 行 わ れ て 以 来 , 幅 広 く 研 究 さ れ て き た [1][3][4][6][8][11][14][16].しかし,これらの研究の大部分において,作業者の作業
時間が確率的に変動するような作業者要因は考慮されなかった.そのため,それ らの研究は,半自動化や自動化された生産システムに比して,作業者要因を無視 できない労働集約産業には適用することが困難であった.何故ならば,このよう な産業には,作業者の感情状態,モチベーション,健康状況能力水準及び経験に 影響を受け,作業者の間に能力差異や不確定な状況が存在するためである[15],
この課題に対する有意なアプローチの一つが作業者配置の最適化である.その ため,最適配置問題に関する多くの研究が行われてきたが,提案された解法の多
くは計算機を使用し,相当量の計算を行わなくてはならなかった[5][10].
そこで,本論文では,作業者の作業時間が確率的に変動する場合を考慮に入れ た下で,現場への適用性を考え,簡便な最適配置の導出方法を提案する.この際,
リスクが過去の状況に依存し,複数の期間にわたり反復的にリスクが発生する状 況を想定する多期間制約サイクルモデル[31],特に,各工程において加工が遅れ た場合に,その影響が後工程に及ばない,または当該工程で人員増強等により後 工程に影響しないリセット多期間制約サイクルモデルを用いる[21][22][36]. リセ
ット多期間制約サイクルモデルについては,第2章において詳細を述べる.
山本他[31]では,多期間制約サイクルモデルの下で,各工程に各作業者をどのよ うに配置すれば最も効率的,経済的かという問題(最適配置問題)を定義し, 山 本他[32]では最適配置を効率よく算出できるアルゴリズムを提案した.
山本他[7]及び孔他[17]では, リセット多期間制約サイクルモデルの下で,最適 配置問題を定義し,最適配置問題を評価する期待費用の定式化と効率的に産出す るアルゴリズムを提案したまた,システムの最小期待費用をもたらすn人の作 業能力がすべて異なる場合の最適配置の法則について数値的に考察した.
その後,山本他[34]では,最適配置法則を理論的に導き出すため,その最初の段 階として, リセット多期間制約サイクルモデルにおいて,作業速度が異なる 2グ
Jレープの作業者が存在し,一方のグループの作業者が 1人,他方のグループの作 業者がn‑l人の場合の最適配置問題を考え,ある条件下で最適になる最適配置法 則を解析的に導出した.孔他[19][23]では,同様に 2グループの作業者に対して,
一方のグループの作業者が 2人,他方のグループの作業者がn‑2人の場合を考察 した.
宋他[28]では,目標作業時間が一定の場合, 2グループの作業者に対して,一方
のグループの作業者が 2人,他方のグループの作業者がn‑2人の場合を考察し た.
谷澤(29]では,目標作業時間が一定の場合, 3グループの作業者に対して,初心 者と熟練者(処理能力が異なる)がそれぞれ 1人存在し,一般者のグループの作 業者がn‑2人の場合を考察した.
実際の生産現場のことを考えると,作業者のグループは2グループしか存在し ない場合よりも, 3グループやそれ以上の数のグループが存在する場合の方が有 用である.
従来研究では,目標作業時間が一定の場合は広く研究された.孔他(18](24][25] では, 2グループの作業者に対して, 目標作業時間が特定の三つの場合について も最適配置が不変となる法則を提案した.また, 目標作業時間が確率変動する場 合は研究されていない.
1 . 2 研究目的
本論文では,直列型生産ラインを考えて, リセット多期間制約サイクルにおい て,作業者が初心者,熟練者及び一般者のような作業速度が異なる 3グループに 分けられる場合について,期待費用がある条件を満足する配置の中で期待費用が 最小となる配置の法則,すなわち,最適配置を提案することを目的とする.
そのため,本論文の目的を, 3グループの人数が 1人, 2人及びn‑3人の場合 における最適配置問題を考え,ある条件下で最適になる最適配置法則を解析的に 導出することとする.本論文で提案する定理の内容と定理番号を図 1.2.1に示す.
まず,定理は目標作業時間が固定と可変の場合に分かれる.次に各場合において,
具体的に,目標作業時間が一定の場合をさらに 1人のグループ(初心者), 2人の グループ(熟練者)及びn‑3人のグループ(一般者)の場合と 2人のグループ(初 心者), 1人のグループ(熟練者)及びn‑3人のグループ(一般者)の場合に分け る.各場合に 1人のグループを最初の工程に配置と 2人のグループを最初の工程 に配置する場合に分ける. 目標作業時間が可変の場合でも同様に場合分けて各場
3人グループの人数が1人, 2人及びn‑3人の場合
目標作業時間 (Z)が固定 目標作業時間 (Z)が可変
1人のグループは初 心者, 2人のグルー プは熟練者, n‑3人 のグループは一般者
2人のグループは初 心者, 1人のグルー プは熟棟者, n‑3人の
グループは一般者
l人のグループは初 心者, 2人のグルー プは熟棟者n‑3人の グループは一般者
2人のグループは初 心者, 1人のグルー プは熟紬者, n‑3人の
グループは一般者
r て = r r r て
図1.2.1 本論文で提案する局所最適配置法則の構造
合の最適配置法則を定理として提案する また,導出した条件より広い条件下で 数値実験を行う .ここで,本論文の定理を条件付きであるため,本研究で提案し た最適配置法則を局所最涸配置と呼ぶこととする.
1.3
本論文の構成
本論文は全5章で構成されている.
第 1章では,本論文の背景と目的を明記した.
第2章では,リセッ ト多期間制約サイクルモデルの定義及び定式化を行い, リ セッ ト多期間制約サイクルモデルにおける最適配置問題の定式化を定義する 最 後に, 山本他[34],孔他[19][23],宋[28]及び谷澤[29]が提案した最適配置法則を紹 介する.
第3章及び第4章では, リセット多期間制約サイクルモデルにおいて,1人, 2 人及びn‑3人のグループが存在する場合の最適配置法則について考察する.
第 3章では,目標作業時間が一定の場合,1人のグループ及び2人のグループ を最初の工程に配置することがある条件の下で最適となる法則を解析的に示し,
局所最適配置法則として提案する.また,数値実験の結果から3.1節で提案した
最道配置法則の条件以外の最適配置法則を考察するために数値実験を行う.
第4章では, 目標作業時間が可変の場合, 1人のグループ及び2人のグループ を最初の工程に配置することがある条件の下で最適となる法則を解析的に示し,
局所最適配置法則として提案する.また,数値実験の結果から 4.1節で提案した 最適配置法則の条件以外の最適配置法則を考察するために数値実験を行う.
第5章では,本論文の結論と今後の課題を述べる.
第 2 章 リセット多期間制約サイクルモデル
本章では,多期間制約サイクルモデル,特にリセット多期間制約サイクルモデ ルについて述べる.まず, 2.1節では多期間制約サイクルモデルの概要を述べる.
次に, 2.2節ではリセット多期間制約サイクルモデルの仮定と記号を述べ, 2.3節 ではリセット多期間制約サイクルモデルにおける総期待費用の定式化を行う.そ して, 2.4節ではリセット多期間制約サイクルモデルにおける最適配置問題の定 式化を行う.最後に, 2.5節では山本他[15]及び孔他[4][35]が提案した最適配置法 則を紹介する.
2 . 1 多期間制約サイクルモデル
直列に配置されている工程(第 l工程,第2工程,…,第n工程)において,
生産ラインに材料を投入し,第一工程から順次に加工していき,最終工程での加 工が完了すると,完成品となるような直列型生産ラインを考える(図2.1.1).
ある工程で遅れるリスクはその工程だけでなく,それ以前の工程に左右される 状況が多く考えられる.直列型生産ラインにおいて,ある工程に遅れが生じた場 合それが以降の工程に影響を及ぼし,納期遅れや費用増加につながる.このよ
うに, リスクが過去の状況に依存し,複数の期間にわたり反復的にリスクが発生 する状況を想定するモデルを多期間制約サイクルモデルという [31].
この多期間制約サイクルモデルは,後工程の作業開始時刻に影響を与えるか否 かにより以下の二つのモデルに派生する.
入力 出力
第1工程 第2工程 I— --l 第 n 工程
材 料 完成品
図 2.1.1直 列 型 生 産 ラ イ ン
・リセット多期間制約サイクルモデル
各工程において加工が遅れた場合に,その影響が後工程に及ばない,または当 該工程で人員補強等により後工程に影響しないモデルである.つまり,各工程の 作業開始時刻は前工程の状況に左右されないモデルである[21][22][36]. モ デ ル 上 は作業時間がリセットされる.
•ノンリセット多期間制約サイクルモデル
各工程において加工が遅れた場合に,その影響が後工程に直接影響を与えるモ デ ル で あ る . つ ま り , 各 工 程 の 作 業 開 始 時 刻 は 前 工 程 が 終 了 し た 時 刻 と な る モ デ ルである[33].
本論文では,前者のリセット多期間制約サイクルモデルを取り上げる(以下,
リセットモデルと略す).
2.2
記号と仮定
本節では, リセットモデルの仮定と記号を,工程,作業時間及び費用に分けて 述べる[9][19][23].
2.2.1 工 程
本項では,工程に関する仮定と記号を説明する.
(!)直列の生産ラインを考え,その生産ラインの工程数をnとする.
(2)製品は第 1工程,第2工程,...,第n工程の順で加工され,全n工程で 1個の 製品を加工する.
(3)仕掛品は,すべてZ時間で次の工程に移り加工される.すなわち,
z
は各エ 程の制約時間であるサイクル時間とする.2.2.2 作業時間
本項では,作業時間に関する仮定と記号を説明する.
(])作業速度の遅い作業者(初心者),作業速度の速い作業者(熟練者)及び作業 速度が遅くもなく, 速くもない作業者(一般者)の3グループの作業者が存 在する場合を考える.
(2) 3グループの作業者の人数構成は, 1人のグループ (A),2人のグループ (C) およびn‑3人のグループ (B)に分けられるものとする.ただし,グループ内 の人数と作業速度は後述する定理の条件で決定される.
(3)作業者の作業時間は互いに独立で,作業者l
( !
E{A,B,C})の作業時間T ,
は,確 率密度関数f , ( t )
の確率分布に従うとする.ただし,t
は時間を表す.(4) 2.1.1項で述べたように, Zは工程全体のサイクル時間を表すが,各工程にお いては目標の作業時間でもあるので,以後Zを目標作業時間と呼ぶことにす る.
この時, lE {A,B,C}に対して,
n
:作業者l
が遊休となる確率,すなわち,P , = P r { T ,
~z }
Q,:作業者lが遅れとなる確率,すなわち, Q,
= P r { T ,
>z }
T S ,
:作業者l
の期待遊休時間すなわち,T S , =E [ ( z
ー刀)I ( T ,
~z ) ]
T L ,
:作業者l
の期待遅れ時間すなわち,T L , = E [ ( T , ‑Z ) ! ( T ,
>Z ) ]
を定義する.ここで, I(•)は指標関数で,I(K)=g ( K
が真)( K
が偽)とする.
2.2.3 費用
本項では,費用に関する仮定と記号を説明する.
本論文では,各工程において,作業者が加工しているか否かにかかわらず,時 間
z
だけ拘束されていると考えているため, 目標作業時間z
に対して単位時間あたり
C
(2':0)の費用を考える.また,作業時間が遅れそうな場合には作業者の残業 や追加の資源を投入するなどして,加工が時間z
になるようにすることを仮定し,単位時間あたり遅れ費用
C }
りを考える.つまり,前工程の作業時間が遅れる場合 も後工程の作業開始時刻は変わらない(これが本論文で考察するモデルをリセッ トモデルと呼ぶ由縁である).逆に,加工がZ以下で終了すると次の工程に移るま でに仕掛品の在庫が生じることを想定し,単位時間あたり遊休費用g
凶(0)を考 える.以上のことをまとめると次となる.
(I)各工程では,目標作業時間
z
に対して単位時間あたり加工費用C(凶(0)が発生 する.(2)各工程において,作業時間がZ以下になった場合,単位時間あたり遊休費用
`.(凶
0 )
が発生する.(3) k工程連続して目標作業時間
z
を超えた場合は,超過したK番目の工程におい て単位時間あたり遅れ費用Cいが発生する.ただし, Isks nである.また,〇
s C }
リsc f l S ・ ・ ・ S C
いとする.作業時間と費用の関係を図 2.1.2[36]を用いて説明する.図 2.1.2の縦軸は作業 時間を,横軸は工程を表す.第i工程 (1:;;;i幻
n )
の作業時間を恥とすると,例えば,第1工程では,目標作業時間
z
までに作業時間T(I)で終了している(恥< Z )
.この 場合には,第 1工程でかかった総費用は目標作業時間 Zに対するC
(単位時間あ たり)に, T(I)からZまでの間で発生するCs (単位時間あたり)が加算される.一方,第2工程では, 目標作業時間
z
ま で に 作 業 時 間 知 が 終 了 し て い な い加> z ) .
この場合は,目標作業時間z
に対するC
(単位時間あたり)に,z
から刀2)までの間で発生する
C }
リ(単位時間あたり)が加算される.ここで注意され たいのは,第i工程と第i+I工程の場合のように, 2回連続して遅れた場合には,作業時間
恥—-..---
四
2) ‑‑..‑‑‑‑C } リ c り
~ ー+ T し
z ド
恥——
C ,c , c , 1 1 c ,
ー 2
3... i‑1 i i+l i+2 i+3 ・ ・・ n
工程 囮2.1.2作業時間と費用の関係
第i+l工程には
Z
から, n
+1)までの間でC } り ( c } , 2 ) 2 ' . C }
りが発生する点である.なお, 2.1.2項で用いた
, T
は作業者/E {A,B,C}に対して,作業者lの作業時間を 表しており, 2.1.3項で用いたT(,)は第i工程( 1
$ i $n )
の作業時間を表している.2.3
総期待費用の定式化
本論文では,システム全体の総期待費用は総加工費用,総遊休費用及び総遅れ 費用から構成され[9][19][23][35], (2.1)式のように表せるとする.
総期待費用=総加工費用+総遊休費用+総遅れ費用 (2.1) ここで,総期待費用を TC,総遊休費用と総遅れ費用の和をf(n)とする.総加工 費用はnC,Zと表すことができるので,(2.1)式は(2.2)式のように表せる.
TC= nC,Z + J(n) (2.2)
c ( i 刀 ;
1),刀
2),…ふ)で処理能力の異なるi
人の作業者がその順番で工程 lからエC(i;
応応・・・,恥)
{
`
•(z- 刀,)) (
Z> 刀 , ) の 時 )
c¢‑J)
( 刀 , ) ー
z) (z>叩
Z汀
1+1J,...,z汀 , ) の 時 )
(2.3)
になる.ただし, 0こjSi‑1であり,工程 lから工程iにおいて遊休となる工程 がない場合は, J=Oと定義する[21][22] [35] [36].
工程数nの生産ラインにおける期待費用は次の定理[31]で求められる.
定理:
工程数nの生産ラインにおける総期待費用 TCは TC = nC,Z + J(n;l,2,…,n) で表される.ただし,区i幻nに対して,
J(i;l,2,・・・,n)= E[tc(m;
% 応 ・ ・ ・ , 刀 , , , ) ) ]
である.]~/印 n に対して,
P ,
=: I
J,(t)dtQ, =
f
J,(t)dtTS,= fJz‑t)J,(t
知
TL,= f(t‑Z)J,(t)dt
(2.4)
(2.5)
(2.6)
の設定の下で期待費用 TCは(2.4)式で求められる.ただし, J(n;l,2,…,n)は以下の ように表すことができる.
1:::; i:::; nに対して,
J(i;l,2,‑・ ・, n) , J(i‑1,l,2,・ ・・,n)
= <
ご +
c/:‑J).TL(,)" h(i‑1,J)+c, ‑TS(,), (i >! )
J弐0
Cs・TS(ll+C}
リ
・TL(l)9= ( i 1 )
である.ここで, 0s; j s; i(I s; is;
n )
に対して,(2.7)
である.
pj. ITQ, ,,,
( j 司 )
m=J+I
,
h(i,J)=1ITQ,,,,
999=l
p
」'
( j = o ) ( i = j )
(2.8)
2.4
リセットモデルにおける最適配置問題
本論文では, リセットモデルを用いて,各工程に各作業者をどのように配置す れば総期待費用を最小にできるかという最適配置問題を考える.本節では,最適 配置問題の記号を定義する[9][19][24][35].
作業者A : A1,A2,A3 (工程数が小さいものから並べる.)
作業者
c : c 1 > c 2
(工程数が小さいものから並べる.)i,, : x=l, 2, 3に対して,特殊作業者が配置される工程番号
(特殊作業者:初心者または熟練者)
I$ i $ 1 n, I $ i2 $ n, I $ i3 $ n, i 1
*
i2*
i3に対して,叫) : ]人の特殊作業者を第]i工程に配置し, n‑1人の一般 作業者を第1i工程以外の工程に配置する配置.
冗(i凸) : 2人の特殊作業者を第1i工程と第i,工程に配置し,
叫,i29
) ん
TC(n; n(i,))
TC(n
; 冗 (
i,,ら))n‑2人の一般作業者を第1i工程と第i2工程以外の工程 に配置する配置
: 3人の特殊作業者を第1i工程,第i2工程および第i3工程 に配置し, n‑3人の一般作業者を第1i工程,第i2工程 および第3i工程以外の工程に配置する配置.
:配置曲)で特殊作業者が配置されている場合の,第 1 工程から第n工程までの全n工程の総期待費用.
:配置叫,ら)で特殊作業者が配置されている場合の,第
]工程から第n工程までの全n工程の総期待費用.
TC(n叫ii,i2,む)) :配置叫,i2,i3)で特殊作業者が配置されている場合の,
第 1工程から第n工程までの全n工程の総期待費用.
J(n;冗(i{,,i/2,i1;)) :配置7l(i1,i2,i3)で特殊作業者が配置されている場合に,
第 1工程から第n工程までの全n工程で発生した遊休 と遅れによる期待費用. (以下,期待費用と略す.)
これらの記号を用いると,総期待費用は,
TC(n;1l(ii,i2,i3))= nC,Z + J(n;1l(ii,i,,i,)) と表される.このとき,最適配置問題は,
TC(n;1l')=.l5,9,.<9 min.. T,<9、599,9,#92#91C(n;TI(i,,i,,
ら ) )
(2.9)
(2.10) を満たす配置がを求める問題として表される.本論文では,配置がを最適配置と 呼ぶただし,(2.9)式に示すように,目標作業時間Zが 一 定 の 場 合 総 加 工 費 用 nC,Zが一定なので,(2.10)式を,
f(n
ぷ ) =
min f(n冗 ( ;
i],i29も ) )
ISl,<92<91<99,9,#9,#9, (2.11) と書き直すことができる.
2 . 5 先行研究
本節では,表2.5.1に特殊作業者の最適配置を証明している先行研究を示し,表 2.5.2に特殊作業者の最適配置をある範囲内で証明している先行研究を示す.表 2.5.1の番号 2を取り上げると,作業者Aが 2人,作業者Cが 0人,作業者Bが
TLA TLB
n‑2人存在する場合,条件である
Q A> Q I ! ,
―‑>一ーかつmax(L。)<M を満たせ Q、1 Q H
ば,最適配置は一人目の作業者
4
を第 1工程に配置し,二人目の作業者土を第n 工程に配置する配置であるということを意味する.この場合,上記のiiとらをそれ ぞれiA,とiA2で表す.ここで,表2.1に限る記号定義をする.
表2.5.1中のL。と Mは,
C}{'+1)‑C}{,)
L
。 =
C)!") ‑C)!"̲,)(ただし, j。
= L ゜ k K
とする).K•I
一
TLM =
Q A (] ]
( 巳 _ 王 ( : ー : 〕
Q A Q B ]
である.
(2.12)
(2.13)
次にo及びKについて定義する. m工程連続して目標作業時間
z
を超えたm番 目の工程において単位時間当たり遅れ費用C}いが発生する.ただし, lsmsnで ある.また, OsC}リ
scj,2),,;…s Cいであり, Cj:'')( !
s m s n)は,C}>k,+k2+土) =cj;,+朽+ +k,̲,) =... cj;,+k,+・・・+k,,̲,+I) >
C『'+k2+k,)= C},k,+k2+ふー)=1... = Cj,k,+k,+1) >
C
『
'+k,)=C1~,+k,—1) =.,, = cj,k,+1) >c
炉 =
c}k,‑1)=... = c州
を満たすと定義する.ただし, kl+k, +・.. +k,、=nである.すなわち, u(Isu幻m) は同じ値を 1個と数えたときのC炉(l幻m幻n)の個数を表し,丸(ls〇幻
u )
は同一 値となるC『')(l幻m
幻n )
の個数を表す.また, 1$ 0年 に 対 し てj。三こ位はC『')のKai
値が0番目に異なる値となる連続遅れ工程数を表す[19][23].
表2.5.1特殊作業者の最適配置 特殊作業者の
人数
,
番!ロ弓
誓
者>
のB 条件 最適配骰 出典A C
立
の の
哀 皇
I I
゜
n‑1 QA >Qllか つ 圧 戸 圧Q,9 Q,L が(IA,)=J[(I) 孔[!9][23]QA >QI/かつ庄戸庄土 2 2
゜
n‑2 かつmax(L,,Q),< MQ、it ,
,1A2)= 冗(1,11) 孔[19][23]Q, >Q,,かつ庄戸圧土 3 2
゜
n‑2 かつma,(LQ,,,, )>MQ,, が(り,,iA,)= 冗(1,2) 孔[19][23]表 2.5.2特殊作業者の局所最適配置,ある範囲内で証明している先行研究 特殊作業
者の人数
者
畠
喜 誓
者>
のB 条件 局所最適配置賞 贔
A C の の
哀 哀
Q, >Qcかつ圧ぃ庄
L
孔4
゜
1 n‑1 かつmax(LQ。)>B MQc I,' 2 ご2を満たす配置 [19][23]Qll>Q(.かっ丑戸丑L
ir, 2‑iC: ‑‑l iぐこー/1を 孔 5
゜
2 n‑2 Q,, Q(' 満たす配置2 , 2 2 [19][23]斤・(1,,• l,, 1,,) = n(l, i,,''1,,) 6 3
゜
n‑3 QA > Q11かつTl4/1< TL、9 ただし, 1,l< 9 i, < i,9, < /1 宋 [28]QA >Q,,かつTL11< TL が(仇,iA,,iA,)=冗(l,1A:,n) 7 3
゜
n‑3 かつ圧ら庄上Q" Q,, た だi A2< i l, s し,n iA, = I , 宋 [28]が(仇,ic,)=冗(!Jc,) た だ QA> QH かつ凸c<~ し , I C , 2,3,,..,n . 8 I 1 n‑2
QH Q, 谷澤[29] ],;; iA < ic, +I
' 2
Q,, >QI/かつ圧戸圧Q,9 Q,, L 及 が(り,,Iぐ,)=成,+1,icJ
,
I 1 n‑2 谷澤[29]び竺ら饂— Q,) ただし, ic,+I豆,<' 2 '!̲+1 Tら (QH―Qc)
表 2.5.2における局所最適配置とは,特殊作業者の位置に条件がある配置の中 での最適配置を表す.
第 3 章 目標作業時間が一定の場合の最適配置法則
本章では, 目標作業時間が一定の時,作業者が 3グループ存在し,その人数構 成が 1人のグループA, 2人のグループC, n‑3人のグループBに分けられる場 合の局所最適配置法則を提案する.ただし,グループA, B, Cの加工速度は定理 の条件によって決定する.
3 . 1 最適配置法則
3.1.1 目標作業時間が一定の場合における最適配置問題 最適配置問題を考える前に,さらに以下の記号を定義する.
作業者A :A 作業者C : C1,C2
本論文では,特殊作業者は 3人が居るので,その位置をi1, i,, i3
(ii <i, <i3) とすれば,全作業者の配置は特定される.よって,作業者の配置 を吋i1,i,,ら)と表すことにする.特殊作業者の配置については初心者と熟練者の 人数により異なるので,各項によって再定義する.
本章では,総期待費用の定式化は第2章と同じである.
3.1.2 作業者Aに関する最適配置法則
作業者Aを最初の工程に配置することが,作業者Aが作業者Cより前工程に配 置されるという範囲内で最適となる法則を解析的に示し,最適配置法則を提案す る.本節では,特殊作業者の位置を示すi1, i2, i3を,便宜上,それぞれiA'ic,' i(、2と表す.また, 1i<ら<i3と仮定しているので,り<ic,<iりとなることに注意す る.後述する定理3‑1が結果であるが,その証明を以下で述べる.
作業者Aが第 1工程に配置されるときが局所最適配置であることを証明するた めには,作業者 Aを第 1工程に配置したときの費用が最も低いということを示せ ばよい.上記を式で表すと(3.1)式になる.(3.1)式が成り立つことを証明すれば,
作業者 Aが第 1工程に配置されるときに期待費用が最も低くなり,作業者 Aを第 1工程に配置する配置が局所的最適配置となることが分かる.(3・l)式を証明する ために,期待費用の
J ( n
;冗(り+l,ic,,i(,))とJ ( n
;冗(ぃiい'ic,))の差分をとる必要があ るよって,範囲を以下のようにとる.1幻 <ic,< ic, s; nに対して,
J ( n
;叫,I(,,lC,))‑ f ( n
;吋1,ic,,ic,))>〇 を証明する.ここで,最適配置法則を導出するために,有用な補助定理を示す.
補助定理3‑1
l砂 <ic,<iら 幻nに対して,
が成立する.
J ( n
,叫+1,ic,,ic,))‑J ( n
;哄,ic,,ic,))=(QA-Q』•TLB.'':(Q;-'. ( c 1 ¥ a + l ) ̲ c 1 ¥ a ) ) )
a a l
,.,‑1‑
( Q A -Q/j)•TLB •こ (Q;-l •(c},a+1)-C}り))
a=I
+ ( Q A ‑Q 』 • T L B ・ Q { . " ー 文 t
切―3 . ( c t a + l ) ̲ c t "
J ))a,,伍―
+(c},9,+l)-C}り)•QA •Q;9 (TL凰— TL瓜)
+ ( Q A -Q』•QC •TL/J ・言ー(2Q;-2 • ( c } , a + 1 ) ‑ C }
,a ) ) )
+ ( c
ふ,.,ー, . , l ̲ c }
り―, , ‑ , ) ) ・ Q
・;;l‑i,‑ 2 g. ( T L 虞 ) ( Q A
―Q 』
+ ( c
.,瓜2ー, 9
)‑C
ふり―一9
,) l ) Q
;;;—i,-3 Q : ( T L 属 ) 似— Q1J)
補助定理3‑1の証明 付録]に示す.
以下に本研究で提案する定理を示す.
(3.1)
定理3‑1
C}りが Kに 対 し て 非 減 少 で QA >QI! かつ TL A TLB
, -->—を満たすとき,
QA QI!
枷
(iAJc,,icJI
ls iA < ic,―l}の中で最も期待費用が低い配置は,冗( 1 ,
ic,, ic,)である.定理3‑1の条件について, QA>Qいま作業者Aの加工速度は作業者Bより遅い ことを意味し,またー上は,作業者 Aの作業時間がTL
z
以上となる条件の下で,作QA
TLA TL
業者Aの作業時間と
z
の差の条件付き期待値となるので,―‑>一上も作業者A QA QHの加工速度は作業者Bより遅いことを意味することになる.よって,上記の定理 は,作業者Aの加工速度は作業者Bより遅い時, 2人の作業者Cの位置にかかわ らず,期待コストを最小に抑えるのには,必ず一番目の工程に遅い作業者を配置 する.
定理3‑1の証明
(3.1)式を証明すれば,作業者Aを第 1工程に配置する配置が,期待費用が最も 低くなり,局所的最適配置であることが分かり,本研究で提案する定理の証明と
なる.はじめに,(3.1)式の左辺は,
lsiA <ic, <iら snに対して,
とすると,
A,,
=(QA ― Q』•TL"
・Qi.a'工苫髯 •(c~a+l)
‑C}) り ) +
(
c}9,+1)‑C炉 )
Q,1Q ; ;
(TL雇
1̲TL凰 )
+(QA―Q11)・Qc ・TLR
, , ・ i ‑ ( 属 . (
c;:+1)̲ctl))aa2
+(d{,.,ー,,l̲cx,・,‑,ー,
)
1)
Qい
‑,,‑2・Qc ‑(TL冷 ) (
QA ‑Q,,)+(c瓜豆ー,9)‑C[',2ー9,‑1))Q;
;
2ー9,‑3Q :
(TL瓜 ) (
QA ‑QI!)f ( n ; 叱 , i c , , i c , ) )
m i n f ( n ; 孔 , i c , , i ( J ) ‑ ‑ , ‑ ‑ ‑ ‑ ‑ ‑ ‑ ‑ ‑ ‑ ‑ ‑ ‑ ‑ ‑ ‑ ‑ ‑ ‑ ‑ i ‑ ‑
: :
2 3
i c
‑2i c ‑ 1
工程
i A
図3.1.1 定理3‑1の証明に用いる期待費J(n
; 冗 (
iA,iC,ふ))のイメージ図J ( n ; 丸 +
I,i , , , i , 2 ) ) ‑J ( n ; 成 , i
(, , 1 ( 2 ) )
=(QA ―Qn)·TLn. '(国仰—l •(c},a+1) ‑ C } ) ) り
‑ ( Q A ‑ Q l , ) ‑ T L I ! 苫 ( Q ; ‑ ' .( c j , a + l ) ‑ C / , " J ) )
(3.2)+A 'A
となる.ここで, A,、'に着目する.
定理の条件より,
c j , a + l )
> C炉 , 仏 >Q B
かつ ー>ーーなので,TLA TLB A は正であることが分かる.Q A Q B
り次に,定理の条件よりに
i A< i c ‑ J
に対して,(3.1)式を証明する.ここで,伽 叫 ,
i c , , i c , )
)が図3.1.1に示すようにJ ( n ( ; 冗 l , i c , , i ( , ) )
が最も低くなれば作業者 Aが第 1工程に配置される配置が局所的最適配置であることが証明される.(3.1) 式の左辺は(3.2)式より,J ( n ; 叱 , i c , ,i c , ) ) ‑J ( n ; 7 t ¥ l , i c , , i c , ) )
= 苫 { J ( n
;n ( J
+ I,i c , , i c , ) ) ‑J ( n ;
1t, し i c , ,i c , ) ) } .
(3.3)である.次に,(3.2)式より,
f ( n ; 冗 (
l;9,I(,,l(2)) ‑f い
(l,l(,,l(2))
心 9 , ‑ , 1 ( Q , , ‑ Q』•TLB. ,(芦仄.(c},a+1) ‑ C } ) ) り
} " ' 1 ‑ ( Q A -Q』 •TLB. ~=a-I I ( Q t ' . ( ¥ ; c : / ( , a a + + I I ) ¥ ‑ ~:'(a::J+区Al. C } り ) ) } " '
a , I
となる.
,.,‑1
(3.4)式における
I A }
は正である. したがって,(3.4)式におけるJ =1
~ l ( Q A -Q』•TLH.''言属.(cta+l) ̲ c } ) ) り
G =
こ 1 I ‑ l
だ'-(QA-Q』• T L B •I(Q『 •(c/,a+l) ̲ c } ) ) り
a二1
が正であることを示せばよい.上記を示すことは,
苫辰—QH)· T L H 苫(Q~-1. (c~a+l) ‑ C } り ) ) }
> 芦 { c Q A‑ Q H ) ・ T L H 苫 ( Q t 1・ ( c j : ' + i ) ‑ C } り ) ) }
(3.4)
(3.5)
を示すことと同値である.(3.5)式の両辺に対してかっこの中で和の範囲のみが異 なることに注意する.ここで,
区 (l(, — j-2)> I ( J ‑ 1 )
pl pl
であれば,(3.4)式は正であること分かる.さらに変形すると, 1
: s ; り
<ic,‑1が得 られる.よって, (3.5)式が示された.同時に補助定理3‑1も証明することができ た.故に,定理3‑1が成り立つことが証明された. (定理3‑1の証明終了)
時間
1 2 3 4 5 6 7
8 工程
図 3.1.2作 業 者 A を第一工程に固定する場合における局所最適配置のイメージ
表 3.1.1定 理3‑1が適用できる組み合わせ
番 号 初心者 一般 者 熟練者 遅れる確率の大小関係
① 1人 (A) n‑3人 (B) 2人 (C) QA> QB> QC
② 1人 (A) 2人 (C) n‑3人 (B) QA> QC> Q 3/
③ 2人 (C) 1人 (A) n‑3人 (B) QC> QA> Q/3
図3.1.2に本研究の定理3‑1のイメージ図を示す.作 業 者Aが作業者 Cよりも 前工程に配置されるという範囲内では,作業者Aが第 1工程に配置されることが 局所的最適配置であることが示された.また,定理の条件には作業者 Cに関する 条件は設けられていない.そのため,仏> QBを満たす条件は,表3.1.1に示すよ
うに3通り存在し,その条件下で,本論文の定理が成り立つことが分かる.
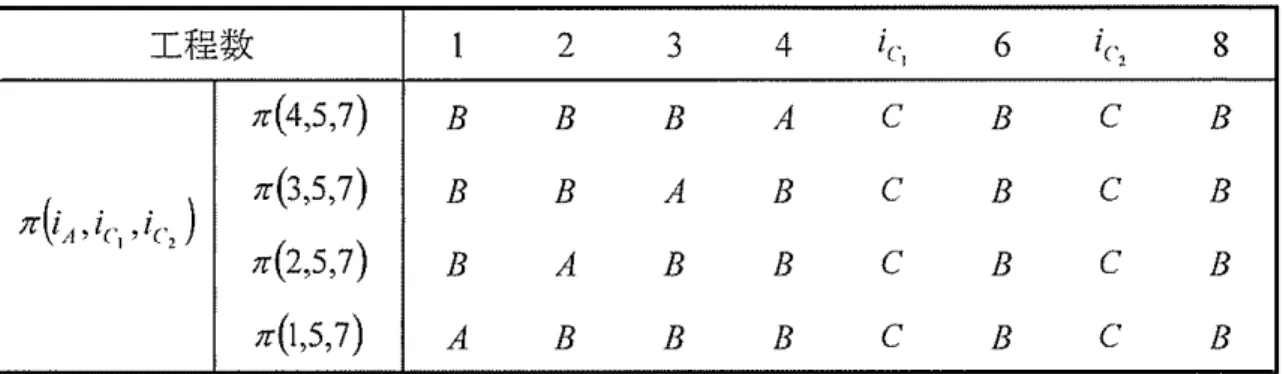
また,本研究の定理が意味するのは,考えうる局所最適配置の数を削減できる という ことである (作業者Aが作業者Cよりも前の工程に配置されるという範囲 内で考える).表3.1.2を用いて具体的に説明する.
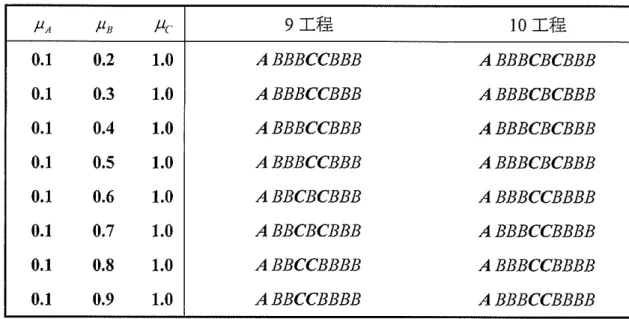
まず,表の見方の説明をする.たとえば, n(iA,ic,,ic,)= 冗(4,5,7)の場合は,作業 者Aを第4工程, 1人目の作業者Cを第5工程, 2人目の作業者Cを第7工程に 配置するということを意味している.
表3.1.2工程数が 8工程の場合の最適配置
工程数 I 2 3 4 ic , 6 1 (i 8
冗
(4,5,7) B B B A C B C B 成,i(,'い)冗
(
3,5,7) B B A B C B C B冗
(
2,5,7) B A B B C B C B冗
(
1,5,7) A B B B C B C B次に,表3.1.2を用いて本研究の定理のメリットを説明する.表 3.1.2のように 工程数を 8工程に設定し, 1人目の作業者Cを第5工程, 2人目の作業者Cを第 7 工程に固定して考えると,表3.1.2の4通りの配置が考えられる.そこで本研究の 定理を適用すると, 1r(l,ic,,ic,)が局所的最適配置となるので,表3.1.1においては,
叫
5,7)が局所的最適配置となる.よって,考えうる最適配置の数を4通りから l 通りに削減できる.これが本研究の定理のメリットである.また, n工程に設定し,作業者Aが作業者Cよりも前の工程に配置されるという範囲で考えると, 9,C3 通り考えられるところから, 994ら通りまで削減できるということである.
本節では,作業者Aが第 1工程に配置されることが局所的最適配置であること は示したが,作業者Aのすべての範囲の最適配置や作業者Cの最適配置は示され ていない.
3.1.3 作業者Cに関する最適配置法則
一人目の作業者C,を最初の工程に配置することが,作業者C1が作業者 A また は作業者により前工程に配置されるという範囲内で最適配置となる法則を解析 的に示し,最適配置法則として提案する.
本項の定理3‑2では,特殊作業者の位置を示すi9, i2,もを,便宜上,それぞれ ic,'iA'ic,と表す.また, i,<も <i3と仮定しているので, i,(<i,,<i(2となること に注意する.定理3‑3では,特殊作業者の位置を示すi,'i,' らを,便宜上,それ ぞれiい, i(2, りと表す.また, ,i<ら<i.1と仮定しているので, ic,<iいくらとなる ことに注意する.
補助定理3‑2
]:'.sic,
< i A < i
ら 幻n
に対して,f ( n
;成,+l , i A , i c , ) ) ‑ J ( n
;咄,,i A , i (
っ2 ) )
9 ・ ‑l
I . ( Q
;ー/•( c 炉 ー C } , a + 1 ) ) )
= ( Q c
-Q』 •TLs·I 炉l9,'―,., ‑.2+ . . ! ( Q ; ‑ , . (cj~+1J ‑ c } ) ) り
a=I
応―,.,‑1
こ ( Q ; ‑ 2( c }
,a + 1 ) ‑ C {
,a ) ) )
+ ( Q c ‑Q 』 ・ Q A ・ T L s ・ I
炉.,一,,,99 9,., ‑lQ c . ! ( Q ; ‑ 3 . (c\•+1) ‑C 炉 ) )
a = i c ,
―c ,
+ ( Q ( . ‑ QB)•TLA • Q
ば叫,〜2 • ( c
!ゲ'.,)‑ C ! ?
,,.―‑ 1 ) ) + ( Q c -Qs)•TLc ・ Q A ・ Q
;;戸・,‑ 3 • ( c
!,'伍―r , )‑C
!炉―・,‑ 1 ) ) + ( c j : c , + 1 ) -d'• l ) . Qか Q((TL忍— TL属]
が成立する.
補助定理3‑3
I : ‑ ; i c , < i c , < i , , : < , n
に対して,J ( n ; 冗 ( i c ,+ l , i c , , i A ) ) ‑ J ( n 叫 , ,
1(2 ' l A ) )
/,. ‑]
t ( Q ; ‑ l • ( c 炉 ー C } , a + 1 ) ) )
= ( Q c ‑ Q s ) ・ T
ら・1炉l
9,.2 ̲,r, ‑2
+ " ! ( Q ;
]一( c ) ; > + 1 l ‑ c 炉 ) )
a = l
―,.,一]
I ( Q t ' ・ ( c j ; > + ' ) ‑ c ) : ' > ) )
+ ( Q c ‑ Q s ) ・ Q A ・ T L B ・ I
a =灼— 99\,,ー,,.一]Q (
.t ( Q ; ‑ 3 •(c},a+1)-C}り))
年 9.,ー,,.,
+ ( Q c ‑ Q B ) ・ T L A ・ Q
・;;2
ヽ―, . , ‑ 2 . ( c j : , . , ‑ , , . , )‑ C }
:臼―,,‑,))+(Qc ― Q』•TLc ・ Q A ・ Q
―ばq ‑ 3 • ( c I ¥
―r , ) ‑ C !
―?. c
,ー,))+(c}:q+1)-C}:,,l).Q;;···Q(、(TL虞—TL瓜〕
が成立する.
補 助 定 理3‑2の証明 付 録2に示す.
補 助 定 理3‑3の証明 補助定理3‑2の証明と同じ方法を使うため,省略する.
以下に本研究で提案する定理を示す.
定 理3‑2
TLc ~ TL
叩 が Kに 対 し て 非 減 少 で , QC>QBか つ ― ‑ > 一 且 を 満 た す と き , QC QB
{哄,iA,icJ
I 1 豆くり一 l} の中で最も期待費用が低い配置は, 冗(l,iA9 l•C2 ) である .
定 理3‑3
TLc ~ TL
C~k) が K に対して非減少で, QC>QBか つ ―‑>一上 を 満 た す と き , QC QB
{成,ic2,iA)│l
豆く
iG―l}の中で最も期待費用が低い配置は,n ( I ,
ic2, i A)である.定理の条件について, QC>Qいま作業者Cの加工速度は作業者Bより遅いこと TL.
を意味し, また一上は,作業者Cの作業時間が
z
以上となる条件の下で,作業者 QC時間
1 2 3 4 5 6 7
8 工程
図 3.1.3定 理3‑2における局所最適配置のイメー ジ
時間
ー 2 3 4 5 6 7
8 工程
図 3.1.4定理3‑3における局所最適配置のイメージ
TLC ‑TL
Cの作業時間と
z
の差の条件付き期待値となるので,―‑>一上も作業者Cの加 QC Q JI工速度は作業者 Bより遅いことを意味することになる.よって,上記の定理は,
作業者 Cの加工速度は作業者Bより遅い時,作業者Aと2人の作業者 Cの位置 にかかわらず,期待コストを最小に抑えるのには,必ず一番目の工程に遅い作業 者を配置する.
定理3‑2の証明 付録3に示す.
定理3‑3の証明 定理3‑2の証明と同じ方法を使うため,省略する.
図3.1.3と図 3.1.4に本論文の定理 3‑2と定理3‑3のイメージ図を示す.一人目 の作業者C1が作業者Aまたは二人目の作業者 C よりも前工程に配置されるとい
う範囲内では,作業者C1が第 1工程に配置されることが局所的最適配置であるこ とが示されたまた,定理の条件には作業者Aに関する条件は設けられていない. そのため,QC>QBを満たす条件は,表3.1.3に示すように 3通り存在し,その条 件下で,本論文の定理が成り立つことが分かる.
![表 2 . 5 . 1 特殊作業者の最適配置 特殊作業者の 人数 , 番 ! ロ 弓 誓者 > の B 条件 最適配骰 出典 A C 立のの 哀 皇 I I ゜ n‑1 QA > Q l l か つ 圧 戸 圧Q,9 Q , L が ( I A , ) = J [ ( I ) 孔 [ ! 9 ] [ 2 3 ] Q A > Q I / かつ庄戸庄土 2 2 ゜ n‑2 かつ m a x ( L , , Q ) , < M Q 、i t , , 1 A 2 )](https://thumb-ap.123doks.com/thumbv2/123deta/10133623.1967511/18.893.126.770.142.660/特殊作業最適配置特殊作業人数弓誓者条件゜n1=.webp)