九州大学学術情報リポジトリ
Kyushu University Institutional Repository
多相交流アークにおける電極消耗機構の解明
橋詰, 太郎
https://doi.org/10.15017/1931886
出版情報:Kyushu University, 2017, 博士(工学), 課程博士 バージョン:
権利関係:
多相交流アークにおける 電極消耗機構の解明
平成 29 年度 博士論文
九州大学 大学院 工学府 化学システム工学専攻
橋詰 太郎
題名 『多相交流アークにおける電極消耗機構の解明』
目次
第 1 章 序論
1
1.1 熱プラズマ 1
1.1.1 プラズマとは 1
1.1.2 熱プラズマとは 1
1.1.3 熱プラズマの発生方法および特徴 2
(a) 直流アーク 2
(b) 交流アーク 2
(c) 多相交流アーク 3
(d) 高周波熱プラズマ 3
1.1.4 熱プラズマによる材料処理応用例 4
(a) ナノ材料合成 4
(b) 廃棄物処理 9
(c) ガラス溶融 9
1.2 熱プラズマにおける電極現象 11
1.2.1 直流アーク 12
(a) 温度計測 12
(b) 消耗現象 14
1.2.2 交流アーク 16
(a) 温度計測 16
(b) 消耗現象 16
1.3 研究目的 17
1.4 本論文の構成 17
第 2 章 多相交流アークにおける電極消耗現象の可視化
31
2.1 序 31
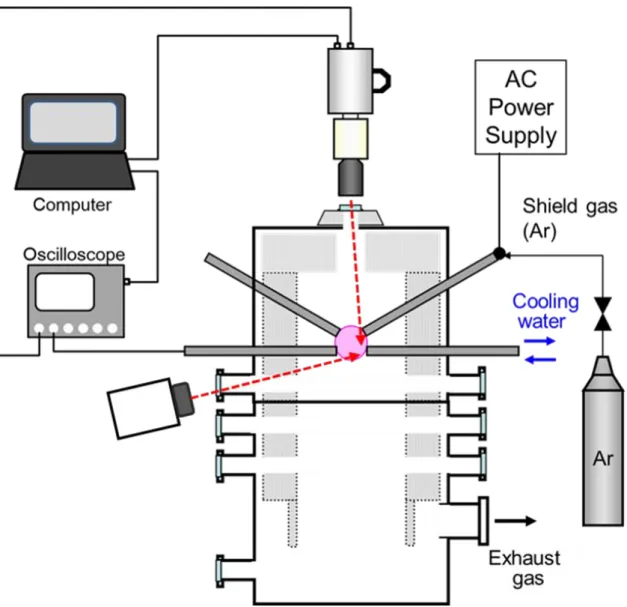
2.2 実験方法 31
2.2.1 実験装置 31
2.2.2 実験条件 32
2.2.3 電極消耗速度測定方法 33
2.2.4 電極表面および液滴観察方法 33
2.2.5 電極温度計測方法 34
(a) 電極温度測定原理 34
(b) 電極温度測定における誤差 36
2.2.6 電極金属蒸気観察方法 39
2.3 実験結果および考察 39
2.3.1 電極温度 39
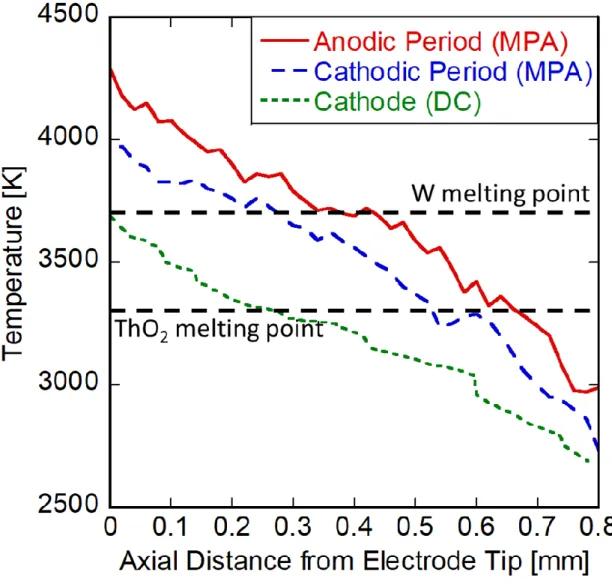
(a) 交流周期における電極温度変動 39
(b) 直流アーク陰極との電極温度比較 40
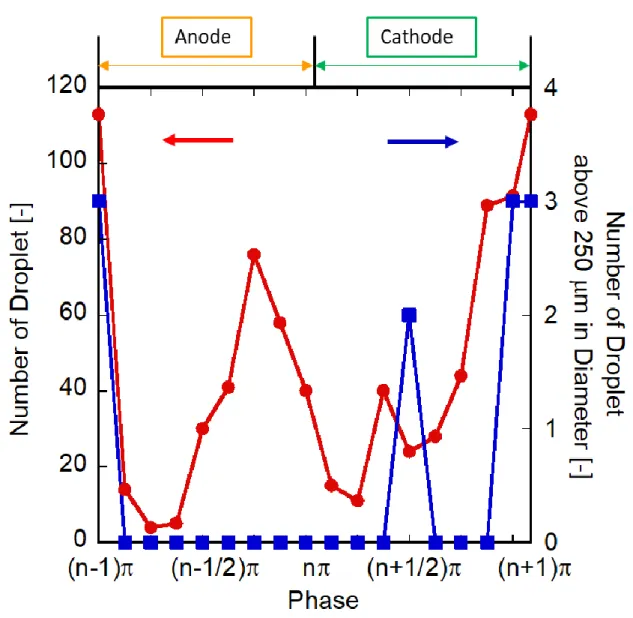
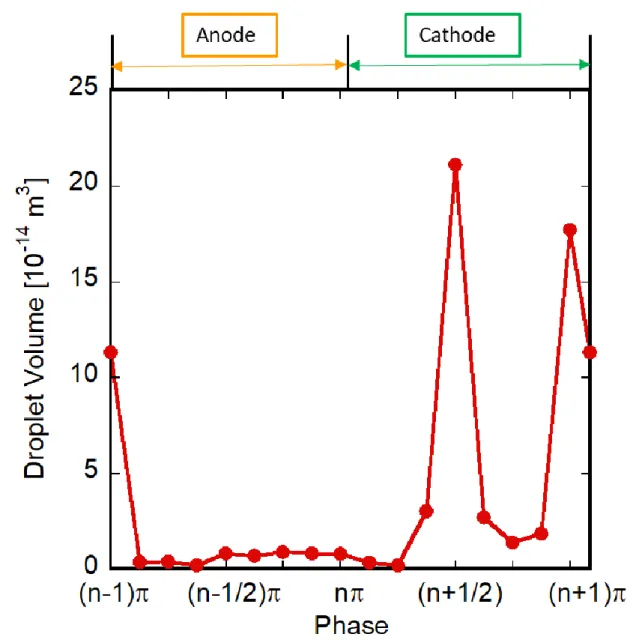
2.3.2 交流周期における液滴飛散観察 42
(a) 交流周期における液滴飛散挙動の可視化 42
(b) 極性が液滴飛散に与える影響 42
2.3.3 交流周期におけるタングステン蒸気観察 43
(a) 交流周期におけるタングステン蒸発挙動の可視化 43
(b) 極性がタングステン蒸発に与える影響 43
2.4 まとめ 44
第 3 章 アーク条件が液滴飛散現象に与える影響
93
3.1 序 93
3.2 実験方法 93
3.2.1 実験装置 93
3.2.2 実験条件 94
3.2.3 液滴観察・電極温度測定に用いるバンドパスフィルターの選定 94
3.3 実験結果 94
3.3.1 極性における液滴飛散挙動の観察 94
3.3.2 電極径の影響 95
(a) 電極消耗速度 95
(b) 電極温度 95
(c) 電極溶融面積 96
3.3.3 電流値の影響 96
(a) 電極消耗速度 96
(b) 電極温度 96
(c) 電極溶融面積 97
3.4 考察 97
3.4.1 電極先端に働く力の推算に用いる式 97
3.4.2 電極先端に働く力の推算 100
(a) 極性における力の変動 100
(b) 電極径の影響 101
(c) 電流値の影響 102
3.5 まとめ 102
第 4 章 電極添加酸化物が液滴飛散現象に与える影響
145
4.1 序 145
4.2 実験方法 145
4.2.1 実験装置 145
4.2.2 実験条件 146
4.3 実験結果 146
4.3.1 添加酸化物種の影響 146
(a) 電極消耗速度 146
(b) 電極温度 147
(c) 電極溶融面積 148
4.3.2 添加酸化物濃度の影響 149
(a) 電極消耗速度 149
(b) 電極温度 149
(c) 電極溶融面積 150
4.4 考察 150
4.4.1 添加酸化物種の影響 151
4.4.2 添加酸化物濃度の影響 151
4.5 まとめ 151
第 5 章 電極添加酸化物が電極蒸発現象に与える影響
179
5.1 序 179
5.2 実験方法 179
5.2.1 実験装置 179
5.2.2 実験条件 180
5.2.3 タングステン蒸気観察に用いるバンドパスフィルターの選定 180
5.3 実験結果および考察 181
5.3.1 添加酸化物種の影響 181
(a) 金属蒸発による電極消耗速度 181
(b) 電極温度 181
(c) タングステン蒸発挙動の観察 181
5.3.2 添加酸化物濃度の影響 183
(a) 金属蒸発による電極消耗速度 183
(b) 電極温度 183
(c) タング ステン蒸発挙動の観察 184
5.4 まとめ 185
第 6 章 電極蒸発機構の解明
221
6.1 序 221
6.2 実験方法 221
6.2.1 実験装置 221
6.2.2 実験条件 222
6.2.3 添加酸化物由来の蒸気の観察に用いるバンドパスフィルターの選定 222
(a) ThO2 由来の蒸気 223
(b) CeO2 由来の蒸気 223
(c) La2O3由来の蒸気 224
6.3 実験結果および考察 225
6.3.1 タングステン蒸気・添加酸化物由来の蒸気の同期観察 226
(a) 交流周期における蒸気観察 226
(b) 電流値の影響 226
6.3.2 蒸気と電極温度の同期計測 227
6.4 まとめ 228
第 7 章 結論
275
7.1 本論文のまとめ 275
7.1.1 電極現象の可視化技術の開発 275
7.1.2 液滴飛散機構の解明 276
7.1.3 電極蒸発機構の解明 276
7.2 今後の課題と展望 277
謝辞
279
1
第 1 章 序論
1.1 熱プラズマ 1.1.1 プラズマとは
プラズマとは,固体,液体,気体に次ぐ物質の第 4 の状態である.物質にエネルギーを 加えると,固体,液体,気体の順に相変化が生じる.身近に存在する物質は,ほとんどが この 3 つの状態で存在している.しかし,気体の状態からさらにエネルギーを加えていく と,分子から原子への解離が生じ,その後,正電荷を有する陽イオンと負電荷を有する電 子に電離する.このように,陽イオンと電子がほぼ同じ密度で存在し,全体として電気的 に中性となる粒子集団がプラズマである.プラズマ中には,イオン,電子のほか励起状態 の原子,分子あるいは分子の解離によって生じた中性活性種などが存在している.プラズ マは,電離と再結合が平衡状態にある粒子集団である.一部の原子が電離している弱電離 プラズマから,超高温における完全電離プラズマまで,電離状態によってさまざまなプラ ズマが存在する.
このようなプラズマは,自然界に多く存在している.太陽,雷,オーロラ,炎,などが 広く知られているプラズマである.地球のように,プラズマ状態にない場所の方が珍しく,
宇宙の99.9%がプラズマ状態にあると言われている.より身近な例としては蛍光灯があり,
内部で水銀がプラズマ状態となっている.
プラズマは,温度や密度により性質が大きく異なる.その中でも,工業的に利用される プラズマとして,低温プラズマと熱プラズマが広く利用されている.低温プラズマは,電 子温度のみが高く,イオンや中性粒子の温度が低い状態であり,半導体のための微細加工 や薄膜の合成,表面改質,殺菌などに用いられる.それに対し,熱プラズマは,粒子密度 が高くイオンや中性粒子の温度も電子温度と同等に高温となっている.そのため,その高 密度かつ高エネルギーを利用し,核融合や高融点材料の処理に用いられる.本研究では,
この熱プラズマを利用するプロセスに着目している.
1.1.2 熱プラズマとは
熱プラズマは,熱平衡あるいは,局所熱平衡状態(Local Thermodynamic Equilibrium, LTE)
にあるプラズマである.実際には,プラズマから輻射によるエネルギーの損失があり,そ のエネルギーを同じ機構で補うことが困難であるため,厳密な熱平衡状態の実現は難しい.
ただし局所的空間に限定すれば,各粒子の温度がほぼ等しく,組成も平衡状態に近いプラ ズマを作ることは比較的容易であり,これを局所熱平衡状態と呼んでいる.
LTEは一般に大気圧に近い圧力において成立し,イオンや中性粒子といった重粒子も含め た全ての粒子系の温度が5000 Kから20000 K程度まで高温となっていることが特徴である.
2
そのため,その高温・高エンタルピーを利用することができる.また,酸化雰囲気や不活 性雰囲気などの雰囲気を自由に選択することができ,目的に沿った反応雰囲気が実現可能 である.
大気圧熱プラズマの主な発生方法としては電気的な方法で電極間のアーク放電を利用す るものや,高周波電磁場を利用して誘導的に気体を加熱する誘導結合型熱プラズマが一般 的である.ここでは,直流アーク,交流アーク,高周波熱プラズマについて述べる.
1.1.3 熱プラズマの発生方法および特徴 (a) 直流アーク
アーク放電は,陰極と陽極間に存在する電子を高電界により加速し,電極間の気体に衝 突電離させることで,瞬間的に導電性を上昇させ,電極間に連続的に電流を流す気体放電 である.放電を持続するための電子の補給には,電子が中性粒子等に衝突しておこる電離 によるもの,イオンの陰極への衝突による二次電子の放出によるもの,熱陰極における熱 電子放出によるもの,冷陰極における電界放出によるものがある.
直流アークの特徴として,高出力化や高密度化が可能な実用的な高温熱源であり,容易 に高温,高速,高活性の熱プラズマ流を得られることが挙げられる.また,他のプラズマ 熱源と比較すると設備費は廉価で,かつ安定的な放電を長時間持続できる.このため大気 圧下でのアーク放電の技術は確立しており,高い汎用性がある.しかし一方で,エネルギ ー密度が低く,プラズマ部の半径方向,軸方向に急激な温度勾配があるため,熱プラズマ 流を制御することが課題である.直流アークは主に,非移行式アーク,移行式アーク,フ リーバーニングアークに分けられる.
非移行式アークは,トーチ内部に存在する陰極と陽極間でアークを発生させ,ノズル部 分での熱ピンチ効果を利用して高温のプラズマジェット流を得る.外部の陽極が不要なた め,アーク溶射や廃棄物処理に有効である.
移行式アークは,トーチ内部は水冷ノズルと陰極のみであり,ノズルから離れた所に置 かれた陽極に正電位を印加しアークを発生させる.被加熱物質が導電性であればそれを直 接陽極として効率よく加熱処理できるため,金属の切断や溶接などに広く利用されている.
フリーバーニングアークは,棒状の陰極と平板陽極との間に発生するアークであり,移 行式アークのように水冷ノズルがない簡易な構造である.熱効率が高く,アーク溶接やナ ノ粒子合成プロセスに用いられる.本研究における直流アーク発生装置は,タングステン 陰極と水冷銅間にフリーバーニングアークを発生させている.
(b) 交流アーク
交流アークは本質的には直流アークと異ならないが,電流値が時間に関して変化するの でアーク柱の電子,イオンの密度,アーク柱の断面積や温度も時々刻々と変化する.その
3
ため,アーク電圧と電流との瞬間的な関係は直流の場合のように一義的には定まらず履歴 現象を示す.
また,交流アークは半サイクル毎に電流の瞬時値がゼロとなり,次のサイクルで極性が 反対となって,それまで陽極であった電極が新たに陰極となり,この陰極から電子を放出 するようになる.このように交流アークでは,電流の半サイクル毎にその流れる方向が変 わり,その度に再点弧が起きる.交流アークが直流アークに比べて維持し難いのは,この アークの再点弧が困難であるためである.
(c) 多相交流アーク
多相交流アークでは,位相の異なる交流電圧を複数の電極に印加することにより電極間 に熱プラズマを発生させる.多相交流アークは,交流放電特有の性質である再点弧時のア ークの消孤を相数の増加により改善している.また,電極数を増やすことで,大口径のプ ラズマを得ることができる.3相の交流アークに関する研究は古くからなされているが,本 研究で用いるのは,松浦らが開発した多相交流アークである[1-3].
多相交流アークは6本または12本の電極を放射状に配置し,それぞれの電極に位相の異 なる交流電圧を印加することにより,電極間に熱プラズマを発生させるものである.多相(12 相)交流は,市販の交流アーク溶接機を12台使用し,これ等を結線することで3相交流電源
(200 V, 50 Hzまたは60 Hz)から得ている.そのため,多相交流アーク発生装置は比較的廉価
であり,容量のスケールアップも容易である.
多相交流アークの特徴としては,熱プラズマの直径が約100 mmと大きく,ガス流速が遅 いので,粉体を効率良く処理することができる.また,複数の電極トーチ間にアークを発 生させるため,トーチにプラズマ領域が制限されず,プロセスに応じた反応器を設計でき る.しかし,多相交流アークは電極を有するのでプラズマ中に電極由来の不純物が混入す る.加えて,世界的に研究報告例が少ないためにアーク放電の安定性,長時間の連続運転 の実績がない等の問題点がある
(d) 高周波熱プラズマ
高周波熱プラズマは,水冷トーチ内に大気圧程度のガスを流し,トーチ外に巻かれた誘 導コイルに,数MHzの高周波電流を流すことにより生じた電磁場によって,トーチ内のガ スを誘導的にプラズマ化させたものである.トーチ内部の中心軸方向には,高周波に応じ て変化する磁界が生じる.電磁誘導作用により円周方向に渦電流が流れ,そのときに生じ るジュール熱によって放電を維持している.
高周波熱プラズマの特徴として,無電極の放電である,プラズマ直径が大きい,プラズ マガス流速が遅いといったことが挙げられる.アーク放電のような電極を必要としない無 電極状態で,プラズマ場を作ることができるため,電極由来の不純物が混入する懸念がな い.また,反応物質の滞留時間を長くでき,十分に化学反応を進行させることができる.
4
高周波熱プラズマでは,このような利点を生かし,ナノ粒子合成,高融点金属やセラミッ クの球状化,成膜,表面改質といった高品質,高性能材料の製造へと適応されている.し かし,ナノ粒子の合成における粒径分布の制御が難しく,生成時のエネルギー効率が低い という課題があるため,高周波熱プラズマを用いたナノ粒子の高速合成に関する研究が行 われている.
1.1.4 熱プラズマによる材料処理応用例 (a) ナノ材料合成
気相法によるナノ材料合成法の一つに,プラズマを用いるプラズマCVD法がある.熱プ ラズマを用いたプラズマCVD法では,10,000 K以上の高温場を利用して原料を蒸発させ,
低温領域に向かう過程で核生成,凝集を経てナノ粒子が生成する.熱プラズマを用いたナ ノ粒子合成法の大きな特長として,要求されたナノ粒子の特性に応じて原料とプラズマガ スの自由度が大きいことが挙げられる.液相法では主に化学的な手法でナノ材料を合成す るため,卑金属ナノ粒子の合成が困難であるのに対し,プラズマCVD法ではそれらの合成 も比較的容易である.そのため,従来のプロセスでは用いることができなかった,安価で 安全な原料を用いることができる.また,プラズマガスの自由度が高いことから,反応雰 囲気の制御も行うことができ,様々な種類のナノ粒子を生成することが可能である.加え て超急冷(105-107 K/s)が可能であることから,従来の方法では合成しにくい非平衡相や準安 定相の物質を得ることができるのも大きな特長である.熱プラズマを用いたナノ粒子合成 法では,主に直流アークをもちいたもの,高周波熱プラズマを用いたものが広く研究され ている.
・直流アークを用いたナノ材料合成法
直流アークを用いるナノ粒子製造方法には,水素アークを利用した活性プラズマ-溶融金 属反応法がある[4].活性プラズマ-溶融金属反応法は,陽極上にナノ粒子の原料となる金属 塊を置き,プラズマアーク中で解離した活性種により溶融金属からナノ粒子を合成する方 法である.
陽極上においた金属を単に蒸発させて金属ナノ粒子を合成する方法もあるが,2種類の金 属を陽極上に置き,蒸気の凝縮過程において合金ナノ粒子や金属間化合物ナノ粒子を合成 することもできる.活性プラズマ-溶融金属反応法は,ナノ粒子の生成量が多く,効率的な ナノ粒子の合成方法である.プラズマ中で解離した水素原子が溶融金属に溶解し,溶融金 属中で水素が再結合するときの発熱によって溶融金属が局所的に加熱されることが,ナノ 粒子の生成の促進に役立っていると考えられている.実際に水素を50%程度まで加えると,
溶融金属からのナノ粒子の発生量は飛躍的に増加する.
水素の再結合熱等によってナノ粒子の発生量を推算する式も提案されているが[5-7],単
5
に水素の再結合熱だけでは実験結果を説明できない実験結果も示されている.合金の各構 成元素の蒸発速度が成分によって大きく異なり,この蒸発速度がアーク中の水素濃度に依 存することが報告されている[8].原料として銀の割合を1~70wt%まで変化させたスズと銀 合金を用い,水素濃度を 0~50vol%で変化させた.どの組成の原料を用いた場合でも,H2
の添加量の増加に伴い蒸発速度は増加した.得られたナノ粒子は球形であり,その平均粒 径はH2添加量によって19.8-56.5 nmの間で変化した.また,水素濃度を上げることでナノ 粒子中の Sn の組成が増加している.このことは,水素濃度増加により,Sn の蒸発速度が Agに比べて相対的に上昇していることを意味する.同研究グループでは,陽極境界層での 分光計測を行うことにより特定金属の選択的蒸発促進機構について調査している[9].その 結果,高温のアーク中で解離した水素は,溶融金属において再結合するだけでなく,金属 との水素化物を生成し,蒸発していることがわかり,このことが蒸発促進に大きな影響を 与えると報告している.
・高周波(RF)熱プラズマを用いたナノ材料合成法
高周波熱プラズマの利点として,高温のプラズマ空間が無電極状態で実現できることが 挙げられる.これにより,電極間のアーク放電を利用する方法と比較して,電極由来の不 純物の混入を阻止でき,高純度な生成物を得られる.次に,他の熱プラズマと比較し,プ ラズマの直径が大きく,プラズマガス流速が遅いため,反応物質の滞留時間を長くでき,
十分に化学反応を進行させることができる.そのため,多量の粉体処理に非常に適したプ ラズマであり,ナノ粒子合成分野における産業界への展開が期待されており,ナノ材料の 合成に関する研究が広く行われている.
Sonらは,酸化雰囲気の RFプラズマにより磁性材料であるNi-フェライトナノ粒子を合 成した[10].原料として金属NiとFeの混合粉末を用い,酸素源としてチャンバーに空気を 導入している.SEMおよびTEM観察から,合成したナノ粒子は,平均粒径が20~30 nmで あり,(1 1 1)面の現れた多角形の形状をしていることがわかった.同様の方法でMn-フェラ イトおよびMn-Zn-フェライトを合成している[11].Swaminathanらは,高周波熱プラズマを
用いてNi-Zn-フェライトナノ粒子を合成し,高分解能TEMにより,個々の粒子について詳
細に観察している[12].周波数3MHz,出力50 kWの条件でO2リッチなプラズマを発生さ せ,単体のNi, ZnおよびFeの混合粉体をプラズマに供給した.粒径22 nmの小さな粒子は 完璧な八面体形状を有していたが,大きな粒子は切頂八面体の形状をしていた.
液体原料を用いた磁性材料ナノ粒子の合成例もある.Bastien らは,高周波熱プラズマを 用いてNi-フェライトナノ粒子を合成した[13].Fe(NO3)・39H2Oと Ni(NO3)・26H2Oを原料と して用いた.TEM 分析により,生成したナノ粒子の形状はスピネル型であった.液体原料
中のFe/Ni比を変えることによって生成物の組成を制御できることがわかった.またMohai
らは,Fe(NO3)3・9H2OとZn(NO3)2・6H2Oを溶解させたエタノール溶液を原料として,高周波
熱プラズマによって粒径5~300 nmのZn-フェライトナノ粒子を合成している[14].
6
光触媒は光エネルギーを受けると活性を帯び触媒作用を発揮する材料であり,抗菌,脱 臭,大気浄化など様々な分野で応用されている.Liらは,平均粒径28 µmのTiC粉末をAr-O2
もしくはAr-H2-CO2のRFプラズマにより,インフライト処理することで,10~50 nmのTiO2
ナノ粒子を合成した[15].プラズマの雰囲気およびO2を供給する場所を変化させることで,
目的とする結晶構造および粒径のTiO2を選択的に合成できた.またOh らは,同様の手法 で TiN 粉末をインフライト処理することで,TiO2ナノ粒子を合成している[16].Li らは,
Ti(OC4H9)4と HN(OC2H5)2を前駆体とし,Ar-O2プラズマに供給することで,TiO2ナノ粒子 を合成した[17].さらに,クエンチガスを吹き付けることによって,粒径20 nm程度のTiO2
ナノ粒子を合成したと報告している[18].反応器の底面からプラズマ流に対向するように供 給し,ガス種としてHeを用いることで,より効率的に生成物の粒径を小さくすることがで きた.また反応器の側面からのクエンチガスの供給により,生成物のアナターゼ相の割合 を増加することができた.
光触媒の性能には吸収する光の波長域が重要である.様々な金属イオンをドーピングす ることで吸収する光の波長域が高波長側にシフトし,紫外線だけでなく可視光を利用する ことが可能となる.このことから,TiO2 に様々な元素をドーピングする研究が数多く報告 されている.Wang らは,Tiイオンと Feイオンの溶解した有機溶媒を Ar-O2プラズマ中に 供給し,20-100 nm の Fe3+が添加された TiO2ナノ粒子の合成している[19].同様な手法で TiO2:Eu3+[20]やTiO2:Er3+[21],TiO2:Co2+[22]ナノ粒子を合成している.また,Zhangらは,酸 化雰囲気の高周波熱プラズマによりEu3+とNb5+をともに添加させたTiO2ナノ粒子を合成し たと報告している[23, 24].Kodama らは,変調型誘導熱プラズマを用いて,Alをドープし たTiO2ナノ粒子を合成している[25].原料として95wt%のTi粉末に5wt%のAl粉末を混合 したものを用い,原料供給量を12~19 g/min とした.得られたナノ粒子は球形であり,平
均粒径は53~68 nmであった.
近年では,ナノ粒子に金属イオンをドープさせた研究報告例もある.Songらは,約1 μm のZnO粉末とAl2O3粉末の混合粉体をAr-O2高周波熱プラズマで処理することによりAlが ドープしたZnOナノ粒子を合成した[26].TEM-EDX,電子線回折,XRDの結果より,ウル ツ型構造のZnOのZn2+のサイトにAl3+が置換されていることがわかった.
誘電体材料は積層セラミックコンデンサ(MLCC)を代表に,様々な用途で使用されている.
誘電体粉末をナノサイズにすることによって,誘電率を向上することができる.Kobayashi らは,出力25 kWの高周波熱プラズマにより,高誘電体であるBaTiO3,SrTiO3,(Ba, Sr)TiO3
ナノ粒子を合成した[27].原料として,Ba(NO3)2,Sr(NO3)2水溶液とTi(OBu)4をクエン酸で 安定化した水溶液を用いた.SEM分析から生成したナノ粒子の平均粒径は45 nmであり,6 角形状の粒子であることがわかった.酸素流量の増加により副生成物である Ba(NO3)2を減 少させることができた.BaとTiの比を変化させることで副生成物であるBaCO3とBa2TiO4
の量を制御できることがわかった.
セラミック材料は耐火性,断熱性に優れ,断熱材や耐熱シール材等のセラミック系無機
7
繊維として用いられている.特にSiO2と Al2O3を主成分とした人造鉱物繊維はセラミック ファイバーと呼ばれ,省エネルギー材料として用いられている.これらの材料は,ナノ粒 子化することにより,焼結性や熱伝導性の向上が期待されている.Goortaniらは,高周波熱 プラズマを用いて10~200 nmのSiO2ナノ粒子を合成した[28].原料として100 nm~5 µm のSiO2をメタノールに50 wt%の濃度で分散させた懸濁液を用いた.クエンチガス流量と反 応器の形状を適切にすることで,生成物の粒径と凝集度を制御できるとしている.Yeらは,
高周波熱プラズマを用いて,65~130 nmのAl2O3ナノ粒子を合成した[29].粒径3 µmのAl 粒子を,出力30 kW のAr-O2プラズマ中に供給した.プラズマ流に対向するようにクエン チガスを供給することで,生成物の粒径は大きく減少した.
AlN ナノ粒子の合成に関しては多数の報告例がある.Baba らは,高周波熱プラズマを用
いて60 nm以下のAlNナノ粒子を合成した[30].Ar-N2の混合ガスをプラズマガスとして用
い,出力20 kWの条件でAl粉末とNH3をそれぞれ4.2 g/min,20 L/minの速度で供給した.
合成したAlNは優れた焼結性と高い熱伝導率を有していた.Kimらは,出力20~25 kWの 高周波熱プラズマを用いて,高純度な AlN ナノ粒子の合成に成功している[31].原料には Al粉末を用い,その供給量を0.17 g/minとした.シースガスとしてN2を用い,その供給量
を100,130 L/minとした.TEMにより,得られたナノ粒子は多角形および棒状の粒子が確
認され,BET法により算出した平均粒径は32.4 nmであった.得られたAlNナノ粒子の純
度は99.91%と高純度であった.
TiNは焼結性が低いため,セラミック材料としてではなく,主にコーティング材として利 用されているが,ナノサイズ化することで高い焼結性を付加することができる.また,金 属ナノ粒子触媒をTiNに複合させることで,触媒どうしの凝集成長による性能低下を防ぎ,
安定化させることができる.Sakkaらは,N2アークプラズマにより,FeとTiのインゴット
からFe-TiNナノ粒子を合成した[32].Feナノ粒子は球状であり,Fe-TiNナノ粒子はダンベ
ル状の形状であった.同様な手法で,Ni-TiNナノ粒子も合成している[33].
Si3N4ナノ粒子の合成には毒性の強いSiH4を原料に用いるが,熱プラズマによって安全性 の高いSiCl4を原料とするプロセスに改善できる.Lee らは,高周波熱プラズマとDCプラ ズマを組み合わせたハイブリッド型プラズマを用いて,10~30 nmのSi3N4ナノ粒子を合成 した[34].原料として,SiCl4およびNH3を用い,それぞれ0.5~3 g/min,0.05~5 L/minの速 度でプラズマ中に供給した.高周波熱プラズマとDCプラズマの出力を,それぞれ20 kW,
6 kWとした.NH3/SiCl4のモル比を変化させることで,生成物の結晶性を制御することがで
き,アモルファス層を有するナノ粒子も合成している.Houらは,高周波熱プラズマを用い,
α-Si3N4ナノ粒子の合成した[35].原料は粒径が5-10 µmのSi3N4粉末を用い,粉体供給量を
1~10 g/minとした.キャリアガスにNH3を用い,その流量を1.7~10 L/minで変化させた.
得られたナノ粒子は完全に球形であり,高い熱伝導率を示した.
多ホウ化物は B6構造のときは正 8 面体からなるB のユニットを持ち,B12もしくは B66
のときは,正20面体からなるBのユニットを持つ.多ホウ化物はこれらのユニットの骨組
8
み構造の隙間に金属が入った構造である.多ホウ化物の合成例として,HuangらのYB66ナ ノ粒子の合成がある[36].YB4とBの粉体を高周波熱プラズマ中に導入することで,100 nm 以下のナノ粒子を合成した.YB66の他に,YB4,YB6,およびYB12も得られた.Szepvolgyi らは,高周波熱プラズマ中にLa2O3とBをAr-He-H2プラズマ中に導入し,10-50 nm のLaB6
ナノ粒子を合成したと報告している[37].
高周波熱プラズマにおけるホウ化物ナノ粒子の生成機構も検討されている.Watanabe ら
は,M-B-N系(M=Ti, Cr, V, Co, Fe, Mn, Mo, TaおよびNb)において実験を行い,その結果に関
して,核生成温度と熱力学的な検討を行っている[38].金属とホウ素の核生成温度が大きく 異なる系(Ta, Nb)では,得られるホウ化物の割合が少なかった.これは,TaとNbの融点(3293
K,2742 K)がホウ素の核生成温度(約2750 K)よりも高温か同程度であり,TaとNbの固化後
に,ホウ素が不均一凝縮するためである.また,ホウ化物が熱力学的に安定な系ほど,得 られるホウ化物の割合が多いことを示している.
SiCは,ダイヤモンドの結晶構造によく似ており,ダイヤモンドとシリコンの中間的な性 質を有する.高硬度,耐摩耗性,耐熱性,高い熱伝導性に加え,半導体としての性質を持 つことから,高温下で利用できる半導体として注目されている.高周波熱プラズマを用い
て10~50 nmのβ-SiCナノ粒子を合成した報告がある [39].原料にはSiH4(0.05 L/min)を用
い,炭素源としてCH4(0.025~0.121 L/min)を用いている.
原料として,安価で毒性のないSiCl4を原料として用いている報告もある [40].高周波熱 プラズマを用いて,液体原料であるSiCl4(1~3 mL/min)を処理することで,α-SiCとβ-SiC およびSiのナノ粒子が得られた.得られたナノ粒子は20~40 nmの粒子が凝集した100 nm ほどの粒子であった.プラズマガスとして Ar-H2(40~60 L/min)を用いており,プラズマ出
力を60 kWとしている.また圧力を15~40 kPaと変化させることで,プラズマジェットの
流速,つまり原料の滞留時間を制御し,生成物の結晶構造の制御にも成功している.
TaCナノ粒子は,NH3の分解反応やH2の解離反応の触媒として期待されている.Ishigaki らは,Ta(OC2H5)5をRFプラズマに供給して,平均粒径は7.8~12.3 nm のTaCナノ粒子を 合成した[41].プラズマ出力は40 kW,雰囲気圧力を400~750 Torrとした.プラズマガス
としてAr(30 L/min),シースガスとしてAr(80 L/min)とH2(10~15 L/min),クエンチガスと
してAr(20 L/min)とHe(20 L/min)を用いた.冷却速度が高いほど副生成物であるTa2O5ナノ
粒子の割合が減り,また粒径は小さくなった.
高周波熱プラズマにおけるナノ粒子生産量においては,現在 Kodama らが報告している TiO2ナノ粒子の生産量が最も大きい[25].原料粉体をプラズマ中に供給した際,プラズマの 温度が低下するため効率的な合成を連続して行うことができない.そこで,パルス状に電 流を変化させ,ピーク時に同期して原料を供給することで効率的なナノ粒子合成を図った.
結果,1000 g/hourを超える生産を行った.これは従来の高周波熱プラズマの10~20倍もの 合成量となっている.
9 (b) 廃棄物処理
環境問題の解決のための先端基盤技術のひとつとして熱プラズマによる廃棄物処理技術 がある.超高温かつエネルギー密度が大きいため,処理対象物質を短時間で高温にするこ とが可能である.また,その急冷効果により,有害な副生成物の生成を抑制できる.
PLASCONシステムにより,CF2Cl2の分解を検討した例がある[42].50 kWで発生させた
42 L/minのアルゴンプラズマに40 L/minのCF2Cl2と45 L/minのO2を混合したガスを噴射 し,下流でスクラバー液をプラズマガスに吹き付け CF3Cl として回収している.二次元数 値計算の結果,分解液中に最大で1ppbのCF2Cl2と16.4ppmのCF3Clが含まれ,分解ガス中
に 1.21%の CF4が含まれた.同一条件での分解実験の結果,分解液中に最大で 0.1ppm の
CF2Cl2と50 ppmのCF3Clが含まれ,分解ガス中に4 -5 %のCF4が含まれた.スクラバー液
中に溶解したガスを考慮することで分解液中に最大で 1ppb の CF2Cl2と 36.8ppm の CF3Cl が含まれ,分解ガス中に2.72%のCF4とモデルの予測と良く一致した.また,PLASCONシ ステムによりCF2Cl2の分解の時に酸素以外のガスを用いることで CF4の生成を抑制された
(Murphy et al., 2002)[43].このPLASCONプロセスはハロン,CFC,HFC,PCBなどの分解
に用いられ,99.9999%の割合で分解できることがわかっている[44].例えばCHF3 (HFC-23) の場合は以下の反応により分解される.
CHF3+2H2O→CO2+3HF+H2
生成した HF は水中に通すことで水溶液として除去することができ,分解ガスは水中で 80 ℃程度に急冷されるためダイオキシンなどの有害な物質の再合成を抑制することがで きる.
近年では,都市ごみの焼却灰の処理にも利用されている[45].SiO2,Al2O3,Fe2O3,CaO,
MgO,K2O,Na2O からなる都市ごみ焼却灰に,木材焼却灰を混ぜて処理することで,ガラ
ス質のAl3Ca0.5Si3O11の生成による融点の著しい降下により,低コストなプロセスが実現さ
れている.
(c) ガラス溶融
現在世界的に広く普及しているガラス溶融技術は,シーメンス炉と呼ばれるタンク窯を 用いる技術である(Fig. 1.1 (a)).ガラス原料またはガラス融液の加熱は,ガラス融液の上部 空間で生じさせた空気燃焼の輻射熱を用いることで行っている.加熱用エネルギー源とし ては,主として重油または天然ガス等の化石燃料が使用されている.実用ガラスの大部分 に採用されているソーダ石灰ガラスの場合,ガラス融液は1500~1600℃程度まで加熱される.
原料バッチ(粉末状ガラス原料の混合物)は,タンク窯に連続的に供給され,ガラス融液上に 堆積して厚い原料層を形成し,長時間をかけて少しずつ溶融される.高温に保持する時間 は製品により様々であるが,容器や食器で約1.5日,自動車用のフロントガラスで約5日,
液晶ディスプレイ用のガラスでは約1週間である.このように,ガラスの溶融に長時間を 要する原因としては以下の理由が挙げられる.
10
(1) 融液上の原料バッチは,溶融し易い物質から順次融け出るため,融点あるいは粘性の 高いケイ砂・ケイ砂分を多く含む粒子が取り残され,それらが相互に結合するなどし て原料層内に難溶融性物質が形成される.
(2) 融液形成の初期においては,局所的に所定の組成と異なったガラス融液が生じ,融液 の不均質化が起こる.
(3) 炭酸塩などのガラス原料の分解反応により,CO2等の気泡が発生する.
これらの難溶融性物質の形成,融液の不均質化や発生する CO2等の気泡は,得られるガラ ス製品に欠陥をもたらす原因となる.このため,極めて長期間にわたる溶融状態の保持を 必要とし,タンク窯の大規模化と膨大なエネルギー消費が避けられない.そのため,新た なガラス溶融技術の開発が望まれている.
革新的なガラス溶融技術として,インフライトガラス溶融技術が期待されている.イン フライト溶融技術は,ガラス溶融方法の新しい技術として,ガラス原料の溶融に必要なエ ネルギーを可能な限り削減することを目的としたものである.Fig. 1.1 (b) にインフライト 溶融の概略図を示す.このインフライト溶融技術は,均一溶融を促進するために粒子単位 で最終ガラス組成を持つ原料を用いる点,熱源から原料への熱伝達効率を改善するために 加熱源中に原料を投入する点が,現行方式と大きく異なる.溶融前原料は均質なガラス組 成の粒子にするため,主原料を1 μm程度に粉砕してスラリー状にし,噴霧乾燥法により造 粒したものを用いる.その後,この造粒原料は熱源中に投入され,熱源中を通過する数か ら数十msの間に粒子単位で溶融,ガラス化,分解ガスの放出を伴い,下方のガラス融液上 に均質なガラスとして堆積する.堆積したガラス融液は混合のための高速攪拌および抜け 残った気泡を除去するための再溶融を要するが,数時間で溶融工程を完了することができ る.ここでは,瞬時にガラス原料をガラス化するための熱プラズマ等の熱源が必要である が,溶融時間の短時間化,設備の省スペース化が飛躍的に進むために,大幅なエネルギー 削減が可能となる.このインフライト溶融技術を用いて,品質の保持されたガラス製品を 製造することができれば,現行技術の 60%程度のエネルギー削減が可能になると試算して いる.また,現行技術より設備が省スペースとなることから,少量多品種製品の製造にも 応用できる.本方式のような板ガラス・びんガラス等の製造を目的としたものではないが,
インフライト溶融処理によってガラス球を製造する研究報告例があるので,以下に示した.
・熱源に酸素バーナー炎を用いたもの
三宅らは半導体封止材用球状シリカフィラーの製造のため,石英粉を酸素バーナーで溶 融球状化する研究を行い,酸素バーナーのノズルの改良によってガラス化の程度を向上さ せた[46-48].その構造は,プロパンガスと酸素ガスを別々にノズル先端の燃焼室(ガス混合 室)に供給し火炎を形成するもので,ノズル中心軸に沿って燃焼室内に投入される粉体が火
11
炎の最高温度部を通過できるものである.実験では,燃焼炎中のガスをサンプリングして 熱平衡計算によりガス温度を,水冷型ピトー管を用いてガス流速を算出することで,球状 化に適した火炎性状を検討している.
・熱源に直流プラズマジェットを用いたもの
Bessmertnyiらはアルゴン雰囲気下の直流プラズマジェットを用いて市販ガラス(粒子径:
0.8-2.5 mm)をインフライト溶融し,様々なミクロンサイズの球状ガラス粒子を作製した[49,
50].ミクロンサイズガラス粒子は様々な用途があり,直径が5-10 μmの粒子はポリマー複
合物の充填剤として,直径が100-1000 μmの粒子は車のペイントやニスの反射材として用い られている.実験で得られた溶融後の粒子はアルカリ成分の揮発量も 0.2%と少なく,高品 質な球状ガラス粒子の作製に適していると結論付けた.
・熱源に高周波熱プラズマを用いたもの
Seo らはプラズマディスプレイパネルの誘電体層やバリアリブに用いるサブミクロンサ イズの球状ガラス粒子を作製するため,RF熱プラズマを用いてミクロンサイズ(平均粒径:
2 μm)の粗いガラス粒子をインフライト溶融処理した[51].処理前の原料は,所定のガラス 組成に調合して溶融した後,ボールミルにより粉砕したものを用いた.処理後のガラス粒 子は最大径が500 nm以下であり,処理前後の組成変化は2wt%以下とごくわずかであるこ とを示した.
インフライト溶融技術において上記のような研究が行われているが,上記の方法では,
用いている熱プラズマの特徴からも,大量のガラス原料処理に適さない.そのため,産業 界においてインフライトガラス溶融技術に求められる高温場の開発が求められている.
前述したように,ナノ材料合成や廃棄物処理,インフライトガラス溶融などにおいて,
多量の粉体を処理する熱プラズマ高温場の存在が求められている.多量の粉体を処理する ためには,高温,ガス流速が遅い,プラズマ体積が大きい,場における温度およびガス流 速の均一性がある等の特性が求められる.また,産業応用を考えた場合,消費エネルギー が少ないもの,長時間の連続運転が可能なものが望ましい.そこで本研究では,1.1.3 (c) 節 で述べた多相交流アークに着目した.多相交流アークは電極消耗が実用化の妨げとなって いるため,熱プラズマの電極現象に関する報告例を参考にし,多相交流アークの電極現象 の解析を行うこととする.
1.2 熱プラズマにおける電極現象
12 1.2.1 直流アーク
(a) 電極温度
本論文で着目している多相交流アークでは時々刻々とアークが変動するため,電極温度 も共に変化する.したがって,高速度カメラにより電極温度の時間変動を計測することで,
多相交流アークにおける電極現象の理解を深めることができると考えられる.熱プラズマ において,電極近傍は10,000 K以上の高温となるため,非接触式の温度計測法として放射 測温法が以前より研究されてきた.
電極近傍には輝度の高いアークの発光が存在し,放射測温法を行う上で必要となる電極 の熱放射のみの計測が難しい.したがって,分光法による電極温度計測やカメラを用いた 電極温度計測が行われてきた.その研究例を以下に示す.
・分光法による電極温度計測
分光法は,光を各波長成分に分けて分析する手法である.プラズマ中では,電極からの 熱放射,プラズマガス種からの線スペクトルおよび電子遷移由来の連続スペクトルや,ア ークの反射光など,様々な発光が観測される.そのため,目的に合った波長の抽出を行う 必要がある.プラズマからの線スペクトルの存在しない波長域を選定することで,プラズ マの発光を除外することができ,電極表面の観察が可能となる.分光法は,波長分解能が 高く10-1~10-2 nm程度である.また,同時に複数の波長の観察が可能であるため,精度の高 い計測が可能である.しかし,空間分解能は最大で約1.0×10-2 mm2,時間分解能は最大で 10-2 sと低いため,軸対象かつ定常状態の観察に限定される.
分光法により,GTA(Gas tungsten arc)溶接におけるタングステン電極の表面温度を計測し た例がある[52].アルゴン雰囲気において,大型の分光器(焦点距離1 m)と光学ミラーお よびレンズを駆使し,電極を覆うプラズマからの連続光,電極表面で反射するプラズマか らの連続光,プランクの放射則に基づく電極表面からの放射を分離しており,精度の高い 電極表面の熱放射の観察に成功している.筆者らが行った,陰極材質を変化させた際の温 度測定結果をFig. 1.2に示す.アルゴン雰囲気,アーク電流値100 Aにおいて,696.55 nm
および700.5 nmの2波長を選択し,放射測温法により算出した際の先端温度は,純タング
ステン陰極で4500 K,2wt%トリア入りタングステン陰極で3600 Kであることが示されて いる.これは,トリアを添加することで,仕事関数(2wt%トリア入りタングステン陰極:3.5eV,
純タングステン陰極:4.5eV)が低下するためである.
Zhou らは陰極の表面温度分布,陰極近傍の放電領域における電子温度,粒子密度を分光 器により計測した[53].さらに,陰極スポットの挙動を観察するため,高速度カメラを用い て陰極先端部の観察を行った.この報告では,陰極の温度測定には絶対強度による単色放 射測温法が用いられている.具体的には,分光器を用いて921 nmにおける電極表面からの 放射強度を計測することで,温度測定が行われた.結果より,陰極先端の温度は融点近傍
の3700 K程度であることが分かった.また,電極先端の形状によって,電子温度や陰極温
13
度分布が大きく異なることが分かった.これらの結果から,陰極スポットが陰極の消耗と 大きく関係し,高い陰極表面温度で小さいスポット径を持つ場合,電極消耗量が大きくな ると考えられた.その他にも電極温度の検討を行った研究は多く,例えば,電極材料によ る電極温度の検討や温度測定法の検討,電極先端形状が電極温度に与える影響等が報告さ れている[54-56].しかし,単色放射測温法では,被測定物質の放射率を把握することが必 要となるが,タングステンの3000 K以上の放射率のデータは充分に報告されていないため,
温度測定結果の妥当性は慎重に考慮する必要がある.
上述のように,分光法は精度の高い計測手法であり,電極表面温度の計測において,極 めて有用である.しかし,同時計測としては,点あるいは線での計測に限られることが問 題点である.
・カメラによる電極温度計測
空間分解能と時間分解能の向上の目的で,近年,高速度カメラを組み合わせた観察が行 われている.抽出する波長域を選定することで,高い空間分解能を維持しつつ102-3 mm2以 上の領域における計測が可能となる.また,高速度カメラによる観察は時間分解能も高く,
10-3~10-4 sオーダーの変動を捉えることができる.分光法と比較して,波長分解能は低くな るが,非定常な対象の可視化に有用である.しかし,点での分光とは異なり,面情報を一 度に得るため,連続スペクトルや他の線スペクトルの影響を考慮する必要がある.
GTA溶接において,単波長による鉄およびニッケル溶融池の温度計測が行われている[57].
アルゴン-水素(10vol%)雰囲気において,計測波長250 nmの紫外域を選択している.鉄,ニ ッケルの融点はそれぞれ1811 K,1728 Kであるが,計測された融点は,鉄が約1770K,ニ ッケルが約1720 Kであった.放射率が変動しても,±2%程度の誤差で計測できることが示 されている.しかし,計測対象である電極の熱放射は,赤外域に強度のピークを持ち,紫 外域では波長の低下とともに,放射エネルギーが急激に減少する.計測波長250nm では測
定対象が1300 K以上の高温が必要であることが同時に示されている.
GTA溶接において,二波長によるステンレス鋼溶融池の温度計測が行われている[58].ア ルゴン-水素(10vol%)雰囲気,アーク電流値115 Aにおいて,計測波長340 nmと354 nmの 紫外域を選択している.計測されたアーク消弧直後の溶融池の融点1650 Kと,熱分析によ り得られた1722 Kを比較し,約4.3%の計測誤差であることが示されている.
アークからの放射光の影響を軽減する手法として,赤外線放射測温法が提案されている
[59, 60].赤外線放射測温法によって算出された電極温度分布をFig. 1.3に示す.赤外線測温
法は200 nm~400 nm 付近の紫外域を用いた測温法と比較し,アークによる輻射の影響を大
幅に低減できる.GTA 溶接において,二波長によるタングステン電極の表面温度を計測さ れている.計測波長は950 nmおよび980 nmの二波長を利用し,アーク消弧直後において,
Haidarらによる分光法と同様の条件で計測を行っている.計測された先端度は3500 K程度
であり,Haidarらと比較して約100 K程度の違いが見られ,±5%程度の誤差であることが示
14 されている.
GMA(Gas metal arc)溶接プロセスでは,バンドパスフィルタを組み合わせた高速度カメラ により,飛散した液滴の温度計測が行われている[61].測定波長は780 nmおよび940 nmの 二波長を利用し,CCD の感度補正をタングステンリボンランプで校正している.アーク電
流値は35 Aから460 Aのパルス電流であり,ベース電流の35 Aのような電流域では,アー
クの放射光の影響がないと仮定できる.ワイヤ供給速度4 m/minの条件における計測の結果,
ワイヤから分離する瞬間の液滴温度は,アークエネルギーが集中する陰極側で3200 Kとな り,ワイヤ側の2200 Kと比較して高温となった.また,陰極到達時には,平均温度2700 K の均一な温度分布となることが明らかとなっている.
カラーの高速度カメラによる,放電中の酸素プラズマ切断プロセスのハフニウム電極 を放射測温法により算出した例も報告されている[62].カラー高速度カメラによって計測さ れた放射光は,570~700 nmの赤色光,480~600 nmの緑色光,400~570 nmの青色光の情報と して取得される.カラー画像データは,赤(R),緑(G),青(B)の3原色からなっており,各々 の強度は温度により決まる.従って,理論式から得られたカラー画像RとBの強度比(R/B) と温度の関係から得られた画像データを温度に換算することができる.その結果,陰極点 近傍の温度は3500~4300 Kであった.また,3000 K以上の領域を溶融面積として評価した 結果,電極径の増加に伴って溶融面積が増加することが確認された.
以上に示したように,分光器やバンドパスフィルターを組み合わせたカメラを用いた,
電極表面の温度分布のさまざまな算出手法が確立されている.
(b) 消耗現象
熱陰極の消耗は,蒸発,昇華,液滴飛散などの多因子プロセスであることが知られてい る.その要因として,陰極材料,雰囲気ガス種,陰極形状(径,長さ,先端角度),アーク とのアタッチメント状態,電極間距離などが挙げられる.直流アーク放電では,用途に合 わせて様々な陰極材料が用いられている.陰極の消耗は避けられず,プロセスの制限要因 の一つであるため,陰極消耗機構の解明に向けた,数値解析的検討および実験的検討に関 する多くの報告がなされている.本節では,まずプラズマ切断プロセスに用いるハフニウ ム陰極の消耗現象について述べる.その後,アーク溶接などに用いられるタングステン陰 極の消耗現象に関する研究動向を概説する.
酸素プラズマ切断プロセスに用いられるハフニウム電極では,溶融ハフニウムの液滴 飛散が消耗の主要因となることが明らかになっている.山口らは,分光測定や高速度カメ ラを用いて,アークの点弧時および消弧時,小電流(10~30 A)から大電流(135~520 A)への電 流過渡期,定常放電時におけるハフニウム電極の損耗を実験的に観察している[63, 64].こ のとき,アークの点弧時および消弧時と電流過渡期において,ハフニウム液滴の断続的な 飛散が確認されている.定常時にはハフニウムの蒸発が生じているが,数十秒分の蒸発に 相当する液滴の飛散が短時間で発生していることが明らかとなっている.
15
Heberleinらは,露光時間100 nsのレーザーをハフニウム陰極に照射し,溶融したハフニ
ウム電極からハフニウム液滴が飛散する様子を可視化している.[65].可視化した液滴飛散
の様子をFig. 1.4に示す.点弧時・消弧時において発生する液滴飛散の要因をハフニウム電
極溶融部に働く力を推算することで液滴飛散要因を考察している.点弧時は,電流密度が 高いため,強いイオン衝突圧力が生じ,表面張力のバランスが乱れることで液滴飛散が起 こる.消弧時は,溶融部が固化するまでの間,強いガス流のせん断応力が支配的となるた め液滴が生じると報告されている.
液滴の抑制のため,Boselliらは,純ハフニウムに加えて,銀50%-ハフニウム50%と銅50%- ジルコニウム 50%の二元合金陰極を作成し,消弧時の液滴飛散の抑制に成功している[66].
これは,熱伝導性の高い銀と銅を用いることで,陰極先端の溶融部が迅速に固化するため である.消弧後の固化速度は,純ハフニウム電極で6 ms以上,銀-ハフニウム電極で0.6 ms,
銅-ジルコニウム電極で3 ms以上ということが,高速度カメラ解析により明らかにされてい る.ただし,純ハフニウム陰極に比べて二元合金陰極は融点が低下するため,蒸発による 消耗が増加している可能性がある.従って,必ずしも銀-ハフニウム電極が優れるわけでは ないことが示唆されている.
電極蒸発による消耗に着目し,プラズマ切断プロセスにおけるハフニウム陰極蒸発の数 値解析的検討が報告されている[67].酸素雰囲気において,アーク電流値200 Aと400 A,
圧力 2~5 気圧の条件で算出されたハフニウム電極の蒸発速度は,同条件で実験的に測定さ れたものとおおよそ一致していた[68].同時に,陰極表面から蒸発したハフニウム原子のう ち,放出され消耗に関与した粒子の割合は,約 0.1%であることが見出されている.このパ ラメータはエスケープファクタと呼ばれ,数%以下の値となる[67, 69].
金属はイオン化エネルギーが小さいため,陰極から蒸発した金属原子は瞬時にイオン化 される.従って,陰極から蒸発した原子あるいはイオンは,電場の作用による陰極方向の 力とプラズマ流の作用による陽極方向の力の 2 つの力を受けることが重要であると考えら れている.電場の作用は,陰極近傍で最も強く,陰極から遠ざかるにつれて弱くなる.プ ラズマ流による作用は,陰極表面で 0 となり,陰極から遠ざかるにつれて弱くなる.これ らの力が釣り合うノーリターンポイントが存在し,その位置によって蒸発に関与する原子 の割合が変化する[70].
ガスタングステンアーク溶接におけるタングステン陰極の蒸発においても,同手法を用 いた数値解析的検討が報告されている[71].アルゴン雰囲気において,アーク電流値200 A の条件で,2wt%のトリアを添加したタングステン電極を使用した場合の計算結果は,消耗 量の実測値約1 μg/sとよく一致している[53].このときのエスケープファクタは約0.01であ ることが示されている.
1.2.2 交流アーク (a) 温度計測
16
HID(High Intensity Discharge)ランプは,金属原子高圧蒸気中のアーク放電による光源であ り,自動車やオートバイの高性能な前照灯として用いられる.特長として,光束が大きい ため大規模空間の証明に適している,また,電球やハロゲンランプと比べエネルギー効率 が良いため消費電力が少なく,寿命も長いことが挙げられる.また,一般的にHID ランプ は交流電流を使用する.交流電流は,電流値が時間に関して変化するため電極現象は直流 電流に比べて複雑であり,現在まで議論されることは少なかった.
Mentel らは,時々刻々と変化する交流アークの電極現象を解析するため,実験条件が容
易に変更可能であるHID ランプを対象とし,高速度カメラによる直接観察,分光計測,電 流電圧波形の同期計測を行った[72].得られた分光計測の結果から放射測温法を用いること により,タングステン電極表面の温度測定を行い,電極温度分布の算出を試みた[73, 74].
Reinelt らは,周波数,入力電力をパラメータとして電極先端温度の経時変化を計測するこ
とで,交流アークの電極現象の解明を試みた[75].これらの方法は,時間,位相分解が可能 であるため,時々刻々と変化する交流アークの電極現象を解析する方法として適している と考えられる.Mentel らは,交流アークの電極現象について電極表面温度,電流電圧波形 結果,また分光計測から得られた結果より算出した電極近傍の電子温度からさらに詳細な 検討を行っている.
(b) 消耗現象
交流アークでは交流電流の変動やローレンツ力が電極現象に影響を与えるため,電極現 象が非常に複雑になる.溶接などに用いられる直流アークと比較すると報告例は少ないが,
電極消耗に関する研究も以下のように行われている.
岩田らは,50 Hzの交流アーク電極の消耗現象を解析するため,アーク電流,電極材料,
電極形状をパラメータにとり消耗試験を行った[76, 77].また,冷却水によるトーチ電極か らの抜熱量(実測値)などを用いて電極における熱バランスを計算した.さらに,それらの結 果と実験後の電極先端のアーク痕跡面積を用いて電極内部の定常熱伝導解析を行い,電極 先端温度を計算した.計算結果より,電極先端温度が低いほど消耗量が低く抑えられた.
電極消耗現象が電極蒸発現象である[78]と仮定して,タングステン電極の蒸発速度から電極 消耗量を試算したところ電極先端温度が3000 Kを超えるあたりから消耗量が急増した.ま た,高速度カメラにバンドパスフィルターを取り付けることで,電極近傍のタングステン 蒸気の有無を確認した報告も挙げられている[79].
交流周期における電極現象の高速度観察が最近報告された[80].3相アークの変動は,ロ ーレンツ力と電極蒸気によるジェットの影響を受けており,アーク電流が増加するとジェ ット速度が増加し,アーク放電が安定する.電極蒸気によるジェットを高速度カメラによ り捉えたスナップショットをFig. 1.5に示す.また,Rehmetらは 3相交流アークのモデル による研究報告も挙げている [81, 82].モデルから得られた結果は実験的なアーク挙動と数 値的なアーク挙動との間に相関関係を示した.さらに、円錐形の電極形状では、3相交流ア
17
ークにおいて電極ジェットは電極間ギャップ中心に向けられておらず、電極形状がアーク 変動を改善し、その変動が交流アークの電極消耗に影響することが示唆された.
1.3 研究目的
本研究では,熱プラズマの中でもエネルギー効率が高く,プラズマ体積が大きい,ガス 流速が遅いといった利点を持ち,粉体処理に適した熱プラズマである多相交流アークに着 目した.多相交流アークはその特長からインフライトガラス溶融プロセスやナノ材料合成 プロセスなどへの応用が期待され,実用化を目指した研究が行われている.しかし,多相 交流アークは新規な熱プラズマ発生手法であるため,アーク変動現象や電極現象などの重 要な基礎現象の理解が充分でない.特に電極消耗の低減化により,プラズマの安定性向上 や生成物への電極由来不純物の混入防止が期待されるため,電極消耗現象を理解すること は多相交流アークを実用化するにあたって必要不可欠である.そこで,本研究では電極消 耗機構の解明を目的とし,多相交流アークにおける電極消耗現象である液滴飛散現象と電 極金属蒸発現象を観察した.
本研究では高速度カメラと,特定の波長の発光のみを透過するバンドパスフィルターを 組み合わせることで多相交流アークにおける電極現象の可視化を行った.交流アークでは 交流周期における電流・電圧の変動やローレンツ力により電極現象が影響を受けており,
複雑な現象となるため,交流アークにおける電極消耗現象に関する研究報告例が少ない.
本研究では,高速度カメラにより多相交流アークにおける電極現象の詳細な観察を行い,
電極消耗機構の解明を目指した.
1.4 本論文の構成
本論文の構成の概略図をFig. 1.6に示す.本論文は,結論を含め7章で構成されている.
2章では多相交流アークにおける電極現象の可視化技術を確立する.
3,4 章において,電極現象の中でも液滴飛散現象に着目し,電極先端に働く力を推算す ることで液滴飛散機構を考察した.また,液滴飛散量を低減化する電極の検討を行った.
5,6 章において,電極現象の中でも電極蒸発現象に着目し,蒸気の可視化により多相交 流アークにおける電極蒸発機構の解明を行った.また,電極蒸発量を低減化する電極の検 討を行った.
7章では,本研究の成果を総括する.