Title
溶着部及び熱影響部における硬度と金属組織に関する研
究
Author(s)
真喜志, 康二; 兼城, 英夫; 宮城, 清宏
Citation
琉球大学理工学部紀要. 工学篇 = Bulletin of Science &
Engineering Division, University of the Ryukyus.
Engineering(5): 103-112
Issue Date
1972-03
URL
http://hdl.handle.net/20.500.12000/24935
103
溶 着 部 及 び 熱 影 響 部 に お け る†
硬 度 と 金 属 組 織 に 関 す る 研 究
*
*
*
二
夫
宏
康
英
清
志
城
城
善
美
兼
宮
The Fundam entalInvestigation of the m etallic crystaland Hardness in the deposit m etaland heataffected zone of m ild steelweld.
YasujiMAKISH
I
, HideoKANESHIRO, KiyohiroMIYAGIThispaperpresentsthe effectof the observation of micrograph ofmetallic crystaland hardnesstests in the weld depositmetaland heataffect zone.The emphasisisplacedon thechangesofhardnessand meta一liccrystaltransformation duetotheaffectofweldingcurrentandpreparingheat.
Astheweldingcurrelltandapreparing heatrising,thechangesofthemetallic crystalinheataffectzoneandwelddepositmetalisshowninthemicro・Structures.
Thehardnessinheataffectzoneandwelddepositmetal isdroppedby welding currentcondition and preparing heat condition,but the change of hardnessand metalliccrystalinthebasicmetalisverysmall.
1.
まえがき 溶接継手は冶金的な方法 によって行われ,一般 に溶 融金属で母材 を結合 しているDこのため溶着金属及び これに隣接する母材の部分,
即 ち溶接熱影響 を受け変 質 した材質の変化部の機械的性質は,溶接条件や溶接 方法によって著 しく影響 される。溶接工挙上溶着部及 び熱影響部 については重要であ り,その機械的性質 に (1)(Q.):3)(4) ついての研究成果 も多い。 軟鋼や溶接性のよい構造用鋼 を慎重 に溶接 した無欠 陥な溶接継手における溶接熱影響部の機械的性質は母 材 とほ とん ど変 らないが,高炭素鋼や特殊鋼,鋳鉄及 (5) び非鉄金属 におけるそれは母材よ り劣 っている。これ † 受付 :1971年9月30日 ・:・ 琉球大学理工学部機械工学科 は溶接熱の影響 に よっ て 金属組織 の 変化 をもた らし たためであ り, また, 冷却状況 によっ て も著 しく具 る。 溶着部及び熱影響部の金属組織の変化は,冷却速度 の影響 を受けやす く,更 に熱サイクル を受けると,そ の変化は複雑化 して くる。 ここで,一般構造用圧延鋼材S
S4
1
に溶接入熱 が極 めて大 きく,また,外部の影響 を受けにくいサブマー ジ ドアーク溶接 を用いて,予熱温度及び溶接電流 を変 えて溶接 し,その結果,溶着部及び熱影響部の金属組 織 と硬度の変化 について調べたので報告す る。2
.
試食片材料及び溶接方法 2.1 試験片材料 使用 した試験片材料 は板厚25m の一般構用圧延鋼材104 真書志 ・兼城 ・宮城 :溶着部及び熱影響部における硬度 と金属組織に関する研究 SS41で,縦140hm,横200m に切断 した。 その化学成
分についてはTable lに示す。
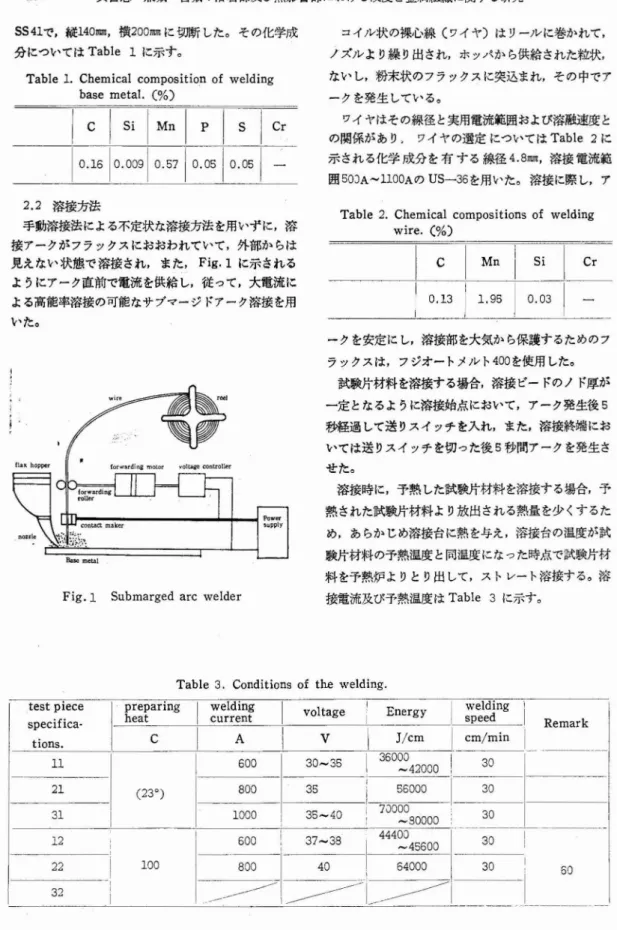
Tablei.Chemical compositionofwelding basemetal.(%) 2.2 溶接方法 手動溶接法による不定状な溶接方法を用いずに,港 接アークがフラックスにおおわれていて,外部か らは 見えない状態で溶接 され, また, Fig・1に示される ようにアーク直前で電流 を供給 し,従 って,大電流 に よる高能率辞按の可能なサブマージ ドアーク溶接を用 いた。
Fig.1 Submargedarcwelder
コイル状の裸心線 (ワイヤ)は リールに巻かれて, ノズルより繰 り出され,ホッパか ら供給 された粒状, ない し,粉末状のフラックスに突込まれ,その中でア ークを発生 している。 ワイヤはその線径 と実用電流範囲および溶融速度 と の関係があり′ ワイヤの選定 についてはTable2に 示 される化学 成分を有 する線径4.8mm,溶接 電流範 囲503A-1100Aの US-36を用いた。 溶接に際 し,ア
Table2.Chemi
w
i
r
calcompositionsofwelding e.(%)
-クを安定にし,溶接部 を大気か ら保護するためのフ ラックスは,フジオー トメル ト400を使用 した。 試験片材料 を溶接する場合.容按 ビー ドのノ ド厚が 一定 となるように溶接始点において,アーク発生後5 秒経過 して送 りスイッチを入れ,また,溶接終端にお いては送 りスイッチを切 った後 5秒間アークを発生さ せた。 溶接時に,予熱 した試験片材料 を溶接する場合,チ 熱 された試験片材料より放出される熱量を少 くするた め,あらか じめ溶接台に熱 を与え,溶接台の温度が試 験片材料の予熱温度 と同温度になった時点で試験片材 料 を予熱炉よりとり出 して,ス トレー ト辞接する。溶 接電流及び予熱温度はTable 3に示す。Table3.Conditionsofthewelding.
琉球大学理工学部紀要 (工学篇) 105
3.
試墳片及び試供方法 3.1試験片 前述2項の溶接 された試験片材料 をFig.2に示 され るように溶接始端,中央及び終端に分け,その硬度及 び金属組織用試験片 を採取 した。また,試験片切断時 の発熱 を充分考慮 して,フライス盤及び 自動金切 ノコ の注油 を充分な状態にした。 0 20 20 千 ミ ミt
■
■
■
■
1
1
1
1
一
■
1
1
1
1
1
1
1
= A
/
/
e
nd
c
e
nt
e
r
be
g
i
ni
ng
Fig
.
2
, (a) Makeacollectiontestpiece.3.2硬度及び組織試験 フライス盤及び 自動金切 ノコで切断 して採取 された 試験片は、研磨盤によって冷却水 を充分流 しなが ら研 磨 し,400-600番のサ ン ドペーパーで磨いた後バ フ仕 上げ した。 硬度測定につい て は, ロ ッ クウェル 硬度 試験機 (Wilson,ModelY)によっでFig・3に示すよ うに 5個所について,各々3回ずつ硬度測定 し,その平均 値 によって硬度値 としたo金属組織試験はノミフ仕上げ された試験片 を ピク リン酸溶 液 (メチルアル コール 200ccにピクリン酸59)に1- 2分 した して腐食 し た後金属組巌 の観察 を行 った。 1depositmetal Iplaceofthebond Lheataffectzone Aplaceofheataffect
Z:Oneandbasemetal †basemetal
Fig.2, (b) Hardnesstestinaposition
4
.
討 鹸 結果 4.1硬度及び金属組織 Table3・に示 され る条件 に従 って溶接 された試験 片材料 よ り試験片 を準備 し,その硬度及び金属粗糖 を 調べた。その結果,溶接始端 と終端 における溶首都及 び熱影響部の硬掛 こついて溶接電流 を一定にして予熱 温度 を変化 させた場合,溶接始端の硬度は低い溶接電 流 で常 に終端 よ り高い値 を示 した。また,高い溶接電 流 の場合の予熱 なし常温溶接では終端の硬度が高 く, 予熱 した場合は 予熱温度100oC近傍 か ら終 端 と始端 の硬変の変化率が異な り,始端の方が終端 より高い状 態になっている。このよ うな溶接始端 と終端における 硬度の変化は両端の冷却条件や溶接入熱 に対する溶接 速度の関係等による も のであ り, また, 実際 に室温106 真書志 ・兼城 ・宮城 :溶着部及び熱影響部における硬度 と金属組織に関する研究 川1 20oCでの溶接終端の冷却速 度 は始端 より大 きい.溶 (7) 接中央部の冷却速度は始端及び終端の約%である。ま た,溶接速度に対 し溶接入熱 とその周囲の 条件が定 常状態にあるものとみなされるので,従 って中央部で の硬度 を測定 した 結果Fig.3に示 され, 予熱 温度 20つoCでいわゆる金属のりれきによる青熱ぜいせい温 度下での溶接の場合の硬度はこの温度前後での値 より 高いOまた,溶接電流SC)OA及び3C)〕Aに対 し1000Aの 場合は予熱温度iEOoCでの溶接 で硬度高 となってい
Fig.3 EffectofRockwellheardnesstestonthe placeofIIbythepreparingheatchange. る。熱影響部の硬度は溶接端 と始端 と終端で溶接電流 及び予熱温度の影響は溶着部程蹟著でなかった。中央 部における熱影響部の硬度はFig.4 に示 される。 予 00 Lよ こ 範 I Sの 己 P J e.i Eta Jl 一 2 0 g 一 〇一 600A -●- 800A - x- lock)A 二 - 三
二-
.
23` 100' 150●p
r
叩
a
r
l
n
f
k■t●C 200' .3伽 ● Fig.4 EffectofRockwellhardnesstest ontheplaceofIIIbythepreparingheatchange. 熱温度 を一定 にして溶接電流 を変えた場合の中央部の 溶着部及び熱影響部の硬度はFig.5に示 され,溶按電 流の変化に対 し顕著である。予熱温度及び溶接電流 を 09 ( 凸 出 )
一SaT
SS
a
u p l t! q TIaJA
J
UO
E 08iIH
))Sa
t
S S au P }tet
f 〓 a ^ q 30 出 600 800 1000 current(A)Fig.5 EffectofRockwellhardnesstestonthe place of II and III by the changing current. 変えた場合の硬度はFig.6に示 される。硬度の変化図 に対 し金属組織の観察による結晶粒の状態を比較する ことは極めて困難であるが,溶着部,熱影響部,母材 の顕微鏡写真 をみるとPhotolに示 され,熱影響部の 結晶粒は母材 に比べ 粗大 化 して いることがわかる。 Photo2は熱影響部 を示 したもので結晶粒中には同一 方向の針状 ウィ ドマンステッテ ン組織がみ られる。 Phot02は溶接電流及び予熱温度 を変えた場合の熱 影響部及び母材の顕微鏡写真である。
琉球大学理工学部紀要 (工学篇)
エ ロ
皿
Ⅳ V Efr亡CtlVete51places (a)1
n
Ⅲ
Ⅳ V EHe〔tll・etestplaces Lb) (8001 PJ'CPared heaE 21 2J亡 22 LOつC 23 150⊂ 24 200C 25 300C 107 Fig.6 Effectofhardnesstestontheeffective placebythecurrentconstant.108 真書志 ・兼城 ・宮城 :溶着部及び熱影響部 における硬度 と金属組鰍 こ関す る研究
photo.1Micrographoftheeffectiveplace
I:
Magnification‡:
EffectivetestplacePhot.2 Micrographofwelddepositmeta
I
,
heataffectedzoneand basemetalI
二magnification X:Effectivetestplace109 琉球大学理工学部紀要 (工学箱)
Ⅰ
二×100 Ⅱ :13 Ⅰ:YⅠ:
×100 Ⅱ :15 正 :Ⅱ t .J. . P V ∴ . \ 1 ・ J '-. ∼ 謡 L.I3 V Y ∵ ト . ∴ ∵ . ・ ・'、 r t・r J .i,P l トLr L 1 玉rt h I.0 1... ,jp1 .㍍ 、至 ,汁 ,-ト 4 1 W皿 0 5 × ¶ 皿 l 甘皿 二 ∴ i ∵ :.. TT J・Ⅰ:
×50 廿 :31112 真書志 ・兼城 ・宮城 :溶着部及び熱影響部における硬度 と金属組鰍 こ関す る研究