IX.三菱重工業株式会社殿訪問インタビュー調査報告
訪問日時 平成19 年 9 月 11 日(火)13:30 ∼ 15:30 場 所 三菱重工業株式会社 広島研究所 応対者 技術本部 広島研究所 兼 広島製作所 機械プラント技術部 新製品開発グループ 広島研究所 材料・製造技術研究室1.PEFC 関連技術の取り組み概要
① 現在の主要な取り組みとしては,灯油燃料の業務用10kW 級 PEFC コージェネレー ションシステムを新日本石油と共同で開発している。2005 年の 6 月から開始した広 島のダイヤモンドホテルでの実証試験は今年6 月で終了した。また,同時期に開始し た東京大崎のコンビニでの排熱を吸収式冷凍機に用いる実証試験も同じく終了の予 定である。去年からは,3 年間の予定での公共温水プール施設での実証試験を開始し た。更に,今年10 月からは,福岡水素エネルギー戦略会議の一環として,九州大学 伊都キャンパスに設置し,実証試験を開始する予定である。 ② 水素ステーションなどに設置することを想定した水素燃料の10kW 級 PEFC システ ムの開発も実施している。 ③ 1kW 級の家庭用 PEFC システムについては,NEF の大規模実証事業には参画して いない。改質器における停止時の排ガスパージによる耐久性や,改質器用材料の評価 など要素技術や運用面等1kW 級で行えるものについては,引き続き検討しているが, 現状では業務用に特化している。 ④ 集合住宅向けの集中改質・水素供給システムについては,広島の地域新生コンソー シアム研究として技術FS および要素試験を行った。その次のステップとして,昨年 度,NEDO プロジェクトにより集合住宅を対象としたフィージビリティスタディを 実施した。エネルギー総合工学研究所が受託し,外注先として当社が「FC 技術の概 念設計」を実施した。今年,エネルギー総合工学研究所が報告書が提出される予定で ある。 ⑤ 水素膜分離型改質器(メンブレンリフォーマ)については,継続的に東京ガスと共 同で開発を進めている。 ⑥ 無人潜水艇「うらしま」用のPEFC 開発については 2005 年に連続潜水航行 317km で世界記録を達成している。 ⑦ 燃料については,現在,灯油燃料での技術開発を進めているが,脱硫器と改質触媒 を変えればLPG 燃料でも運転可能と考えている。 ⑧ 水電解の水素製造装置に関しては,NEDO プロジェクトとして開発を行っている。 ⑨ 現状のPEFC の開発状況としては,新たな開発を積極的に進めるのではなく,まず は信頼性・低コスト化を重点的に進めている状況である。2.PEFC システムの研究・開発状況について
(1) 実証試験の状況 ① 今年6 月に終了した広島のダイヤモンドホテルでの灯油用 PEFC システムの実証試験 では,1 万時間以上の運転を達成した。業務用で商用ホテルでの 1 万時間達成は初め てである。ほとんど 24 時間の定格運転であり,排熱も 90%以上利用していた。CO2 排出削減率(平均)も30%と非常に高かった。厨房やシャワー,お風呂用として既設 のホテルの貯湯タンクに補給するという形を取っていた。 ② 大崎のコンビニでの実証試験では,排熱の有効利用方策の検証を行った。排熱は吸収 式冷凍機と組み合わせて店舗の冷房用に利用し,その有効性を確認した。 ③ 去年から開始した公共温水プール施設での実証試験については,全3 年間の予定であ り,あと2 年間は継続して実証する計画である。電力需要も十分であり,ほとんど定 格で運転している。広島と大崎の FC システムは同じものだが,この FC は若干改良 を加えており,発電効率36%LHV 以上を達成している。 ④ 今年10 月からは,福岡水素エネルギー戦略会議におけるプロジェクトの一環として, FC システムを九州大学伊都キャンパスに設置し,1 年間の予定で実証試験を開始す る。このシステムでは,DSS の負荷追従運転を行い,商品化をイメージして,かなり の低コスト化,シンプル化を図っている。灯油燃料であり,直流変換器と補機の動力 を経て,8∼8.5kW となる。 ⑤ 実証試験におけるトラブルについては,とくに改質器やFC といったメインの機器で のトラブルは殆ど無かったが,補機系統(ポンプやブロアー)に関しては,何度かは メンテナンスを行っている。また,広島のホテルの隣のガソリンスタンドで,毎早朝 ガソリンをスタンドに補給するときに,気化したガソリンを吸い込んでしまい,電池 電圧が低下してしまうという事が何度かあった。これには,空気の吸い込み口に有機 物を除去する仕組みを取り付けるなどして対応を行った。(2) 業務用 PEFC システムの製品化に向けて ① 当面は,灯油または純水素を燃料とした業務用の 8∼9kW クラス PEFC システムを 主体とした製品化を目指している。 ② 最新の DSS 運転を想定した九州大学に導入するシステムは,この分野での総合機と して商品化をイメージしたものである。信頼性と低コスト化をさらに推進する必要が ある。最終的には,当社の改質器における排ガスパージ技術を活かしつつ,DSS 運転 を基本としてシステムの製品化を目指している。 ③ コスト目標としては,10kW 級で 200 万円程度の購入価格を目指す必要があると考え ている。 ④ 当面,製品化を目指す燃料電池については,運転温度は,80℃未満で,60℃以上のお 湯が供給できる程度を想定している。高温での運転は,用途が多少広がったり貯湯槽 がコンパクトになったり,CO 被毒にも強いといったメリットはあるが,現状の膜で は膜自体の耐久性が落ちる。とくに,90℃以上になると,スタック用部材の材質の問 題,発停での伸び縮みの問題なども起こるため,現状では高温運転化は新たな課題が 出てくると考えている。 ⑤ 燃料となる灯油については,都市ガスと違って全国どこでも供給できるという強みが ある。灯油の品質に関しては想定以上の高濃度の硫黄分によって改質器(触媒)が劣 化するのを防ぐため,新日本石油との共同開発の中で,硫黄濃度を定めて,供給を受 けている状況である。石油メーカとうまく連携しながら展開していきたいと考えてい る。 ⑥ 製品化の時期については,家庭用の大規模実証終了後に,業務用FC への補助金が出 るようであれば,数年後に10 台程度ならば実現可能と考えられる。しかし,数百台, 数千台というオーダーでは現状見通しがついていない。
(3) 耐久性向上・コスト削減に向けて ① 全般的にシステムとしては,ほぼ最終的なものとなった。現状の最大の課題はコスト 削減と耐久性向上の両立である。いかにシステムを簡略化しつつコストを削減し,耐 久性および信頼性を伸ばすかが課題である。 ② どのメーカでも同様と思われるが,個々の性能を伸ばすために,再度要素技術の開発 に立ち返っている。NEDO の支援を有効に使いながら,触媒の低コスト化や電池の耐 久性向上などに注力し,またシステムにそれを適用していくという流れである。 ③ 耐久性としては,個々の部品に 10 年の耐久性を目指すのか,例えば 5 年ごとの交換 を前提として安価のものにするのか,10 年間のトータルで安いものを目指している。 ④ 当社では,NEDO の支援を受け,DSS 運転時の高分子膜の劣化対策として,MEA に ラジカル捕捉層を導入する研究開発を進めている。平成 17 年度からの 3 年間のプロ ジェクトあり,今年が最終年度である。 ⑤ これまではこのプロジェクトの中で,劣化加速試験によりMEA の 2 万∼4 万時間の 耐久性が見通せた。今年度は,最終的な最適化構造で実運転による検証試験を行って いる。ラジカル捕捉層は,多く導入すると活性が落ちることもあるため,バランスを 考慮して耐久性と活性を両立させていく。 ⑥ このラジカル捕捉層は,白金の溶出を抑えるものではない。DSS 運転すると,電圧の 高い OCV 状態になりやすく,膜を劣化させる要因の反応が起きやすい。また,発停 を繰り返すと高分子膜が乾燥状態になりがちなので,そういった意味での劣化の抑制 対策と考えている。 ⑦ 同じ10 年の耐久といっても,高温になる改質器については,DSS 運転よりも連続運 転の方が有利である。改質器の触媒は連続運転であればおそらく問題ない。燃料電地 に関しては,どちらのケースでも信頼性がまだ十分ではない。 ⑧ 電極触媒に関しては,コストより耐久性が重点課題である。電解質膜については劣化 のメカニズムの解明が進んできたが,触媒に関しては,まだ不明なことが多い。耐久 性とコストについては,10 年,15 年を通してどうすれば安くできるか,まだそこま での評価ができていない。白金量を半分にしたら安くできるが,数年後に取り替える 必要があるのでは意味がない。高くても回収可能で次に使えれば問題ない。それは, セパレータなどでも同様である。 ⑨ 電解質膜の白金バンドは,定格連続運転でも生じる現象である。 (4) MEA の生産技術開発について ① NEDO の支援を受けて,長寿命 MEA の生産技術開発の研究プロジェクトを行った。 期間は,平成17 年度からの 2 年間で,昨年度で終了している。 ② MEA において固体高分子膜の両サイドに電解質層と一体となった触媒層がある。そ の外側に基材とも呼ばれる拡散層がある。少なくとも触媒層と高分子膜,三層界面の 所はくっつけるために,熱を加える事は絶対必要となる。 ③ その際,触媒層を先に膜につける方法と,基材に触媒層をつけてからプレスする方法 の両方ある。触媒層をどうやって基材や高分子膜に均一に塗るかが量産化のポイント となる。また,プレスをバッチ方式でやるか連続的行うかもポイントとなる。
(5) その他 ① 金属セパレータについては,安価で金属の腐食等の問題がなければ当然使いやすい し,選択肢の一つとして考えられる。ただし,現状では入手できていない。炭化水素 系の電解質膜についても選択肢として考えられるが,現状のシステムを仕上ることが 最優先事項であると考えている。 ② 定置用PEFC の開発状況を海外と比較すると,とくに家庭用は日本が一番力を入れ ていると思われる。米国では,非常用電源がメインであり,それも水素燃料が主体で ある。だが,最近になって改質形が少しずつ導入されつつあると感じている。
3.集合住宅向け集中改質・水素供給システムについて
① 過去に広島の地域新生コンソーシアム研究として検討を行っており,その次のステッ プとして,昨年度,NEDO のプロジェクトとして同様のフィージビリティスタディを 実施した。エネルギー総合工学研究所が受託し,当社は外注先として「FC 技術の概 念設計」を実施した。今年,エネルギー総合工学研究所から報告書が出される予定で ある。 ② 平均的な戸数の集合住宅を対象とした。集中改質して改質ガスまたはそれを精製した 純水素を各世帯に供給するシステムである。その際の FC コストと集中改質装置のコ スト,配管コスト等を試算した。4.水素製造装置について
① NEDO プロジェクトの「定置用燃料電池改質系触媒の基礎要素技術開発」プロジェク トに参画している。期間は平成17 年度からの 3 年間で,今年度は最終年度である。 ② 当社では,様々な燃料を改質する触媒の開発にかなり以前から取り組んでいる。ま た,化学プラント用の触媒を扱っているので,触媒を含めた改質の技術は当社の得意 分野の1つである。 ③ メンブレンリフォーマ(水素膜分離型改質器)は,東京ガスと継続的に共同で開発 を進めている。また,平成17 年度に 3 年間の予定で始まった NEDO の高効率水素 製造メンブレン技術の開発プロジェクトに参画している。 ④ メンブレンリフォーマは低温で改質ができ,高効率が期待できるなど,様々なメリッ トがあるが,課題は信頼性向上とコスト削減である。 ⑤ パラジウム系の分離膜をいかに薄く,信頼性高く製造するかが課題である。新たな 分離膜材料の開発も進められているが,分離膜としてはパラジウムを基本とすること は変わらないと思われる。当社の主な役割としては,安く,かつ信頼性高く生産する プラントを仕上げていくことである。5.国プロへの参画状況と他社との協力関係等について
① 国プロでは,PEFC 関連は,去年から継続している「DSS 対応長寿命電池技術の研 究開発」「定置用燃料電池の改質系触媒の基礎要素技術開発」がある。また「高効率 水素メンブレンの開発」がある。これらは今年度で終了する。「長寿命膜・電極接合 体の生産技術開発」は昨年度終了している。先進技術研究センターでは「白金代替触 媒材料の開発にむけた大規模量子化学計算による触媒構造・電子状態解析」を東京大 学物性研究所と一緒にやっていたが,これも終了している。 ② 新日本石油との定置用FC の協力関係は以前からプレスで公表している。メンブレン リフォーマに関しては,東京ガスと協力関係にある。 ③ 業務用燃料電池の競争相手としては,海外では,ハイドロジェニックスやプラグパ ワーなどである。 ④ ただし,本当の意味での一番の競争相手はエンジン発電機である。騒音や効率面で の優位性はあるが,現状ではエンジンはとにかく価格が安い。SOFC に関しては, PEFC と特性が異なり,棲み分けができると考えている。6.国・メーカに対する要望
① 家庭用の1kW 級 PEFC だけではなく,業務用燃料電池に対しても補助金を出しても らうように要望したい。 ② 集合住宅用の,水素や改質ガスの供給配管や水素の製造部分に関する規制緩和の要 望はこれからと思われる。そういったところの規制緩和も検討して欲しい。 ③ 自動車メーカが実用化の目標時期を後ろにずらしたので,材料メーカの意欲が弱く なったと感じている。新規開発という意味では,自動車メーカにも引っ張っていって もらいたい。 以上X.旭化成ケミカルズ株式会社殿訪問インタビュー調査報告
訪問日時 平成19 年 8 月 8 日(水)15:00∼17:00 場 所 旭化成ケミカルズ株式会社 川崎製造所 応対者 製品開発研究所 製品開発研究所 PEM グループ1.FC 関連技術・製品の位置づけ,開発内容,開発状況等について
① 2003 年 10 月 1 日に,事業会社・持株会社制へ移行し,「旭化成ケミカルズ」が発足 した。その後,2007 年 4 月 1 日に,生活消費材,食品用・ 産業用フィルム等生活製 品関連を扱う「旭化成ライフ&リビング」と統合して,現在の会社組織となった。 ② 旭化成グループにはグループ全体(持株会社)の特定分野研究所があり,各事業会社 にも事業部に属した技術開発部門とコーポレート研究部門がそれぞれある。当製品開 発研究所は,旭化成ケミカルズに属する研究所で,旭化成ケミカルズのコーポレート 研究を行う部門と位置づけられる。 ③ 燃料電池に関する研究は,2004 年までは旭化成グループ全体としてのコーポレート 研究で,時限プロジェクトであった。その後,定置用FC がビジネスに近づいてきた こともあり,旭化成ケミカルズのコーポレート研究として継続している。 ④ 定置用膜,自動車用電解質膜ともに共通する技術は多いが,時限プロジェクトでは, 自動車用膜を意識した研究開発を行っていた。現在は,定置用PEFC 開発が活発化し たので,定置用も含めて全体として研究を進めることとなった。事業を見据えながら 研究開発を進めるというスタンスに移ったということである。 ⑤ 燃料電池用電解質は,旭化成ケミカルズの最重点分野の一つである。 ⑥ 開発・製品化に取り組んでいるのは電解質膜と電解質溶液である。顧客に提供してい る製品は,基本的に標準化しているが,顧客の要望に合わせた改良や外形寸法等の調 整は実施している。 ⑦ 約2∼3 年くらいのスパンで改良新製品の開発をしているが,顧客の製品の切替など, タイミングを合わせてグレードや製品の切り替えを行っている。 ⑧ 現在は事業化に至らずとも,製品(サンプル)の供給を実施しており,顧客の急な注 文に対しても対応できる様,提供している。工場エリア内で研究を行っているため, ベンチ的な設備は整っており,1,2 年前からある程度の数量を各社に提供している 状況にある。品質管理や出荷管理なども行っており,事業を行っているという見方も できる状況にあるが,旭化成の商品としての正式登録はまだ行っていない。2.PEFC 用固体高分子膜や MEA 等の研究・開発状況について
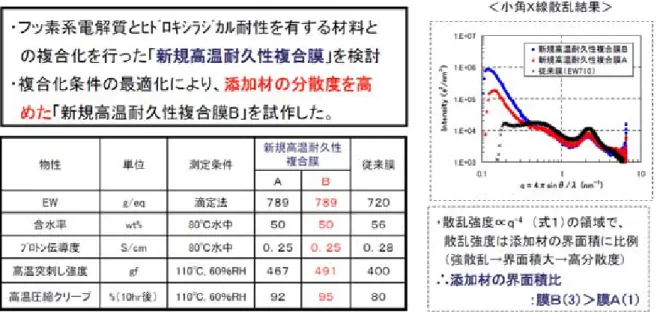
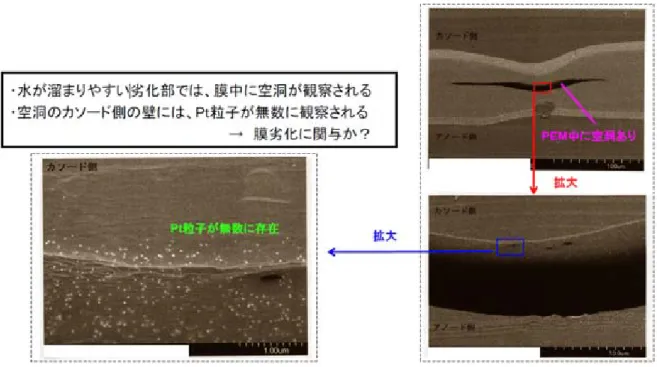
2−1 当社の電解質膜の特長 ① 当社の電解質膜の特長としては以下の点が挙げられる。 ・ ポリマー構造に由来するスルホン酸基濃度が高いこと(低EW)。 ・ 分子補強しているため,非補強膜より力学的強度,寸法/化学的安定性がよく,さ らに外部支持体補強膜ではないので,低コスト化,薄膜化ポテンシャル,高出力 化ポテンシャルを有している。 ・ 当社は化学系メーカとして,プラスチックに関する研究部隊を有し,力学的な補 強や安定剤に関する研究,各種加工技術,それらを導入するプロセス技術に関す る多くの蓄積がある。そうした蓄積から化学的安定性に関しても優れた特性を達 成している。 ② 分子補強は,多孔質膜のような外部支持体を用いず,分子レベルの制御で膜を補強す る方法である。この方法は外部支持体を用いる方法に比べてコストアップ要因が少な いと考えている。 ③ 現在は,基本特性である,高出力,高耐久性に加えて,薄膜化できること,コストポ テンシャルを有することを基本路線として,グレード開発を行っている。 ④ 従来から進めてきた高温耐久性の向上に関しては,継続して研究開発を行っており, 現在の製品の中に活かされている。100℃や 120℃での運転温度の評価も行っている が,加湿器を考慮に入れると現状では90℃程度での運転が限界と考えている。 2−2 NEDO プロジェクトにおける研究・開発状況 ① NEDO プロジェクトにおいて自動車用と定置用の膜のそれぞれで委託研究を受けて おり,用途を分けて開発を行っているのも当社の特徴の一つである。以下は自動車用 の膜に関する「新規高温高耐久膜の研究開発」の概要である。 ② 現在,研究開発している膜は,ヒドロキシラジカル耐性を有する材料との複合膜(新 規高温耐久性複合膜)である(図 X-1)。最長のもので,100℃,湿度 50%で 3,000 時間程度の耐久実績を有している(図X-2)。オンオフのある条件での試験で,OCV にもさらされており,かなり厳しい条件での評価だと考えている。 ③ 従来の膜のオンオフ試験をしていると,膜中に空洞がある断面が切り出せるときがあ る(図X-3)。図 X-3 を見ると,この空洞のカソード側の壁に白金の粒子が無数にあ るのがわかる。やはり白金バンドが原因となり,この周辺でラジカルができているの ではないかと推測している。そう考えないとこの膜の空洞の説明が不可能である。 ④ 対応として,更なる特殊材料を導入したラジカル耐性を有する複合膜を検討してい る。さらに,逆に白金を不活性化するような特殊材料や,安定化処方を導入するなど 視点を変えた研究も行う必要があると思っている。図 X-1 開発している新規高温耐久性複合膜の特性
図 X-3 膜劣化のメカニズム 2−3 高温低加湿運転について ① 自動車用FC の目標の一つである 120℃での運転については,耐久性とともに,伝導 性を出すためにはある程度の湿度が必要となる点が課題である。仮に運転温度100℃ で考えると相対湿度50%のとき露点は 80℃になる。120℃では露点は 100℃になる。 120℃,湿度 20%での運転で,0.1s/cm2以上の伝導度が出るような膜ができれば, 120℃運転の可能性があるが,今の時点ではそういう膜はまだない。 ② 現状での運転温度は 90℃程度が限界だと思う。120℃で運転しても湿度 50%であれ ば,100℃で加湿することになり,どのような加湿器を搭載するかが問題となる。そ のため,現時点で120℃での耐久性を評価してもあまり意味がないと考えている。 2−4 耐久性について ① 耐久性については,自動車用FC の 5,000 時間の見込みはあると思う。ただし,80℃ なのか,100℃なのか,最終的に何℃で運転するのかによって異なってくる。 ② 自動車用 FC の膜として,起動停止や OCV に対する耐久性に関しては,ある程度満 足できるレベルになりつつあると考えている。 ③ むしろ,定置用FC の 6 万∼10 万時間の耐久性の実証の方が大きな課題である。さら に定置用FC も商品性を上げるためにお湯を高い温度で取りたい要望があり,高温化 へ向かっている。また,コスト低下のために加湿器をなくしたいという考えもあり, 自動車用FC 同様,高温低加湿化へ向かっていくことになると考えられる。
2−5 炭化水素系膜とフッ素系膜の比較について ① フッ素系電解質膜の特長は,フッ素の電気陰性度が高く,電子吸引性を有するため, スルホン酸の乖離度が高いことである(=イオン伝導性が良い)。一般にイオン伝導 度を上げるためには,スルホン酸基を多くするか,スルホン酸がプロトンを放出しや すくするかである。炭化水素系電解質にすると,伝導度が落ちていくことになり,こ れが炭化水素系膜の大きな欠点であると考えられる。炭化水素系電解質膜では,一般 に高湿度のときのイオン伝導度がフッ素系と同等かそれ以上と言われているが,低加 湿では該フッ素系膜以上に厳しく性能が出ない。 ② 炭化水素電解質系で酸の乖離度を変えられるようなものができれば有効であろうが, これは極めて困難であると考える。ただし,炭化水素系電解質膜は,設計の自由度が 大きく,細工をする余地はまだあると考えられ,脅威ではある。また,フッ素より炭 化水素系材料を扱った研究をしている人や有機化学の学者は非常に多く,大学でもど こでも実験できるという強みもある。 ③ 炭化水素系電解質膜はコスト面で有利とは言えないと考えている。現在,一定の性能 以上を発揮する炭化水素系電解質膜として発表されているポリマー構造コンセプト では,炭化水素系膜では最適構造設計が複雑であり,製造プロセスも複雑で副生成物 も多く,安価になるとは考えにくい。 ④ 今のフッ素系膜は,ある程度工業化されていて,商用化されているもの(食塩電解用 膜)もあるが,量としては中途半端な量(今のエンプラよりも少ない量)である。そ の中でコストが表に出ているので一般に高いと考えられると思われる。 ⑤ 燃料電池用材料として用いられるレベルにある化学耐性を持つ炭化水素系材料,例え ばスーパーエンプラ(ポリエーテルエーテルケトンなど)やポリイミドと比較して フッ素系材料が特にコスト的に不利であるとは考えていない。 ⑥ コストは最終的に大量生産に向いたプロセスかどうかによる。以上の観点から,現時 点では炭化水素系膜に対するコスト的な脅威は感じていない。 ⑦ PTFE は確かに割高だが,それは製造コストが高いのではなく,シリコンと同様にそ れだけの付加価値があるから高く売れるということである。PTFE の原料となる TFE (テトラフルオロエチレン)は移送しにくい物質のため,それだけの価値があるが, 他の企業が製造し始めて,量が増えて,価格競争になればどうなるかは分からない。 ⑧ 炭化水素系と一言で言っても,脂肪族が含まれる炭化水素と全芳香族系の炭化水素が ある。業界としては,きちんと分けて扱って欲しい。全芳香族のポリマーとしては, ポリエーテルエーテルケトンとポリエーテルサルフォン,カプトンなどがあり,これ らスーパーエンプラとフッ素系樹脂とを比較する必要がある。コストについては,こ れらのスーパーエンプラにスルホン酸をつけないといけないので,現状よりはさらに 高くなると考えられる。 ⑨ 炭化水素系膜の利点の一つに,HF が発生しないといった特性がある。また,最終的 にリサイクルとなると,フッ素系膜も炭化水素系膜も燃やすことになる。その際,フッ 素系の場合は,フッ素をスクラバ(排ガス洗浄装置)で回収するという工程を挟んで, 蛍石にして再利用する必要があることである。ただし,今は炭化水素系膜もバインダ や電極のところはフッ素系電解質を使っているので,フッ素系膜と同じ処理工程にな る。そういう意味では,膜,バインダなどすべてを炭化水素系で仕上げないとリサイ クル面でのメリットはない。
2−6 大量生産時のコストについて ① デュポンの言っている年間200 万 m2の生産量で30 ドル/m2はコストとしては成り立 つかもしれないが,販売価格としては成立しないかもしれない。3,000 円/m2にする には,生産量がもう一桁上がらないと厳しいだろう。 ② FCV が 1,000 万台,2,000 万台売れる時代なら,膜の生産量は億 m2台に達している と考えられ,そのときには,自動車メーカのいう1,000 円/m2台は考えられない数字 ではない。しかし,FCCJ の目標にある 1,000 万 m2で1,000 円/m2は困難な目標であ ると思う。 ③ 現在のスーパーエンプラフィルムの市場サイズと価格,さらにFC 用にはさらにスル ホン化することを考えると,炭化水素系膜でも1,000 万 m2で1,000 円/m2は困難と 思われる。 2−7 家庭用 PEFC,FCV の実用化について ① 家庭用PEFC の大規模実証は,素材メーカにとっては,事業化のトレーニングをして いるという位置づけである。決まった注文に対して,安定な品質のものを提供してい くというメーカとしての製造技術のトレーニングになっている。 ② 家庭用PEFC は,コストダウンが難しいなど課題はあるが,それなりに事業として成 り立ちそうな状況になってきている。しかし,FCV についてはまだ試作車段階であ り,コストダウンよりも,性能向上に注力している感があり,本格普及はもう少し先 になるように感じている。素材メーカとしては,FCV は大きな膜需要が期待される が,この状況では,大規模な研究開発の継続や新たな設備投資にも踏み出し難い。 ③ 自動車メーカなどと個別に話をすると,具体的な目標性能などの話はしてくれる。た だし,それらの目標に対してすべてを同時期に解決していくには,多大な投資が必要 なため,時間軸をきちんと捉えながら開発をする必要を感じている。ここが研究開発 の舵取りの重要な点だと考えている。
3.他社との協力関係
① 国プロは,自動車用膜の開発として,固体高分子形燃料電池実用化戦略的技術開発, 要素技術開発の『新規高温高耐久膜の研究開発』の委託を受けている。また,定置用 膜の開発として,固体高分子形燃料電池実用化戦略的技術開発,要素技術開発の『定 置用燃料電池システムの低コスト化・高性能化のための電池スタック主要部材に関す る基盤研究開発』を8 社で委託を受けており,電解質膜・溶液の高信頼化に関する研 究開発を行っている。いずれも平成17 年度から 5 ヵ年の計画である。 ② 顧客としてのポテンシャルがあるユーザに対しては,国内外分け隔てなく付き合って いる。 ③ FC は,一社だけでできるものではない。現在の同業他社は,同じ領域の仲間だとい う気持ちで,できる範囲でオープンにしている。4.国・行政機関等に対する要望について
① 自動車用FC の基盤研究のような形で,引き続き研究資金を提供してもらえると研究 担当者として社内的にもありがたい。 ② 自動車用FC も定置用 FC のロバストプロジェクトのように,各社が敷居を低くして 臨む必要もあるのではないかと感じている。このままでは当初の見込みよりも実用化 に時間がかかりすぎるので,熱が冷めてしまい,材料メーカなどの研究開発がトーン ダウンする恐れもある。 ③ 国としての研究開発の枠組があると社内的にも説明しやすい。しかし,現在は,ばら ばらで,国の方向性がよく見えないと思われる。水素インフラを作ることもそうだが, 折角の日本先進性の芽を潰さない為にも,国にしっかり主導してもらいたい。 以上XI.キャボット・スペシャルティ・ケミカルズ・インク殿
訪問インタビュー調査報告
訪問日時 平成19 年 11 月 28 日(水)13:30 ∼ 15:30 場 所 キャボット・スペシャルティ・ケミカルズ・インク 本社 応対者 新規事業部1.事業概要
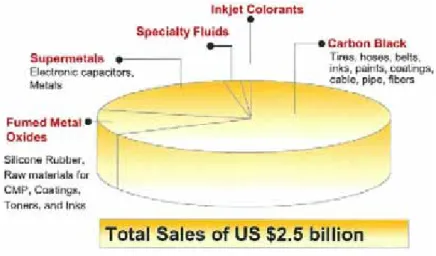
1−1 会社概要 ① 当社は,米国キャボット・コーポレーション100%出資の子会社である。 ② 米国キャボット社は設立されて120 年を超える企業である。現在主力事業の一つであ るカーボンブラックを基盤として成長した企業で,現時点で,25 カ国に会社があり, 生産拠点は40 カ国にある。従業員は全世界で 5,000 人弱である。 ③ キャボット社の売上額は2006 年が約 25 億ドル,2007 年は約 27 億ドルである。全 世界に展開しており,今後の新規事業については,日本を中心としたアジアが重要だ と認識している。 ④ キャボット社は,カーボンをはじめ,シリカ,タンタル等の微粒子製造技術が強みの 一つとなっている。その強みを活かした既存事業でグローバルマーケットリーダーを とりつつ,新規事業へ投資し,極力早く新規事業を立ち上げる方針で取り組んでいる。 1−2 キャボット社の事業内容(図 XI-1) ① 当社は,カーボンブラックのグローバル No.1 サプライヤーである。カーボンブラッ クの用途は,タイヤやホース,ベルトなどの補強材に使われるもの,インクやペイン トなど着色・耐久性の向上に使われるもの,ケーブルやキャリアテープなどに導電性 を付与するものなどがある。用途によってグレードが分かれており,タイヤ用はラバー ブラック,インク,ケーブル用はスペシャリティブラックである。② Fumed Metal Oxides のシリカはグローバル No.1 で,シリコンウェハーの研磨用ス ラリーや,液体の粘度調整に使われる。 ③ Supermetals は,キャパシタなどに使われるタンタルをメインとし,グローバル No.1 である。 ④ Inkjet Colorants は卓上インクジェットプリンターのインク用色材である。当社では 微粒子の製造技術に加え,当社固有技術である粒子表面の化学処理を用いて,最適な 分散体を開発している。
図 XI-1 事業内訳
2.カーボンについて
① 当社は100 年を超える歴史の中で,数 1000 種類のカーボンを製造している。通常カー ボンは,一次粒子一つ一つがぶどうの房のように繋がっており,主にその粒子径とつ ながりの長さの2軸の制御により,性能をコントロールすることが可能となる。当社 では,さらに表面に特定の官能基を導入する当社固有の表面処理技術を組み合わせた 3 軸での開発・製造を行っている。 ② カーボンは主に原油から石油製品を製造する過程で得られる石油ピッチや石炭系の コールタールなどを高温の反応炉で燃やすことによって製造される。カーボンの構造 や性能は,その熱処理の方法や時間によってコントロールすることができる。 ③ 基本的に,資源的には原油や石炭がなくならない限りは大丈夫であると考えられる。3.燃料電池関連技術・製品の位置付け,開発内容,開発状況等について
3−1 キャボット社における燃料電池関連技術の開発体制・開発経緯について① ニューメキシコ州の州都アルバカーキにあるSuperior Micro Powders 事業本部で燃 料電池関連技術の研究開発等を行っている。ここには,R&D の実験室・試作棟のみ ならず,プラントもあり,最終的な生産ラインも含めた研究開発を行っている。 ② 本事業本部の事業は燃料電池のほかにプリンタブルエレクトロニクス,セキュリティ などナノレベルでの粒子のコントロールやストラクチャーの製造,表面処理などに特 化した技術開発を行っている。 ③ 当社における燃料電池技術開発の経緯としては,1990 年代後半に二人の大学教授が 立ち上げた技術ベンチャーのSuperior Micro Powders という会社と共同開発を行っ ていた。このベンチャー会社では,触媒製法自体を含めて燃料電池の素材を開発テー マとしており,2000 年以降,MEA や電極の構造,印刷法の開発を行っており,DOE のプログラムにも参画していた。
④ 2003 年,当社は買収によって Superior Micro Powders を 1 事業部門として取り込み, 事業本部とした。その後,触媒等の製造ラインへの投資を行い,将来の供給に備える ラインを作り上げた。2004 年にこの生産ラインが完成, 2005 年に品確も終了し,担 持量20∼60%の触媒を, DYNALYST(ダイナリスト) という商標で上市した。 ⑤ 現時点では,PEFC 用の触媒と DMFC 用の触媒をターゲットに開発を進めている。 ⑥ 当社は バルカン というグレードの導電性カーボンを販売しているが,当事業本部 では,触媒を高分散させた高性能担持触媒を提供することがビジネスモデルになって いる。 ⑦ 現在,研究,開発,製造はすべてアメリカで行われている。日本のメーカーからの要 求には,日本とアメリカの研究所で連携して対応している。 3−2 燃料電池事業の方針 ① 事業方針としては, PEFC 用,DMFC 用の電極触媒の開発に主眼を置いており,例 えば合金触媒や表面処理をしたカーボン担体といった新しいタイプの触媒,酸化腐食 を防ぐ新規開発カーボンを用いた触媒などの開発を積極的に進めている。
② 触媒性能の評価技術として,CCM(Catalyst Coated Membrane)や MEA の開発に 取り組み,最適なインキ技術や印刷技術の検討も行っている。 ③ 当社のコア技術はナノレベルも含めた微粒子を製造する技術であり,カーボン担体に プラチナやルテニウムなどを担持した担持触媒をパウダーで提供することを主軸と している。 ④ 既存のグレードのカーボンだけでなく,燃料電池用電極触媒専用のカーボンを開発す ることによって,担持触媒の性能を上げていくことも目標としている。
4.具体的な研究・開発内容について
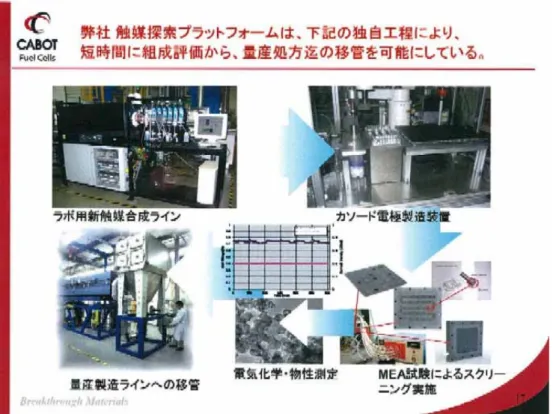
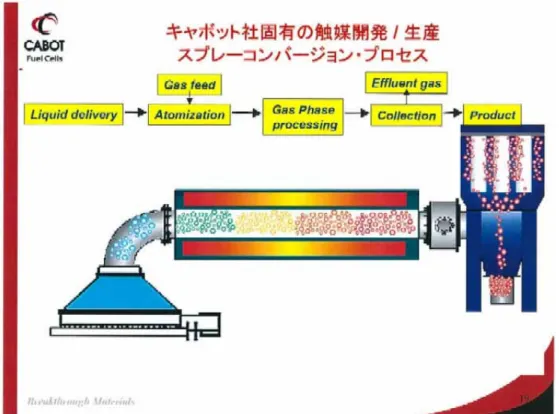
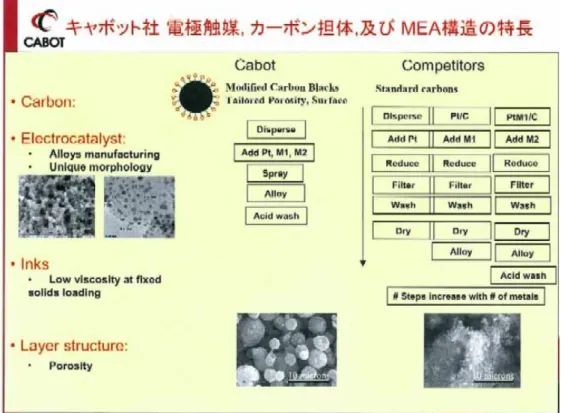
4−1 開発課題について ① 高性能,低コストで耐久性の高い触媒が求められていることを十分に意識し,この 3 つのバランスに留意して開発を進めている。 ② PEFC 用触媒の将来要求としては,質量比活性度を 10 倍とし,直近の課題として白 金溶出の防止,耐腐食カーボン担体の開発,次世代として白金フリーを目指して取り 組んでいる。DMFC 用の触媒に関しても同様のテーマを持って進めている。 4−2 評価方法と担持触媒の製造について ① 基本的なアプローチとして,白金ならびに合金系担持触媒の試作サンプルを相当数作 り,ある活性レベルを超えたものについて,焦点を当てて分析を行っている。 ② 2004 年の例では,1 度に 0.25g,1 日に 24 個の担持触媒サンプル,1月に換算すると 500 弱のサンプルを作成している。MEA を作成して評価を行い,性能の高いものを 見出して,それにフォーカスして分析を行っている。 ③ 図 XI-2 はサンプル評価から量産ラインに至る工程である。ラボ用新触媒合成ライン で触媒を作り,評価用としてこれをカソード電極にした MEA を製造し,MEA 試験 によるスクリーニングを行い,性能の良いものについて物性などを測定する。 ④ 実際には,PC への条件入力から,作成した触媒のサイズや表面積等のデータの取得 までを一連のラインで行っている。なお,量産時には,入力データをそのまま利用可 能であり,効率的に量産過程へ移行でき,コスト面でも有利である。 ⑤ 図 XI-3 は当社固有のカーボン担体特性制御技術を示している。通常はカーボン粒子 の大きさとストラクチャー構造の2 軸をコントロールし,その性能を制御する。3 軸 目として,当社が独自特許を有する表面処理技術であり,カーボン表面に特定の官能 基をつけて親水性や疎水性などの特性を変えることができる。この技術を強みにして 燃料電池用電極触媒に応用している。 ⑥ 図 XI-4 は,当社固有の担持触媒の製造方法を示している。白金や白金合金などの錯 体,カーボンの分散体を一旦液滴にし,高熱処理することによって,液滴から溶媒を 短時間で揮発させ,カーボンに白金など特定の触媒がついたパウダーとする。この製 法をスプレーコンバージョンと呼んでいる。温度と時間をパラメータにして構造を変 えつつ,短時間で担持触媒を作ることができる。 ⑦ この製法では,個々のカーボン粒子が繋がり合ったパウダー粒子が球状になるのが特 徴である(図XI-5)。 ⑧ 図XI-6 は,当社の電極触媒,カーボン担体,MEA 構造の特長を整理したものである。 具体的には,多孔度を調整したカーボンや,表面修飾したカーボンなどを担体に使用 できる。また,スプレーコンバージョン製法により,一般的な担持触媒の製造方法と 比較して,シンプルな工程で担持触媒の製造可能である点が特長である。図 XI-2 サンプルの評価工程
図 XI-4 スプレーコンバージョンプロセス
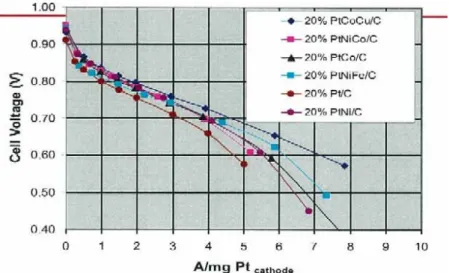
図 XI-6 キャボット社の電極触媒,カーボン担体,MEA 構造の特長 4−3 キャボット社における新高機能触媒開発 (1) 高活性白金合金カーボン担持触媒(3 元系) ① PEFC では,4 倍から 10 倍の質量比活性度を目標にしており,当社は 2 元系・3 元系 触媒を開発評価している。 ② その結果,図 XI-7 のように 2 倍程度,質量比活性度が高いサンプルをいくつか見出 している。茶線が通常の白金担持カーボンで,青線が白金,コバルト,銅の合金を担 持したカーボンである。
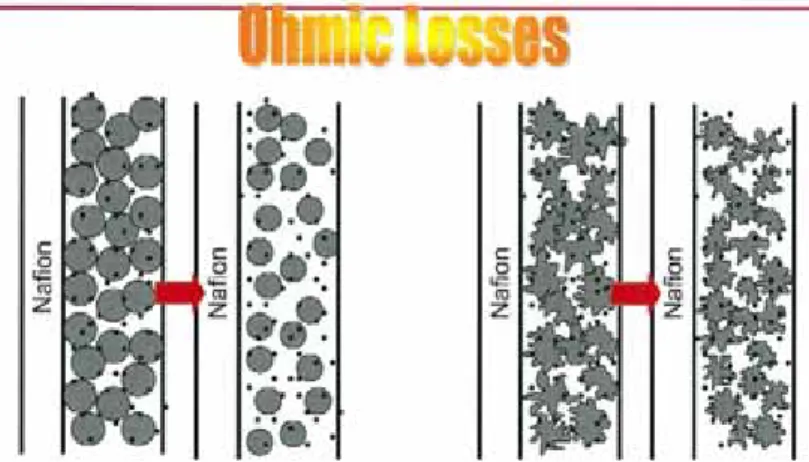
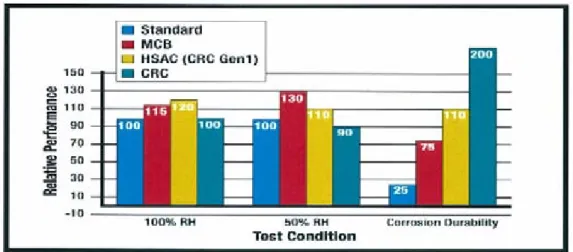
図 XI-7 白金合金担持触媒の性能 (2) 高耐腐食性カーボン担体の開発 ① カーボン腐食は,高温度下での運転開始/停止のサイクルによって促進され,主に以 下の3 つの問題を生じさせる。 ・ カーボン/触媒の活性界面が壊れることにより白金が溶出すること(図 XI-8 左) ・ カーボン表面の酸化(親水化)が進み,カソード側のフラッディングが発生する こと(図XI-8 右) ・ カーボンが酸化して痩せていき,カーボン間でのチャネルが壊れること(図XI-9) 当社ではカーボンの腐食に対し,CRC(Corrosion Resistant Carbon)という耐腐食 カーボンを開発している。図XI-10 の New Cabot Carbon が CRC であるが,105 時 間負荷を与えたもの(茶線)の方が,負荷を与えていないもの(ピンク線)よりも性 能が上がっている状態になっている。通常のものは,15 時間程度たつと電流密度が取 れなくなるが,CRC では 105 時間経過しても性能を保持している。 ② CRC はグラッシーカーボンとは別のものである。グラッシーカーボンでは,耐久性は 高いが,エッジ部分が減ることによって,触媒担持できる表面積が減り,性能が低下 するという問題がある。 ③ 図XI-11 は標準カーボンを使った場合と MCB(Modified カーボン担体・当社固有表 面処理品),HSAC(CRC グレードとは異なるカーボン担体),CRC を担体として 用いたものの性能の違いを,条件を変えて比較したものである。例えば,MCB を用 いると,低加湿の条件では性能が高く,CRC は耐腐食に非常に強いことが分かる。今 後は,これらの結果を踏まえ,どのような組み合わせで使っていくかがポイントにな ると考えている。
図 XI-8 カーボン腐食起因による長期性能低下の背景(1)
図 XI-9 カーボン腐食起因による長期性能低下の背景(2)
図 XI-11 カーボン担体による触媒性能の違い
5.他団体との協力関係
① NEDO プロジェクトには現時点では参画していない。また,DOE のプロジェクトに は現在参加していない。 ② 日本では大学よりも民間企業に評価いただいているが,民間企業とは NDA を結んで いるので公表できる協力関係はない。米国には研究所があるため,米国では大学を含 めた様々な機関と関係を密にして取り組んでいる。 ③ 競合企業は基本的にはPEFC,DMFC 電極の触媒メーカである。6.国への要望
燃料電池産業自体が立ち上がっていくために,一般消費者の認知度が上がることが重 要だと考えている。単純に補助だけではないかもしれないが,機運を高めるような対策 を講じてもらいたい。そうすることによってより良い影響(状況)が生まれるのではな いかと考えている。 以上XII.住友金属工業株式会社殿訪問インタビュー調査報告
訪問日時 平成19 年 9 月 6 日(木)9:30∼11:30 場 所 住友金属工業 総合技術研究所 応対者 総合技術研究所1.燃料電池関連技術・製品の位置付け,開発内容,開発状況全般について
① 社内におけるPFFC 用金属セパレータの研究開発の位置付けは,開発着手以来 9 年間 にわたり全く変わっておらず,継続して強力に推進している。 ② 2004 年度で一旦 NEDO プロジェクトが終了したが,その後 2005 年度から 5 年間の 委託研究プロジェクトを新たに受託し,引き続き金属セパレータの研究開発を行って いる。今年度2007 年度は中間評価年度である。 ③ 2004 年度に終了した NEDO プロジェクトで開発した材料と,今回の NEDO プロジェ クトで開発している材料では,表層の状態は変わっていないが,材料の性質は大きく 変わり,特に加工性が格段に良くなっている。 ④ 当面は前回開発した材料と今回の開発材の二本立てで進めるが,どちらかというと新 しい材料に振っていくことになるだろう。特に加工性が求められる場合は今回の開発 材を適用していく考えである。 ⑤ 当社は素材メーカであって,基本的に素材を提供することをビジネスとして想定して いる。セパレータとして提供するかどうかは未定であるが,将来にわたってスタック を作って販売していくことは想定していない。 ⑥ PEFC 用セパレータの研究開発に関しては,社内でも十分な理解があり,当社自体の 事業も好調であるため,良い環境の下で研究開発が進められている。また,セパレー タ開発のおかげで,家電メーカや自動車メーカとの間との関係が深くなったとの社内 評価もされている。2.NEDO プロジェクトにおける研究開発について
2−1 PEFC セパレータ用ステンレス箔材料生産技術の確立 ① 2004 年に終了した NEDO プロジェクトで開発した材料(04 提案材)と今回の NEDO プロジェクトで開発した新規材料の性質を比較すると,薄板の伸びが 31∼32%から 46∼47%になり,SUS316L の規格(伸び 40%以上)を満足するところまで加工性が 改善した。そのためには,材料の製造条件,製造工程,素材など改良できるものはす べて改良を行った。結果として,NEDO プロジェクトの目標である 45%以上を現時 点で達成することができた。 ② 新規提案材適用金属セパレータの燃料電池内の金属溶出イオン量も,相対的に低減さ せることが可能となった。 2−2 プレス成形セパレータ低コスト量産方法 ① 加工性のよい新規提案材を用いることによって,より流路溝深さが深い,流路接触面 積の大きい金属セパレータの成形が可能となった。図ⅩⅡ-1 はレーザで測った形状を 模式図にしたものである。04 提案材と新規提案材を比較すると,抜き角度(θ°) が非常小さくなり,溝の側面部分が立ってきている。図中のa と b はそれぞれ MEA とセパレータとの接触面積に相当するが,a+b を大きくして接触面積を大きくするこ とが可能となった。またa と b の比率も自由に変えられるため,トータルとして,金 属同士の面積を減らしてMEA のコンタクト面積を増やすことも可能となる。このよ うな加工により小型化を含めた性能の改善が期待できる。プレス方法や金型は一切変 えていない。あくまでも素材特性の改良による成果である。 ② プレス後は,鋼中の導電性金属析出物を露出させて表面接触抵抗を改善するための艶 消し処理のために酸で洗うが,特段の処理は行っていない。 ③ 今年NEDO プロジェクトの中で,11 月に 5 万枚,来年には 10 万枚プレスする予定 である。トータルで 15 万枚プレスすることになる。現在のプレス能力は 60 枚/分で あり,15 万枚の生産は約 42 時間の連続操業に相当する。1 日 8 時間操業で計算する と連続5 日操業に相当する。NEDO の委託事業の中で,1 シフト/日,5 日間連続/週 でプレスできることを確認しようと考えている。FCV1 台あたりおよそ1,000 枚のセ パレータが必要だとすると,15 万枚は FCV150 台分強に相当する。 ④ NEDO 受託の中で,当社が試作している定置型燃料電池を想定の最新セパレータ(流 路部面積100cm2)の重さは,1 枚約 15g である。 ⑤ 15 万枚の製造後,金型の再研削手入れをすれば,金型自体は 7∼10 回は問題なく使 えると考えられる。そうすると1つの金型で100 万枚∼150 万枚が耐久寿命として設 定できる。これは,ステンレスの金型としては許容できる耐久寿命と判断している。 ⑥ スタックへの積層化については,当社の方式では,まず常温で接着性のあるFC に無 害な樹脂を用いて2 枚のセパレータを仮止め状態でバイポーラ化する。この樹脂はあ るメーカと共同で開発した。これは運転して温度が高くなるときちんと接着するよう になる。さらに,バイポーラプレートとガスケット一体型MEA を交互に積層してモ ジュール化し,これをスタックに積層するという手順をとる。 ⑦ NEDO の委託研究の中で金属セパレータの製造技術はほぼ確立できたと考えている。 大きなトラブルもなく,歩留まりも落ちていない。まだ後2 年間あるので更なる改善 を図っていく予定である。図 XII-1 試作プレス成形セパレータの計上実測結果 2−3 ステンレス箔プレス成形セパレータ燃料電池の耐久性の確認 ① 図ⅩⅡ-2 に新規提案材セパレータ適用 20W 級(流路部面積 70cm2)単セル燃料電池 での9,300 時間を越える耐久性評価結果の一例を示す。評価は 0.5A/cm2定電流条件 で行っている。 ② 現在5 セルのスタックで,1,000 時間,10 セルのスタックでの 1,000 時間運転も終了 した。さらに20 セル,30 セルと増やしていき,1kW での運転試験を行うことを NEDO の受託の中で進めていく予定である。 ③ NEDO の評価の中ではジャパンゴアテックス社製の MEA を用いている。 図 XII-2 10,000 時間の耐久性の確認結果
3.その他の開発に向けた取り組み等について
3−1 素材・製造工程について ① 素材としては更に薄くしていくことも可能である。薄い箔を作るときでも導電性金属 介在物は破砕されるので問題ない。ただし,板厚を薄くするとプレス成形後のハンド リング性が悪くなるので,客先量産ラインでの対策が必要である。軽量化への取り組 みの中で顧客に求められれば素材供給は可能である。 ② セパレータの製造にはプレス機自体も非常に重要である。社内に金型製造部門もある が,素材メーカという立場を踏まえ,敢えて企業を育てるためにプレス加工は外注し ている。現在60 枚/分でプレスしているが,そのレベルの技術力を有するメーカはそ れほど多くはないと考えている。 ③ 素材の大量生産に関しては,当社の場合は80t 溶解が 3 ヶ月に 1 回程度は必要であり, これが大量生産と言える下限量である。歩留まりを考えると,60t 強/3 ヶ月 使える計 算になる。1 ヶ月当りの FCV 用金属セパレータの生産量で考えると,約 20 万枚強/ 月に相当し,FCV では 200 台分強/月に相当する。増産要求には対応する。 ④ プレス速度は,現状の方式では 100 枚/分程度の速度にはなると思う。送りの速度が 律速になる。また,自動車用となると大きく重くなるので,送り機構の再考が課題だ と考えている。 3−2 コスト見通しについて ① 素材コストとプレス費用,洗浄費用などバイポーラ化するまでのコストを考えると, 1 枚 100 円(バイポーラで 200 円)は困難である。1 枚 200 円も微妙なところである。 ただし,市場が育たないことには意味がないので,歩み寄るところはあるかもしれな い。バイポーラコストに占める素材費は大きくはないと考えている。加工コストが大 きく,コスト削減には内製化が重要と考えている。 ② 金メッキをする金属セパレータでは,どうみてもコストが倍以上になると考えられ る。また,Nuvera が提案しているような発泡金属でセパレータを作ると発泡金属シー トのみでも1 枚数千円になると思われる。 ③ メタルセパレータの開発・製造は小規模メーカには向いていない。一気通貫で内製化 できる大手で初めて製造コストでメリットが出てきて,量産効果が生まれると考えて いる。 3−3 金属セパレータの性能評価について ① カーボンセパレータで動く燃料電池が当社の金属セパレータでは動かないというこ とが起こると困るため,入手できる膜については,フッ素系膜,炭化水素系を問わず 入手可能な限り評価を行っている。当社は,自前で白金触媒を合成してMEA や膜を 作って試験をする技術も有している。 ② こうした評価の結果,やはり膜とセパレータに相性があることが分っている。予想通 り,金属イオンに弱い膜では十分な性能が発揮できない傾向がある。また,白金ルテ ニウム触媒で担持の仕方が悪い場合も同様である。3−4 金属セパレータのメリット ① 薄くして軽量化を求めていくと,金属セパレータの方が魅力あると考えられる。特に 自動車用は軽量・コンパクト化が重要なため,金属しかないと思っている。 ② 今後の話であるが,定置用メーカが金属セパレータを使う理由としては,コストダウ ンと軽量化,セルの大型化が挙げられる。最近は定置用でも面積を大きくしたいとい う要望が出ている。これは,MEA が高価なため,積層数を減らして低コスト化を図 るためと思われる。 ③ LCA でみると,カーボンセパレータは製造時の投入エネルギーが多く,金属セパレー タの方が少ないというNEDO の報告(平成 16∼平成 17 年度「燃料電池自動車の普 及に関連する技術に対するライフサイクル環境影響評価等に関する調査」)がある。 その報告では,金属セパレータはリサイクルもできるのでトータルを考えても安いと いう結論であった。当社のセパレータもリサイクルが可能である。 ④ 現状の自動車用,定置用のFC をまかなう程度の小ロット多品種生産では,コスト的 にカーボンセパレータの方が有利な領域があると思われる。しかし,枚数が多くなれ ばなる程,金属セパレータが有利になると判断している。 3−5 今後の課題について ① 現状でも十分ではあるが,一番の課題は更なる導電性の向上である。これは溶出金属 イオン量低減問題とともに,永遠のテーマと考えている。他社で金属セパレータを開 発しているところは金メッキを用いているところが多い。チャンピオンデータを狙っ ているような客先では,金メッキ並みの接触抵抗が欲しいとの要望もある。 ② ただし,金メッキを含めたコストを容認するのであれば,当社の開発した素材で金メッ キをしても問題ない。少なくとも無垢の素材できちんとした性能を発揮しているので, 一定性能は保証できる。 ③ 金属イオンの溶出に関しては改善を図っている。ただし,最近の MEA 高耐久化の方 向は,対金属汚染の耐久性向上と同じベクトル上にあり,格段に良くなってきている。 また,フェントン耐性が問題となるのは,加速環境においてであり,実態としてはあ まり問題ではないと感じている。
3−6 今後の販売戦略について ① 当社としては,ニーズがあれば素材,セパレータとも広く提供していきたい考えであ る。製造設備が足りないのであれば,増強することも考えている。ただし,不特定ユー ザに,店売り一般材のように提供することは将来ともに考えてはいない。 ② 国内大手自動車メーカA社との紳士協定があるうちは,他の自動車メーカに提供でき ないが,定置用メーカ等には提供していきたいと考えている。サンプルを評価しても らっているメーカが何社かある。海外のメーカからも問い合わせは来るが,これらは すべて断っている。 ③ この素材の基本特許は当社が持っているが,この素材を使った応用特許に関しては既 述の国内大手自動車メーカA社がいくつか持っている。そのため,他社への提供では 状況によっては協議が必要な場面もあり得ると考えている。 ④ 現在競合となるようなメーカは存在しないと思っている。基本的に無垢の素材のまま で当社以外のもので使えるものはない。また,SUS316L と似た素材なので,価格競 争力は非常に高いと考えている。素材とパフォーマンス,価格を含めて競争できる素 材は今のところない。 ⑤ ただし,安価で特殊な表面処理した金属セパレータとは競争になる領域はあるかもし れない。しかし,本当の意味での量産期には,当社は無垢素材であり圧倒的に有利だ と思っている。
4.他社との競合・協力関係について
国プロに関しては,前述の 5 年間の NEDO プロジェクト「固体高分子形燃料電池ス テンレス箔セパレータ量産化技術開発」のみで,現在は3 年目である。5.国,メーカ等に対する要望について
① 国にはよく支援してもらっており,感謝している。国による発表の機会も利用させて もらっている。これがなかったら,外へ向けた情報発信ができなかっただろう。 ② 素材メーカという当社の立場からは,多くのFC メーカにこの素材を使っていただき たいと思っている。そしてFC メーカに対しては,素材で競争するのではなく,この 素材の使い方で競争してもらいたいと考えている。 以上XIII.日清紡績株式会社殿訪問インタビュー調査報告
訪問日時 平成19 年 10 月 15 日(月)13:30 ∼ 15:30 場 所 日清紡績株式会社 本社 応対者 燃料電池事業部1.PEFC 関連の取り組み概要
① 愛知県岡崎市の美合工場の生産ラインで,主に定置用 PEFC のカーボン樹脂コンポ ジットセパレータの生産を数十万枚/年の規模で行っている。定置用のみでも事業化レ ベルに近付きつつある。 ② 自動車用PEFC のセパレータについても研究開発を進めている。 ③ カーボンセパレータへの研究開発資源の投入は継続して進めている。2.カーボン樹脂コンポジットセパレータについて
(1) 生産状況・価格見通し ① 美合工場の稼働率としては,昨年度まではおおむね順調に一定の稼働率で生産を続け てきたが,NEF の大規模実証事業の期間が 1 年間延期された影響もあって,現状では, 稼働率がやや落ちている状況にある。 ② 生産方法は,カーボンにコンパウンドを混ぜて通常のプレス成形で行っている。1 分 で1 枚以上の生産は,簡単ではないが,やれそうだという感触を持っている。 ③ 価格見通しとしては,原材料となるコンパウンドの投入を自動化するなどにより,1 枚200 円(バイポーラではこの 2 倍)は可能と考えている。しかし,現状では,大きさ, 形状,溝の深さ,流路パターン等の異なったセパレータを何種類も作製しているので,そ れらセパレータ仕様の標準化等により,種類の削減・集約をしていく必要がある。(2) 技術課題・開発状況 ① 薄さに関しては,0.15mm を達成,ほぼ技術的な限界に達し,これ以上の薄さは必要 ないというところまできている。今後の課題は信頼性の向上である。 ② 信頼性に関しては,今後さらに工程能力を上げ,2 桁のオーダで不良率を下げていく 必要があるが,その達成の見通しはある。現状では全数を検査して不良品をチェック している状況にあり,最終的には全数検査が必要のない段階にまでもっていきたい。 ③ 耐久性に関しては,数万時間の運転実績もあり,また現状ではMEA が先に劣化して いる状況にあり,問題ないと考えている。炭化水素系,フッ素系といった膜のタイプ との相性についても,本質的には同様と考えている。 ④ 1枚のセパレータを金属製セパレータと同様の波状形状にしたコンポジットセパ レータの開発を NEDO と共同研究を行っている。これは自動車用途を目指したもの である。NEDO の支援には,本当に感謝している。定置用では耐久性とコストが優先 され,現状ではほとんど採用されていない。波状形状の場合は,作りにくい部分があ るため,信頼性向上とコスト削減のハードルが高い。最終的に厚さ 0.2mm のものが 製造可能と考えている。 (3) 取引先・競合企業・市場動向 ① セパレータの供給先は,8∼10 社程度であり,売上的に国内が 8 割,海外が 2 割といっ た状況である。 ② 現状では,収益を上げるところまできていないが,事業化のレベルに近づきつつある。 2010 年度くらいまでを目途に回収できればと期待している。現状,定置用 PEFC を 中心としたセパレータの供給だけでも回収は可能と考えている。わが国において,当 社と同様のカーボン樹脂コンポジット製セパレータを生産している企業としては,サ ンプル品を提供できる企業はあっても,数十万枚のオーダで生産が可能な企業は当社 以外にはほとんど無い状況と考えている。 ③ 自動車メーカでは,金属製セパレータを志向しているところが多いと理解している。 カーボン製が金属製と比較してもろい性質があることから,品質保証がしにくく,自 動車メーカはカーボン製を嫌う傾向にある。ただし,こうした自動車メーカもカーボ ン製の可能性を完全に捨て去ったわけではなく,並行して研究を進めていると考えて いる。 ④ 当面,定置用が先行することから,ガス会社と石油会社の動向が当社の事業を大きく 左右すると考えている。
(4) LCA について ① カーボンセパレータの原料となる黒鉛には人造黒鉛と天然黒鉛がある。人造黒鉛で は,原材料を高温で焼成する工程が入るため,LCA 的にみてエネルギー消費量が大き くなり金属製セパレータに比べて不利となる可能性がある。ただし,カーボン樹脂コ ンポジット製セパレータはリサイクルが可能であり,それを加味すれば不利とならな くなる可能性がある。100%のリサイクルは不可能であるが,樹脂部分を焼いて一旦 黒鉛原料に戻し,再利用することが考えられる。 ② 薄さを追求すると天然黒鉛の利用は難しくなるが,家庭用などでそれ程性能にこだわ る必要が無ければ,コスト的にも有利な天然黒鉛を用いることできる。この場合にも, LCA 的に不利にならないと考えている。