鉄鋼業における熟練・技能の特質と継承問題(上)
著者
十名 直喜
雑誌名
名古屋学院大学論集 社会科学篇
巻
31
号
1
ページ
135-172
発行年
1994-07-31
URL
http://doi.org/10.15012/00000788
Copyright (c) 1994 十名直喜名古屋学院大学論集 社会科学篇 第 31巻 第 1号 (1994.7) 135
鉄鋼業 にお ける熟練・技能の
特質 と継承 問題
(上
)十
名
直
喜
1.は
じ め に2,熟
練・技能問題への基本的視角 (1)「熟練」,「技能」概念 をめ ぐって (2)熟練の歴 史的変化 (3)熟練・技 能の現代的特質 と継承問題 (4)鉄鋼業 における熟練・ 技能分析 に向けて3.鉄
鋼業 における熟練・技能の特質 と歴史的変化 (1)鉄鋼生産プ ロセスの特徴 (2)鉄鋼業 における作業労働の歴史的特質 (3)鉄鋼業 における熟練 。技能の歴史的変化(以
上,本
号)4.鉄
鋼業 における熟練・技能の現代的特質 と継承問題 (以下,次
号) (1)鉄鋼業 とオー トメー シ ョン (2)鉄鋼業 における熟練 問題 の今 日的位置 (3)鉄鋼生産プ ロセスにおける熟練・ 技能の現代的形態 (4)鉄鋼業 にみ る「 システム的熟練」 とその特質5.お
わ り に1.
は じ め に
戦 後 日本 の製造業 におけ る熟練・技 能 をめ ぐる問題 は,こ
れ まで さ まざ ま な関心 を呼び起 こ して きた。 と くに,基
幹産業 にみ られ ため ざ ま しい キ ャ ッ チ ア ップ と国際競争 力の形 成 は,そ
の源泉 の一 つ として製造現場 にお け る熟 練・技 能 の 問題 が取 り上 げ られ,「 多能工 」化や 「 ヒューマ ンウ ェア」,「 知的 熟練 」等 とい った特徴づ けや,そ
れ らを支 え る「基盤 的技術」 の形 成 な どに つ いての指摘 が な されて きた。しか し
,最
近 で は,
こ う した発展の基盤 とな って きた熟練 。技 能の継承 の 困難 化や 空洞化 な どの問題 が クローズア ップ されて きてい る。 すで に,機
械 工 業 を支 える「基盤 的技術」が崩壊 しは じめてい る%ま
た,若
者 の製造業 離 れ,と
くに3K職
場 忌避 の傾 向や,土
地 騰貴,さ
らに円高の進行が,そ
の ス ピー ドを速 め させ てい る。さ らに,小
学校 か ら始 まって い る理科 離 れ,高
校 。 大 学生 にみ られ る理工系離 れの進 行が指摘 され てお り,
日本の製造業 を担 っ て きた優秀 で勤勉 な技 術者 。技 能者 とい う構 図 に黄 色の ラ ンプ が点灯 しは じ め てい る(2)。 こ う した一般 的傾 向の もとで,製
造業,と
くに肉体 的労働や3K労
働 を内 包 す る成 熟産業 や斜 陽産業 にお いて,熟
練・ 技 能 の継 承 をめ ぐる種 々の 問題 が表面化 しは じめつつ あ る。 それ は,す
で に中小・ 下請企業 で深 刻 に現 われ て きて い るが,大
企 業 にお いて も例 外 ではな くな って きてい る。 (鉄鋼業 な どに顕 著 にみ られ る よ うな)減
量 経営 「合理化」 に よる年齢構 成 の ア ンバ ラ ンス,(自 動車産業 におけ る)若 者 の激 しい離職 傾 向,さ らにME
(マイ ク ロ 。エ レク トロニ クス)化
の進行 に よって労働 の質 が大 き く変容 し て きてお り,こ
れ まで の 日本社会 にみ られ た熟練・ 技 能の継承 システムが 内 包す る問題 が顕 在 化 して きて い る。 現代 の労働,そ
の コア をなす熟練・ 技能が どの ように変化 して きて い るの か,オ ー トメー シ ョン化 。ME革
命 の進 行 が それ らに どの よ うな イ ンパ ク トを 及 ぼ して い るの か。 こ う したテーマ につ いて,近
年 で は検 討 され るこ とが比 較 的少 な くな って い る鉄 鋼業 を取 り上 げ,そ
こにみ られ る問題 を通 して考察 した い。 鉄鋼業 は,装
置産業 す なわ ち化学 的工業 と しての特徴 を有 す る上工程 (製 銑 ・ 製鋼工程)と
機 械 的工 業 と しての特徴 を もつ下工程 (圧延工程)等
か ら な る複合的産業 で あ り,熟
練・ 技 能 の 問題 を複合 的 に捉 え るこ とが可能 で あ る。 しか も,こ
れ まで熟練・技 能 に依 存す るこ とが多 く,鉄
鋼 メ ー カーの 人 事 管理 の歴 史 と特 徴 も熟練 を中心 にす えた管 理 にあ った。 したが って,こ
う した鉄鋼業 の熟練 。技 能 が歴 史的 に どの ように変遷 し現代 に引 き継 がれて き て い るのか,そ
して いか な る現代 的 な特 質 と問題 を有す るに至 ってい るのか鉄鋼業における熟練・技能の特質と継承問題 (上
) 137
を考 察す るこ とは,熟
練・技 能 をめ ぐる今 日的 な問題 にアプ ロー チす る うえ で貴重 な手がか りにな る と考 え る。2.熟
練
0技
能分析 の基本 的視 角
(1)熟
練・ 技能 の概念 をめ ぐって 「熟練 」 とい う概 念 は便利 で はあ るが あい まいで捉 えが たい,
とい う指摘 は,こ
れ まで幾度 とな くみ られ た0。 熟練 とは何 か につ いて,田
中博秀 氏 は,市
場性,社
会性 の2点
を基 本的条 件 と して あげ,そ
の上 さ らに,現
場性,経
験性,身
体性 の3点
を付 け加 えて い る(4)。 これ らの5点
,と │)わけ後 の3点
は,「技 能」と呼 ばれ る もの と重 な っ て い る。 そ もそ も「熟練」概 念 は,「 技能」につ いての あ る一 定の水準 を表 わ す こ とば と して一般 に使 われ て い る。 「熟練」の基準 につ いて は,「 計 測可能」 とみな され,「標準作業量 を果 た しうる能 力」 として捉 え られ,基
準 とな る熟練 は機械 工 業 におかれ て きた。 これ は,機
械工業 が社会 的分業 の基軸 をなす とともに,計
測性 が高 い とい う 理 由 に よる もので あ る(5)。 ここで,人
間労働 を軸 に して,技
術 と技 能,お
よび熟練 の関連 と区別 につ いてみ てお く必要 が あ る。 「技術」 は,人
間労働 におけ る召使 として生産過程 に組織 され た手段体系 と して位置付 け られ る,労
働 手段 の体 系 で あ る。「技 術 」は,い
わ ゆ るハ ー ド ウ ェア とソフ トウ ェアの有機 的体 系 として客観 的・ 客体 的 に対象化 され た も の で あ り,主
体 的 な もの は 「技 能」 の側 に属 す る。 一 方,「 技 能」とは人間の主体 的 な労働 能 力 を示 す概 念 で あ り,肉
体 的労 働 能 力 と精 神 的労働 能力 を統合 した もの と して捉 え るこ とがで きる。従来,「技 能」 は一般 に肉体 的労 働能 力 に限定 して捉 え る傾 向が強か ったが,1機 械 化の 進 行,
と りわ けオー トメー シ ョン化 の下 で精神 的労働 能 力 と しての側面 を も 包括 した概 念 と して事 実上 使 われ るに至 って い る。「技 術 」に関す る肉体的・ 精 神 的 な労働 能力が 「技 能」 に他 な らない0。一 定の 「技術 」 には
,そ
れ に照応す る「技 能」が あ り,そ
の 「技 能」 の高 水準 な発揮 を「熟練」とみ るこ とが で きる。「熟練 」の裏付 けが あって初 めて, 一 つ の技術 が実用性 の あ る生産技術 と して成 り立 つ。 内橋 克 人氏 は技術 の非 連 続性 と技 能の連 続性 とい う非対称性 を指摘 してい る(7)が,これ は関満博 氏 の技 術 区分(8)に よれ ば先端技術 と しての「特 殊技 術」 と「基盤 的技術」の関 係,そ
して 「基盤 的技 術」 にかかわ る技 能 と「特 殊技術」 の関係 と して捉 ま え るこ とが で きよう。(2)熟
練 の歴 史的 変化 熟練 の 日本的 な特 質 と して,熟
練 の概 念 お よび基 準 が あ い まいで あ るこ と に加 えて,
もう一 つ に熟練形 成 にかか わ る労働者 の受動性 と企業 内へ の開鎖 性 (非社会性)が
あげ られ て きた。 第一 の点 の理 由 と して は,ク
ラフ ト的伝統 が ない こ とや外国技術 の全面的 な移植・ 導 入 とい った歴 史的背景 が あげ られ てお り,そ
れ らの理 由が また, 第二 の点 の社会 的背景 とな って いた。 この ような 日本的特 質 は,1990年
代 の現代 にお いて も基 本 的 に貫 かれ てお り,大
企 業 内へ の開鎖性 につ いて はむ しろ強 まってい る とみ られ る。熟練や 専 門 の形 成 が企 業 内 に特 化 され,社
会 的 な評価 シス テムが 日本社会 に欠落 し て い るこ とが,労
働 者 の企 業 へ の依 存性 を強 め る要 因 と して働 いて い る。 氏 原正治郎 氏 は,熟
練 の 日本 的特 質 と して さ らに手工 的性 格 をあげ て いた が,機
械 化 の進 行 に伴 って原型 と しての親 方労働 の解体,企
業 主導 に よる熟 練 形 成 の シス テム化 の下 で決 定的 な変 容 を受 けて い く(9)。 機 械 化 の進 行 が,伝 統 的 な手工 的熟練 を破壊 し,そ れ に変 わ って新 しい機械 的熟練 の形成 を促 す, これの決 定的 な契機 とな ったのが産業革命で あ り,わ
が 国 にお いては明治以 降 の外国技 術 の移植 。導 入 に よる近代 産業 の育成 。振興 に端 を発 してい る。 手工 的熟練 の崩壊 は また職 人の衰 退,職
人 か ら職 工 の世 界へ の転 換 で も あ った。職 人 と職工 の区別や比較 につ いては,尾
高連 之助氏 の指摘 が興 味深 い(10)。 いわゆ る職 人 と職工 (工場 労働 者)と
は似 て非 な る もので あ る。職 人 とは,工
業,建
設業,対
人サ ー ビスの供給 に携 わ る独立 自営業者 をさ し,次
鉄鋼業 における熟練・技能の特質 と継承問題 (上) 139 の
4つ
の特徴 を持つ。すなわち,労
働手段 を私有 し,客 観的に測定可能な「腕」 を持 ち,修
業 によって体化 し,仕
事全般の 自主裁量権 を持 っているのである。 これ に対 して,職
工 は工場の中で働 く工場労働者である。彼 らは自己の労働 手段 を持 たず,仕
事のや り方や進め方 について も限定 された権 限 しか持 たな い。 職 人 と職工の技能 については,そ
の性格や獲得の仕方に も大 きな違いがみ られ る。職人の技能 は必ず しも定型化で きず,
したがって一般的・体系的 に 伝習で きるとは限 らない。多 くの場合,「見 ようみ まね」で学習 され,そ
のほ とん どすべてを体で会得す る しか他な く,秘
伝が多い。 これに対 して,職
工 の技能 は相対的 に高い客観性 を持つが,相
互 に補完的であ り,職
業能力の獲 得 において学校教育や その他座学 に重 きを置いている(H)。 明治以降 も中小工場 においては職 人が存続す るが,近
代的大工場 において は職工が生産 を担 当す る。大工場 内部 においては,狭
義の職人は存在 しな く, 従弟制 も長期 にわたって堅持 されたわけではないが,職
人的特質の一部 は継 承 され,
しば らく存続 した。氏原氏は,親
方職工が解体 し,経
営 による作業 工程の再編成が進むのが,第
一次大戦後の合理化時代 と戦時中の生産力増強 の時代であるとし(12),尾高氏 は,職
人的な しきた りや慣行がな くなるのは , 第二次大戦 中か ら戦争直後 にかけてであるとみ る(13)。 職人的熟練 は,
日本の場合,
ヨーロッパ に見 られた ようなギル ド的組合 と して横断的に組織 され ることな く,職
人的伝統 も比較的弱ぃ(14)ま ま職工へ , 手工的熟練 を濃厚 に持つ職工的熟練へ と転化す る。 日本 における職 人の世界 は,西
欧 (と くに英国や ドイツ)に
比べ ると,比
較的脆 く壊 え去 った ようで ある(15)。 職工の熟練 については,そ
の発展段階をどう区分す るかが一つのポイン ト になる。津田真散氏 は,「経験的熟練」か ら「年功的熟練」への発展 と位置づ け,「年功的熟練」 に基づ く労使関係 を年功的労使関係 と捉 える。「経験的熟 練」 とは,客
観化 されず個人の心身の中に宿 るものでその獲得 に遍歴 を必要 とす るものであ り,「年功的熟練」 は「経験的熟練」が企業 内に包摂・封鎖 さ れ ることによって,社
会的にはよリー層不明確 な ものになった とみ る(16)。 津田氏の「年功的熟練」論 は
,氏
原氏の熟練論 をベースに し,そ
れをより精緻 に展開 したのである。 しか し,「年功的熟練」の解体後 に出現す る新 しい熟練 についての考察 はほ とん どみ られない。 他方,米
山喜久治氏 は,津
田氏の「年功的熟練」論 をふ まえつつ も,鉄
鋼 労働の実態調査 に基づ いて,「原生的熟練」,「年功的熟練」,「近代的熟練」の3段
階に区分す る(17)。 「原生的熟練」は,経
験的熟練 を核 としてお り,「年功 的熟練」はそれに (習熟規制 を もった)企
業 内熟練 をプ ラス した ものである。 「近代的熟練」 は,習
熟規制が消滅 し,作
業標準 として設定 されるもの を核 とす るものである。 米 山氏の場合,「年功的熟練」の解体後の熟練像 を「近代的熟練」として定 式化 した ものであ り,そ
の点で注 目され る。 この「近代的熟練」の特徴の一 つ として,習
熟期間の短縮化傾向 をふ まえつつ も,長
期習熟型 (図1)と
短 期習熟型(図2)が
併存す ることを指摘す る(18)。 さらに,
もう一つの特徴 と して,「集団的熟練」をその重要 な要素 としてあげている。 この「集団的熟練」 は,高
炉,転
炉等の大型装置に典型的にみ られ るとしなが らも,機
械的工業 としての性格 を有す る圧延工程 に も同様の傾向がみ られ るとしてお り,興
味 深 い(19)。 ぽ グ 篠 ト 技 能 水 準 4 1 1 ︲︱ 1年 経験年数 図1
長期 習熟 型近代的熟練 の概 念 図 出所 :米 山喜久治 『技術革新 と職場管理」木鐸社 1978年 0 5年鉄鋼業 における熟練・技能の特質 と継承問題 (上) 藤 爵 2年 経験年数 141 技 能 水 準 ︱ ︱ ︱ ︱ 図
2
短期 習熟 型近代的熟練 の概念図 出所:米山喜久治 F技術革新 と職場管理』本鐸社 1978年(3)熟
練・技能の現代的特質 と継承問題 米 山氏の「近代的熟練」論,そ
の重要な構成要素 をなす「集団的熟練」論 は,現
代 における熟練 とは何かをみてい くうえで重要な手がか りを提示 して いる。 野村正責氏 は,氏
原熟練論 について,「親方労働」解体後のイメージがな く, 分業の視点が欠落 していると批判 し,小
池和男氏の熟練論 について も,そ
の 弱点が引 き継がれていて,直
接生産労働者 と専門工,技
術者の分業視点が抜 けていると批判す る(20)。 この野村氏の熟練論 に対 しては,湯
本誠氏の批判がある。湯本氏によれば, 野村氏 にあっては,熟
練の 日独比較の基準が ドイツの熟練概念 に依拠 してい るために,そ
こに合 まれていない要素 (湯本氏 によれば「組織的熟練」)が
視 野の外 に置かれて しまう。野村氏の場合 も手工的熟練の枠内でのイメージの とどまっているという(21)。 米 山氏の「近代的熟練」論 には,新
しい熟練のイメージがみ られるとい う 点では,上
記の批判 はあた らないが,他
方では,直
接生産労働者の熟練 に調 査分析が限定 されているところに,な
お課題 を抱 えていた といえよう。 生産工程が機械化,
自動化す るにつれて,作
業者の熟練 は機械体系お よび 管理 システムヘ と移転 され,作
業 は肉体的熟練か ら計器監視 と保全点検 の精神的半熟練労働へ とその形態が変化す る。熟練の形成。解体のサイクルは, 短期化 してい く。 現代 における鉄鋼業 の熟練 については,「集団的熟練」の特徴が顕著 にみ ら れ る。機械化
,
自動化 は,一
方において,作
業者集団の熟練 を機械体系や管 理 システムヘ移転 し,職
場集団の規模の縮小や成員間の相互作用の密度 を低 下 させ ることによって集団的熟練 を も解体す る傾向 を持つが,他
方では,高
度 にシステム化 した大型装置や機械体系 を円滑 に運転す るには各工程間にわ たる作業者間の密接 な協力関係 を客観的 に要求す ることにな り,高
度な集団 的熟練 を必要 とす るようになる。大型装置 を監視 し制御す るにあたっては, 計器監視等 によって各種セ ンサーの多様 な情報 をチェック し,設
備故障 と異 常 を発見す るとい う熟練 と知的判断能力が要求 され る。 しか も,設
備の連続 化,多品種少量生産化が進む中で設備能力を もっとも有効 に引 き出すために, 設備全体の理解の上 に立 って,問
題点 を発見 し,対
応策,改
善案 を考 えると いう,き
わめてシステム的な思考力が求め られているのである(22)。 巨大化 し 技術的 に高度化 して一つの システム化 した生産体系全体への関わ りが強 まる という点で,
まさに「システム的熟練」 と表現で きるものである。 米 山氏 は,現
代の労働 をシステム的視点か ら「システム設計労働」,「シス テム管理労働」,「システム補完労働」の3類
型 に分類 した。前二者 はいわゆ る管理 。技術スタ ッフや ライン管理者 によって担われている労働 として提 え られてお り,「システム補完労働」は専門家集団によって設計・管理 され るシ ステム を操作 。保全す るライン労働 として位置付 け られている(23)。 この「シ ステム補完労働」 は,運
転作業 を主 とす る「システム操作労働」 と保守点検 作業 にたず さわ る「システム保全労働」 に分 けることがで きよう。一般 に, 運転作業 に対 して保守点検作業 は相対的 に高い技能が必要 とされ,保
守点検 作業 自体 も重要 な箇所 は独立 した保全部門が担 当 している。その場合,シ
ス テム保全労働 は専門工 としての保全工の労働 とみなされ るが,そ
の実態調査 や分析 は鉄鋼業 において もこれ まで少なかった といえる(24)。 「システム的熟練」 を分析す るにあたって,米
山氏の「長期習熟型」熟練 という指摘 は示唆 に富むが,そ
の特徴 についてはこれ まで と違 った様相がみ鉄鋼業 における熟練・技能の特質 と継承問題 (上) 143 られ る。 シス テム的熟練 にお いては
,異
常へ の対応 が重要 な ポイ ン トとな る。 そ こ にい ち早 く着 目 した一 人 と して小池和男氏 が あげ られ る。小池氏 は,変
化 と 異 常へ の対応 を「知 的熟練 」の コア とみ な し,「 よ り重要 なのが異 常へ の対応 で あ る」 と位置付 け,そ
こで は「機械 の構 造,生
産 の仕組 みの知識 」 に加 え て,「 原因推 定や 直 し」 といった「問題解決 能力」が求 め られ る,
とみ る(25)。 この小池氏の とらえ方 につ いては,「 変化」 とい う概念 の恣意性や「異 常」の 質的 レベ ル を問 わ な い点 にみ られ る よ うな小池 氏 の概 念把握 の あい まい性 を 指摘 す る野村 氏 の批 判(26)をみ てお く必要 が あ るが,「 異常へ の対応」を重視 した小池氏の アプ ローチ は注 目され る。 元来,「異 常へ の対 応」は,装
置工 業 において重要 なポイ ン トをな して きた。 容器 の 内部 で進 行 す る化学 的反 応 のプ ロセ ス は連 続 した もの で あ って,機
械 工 業 の ように,あ
るひ とつ の工程 だ け一 時 的 に止 め た りす るこ とは困難 で あ り,
また「小 さな」(すなわ ち一 時的,過
渡 的 な)異 常へ の対 応 を誤 る と,「 大 きな」(すなわ ち構 造的 な)異
常 に まで運 動 しかね ない。 山本潔氏 は,化
学工 業 にお け る異 常へ の対応 につ いて,工
程 全体 や 人命 に 直接 か か わ って お り,
またそれ故 に「熟練度 の問われ る ところで あ る」 と述 べ てい る(27)。 鉄鋼業 において も,上
工 程 の高炉や転炉 な どの大 型装置 で は(溶 銑・溶鋼 な ど)千
数 百 度の溶融物や爆 発性 ガスな どを処理 してい る。 しか も, 高炉 は製鉄 所 の心臓 部 と もいわれ,転
炉 は 「扇 の要」 に位 置 してお り,そ
れ らが ス トップ す る と製鉄所 全体 が停止 または大幅 な操業 率 ダウ ンを余儀 な く され る。 こ う した状況 は,工
程 が 巨大 化,連
続 化,高
速 化 し,さ
らに高度 にシステ ム化 され た現代 にあっては,装
置工 業 に とどま らず機械工業 において も,全
体 の工程 へ の波 及性 等 の点 で近 似 した状 況 を出現 させ て い る。 異 常へ の対応 に よって は,操
業状 況 が決 定的 に左右 され るだ けで な く,厳
格 化 した品質要 求 や ジャス ト・ イ ン・ タイム納 入 な どへ の対応 を困難 に させ るか らで あ る。 以上 にみ られ る よ うに,高
度 に シス テム化 され た工程 にお いて は,異
常が 発生 した場合,適
切 な対応 を誤 る とシス テム全体 の異 常 に まで波 及 し,シ
ステム その ものが ス トップ しかね な くな る リス ク をは らんで い る。 そ う した り ス クに対応 した習熟
,熟
練 が要求 され てい るので あ り,い
わ ば 「 リス ク管理 労働 」 と しての性 格 を有す る。 しか しなが ら,異
常の発 生 は立 ち上 が り時 を 除 くと発生頻度 は抑制 されて い く傾 向 にあ るため,体
験 を通 して習熟す る と い う機会 が少 な くな ってお り,習
熟 す るの に長期 間 を要す る とい う新 たな特 徴 が み られ る(28)。 また,「 集団的熟練」には,大
型 装置 を技術 的 に協 同 して管理す る とい う側 面 と,チ
ーム を組織 的 に管理 し統轄 す る とい う側面 が含 まれ てい る。 その場 合,前
者 の側面 につ いて は,管
理 す る工程 。領域 が よ り広範 囲 にな り,工
学 的知識や科学的知識 が必要 とな るだ けでな く,仕
事 の非 定常化 に よって問題 を発見 し解決 す る とい う能力が要求 され るこ とにな る。 後者 の側 面 につ いて は,梅
谷俊一郎 氏が (前者 の 「技術 的技 能」 と区分 し て)「 組織 的技 能」 とい う概 念 で とらえて い る(29)が,こ
の概 念 に基づ いて湯 本 誠氏 は 「組織 的熟練」 とい う概 念 を提示 し,そ
れ で もって現代 の熟練 の特 徴 を とらえ よ う と して い る(30)。 しか しなが ら,湯
本氏 の概念 には梅 谷氏 の い う「技 術的技 能」の要素 を も合 め てい るため,「 組織 的」とい う元来 は限定 さ れ た表現 と矛盾 す る概 念 的拡大 が み られ る。 む しろ,湯
本氏 の と│,あげ る3 要 素 を合 んだ熟練 とは,現
代 にあ って は シス テム的熟練 に包括 され,そ
の構 成要 素 と して位 置付 け るこ とが で きる。 こ う した労働 は,基
本 的 には少 数 の統 轄 労働 と多数の操 作労働へ二極分化 す る とい う線上 で捉 え るこ とがで きるが,全
般 的 に習熟 す るには長期 間 を要 す る。操 作労働 自体 も,個
々の細分化 した労働 は単純化 してい くが,工
程 全 体 に またが る知識 や 多能工化 に よる広域化 した労働 のマ ス ター とい う点 な ど を考慮すれば,単
線 的 な単純 化論 だ けで把握 しきれ な い とみ られ る。 労働 におけ る「ブ ラ ックボ ックス化」とい う側 面 か らみ る と,装
置 とME化
設備 には近似 した現 象がみ られ る。 山本潔氏 は,装
置工 業の研 究が立 ち遅 れ て い る理 由の一つ と して,生
産過程 が 装置の内部 において進 行 し,
日で見, 手 に触 れ て確 かめ る とい う素 人わか りのす る要素 に欠 けてい る点 をあげてい る(31)。 また鵜 飼 信 一 氏 も「ME化
設 備 と技 能者 の身体 意識 の 間 には何 かブ鉄鋼業 における熟練・技能の特質 と継承問題 (上) 145 ラックボ ックスの ような ものが介在 している」 と述べ ている(32)。 「ブ ラック ボ ックス化」 につ いては
,両
者 の間 に近似 した現象がみ られ る点が興味深 い。 システム的熟練 は,非
定常への対応がメインをな し,
しか も異常事態への 対応 については体験頻度が少な く,多
岐 にわた り,
しか も日でみた り直接触 れた りす ることが困難で,高
度 に工学的 。メカニズム的であ り,
コンピュー タに内蔵化 され るな どブラックボ ックス化す るために,そ
の熟練の継承が難 しい とい う性格 を持っ(33)。 他方,減
量経営 な どによって鉄鋼産業 な ど斜陽化 しつつある産業では,若
年労働力の層が薄 く年令構成がア ンバ ランスになって きているお り,
しか も 製造現場 とりわけ3K職
場嫌 いの傾向が強い。このため,熟
練作業者の高齢 化・退職 に ともな う技能の喪失な どが懸念 され るな ど,世
代間の熟練 。技能 の継承が,こ
うした面か らもきわめて難 しくな りつつある。(4)鉄
鋼業 における現代の熟練 。技能分析 に向けて 資本節約的 。労働節約的な装置型産業 としての特性 を強 く持つ鉄鋼業 は, これ まで熟練 。技能 に依存す るところが多かったが,こ
うした熟練作業への 依存の高 さは,鉄
鋼業の技術的特性 によるところが大 きい。 鉄鋼業 は,そ
の労働対象が大型の重量物であ り,
また熱処理工程が多い。 このため,(機
械化 。自動化 によって大幅 に減少 して きているものの)高
熱労 働 。重筋労働の比率が他産業 に比べて高い。 また,品
質の安定化 と省エネル ギー という観点か ら大 ロッ ト生産や昼夜連続の操業 をベース として きた。 鉄鋼業の生産プ ロセスにおいては,多
種 多様 な鉄鋼製品 を同一 ラインで作 り分 けるため,設
備装備,運
転条件の変更 。再設定な どに作業者の操作が必 要である。 しか も,高
炉 。転炉等の ようにブ ラックボックス化 したプ ロセス が多 く,そ
れ ら精錬工程 に代表 され るように品質の不安定 さが常につ きまと うし,そ
の結果がす ぐにはわか らない という節約 を持つ。 こうした生産プ ロセスの特性 か ら,歴
史的に も熟練作業への依存が高かっ たが,機
械化 。自動化の進んだ今 日において も,熟
練者の技能 に依存す る作業が依然 として存在 している。 日本鉄鋼連盟 による最近の調査 をみて も
,各
工程の中心的な部分での熟練作業への評価が高いことが示 されている。 この ような鉄鋼生産プ ロセス とそれに特有 な熟練作業への高 い依存は,鉄
鋼業 を取 り巻 く内外環境 の変化 によって,根
本的な変化 を迫 られている。円 高の進行 によって,
日本の高炉一転炉方式 はコス ト競争力 を失いつつあ り, アジアNiesの
猛迫等 に直面 し,
また鉄層 を主原料 しコス ト的 に も優位 に立 つ電気炉方式の追撃 を受けて国内シェアを狭めて きている。 さらに,多
品種 小 ロッ ト化,短
納期化等のユーザーニーズの多様化や,労
働力不足 。高齢化 な どの労働力需給環境 の変化 も現われて きている。 こう した状 況 にフ レキシブル に対応す るため に,「生産プ ロセスのFMS
化」が提示 されてお り,そ
れに向けて「全工程のAI化
」が打 ち出 されている。 これは,「熟練者 に頼 らないプ ロセス」の志向 を基本的な狙 いの一つに してい る。他方では,熟
練作業の実態調査 を通 して,
自動化 。無人化志向が突発対 処能力の低下や達成感の喪失 を招 くことへの危惧が出 されて きてお り,む
し ろ熟練が創造性発揮の環境造 りの核 として捉 え直 し,革
新的技術のシーズ と して見なおす こ とが提起 され るにいたっている。 次章以降においては,こ
うした生産プ ロセスの特性や熟練・技能の歴史的 変化,そ
して現食的な特質や問題 な どについて,考
察す る。 狂 (1)関満博 『フルセ ッ ト型産業構 造 を超 えて』 中公新書 1993年。 (2)若者の理工系離れの傾 向につ いては,文部省の最近の調査な どで も顕著 にみ られ る(日 本経済新聞1994.3.8付け,3.14付け,3.19付け等)。 また,同
様 の傾向は,小
・中・高 校 における生徒 の理科離れ,理
科嫌 いに も広が って いる (日本経済新 聞 1994.1.16付 け,2.26付け等)。 (3)津田真激 『年功的労使関係論』 ミネル ヴ ァ書房 1968年,米
山喜久治『技術革新 と職 場管理』木鐸社 1978年,尾
高連之助 に職 人の世界・工場の世界』 リブプ ロー ト 1993 年,野
村正責 『熟練 と分業一 日本企業 とテー ラー主義―』御茶 ノ水書房 1993年,等
。 (4)田中博秀 『解体す る熟練一ME革
命 と労働の未来―』 日本経済新聞社 1984年。 (5)津田真激 前掲書27,29ペ
ー ジ。 (6)山脇与平 『技術論 と技術教育』青木書店 1977年,164∼ 171ペー ジ。鉄鋼業 における熟練 。技能の特質 と継承問題 (上) 147 (7)内橋克人『幻想の「技術一流 国」ニ ッポン』新潮社 1984年。 内橋氏 は,月売時計 にお けるぜ ん まい時計 か ら水品の ク ォー ツヘの (すなわちメカニ クスか らエ レク トロニ クス ヘの
)技
術転換 に際 して,微
細 な切 れ込み を入れ るとい う技能が果 た した連続的 な役割 を例 にあげている。 (8)関満博 前掲書 103∼ 106ベー ジ。 (9)氏原正治郎 『日本労働問題研究』東京大学 出版会 1966年。 (10)尾 高連之助 前掲書。 (11)同 上 17∼ 21ペー ジ。 (10 氏原正治郎 前掲書 399ペー ジ。 (10 尾高燈之助 前掲書 230∼ 231ペー ジ。 (10 斉藤修 「熟練・ 訓練・ 労働市場―工業化 と技術移転の問題 を考 えるにために一」川北 稔他編 シ リーズ世界史への問い2『生活の技術 生産の技術』岩波書店 1990年 ,185 ペー ジ。 (19 尾高性之助 前掲書 287ペー ジ。 (10 津田真激 前掲書8ペ
ー ジ。 (10 米 山喜久治 前掲書35,54ペ
ー ジ。米 山氏 は,「集団的熟練」につ いて次の ように規 定す る。「人間・機械系 (マン・マ シン・システム)に
おいてマ シンの 『チームによる制 御』が行 なわれ る場合 これ を集団的熟練 と規定す る」(同上40ペ
ー ジ)。 なお,これ とは少 し違 ったニ ュア ンスであるが,辻
勝次氏が, トヨタ生産方式 にみ ら れ る「新 しい生産段階 に対応す る新 しい労働形態」として,「集団的熟練」とい う呼び方 を している。辻氏 は,「集団的熟練」を,産
業革命期の「個 人的熟練」や フ ォーデ イズム の「半熟練単純労働」 に対置す る トヨタ特有の労働 として位置付 けている (辻勝次 「自 動車産業 における集団的熟練の機 能形態 とその形成機構 ― トヨテ ィズム とフ ォーデ イズ ムー」(上)『立命館産業社会論集』24巻 4号 1989年)。 この ような辻氏の規定が妥 当 か どうかにつ いては,ここでは詳細 に論 じる余裕はないが,米
山氏の規定 と分析 が よ り 妥 当 と考 える。 (10 米 山喜久治 前掲書 100∼ 101ペー ジ。 (19 同上 93,256,267∼268ペー ジ。00
野村正寅 前掲書 68∼ 71ペー ジ。 11)湯本誠「第4章 現業労働者の企業 内熟練形成」職業・生活研究会編 『企業社会 と人 間― トヨタの労働・ 生活 。地域―」1法律文化社 1994年,155∼ 156ベー ジ。 12)雇用促進事業団 職業訓練研究セ ンター編 『メカ トロニ クス時代の人材開発』大蔵省 印刷局 1983年,61ペ
ー ジ。 23)米山喜久治 前掲書 96∼ 97ペー ジ。 24)鉄鋼業 における整備工,保
全工 の問題 は,いわゆる直接生産労働者 とは区別 され る専 門工の問題 として位置付け られ, システム補完労働 におけるシステム保全労働 と して捉 えるこ とがで きる。 こうした労働,その熟練 につ いては,これ までほ とん ど調査・ 分析 の対象 とされてこなか った。 日本鉄鋼連盟の最近の実態調査 は, これ までの こうした谷ID 間 を一部埋め る役割 を果 たす もの といえ よう。 鉄鋼業 において,システム的労働の性格が強 まるとともに
,設
備の老朽 化が進行す る なかで,保
全労働 の重要性 が高 ま り,間
接 コス トとしての保全 コス ト削減の圧 力が一層 強 まっている。 この中で,保
全労働が二重の意味 で,す
なわち,一
方で巨大化・高速化 し老朽化 した設備の保全 を効率的 に図 り, さらに保全 コス トを抑 えるとい う意味で,あ らためてクローズア ップ して きているのである。 小池和男 『仕事の経済学』東洋経済新報社 1991年,65∼ 68ベー ジ。 野村正賞 前掲書 106∼ 112ペー ジ。 山本潔『日本 における職場の技術 。労働 史-1854∼ 1990年一』東京大学出版会1994年, 490∼491´く― ジ。 日本鉄鋼連盟 『人にや さ しい製鉄技術 に関す る調査研究報告書―技術・技能の伝承 の必要性―」財団法 人 機会振興協会経済研究所 1993年。 梅 谷俊一郎「社会政策の機能的研究 と労働経済学」『社会政策研究の方法 と領域(社会 政策叢書15集)』 啓文社 1991年。 湯本誠 前掲論文。 山本潔 前掲書 455ペー ジ。 鵜飼信一 『現代 日本の製造業一変わ る生産 システムの構 図―』新評論 1994年 ,151 ベー ジ。 同上。 2つ 00 99 003.鉄
鋼 業 における熟練・ 技能 の特 質 と歴 史的変化
(1)鉄
鋼生産 プ ロセスの特徴 ① 鉄鋼業 は基本的にいかなる産業か 鉄鋼業 は,「装置産業である」 とか,「素材産業である」 といわれ る。 さら に,「資源・エネル ギー多消費型産業」の典型 とみ られ,「輸送業である」 と もいわれている。 これ らの指摘 は,鉄
鋼業の多様 な側面 をさまざまな角度か ら捉 えた表現であるといえよう。 労働対象が生産財である加工工業 は,基
本的な労働手段の差異によって3 つ に大別 され る。基本的労働手段が,労
働用具である工業 (すなわち機械的 な もの)が
機械的工業であ り,労
働容器である工業 (すなわち装置的な もの) が化学的 工業である。 さらに,両
者の複合型,す
なわち労働用具 と労働容器 をエネル ギー変換用 として複合的に擁 す る工業が動力工業であるR
00 01) 00鉄鋼業 における熟練 。技能の特質 と継承問題 (上) 149 鉄鋼業 はこれ ら
3つ
の基本的工業の特質 を生産プ ロセスの うちに合んだ複 合型の産業 として捉 えるこ とがで きる。 すなわち,上
工程 に位置す る製銑一製鋼工程 は,高
炉 においてコークスの 燃焼熟 と還元作用で もって鉄鉱石 を銑鉄 に し,転
炉 において酸化作用 により 不純分 を除去 して鋼 にす るとい う化学的加工 を行なう精錬工程がメインであ り,「化学的工業」としての特性 を持 ち「装置産業」としてみ ることがで きる。 一方,下
工程 に位置す る圧延工程 は,鋼
材 を圧延処理す るという物理的加 工 を行な う「機械的工業」としての特性 を もってお り,「機械産業」として提 えることがで きる。鉄鋼業 は,こ
れ ら装置型一機械型の連結 した生産プ ロセ スか らなる複合型産業である。 ところで,製
銑一製鋼工程 は,「動力工業」 として も捉 えることがで きる。 コークス炉や高炉 は,石
炭 をガスに変換す る機能 をもってお り(図3),転
炉 共 火 向 け BFC 329 BFC 臥 勧 6 9 3 外 販 電 力 月 使 の 石 油 156 溶鋼 340 焼 結 反 応 熱 転 炉 へ 2 外 販 CC ・ 以 降 装 入 炭 6 7 コ ー ク ス 炉 高 炉 溶 銑 排 熱 259 排 熱 238 排 熱 539 排 熱 215 排 熱 95, ボ イ ラー用 石 炭 76 回収 蒸 気 139 購 入 蒸 気 4祓
7 ︲ 9
排 熱 回収 LIX3頸 熱 回収19 そ の他1 購 入 ガス(SFC)19 石 油 系 エ ネ ル ギ ー156 水分蒸発33無煙炭113 U25 主 排 ガス顕 熱 回 収2 図3 出所 一貫製鉄所 のエネルギー フ ロー 『鉄鋼界』1993年3月号で も転炉ガスを発生 している。そ して
,こ
れ らのガスを生産の各プ ロセスで 利用 し,
さらにエネルギーの有効利用の一環 として 自家発電設備 を持つ製鉄 所 も少な くな く,一
部余剰電力を電力会社 に供給 もしている。 こうした後者 の点 を除外 してみて も,鉄
鋼の生産プ ロセス (上工程)は
石炭 による複合 目 的のガス製造・利用のプ ロセス としてみることがで きる (図4)。 以上 にみ るように,鉄
鋼業 は3つ
の基本的工業の特質 を生産プ ロセスに持 つ総合型の産業である。 それゆえ,鉄
鋼業の技術 と労働が一方では鉄鋼業固 有の特質 を持つ とともに,装
置産業や機械産業,
さらには動力産業 とも共通 す る側面 を も有 している。む しろ,そ
うした広が りの視点か ら鉄鋼の技術や a) 中 カ ロ リー ガス b) スチ ー ム 電 力 還 元 鉱 図4 a)高
炉,お
よびb)溶
融還 元炉 の構成 出所:『鉄鋼界』1987年2月号 低ヵロリーガス 高 炉 高カロリーガス ― ク コークス炉 焼結炉 還 元 還元ガス 溶 解 燃 焼 熱 風炉 熱焼帯 ガ 熱 」 予 備 還元炉 ガ ス 酸素発生装置 ガ 溶 解 燃 焼 熱 溶融還元炉鉄鋼業 における熟練・ 技能の特質 と継承問題 (上) 151 労働 を提 え直す ことが必要である。 ② 鉄鋼業 は「発散型生産 フロー」か 「鉄鋼業 は製鋼工程 か らは じまる発散型生産 フローである」 という指摘 に み られ るように
,鉄
鋼生産プ ロセスは,一
般 に「発散型」(あるいは「拡散型」) であるといわれ る(2)。 鉄鋼製品の種類 は材質 と形状 によって分岐 してお り,き わめてバ ラェテ ィに富んでいる。すなわち,製
鋼工程で材質 を確定 し,圧
延 段階で形状 を確定 しなが ら,特
定の用途部面 に適合的 につ くりかえ,そ
れに したが って製品種類 を倍加 させ てい く。上記の ような把握 は,製
鋼工程 を起 点 として位置付 けてお り,
しか も製鋼工程以降の特質 をよく捉 えているのが 特徴的である。 しか しなが ら,
さらに上工程 に遡 って製銑工程 か ら生産プ ロセスをながめ るとまた異なる様相 を呈 して くる。製銑工程 は多種類の原燃料か ら銑鉄 をつ くる「集約型生産 フロー」(あるいは「収欽型生産プ ロセス」)で
ある。 とり わけ,
日本の鉄鋼業の場合,世
界各地か ら原燃料 を輸入 しているため,そ
れ らの種類が多岐 にわたる。鉄鉱石,石
炭のいずれ も数十種類以上の銘柄か ら なってお り,多
銘柄の鉄鉱石 (粉鉱)と
副原料 を焼 き固めて焼結,ペ
レッ ト がつ くられ,
また多銘柄の石炭 を乾溜 してコークスがつ くられ る。そ して, これ らの塊成化 した原料が高炉 に装入 されて銑鉄がつ くられ る。 こうしてみ ると,鉄
鋼の生産プ ロセスは,集
約型 (収餃型)フ
ローの製銑 工程 と,発
散型 (拡散型)フ
ローの製鋼一圧延プ ロセスの複合型プ ロセス と して理解で きる(図 5)。 従来の発散型 (拡散型)フ
ロー論 は,製
銑工程の特 質 を視野か ら外 した もの となってお り,鉄
鋼生産プ ロセスの全体像 と基本的 性格 を提 えきれない。資源 。エネル ギー問題の重要性や 日本型特質,公
害・ 環境 問題 との深刻な関わ りを把握 しきれない し,大
型装置の もつ労働や物流 の集約的特性 を見落 とすことになる。 ③ 熱処理工程の多い鉄鋼生産プ ロセス 鉄鋼業 には熱処理工程が多 く,
しか も温度差が きわめて大 きい。 コー クス 炉や焼結機 で1200∼ 1400℃で加工 され塊成化 された原料(コークス,焼
結鉱) はいったん大気温度近 くまで下げた後,高
炉で1500℃ の溶銑 にな り,転
炉 に鉄鋼生産工程 フ ロー 日本鉄鋼連盟 『やさしい鉄鋼の知識』 図5 出所 製銑部P, 石 炭 │
⊂≡⊃
L___1 1
迪
製鋼都円 主 な製品 圧 延 部 門― 圃
E L L L 一Ч
¨
適 板 鋼 鋼 鋼 棒 矢 形 軌 鋼 形 棒 興︱
人
輻
聯
r l l l ︲一
(多 ``増ビ
レ
材鐵懇コー 厚
板
c)厚板圧工機 熱 延 薄 板鰺
躙 翻
ホ ッ トコ イ ル フ ー プ 冷 延 "板 亜 鉛 鉄 板 漕 接 鋼 管馴 、
撻イ
連続綺造 畿備 澪姜口督製造設鶯 綺 鋼 製 品鉄鋼業における熟練・技能の特質と継承問題
(11) 153
運 ばれ る。転 炉 で もほぼ同 レベ ル の温 度 で精 錬 され た溶鋼 は,
また大 気温 度 近 くまで下 が り,圧
延工程 (熱延,厚
板)に
お いて加熱 炉 で 1100∼ 1250℃ に 加熱 し圧延 され る (図 6)。 この ように,鉄
鋼 生 産プ ロセ ス は高熱 状 態 が 多 く,
しか も,工
程 間,工
程 内 にお いて温 度 の上 下 変化 が大 きい。労働 対 象 につ いて は,高
温状 態 を保持 す るこ とを求 め られ るこ とが多 く,
しか も大 型の重量物 で あ り形状 は多岐 に わ た る。 こ う した労働対象 と工程 の特性 か ら,労
働対 象 の長距 離輸 送 は コス ト的 に も物 理 的 に も不合 理 で あ り,各
生産プ ロセ スの工場 の場所 的 な集 中が大 き く 合理性 を もつ。 この ため,場
所 集 中型 の工 場 結合体 と しての特 徴 を有 す る。 これ は,場
所分散 型 の コ ン ピュー タ産業 や 電気機 器 産業,あ
るい は両側面 を 図6
製鉄所 主要 プ ロセスの成 品温度経過 お よびエネルギー使 用量・ 成 品顕 熱 出所:『鉄鋼界』1984年2月号 500 250 000 750 500 250 成 品 温 度 経 過ノ
ヽ ヽA
L
睛 00 00 00 00 00 00 00 ca 7 6 5 4 3 2 1 10 エ ネ ル ギ ー 使 用 量 と 成 品 顕 熱 n = ﹂︱ 一自
日
脚
蟷
99 n Ц 工 不ルギ ー 成品顕熱 延 炉 暁結炉 高 炉 転 炉 連 鋳レ
熱
炉
′
製銑工程 製鋼・ 分塊有す る自動車工場 とは異なる ものであ り
,銑
鋼一貫製鉄所 にみ られ るような 集 中的な レイアウ トが基本 をなす(3)。 また熱処理工程の多 さは,品
質の安定化 と省エネルギーの観点か ら大 ロッ ト生産 と昼夜連続の操業 を要請す る(4)。 高炉 は火入れす ると炉体 (と くに耐火 物)や
熱効率の関係か ら(炉寿命 を全 うす るまでの)10数
年間,連
続操業 と なる。 ④ 鉄鋼業の生産方式の特徴 以上の ような特性 をもつ鉄鋼業の生産方式は,大
ロッ ト生産方式 を基本的 特徴の一つ としている。 これは,製
造 ロッ トの大 きさによ リコス ト的影響が 大 きいためである。 また,輸
入資源の入荷変動や工程 間の量変動等があることか ら,そ
れ らを 吸収す るために,原
料ヤー ドやスラブヤー ド,製
品倉庫な どの在庫管理機能 を もっている。輸 入資源の入荷変動の要因 としては,海
外山元での生産変動 (ス トライキ等 による),積
出港での積出変動 (滞船等 による),輸
送船 での 航海上の トラブル,揚
地 (製鉄所)で
の荷揚 げ変動 (滞船等 による)等
があ げ られ る。 これ らの リスクをカバーす るために,通
常 1∼ 2カ 月分の原料在 庫 を もっている。 工程間の量変動の要因 としては,次
の点がある。第一 に,鉄
鋼設備は投資 資本が大 きくフル稼動 をベース とす るが,設
備体止や突発故障な どによって 設備能力のアンバ ランスが発生 しやすい。第二 に,成
分外れや ミスロールな どによる予定外品,あ
るいは製造 ロッ トと注文 ロッ トの不整合 による余材や 圧延チャンス待 ち品な どが長期滞留す る(5)。 鉄鋼生産プ ロセスは,最
終製品 にな るまで に40数
日を要す ることが多い (図 7)。 このため,仕
掛品 を多 く抱 えている。 他方,鉄
鋼業の生産プ ロセスにおいては,多
種 多様 な鉄鋼製品 を同一 ライ ンでつ くり分 けるために,設
備装備,運
転条件の変更 。再設定な どに作業者 の操作が必要である%し
か も,高
炉,転
炉等の ようにブ ラックボ ックス化 し たプ ロセスが多 く,そ
れ ら精錬工程 に代表 され るように品質の不安定 さが常 につ きまとうし,そ
の結果がす ぐにわか らない とい う制約 を もつ。〈工程)原料―原料処理―製銑―製鋼―造塊一熱間圧延―冷間圧延一表面処理 鉄鉱石 (l Hr) 連続 鋳造 熱 間 圧 延 原料炭 漂準作業 日数 3日 〔計 48日 〕
日
―
-1「-10日司
(2 Hr) 焼結炉 (塊状化) 高 炉 Mi 転 炉 (2 Hr) ― ク コークスイD
間 廷 冷 圧 表 面 処理 鉄鋼業 における熟練・技能の特質 と継承問題 (上) 155 図7
現状製鉄 プ ロセス 出所:通産省監修 『新世代の鉄鋼業に向けて」1987年 以上 にみ る ような生産プ ロセスの特性 か ら,鉄
鋼 業 の生産 方式 は上工 程 か らのプ ッシュ型 で あ り大 ロ ッ ト生産 を基 本 と し,量
産効果 と各工程 ご との効 率 を追求 す るこ とにな る。高速 の大 型設備 を配置 し, 1人
1台
稼 働 で あ る。 また,歴
史的 に熟練作業へ の依 存が高か ったが,機
械 化 。自動化 の進 んだ今 日にお いて も,熟
練 者 の技 能 に依 存 す る作 業 が依 然 と して存在 して い る。 こ れ は,プ
ッシュ型 の小 ロ ッ ト生産 で1人
多台持 ち 。多工程 管 理 な どの特 徴 を もつ ジャス ト・ イ ン・ タ イム方式 (に代表 され る組立 加工 型機 械 産業 の生産 方式)と
は対照 的で あ る (表1)。(2)鉄
鋼業 における作業労働の歴史的特質 ① 高熱重筋労働 鉄鋼業 は,高
熱重筋労働の典型的職場 とみな されて きた。熱処理工程が多 いため,高
熱労働 に曝 されやすい。また労働対象が大型の重量物であること, しか も,そ
れ を加工す る装置や機械が大型であ り高速であること等か ら,重
表
1
鉄鋼業 と他産業 の生産方式の特徴 項 目 鉄 鋼 業 他 産 業 (TPS・ NPS) ′t産プ ロセ ス ブ ノン ユ 型 プル型 ′t産ロ ントサ イ ズ 大 ロ ッ ト(少品種 多量 ) 小 ロ ソト(多品種 少 量)実需 生 産 生 産性 追 及の 視 点 量 産 効 果,部分 能 率 の 追 及 ム ダの排 除,全体 効 率 の 追 及 生産 形 態 加工 又 は ロ ッ ト単位 仕掛 保 有 生 産 1個流 れ 生 産 設fi喘 高速 大 型 設(1薔. 1人1台稼 動 1人多」i程 稼 動,部品 の 加工 順 に配 置 受注管理 仕掛 。在庫に依存 納 入 先 とほぼ 同期 評 価 指 標 T/H 生産総時間の低減率.棚卸回転率,在庫li数 出 所:「鉄 鋼 のIE」 第29巻第4号 1991年 7月 筋労働 の比率 が相対 的 に高 くな る傾 向 を もつ。 これ らは,機
械 化 や 自動化 の 低 い段 階で は際立 って あ らわれ て い た。 高熱 重筋作 業 とい う場 合,鉄
鋼 業 で はその基 準 を,拘
束8時
間 中の消費 カ ロ リーが1600,1を超 え る もの,と
してい る。1957年
に参議 院(社会 労働委員 会)に
提 出 され た資料 (「鉄鋼工 場 の高熟 重筋作業 の実態」)に
お いて は,当
時 の状 況 がマ ク ロ的 につ かめ て興 味深 い。 設備の近代化,機
械 化 に伴 い,高
熱 重筋作業 が著 しく減 少 して きていたが,高
熱 重筋作業 従 事 者 の比率 は生産 労働者 の7∼
8%程
度 とみ られ て い た(7)。I
圧 延 工 程 (プル オーバ ー・ ミル)1950年
代 にお いて高熱 重 筋労働 の典 型 といわれ たの は,プ
ル オーバ ー・ ミ ル に よる手動式圧延 の作業 で あ る。操炉,圧
延,剪
断 の関連工程 が簡 単 な コ ンベ ア に よる手動 の運搬 で処理 され,各
部署 におけ る労働 は圧 延機械 な どの 装置 の運 動 に調 子 を合 わせ た手労働 を ともな う。 したが って,操
炉圧 延作業 にお いては瞬 間的 に重量物 を処理 で きる技 能 が必要 であ り,
しか もこの労働 の質 (熟練 度)に
よって圧 延 歩留率 に対 す る影響 が きわめ て顕著 で,現
場 に お け る多年の経験 に よる ところが大 で あった。 作業 現 場 の室 内温度 は夏期 にお いて40°C以
上 とな り,操
炉圧 延 の直接作業 において60℃以上 に達 す る。しか も取 り扱 う圧 延材料 で あ るシー トバ ーの重 量 は約 30∼40 kgの重量 で あ る。この労働 にお け る労働者 の 肉体 的疲労 は,消 費熱 量 で 2800∼3000,Eと な り,体
重減 は約l kg,発
汗量 は約5 kg,汗
中食 塩 喪失量 は18g(普
通 人の2倍
以上)で
あ る といわれ た。剪断,焼
鈍,仕
上鉄鋼業における熟練・技能の特質 と継承問題 (上) 157 等の工程 において も
,圧
延現場 よりも輻射熱が減少 しているとはいえ,重
量 物処理の点では変わ りがなかった。 高度の輻射熱 を受けて手作業す る労働過程 においては,
まさに高熱環境 に 曝 されていた。1日プルオーバー・ ミルでは70∼80°Cの
輻射熱 を受 け,1日鍛接 管工場の箸方は80℃の輻射熱 を受 けていた。これ らの作業 においては,肉
体 の消耗度が激 しいため,一
般 に15分
ない し30分
交替の作業であ り,交
替要 員 を必要 としていた。 また概 して欠勤 日数が多 く,労
働災害 も頻繁で,労
働 者の離職率 も高いことが指摘 されている。1951年
∼55年
の第一次合理化では,圧
延部門の合理化 に重点がおかれ,旧
来の圧延機械が新式の圧延機械 (ス トリップ・ ミル)に
取 り替 えられていっ た。従来の圧延設備では製品完成 までの工程が不連続であ り,機
械 と結合 し た労働 お よび機械 間の関連労働 は手労働 に よって操作 されていたの にたい し,新
しい圧延工程 は機械設備の連続工程が完成 され,労
働者の労働 は付随 的な ものに変化 した。 これに伴い,圧
延工程の主要部分 に関す る限 り高熱重筋作業 は姿 を消 した のである。最 も消費カロ リーの高かった旧式の薄板圧延作業が近代化 された ホッ ト・ ス ト リップ・ ミル の 場 合,(拘
束8時
間 中 の)消
費 カ ロ リーは 1000∼1200,1に とどまっている。高熱環境 についてみて も,自
動圧延装置の もとでは,従
来の高度の輻射熱 を受 けて手作業す る労働過程がな くな り,そ
の作業が運転室で行なわれ るように変化 したため,輻
射熱 はある程度遮断 さ れ るようになったのである(8)。II製
銑 工 程 高炉の炉前作業 には,出
銑 。出滓作業,片
付 け整備作業,各
li邑の補修取替 作業,そ
の他雑作業があるが,そ
の中心 は出銑作業である。出銑時の輻射熱 は40∼70°Cで
ある(9)が,半
世紀前の出銑作業 はほ とん ど手労働 に依存 して いた (表2,図
8)。 「炉前工の仕事の基本 は,な
ん といって も出銑,出
滓時 のハ ンマー打 ちやス トッパー使 いで,こ
れ らが上手でない と一人前の炉前工 でござると大 きな顔 はで きなかったのである」。このため,炉
前工 は高熱 に曝 されての重筋労働 であった。「1日 の仕事 を終 えるとヘ トヘ トに疲れて しま表
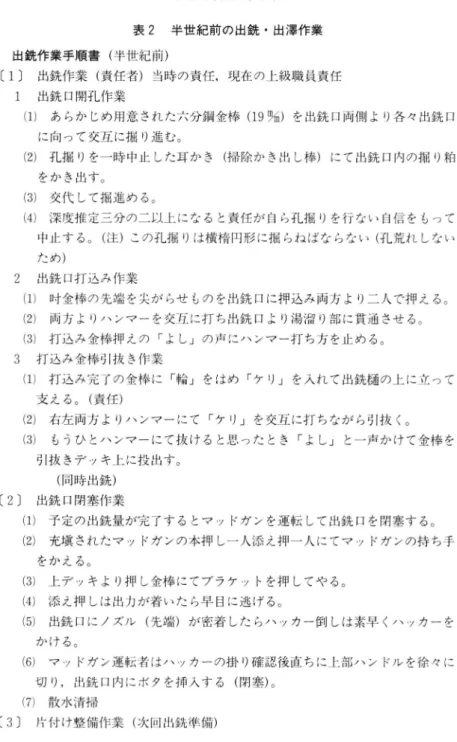
2
半世紀前 の出銑・ 出澤作業 出銑作業手順書 (半世紀前) 〔1〕 出銑作業 (責任者)当
時 の責任,現
在 の上級職 員責任1
出銑 口開孔 作業(1)あ
らか じめ用意 され た六分鋼 金棒(19%)を
出銑 口両側 よ り各 々出銑 口 に向 って交互 に掘 り進 む。(2)孔
掘 りを一時 中止 した耳 か き (掃除か き出 し棒)に
て出銑 口内の掘 り粕 をか き出す。(3)交
代 して掘進 め る。(4)深
度推 定三分 の二以上 にな る と責任 が 自ら孔掘 りを行 ない 自信 を もって 中止す る。(注)こ の孔掘 りは横楕 円形 に掘 らねばな らない(孔荒れ しない ため)2
出銑 口打 込 み作業(1)吋
金棒 の先端 を尖が らせ もの を出銑 口に押込 み両方 よ り二 人で押 え る。(2)両
方 よ リハ ンマー を交互 に打 ち出銑 日よ り湯溜 り部 に貫通 させ る。(3)打
込み金棒押 えの「 よ し」 の声 にハ ンマ ー打 ち方 を止 め る。3
打 込み金棒 引抜 き作業(1)打
込み完 了の金棒 に「輪 」 をはめ「ケ リ」 を入れ て出銑樋 の上 に立 って 支 え る。(責任)(2)右
左両 方 よ リハ ンマー にて 「ケ リ」 を交互 に打 ちなが ら引抜 く。 (3)も うひ とハ ンマー にて抜 け る と思 った とき「 よ じ」 と一 声か けて金棒 を 引抜 きデ ッキ上 に投 出す。 (同時 出銑) 〔2〕 出銑 口閉塞作業(1)予
定の 出銑量が完 了す る とマ ッ ドガ ンを運転 して出銑 口を開塞す る。(2)充
填 され たマ ッ ドガ ンの本押 し一 人添 え押一 人にてマ ッ ドガ ンの持 ち手 をか え る。(3)上
デ ッキ よ り押 し金棒 にてブ ラケ ッ トを押 してや る。(4)添
え押 しは出力が着 いた ら早 目に逃 げ る。(5)出
銑 口にノズル (先端)が
密着 した らハ ッカー倒 しは素早 くハ ッカー を か ける。(6)マ
ッ ドガ ン運転者 はハ ッカーの掛 り確 認後 直 ちに上部 ハ ン ドル を徐 々に 切 り,出
銑 口内にポタを挿 入す る (閉塞)。(7)散
水清掃 〔3〕 片付 け整 備作業 (次回出銑準備)鉄鋼業における熟練・技能の特質 と継承問題 (上) 159 出滓作業手順書 (半世紀前) (1〕 出滓作業
(1)滓
鍋 はあ るか,又
水滓池 は大丈夫 か確 認す る。(2)出
銑終 了後50分後 出滓準 備す る。(3)六
分(19%)バ
チ金棒 にて滓 口の壁 を掘 る。(4)両
方 よ リハ ンマー打 ち しなが ら掘 り進 む。 (5)i宰 口先端 が赤味 を帯 びて来 る と。(6)打
込 み金棒 を打 込む。(7)打
込み金棒 に輪 とケ リをか けて両方 よ リハ ンマー を打 ち引抜 く (出滓) 〔2〕 出滓 口閉塞作業(1)予
定 出滓量 が完 了 した と判 断 した とき。(2)溶
滓鍋 が満杯 の とき。(3)流
銑 が 多量 にて滓羽 口が破 損 しそ うな とき。(4)水
滓池 が満杯の とき。(5)予
め鎗 ス トッパ ーに粘土 を装着 してお く。(6)滓
羽 口周辺の附着滓 を取 除 いてお く。(7)鎗
ス トッパ ー を持 って一気 に出滓中の滓羽 国内に突込んで開塞す る。(8)散
水掃 除す る。(9)後
片付 けお よび次回出滓準 備 をす る。 出所:坂口正義・森重忠『溶鉱炉 と共に半世紀」六甲出版 1979年 う。その疲れ をいやすのは酒 しかなかった」。「元来炉前の仕事 は,夏
に弱 く 冬 に強い といわれ,夏
に就職 した ものは長続 きせず,退
職す るものが多かっ た」 といわれた(10)。 その後,出
銑作業 は,「バ チ棒 による孔掘 り」か らタッピングマシン操作に よる開孔作業へ変化す るな ど機械化が進み,
また計器や付帯設備の改善 (エ アーハ ンマー,マ
ッ トガン等)に
よって旧来の高熱重筋労働 はかな り減少 し た。1950年
代後半における高炉炉前工の消費熱量 は,1240∼
1360に (八幡製 鉄),1390∼
1612,1(日
本鋼管)と
いわれている(11)。 しか し,炉
前工の仕事のつ らさは,そ
うした定常作業 よりもむ しろ高炉の 故障時の非定常作業 にあった。かつては不安定な炉況が続 き,羽
口破損や棚 吊 り,冷
え込み を起 こ しやす く,重
大事故の炉底破損 も少な くなかった よう である。そ うした場合 は,高
熱環境 での長時間にわたる作業が続 き,「身体 は′ら1,■ りit嬌 " バ チ棒 に て 出 統 口 孔 掘 りの 図 図8 出所 フマ フマ″ ;多,′′′レ 繊 舛 ´ =・1' ′ftl:′な ■ ” n `´′′ ″ ′I び角膚''2ん h7之3 │― 'fさ ンなたt,r・´,イ 1'11`117′tとt.
ラ
胸重
4f 1,1●4: 1人颯 t′′こ 1払″‐ ■7・ ユ,,をοり,・推 , “ パ `Ъtl・1,・ ´■″ヽう うスタ)ちイル,■ι イ女―,■,,i夕・ι ケ■ ''う た′う込● 十1ら 'ち'7・りこ
“
: 打 込 み 中 の 図 昔 の出銑作業風 景 坂 日正義・森重忠 『溶鉱炉 と共に半世紀』六甲出版 1979年 くた くたに疲労 す る」。「炉底破損 にな る と気 も卒倒 しそ うにな る」 とい う気 丈 な熟練工 の こ とば にその厳 しさが うかが え よう(12)。 焼 結工 場,
コー クス炉 も高熱 重筋作業 の職場 で あった。原料 の処理,運
搬 作 業 にお いて,従
来1900:E前後 を消 費 していたが,重
量物運搬 の機械 化(コ ンベ ア,ク
レー ン,フ
ォー ク リフ ト等)に よって1300,1にな った といわれ て い る(13)。 III 製 鋼 工 程 (平炉) 平炉 の炉 前作業 も,高
熱 重 筋作業 の典型 とみ られていた。 かつ て炉前作業 時 にお け る輻射熱 は,50℃ か ら最 高100℃ を超 えていた。原料搬 入 お よび ドロ マ イ ト投 入 はシ ョベル に よる入力投 入作業 で あ り,典
型 的 な高熱 重筋作業 で あ った。 また,ガ
ス,重
油,空
気 な どの炉 内装入 は,従
来,炉
の状況 に した が って変更弁 のハ ン ドル操 作 で切 り換 えていた(“)。 これ らの高熱環境 は,装
難 , ・ ´ ■ ム 微 本 昴 一 イて/“ ,'々鉄鋼業 における熟練・技能の特質 と継承問題 (上) 161 置の改良 (た とえば水冷扉
)に
より相 当遮断 され るようにな り,
また機械化 や 自動化 により高熱重筋作業がかな り軽減 した。 しか し,そ
の一方では,定
期的炉修理 における下請工 は炉 内の高温下で レ ンガを搬 出入す るな ど,平
炉作業の間隙 をぬ ってすばや く遂行 してお り,最
も苛酷 な状況 になるといわれていた。 ② 危険労働 鉄鋼業 における労働 は,危
険な環境 に取 り巻かれた中での作業が少 な くな い。上工程では,高
温の溶融物 を扱 うため,火
傷やガス中毒の危険に曝 され ている。高温の溶銑や溶鋼が水 に接触す ると水蒸気爆発 を起 こす といった危 険性 もある。下工程や原料処理工程では,高
速度で動 く大型の重量物 を扱 う ために,物
理的な危険 と隣 り合わせ である。 また,高
温環境 に加 えて,発
塵 や騒音,振
動な ど公害多発型の職場が少な くない。 このため,歴
史的 にみて も,鉄
鋼業 は労働災害の発生率が異常に高 く,病
気 を患 う者 も多かった。 この傾向は,
とりわけ官営八幡製鉄所の立 ち上が り期 に顕著 にみ られた。 (官営工場労働者総数の数%に
す ぎない)八
幡製鉄所 において,
日露戦争後 の明治39年
(1906年)には実に全官営工場災害死傷者の7割
という高率 を占 めた。同年の八幡の死傷者数は明治35年
(1902年)の
死傷者数の37倍
にあ たる(表 3)。 こうした労働災害の激増 はひ とり八幡製鉄所 にみ られ るのみで あ り,
しか もそのおびただ しい死傷者 はすべて外傷 によるものである。明治40年
(1907年)の
職工罹傷病率は,職
工1人
に対 して1.3人
という高い比率 を示 し,そ
の内7割
が外傷 によるものであった(表 4)。 なお,生
産プ ロセス 別 に労働災害 に推移 をた どると,創
業 当初 は製銑・製鋼工程の作業領域で多 く発生 し,
日露戦争時代 を境 に して圧延工程の作業領域 に急激 に集 中す るよ うになっている。こうした被災の主要な原因 として,「機械化 された労働の生 産性が労働条件 に対 し不均衡 に高度であった」点が指摘 されている(15)。 こうした傾向は,高
熱重筋作業の支配的な環境下ではその後 も続 き,次
の 指摘 に もみ られ るように,第
二次大戦前の身分制度が維持 された要因の一つ ともなった といわれ る。 「戦前の身分制度は,職
員,工
員の身分的位階制 を特徴 としていた。戦前表