静電 ・電着法による超砥粒 メタルボンド砥石の製造
宮尾芳一 野口裕之 中川威雄
Manufacturing of Superabrasive Metal Bonded Griding Wheels by means of Electrostatic‑Electrocoating Method
Yoshikazu MIYAO Hiroyuki NOGUTI Takeo NAKAGAWA
Electrocoatedgrindstoneisdefinedtokeep也esinglelayerontopofthebacking material byperformingelectroplating.whichhaslongbeenusedduringolddays. Advantageouspointsofitaredescribedasfollows:
1)Whilebyusualmethod,itisratherdifficulttomakeacomplicatedshapetype grindstone,electrocoatingmethodisfareasiertomakeitonlybyelectrocoating abrasivegrainsevenontopofsuchacomplicatedshapematerial.
2)Incomparisonwithnom algrindstone,electrocoatedgrindstonecanproducemore wasteandcancutwellastheabrasivegrainsarefim lymaintainedwi仏 extensive protrude.
However,forthereasonofdifficultyintmingthegrindstone,imbaranceddepthof cutofthegrainisunavoidableand也esurfaceof仇efinishedareaisnotnecessarily smoothincomparedwitho仙ers.Consequently,仙isisusuallymainlyusedforrough grindingpurpose.
Thus,wehavecometomakeaproposalformanufacturingqualitygrindstoneby implementingan''Electrostatic・Electrocoating:'An dinthisissue,wehaveperformed variousexaminationsafter仏oroughobseⅣationon仙eprobableevennessofspreads anddirectionof也egralnlnCaseOfusingofthisnewme仇od.
1. は じ め に
電着砥石は台金上に単層の砥粒を電気 メッキで保持するもので,古 くから使われている.
その主な特長を次に示す.
1) 他の結合剤による砥石では複雑な形状にするのが大変であるが,電着砥石では複雑 な形 状の台金に砥粒を電着するだけで砥石ができるので,複雑 な形状の砥石でも比較的簡単に 作成できる.
●昭和63年10月4日 精密工学会 昭和63年度精密工学会秋季大会 にて発表 日 機械工学科 助教授
●= 東京大学生産技術研究所 原稿受付 平成2年9月28日
26 宮尾芳一 ・野口裕之 ・中川威雄 2) 砥粒の保持力が強 く,突出量が比較的大
きい.そのため他の結合剤による砥石に比 べて多量の切 りくずを生成 し排出す るので, 切れ味が長い.
3) 砥粒が単一層のため砥粒の使用量が少な いので,ダイヤモン ド砥石等ではイニシャ ル コス トが安い.
4) ダイヤモン ド砥粒に対 しては製造工程で 熟が伝わらないため砥粒が劣化 しない.
などがあげられる1).
しかし,砥石のツルーイソグが困難 なため に,砥粒切れ刃高さの均一性にかけ,その研 削面粗さは他の砥石に比較 して大 きく,粗加 工用砥石 として主に用いられている.
そこで我々は,静電 ・電着法を用いること により砥粒切れ刃高さの均一性を改善 した砥 石の製造法を提案する.本報では静電法を用 いた場合の砥粒の分散および配向性などを観 察 し検討を加えた.
2.静 電 法
図1に本実験に用いた静電装置を示す.観 察できるように透明なアク リル製の容器内に, 一対の平行平板電極A ・Bを設け,上部電極
Bを接地 し,下部電極Aの上に砥粒を載せて
図1 静 電 装 置
図2 電着砥石の製造法
マイナスの高電圧をかける.すると下部電極坂上の砥粒は一に帯電 し,縦方向に起上が り, つづいて+側 となる上部電極に引き寄せよせ られ上昇する.帯電 した砥粒 は上部電極‑と接す ると放電し,再び落下する. この動きを繰 り返す. しかし,電極板表面に接着剤を塗付 した ベース材を置 くと砥粒は上昇 しベース面に縦に配向 し2)接着剤で固定 される.そして,下部 電極坂上の砥粒 は次々 と上部電極板に移勤 し固定される. このとき静電時間,印加電圧等を 調整することで砥粒の分散割合をコソ トールできる.また接着剤を一定のバターンに塗付 し てお くなど工夫することにより塗粒の分散状態もコソ トールできる.
3.製 造 方 法
図2に市販 されている電着砥石の製造方法の原理の一例を示す.その原理は台金上 に治具 等を用いて砥粒を置 き,台金を陰極にして電気 メッキをす ると, メッキ金属が析出 し台金 に 砥粒 は国定 される.次の工程で余分な砥粒を除 き,さらにメッキ層を厚 くし砥粒結合力を強 める. このようにして単層の砥粒が台金表面上に固定 され電着砥石ができる. この方法で作 られる電着砥石は,理論上砥粒切れ刃高さのばらつきが砥粒径のばらつきにな り,また単層
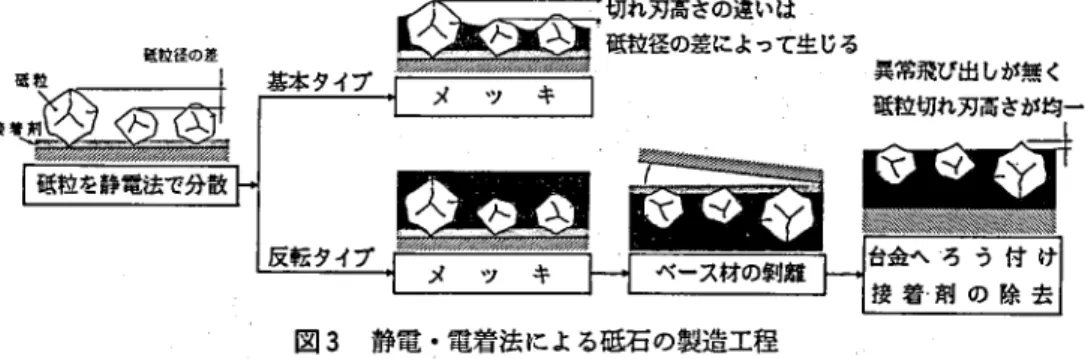
図 3 静電 ・電着法による砥石の製造工程
砥粒の砥石 となる. しか し,実際にはメッキ面ベースがばらつ くので砥粒切れ刃高 さはかな り不均一になってしま うことが多い. ときには砥粒が複層になって しま うこともあ る. また, この方法では製造方法上砥粒密度 をコソ トールす ることは難 しい.
図3に我々の提案す る静電 ・電着砥石の製造工程 を示す.基本 タイプと反転 タイプがある.
まず基本 タイプでは,図1に示 したような装置で静電圧を印加 し,砥粒を縦 に配向分散 させ, 接着剤で固定 させた後,電気 メッキを行ない砥石を作 る. このタイプは市販 の電着砥石 と同
じく砥粒径の差が切れ刃高 さの差 となる. しかし, この方法では砥粒密度を静電時間等を調 整す ることで コソ トールできる. さらに,砥粒が縦 に配向す るので切れ味の長い砥石が作れ
る利点がある.
次 に反転 タイプでは, メ ッキ工程 までは基本 タイプと同 じであるが, このタイプはベース材 の剥離を行 な ノ■■ヽ い,ベース両側を砥石面 として使用 N:15 す る.そ して砥石の台金にろ う付 け 毒
などで砥粒層の固定を行 ない砥石 と 点 10
す る. この工程の特長 は基本 タイプ の利点に加 えて,従来の電着砥石 の 欠点である砥粒切れ刃高さの不均一 性を著 しく改善できることである.
すなわち,砥粒径にば らつ きがあっ ても, この方法では砥粒切れ刃高 さ は均一になる.なお,べ‑ス材の剥 離を行 な うため接着材 は強度 の弱い 物を使用 し, メッキを厚 く行 な う必 要がある.
4.砥粒の分散状態 図4は,図中に示す条件でダイヤ モソ ド砥粒 (#100/120)を分散 させ た ときの,接着剤面に付着す る砥粒
一 一‑ 一▲
̲ ‑ 一 一一一一■一一▲ 、
. / ▲
/
̲:8% 諾 芸言ニ1 2 3
静 電 時 間く分) 図4 静電時間と砥粒数の関係
505
(ttUur\寧)再起潜
●
●
3.5 4 4.5
印 加 電 圧 (万Ⅴ)
図5 印加電圧と砥粒数の関係
28 宮尾芳一 ・野口裕之 ・中川威雄
印加時間 30秒
印 加 電 圧 4万V 電極間距軒 80mm ラ‑仲tJr砥粒#lCO/120
100OJJrn
印加時rn46秒
図 6 砥粒密 腔 の コソ ト。‑ル
印加時間 90秒
数 と時間の関係 を示す.10秒 ぐらい苗fR圧 を印加 すると砥粒 が僻和 し上昇す る.その後少 し ずつ接着剤面 の砥粒数が増加 し,約1分間で砥粒の付か故はかな り飽和 に適 した. この とき 集中度では140である.
弱か ら砥粒を分散できる. このよ うに静電時間や印加唱圧やttE庵rW距離 を調光す ることに よ り砥粒密度 の コン トロールが容易 に行 なえる.
図6は,印加時間を変 え接着剤面 に分散 させた表面 の走査型昭子顕微鏡写共であ る. この ように,本手法では最初 か ら砥粒 が特 に‑箇所 に集 中す ることもな く分散す る. これ は砥粒 が上昇す るとき同 じ電荷 をもつために,それぞれ反発 して分散す るのではないか と思われ る.
5.静電 ・電着法による砥石の観察 5‑ 1 市販電着砥石の観察
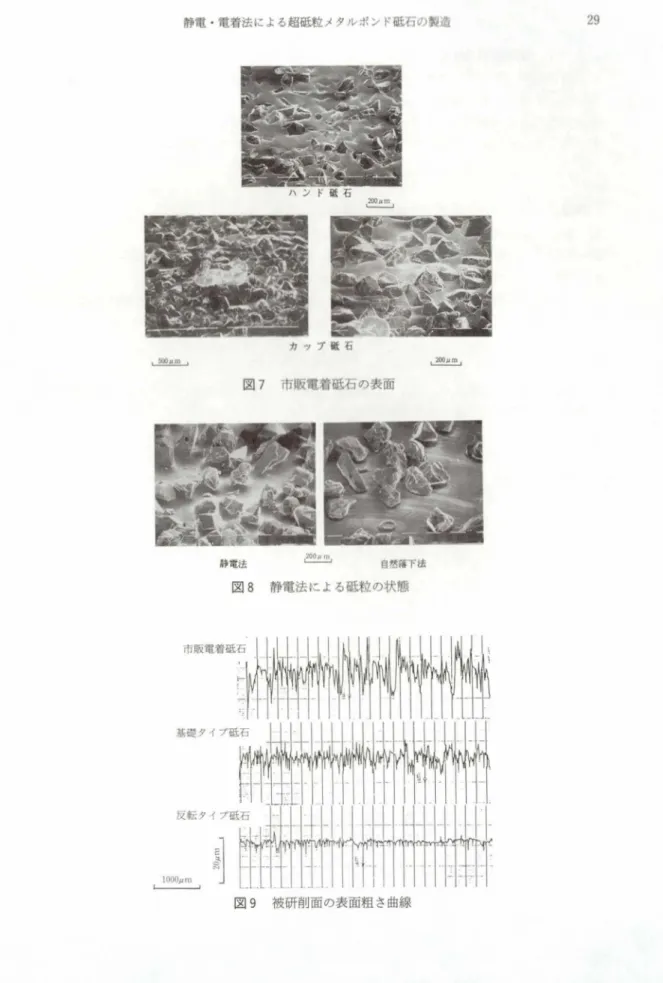
図7は,市販 の/、ソ ド塾お よびカ ッブ型電着砥石 (#100)表面 の走査型電子顕微鏡写真 で ある. これ よ り砥粒 の分散状態 はあま り均一 でな く,個々の砥粒 の方向性 は一定でな くば ら ついている.す なわち砥粒切れ刃高 さがばらついてい ることが観察 され る. また, この中に は飛 び出 した砥粒や,写真中央 に見 られ る一部複層化 した部分 も認め られ る. この よ うに市 販電着砥石 はあま り切れ刃高 さが均一でないのが現状 である.
5‑ 2 静電法による砥粒分散面の観察
図8は,接着剤面 にダイヤモソ ド砥粒 (#100/120)を静電法お よび自然落下法で分散 させ た表面の走査型電子頗微鏡写真であ る.静電法 と自然落下法で行 なった砥粒 の状態を比較す ると,静電法 のほ うが著 しく砥粒 が縦 に配向 している. 自然落下法 は砥粒 が一番安定 した状 態にな りやすい ことが観察 され る. このように静電法では砥粒 が縦方向に並ぶので,切 れ味 が良 くなると思われ る. しか し,本手法 において も接着剤面の平滑状態が悪 い箇所 に砥粒 が 接着 された場合や接着剤の硬化前 に振動 を加 えた為 に砥粒が倒 れている箇所 も観察 された.
カ ッ 7'帝 石
図7 車板 78着 航 石の 波 面
網 は 空坐且 El懲仔下法
図8 静電法 に 上る砥 粒 の状態
被研削面の表面粗 さ曲線
30 宮尾芳‑ ・野口裕之 ・中川威雄
5‑3 被研削面の比較
図9は#100/120のダイヤモン ド砥粒 の市販電着砥石 と基本 タイプ及 び反転 タイプの砥石を 用いて,アク リル板を研削 した ときの表面粗 さ曲線である. これ より,本手法によ り作成 さ れた砥石による表面粗 さは小 さいことが認め られた.特 に反転 タイプでは砥粒 の切 れ刃高 さ がそろっているため,異常飛 び出しの砥粒 によるスクラッチなどは認め られなかった.
6.結 論
静電法で砥粒 を分散 させ,その状態を観察 した結果,次のことが判明 した.
1) 砥粒が縦 に配向しやすい.
2) 静電法では砥粒が二層にな りにくいため,砥粒切れ刃高 さのばらつ きは少ない.
3) 反転 タイプでは砥粒径が異なっても砥粒切れ刃高 さは均一 となる.
本手法によ り電着砥石を作成 した場合,砥石の強度 は基本 タイプでは接着剤の強度,反転 タイプではメ ッキの強度 に依存す る.今後 は結合剤の強度 ア ップに検討を加 えたい.
7.お わ り に
本研究 を行 な うにあた り,色々なご助言 とご協力いただいたスピー ドファム株式会社 の谷 和憲企画推進部長 に感謝の意を表 します.
<参考文献>
1) 建設産業調査会 :セラミックス加工‑ソドブック P.483
2) A・D・ムーア :静電気の話 P.145‑147