修士論文
ナノ構造化バルク熱電材料の作製と性能評価
指導教員 塩見淳一郎准教授
2 目次 序論 ... 3 1.1 熱電変換 ... 3 1.2 熱電変換材料とその性能 ... 4 1.3 ナノ構造化による ZT 向上 ... 7 1.4 ナノ構造化バルクシリコン ... 9 1.5 目的 ... 10 実験方法 ... 11 2.1 プラズマ CVD によるナノ粒子作製 ... 12 2.2 放電プラズマ焼結 ... 14 2.3 作製した試料の各物性の測定および観察 ... 16 2.3.1 レーザーフラッシュ法 ... 16 2.3.2 直流四端子法 ... 18 2.3.3 温度差起電力法 ... 20 2.3.4 ホール測定... 21 2.3.5 アルキメデス法 ... 22 2.3.6 エネルギー分散型 X 線分析 ... 23 2.3.7 X 線小角散乱測定 ... 25 熱伝導率の理論計算 ... 27 3.1 固体内の熱伝導... 27 3.2 フォノン輸送論... 27 3.2.1 単原子系 1 次元調和振動子モデル ... 27 3.2.2 2 原子系 1 次元調和振動子モデル ... 28 3.2.3 フォノン気体モデル ... 29 3.3 ナノ構造化バルク材料の熱伝導率 ... 31 実験結果と考察... 33 4.1 試料の作製および試料観察 ... 33 4.2 熱電性能評価... 35 4.3 先行研究との比較 ... 41 結論 ... 43 5.1 結論 ... 43 5.2 今後の課題 ... 43 参考文献 ... 45 謝辞 ... 50
3
序論
1.1
熱電変換
熱電変換とは温度差を電気に直接変換することであり,再生可能エネルギー源の一つと して注目されている.その原理は,物質の両端に温度差をかけることによってキャリアが高 温側から低温側に移動し両端に電圧差が生じるゼーベック効果である.熱電変換材料とし ては主に半導体が用いられ,n 型半導体では電子,p 型半導体では正孔がそれぞれ電気伝導 のキャリアとしての役割を担う.これらの n 型半導体と p 型半導体を組み合わせて Fig. 1-1 に示すように素子とすることで電流を取り出すことができる.このような原理で利用が困 難な排熱を用いた発電が可能であることが最大の利点である.また,熱電変換素子には駆動 部が無いため他の発電方法に比べ静音性,耐久性,信頼性に優れ,メンテナンスが不要,ス ケールダウンしやすいという特徴もある.加えて,これらの特徴のため無人惑星探査機の原 子力電池,製鉄所でスラブから放射熱を利用した発電,体温を熱源とする腕時計などに使用 されており,自動車の排気ガス1や太陽熱 2-5を用いた発電なども実験段階である.しかし 現在の応用はこれらの特殊な範囲に限定されている.その理由は現在 8~16 %と効率が他の 発電機関6に比べ低いためであり,効率の高い材料の発見,開発が求められている. Fig. 1-1 熱電変換素子の模式図.4
1.2
熱電変換材料とその性能
熱電変換材料の理論効率は高温部の温度 THと低温部の温度 TLを用いて式(1.1)のように 表される7. H L H L H T T ZT ZT T T T / 1 1 1 (1.1) ここで用いられている ZT は材料の物性値によって決定される無次元性能指数と呼ばれ,式 (1.2)のように表される. T S ZT 2 (1.2) ここでは熱伝導率,は電気伝導率,S はゼーベック係数,T は高温部の温度 THと低温部 の温度 TLの平均温度をそれぞれ表す.また,式(1.2)の分母に存在する S2はパワーファクタ ーと呼ばれ,発生する熱起電力や電流の大きさを表す.ZT はカルノー効率と比較して熱電 変換の効率を簡便な形で表すことができるため性能評価において重要な値とされており, 実用化の目安は自動車の排熱利用で ZT = 1.5~2,マイクロ発電で ZT = 0.5~1 と考えられてい る7.例として高温部を 1200 K,低温部を 600 K とした時の ZT 値と理論効率の関係を Fig. 1-2 に示す.この図から変換効率は ZT の値に対して単調に増加していることが分かる.た だし,素子を形成する場合は電気的接触抵抗や接合界面での熱的損失などにより変換効率 が全体として下がるため,実際には図に示す効率を下回る. Fig. 1-2 高温部を 1200 K,低温部を 600 K とした場合の ZT と理論効率の関係.0
1
2
3
0
5
10
15
20
ZT
Conve
rsion effic
ie
nc
y
(%)
5 大きな ZT を得るためには式(1.2)より高い電気伝導率またはゼーベック係数,もしくは低 い熱伝導率をもつ材料を用いる必要があることが分かる.これらの値は材料に固有なもの で,熱電変換のための材料としてこれまで様々な物質が提案されてきた.Figure 1-3 に年代 ごとの ZT の推移を示す.歴史的には,1821 年に Seebeck によって金属のゼーベック効果が 発見されて以降,ビスマス(Bi),アンチモン(Sb)などの単体金属や半金属の熱電効果が主に 調べられていた.その後 1950 年代に入り熱電変換材料として縮退半導体が最適であるとい う Ioffe の提唱8のもと,現在でも研究されているビスマステルル(Bi 2Te3)9-11やシリコンゲル マニウム(SiGe)12合金などの金属間化合物半導体が対象とされ始めた.Bi 2Te3系化合物は室 温から約 450 K までの低温域で比較的大きな ZT をもつ熱電変換材料である.一方,SiGe は 高温域での高安定性,低環境負荷という利点を有する.この間は大きな ZT を得るために Fig. 1-4 に示すようにバルク材料のキャリア濃度を最適化することで電気特性を向上する手法 13-16や,Fig. 1-5 に示すように合金化によって結晶構造を複雑にすることで熱伝導率を低減す る手法 17-19が主であった.その後,1995 年にガラスのように低い熱伝導率をもち電子は結 晶中のように振る舞う移動度の大きい PGEC (Phonon Glass & Electron Crystal)という物質が 熱電変換材料として適していると Slack によって提唱された20.また,Slack はカゴ状構造 物質におけるカゴ内のゲスト原子のラットリング運動による格子熱伝導率の抑制という新 しいコンセプトも提唱している.Slack の提唱のもとに,それまで研究されてきた熱電変換 材料とともにスクッテルダイト化合物21,ハーフホイスラー化合物22,23,クラスタレート化 合物24,酸化物系25,26などのそれまでの材料と比べ ZT の大きい新しい熱電変換材料の研究 も行われるようになった.一方,1993 年に Hicks と Dresselhaus により低次元系で ZT が増 加するという理論27,28が発表されて以降,従来の方法に加え,近年の技術の進歩により可能 になったナノレベルでの構造制御を用いた研究が盛んに行われるようになった. Fig. 1-3 ZT の年代推移8,27-29.
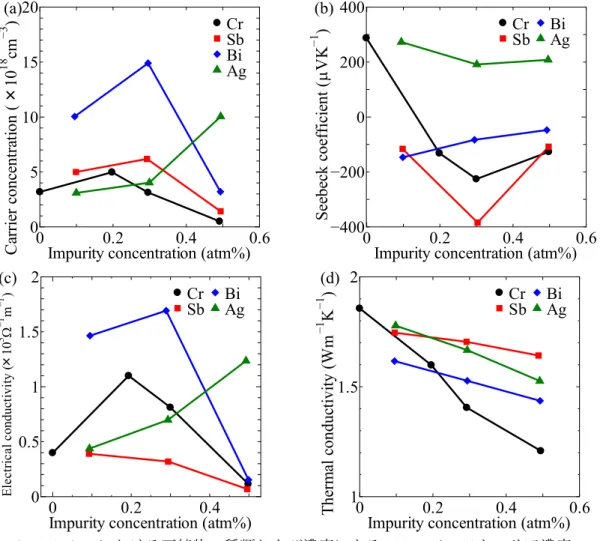
6 Fig. 1-4 PbTe における不純物の種類および濃度による 300 K での(a)キャリア濃度,
(b)ゼーベック係数,(c)電気伝導率および(d)熱伝導率の変化13. Fig. 1-5 合金化による熱伝導率の低減19. 横軸を x として縦軸に 300 K における SixGe1-xの熱伝導率を表している. 0 0.2 0.4 0.6 0 5 10 15 20
Impurity concentration (atm%)
Ca rri er conc entra ti on ( × 10 1 8 cm −3 ) (a) Cr Sb Bi Ag 0 0.2 0.4 0.6 −400 −200 0 200 400
Impurity concentration (atm%)
See be ck coe ffic ie nt ( V K −1 ) (b) Cr Sb BiAg 0 0.2 0.4 0 0.5 1 1.5 2
Impurity concentration (atm%)
El e c tric a l c onduct ivi ty (× 10 5 − 1 m − 1 ) (c) Cr Sb BiAg 0 0.2 0.4 0.6 1 1.5 2
Impurity concentration (atm%)
T herm al conduc ti vi ty (Wm −1 K −1 ) (d) Cr Sb BiAg
0
0.2
0.4
0.6
0.8
1
0
50
100
150
Atomic fraction Si
Th
erma
l
conduct
ivit
y
(W
m
−1K
−1)
7
1.3
ナノ構造化による ZT 向上
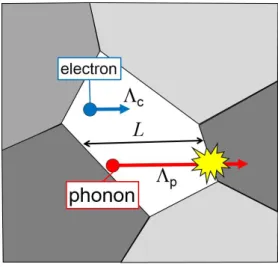
Hicks と Dresselhaus は低次元材料で ZT が大幅に向上すると予測し,Bi2Te3を用いた場合 2 次元量子井戸において最大 ZT = 6.9,ナノワイヤーにおいて最大 ZT = 14 となる可能性を 示した27,28.この大幅な ZT の向上は量子閉じ込め効果による電子状態密度の増加とフォノ ンの平均自由行程の制限による熱伝導率の低減によるものであると考えられている. ここで,ナノ構造化による熱伝導率の低減について説明する.ナノ構造化された熱電材料 内の熱伝導に関して議論をする際,フォノンの概念を用いることが一般的である.フォノン とは格子振動を量子化したものであり,半導体において熱は主にフォノンにより輸送され る.例えば代表長さ L の結晶中を平均自由行程のフォノンが移動する場合のナノ構造化さ れた結晶内におけるフォノン輸送の模式図を Fig. 1-6 に示す30.に比べ L が十分大きい場 合フォノンは界面に到達する前に拡散する.一方,に比べ L が十分小さい場合フォノンは 拡散することなく界面に到達する.後者の場合フォノン輸送は界面の影響を大きく受ける ことになり,本来の熱伝動能が制限されるため熱伝導率が低減される.このような原理でナ ノ構造化により代表長さ L が小さくなる,つまり界面が増加することで熱伝導率は低減さ れる.一方,電気伝導を電子の移動と考えると電気伝導率も熱伝導率と同様に議論すること ができる.熱伝導率を低減するためにナノ構造化を用いると界面が増えるため,電子も散乱 され電気伝導率も低下する.しかし電子の平均自由行程がフォノンの平均自由行程に比べ 非常に小さい 31 ため,フォノンに比べ電子はナノ構造化の影響が少なく,熱伝導率と比較 して電気伝導率は低下しない.そのため適した大きさのナノ構造を作製することで電気伝 導率を維持しつつ熱伝導率を低減させ ZT を向上できると考えられる. Hicks と Dresselhaus の発表以降,ZT を向上させるために多くの研究でナノレベルでの構 造制御が用いられるようになった.その例として量子井戸32,超格子構造33,34,ナノワイヤ ー35-37などがある.Harman らは分子線エピタキシー法をもちいて量子ドット超格子構造を もつ PbSeTe / PbTe の素子を作製し,室温で高い性能を示した33.また,Boukai らは超格子 ナノワイヤ・パターン転写を用いて直径 10 nm の Si ナノワイヤーを作製し,熱伝導率を理
8 論限界以下にまで低減させている36.しかし,このような材料は作製に時間とコストがかか り,スケールアップが困難なため実用化は難しいと考えられる38. 一方,2008 年に Jeng らは SiGe ナノコンポジットの熱伝導率をモンテカルロ法によって 検証し,界面の配置の規則性に比べ界面の密度が熱伝導率の低減に対して大きな影響を与 えると報告した39.そのため現在では,超格子構造のように原子を規則的に積層して作製す る方法に加え,ナノ粒子の焼結による作製などのバルク処理によりナノ構造化を行い界面 の密度を増加することで Fig. 1-7 のように高い電気伝導率およびゼーベック係数を維持しつ つ熱伝導率を低減させ ZT を向上させるという研究が盛んに行われている.Poudel らはボー ルミルにより得た BiSbTe ナノ粒子を焼結することで平均粒径が 20 nm のナノ構造化バルク 材料を作製し,電気特性の向上および熱伝導率の低減による ZT の向上を報告した40.Biswas らは粒界の増加,合金化,ナノ析出体などによって幅広い範囲の平均自由行程をもつフォノ ンを散乱しすることで熱伝導率を大幅に低減させている41.
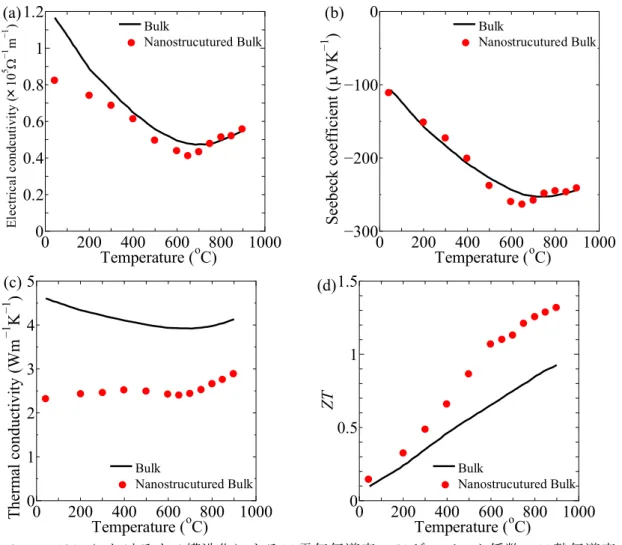
Fig. 1-7 SiGe におけるナノ構造化による(a)電気伝導率,(b)ゼーベック係数,(c)熱伝導率 および(d)ZT への影響42.高い電気特性を維持しつつナノ構造化によって 熱伝導率を低減し ZT を向上させている. 0 200 400 600 800 1000 0 0.2 0.4 0.6 0.8 1 1.2 Temperature (oC) El e ct ric a l c ondc uti vit y ( × 10 5 − 1 m − 1 ) (a) Bulk Nanostrucutured Bulk 0 200 400 600 800 1000 −300 −200 −100 0 Temperature (oC) See be ck coe ffic ie nt ( V K −1 ) (b) Bulk Nanostrucutured Bulk 0 200 400 600 800 1000 0 1 2 3 4 5 Temperature (oC) T herm al conduc ti vi ty (Wm −1 K −1 ) (c) Bulk Nanostrucutured Bulk 0 200 400 600 800 1000 0 0.5 1 1.5 Temperature (oC) ZT (d) Bulk Nanostrucutured Bulk
9
1.4
ナノ構造化バルクシリコン
ナノ構造化を適用することで多くのバルク材料で ZT の向上が報告されてきた40-42.しか し,このような材料は比較的性能は高いが,資源量が少ない,環境負荷が大きいなどの短所 をもつものが多い.一方,シリコン(Si)は高い電気特性,高温での高い安定性,豊富な埋蔵 量,低環境負荷のために熱電変換材料として期待されている材料である.しかし,単結晶シ リコンの熱伝導率43は他の材料に比べ 2 桁以上大きいため ZT が低いことが課題となってい る.そこでナノ構造化により高い電気特性を維持しながら熱伝導率のみを低減させようと いう研究が行われている. Bux ら44はボールミルにより作製した直径 10~100 nm の比較的小さい Si ナノ粒子を焼結 し,高い電気特性を維持しながら熱伝導率の大幅な低減を実現した.また,Yusufu ら 46は アーク溶解法で作製した後に粉砕した高濃度ドーピングされたシリコンを焼結し,数 nm オ ーダーの析出体をもつ試料を作製した.一方,Kessler ら48はプラズマ CVD (Plasma-enhanced chemical vapor deposition)を用いて Si ナノ粒子を大量合成し熱電変換材料として用いた.同 様にプラズマ CVD を用いて Schierning ら47は直径 15 nm および 24 nm の Si ナノ粒子を作 製し,焼結体中に含まれる酸素が熱電特性に与える影響を検証した.また,Claudio ら45は 不要な不純物を含まない直径 14 nm の Si ナノ粒子をプラズマ CVD により作製し,その結 果焼結体は高い電気特性を示した.これらの研究では Fig. 1-8(a)に示すように ZT の向上を 実現しているが,同温度域で使用可能な SiGe42に比べ低く,さらなる ZT の向上が望まれて いる.また,Fig. 1-8(b)に示すように,室温での熱伝導率は 10 Wm-1K-1以上であり,依然と して他の材料に比べ 1 桁以上高い値を示している.熱伝導率は ZT だけでなく必要な材料の 量にも影響する.系に生じる熱流束を q として,温度差T,熱伝導率および材料の厚さ t の関係は式(1.3)のようなフーリエの法則で表される. Fig. 1-8 先行研究で作製されたナノ構造化バルクシリコン熱電材料44-47,バルク SiGe42 およびナノ構造化バルク SiGe42の(a)ZT および(b)熱伝導率の温度依存性.0
200
400
600
800 1000
0
0.5
1
1.5
Temperature (
oC)
ZT
(a)
Nano Si (Ref.44) Bulk Si (Ref.44) Nano Si (Ref.46) Nano Si (Ref.48) Nano Si (Ref.47) Nano Si (Ref.45)Nano SiGe (Ref.42) Bulk SiGe (Ref.42)
0
200
400
600
800 1000
0
10
20
30
Temperature (
oC)
(Wm
−1K
−1)
(b)
Nano Si (Ref.44) Nano Si (Ref.45) Nano Si (Ref.47) Nano Si (Ref.46) Nano Si (Ref.48) Nano SiGe (Ref.42) Bulk SiGe (Ref.42)10 t T q (1.3) 熱流束 q が一定であると仮定して,同じ効率を示す,つまり同じ温度差T を保つためには 式(1.3)から必要な材料の量は材料の熱伝導率に比例することが分かる.熱電変換の普及の ためには性能向上の他に材料コストの低減も重要な要因であるため,熱伝導率のさらなる 低減は大きな課題である.
1.5
目的
本研究では Si ナノ結晶およびアモルファス酸化物相(SiOx)の混成した熱電変換材料を作 製する.ここで Si ナノ結晶相は高い電気特性の維持および熱伝導率の低減,アモルファス 酸化物相はさらなる熱伝導率の低減に寄与する.試料の作製は,プラズマ CVD で得た後酸 化を行って作製した Si/SiOxのコア-シェル構造をもつ数 nm のナノ粒子を焼結することで 実現する.最終的に,試料の熱伝導率の大幅な低減により ZT および費用対効果の向上を実 現することを目的とする.11
実験方法
本研究では,ナノ構造化した熱電変換材料を作製し性能評価を行う.試料作製および性能 評価の手順は以下の通りである. I. プラズマ CVD を用いて Si ナノ粒子を作製する. II. 作製した Si ナノ粒子を放電プラズマ焼結によってペレット状の試料にする. III. 作製した試料の以下のように各物性の測定および試料の観察を行う. 対象 測定方法および使用する装置熱伝導率 レーザーフラッシュ法 (NETZSCH 社製 LFA 447 NanoFlash) 電気伝導率 直流四端子法 (ULVAC 社製 ZEM-3) ゼーベック係数 温度差起電力法 (ULVAC 社製 ZEM-3) 粒度分布 粉末 X 線回折法 (Rigaku 社製 SmartLab) キャリア濃度 ホール測定 (Quantum Design 社製 PPMS) 密度 アルキメデス法 試料観察 透過型電子顕微鏡 Figure 2-1 に実際に作製した試料の例を示す.本章ではこれらの実験手法の概要および,そ れに用いる装置の説明を述べる. Fig. 2-1 作製行程における各試料の例.(a)プラズマ CVD により作製した Si ナノ粒子, (b)放電プラズマ焼結によって作製したペレット状の試料.
12
2.1
プラズマ CVD によるナノ粒子作製
Si ナノ粒子を作製するために本研究ではプラズマ CVD を用いた.その概略図を Fig. 2-2 に示す.一般的にプラズマ CVD とは,プラズマを発生させた反応器内に原料となる混合ガ スを投入,分解し,基板などに製膜する方法である.本研究では基板に製膜する代わりに, 混合ガス中の Si ナノ粒子をフィルターで回収した.プラズマ CVD は,粒度分布を 20 %以 内で,一般的なナノ粒子化の手法であるボールミルでは困難な直径が 10 nm 以下のナノ粒 子から 100 nm オーダーの比較的大きなサイズのナノ粒子まで反応時間を制御することで作 製できるという特徴をもつ49.またドーピング量を幅広い範囲で制御でき,特に通常では困 難な量の高濃度ドーピングが行えることも大きな特徴である.一般的にトランジスタなど に用いられている不純物濃度は 1015 cm-3程度であるが,例えば直径 10 nm の Si ナノ粒子に 不純物 1 原子が含まれると仮定した場合不純物濃度は 1.9×1018 cm-3 (0.004 atm%)となり大 きく上回る.Zhou らは不純物濃度が 31 atm%という高濃度ドーピングを行い,ドープ量に よる結晶構造の変化および不純物の種類による存在しやすい位置や酸化のしやすさの違い を報告している 50.また,一般的にプラズマ CVD の際にドーピングに用いられる PH 3や B2H6に比べ毒性が弱く安価なトリメチルホスフィン(P(OCH3)3)を用いてのドーピングを行 っている50.その他のプラズマ CVD の特徴としては,ボールミルのようなバッチ処理では なく,連続生産が可能でスケールアップしやすい点も挙げられる.Kessler らは 1 kgh-1で Si ナノ粒子を作製し熱電変換材料として用いている51. 次にプラズマ CVD による Si ナノ粒子の作製の具体的な方法について説明する.減圧し たプラズマ反応器内に SiCl4,H2,Ar および P(OCH3)3の混合ガスを投入すると,水素によ る SiCl4の分解,結晶核の発生および成長を経て Si ナノ粒子が作製される.一般的にプラズ マ CVD での Si ナノ粒子の作製には SiH4が原料ガスとして用いられるが,本研究では安全 性が高くコストが低い SiCl4を用いた.また,SiCl4を用いた場合作製したナノ粒子表面は塩 素で終端されるという特徴がある49.ここで SiCl 4の分解反応は式(2.1)のように表される52. SiCl4 + 4H → Si + 4HCl (2.1) これはプラズマによって常温付近で生成した H ラジカルが SiCl4から塩素を引き抜き Si が 生成するという反応である.生成した Si の結晶核は反応時間を長くするとより大きいナノ 粒子に成長するため,ナノ粒子のサイズは混合ガスの流量で制御することができる49.また, ナノ粒子の結晶性はプラズマ反応器の消費電力によって制御可能である49. Fig. 2-2 SiCl4を用いたプラズマ CVD での Si ナノ粒子作製の概要図.13 本研究ではプラズマ CVD を用いて Fig. 2-3 に示すような直径 6 nm,ドーパントをリン(P) としてキャリア濃度が 2.5×1020 cm-3である Si ナノ粒子を作製した.また,作製した Si ナ ノ粒子表面は塩素で終端されているが,一般的に塩素は電子デバイスの電気特性を下げる ということが知られている.そこで塩素を排除すると同時に Si ナノ粒子の表面に酸化膜を 形成するために大気中で酸化を行った.なお,酸化処理は,回転速度を 200 rpm としてマグ ネットスターラーによる撹拌を 2 時間,4 時間および 12 時間行い,異なる厚さの酸化膜を もつ 3 種類のナノ粒子を作製した. Fig. 2-3 プラズマ CVD により作製したナノ粒子の(a)TEM 像および(b)粒度分布.
14
2.2
放電プラズマ焼結
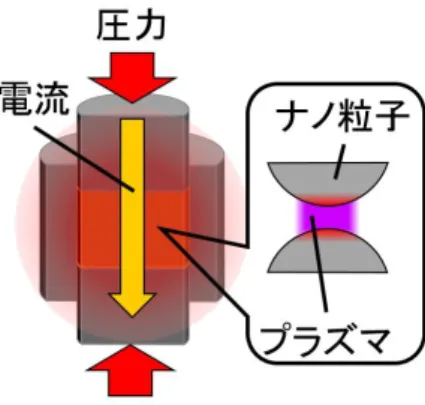
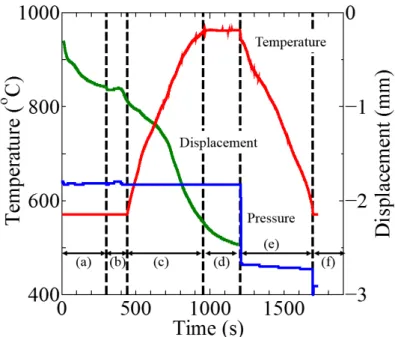
作製したナノ粒子を,放電プラズマ焼結機を用いて焼結し,ペレット状の試料を作製する. 放電プラズマ焼結とは,Fig. 2-4 に示すように,圧力を加えながら試料粉末に高い電圧をか けることで粒子間にプラズマを発生させ大電流を流し,そこで発生するジュール熱を利用 して焼結を行う方法である.そのため焼結温度は流す直流電流量により制御することがで きる.放電プラズマ焼結では粒子間のみで局所的に試料の温度が上がるため,低い温度での 焼結が可能である.そのため同様に金属粉体を焼結する方法であるホットプレス法に比べ 焼結時間も短縮でき,粒成長を抑制できる.例えば,Suzuki は融点が 2900 °C と非常に高 いために単体では不可能であった超硬合金の焼結を放電プラズマ焼結法により 1900 °C と いう低温で行い,その焼結体は高い硬度を示すことを報告した 53.また,Nagata らは従来 では行えなかった 1 m 以下の結晶で構成され高い保磁力をもつマンガン亜鉛フェライトを 放電プラズマ焼結法により作製した54.本研究で焼結機として使用する PAS (Plasma Activated Sintering)装置エレニックス社製 Ed-PAS IV は直流電流を流す前にパルス電流を流すことで粒子表面を活性化させ焼結しやすく する.焼結の際のパラメータとしては焼結時間,焼結温度,加圧力,パルス電流値,パルス 幅など多く存在し,主に焼結温度および保持時間が粒子の成長の度合いに影響する.なお, 焼結温度とは焼結時の最大温度のことを示し,本研究では試料を封入しているカーボン型 の温度であることに注意する必要がある.最適な焼結条件は試料粉末の粒径,酸化膜の状態 などにより異なるため,試料ごとに最適化する必要がある.一般的に高温で長時間焼結を行 えば高密度になるが,粒成長することで界面が消失してしまう可能性も大きくなる.Figure 2-5 に本研究で作製した試料の焼結条件の例を示す.なお,温度は放射温度計によってカー ボン型の外壁で計測したため,600 °C 以下の温度を計測できず,カーボン型の外壁が 600°C 以下の場合は 600 °C として表示されていることに注意する必要がある.本研究 ではまずパルス電流量を200 A,パルス幅に関しては ON 時間を 500 ms,OFF 時間を 50 ms として 5 分間パルス電流を流した(Fig. 2-5(a)).続いて圧力を 96 MPa として,直流電流量を 制御しながら 600 °C 以下では 200 °Cmin-1程度の速度で昇温を行った(Fig. 2-5(b))後,焼 結後の試料の密度が最大となるように密度変化の速度が下がるまで50 °Cmin-1程度の速度
15 で昇温し(Fig. 2-5(c)),密度変化が 0 となった温度で 1 分以上保持した(Fig. 2-5(d)).その後 急冷によるヒビ割れを防ぐために圧力を 24 MPa,冷却速度を 50 °Cmin-1として 600 °C まで 温度を下げ(Fig. 5(e)),圧力および直流電流量を 0 として自然に室温まで冷却した(Fig. 2-5(f)).
Fig. 2-5 焼結条件の例.(a)圧力を 96 MPa としてパルス電流印加,(b)直流電流により 200 °Cmin-1で昇温,(c)50 °Cmin-1で昇温,(d)密度変化の速度が低下した温度に
おいて密度変化が 0 になるまで温度を 1 分間以上保持,(e)圧力を 24 MPa として 50 °Cmin-1で冷却,(f)圧力を 0 MPa として室温まで自然冷却.
16
2.3
作製した試料の各物性の測定および観察
2.3.1
レーザーフラッシュ法
レーザーフラッシュ法とは 1961 年に Parker ら55によって行われた方法で,Fig. 2-6 に示 すように,試料の片面に均一にパルスレーザーを照射して瞬間加熱し,裏面の温度変化をセ ンサーで測定し熱拡散の様子を観測することにより熱拡散率を求める方法である.熱拡散 率を計測する方法として他に定常法装置があるが,それと比較してレーザーフラッシュ法 による測定は非接触で,短時間かつ比較的少量の試料での測定が可能という利点がある.今 回用いる装置である NETZSCH 社製 LFA 447 NanoFlash ではレーザーの代わりにキセノンフ ラッシュ光が照射される. LFA 447 NanoFlash を用いた熱拡散率の測定手順を述べる.まずパルスレーザーの吸収性 を高めるために試料の両面に真空蒸着法を用いてアルミニウムを蒸着する.真空蒸着法と は蒸着材料を試料に成膜する方法であり,タングステンボートに電流を流すことで発生す るジュール熱により高真空中で蒸着材料を蒸発させ試料基板に成膜する.真空蒸着法は同 じ成膜装置であるスパッタと比較して成膜速度が速く,膜厚制御が容易である.なお,蒸着 材料としてアルミニウムを用いる理由はキセノンランプの放射スペクトルのピークがある 可視光域を非常に吸収するためである.次に,パルス加熱光の吸収性を高めるためにカーボ ンスプレーを用いて試料表面に黒化処理を行う.最後に測定データと解析モデルをフィッ ティングすることで熱拡散率を算出する. 続いて解析モデルの説明を行う.試料内の熱伝導が一次元熱伝導であると仮定すると,一 次元熱伝導方程式は式(2.2)のように表される. 2 2 x T t T (2.2) ここで試料の熱損失がないと仮定すると式(2.3)のような解析解が得られる.
1 2 2 ) ( {1 2 ( 1) exp[ ( ) / ]} n n m t n t L (2.3) CL Q m (2.4) ここで用いられている Q は試料表面の単位面積が吸収したレーザーパルスのエネルギー, Fig. 2-6 レーザーフラッシュ法概略図.17 L は試料の厚さ,C は試料の比熱,は試料の密度,は試料の熱拡散率,は裏面の温度変 化,t はパルス照射の瞬間からの時間をそれぞれ表す.式(2.3)のを縦軸,t を横軸にとると Fig. 2-7 のような曲線が得られる. ここで最大温度の 1/2 の温度となる時間をハーフタイム t1/2とすると式(2.2)から熱拡散率 は式のように表される. 2 / 1 2 1388 . 0 t L この方法はハーフタイム法と呼ばれ,Parker らによって提唱された方法である55. レーザーフラッシュ法による熱拡散率計測において試料の厚さは非常に重要である.例 えば試料の厚さの測定誤差が 10 %であると仮定すると式(2.5)より熱拡散率の誤差は約 20 %となる.特に薄い試料の場合,試料の厚さに対するカーボンスプレーの影響が大きく なるため,カーボンスプレーによる黒化処理は測定の誤差になる可能性がある.そのため 薄い試料の熱拡散率を測定する場合はカーボンスプレーをなるべく均一に薄く試料に塗布 する必要がある.また,試料の厚さが薄すぎると応答速度が不足し,厚すぎると裏面の温 度上昇値が小さくなるため信号の S/N 比が悪くなる.このため試料の厚さが適度でなけれ ば正確には解析できない場合がある. また,ハーフタイム法は断熱されており熱損失がない一次元熱伝導を仮定した場合であ るため,実際に解析モデルとして使用するには試料表面からの熱損失を考慮したモデルを 使用する必要がある.このため本研究では Cowan モデル56を解析モデルとして使用してい る.Cowan モデルは,時刻 5t1/2と t1/2でのセンサーの信号比を用いて熱損失を正確に評価 し熱拡散率を求めるモデルである.このようにして求められた熱拡散率と密度,比熱 C を用いて熱伝導率は式のように表される.
C 本研究では密度 = 2.329 gcm-3とし,比熱はバルクの値を用いた. Fig. 2-7 試料の熱損失がないと仮定した場合のセンサーで測定される 試料表面の温度変化の例. Time T emp er at ur e18
2.3.2
直流四端子法
抵抗値 R,断面積 A,長さ L の抵抗の電気伝導率は式のように表される. 1 (2.7) L RA ここでは電気抵抗率を表し,一般的にキャリア濃度の増加とともに電気抵抗率は低下する という特徴をもつ.直流で電気抵抗を測定する方法には主に二端子法と四端子法の二種類 があり,測定略図と等価回路をそれぞれ Fig. 2-8 に示す. まず Fig. 2-8(b)のように二端子法で電気抵抗を測定する場合を考える.この場合電流計 で測定する電流は試料に流れる電流であり,電圧計で測定する電圧は試料の抵抗 RS,電流 計の内部抵抗 RA,接触抵抗 r1,r2にかかっている電圧である.ここでそれぞれの関係はキ ルヒホッフの法則より式(2.9)のように表される. ) (R R r1 r2 I V S A (2.9) ここで用いられている V は電圧計の値,I は電流計の値を表す.RSに比べ RA,r1,r2が無 視できる場合(2.9)式は式(2.10)のように近似することができ,試料の抵抗を求めることがで きる. S IR V (2.10) 電流計の内部抵抗 RA,接触抵抗 r1,r2を 1~10 と仮定すると式(2.9)および(2.10)より試料 の抵抗値が 100~1000 以上である時 1 %以内の誤差で測定できると考えられる.しかし本 研究で扱う試料の電気抵抗率は低く,それに伴い抵抗値も低くなるため,これらを無視す Fig. 2-8 抵抗値測定法.(a)四端子法,(b)二端子法.V
A
V
A
(a-1) (b-1)V
A
V
A
(a-1) (b-1)V
r
1r
2r
3R
AR
vR
SI
A
r
4V
r
1R
AR
vR
SI
A
r
2 (a-2) (b-2)V
r
1r
2r
3R
AR
vR
SI
A
r
4V
r
1R
AR
vR
SI
A
r
2 (a-2) (b-2)19 ることは出来ない. 次に Fig. 2-8(a)のように四端子法で電気抵抗を測定する場合を考える.まず接触抵抗 r2, r3は電圧計の内部抵抗 RVに比べ十分に小さいので無視できる.四端子法の場合,電流計で 測定する電流は試料に流れる電流と電圧計に流れる電流の和であり,電圧計で測定する電 圧は試料にかかっている電圧である.ここでそれぞれの関係はキルヒホッフの法則より式 (2.11)のように表される. ) 1 1 ( V S R R V I (2.11) 試料の抵抗 RSに比べ電圧計の内部抵抗 RVが十分に大きい場合電圧計の内部抵抗の含まれ る項は無視できるため(2.11)式は式(2.12)のように近似することができ,試料の抵抗値を求 めることができる. I V RS (2.12) 電圧計の内部抵抗 RVを 1 Gと仮定すると試料の抵抗値が 1 M以下の時 1 %以内の誤差で 測定できると考えられる. 本研究で用いる試料の抵抗値は全て 10 以下であるため電気伝導率の測定には四端子法 を用いた.
20
2.3.3
温度差起電力法
温度差起電力法とは,試料に対して定常熱流を実現し試料両端に温度勾配をかけること で熱起電力を発生させる方法である.2 点間の温度 TH,TLと電位差V から 2 点の平均温度 T のときのゼーベック係数は式(2.15)のように表される. 2 L H T T T (2.13) L H T T T (2.14) T V S (2.15)今回ゼーベック係数の測定に用いる装置である ULVAC 社製 ZEM-3 の概略図を Fig. 2-9 に 示す.ZEM-3 では,試料の両端を電極で挟み電流-電圧特性を測定することで,ゼーベック 係数と同時に直流四端子法による電気伝導率の温度依存性の測定が可能である.ここで試 料系全体の温度を試料系外部の電気炉,試料につける温度勾配を電極内部に内蔵されたヒ ーターによってそれぞれ制御する.温度・電圧測定用プローブによって計測される電位差V はキルヒホッフの関係より式(2.16)のように表される. T S A L I V (2.16) ここでを試料の電気抵抗率,A を試料の断面積,L をプローブ間の距離,I を試料に流す電 流をそれぞれ表す.T を一定として I を変化させながらプローブ間の電位差V を計測する ことで電気抵抗率およびゼーベック係数を同時に測定できる.ここで電気伝導率を精度よ く計測するためには試料のアスペクト比 L/A をある程度大きくして一次元電気伝導を実現 する必要がある.加えてプローブ間の電位差も大きくなるため精度の高い計測を行うこと ができる.一方,ゼーベック係数を精度よく計測するためにはまず電気伝導率同様試料のア スペクト比 L/A をある程度大きくして一次元熱伝導およびプローブ間の温度差の増大を実 現する必要がある.また,異なるT でゼーベック係数を計測することで精度を高めること ができる.本研究では計測する各温度で上下の電極の温度差を 30 °C,35 °C,40 °C として 温度依存性を測定した. Fig. 2-9 ZEM-3 の概略図.
21
2.3.4
ホール測定
本研究では作製した試料のキャリア濃度を計測するためにホール測定を行った.ホール 測定とは,電流の流れている物質に対して電流に垂直に磁場をかけた場合電流と磁場の両 方に直交する方向に起電力が現れるホール効果を利用して試料内のキャリア濃度を計測す る方法である.Figure 2-10 に示すように y 軸正の方向に電流 I,z 軸正の方向に磁場 B をか ける場合を考える.y 軸負の方向に移動している電子には式(2-17)で表されるローレンツ力 F が x 軸負の方向に働く. evB F (2.17) evndt I (2.18) ここで e は電気素量,v は電子の速さ,n はキャリア濃度,d は試料の x 軸方向の幅,t は z 軸方向の厚さをそれぞれ表す.ローレンツ力により試料側面が帯電し電位差 V が生じる. 定常状態を考えるとこの電場から電子が受ける力とローレンツ力が釣り合い,その関係は 式(2-20)のように表される. d V E (2.19) eE evB (2.20) 以上よりキャリア濃度は式(2-21)のように表される. B V I et n 1 (2.21) 本研究では I を一定として B を-9 T から 9 T まで変化させて V を測定し,測定結果を V = CB (C は定数)でフィッティングすることで n を算出した. また,電気伝導率およびキャリア濃度 n を用いて式(2.22)からキャリア移動度を算出す ることができる. en (2.22) ここで e = 1.6022×10-19 C は電気素量をそれぞれ表す. Fig. 2-10 ホール測定の概略図.22
2.3.5
アルキメデス法
本研究では作製した試料の密度を計測するためにアルキメデス法を用いた.アルキメデ ス法とは,流体中の物体はその物体が押しのけている流体の重さと同じ大きさで上向きの 浮力を受けるというアルキメデスの原理を利用して試料の密度を計測する方法である. Figure 2-11 にアルキメデス法による測定の概略図を示す.空気中および流体中で物体に働く 力の釣り合いを考えるとそれぞれ式(2-23),(2-24)のように表される. mg g ma (2.23) mg g m Vg w w (2.24) ここで maは空気中で秤により計測された物質の質量,m は物体の質量,wは流体の密度, V は物体の体積,mwは流体中で秤により計測された物質の質量,g は重力加速度をそれぞれ 表す.これらより物質の密度は式(2-25)のように表される. w w a a m m m V m (2.25) また,試料の相対密度を算出する際にバルクの密度を 2.329 gcm-3として用いた. Fig. 2-11 アルキメデス法による測定の概略図.23
2.3.6
エネルギー分散型 X 線分析
試 料 の 成 分 分 析 を 行 う た め に エ ネ ル ギ ー 分 散 型 X 線 分 析 (Energy Dispersive X-ray Spectrometer, EDS)を用いた.EDS は電子線を試料表面に照射して発生する特性 X 線のエネ ルギーを測定することで試料に含まれる元素を分析する測定方法である.EDS の特徴には, 測定範囲内の B~U までの元素を短時間で同時に特定可能であること,元素の種類によるが 1 atm%程度の量でも検出可能であること,導電性材料は前処理を行うことなく測定可能で あることなどが挙げられる. 次に特性 X 線について説明する.物質に高エネルギーの電子が入射すると電子の持つエ ネルギーの一部が X 線の発生に変換され,X 線が発生する.発生する X 線は,電子が衝突 に伴って運動エネルギーを失うプロセスにより Fig. 2-12 に示すように連続的な波長をもつ. これは連続 X 線と呼ばれ,連続 X 線において最も短い波長を短波長端と呼ぶ.電子のエネ ルギーが大きくなると連続 X 線の強度は全波長について増大し,短波長端も短波長側に移 動する.また,電子のエネルギーがある値を超えると,Fig. 2-12 に示すように連続 X 線ス ペクトルに,電子を入射した試料固有の波長において非常に鋭いピークが現れる.これらの スペクトルは特性 X 線と呼ばれ,試料を構成する原子に関係している.特性 X 線の発生原 理を Fig. 2-13 に示す.試料を構成する原子を微視的な観点から考えると,原子中の電子は その主量子数 n で分類できる K,L,M などの殻に存在することが知られている.高エネル ギーの電子を試料に入射すると内殻準位の軌道電子が弾き飛ばされ原子は励起状態となる. これは光電効果と呼ばれる.励起された原子は外殻の電子が内殻の空準位に遷移すること で基底状態に戻り,その際遷移する準位間のエネルギー差に相当する電磁波を放出する.こ の放出される電磁波が特性 X 線であり,このプロセスで放出されるエネルギーは原子の種 類および関係する殻に固有な値である.なお,電子の遷移は全ての電子軌道間で生じるので はなく,式(2.26-28)で表される選択則を満たす軌道間の遷移のみが許される. Fig. 2-12 異なるエネルギーをもつ電子の入射により発生する 連続 X 線スペクトルの変化の例(Mo)58.
0
1
2
3
Wave length ( Å)
Inte
ns
it
y
(a)
5 kV
10 kV
15 kV
20 kV
25 kV
24 0 n (2.26) 1 l (2.27) 1 , 0 j (2.28) ここで n は主量子数,l は軌道角運動量量子数,s をスピン角運動量量子数として j = l +s は 主全角運動量量子数を表す.遷移に寄与する内殻軌道と外殻軌道の組み合わせによって特 性 X 線には名称がつけられている.Fig. 2-13 に代表的な電子遷移と特性 X 線の名称を示す. 例えば K線は L 殻から K 殻に,K線は M 殻から K 殻にそれぞれ電子が遷移する際に発生 する特性 X 線である.また同じ K線でも外殻の L 殻の 2p 軌道がスピン分裂を起こして L2 と L3に分かれているために 2 本の特性 X 線が観測される.L3からの遷移によって発生する 特性 X 線を K1線,L2からの遷移によって発生する特性 X 線を K2線と呼んでいる.この 2 本の強度比は準位間の遷移確率に比例し,おおよそ K1 K2 = 2:1 である. EDS では特性 X 線が試料を構成する原子に固有のものであることを利用して各波長の強 度の比により成分分析を行う. Fig. 2-13 特性 X 線の発生原理および各特性 X 線の呼称.
25
2.3.7
X 線小角散乱測定
本研究では試料の平均粒径を計測するために X 線小角散乱測定を行った.X 線小角散乱 測定とは,一般的に微粒子や多孔体のサイズ分布解析に用いられる方法である.X 線小角散 乱測定の特徴には,結晶性の材料のみでなく非晶質の材料の評価も可能であること,非破壊 で簡便かつ短時間に解析が可能であること,可視光に不透明な膜の評価が可能であること, 1~100 nmt 程度の非常に小さな物質のサイズを解析可能であること,複数のサイズ分布をも つ系の解析が可能なことなどが挙げられる. 次に X 線小角散乱測定の測定原理について説明する.マトリックス中に粒子や空孔など の異なる密度の物質が存在する場合,この試料に X 線を照射すると Fig. 2-14 に示すように その物質が散乱体として働き,X 線の進む方向が変化する.これを X 線の散漫散乱と呼ぶ. この散乱信号は非常に弱いため,通常は小角領域と呼ばれる散乱角度 2が 0~10°程度の散 乱角度が小さな領域でのみ観測される.この散乱信号を散乱角度 2の関数として表示する ことにより得られたプロファイルには粒子や空孔の情報が含まれているため,これを解析 することで粒子や空孔の大きさや分布を求めることができる. 続いて具体的な測定方法を説明する.まず試料粉末をガラスキャピラリーに詰める.本研 究では W. Muller 社製の直径 0.5 mm のガラスキャピラリーを用いた.なお,測定時に X 線 が 1/3 程度透過する必要があるため,エタノールなどの溶媒に分散して濃度を調節したもの をガラスキャピラリーに詰めることが必要な場合もある.次に測定装置の試料位置調整な どを行い,測定を行う.本研究では X 線線源に CuK線を用いた.実際に測定で得られたプ ロファイルを Fig. 2-15(a)に示す.Figure 2-15 から平均粒径によって大きくプロファイルが 異なることが分かる.これらのプロファイルに対して粒形および正規分布,対数正規分布と いった粒度分布の形を仮定してフィッティングを行い Fig. 2-15(b)のような粒径分布を算出 した.本研究では粒形を球,粒度分布を対数正規分布とした. Fig. 2-14 X 線小角散乱の概念図.26 Fig. 2-15 X 線小角散乱測定で得られた(a)プロファイルおよび(b)粒度分布の例.
0
1
2
3
10
010
110
210
310
410
510
62
(
o)
Int
ensit
y
(a)
Grain size : 38 nm
Grain size : 118 nm
10
0
−110
010
110
210
30.1
0.2
0.3
0.4
0.5
Grain size (nm)
(b)
Perc
enta
ge (
%)
Grain size : 38 nm Grain size : 118 nm27
熱伝導率の理論計算
本章では,フーリエの法則で表現できない微視的な現象を理解するために,熱伝導を担う フォノンの概念を説明した後,フォノン気体モデルによる熱伝導率計算およびナノ構造化 バルク材料へのフォノン気体モデルの適用を説明する.3.1
固体内の熱伝導
熱電変換材料は熱伝導率を低減すると変換効率が向上するため,近年ナノ構造化による 熱伝導率低減を目的とする研究が行われているが,さらに熱伝導率低減による効率の向上 を実現するためにはナノスケールにおける熱伝導現象のより深い理解が必要となる. 固体内の熱伝導は一般的には式(3.1)に示すようなフーリエの法則によって表される. r κ q T (3.1) ここで q は熱流束,は熱伝導率,T は位置 r における試料の温度をそれぞれ表す.フーリ エの法則から時間的および空間的な温度変化を表す熱伝導方程式を導くことができ,両者 とも適用範囲が広く実用的なものとして知られている.しかし,フーリエの法則は熱伝導現 象を時間的および空間的に巨視的な観点で表現したものであるので,熱伝導を観測する時 間スケールが短い場合もしくは熱伝導が起きる物質の空間的スケールが小さい場合にはフ ーリエの法則は破綻する59.そのため現在熱電変換材料に適用されているようなナノスケー ルにおける熱伝導現象の理解には微視的な観点で熱伝導現象を表現することが必要である 60.微視的には熱は電子と格子振動を量子化した準粒子であるフォノンによって輸送される. 電子による熱伝導率はヴィーデマン-フランツ則により電気伝導率に比例するため,一般的 に電気伝導率の低い半導体材料内の熱伝導はフォノンによる寄与が大きい.そのため熱電 変換材料内の熱伝導を考える上ではフォノンによる熱輸送の理解が重要となる.3.2
フォノン輸送論
3.2.1
単原子系 1 次元調和振動子モデル
まず Fig. 3-1 に示す N 個の同一原子からなる 1 次元調和振動子モデルを考える.ここで調 和振動子とはバネ-マス系のように原子のポテンシャルエネルギーが原子の平衡位置からの 変位の 2 乗に比例するように振動するものである.n 番目の原子に注目すると運動方程式は 式(3.2)で表される. Fig. 3-1 単原子系 1 次元調和振動子モデル.28 ) 2 ( 1 1 2 2 n n n n u u u K dt u d M (3.2) ここで M は原子の質量,K は原子間をつなぐバネ定数,unは a を格子定数として n 番目の 原子の平衡位置 xn = na からの変位とする.なお,ここでは簡単のために周期境界条件(u1 = uN)とする.式(3.2)に平面波解 un = u0exp[i(kxn-t)]を代入すると,波数 k と角周波数の関係 式は式(3.3)のように表される. ka M K 2 1 sin 4 (3.3) このような関係を分散関係と呼び,特に格子振動の場合をフォノン分散関係と呼ぶ.
3.2.2
2 原子系 1 次元調和振動子モデル
次に Fig. 3-2 に示す異なる質量 M と m をもつ 2 個の原子が交互に N 組連なる 1 次元調和振 動子モデルを考える.単原子系の場合と同様に n 番目の組に注目すると運動方程式は式(3.4) および(3.5)で表される. ) 2 ( 1 2 2 n n n n w w u K dt u d M (3.4) ) 2 ( 1 2 2 n n n n u u w K dt w d m (3.5) ここで un,wnは a を格子定数としてそれぞれ n 番目の質量 M,m の原子の平衡位置 xn = 2na, からの変位とする.式(3.4)および(3.5)に平面波解 un = u0exp[i(kxn-t)],wn = w0exp[i(kxn-t)] を代入すると,分散関係は式(3.6)のように表される. ka Mm m M Mm K Mm m M K 2 1 sin 4 ) ( 2 2 (3.6) ここで比較のために式(3.3)および(3.6)を Fig. 3-3 にグラフとして示す.分散関係は Fig. 3-3 のように曲線で表現され,それぞれを分枝と呼ぶ.また,単原子系と 2 原子系を比較する と,2 原子系には 2 個の分枝が存在する.Figure 3-3 に示す,原点を通る分枝は音響モード と呼ばれるが,これは k = 0 における傾きの値が物質中の音速を意味しているためである. 一方,原点を通らない分枝は一般的に光と相互作用をするために光学モードと呼ばれる.ま た,音響モードと光学モードの個数は単位胞内に存在する原子の数 n と自由度 d によって 決まり,それぞれ d 個,(n-1)d 個である. Fig. 3-2 2 原子系 1 次元調和振動子モデル.29
3.2.3
フォノン気体モデル
フォノン粒子の大きさである波束の大きさが結晶より十分小さい場合,結晶格子の振動 を結晶体積内における粒子の運動とみなすことができる.このようにフォノンを気体分子 とみなして気体分子運動論を適用したモデルをフォノン気体モデルと呼ぶ.気体分子運動 論に基づいた熱輸送に関する支配方程式は式(3.7)に示すボルツマン方程式で表される collision s s s t f T t f T t t f k, ( , ) k, (r, ) k, r v r (3.7) ここで f はフォノンの分布関数,r は実空間での座標,t は時間を表す.右辺はボルツマンの 衝突項と呼ばれ,フォノンの散乱による分布関数の変化を表し,この原子間相互作用の非調 和性などに起因したフォノンの散乱が熱抵抗を生じさせる. ボルツマン方程式の簡易化のために 3 つの仮定を行う.まず,平衡状態においてフォノン の分布関数は時間に対して依存しないと仮定して,左辺第一項を 0 とする.次に,温度勾配 が微小であるためフォノンの分布関数 f の平衡分布関数 f0からの差は無視できると仮定し て,左辺第二項の f を f0に置き換える.なお,フォノンはボーズ粒子であるため平衡分布関 数 f0は式(3.8)で表されるボーズ・アインシュタイン分布と等しい. 1 -exp 1 , , 0 T k f B s s k k (3.8) 最後に,衝突項を緩和時間近似61によって表すと仮定すると,ボルツマン方程式(式(3.7))は 緩和時間を用いて式(3.9)のように表される. Fig. 3-3 (a)単原子系および(b)2 原子系 1 次元調和振動子の分散関係. 赤線が音響モード,青線が光学モードをそれぞれ表す.k
(a)
0
/a
2
/a
−
/a
k
(b)
0
/a
2
/a
−
/a
30 s s s s f t f t T t f T , , 0 , , 0 ( , ) ( , ) ( , ) k k k k r r r r v
(3.9) またフォノン粒子の観点から熱流束を考えると,エネルギーħをもつフォノンが平衡状態 に対し過不足している数だけ群速度 v で移動する現象として表現される.よってフォノン による熱流束は全ての波数 k と分枝 s の総和を取って式(3.10)のように表される.なお,こ こでは考える系を簡単にするために等方的な材料の x 軸方向に熱流束が生じていると仮定 する. )) , ( ) , ( ( 1 , 0 , , , , v f t f t V q s s x s s s k k r k r k k
(3.10) ここで V は系の体積である.また,式(3.9)および(3.10)より式(3.11)を得る.
T t f x T v v V q s xs s x s s s ) , ( 1 0 , , , , , , r k k k k k k (3.11) 式(3.11)を式(3.1)で表されるフーリエの法則と比較すると,格子熱伝導率は式(3.12)のよう に表される.
s s x s s s v T t f V , , 2 , , 0 , ) , ( 1 k k k k k r (3.12) また,各フォノンの比熱は式(3.13)のように表される. 1 exp 1 , , , T k T V c B s s s v k k k (3.13) 式(3.13)および vx2 = |vk,s|2 / 3 より格子熱伝導率は式(3.14)のように表される.
s s s s v c , , 2 , , 3 1 k k k k v (3.14)31
3.3
ナノ構造化バルク材料の熱伝導率
本研究ではフォノン気体モデル(式(3.14))を用いて 300 K でのナノ構造化バルクシリコン の熱伝導率を計算した.なお,cv,v,は第一原理計算より得られた値を用いた.ここで第 一原理計算とは実験データや経験的パラメータを用いず理論計算を行う方法である.また 緩和時間は式で表される Matthiessen の法則62を用いて算出した. L v B s s s , 4 , ph , 1 1 k k k
(3.15) Matthiessen の法則はフォノンの散乱確率を各散乱現象が生じる確率の総和として表すもの であり,右辺第一項はフォノン-フォノン散乱,第二項は不純物散乱 63,第三項は界面散乱 64の確率をそれぞれ表している.ここで phはフォノン-フォノン散乱による緩和時間,L を ナノ構造化バルク材料の粒径を表し,B はフィッティングパラメータである.フォノンの散 乱にはキャリア-フォノン散乱など他の要因も存在するが,本研究ではこれら 3 種類の散乱 現象のみを考慮した.なお,ここで用いたphは第一原理計算により算出されたもの 65で, 緩和時間と周波数の関係および,式(3.15)の右辺第二項および第三項を 0 としてその緩和時 間を用いて式(3.14)から算出したドープされていないバルクシリコンの熱伝導率と実験値 43 の比較を Fig. 3-4 にそれぞれ示す.計算値と実験値はよく一致しており,今回使用した緩和 時間の妥当性を確認できた. 次にナノ構造化バルクシリコンの熱伝導率を算出する具体的な手順を説明する.まず, Fig. 3-5 に示すように,本研究で作製した試料と同程度のキャリア濃度(1.7×1020 cm-3)をも つ単結晶シリコンの熱伝導率の値66を式(3.14)によってフィッティングし B を求める.なお, この時は式(3.15)の右辺第三項は 0 として計算を行う.フィッティングの結果 B = 1.4×10-44 となり,実験値とよく一致した.続いて,フィッティングによって求めた B を用いて式(3.14) Fig. 3-4 (a)第一原理計算より得られたシリコン中のフォノンの周波数とフォノン-フォノ ン散乱による緩和時間の関係65および(b)ドープされていないバルクシリコンの計算値と 実験値43の比較.各色はそれぞれの分枝を表している.0.1
1
10
100
0.1
1
10
100
1000
10000
Frequency (THz)
Rel
axa
ti
on
ti
me
(ps)
0
100
200
300
0
1000
2000
3000
4000
5000
6000
Temperature [K]
[W
m
−1K
−2]
Experiment data Theoretical calculation32 から粒径 L のドープされたナノ構造化バルクシリコンの熱伝導率を算出した. Fig. 3-5 B を変化させて算出したドープされたバルクシリコンの熱伝導率の変化. 実験値66をフィッティングした結果 B = 1.4×10-44とした.
0
100
200
300
0
100
200
300
400
500
600
Temperature [K]
[Wm
−1K
−2]
Experiment dataModel (B=1.4e−44,Best fit) Model (B=5e−44)
33
実験結果と考察
本章では異なる厚さの酸化膜を持つ 4 種類の Si ナノ粒子をそれぞれ用いて作製した試料 の構造解析の結果と各熱電特性の関係を説明した後,先行研究との性能比較を行う.4.1
試料の作製および試料観察
プラズマ CVD により直径 6 nm の Si ナノ粒子を作製し,酸化をそれぞれ 2 時間,4 時間, 12 時間行いナノ粒子表面にアモルファス酸化物層を形成した.その後,酸化した Si ナノ粒 子および酸化を行っていないナノ粒子をそれぞれ放電プラズマ焼結により焼結し 4 種類の ペレット状試料を作製した.Table 4-1 にそれぞれの試料の焼結条件,相対密度および X 線 小角散乱測定により算出された平均粒径を示す.Table 4-1 に示す焼結条件により全試料に おいて相対密度が 95 %以上の密な試料とすることができた.また酸化を 2 時間,4 時間行 った Si ナノ粒子を用いた試料の平均粒径はそれぞれ 38 nm,32 nm であり,プラズマ CVD で作製したナノ粒子の粒径は 6 nm であったことから焼結時に粒成長が起こったと分かる. 作製した試料の構造をさらに詳しく分析するために TEM による観察を行った.例として Fig. 4-1 に酸化を 4 時間行った Si ナノ粒子を用いた試料の TEM 像を示す.Fig. 4-1(a)に示す ように試料の 70 %程度は Si ナノ結晶相で構成されていた.またナノ結晶の平均粒径は Fig. 4-1(b)に示すように 30 nm 程度で,X 線小角散乱測定により算出された平均粒径とよく一致 した.Fig. 4-2 に理論モデル計算により算出したドープされていないシリコンおよびプラズ マ CVD で作製した Si ナノ粒子と同程度のドープがされているシリコンの室温での熱伝導 率の粒径依存性を示す.Figure 4-2 に示すように平均粒径が 30 nm である試料の室温での熱 伝導率は 10.8 Wm-1K-1と算出され,ドーピングおよびナノ構造化によりドープされていな いバルクシリコンの熱伝導率(140 Wm-1K-1)から大幅に低減していると推測される.一方,Si 内の電気伝導のほとんどは平均自由行程が 20 nm 以下の電子によって行われている31ため, ナノ構造化による電気伝導率への影響は熱伝導率に比べ小さいと考えられる.また Fig. 4-1(b)から表面に酸化膜が形成された Si ナノ粒子というコア-シェル構造が焼結後には残存し ていないことも分かる.一方,EDS 成分分析によりナノ結晶相内には酸素が多く析出して いる部分が観察された.このような析出物はチョクラルスキー法で作製された単結晶 Si に 見られるもので,室温と Si の融点付近での酸素の固溶度の差によって形成される.このよ Table 4-1 試料の酸化時間,焼結条件,相対密度および平均粒径. 酸化時間 なし 2 時間 4 時間 12 時間 焼結時圧力 (MPa) 96 96 96 96 焼結温度 (°C) 980 910 960 1000 焼結時間 (min) 2 1 4 2 相対密度 (%) 99.2 98.8 95.2 97.1 平均粒径 (nm) - 38 32 -34 うな析出物はキャリア移動度の低下の原因となるため電気特性が低下していると考えられ る. 一方,試料の残り 30 %程度は Fig. 4-1(c)のようなアモルファス酸化物相で構成されてい た.Fig. 4-1(b)のように Si ナノ粒子のコア-シェル構造が残存していなかったことから,この アモルファス酸化物相は焼結時にナノ粒子表面の酸化膜が Si と酸化物間の表面張力によっ て流動的に移動し凝集したものと考えらる.これはシリカの焼結時に見られる現象であり, ガラス転移温度以上の温度になるとアモルファス酸化物相の粘度が減少し表面積が最小に なるようにアモルファス酸化物相が流動的に移動および凝集する67.アモルファス酸化シリ コンの熱伝導率は 1.32 Wm-1K-1とバルク Si に比べ非常に小さい68ため,本研究で作製した 試料のように構成要素の 30 %がアモルファス酸化物相である試料の熱伝導率は大きく低減 されていると推測される.一方,電気伝導においては Fig. 4-1(a)に示すようにアモルファス 酸化物相に遮られることなくナノ結晶相が幾何学的につながっていることが重要であり, 熱伝導に比べアモルファス酸化物相の影響は少ないと考えられる. Fig. 4-1 酸化を 4 時間行った Si ナノ粒子を用いた試料の TEM 像. (a)低倍率像.赤丸はアモルファス酸化物相を示している. (b)Si ナノ結晶の高倍率像,(c)アモルファス酸化物相の高倍率像.
35 Fig. 4-2 理論モデル計算により算出した試料の室温での熱伝導率の粒径依存性.黒線が ドープされていないシリコン,赤線がプラズマ CVD で作製した Si ナノ粒子と同程度の ドープがされているシリコンの熱伝導率をそれぞれ表す.