表面発泡柔軟層プラスチックスペーサの開発
野見山 加寿子*1 大崎 徹郎*1
Development of Plastic Spacer with the Flexible Porous Layer on the Surface
Kazuko Nomiyama and Tetsuro Osaki
鉄筋コンクリート構造物の施工時,鉄筋と型枠間の距離(かぶり)を確保するために用いられるプラスチック製 のスペーサは,コンクリートと比較して熱膨張係数が高いためにコンクリート構造物に亀裂を発生させ,その亀裂 より水・ガスが浸入してコンクリートの中性化,鉄筋の腐食を招く。この課題を解決するために,プラスチックス ペーサの形状を最適化したり,スペーサ表面に圧縮可能な発泡柔軟層を設けたりすることにより,コンクリートと スペーサ間の応力緩和を図り,コンクリート構造体に亀裂を生じさせないプラスチックスペーサの開発を行った。
1 はじめに
鉄筋コンクリート構造物の施工時に使用されるスペ ーサには,鋼製・コンクリート製・モルタル製・プラ スチック製等種々のものがある。形状もサイコロ型・
馬蹄型,ドーナツ型等使用箇所によって様々である。
プラスチックスペーサは,熱膨張によるコンクリート 構造物への亀裂の発生という問題点があるにもかかわ らず,軽くて割れにくいという特徴のため多用されて きている。
今回目的としたプラスチックスペーサは,コンクリ ート構造物の壁・柱あるいは,コンクリート二次製品 に用いられる,プラスチック製のドーナツ型スペーサ
(図1)に替わるものである。ドーナツ型スペーサの 市場規模としては平成17年度約26億円あり,現場打ち 込み用と二次製品用でほぼ二分している1)。
図 1 市販のドーナツ型スペーサ(例)
ドーナツ型スペーサは,その形状のためにコンクリ ート(特に骨材)の充填不良を起こしたり,スペーサ の材料であるポリプロピレン(PP)やポリエチレン(PE) 樹脂がコンクリートとの接着力がないという課題も併
せ持つ。これらを解決するために,本事業では(Ⅰ)プ ラスチックスペーサの形状をコンクリートを分断しな いように,また温度応力が極小になるよう最適化する こと,(Ⅱ)スペーサ表面に温度応力を緩和するための 柔軟な発泡層を設けること,によりコンクリートに亀 裂を生じさせない新規プラスチックスペーサの開発・
商品化を目的とした。課題(Ⅰ)に関しては,近畿大学 産業理工学部阿部教授のグループに協力いただいた。
2 研究・実験方法
表面に発泡層を設けたプラスチックスペーサの亀裂 軽減への効果はこれまでにも検討しており2),大量生 産に対応できる発泡樹脂の検討及び発泡層形成法の検 討が必要であった。
また,事業途中からスペーサ形状の最適化により,
「星型スペーサ」が開発され,これを用いた表面発泡 層形成法の検討も行った。
2-1 発泡層のスペック確立
プラスチックスペーサの表面に発泡層を設ける手段 として,(A)スペーサ表面に発泡樹脂を成形する方法,
(B) スペーサ表面に発泡塗料を塗布する方法,(C)発 泡剤をスペーサ材料と一緒に成形した後,発泡させる 方法など種々考えられる。まず,プラスチックスペー サとコンクリートとの間の歪みを緩和できる発泡層の 厚さ,発泡倍率及び発泡層を形成する材質について検 討した。発泡層を形成する材質については,発泡樹脂 として一般的なポリウレタン,ポリスチレン樹脂を用 いて発泡層厚さ2mm,発泡倍率1.5倍,3倍,10倍のも の,ポリスチレン樹脂を用いて同様に発泡倍率4.8倍 の試作スペーサを作製した。
*1 化学繊維研究所
2-2 発泡塗料塗布法
発泡層の検討中に,課題(Ⅰ)のスペーサ形状の最適 化により新規「星型スペーサ」が提案されたため,そ の後は星型スペーサをコアとして用いた表面発泡層の 検討を行った。
発泡塗料には日本NSC(株)及び製造元の松井色素 化学研究所(株)の御協力により,アクリル樹脂系発 泡塗料のサンプル(フォーミングバインダ)を入手す ることができた。このフォーミングバインダはコンク リート構造物のクラック防止・補修に使用されたりす るものである。発泡塗料だけではポリプロピレン(PP) やポリエチレン(PE)等のプラスチックスペーサの材質 との密着性が悪いため,これを改良するためのプライ マも合わせて提供して頂いた。
まずスペーサにスプレーガンでプライマを均一に塗 布し,120℃で60秒間乾燥した後フォーミングバイン ダを同様にスプレーガンで塗布し120℃で60秒間の乾 燥を数回くり返し,発泡層の厚さを制御した。最後に 120℃で3分間加熱し塗料を発泡させて,発泡層厚さの 異なる試作スペーサを作製した。
2-3 熱膨張マイクロカプセル添加法
上記のように,スペーサ表面に発泡柔軟層を成型・
塗布する方法とは別に,材料であるポリプロピレン (PP)あるいはポリエチレン(PE)に,あらかじめ発泡剤
(熱膨張マイクロカプセル)を配合して,スペーサを 成形後に加熱発泡させる手法についても検討した。
大日精化工業(株)製のファインセルマスター MS402K(発泡・膨脹剤を、PEによりペレット化したも の)あるいは松本油脂製薬(株)製のMBF-230PE50(
発泡膨脹剤「マイクロスフェア」を配合したもの)を,
PPに5〜10部配合したスペーサを射出成形により作製 した。作製した試験片をヒートガンあるいはオイル浴 で加熱し,表面のみを発泡させた。
すべての試作スペーサは,近畿大学阿部研究室にお いて,コンクリートへの埋込み及び温度荷重試験を行 った。
3 結果と考察
3-1 発泡層付加による亀裂軽減効果
温度荷重試験結果を表1に示す。常温+30℃の加温 をした結果,発泡層のないものでは明らかな亀裂が生 じた(図2(A))が,発泡層を付加したものでは,目視で
確認できない程度(0.03mm)の亀裂であり,表面発泡柔 軟層の効果は明らかであった。発泡層の厚さが2mmあ れば,発泡倍率1.5倍でもコンクリートの劣化促進に 影 響 す る 程 の 亀 裂 を 生 じ さ せ る こ と は な か っ た ( 図 2(B))。したがって,さらに発泡倍率の高いものを用 いれば,発泡層の厚さはさらに薄くても良いと考えら れる。
表1 温度荷重試験 (30℃)による 亀裂の発生状況
発泡倍率 長さ(mm) 幅(mm) 樹 脂 発泡層無し 94 0.10 ※下 図 (A)
10 11 0.03 ポリウレタン 1.5 5 0.03 〃※下 図 (B)
3 22 0.03 〃 4.8 12+8 0.03 ポリスチレン
(A)発泡層無し (B)発泡層付き
(左右写真の倍率は同じ)
図2 コンクリート表面の亀裂発生状況観察
ただし,材質としてウレタン樹脂は容易に発泡体(
フォーム)を得られるが,スペーサ表面に均一な発泡 柔軟層を形成するためには,二色射出成形やRIM成形 によらなければならないため,設備装置コストがかか る。またコンクリート中のアルカリ性雰囲気で,加水 分解される可能性があるため,実用製品には適さない と考えられる。
ポリスチレン樹脂はウレタン樹脂と比較して、劣化 分解しにくいものである。実際にコンクリート構造物 内で、防音・断熱材等としても用いられている。しか し発泡スチロールメーカーとの検討により,今回のよ うなプラスチックスペーサの表面にフォームを形成す るための成形機は高価なものであることが判明し,実 用化には別途検討が必要である。
図 3 発泡塗料塗布法 による星型スペーサ
図7 ファインセルマスター配合星型スペーサ
(左:未発泡、右:発泡)
3-2 発泡塗料塗布法 発泡塗料塗布法により 作製したスペーサの一例 を示す。(図3)これらの アクリル樹脂系発泡塗料 を塗布して発泡させたス ペーサについても,温度 荷重試験を行った結果,
70℃まで加温しても亀裂 は生じることがなく,発
泡層による亀裂抑制効果が確認された。このタイプの スペーサを製造するには材料費が1.2倍増という問題 点と,大量生産するにあたり,製造工程でのスプレー 塗装には塗装ロボットが必要で,塗布・乾燥の繰り返 しという複雑さから製造装置のコスト及び生産スピー ドの課題がある。また,スペーサ基材のPPとアクリル 樹脂系発泡塗料との接着性,発泡層の耐久性等の課題 が残された。
3-3 熱膨張マイクロカプセル添加法
配合されている発泡膨脹剤の最高膨脹温度は,ファ インセルマスターMS402Kで190℃,マイクロスフェア で230℃である。熱膨張マイクロカプセル添加法によ る発泡層形成の模式図(断面)を示す(図4)
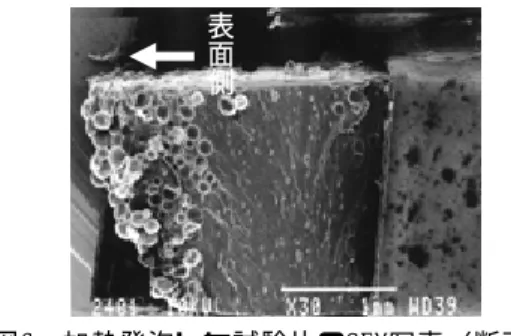
発泡膨脹剤を10部配合した試験片について、220℃
のオイル浴で30秒間加熱した場合の試験片表面及び断 面を電子顕微鏡にて観察した結果を示す(図5及び図6
)。
図4 熱膨張マイクロカプセル添加法の模式図
図5 加熱発泡した試験片のSEM写真(表面)
表面側
図6 加熱発泡した試験片のSEM写真(断面)
この結果より、表面層だけ1mm程度の厚みで発泡し ていることが明らかになり,本方法によっても表面発 泡層が得られることがわかった。
大 日 精 化 工 業 ( 株 ) 製 の フ ァ イ ン セ ル マ ス タ ー MS402Kを配合した星型スペーサを示す(図7)。松本油 脂製薬(株)製のマイクロスフェア配合の星型スペー サも同様に射出成形後に加熱発泡を行い,試作スペー サを得た。これらのスペーサを用いて温度荷重試験を 行った結果,発泡塗料塗布法と同様に70℃まで加温し てもコンクリートに亀裂が生じることは無かった。
発泡膨張剤を含むマスターバッチは,まだメーカー でも試作の場合が多く,コスト的に不利になっている。
材料費のアップは発泡膨張剤を5部配合した場合に1.5 倍強となるため,発泡膨張剤の種類・配合量の最適化。
また大量生産の場合には,加熱工程(温度・時間)も さらに検討が必要である。
4 まとめ
本事業では「星型スペーサ」の開発時点において,
スペーサ形状の最適化だけでもコンクリート構造体へ の亀裂発生が従来品(ドーナツ型)の2分の1に抑えら れ,コストアップもほとんど無いことから商品化(商 品名「プラ・スターG」)に至った。
表面発泡星型スペーサの商品化のためには,製造コ ストの課題(設備面・材料面)が大きいが,コンクリ 200〜250℃
10〜30秒 樹脂
熱膨張マイクロカプセル
ート埋込後の温度荷重試験で、優れた亀裂抑制効果を 発揮したことから,「プラ・スターHI」としてさらに 厳密に亀裂の抑制が必要とされる分野(土木・道路・
橋脚等)での利用が期待される。
5 文献
1)(株)矢野経済研究所:「プラスチックスペーサに 関する調査」調査報告書,pp.1-6(2006)
2)特願2006-136351