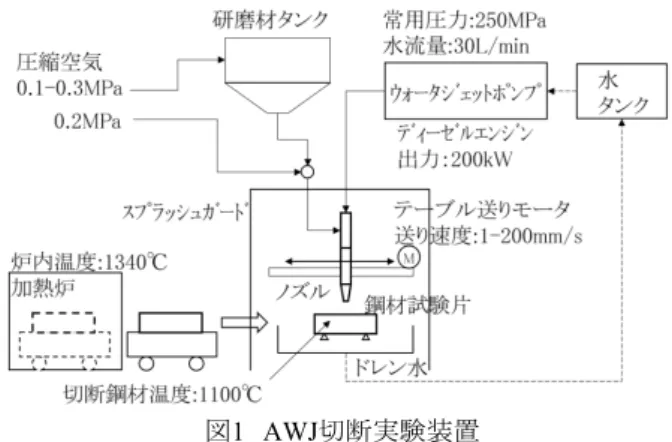
アブレシブウォータジェットによる高温鋼材の切断特性
5
0
0
全文
(2) 砥粒加工学会誌. 実測した研磨材の平均粒径が0.8mmの場合でも,粒径分 布は0.7~1.0mmの幅を持つため,アブレシブノズル径が小さ いと研磨材が詰まり,水がアブレシブタンクへ逆流することが ある.従って,アブレシブノズルの内径は,研磨材の最大粒 径を考慮して選定した.. 631. 実験条件(設定値) 0.75mm. ウォータノズル内径 ウォータノズル長さ. 26mm. アブレシブノズル長さ. 70mm. 高圧水(実験時). 220MPa. 高圧水流量. 30L/min. スタンドオフ距離 (アブレシブノズルと試験片間). 5mm. 図2 AWJノズルの断面構造 2.3 実験材料(高温時の被切断特性) AWJ切断は1980年代に実用化1)されたものの,研磨材およ び被切断材の種類によって切断条件を選択する必要がある ため,現在でも多様な事例について実験検証されている. 本研究の対象とする高温鋼材は,一般的に数百℃に加熱 されると機械特性としての強度が低下するため,切断性が向. 図3 試験片厚さ100mm材での切断位置と温度測定位置. 上すると考えられる. 各種鋼材における温度0~1000℃の縦弾性係数4)から,例. 行った.その際,切断開始時の切断速度(送り速度)1mm/sか. えばS45Cでは鋼材温度1000℃近辺において約90GPaの縦. ら,切断終了時7mm/sまで徐々に切断速度を上げていき,切. 弾性係数となっており,常温時210GPaの半分以下である.. 断深さとの関係を求めた.結果として,AWJだけでは完全に. 5). ここで,WJによる壊食性と材料の縦弾性係数の関係 では, 60MPaの高水圧を10s噴射した際の壊食量が示されており,. は鋼材が分断されなかったため,残存部を鋸切断することで AWJの切断面が確認できるようにした.. 金属材料の縦弾性係数が小さいものほど指数関数的に壊食. 図4に切断後の試験片断面を示す.切断速度を上げていく. 量が増加することが知られている.高温鋼材の場合,先述の. に従い,切断深さが浅くなる傾向が確認できたが,予想に反. 1000℃近辺における縦弾性係数から,常温に比べ3倍以上. して高温鋼材での切断深さが常温鋼材とほとんど変わらない. の被切断特性になると考えた.. 結果となった.. 以上,高温鋼材の縦弾性係数と壊食量の関係から, 1000℃近い高温鋼材に対するAWJ切断では,常温鋼材の3 ~4倍の切断能力が得られると推定した. 2.4 実験条件 主目的である高温鋼材と常温鋼材の温度条件をはじめ, 研磨材の粒径や切断速度などを変化させた.試験片とした. 実験条件 研磨材種類 ガーネット #30-60 0.5mm 研磨材平均粒径 3mm アブレシブノズル直径 試験片鋼材温度 20℃, 1100℃ 切断速度(送り速度). 1, 2, 3, 5, 7mm/s. SS400材は板幅100mm,奥行150mm,厚さ25mm材と100mm 材を用いた.表に一定の設定値とした実験条件を示す. 2.5 高温切断中の鋼材内部温度の測定 高温切断実験(板厚100mm材)において,鋼材の内部温 度を熱電対により測定した.図3のように,材料中央の切断ラ インより30mmオフセンタした位置で,切断開始側と終了側の 計2箇所におけるAWJ切断時の時間履歴を測定した. 3.実験結果 3.1 試験片厚さ25mm材での比較(研磨材粒径0.5mm) 研 磨 材 ガ ー ネ ッ ト #30-60 ( 平 均 粒 径 0.5mm ) , ノ ズ ル 径. 図4. 鋼材温度の違いによる切断面の比較. (試験片厚さ25mm,研磨材平均粒径0.5mm). Φ3mmを用いてAWJ切断を行い,常温と高温の比較実験を. Journal of the Japan Society for Abrasive Technology Vol.64 No.12 2020 DEC. 630-634. 31.
(3) 632. 砥粒加工学会誌. 3.2 試験片厚さ100mm材での比較(研磨材粒径0.8mm) 研磨材の粒径を前節より1.5倍大きくして熱容量を大きくし,. 動開始・終了に合わせて入力したONOFF信号であり,試験 片から前後約10mm離れた位置を基準とした.. 切断中の切断速度を一定速度にして常温と高温の比較を行. ここで図7中に,各熱電対をノズルが通過する概算時刻の. った.このとき切断速度が低速1mm/sでも切断深さが確認で. 鋼材温度を丸印で示した.WJノズルの通過を折れ点として,. きるよう,試験片の厚さはt100mmに変更した.. 鋼材温度が降下していく様子がわかる.ただし通過時の切断. 同じノズル径Φ3mmを用いて,研磨材ガーネット#20~40. 近傍温度は800℃以上であり,高温状態であることを確認した.. (平均粒径0.8mm)でAWJ切断を行った結果を図5に示す.. ノズル通過による切断終了後は,熱電対の指示温度が500℃. 紙面手前から奥へ向かって切断したもので,切断開始端面の. 程度まで復熱していることを確認した.. 写真を示した.この場合においても,高温切断が常温切断を 上回ることなく,切断深さの違いはみられなかった. 実験条件 研磨材種類 ガーネット #20-40 0.8mm 研磨材平均粒径 3mm アブレシブノズル直径 試験片鋼材温度 20℃, 1100℃ 切断速度(送り速度). 1, 3, 5, 7mm/s. 図7 AWJ切断中における鋼材内部の温度実測 3.4 切断速度と切断深さの実験結果まとめ AWJによる鋼材切断のこれまでの基礎実験結果を従来の 図5 高温切断と常温切断による切断深さの比較. 文献データ6)と比較すると図8のようになる.図中の▲プロット. (試験片厚さ100mm,研磨材平均粒径0.8mm). が常温切断,◇プロットが高温切断の結果である.〇プロット. 前記の結果を切断速度と切断深さの関係でグラフ化したも. は,鋼材SS400を切断した文献値 6) であるが,本研究の実験 結果も従来の切断能力とほぼ一致した.. のを図6に示す.切断速度の増加に伴い,切断深さが対数的. 以上のことから,高温鋼材のAWJ切断において,切断深さ. に減少する傾向がわかる.以上までの結果から,高温鋼材の. における能力向上には至らないことがわかった.本実験結果. 切断深さは常温鋼材のものと同等で差のない結果となった.. か ら 板 厚 30mm を AWJ 切 断 す る 場 合 , 切 断 速 度 3mm/s (180mm/min)以下の低速にする必要がある.. 図6 高温鋼材と常温鋼材における 切断速度と切断深さの関係. 図8 高温切断による切断速度と切断深さの関係 (従来の文献値を含めた常温切断に対する比較). 3.3 AWJ切断時の鋼材内部温度 高温切断実験(試験片厚さ100mm)において,切断中の鋼 材内部温度を熱電対により測定した結果を図7に示す.図中 の曲線のうち下側の破線が切断開始側の熱電対,上側の実 線が終了側の熱電対である.また点線の垂直線はノズルの移. 32. 4.考察 4.1 AWJの切断機構における材料強度の影響 HashishによるAWJの切断機構では,切断深さを式(1)とし て,第1項の切削摩耗と第2項の変形摩耗7)で示されている.. Journal of the Japan Society for Abrasive Technology Vol.64 No.12 2020 DEC. 630-634.
(4) 砥粒加工学会誌. V:粒子速度,ma:研磨材供給量,u:送り速度(切断速度), dj:アブレシブ噴流直径,C,c:定数,σ:応力(硬さ),e:靭性. maV 2 2ma (1 c)V 2 hC 8 u u edj. (1). 633. 伝熱解析条件 鋼材の熱伝導率. 54 W/mK. 鋼材の比熱. 47 J/kgK. 空気の対流熱伝達率. 20 W/m2K. ウォータジェットの沸騰熱伝達率. 10 kW/m2K. ここで,材料強度に関するパラメータが,硬さ(σ)と靭性(e) で,今回の常温鋼材と高温鋼材では,温度による影響で材料 強度に2倍以上の差異がある. 上記の材料強度(σ,e)と,切断の送り速度(u)をパラメータ として変化させて,切断深さ(h)を求めた実験結果が前記図4 である. 送り速度(u)が速くなると,切断深さ(h)が浅くなる傾向が,常 温鋼材と高温鋼材で同等であったことから,材料強度(σ,e) に差がなかった可能性が考えられる. 4.2 AWJ高温切断時の挙動推定 アブレシブウォータジェット(AWJ)による高温切断の実験 結果から,図9のような切断現象であると推定した. ・ウォータジェットが鋼材と接触する切断溝の送り方向最前面 は,極表層(研磨材粒径以下の深さ)が冷却され,常温鋼 材と同等な機械的性質になっている. ・研磨材が高圧水の圧力を受けて鋼材に押し込まれ,切断能 力を発揮するのは粒径の半分以下であるため,切断溝表 層の冷却された鋼材である. ・研磨材の粒径1mm前後では,結果として常温鋼材を切断し たのと同じ現象であり,切断速度と切断深さの関係は,鋼材 中心温度の影響を受けない.. 図10 鋼材内部の深さと温度履歴の計算結果 部の温度計算結果を示す.実測温度(図中太線)と,計算結 果の時間履歴勾配が一致するように同定した.この推定によ ると,切断面(表層からの距離ゼロ)の細い実線は,数秒で急 速に温度が300℃程度まで降下した.その後の切断面表層は, ウォータジェットの冷却と高温鋼材内部からの加熱で200℃付 近に均衡した. 上記の数値計算における開始から5s後の切断面からの温 度分布を図11に示す.横軸はWJが接触する切断面からの距 離であり,切断面の表層1mmは300~400℃である.距離 15mm以上離れれば,800℃以上の高温に保たれている. このことから,高温鋼材の切断挙動が常温鋼材と同等にな る多様な要因のうち,温度低下が1つの可能性として考えられ, 研磨材が作用できる切断面の極表層は,常温鋼材と同等の 抗張力や降伏点となる温度300℃以下9)になったと推定した.. 図9 高温鋼材のAWJ切断における加工現象の推定モデル 4.3 鋼材温度の実測値による切断面温度の推定 前節の推定を検証するため,実測した鋼材内部温度により, AWJの接する切断面温度の推定を試みた.計算は非定常伝 熱の数値解法8)で簡易に求めたものである. 伝熱モデルは,矩形の一辺だけ100℃の沸騰水に接触し た沸騰熱伝達で,残りの三辺は50℃の大気との対流熱伝達. 図11 切断開始から5s後の鋼材内部温度の計算結果. とした.ウォータジェットと切断面との沸騰熱伝達率は未知で あるため,3.3節で実測した鋼材内部温度と伝熱計算が一致 するように同定して熱伝達率を求めた. 図10に切断面から距離40㎜の実測温度で同定した鋼材内. 5.結 言 本研究では,1100℃に加熱した高温鋼材をアブレシブウォ ータジェット(AWJ)により切断し,常温鋼材の切断特性と比較. Journal of the Japan Society for Abrasive Technology Vol.64 No.12 2020 DEC. 630-634. 33.
(5) 634. 砥粒加工学会誌. して,次のような結果を得た. (1) 高温鋼材の縦弾性係数およびせん断抵抗の関係から, 1100℃の高温鋼材に対するAWJ切断では,常温鋼材の 3~4倍の切断能力であると推定したが,高温鋼材での 切断深さは常温鋼材と同等であった. (2) 研磨材ガーネットによるAWJの高温鋼材切断は,SS400 材 の 切 断 速 度1mm/sで切断 深さ 100mm, 切 断 速度3 mm/sで切断深さ30mmという常温鋼材の文献値とほぼ一 致した. (3) 高温鋼材の内部温度実測値と水冷の数値計算を比較し た結果,内部温度1100℃の高温AWJ切断でも,研磨材 が作用できる切断面の極表層は300℃以下になるという のが簡易的な数値計算の結果である.常温鋼材と同等 の機械的性質になると推定されたことから,高温鋼材の 切断挙動が常温鋼材と変わらなかったのは,WJによる 温度低下が1つの要因として考えられる. 6.参考文献 1) 2) 3) 4) 5) 6) 7) 8) 9). 幾世橋広:ウォータージェット技術の進展と将来展望,設計工学,34,9 (2002) 277. 下笠知治:日本国特許,特開平 7-32106 (1995). 下笠知治:日本国特許,特開平 9-108800 (1997). 原隆啓:鋼種による熱応力亀裂の発生度合を比較するための高温弾性 率および熱膨張率の測定,鉄と鋼,49,13 (1963) 1885. 横田章,山門憲雄:高速連続水噴流による固体のかい食と水噴流の構造 について,日本機械学会論文集,33,249 (1967) 723. 松井繁朋:川崎重工技報,108 (1991) 51. 清重正典:研磨材を含むウォータージェットの切断能力について,ターボ 機械,17,11 (1989) 700. 甲藤好郎:伝熱概論,養賢堂 (1974) 405. 中山一雄:高温切削の基礎的研究,精密機械,21,9 (1974) 353.. 34. Journal of the Japan Society for Abrasive Technology Vol.64 No.12 2020 DEC. 630-634.
(6)
図
関連したドキュメント
図一1 に示す ような,縦 お よび横 補剛材 で補 剛 された 板要素か らなる断面部材 の全 体剛性 行列 お よび安定係数 行列は局所 座標 系で求 め られた横補 剛材
昭和 58 年ぐらいに山林の半分程を切り崩し、開発申請により 10 区画ほどの造成
筋障害が問題となる.常温下での冠状動脈遮断に
Key words: micro cutting, cutting temperature, infrared radiation pyrometer, optical fiber, thermal partition coefficient, diamond tool, melting point... 上田 ・佐藤 ・杉田:微
8月上旬から下旬へのより大きな二つの山を見 るととが出來たが,大体1日直心気温癬氏2一度
心部 の上 下両端 に見 える 白色の 太線 は管
高齢者の性腺機能低下は,その症状が特異的で
15 ASTM E208-95a: Reapproved 2000, Standard test method for conducting drop -weight test to determine nil-ductility transition temperature of ferritic steels.. 16 ASTM
