九州大学学術情報リポジトリ
Kyushu University Institutional Repository
乾式タワーミルKD-3型粉砕機の開発と粉砕機構に関 する研究
柴山, 敦
九州大学工学地球資源システム
https://doi.org/10.11501/3150834
出版情報:Kyushu University, 1998, 博士(工学), 課程博士 バージョン:
権利関係:
第6章 サイクロンの構造が捕集性能に及ぼす影響
6.1 捕集装置としてのサイクロンの役割
本研究で開発を行った乾式タワーミル KD・3型粉砕機は、 装置内の L要部分が解砕部、 分級部、 捕集部から構成されている。 これまでは 解砕部内の粉砕用ボールのサイズと悦作スクリユーの回転速度、 分級 部については分級部カラムとカラム内の網の役割について検討を行い、
粉砕効果に及ぼす条件と産物の粒子径を規定する条件を提案した。
その次の段階として、 分級部のオーバーフロー粒子を捕集する部分 である捕集用サイクロンの構造が、 粉砕産物の捕集性能にどのような 影響を及ぼしているのかを明確にする必要が生じてきた。 なぜなら 粉砕産物を最終的に捕集するサイクロンは、 粉砕機の微粉砕性能に大 きな影響を与える部分だからである。 通常、 鉱工業界で使用されてい る分級および分離装置としてのサイクロンについては、 井伊谷(集塵装 置 ・ 新版) 61 )あるいは小川(サイクロン分離器) 62)などの多くの文献が 存在し、 サイクロン内の空気や物質の挙動、 分級 ・ 分離性能に関する 報告や論文も多数報じられている。 本研究でも一部の論文を参考にし
ているが 63)ー71)、 これらはあくまでも、 単一のサイクロンを独立して
使用した場合の論文が中心であり、 タワーミルのような閉回路粉砕系 を構成する装置としての論文は非常に少ない。 特に 、 KD・3 型機で用 いているサイクロンは、 一般的な用途として使用されている分級装 ではなく、 空気と粒子の分離を行う装置、 つまり固-気分離装置として 考えていることから、 サイクロンの固.気分離性能を把躍し、 産物粒 の捕集能力が高いサイクロンの構造について検討を行う必要がある。
そこで本章では、 サイクロンの構造が捕集性能にどのような影響を 及ぼしているのかを調べることにした。 具体的には、 構造の異なる10 種類のサイクロンを試作後、 石灰石の粉砕試験を行うことで、 サイク ロンの構造が粉砕産物の重量、 粒子径および消費電力にどのような影 響を及ぼすのかを調べた。 さらに、 その結果より微粒子の捕集が最も 効果的に行えるサイクロンの構造を検討し、 超微粉砕機に使用できる 捕集用サイクロンの構造について考察を行った 33) 。
6.2 サイクロンの構造と粉砕条件
本実験は、 これまでの実験と同じく乾式タワーミル KD・3型粉砕機 を使用し(図2 ・3参照)、 解砕部についても前章と同じ H 15:3型解砕 部 (図2・ 4参照)を使用した。
分級部は、 透明プラスチ ック製の KD・:3 }型分級部カラムを使用した が、 前章で検討したカラム内の網については、 最も分級効果が高く、
粉砕産物(サイクロン十111 集沌物)の忌大粒子径を小さくすることがで きたCLA3 分級部カラム(整流板の上部に網を3枚、 下部に2枚中心 部が密になるように網を重ねたカラム)を用いることにした。 (本カ ラム内の整流板および整流用網の取り{、Jけ状態図は図2・6に示してい る。 )
本章の検討項目である捕集部のサイクロンは、 分級部から送ら れて きた空気と粒子の固.気分離を行い、 粒子のみを捕集する部分である。
本実験では、 前述のように構造の異なる 10種類、 の捕集用サイクロン を試作し、 その構造による粉砕産物への影響を調べることにした。 各 サイクロンの模式図を図 6・1に示す。 今回は 、 大別してシングルサイ クロン(図6・1 : C 1、 C2、 C5、 CG)とツインサイクロン(図6・1 : C 3、
C4、 C7、 C8、 C9, C10)の二種類のサイクロンを用い、 両サイクロ ンの円筒部の長さを2通りの長さにした(図6・1 の上段と下段) サイクロンの分級部カラムからサイクロン円筒部への連結口断面積
(サイクロン流入口断面積)は、 25mmx 44mmの 1 100 mm2で統一し ている。 シングルサイクロンは、 元々KD・ 1 型機、 KD・2 型機および KD・3 型機で使用してきた内径 75mmの透明プラスチ ック製のサイク ロンであり、 円筒部の長さは従来からの :310 mm円筒部と、 約 2倍に
伸ばした 616mm円筒部の 2通りにしている。 ツインサイクロンは、
シングルサイクロンの円筒部断面積の約半分の断面積を持つ円筒部を、
2 本並列に連結したサイクロンで、 結果的にはサイクロン内の流路断 面積 とほとんど同じ断面積になっている。 ここで、 サイクロン内を流
れる気流に摩擦等による圧力損失が生じない状態を仮定すると、 サイ クロン内の空気の流量および流速はシングルサイクロンもツインサイ クロンも等しくなる。 その結果、 サイクロン内の粒子に対して作用す る遠心力( F=mv2/r、 F:遠心力 、 m:粒 、 v:流速、 r:回転運動半径)
121
は、 円筒部の内径(r)が小さいツインサイクロンの方がシングルサイク ロンよりも大きくなると考えられる。 このツインサイクロンの円筒部 も、シングルサイクロンと同線に ;31Om mの円筒部と 616mm の円筒部 を使用した。 さらに、 両サイクロンについて、 サイクロン内に螺旋流 路を取り付けたサイクロン(C 2、 C4、 C6, C8)と、 !螺旋流路を取り 付けていないサイクロン(C], C:3, C5、 C 7)を試作した。 また、 後 に詳しく説明する螺旋j走路付きツインサイクロ ン( C 8)については、
螺旋間隔の異なる 2種類のサイクロ ン C9.C10を新たに試作した。
今回、 サイクロンの構造を検討するために新たに開発した螺旋流路 付きのサイクロン C2、 C4、 C6、 C8、 C9, C10について詳しく説明す る。 螺旋が無い通常のサイクロン(例えば C1 など)では、 円筒部内 の粒子は落下していかずに、 サイクロン内の同一円周上で滞留を起こ す現象が生じていた。 しかも、 随時送られてくる新 しい粒子が、 この 滞留している円筒部付近を流れると、 一緒に滞留に巻き込まれ、 分離 効率を悪化させる一因となっていた。 そこで、 粒子が円筒部を1周旋 回すれば必ずある一定間隔ずつ落下できるように 、 しかも流れやすく なるよう に流路(ガイド)を取り付け、 半強制的な遠心運動をさせる
構造にしたのが螺旋流路付きサイクロンである。 各サイクロンとも、
螺旋流路の最上段は 4 4mm、 C2、 C4、 C6、 C8 サイクロンの最下段は 35mm にし、 下方へいくほど!螺旋間隔が短くなるようにした。 また、
C9サイクロンは最下段を 25mm と他のサイク口 ンに比べ、 螺旋間隔 を狭めている一方、C10サイクロンは、螺旋間隔の全ての間隔を 44mm の一定間隔にしている。 各サイクロンの螺旋段数は、 C2サイクロンと C4 サイクロンが 6 段、 C6 サイクロンと C8 サイクロンが 14段、 C9 サイクロンが17段、 C10サイクロンが 12段である。
以上の各サイクロン内で固体(粒子)が取り除かれた空気は、 再び 送風機に戻り装置内を循環する構造になっている。 装置内を流れるグロ 気の流速は、 サイクロン後部のダクトに設置されたオリフィスにより ダクト差圧として測定され、 ダクト内流速に換算することができる。
粉砕媒体のスチールボールおよび給鉱試料の石灰石は前章と同じ条 件とする。
粉砕条件は前章までと同じく、 12 0 分間の四分式粉砕を行った。 特
に今回は、 サイクロンの構造による影響を調べるため、 図6・1に示す Clから C8 の 8種類、 のサイクロンを用いて、 ダクト内流速を 0.9m/s と 1.15m/s の2通りに調節し、 両流速で粉砕実験を行った。 また、 こ れまでの粉砕試験で震も良好な結果が得られた螺旋流路付きツインサ イクロンについて、 円筒部内部の!螺旋間隔が粉砕産物に及ぼす影響を 調べるために、 図 6・1に/示す C8、 C9, Cl0のサイクロンを)1]いて粉 砕実験を行った。 但しこの場合は、 ダクト|付流速を5段階(約0.5m/s、
0. 7m/s、 0.9m/s、 l .lm/s、 1.:3m/s)に調節して実験を行った。
さらに 、 今回のサイクロンの構造を検討する際の重要な問題点に、
サイクロン内を流れる気流のサイクロン出入り口差圧、 つまりサイク ロン内の気流圧力損失を考慮する必要がある。 そこで、 サイクロン入 り口と出口の両静圧を水柱マノメータで測定し、 その差を読み取るこ とでサイクロン気流圧力煩失として測定することにした。 ただし、 こ の測定は、 ダクト内流速が一定になるように調節後、 安定した後に測 定を行ったが、 その流速は!螺旋流路付きサイクロンで 0.5m/s から
1. 8m / s付近まで、 螺旋流路が無いサイクロンで0.5m/sから2.:3m/s付 近までの流速でサイクロン圧力損失を測定することができた。 また、
本測定は水柱マノメータによる測定のため、 圧力の単位は mmH20 で あったが、 測定時の気温を考慮、して、 単位をパスカル(P a)に換算し表 示することにした。
また、 粉砕産物の粒度分析は、 前章までと同じく後半60分間の粉砕 で得られた産物に ついて、 沈降天秤式粉体粒度分布測定装置(試作 3
号機)を用いて粒度分析を行った 節に記述)
37) - 39)
2:3 ]
。 (詳しくは第 2章の 2.3.5
。ド 一 {
c.o
�
〈ζ〉
C5
9 65
Cコ
�
C勺
。ト一{
C1 C2
qp 守人口町
で寸『でさ4
C3 C4
ハhU Fし
C7 C8 C9
図6・1 10種類のサイクロンの模式図(形状図)
で4
?吋
日コ ふ1
C10
6.3 粉砕産物重量と50%粒子径の関係
本項目では、 まず、 サイクロン円筒部補造、 およびサイクロン内部 に燦旋流路を設置したサイクロンと設置していないサイクロンが粉砕
産物にどのような影響を与えるのかを調べるために、 C 1.-..., C8 のサイ クロンを用いてダクト内流速を O. 9m /お および 1.15m/s に調節した場 Aの粉砕結果を述べる。 次に最も微粘f tllì �ミ性能が高かった螺旋流路 付きツインサイクロンに関して、 !燦旋流路It\J隔を変えた場合の粉砕産 物への影響を検討する。
サイクロン円筒部構造および螺旋流路による影響
サイクロン捕集産物の粉砕産物 と50%粒子径の関係を図6・2に
示す。 図6-2・aはダクト内流速がO.9m / sの時の結果を示しており、 図 6・2-bはダクト内流速が 1.15m/s の時の結果を示している。 両流速に おいて各サイクロンを比較すると、 螺旋流路を取り付けたサイクロン (C2: • 印、 C4: T印、 C6:・印、 C8: ・印)の方が、 産物重量が 多く、 50%粒子径は小さくなっている。 この点については以下のよう に考えることができる。 螺旋流路を取り付けたサイクロン内部では、
粒子は円筒部を周囲する毎に螺旋流路に従ってサイクロン下部ヘ落下 していくため、 サイクロン内で滞留する粒子は減少し、 サイクロン外 ヘ排出される微粒子も減少する。 その結果、 産物として捕集される微
粒子の割合が増加するため、 螺旋流路付きサイクロンの方が産物重 は多く、 50%粒子径は小さくなったと考えられる。 ところが、 産物重 量については、 第 3 章の 3.3節で述べたように、 ダクト内流速が 1.10m/s 以上になると産物重量が減少する傾向が現れるため、 今回の 実験でもダクト内流速が 1.15m/s (図 6-2-b )の時の産物重量は、
0.9m/s (図 6・2・a)の産物重量より減少する結果が得られた。 また、
シングルサイクロンとツインサイクロンの影響及び円筒部の長さによ る影響は明確に現れなかった。
次に、 分級部捕集産物の粉砕産物重量と 50%粒子径の関係を図 6-:3 に示す。 50%粒子径に関しては 、 サイクロンの構造による影響は明確 に現れていないが、 図6・3-bの産物重量は!螺旋流路付きサイクロンを 用いた方が少なくなっている。 これはサイクロン内に螺筑流路を取り
]25
付ると、 サイクロ ン内の圧力損失が大きくなる。 その結果、 装置内を 流れる空気の流速が一時的に上昇せず、 分級部 に吹き上げられる粒子 の量が減少するため、 分級部の産物電量が少なくなったと考えられる。
ちなみに、 本装置によるダクト内 流速の調節法は、 一定時間をおい て送風機の出力を手動で操作することにより調節している。ところが、
送風機の出力調整を行うまでの問に、 サイクロ ンで生じる圧力損失に よってダクト内流速の 一時的な減少が確認される。 この時、 装置内の 流速が所定の流速まで|二昇しない状態になるが、 送風機の出力を上げ ることによりその現象は解消される。 特に、 螺旋流路付きサイクロ ン では、 圧力損失が大きいため前述の現象が顕著に生じ、 装置内の空安 の流速が上昇し にくい状態になると考えられる。
螺旋流路付きツインサイクロンの螺旋流路間隔による影響
サイクロ ン捕集産物重量と50%粒子径の関係を図6-4に示す。 各サ イクロ ンを比較すると、 産物重量については明確な差は確認されなか ったが、 50%粒子径についてはサイクロ ン C8 (・印)と C9 (・印) がC 10 (企印)に比べて小さくなっている。 これは、 C-10の螺旋間隔 が、 各段を短くせずに一定間隔で設置しているため , 円筒内の空気は 流れやすくなり、 多くの微粒子が空気の流れによりサイクロ ン外ヘ排
出されたと考えられる。 その結果、 産物中の微粒子は増加せず、 50%
粒子径は大きくなったと考えられる。
次に、 分級部捕集産物重量と50%粒子径の関係を図6・5に示す。 各 サイクロ ンを比較すると、 C8 (0印)、 C1 0 (ム印)はほぼ同じ産物 重量であるが、 C9 (口印)の産物重量は他の2つのサイクロ ンに比べ て少なくなっているのがわかる。 これは、 C9内部の!螺旋間隔は下方ヘ 行くほど短くなっているため、 空気の流れに対し大きな抵抗となる。
その結果前述したように、 サイクロ ン内部の圧力損失によって、 装置 内を流れる空気の流速が一時的に減少し、 産物重量が他のサイクロ ン に比べて減少したと考えられる。
6 2.5
-v
•
〈仏aavv
一」
0.25
」
0.20
5678 cccc
企
0・0・
1.0 0.15
(Ed細川中提訴omQ察側蝋諜入口ふ守点十
く〉
41qJ』内ベ》』U7cccc
2.0ト マ
1.5ド
0.30
サイクロン捕集産物重量(kg) 図6-2-aダクト内流速: O. 9m/s
マム
く〉• v
。 2.0ド
1.5←
(ES慰伴提示omG套制蝋饗入口ふ守わ 2.5
一」
0.25
ょ
0.20
1.0 0.15 0.30
サイクロン捕集産物重量(kg)
と50%粒子径の関係 図6-2-bダクト内流速: 1. 15m/s
サイクロン捕集産物における粉砕産物重
127 図6-2
v - v・
く〉 1つ
ム
•
0・0・
41内ノι丹、MAU寸cccc
4.0
3.5
3.0
2.5
(Ed山思伴提訴OωG察制蝋懇話援余
2.0 0.20 0.25 0.30 0.35
分級部補集産物重量(kg) ダクト内流速: O. 9m/s 図6-3-a
4.0
• マ
3.5ト
く〉
O A v •
-
3.0←
2.5ト
(gd山思U昨日判決まomG套制川町集結髪余
」
0.30
ょ
0.25
ト
2.0 0.20 0.35
分級部捕集産物重量(kg)
ダクト内流速: 1. 15m/s
旦と50%粒子径の関係 図6-3-b
分級部捕集産物における粉砕産物 図6-3
2.5
AA 企
•
C8 C9 C10
.. Aa
2.0←
•
• • •
•
• • 1.0←
0.5ト
• 企 -•
(Eミ)細川伸提示。ωG察制蝋軍入口ふγ令
1.5ト
斗 」
0.2
__j_
0.1 0.0 よ
0 0.3
(kg) サイク口ン捕集産物重量
と50%粒子径の関係 サイクロン捕集産物における粉砕産物
図6・4
129
3.5
,問、
E
こえ
、ーノ
�
吋認仲
2.5e 討0ぱZコ� �
D 0せ5六 ミ・ C
器くR
1 51.0 0.0
l 、-司,、}
口
co
口 &口 ど三
� l斗
。 C8 口 C9 ム C10
0.2 0.4 0.6
分級部捕集産物重量(kg)
0.8
図6・5 分級部捕集産物における粉砕産物重量と50%粒子径の関係
6.4 粉砕産物重量と送風機モータの消費電力の関係
サイクロン円筒部構造および螺旋流路による影響
サイクロンC1からC8におけるサイクロン捕集産物の重量と送風機 モータの消費電力の関係を|苅6・6 にぷす。 |苅 6・6・a ( ダクト内流速:
0.9m/s)および図6・6・b ( ダクト内流速: ]']5m/s)において示されて いる破線と実線は、rl日流速においてそれぞれサイクロン ClとC8を使
用した場合の粉体輸送なし運転時 ( 空運転|時)の送風機消費電力を/J\
した直線である。 各サイクロンを比較すると、 螺旋流路付きサイクロ ン (C 2 :企印、C4 : T 印、 C6:・印、 C8 : ・印)の方が、 産物
は多く、 消費電力も大きくなっている。 これは、 サイクロン内部に螺 旋流路を取り付けることで、 空気の流れに対して螺旋流路が大きな抵 抗になる。 その結果、 流速を一定に調節するには送風機の出力が大き くなるので消費電力が大きくなったものと考えられる。 この点につい ては、図中の破線および実線で示されるClとC 8 の送風機消費電力で も確認することができる。 また、 シングルサイクロンとツインサイク ロンの影響及び円筒部の長さによる影響は明確に現れ なかった。
次に、サイクロンC1からC 8 における分級部捕集産物の重量と送風 機モータの消費電力の関係を図 6・7に示す。 図 6・7・a および図 6・7・b においても、空運転時の送風機消費電力を CJは破線でC8 は実線にて 示している。 図6・7では、 図6・6と同じく螺旋流路付きサイクロンを 用いたときに、 消費電力が大きくなっている。 特に、 ダクト内流速 1.15m/s の場合に、 産物重量が少なく、 消費電力は大きくなっている のがわかる。
螺旋流路付きツインサイクロンの螺旋流路間隔による影響
サイクロン捕集産物重量と送風機モータの消費電力の関係を図 6・8 に示す。 各サイクロンにおいて、 螺旋間隔が短い C9 ( ・印)が最も消 費電力が大きく、 続いてC 8 ( ・印)、C10 ( .. 印)の順になった。 こ れは、 螺旋の各間隔を短くした場合は空気の流れに対して大きな抵抗 になる。 その結果、 流速を一定にするにはモータの出力を上げなけれ
ばならず、 消費電力は大きくなったと考えられる。 逆に、 螺旋間隔が 長いと空気が流れやすく、 抵抗が小さいため 、 送風機モータの消費電
] 3]
1.5
(「duo-
×
、、../
千ミ 1.0 ト
唱団
制 ト
・;m:
警� .�
通
0.5卜
夜、 ∞余o c、」
0.0 I """_...L..--.J'--...J...__l I
0.15 0.20 0.25 0.30 サイクロン捕集産物重量(kg) 図6-6-a ダクト内流速:0.9m/s
1.5
(づ匂o- v
×
、、ー"
•
く〉
β ( ヤ7.4h
� v -R
1.0ト
自国 舗K;m:
選
I画
担 0 . 5 �.一一一一一一一…
E百・幽ー
くRo ('.J
0.0
IL._...J___j__L__ 1 I I0.15 0.20 0.25 0.30 サイクロン捕集産物重量(kg) 図6-6-b ダクト内流速: 1. 15m/ s
図6・6 サイクロン捕集産物における粉砕産物重量と送風機消費電力の関係 (ム:C1 .&:C2 マ:C3 T:C4 く):C5 ・:C6 O:C7 ・:C8)
破線:C1消費電力、 実線:C8消費電力
1.5
(づ匂()-
、__"
×-R 1.0←
自国 補K;m:
饗 匝 羽
田� 皿ー… ノ,�
C\J O
企
、 . 1 ・ β
) v0.5ト
0.0 l_._!.
0.20 0.25 0.30
分級部捕集産物重量(kg)
0.35
図6-7-a ダクト内流速:0.9m/s
1.5
(づ匂()戸
v、、_,
× 門hM肺制実護画制E余ON←nu
•く〉
�
• •
zu
0.5仁・・
0.0
0.20 0.25 0.30
分級部捕集産物重量(kg)
0.35
図6-7-b ダクト内流速: 1. 15m/ s
図6・7 分級部捕集産物における粉砕産物重量と送風機消費電力の関係 (凡例:図 6・6と同じ)
133
力は小 さ くなったと 考 え ら れる。
分級部捕集産物重量と送風機モータの消費電力の関係を図 6・9にホ す。 サイクロン捕集産物と同線に、 !燥旋間隔が短くなるほど消費電力 が大きくなる。 特に、 C9 (口印)を用いた場合に産物
消費電力は大きくなった。
が少なく、
3.0
|サイクロン捕集産物|
•C8 •
C9 C10
--A
• 企
A
•
•
• •
• 企 . 企
(「JCC←×)
2.52.0
1.5
1.0
0.5
RM-柑漢撃固刑距令。N←
0.0 0.0 0.3
旦と送風機消費電力の関係
(kg)
0.2
サイク口ン捕集産物重量
サイクロン捕集産物における粉砕産物 0.1
図6・8
1 :35
3.0
口 。
o h 口
|分級部捕集問l
どL
。 口 口
C8 C9 C10
O口A
ム æð ム
2.5
0.5
(「JO()←×)
2.0
1.5
1.0
門h脚制紅一饗頃相E余ON←
0.0 0.0 0.8
と送風機消費電力の関係 0.6
(kg)
0.4
分級部捕集産物重量
分級部捕集産物における粉砕産物 0.2
図6-9
6.5 サイクロン内の気流圧力損失
前項目で述べ た ように、 サイクロ ンの構造によっ て 送風機の消費電 力に差が生 じ る ことが わ かった。 また、 送風機の消費電 力は、 装置 内 を流れ る 空気の流れ易さに大きく影 響を 受 け て い る と考 え られ る こと から、 本章では、 CJ "-' C8 の各サイクロ ンの出入り 円で生 じ る 気流の 差圧を測 定し、 消費電 力 との関係を検 l討する こ とにする 。 まず 、 ダ ク ト内流速とサイクロ ンの山入り口気流JE川の結果を図6・10に示す。れ し、 本測定は、 粉砕中ではなく空気のみを循環させた無負荷運転時(粉 体の輸送なし) に て 行っ た。 図に示され る ように、 ダク ト内流速が大 きくな る に従っ て 、 全 て のサイクロ ンの山入 り 口 差圧( 圧 力損失(P a)) が増加し て い る のが わ か る 。 サイクロ ン毎に比較 す る と、 C6 (・印) とC8(・印)が最も圧力損失が大きくなり、 以下、 C4、 C2と螺旋流 路を 取 り 付けたサイクロ ンの順で小さくなった。 一 方 、 螺旋流路を 取 り付けないサイクロ ンは、 !燦旋流路付きのサイクロ ンに比べ る と半分 以下の圧 力損失でしかなく、 各サイクロ ン問(C 1 :ム印、 C3:マ印、
C5 : <> 印、 C7: 0 印)にはほとんど差が生じなかっ た 。 このことから、
サイクロ ンに螺旋流路を 取 り付け る と、 !牒 旋が空気の流れに対し て 抵 抗にな る た め気流の圧 力損失が大きくなり、 結果的に送風機の消費電 力に影 響を 与 え て い る ことが わ か る。
次に、 送風機モータの消費電 力とサイクロ ンで生じ る 気流圧 力損失 との聞にどのような関係があ る のかを確認す る た めに、 送風機消費'コ
カとサイクロ ン出入り口差圧との関係を図6・11に示す。 図では、 横軸 に送風機消費電 力を、 縦軸にサイクロ ン出入り口気流差圧( = 気流圧 力損失)を示し て い る 。 螺旋流路無しサ イ クロ ン(C 1 :ム印、 C3 :マ 印、 C5 : <>印、 C7: 0印)と螺旋流路付きサ イ クロ ンは(C2:企印、
C4 : ..印、 C6: .印、 C8:・印)、 それぞれ直線関係を示し、 螺旋 流路付きサ イクロ ンの方 が傾きの大きな直線を 描い て い る のが わ か る。 図中に示す 2 本の直線は、 送風機消費電 力(Eb)とサイクロ ン内の気流 圧 力損失(Ll PCy)の関係を最小自乗法で近似し た 直線であり、 以下の関
係 式によっ て 表 わ され る。
] :37
2500
一�C5 __.トーC6 ーベラ-C7 -tト-C8 一色γ- C1
__._一C2 一号Z-C3 一号L_C4
nu
nu
ハU
ハU
ハu
nu nu
R.v
nu 内4
41
41
(£)出制ハも侭仮Q口、-},ベ召入口ふヤ中
500
2.5 2.0
1.0 1.5
ダクト内流速Cm/s)
0.5 0
0.0
ダクト内流速とサイクロン内の気流の圧力損失の関係 (空気のみの循環で粉体輸送なし)
図6-10
1500
4砂
〆'何『、、
ムC1 く>C5
0....
..C2
、、ーノ〉、。
マC3 OC7 /・
ロー
TC4 .C8 •
出 〆 _Ljpcy二554. 34Eb
R2=O.93 A反
G
ロ
ーーーー、
a・/ v ベ
迫
500入
「略 _LjPcy=180. 42E b
ロ
�子d R2=O.81
々、
、ヤ
わ
。
0.0 0.5 1.0 1.5 2.0 2.5 3.0
120分間送風機消費電力Eb (
X106 J)
図6・11 送風機消費電力とサイ ク ロン出入り口の気 流 差圧の関係
1:39
螺旋流路が無い場合、 Eb=180.12L1 PC) 相関係数R2=O.81
螺旋流路を付けた場合、 Eb ニ554.B4L1 Pq 相関係数R2=O.9:3o
螺旋流路無しサイクロンは、 ダクト|付流速を大きくしても、 つまり 送風機の消費電力値が大きくなっても、 サイクロンの気流の圧力損失 はほとんど増加することはなく、 サイクロンでの圧力損失は最大でも 300(Pa)程度であった。 ところが、 !螺旋流路付きサイクロン( C 2 :企
印、 C4 : T印、 C6 :・印 、 C8 : ・印)では、 ダクト内流速を大きく すればする程、 サイクロンの気流圧力煩失が大きくなり、 最大で約
1300(Pa)の差圧を測定した。 これらのことから、 送風機消費電力を求 めることでサイクロンの気流圧力煩失を予測することが可能であり、
実際に操業する場合のひとつの目安になり得ると推測される。
6.6 サイクロンの気流圧力損失と粉砕産物重量の関係
さらに、 これまで行ってきた実験では 、 ダクト内流速がある流速を 超えると、 サイクロン捕集産物重量がそれまで捕集された重量よりも 増加することなく、 逆に産物重量が減少するという結果が得られてい た。 この結果は 、 螺旋流路付きのサイクロンを用いた場合に顕著に生 じるため、 螺旋流路がサイクロン内で大きな気流の圧力損失を生み出 していることが原因のひとつになっていると考えていた。 そこで、
記現象を確認するための手段として、 サイクロン出入り口差圧とサイ クロン捕集産物重量の関係を図6・12に示す。 図中には 、 C 1� C8の8 種類のサイクロンによる測定結果と近似によって求めた曲線を示して いる。 図で示すように、 サイクロン出入り口の気流差圧( ==圧力損失) が750�800(Pa)よりも大きくなると、 サイクロン捕集産物重量が減少 しているのがわかる。 このことから、 流速の増加に伴ってサイクロン 内の気流の圧力損失が大きくなり、 サイクロンで捕集される産物の 量が減少したと考えられる。 しかも、 サイクロン内での気流の圧力拡 失が 750(Pa)以上になるのは、 螺旋流路を取り付けたサイクロンでし か測定されなかったことから、 本現象は当初考えていた通り螺旋流路
付きサイクロンによって生じる大きな圧力損失が原因になっているこ
0.4
fb-\ D
ぷ 0.3
'-ノ
目|耐 酬
王軍 ム&J__a_て
a・h司Fa~\\ご�. •
制 。
蝋0.2 諜
入 ロ ぐ\
、ヤ
中0.1卜
|ムC1 く>C5企C2 +C6 マC3 OC7 TC4 .C8
。
。
500 1000 1500
サイク口ン出入り口の気流の差圧CPa)
図6・12 サイクロン出入り口の気流差圧とサイクロン産物重量の関係
] 4]
とを確認することができた。 一方、 螺旋流路を取り付けてないサイク ロン(C 1 :ム印、 C:3 :マ印、 C5 : 0 印、 C7 : 0 印)は、 サイクロン
出入り口走圧が全て :300(Pa)以下に集中しており、 産物重量は気流の 圧力損失が大きくなるに従って増加しているのがわかる。
6.7 サイクロンの気流圧力損失と粉砕産物50%粒子径の関係
次に 、 サイクロン出入り口の気流完正とサイクロン陥集産物の50%) 粒子径との関係を図6・1:3に示す。サイクロン捕集産物重量の場合と同
様に、 サイクロン出入り口の気流の差圧(気流圧力損失)が :300(Pa) を境に 、 螺旋流路付きサイクロンと!螺旋流路の無いサイクロンとに分 かれているのがわかる。 また、 5 0%粒子径からみても約1.7μm付近に 螺旋流路付きサイクロンと螺旋流路無しサイクロンとの境界が存在し ている。 これから、 螺旋流路の無いサイクロンでは、 5 0%粒子径が1.7 μm以下の微細な粉砕産物を捕集することは非常に難しいことが確認 された。 一方、 螺旋流路を取り付けることで、 サイクロン圧力損失は
大きくなるが、 1.7μm以下の微粒子でも捕集性能は非常に高く、 粉砕 産物中に占める微粒子の割合を高くできることが示されている。 これ
らのことから、 螺旋流路付きのサイクロンと螺旋流路の無いサイクロ ンとでは、 産物の5 0%粒子径に関して境界が存在し、 今回の試験では
その境界が約1.7μm であることがわかった。
1
2.5
〆�、、E '---"" ユ
•
• 4砂 A・
,
V A企 。♂
•
••
• ..
、
1.0
FhJVP071no nUハununu
0・0・
1234 PUハUハUPU
〈仏 企 V V
�t
•
4・
-a, .
1.5
•
0.5
細川け認さのQ察制城筆入ロふ」、半
0.0
0 1000 1500
サイク口ン出入り口の気流の差圧 (Pa)
500
サイクロン出入り口の気流差圧とサイクロン捕集産物の 50%粒子径の関係
図6-13
14:3
6.8 粉砕産物における最大粒子径と50%粒子径の関係
サイクロンの構造によって産物中に占める微粒子の割合がどのよう に変化するのかを調べるために、 最大粒j三径と産物中の微粒子量の目
安である50%粒子径(中位径) との関係を用いて、 微粒子の捕集性能 に関する検討を行う。
サイクロン円筒部構造および螺旋流路による影響
サイクロン捕集産物の最大粒子径と 50%粒子径の関係を図 6・14 に 示す。 図6・14・a および図6・14・bにおいて、 螺旋流路付きサイクロン ( C 2 :企印、C4: T 印、 C6:φ印 、 C8:・印)の方が、 最大粒子径 ・ 50%粒子径ともに小さくなっているのがわかる。 これは、 サイクロン
に螺旋流路を取り付けることで、 サイクロン内の粒子は滞留 ・ 混合す ることなく、 円筒内を一周旋回すると必ず螺旋間隔一段分落下させる ことができる。 その結果、 !螺旋流路の無いサイクロンよりも微粒子を 効果的に捕集できるため、 50%粒子径が小さくなったものと考えられ る。 特に 、 図6・14・a中のC5とC6 あるいは図6・] 4・b中のC7とC8 を比較すると、 最大粒子径はC6又はC8の方が大きいにも関わらず、
50%粒 子 径 に つ いては同じ値かもし くは螺旋流路イ、Iきサイクロ ン ( C6.C8) の方が小さい値となっている。 このことからも、 螺旋流路 付きサイクロンは、 より細かな微粒子に対して良好に回・気分離が行え
たため、 産物中に含まれる微粒子の割合が増加したということが示さ れている。 また、 シングルサイクロンとツインサイクロンの影響及び
円筒部の長さによる影響は明確に現れなかった。
分級部捕集産物の最大粒子径と50%粒子径の関係を図6・15に示す。
各サイクロンを比較すると、 粉砕産物の最大粒子径及び50%粒子径に は明確な差が生じていない。 つまり、 分級部捕集産物の最大粒子径お よび50%粒子径は、 サイクロン構造に規定されないと考えられる。
これまで、 サイクロン捕集産物の微粒子捕集には螺旋流路を取り付 けることで、良好な微粒子捕集性能が確保できることを述べてきたが、
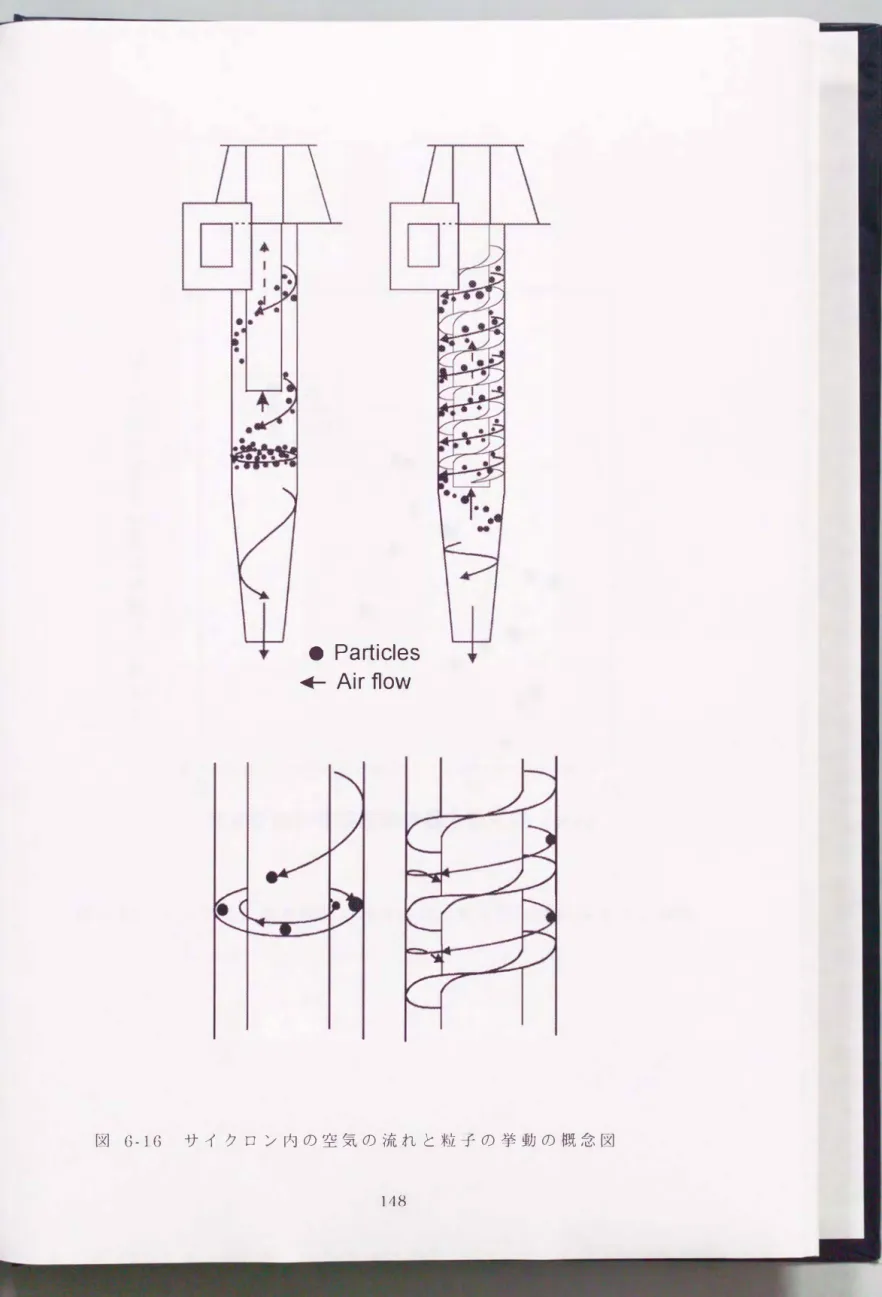
螺旋流路なしサイクロンと!螺旋流路付きサイクロンのサイクロン内で の空気の流れと粒子の挙動を考察してみる。 また、 その概念図を図 6・16に示す。 図で示すように、 サイクロンの円筒部内に到達した粒
kdP07IQU cccc
0 ・ 0 ・
マ
1234 cccc V 企 •
ム
ムAVV
4砂 く〉
2.5
2.0
1.5
(Eミ)細川昨提訴OωG察側城謀入口ふヤわ
1.0 5 10 15 20
サイクロン捕集産物の最大粒子径(μm) ダクト内流速: O. 9m/s 図6-14-a
2.5
。 ム
•
」
15
〈〉 企 りφ v
ょ
10 2.0ト
1.5ト
1.0 5
(Eミ)細川伊提示omG察側蝋諜入ロト守・宇
20
径の関係 サイクロン捕集産物の最大粒子径(μm)
サイクロン捕集産物における最大粒子径と50%粒 ダクト内流速: 1. 15m/s
図6-14-b
図6-14
145
ム
。
ムAマV
。
5678 cccc
• 企・v
0・0・
ー,司4quA『cccc
v
4.0
3.5
3.0
2.5
(Eミ)相伴提訴OωG察側蝋恒和信援余
2.0 20 25 30 35
分級部捕集産物の最大粒子径(μm) ダクト内流速: O. 9m/s 図6-15-a
4.0
• 可
3.5ト
。 企
3.0ト
v
• o
2.5← ム
(Eミ)細川伊提訴omG套制蝋謀話器余
一」
30
斗
2.0 25
20 35
分級部捕集産物の最大粒子径(μm) ダクト内流速: 1. 15m/ s 図6-15-b
ー径の関係 径と50%粒
分級部捕集産物における最大粒 図6 -15
は、 旋回運動と重力の合力によって落下していく。 ここで、 螺旋流路 のないサイクロンでは、 微粒子の多くが大きな遠I�\力を与えられず、
円筒部中心部付近で滞間を起こすことが実際の実験中にも確認されて いる。 しかもこの滞留に、 随時送られてくる粒子が巻き込まれること で、 非 常に大きな滞留現象を生じ 、 粒子が情状に停滞しているかのよ うな状態になる。 さらに、 このとき微純fのみが滞情状態から開放さ れ、 空気の流れに沿って内円筒を通りサイクロン外ヘ排出される。 そ の結果、 サイクロン捕集産物中の微粒子の割合が減少し、 50%粒子径 は大きくなると考えられる。 一方、 !螺旋流路を取り付けたサイクロン では、 粒子が螺旋の流路に従って円筒部を 1周旋回すると、 必ず螺旋 間隔1段分落下するため、 粒子の滞留現象がほとんど起きなくなる。
しかも、 常に一定の遠I�\力と落下速度が加わるため、 内円筒を通って サイクロン外ヘ排出される微粒子も減り、 産物中の微粒子の割合が増
加すると考えられるのである。
螺旋流路付きツインサイクロンの螺旋流路間隔による影響
サイクロン捕集産物における最大粒チ径と 50%粒子径 の関係を図 6・17 に示す。 各サイクロンを比較すると、 C8 (・印)およびC9 (・) の最大粒子径は 9--12 μm、 50%粒子径は 1.2--1.6μmに集まってい る。 しかしながら、 C10 ( .印)を用いた場合、 最大粒子径は7.0--8.0
μmと小さいにも関わらず、 50%粒子径は 1.7--2.0μmと大きくなっ ている。 つまり、 C8とC9では産物中に占める微粒子の割合が多いこ とを示しているが、 C10 では微粒子の捕集が良好に行えず、 産物中の 微粒子の割合が少なかったことを示している。そのために、C10の50%
粒子径は大きくなったと考えられる。
分級部捕集産物における最大粒子径と 50%粒子径の関係を図 6・18 に示す。 C8 ( 0印)は最大粒子径に比例して50%粒子径も大きくなっ ているが、 C9 (口印) 、 C10 (ム印) は、 最大粒子径および50 %粒 径の分布の幅が小さくなっている。
]47
• Particles
+- Air flow
図 6・16 サイクロン内の空気の流れと粒子の挙動の概念図
2.5
C8 C9 C10
-・&
2.0←
組
41
企
•
• •
1.5← •
• •
,
•
(Eミ)細川仲認さのQ泰樹城葉入口わい、中
•
」
10
4
5 1.0
0 15
径の関係
サイク口ン捕集産物の最大粒子径(μm)
サイクロン捕集産物における最大粒子径と50%粒 図6-1 7
]49
3.5
〆ー、E
i記 p←
CU認3 〉
G2.5 去さ 制
軍詰2 .0
甲民骨謡
、Rノ
1.5 15
δ
、〆、』一J、、
口
口 。
口
β仁子
ム企
f斗 o C8
口 C9 6 C10
20 25 30
分級部捕集産物の最大粒子径(μm)
35
図6・18 分級部捕集産物における最大粒子径と50%粒子径の関係
さらに、 ここでサイクロ ン内の粒Fの動きについて考えてみると、
サイクロ ン内の粒子は、 遠JLt\力場で沈降を行っていると仮定すること ができる í2) ( í粉体分級技術マニュアルJ : (社)日本粉体工業技術
協会編 ・ 広信社、 p,22・26、 平成 2年初板を引用)。 このとき、 質旦 m(kg)の粒子が回転(公l伝)運動をしており、 その同転半径を r(m)、
角速度をω(racl/s)とすると、粒子は川転 、|主任ノヲ向外向きにmrω2(kσ ・ m / s 2)の力を受けるが、 この力を速JLt\ノJという。 ただし、 粒子が流体と 共に回転運動をしているときは、 粒子の周りの流体にも遠心力が作用 し、 この力は粒子に対する回転半径方向内向きの浮力になる。 そこで、
この浮力を差し引いた粒子に対する正味の遠JLt\力は、 m{(ρp -ρ) /ρp}r ω2 となる。 このような遠JLt\力の場における粒子の運動を考える際に は、 厳密には幾つかの条件を必要とするが 72)、 本論文では簡 単に半径 方向のみに注目した一次元運動として考慮、する。 また、 粒子の運動方 程式を考える際の概念図として、図6・19に粒子に作用する力の状態図 を示す。 図より、 粒子の一次元運動方程式は、 (12)式として表現でき るが、 この式に対して( 10)式および( 1 ] )式を前提とし 、 さらに粒 子が遠心力場で運動していると仮定する。 ここで( 12)式中の電力加 速度gの代わりに遠JLt\力による加速度 rω2を代入し、 回転半径方向の 粒子速度を Urとすれば次の(21)式が成り立つ。
正味の遠心力
F=m {(ρp-ρ) /ρp}rω2
d a・ h
... - ...
一~で� 回転軌道
抗力R= CDAρ U)' 2/2
苅6・19 回転運動をする粒子に働く力の概念図
] 51
Ur一
rωω(ρp ρLD:
18η ( 21)
これは、 ( 12)式の毛力加速度gを述i[)ノJ加速度 rω2で置き換えた ものとなっているが、 この遠I�\プJ )J11速度 rω2は 、 gの(111に比べてはる かに大きな値まで制御することがnJ能である。 本論文で使用している サイクロンも、 円筒部構造や!螺旋流路の取り付け方法によって粒子に
与える遠心力加速度や、 粒子の速度成分を変えることが可能である。
また 、 各サイクロンにおける最大粒F任と 50%粒子径の関係を図 6・20に示す。 また、 図中の実線は最小自乗法により求めた近似直線で ある。 どのサイクロンを用いた場合でも、 前章の 5.6節で述べたよう にサイクロン捕集産物および分級部捕集産物の最大粒子径と50%粒 径の関係は直線で表現されることが分かった。 また、 横軸の最大粒 径からみると、 前章で述べたように各サイクロンともサイクロン捕集 産物と分級部捕集産物の境界が約 15μm付近に存在しているのがわ かる。 これは、 既に述べたが、 サイクロン捕集産物および分級部捕集 産物として捕集される粒子は、 分級部に吹き上げられた後、 粒子径に よって生じる沈降速度と分級部内の流速の差によってオーバーフロー とアンダーフローとに分級されていることを示している。 つまり、 微 粒な粒子のオーバーフローは、 サイクロンに送られサイクロン捕集産 物として捕集され、粗い粒子のアンダーフローは分級部底部に沈積し、
分級部捕集産物として回収されるのである。
本結果の再現性については、 今回の実験条件である ダクト内流速が
1. Om / s程度からそれ以上であれば、 常に螺旋流路付きサイクロンが微
粒子の捕集性能は高く、 50%粒子径を小さくできると考えられる。 し かしながら、 流速が大きくなり過ぎると螺旋流路付きサイクロンの内 部では気流の圧力損失が大きくなるため、産物重量はあまり増加せず、
流路無しサイクロンの方が産物重量は増加すると考えられる。 逆に、
流速が小さい場合は、 流速の乱れが大きく調整が困難になるため、 産 物の粒子径にばらつきが生じる可能性が考えられる。 しかも、 同一の 条件であればサイクロン内の螺旋の各間隔を全て44mmの一定間隔に したサイクロンが、 他のサイクロンに比べて、 産物重量は多く、 消費
電力は少なく、 50%粒子径は大きくなると考えられる。 方、 螺旋流
路間隔を徐々に短くなるように試作したサイクロンC8およびC9は、
消費電力は大きいが、 産物中に占める微粒子の割合は多くなると考え られる。 また、 サイクロンt!lì集産物と分級部捕 集産物の最大粒子径か らみた境界は、 流速が多少変化しでも今同の結果で示されている約15
μ m 付近に存在する可能性が高いと考えられる。
15:3
口 4
3
2
(Eユ慰ur認さのG泰樹匙会保
函
4
3
2
(三細川仲認さのG尽許制山高実
困
-サイクロン捕集産物 口分級部捕集産物
•
-サイクロン捕集産物 O分級部捕集産物
40 30
粉砕産物の最大粒子径加) 20
。 10 40 。
30 粉砕産物の最大粒子径þl)
20
。 10
。
4
γ�
3ト
2←
l
Uイクロン捕集産物ム分級部補集産物|
|1ド
(三組仲認さのハも套制匙奈
_j_
30
ょ
20
_L
10 40
粉砕産物の最大粒子径仰)
。。
各サイクロンを用いた場合の粉砕産物の 50%粒子径の関係
最大粒子径と 6
-
2 0;x
6.9 まとめ
乾式タワーミル KD・3型粉砕機において、 サイクロンの構造が捕集 性能に及ぼす影響を調べたo KD・3 型機で使用するサイクロンは、 分 級部カラムから送られ てくるオーバーフ ロー粒子に対して固・気分離 を行い、 粒子のみを捕集する捕集装置としての役割を果たしているこ とを示した。 本章で得られた結果を以下にぷす。
(1)シングルサイクロンおよびツインサイクロンを用いた場合、 粉 砕産物重量、 消費電力、 粉砕産物の辰大粒子径および 50%粒 径には明確な差があらわれなかった。
(2)螺旋流路付きサイクロンは , 送風機モータの消費電力が大きく なるが, サイクロン捕集産物重量は増加し、 サイクロン捕集産 物の50%粒子径を小さくすることができた。
(3)螺旋流路を取り付けたサイクロンと取り付けてないサイクロン の圧力損失と送風機消費電力はそれぞれ直線関係にあることが 示された。 また、 サイクロンの気流圧力損失と粉砕産物重量の 関係は上に凸の放物線を描き、 ある圧力損失より大きくなると 粉砕産物重量が減少することが確認された。 さらに、 螺旋流路 の無い通常のサイクロンでは粉砕産物の50%粒子径は 1.7μm
以下になることはないが、 螺旋流路を取り付けると通常のサイ クロンでは捕集できない 微粒子に対しても囲気分離が行え、 粉 砕産物の 50%粒子径は l.7μm 以下の微細な粒子径になること がわかった。
(4)分級部捕集産物の最大粒子径および 50%粒子径には、 サイクロ ンの構造による影響が明確に現れなかった。
(5)螺旋流路付きツインサイクロンの螺旋の各間隔を 44mm の一定 間隔にしたサイクロン(C 10)は、 送風機モータの消費電力は他 の螺旋間隔のサイクロンに比べ て小さく、 サイクロン捕集産物 の 50%粒子径は大きくなった。 また、 螺旋間隔を短くしたサイ クロン (C 8およびC9 ) は、 微細な粒子に対しても回-気分離が
行え、 粉砕産物の50%粒子径が小さくなった。
(6)サイクロン捕集産物と分級部捕集産物の両産物の最大粒子径と
155
50%粒子径は 、 近似的に直線で表現できることが分かった。 し かも 、 サイクロ ン捕集産物と分級部捕集産物の最大粒子径と
50%粒子径の間には 、 各粒子径に境界が存在することがわかっ
。た
(7)螺旋流路付きツインサイクロ ンの!螺旋間隔の最上段が 44mm,
取下段が35mm のサイクロ ン( c・8)を用いた場合3 最大粒子径 は 1 ]μm 、 50%粒子径は 1. ]μmの微細な粉砕産物を得ること ができた。
第7章 結 論
乾式タワーミル粉砕機は、 微粉砕用の粉砕機として広く使用され、
次世代型の粉砕機として)切符されながら、 これまで粉砕機のメカニズ ムや運転条件について間r先される ことが非常に少なかった。 本論文で は、 微粒子を安価でかつ大iEに製造できる粉砕機として、 既存の粉砕 機にない新しい構造を持つ乾式タワーミル KD・31E粉砕機を開発し、
同粉砕機の粉砕機構に関する研究を行った。 本研究によって得られた 結論は以下の通りである。
( 1 ) 乾式タワーミル粉砕機の主要構成部分を、 鉱物の粉砕を行う解
砕部、 粒子の分級を行う分級部、 分級部のオーバーフロー粒子を 捕集する捕集部の 3つの部分に機能別に区分し、 それぞれを容易 に脱着できる構造に改良し た結果、 各部は粉砕時に相互に関連し た機構とし て作用し ている ことがわかった。 また、 粉砕室上部の 塔部分を中心とし た改良を行う ことで、 乾式タワーミル KD・1押J 粉砕機およびKD・2型粉砕機を開発し 、 さらに微細な粉砕産物を
製造できるKD・3型粉砕機を開発する ことができた。
( 2) KD・3 型機の塔部分であるカラムは、 解砕部から吹き上がる粉
砕直後の粒子をその粒径によって分級する立型カラム分級機と 同じ役割を果たし ている ことがわかった。 一方、 捕集部のサイク ロンは分級部から送られるオーバーフロー粒子を固・気分離する
ことで粒子のみを回収し 、 空気は循環させるという産物捕集装 の役割を果たし ている ことがわかった。 また、 分級部であるカラ ムの形状を、 下部を円筒状、 上部を円錐形にすることで、 分級さ れた粒径の小さな粒子(オーバーフ ロ ー産物) は分級部に滞 留す る ことなく速やかにサイクロンヘ搬出する ことができた。 一方、
粒径の大きな粒子(アンダーフ ロ ー産物)は分級部底部に沈積し 、 サイクロン捕集産物とは別の二次的な粉砕産物 (分級部捕集産 物)を回収する ことができた。 これらの成果によって、 粉砕産物 を効果的に捕集する ことが可能となり、 産物重量の大幅な増加に
]57
つながることを確認した。 また、 KD・3型機では、 粉砕産物中に 占める・10μm粒子重量の割合が 95%以上と非常に高い割合をï]\
し、 微粒子の実収率が高いことを確認した。 しかも、 粉砕産物の 大粒子径と50%粒子径の大 、|三が、 それぞれ10μmと1.5μmに なり、 微細な粉砕産物を大量かつ定常的に製造できることを明ら かにした。 特に、 KD・3型機で石 灰 石を粉砕した場合、 製紙川の 充填剤として要求されている粉砕産物の最大粒子径が 10μm 以 下の微細な粉砕産物を製造できることを明らかにした。
( 3 ) 粉砕媒体のスチールボールは、 本研究で使用したボールの中で
は、直径の一番大きい直径20mmボールが最も粉砕能力が高かっ た。 逆に、 直径10mmボールでは、 粉砕能力が低くいため、 KD-3
押J機の微粉砕能力が低下することがわかった。 これらは、 給鉱試 料の粒度分布にもよるが、 試料に対してボール1個に充分な一 つまりエネルギーが必要であることを示している。 さらに、 ボー ルの充填個数の対数値と撹伴モータの消費電力値との聞には負 の相関があることがわかった。 一方、 粉砕産物の最大粒子径には、
ボールサイズによる影響がみられず、 ボールサイズは最大粒子径 を決定する要因ではないことが示された。
( 4 ) 撹梓スクリユーの回転速度は、 回転速度が大きくなるにつれ、
粉砕産物重量は増加することが確認された。 その一方で、 撹持モ ータの消費電力も増加するため、 回転速度を変化させても粉砕産 物単位重量当たりの消費電力は増加することなく、 ほぼ一定の";;2.1 力値を示すことを明らかにした。 また、 粉砕産物の粒度補成には、
撹持スクリユーの回転速度による影響がみられず、 スクリユ一回 転速度は産物の粒度分布を規定する要因とは認めることができ なかった。 このことから、 前項の粉砕用スチールボールのサイズ と撹持スクリユーの回転速度は、 粉砕産物の粒度構成を規定する のではなく、 粉砕産物
がわかった。
と消費電力を規定する要因であること
( 5 ) 分級部分のカラムは、 粉砕によって生成した粒子を分級する立 押Jカラム分級機の役割を果たし、 粉砕産物の粒子径を規定してい ることを明らかにした。 また、 カラム内の粒子にストークスの自
由沈降の法則を適用することにより、 粉砕産物の最大粒子径を 「ア 測できることを示した。 しかも、 粉什産物の最大粒子径は、 粉砕 産物の50%粒子任と比例関係にあり、 カラム内で生じる気流の差 圧に規定されていることを明らかにした。 一方、 カラム内に取り 付ける網は、 気流の整流作用に加えて分級作用を向上させる役割 を果たし、 微細な産物粒子に対して良好な分級作用が生じること を確認した。 さらに、 網の種類と取り付け方が粉砕産物の最大粒 子径と50%粒子俸を規定していることを明らかにした。
( 6 ) 捕集用サイクロンは、 サイクロン円筒部内部に螺旋流路を取り
付けることで、 気流の圧力損失は大きくなるが、 微粒子に対して 効果的に固.気分離が行えることを明らかにした。 すなわち 、 通 常の螺旋流路無しのサイクロ ンでは粉砕産物の 50 %粒子径が
1.7μm になることはないが、 螺旋流路付きサイクロンでは 1.7
μm以下の粒子径になり、 非常に微細な粉砕産物を捕集できるこ とを明らかにした。 また、 サイクロン内の気流の圧力損失と送風 機消費電力は比例関係にあることを示した。 一方、 サイクロン内 の気流の圧力損失とサイクロン捕集産物 は上に凸の放物線 を描き、 サイクロン捕集産物重量には最大値が存在することを確 認した。
以上のように、 本研究では乾式タワーミル KD・3型粉砕機の開発と 粉砕機構に関する研究を行った。 その結果 、 KD・3型機で得られた取 も微細な粉砕産物は、 最大粒子径が 6.05μm、 50%粒子径は 0.99μm という超微細な粒度分布をもった粉砕産物であり、 微粉砕機として良
好な成績を納めることができた。
また、 タワーミル粉砕機の今後の展望を考えると、 乾式タワーミル に関しては 、 小型で多目的な用途に使用できる超微粉砕粉砕機として
]59
取り扱うべきだと考えられる。 その理由は、 乾式であるため生成粒 の凝集等の問題があり、 大型イじするよりも用途に重点をおいた多目的 粉砕機のノヲが有用性が高いと考えられる。 一方、 湿式タワーミルは 、
微粉砕能力を維持したまま大型化し、 大量処理用粉砕機として取り扱 うべきである。 その珂由は、 湿式では粉砕効率が非常に高く、 乾式よ りも大量処理に適しているからである。
以上のように、 将来的にはタワーミルのノ7向性を確立することがι 要だと考えられるが、 タワーミル粉砕機に残された問題のひとつに 、 粉砕機のサイズを変更する際に必要なスケールア ップおよびスケール
ダウンの技術が確立されていないことがある。 今後は、 この技術を確 立することでタワーミルの粉砕領域が一層拡大し、 多品種の原料を超 微粉砕する小型タワーミルや、 大処理用大型タワーミルの開発が可能 となり、 益々社会に貢献できる粉砕機になり得ることが期待される。
記 号 表
第2章
Ud :ダクト内流速(m/ s)
Kd :差圧係(m3/2kg-1/2) (ダクト内の差J1に関する係数)
P d :ダクト差圧(Pa)
Sd :ダクトの断面積(m2)
Sc . 分級部カラムの断而積(m2) Uc . 分級部カラム内の流速(m/ s) Uk :解砕部内の流速(m/ s)
Qd :単位時間中にダクト内を流れる空気の流量(m3)
Qc :単位時間中に分級部カラム内を流れる空気の流量(m3) Dc)・50 . サイクロン捕集産物の50(%粒子径(μm)
第3章
Nb :粉砕用ボールの充填個数( - )
E., :撹持モータの消費電力(XI06J)
第5章
Dmax . 粉砕産物の最大粒子径(μm) D 50 :粉砕産物の50%粒子径(μm) D:粒子径(m)
CD :抵抗係数(-)
ρp . 粒子の密度(kg/m3) ρ:流体の密度(kg/m3)
u:粒子と流体の相対速度(m/ s) g:重力の加速度(m/s2)
η :流体の粘性係数(P a • s)
Dcy-max :サイクロン捕集産物の最大粒子径(m) DCl・ma x . 分級部捕集産物の最大粒子径(m)
Ll P cl :カラム出入り口差圧(カラム圧力損失) (P a)
16]
第6章
Eb :送風機モータの消費電力(X 106J)
Ll P cy :サイクロン出入り口差圧(サイクロン圧力損失) (P a)
m:単一粒子の質量(kg) r 粒子の回転運動半径(m)
ω :粒子の回転運動角速度(racl/
F:粒子に働く正味の速JL\ノ] (k g ・ m/ s 2) D :粒子径(m)
CD :抵抗係数十)
ρp . 粒子の密度(kg/m3) ρ:流体の密度(kg/m3)
U:粒子と流体の相対速度(m/ s)
Ur :粒子の回転半径方向速度( m / s) g:重力の加速度(m/s2)
Rep 粒子レイノルズ数( -) (但し 、 ストークス領域10-4< Rep< 2) η :流体の粘性係数(Pa . s)
謝 辞
本研究の遂行と論文の作成にあたり、 終始無数のご指導、 ご助言そ してご激励を賜り ました九州大学大学院工学研究科地球資源システム 工学専攻 森祐行教慢に厚く感謝11Iしtげます。
また、 ノド論文をまとめるに際して、 専門の立場から有誌なご助言を 賜った九州大学工学研究科地球資源システム工学専攻 井津英二教授 ならびに九州大学工学研究科化学システム工学専攻 宮武修教授に深 い謝意を表します。
本研究で使用している乾式タワーミル粉砕機を製作して頂いたクボ タタワーミル(側、 ならびに多くのご助言とご指導を賜った同社前社長 の尺回一磨氏、 同社現社長の池淵巌氏に厚くお礼申し上げます。 同じ く、 実際に操業や販売を行っている立場からタワーミル粉砕機に関し て多くのご助言とご指導を賜った、 (附クボタの新田幸人氏、 矢野昭文 氏、 石川秀正氏ならびに布瀬和男氏にJ�\よりお礼申し上げます。
粉砕試料の石灰石を提供して頂いた(制戸高鉱業社の方々に厚くお礼 申し上げます。
タワーミル粉砕機が発明されるまでの経緯や、 その後の開発過程に ついて詳しくご教授下さった元日窒鉱業(樹の小林猛虎氏と土屋茂雄氏 ならびに元日本タワーミル(械の河端重勝氏に厚くお礼巾し上げます。
各種粉砕機や圧力損失の測定、 サイクロ ン構造に関して多数のご助 言を賜った(樹エコーテ ックの秦正道氏に心より感謝申し上げます。
研究の遂行時や粉砕産物の粒度分析を行う際に有益なご助言とご指 導を賜った九州大学大学院工学研究科地球資源システム工学専攻助手 の原剛氏ならびに古山隆氏に心から感謝の意を表します。
本研究に携わり実験の指導と協力を頂いた資源処理工学研究室卒 生の辻吾一氏、 浜田国揮氏、 岡田美洋氏、 泉享志氏、 永留茂実氏、 畑
中洋二氏、 河口整氏および在学生の橋口敬生氏と大隈崇文氏に厚くお 礼申し上げます。 同じく、 同研究室卒業生の Abel BISSOMBOLO氏に
深く感謝申し上げます。
取後に、 九州大学大学院工学研究科地球資源システム工学専攻の諸 先生方ならびに職員の皆様に心より感謝申し上げます。
]63
参 考 文 献
1 ) 森祐行(1997) :資源プロセシング(資源処理工学 ・ 講義用テキス ト) 、 1).2・1-- 2・33
2) Lowrison.G.C.(1974): Crushing ancl Grinclin豆. 1).122 (Table 7.1). Butterworth. Lonclon
3 ) 河端重勝(1972) :タワーミル 、 似)粉体と工業社 4) 河端重勝(1955) :化学工業、 7汀弓、 p.620・622
5 ) 河 端重勝 (1956) : 日本機械 学会論文集 、 Vol.22 、 NO.118 、 p.443-449
6) 河端重勝(1958) :化学工業、 3月号、 p.36・37
7) 河端重勝(1958) :日本鉱業会誌、 Vol.74、 p.29:3・296 8) 河端重勝(1959) :日本鉱業会誌、 Vol.75、 p.563・565
9) 河端重勝(1959) :化学工業別fIIt工場操作(粉砕編) 、 p.54・57 10) 河端重勝(1959):化学装置、 7月号、 p.97・100
11 ) 河端重勝(1959):化学工学協会粉体妓術委員会 ・ 化学工学協会関 西支部主催講演界における講演要旨、 ・粉砕 ・ 分級に関する講演 会「塔式摩砕粉砕機について」 ・
12) 河端重勝(1961):ケミカル ・ エンジニヤリング、6月号、p.617・626 13) 河端重勝(1966):分離岐術、 5月号、 p.26・27
14) 河端重勝(1968):日本鉱業会誌、 Vol.84、 p37・:39
15) 河端重勝(1969):ケミカル ・ エンジニヤリング、 5月号「製品と 技術」 、 p.62・64
16) 河端重勝(1977):粉体と工業、 Vol.9, NO.5、 p.63・66
17) 河端重勝(1979) :粉体工学講座(第38同)テキスト z複合プロ セスとしての粉砕技術' 、 p.39・43 ( r粉砕と拡散操作J )
18) Jacek KOLACZ and Knut Lyng SANDVIK (1995):Proceedings of the XIX International Mineral Processing Congress (San
Francisco), Vol.1,p.95・100
19) Jacek KOLACZ, Knut Lyng SANDVIK (J996):Internabonal Journal of Mineral Processing. Vol.44・45. p.3 61・371
20) 土屋茂雄(1955) :浮選、 Vol. :3、 p.28・34、 1955秋季号