日本金属学会誌 第 74 巻 第 7 号(2010)394403 特集「超伝導材料における組織制御技術の高度化 ―実用化を目指して―」 解説論文
ビスマス系超伝導線材と応用開発の最前線
林 和 彦
住友電気工業株式会社J. Japan Inst. Metals, Vol. 74, No. 7 (2010), pp. 394403
Special Issue on Microstructure Control in Superconducting Materials―Towards the Practical Applications― 2010 The Japan Institute of Metals
OVERVIEW
Recent Developments of Bismuth Based High Temperature Superconducting Wire and Their Applications
Kazuhiko Hayashi
Sumitomo Electric Industries, LTD., Osaka 5540024
Bismuth based high temperature superconductor has discovered by Dr. Maeda at NIMS (National Institute for Materials Science). Just after the discovery of this material, Sumitomo Electric has carried out the R&D on long length and high performance wire, and many application prototypes for more than 20 years. As a wire manufacturing technology, CTOP (controlled over pressure sintering) process is very effective to make high performance wire. Power cable and ship propulsion motor applications using bismuth based superconducting wire are highly expected.
(Received April 30, 2010; Accepted May 10, 2010)
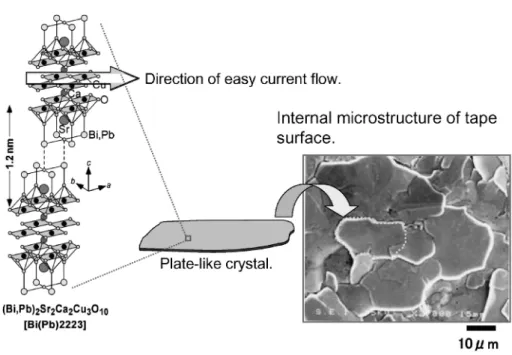
Keywords: superconducting wire, bismuth based superconductor, powderintube method, over pressure sintering, power cable, magnet, motor 1. は じ め に 銅酸化物超伝導体は,超伝導となる臨界温度が液体窒素の 沸点である 77.3 K を超えるため,液体ヘリウム(4.2 K)での 運転が必要な NbTi を始めとする金属系超伝導体に比べて, 冷却コストが大幅に安い,比熱が大きく超伝導状態から常伝 導状態に突発的に遷移するクエンチ現象が起こりにくいなど の特徴があり,1987 年に世界で初めて液体窒素温度を超え た YBaCuO 系超伝導体の発見1)以来,現在に至るまで実 用化に向けた研究が盛んに行われてきた.超伝導体はデバイ ス応用を除いて,多くの場合線材に加工した後,ケーブル導 体,コイルに加工されて応用機器となることから,高温超伝 導体の発見当初から,この物質を線材に加工する研究が行わ れてきた.また超伝導状態は,温度,磁場,電流密度にそれ ぞれ臨界値があり,臨界温度,臨界磁場が物質固有であるの に対して,臨界電流密度は微細組織の制御によって変化する ため,線材への加工工程で組織を制御して高い臨界電流密度 を得る必要がある. ビスマス系超伝導体2,3)は,BiSrCaCu の比率が 2 212 の酸化物(Bi2212)と 2223 の酸化物(Bi2223) に大別され,前者が臨界温度約 90 K に対して,後者は約 110 K と高い.Bi2223 超伝導体は層状化合物で超伝導特性 に異方性を有する.超伝導電流を担う CuO 面と平行方向に BiO 面が隣り合った劈開面が存在することから,出発粉末 を金属パイプに充填して複合加工(PowderinTube 法)する ことにより,容易に長尺線材に加工することが可能であり, 圧延によって劈開を利用した結晶の配向制御も可能である. Fig. 1 に,Bi2223 超伝導体の結晶構造と後述する銀被覆法 により作製されたテープ線材内面の組織を示す.このように 物質の特性と加工方法の組合せがマッチしたことにより,高 温超伝導体の中でも Bi2223 線材の線材化が他の物質に先行 して進んできた. ビスマス系超伝導体の発見(1988 年)から 20 年以上が経過 し,この間,線材の高性能化,長尺化が着実に行われると共 に,並行して各種応用開発も行われてきており,最近では実 用規模の開発,実証デモが行われるようになってきた.超伝 導応用機器は,電気抵抗ゼロという特徴を有する究極の省エ ネ機器であると共に,銅線に比べて大きな電流密度での通電 が可能であることから,機器の小型・軽量化が実現できる. また動作温度が金属系超伝導に比べて高温化することで冷凍 機の効率も向上し,冷却のペナルティーを考えても省エネが 実現できる応用分野が拡大している. 本稿では Bi2223 超伝導線材について,線材化の状況と応 用開発の状況について報告する4). 2. Bi2223 超伝導体の線材化 Fig. 2 に Bi2223 線材の製造プロセスを示す.工程は,粉 末工程,加工工程,焼結工程に大別される5,6). 粉末工程では,各構成金属の酸化物や炭酸塩を出発原料と してあらかじめ反応を進めた前駆体粉末を作製し,加工工程
Fig. 1 Crystal structure of Bi2223 superconductor.
Fig. 2 Manufacturing procedure of Bi2223 wire.
の初めに銀パイプに充填する.金属パイプとして銀パイプを 使用するのは,加工・焼結工程において酸素の出入りがある ことから,酸素の透過能力が高いこと,超伝導体と反応しな いこと,それ自身が酸化しないことが求められるからである. 加工工程では,粉末が充填されたパイプを伸線加工した 後,複数本の単芯線を再度束ねて銀または銀合金パイプに嵌 合して,多芯線として更に伸線加工する.多芯化により元来 セラミックスで脆い超伝導体が細線化され可とう性を有する 線材となり,ケーブルやコイルへの加工が可能となる.加工 工程の最終段階では,結晶の配向を得るために圧延加工が施 される.圧延と粉末を強固に結合させる焼結は通常 2 回繰 り 返 さ れ る が , 1 回 目 の 焼 結 で 粉 末 部 分 を 目 的 と す る Bi2223 相に相変態させ,2 次圧延で配向を再調整した後,2 次焼結で加圧焼結法(ConTrolled Over Pressure sintering:
CTOP)により粉末部分をほぼ 100の密度に焼結する79). 線材の超伝導部分の微細組織を Fig. 3 に示す.従来の大 気圧下で焼結した場合は,空隙が多く相対密度も約 85で あるのに対し,加圧焼結した場合は相対密度がほぼ 100に 到達する.密度の改善により電流パスが改善されて臨界電流 密度が向上すると共に,機械的な特性も改善される.これは 線材をセラミックスの Bi2223 フィラメントと銀との複合材 料と考えた時に,フィラメントの機械強度が改善されること と対応している.また大気圧焼結線材では液体窒素中での使 用によりフィラメントに液体窒素が浸み込んで急速昇温時に 線材が膨れ,局部的に臨界電流が低下するといった現象がし ばしば観察されるが,加圧焼結線材では相対密度が 100で 液体窒素が浸み込む余地が無いためこのような窒素膨れ現象 は回避できる.また製造中の欠陥発生も抑制できることから 長尺線材の製造歩留まりも改善され,加圧焼結法の採用によ り Bi2223 線材が工業材料としての地位を確立でき,住友電 工では DIBSCCO の商品名で販売を開始した.
但 し 未 だ ( Ca, Sr ) Cu O な ど の 異 相 が 数 含 ま れ , Bi2212 相も多く残留している.フィラメントの単相化が実 現できれば臨界電流特性はまだまだ改善できると考えられる. Table 1 に住友電工で商業化している線材のラインナップ を示す.高電流密度型(Type H)を基本として,全断面積あ たりの臨界電流密度が Type H と同等で臨界電流の絶対値を 抑えて細線化した Type S,交流用にフィラメント間のブリ ッジングを抑制した線材にツイストを施した Type AC,電 流リード用にシースに金を添加して熱伝導率を低減した Type G に大別できる.また機械強度が必要な場合は,前記 線材に補強金属を半田で接合することにより強度の改善が可 能であり,補強材としてはステンレスやブロンズ系の銅合金 を標準的に採用している.補強線材のラインナップを Table
2に示す.Fig. 4 は Type H と補強材を集合した Type HT
線材の横断面である.Fig. 4 の Type HT 線材は,20 mm の ステンレステープを用いた場合の例である.
3. Bi2223 線材の特性9)
Fig. 5 に液体窒素温度(77 K),自己磁場中(外部磁場ゼ ロ)での標準サイズ線材の臨界電流向上の変遷を示す.2000
396
Fig. 3 Microstructure of superconducting filament.
Table 1 Specification of DIBSCCO (Bare wire). Type H
High current density
Type S Narrow & high current
density
Type AC Twisted wire for
AC use
Type G AgAu sheathed wire for
currrent lead Width ~4.3 mm ~2.6 mm ~2.6 mm ~4.3 mm Average thickness ~0.23 mm ~0.19 mm ~0.20 mm ~0.23 mm Ic(77 K, self field) 140~180 A 70 A~ 40 A~ 100 A~
Table 2 Specification of DIBSCCO (Reinforced wire). Type HT (SS20) Stainless steel reinforced Type H Type HT (CA50) Copper alloy reinforced Type H
Type ACT (CA50) Copper alloy reinforced Type AC Width ~4.5 mm ~4.5 mm ~2.8 mm Average thickness ~0.30 mm ~0.36 mm ~0.31 mm Ic(77 K, Self Field) 140~180 A 140~180 A 50~70 A Critical tensile
stress(77 K) 270 MPa 250 MPa 270 MPa Critical bending
diameter (RT) 60 mm 60 mm 40 mm
Fig. 4 Cross section of the wires.
Fig. 5 History of DIBSCCO critical current.
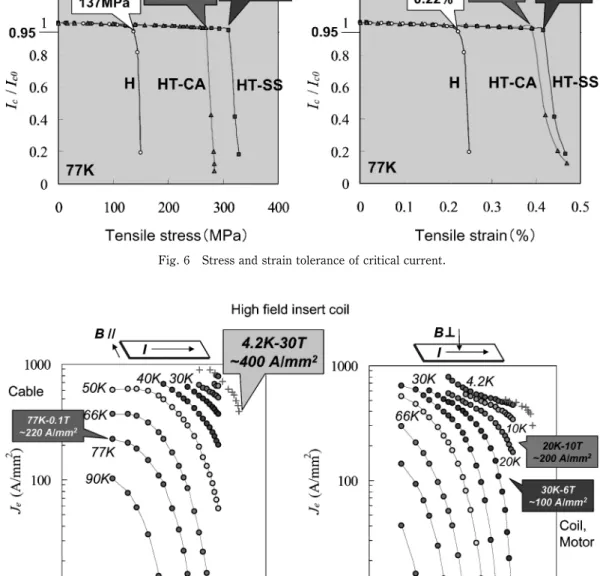
396 日 本 金 属 学 会 誌(2010) 第 74 巻 年までに,銀との複合加工法による km 級の長尺線材化の基 本技術が確立し,2003 年には加圧焼結技術を開発して,そ れ以前の大気圧焼結法の時代に比べて臨界電流が飛躍的に向 上 し た . 現 在 , 短 尺 線 材 では 236 A, km 級 長 尺 線 材 で も 200 A に到達し,長尺線材性能の指標である,臨界電流×長 さの値は,360,000 Am を超え,Y 系線材を含む高温超伝導 線材としての最高値を更新している.また量産レベルの製品 としては 160~180 A 級の長尺線材の供給が可能になってい る. Fig. 6 には線材の機械的特性を示す.測定は液体窒素中で 線材に引っ張り応力を与えながら臨界電流を測定したもの で,図中の数値は 95の臨界電流を維持する応力,歪みで 臨界特性を定義したものである.加圧焼結した線材は,大気 圧焼結の場合に比べて機械的特性は改善されるが,応用例に
Fig. 6 Stress and strain tolerance of critical current.
Fig. 7 Temperature and magnetic field dependence of critical current.
よって更に高強度が要請される場合は,前述のようにステン レステープや銅合金を半田で貼り合わせることで引っ張り, 曲げ特性は大幅に改善される.Fig. 6 の例では補強材として 20mm のステンレステープ及び 50 mm の銅合金を用いてお り,ほぼ同等の機械特性を示している.銅合金を用いた場合 は,線材同士を半田接続した場合の接続抵抗が補強の無い場 合とほぼ同程度であり,熱伝導特性にも優れるといった特徴 がある.ステンレス補強により引っ張り応力で 310 MPa, 引っ張り歪みで 0.42まで臨界電流特性が維持される.こ れらの強度は通常のケーブル,コイル応用には十分である が,超高磁場コイルや大型コイルでは更に大きな電磁力に耐 えることが必要な場合がある.線材の機械強度は補強材の種 類,厚さ,集合方法によって改善可能であり,現在も新たな 補強線材を開発中である. 実際の応用機器では,使用温度や線材の経験磁場が異なる が,我々は各種線材の臨界電流の温度磁場依存性を詳細に 測定し,線材のサイズと 77 K,自己磁場中の臨界電流が分 かれば 20 K 以上の任意の温度,磁場環境下での臨界電流特 性が推定可能になっている10).Fig. 7 に 200 A 級線材(77 K,自己磁場中)の Je(銀を含む全断面積あたりの臨界電流密 度)の温度磁場依存性を測定した例を示す.通常のソレノイ ド形状のマグネット応用では,最大磁場はコイル中心部に テープ面平行にかかるが,コイル端部ではテープ面垂直方向 の磁場を経験し,テープ垂直方向磁場の方が臨界電流の低下 が著しいため,この磁場方向でコイルの励磁特性が制約され る.現在得られている特性は,20~30 K 領域でコンパクト なマグネット設計が可能であることを示している.高磁場核 磁気共鳴(Nuclear magnetic resonance: NMR)装置のように インサートコイルとしてバックアップ磁場下で使用される場 合は,テープ面平行方向の高磁場を経験することになるが, 1.3 GHz 級の NMR で必要とされる 30 T といった超高磁場 でも高い臨界電流特性を有することが分かる.
398
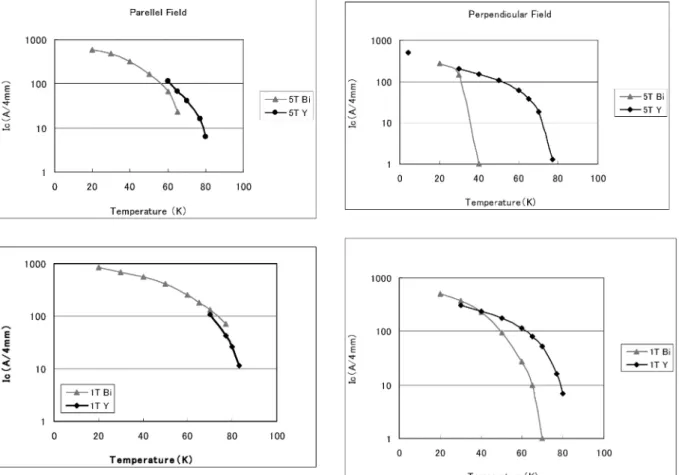
Fig. 8 Comparison of critical current properties between Y based wire and Bi2223 wire.
Fig. 9 Temperature dependence of critical current under parallel magnetic field.
398 日 本 金 属 学 会 誌(2010) 第 74 巻 一方,世界的にイットリウム系線材(薄膜を金属テープに コーティングすることから Coated Conductor と呼んだり, ビスマス系に続く線材という意味で Second Generation: 2G 線材と呼ばれたりもする.以下 Y 系と略)の開発が急速に進 んでおり,一部で Y 系線材を用いた応用プロトタイプの試 作も始まっているが,現在市場で入手可能な線材の特性を Bi2223 線 材 と 比 較 し て み る . Bi2223 線 材 は 180 A 級 の Type H 線材の実測値,Y 系は,10 mm 幅で 245 A の線材 を用いた文献値11)を用いた.なお線材幅が異なるため,Y 系では 4 mm 幅に換算した臨界電流値(77 K,自己磁場下で 98 A)を用い,臨界電流の絶対値で比較した.結果を Fig. 8 に示す.1 T 以下のテープ面平行磁場下では Bi2223 線材が Y 系を上回る特性を有する.テープ面垂直磁場下では特に 40~50 K 以上の高い温度で Y 系の特性が優れる.但しコン パクト化等の超伝導機器の特徴を活かそうとすれば Y 系で も使用温度は臨界電流の大きい 20~30 K 領域に限定され, この温度領域では Bi2223 線材と同等の特性である.また ケーブル応用を想定した 1 T 以下の平行磁場下の臨界電流 の温度依存性を Bi2223 線材について Fig. 9 に示す.Bi2223 線材は臨界温度が約 110 K と高いため,液体窒素の大気圧 下での沸点(77.3 K)を越え,90 K でも 77.3 K の約半分の臨 界電流を維持できる.Y 系線材は臨界温度が約 90 K であり, 77.3 K 以上の温度では急激に臨界電流が減少する.このこ とは,長距離のケーブル応用などで冷却の観点から Bi2223 線材の利用が優位であることを示している. Y 系線材は Bi2223 線材よりも低コスト化が実現できると 期待されており,現状の臨界電流性能を前提とすれば Y 系 が使われるか,Bi2223 線材が使われるかはコストの競争と 言えよう.もちろん,機械的特性や安定化・クエンチ保護の 問題など,臨界電流特性以外にアプリケーション毎の要求も 異なるし,臨界電流特性にしてもいずれの線材も改善途上に あることから,今後の開発動向には注意を払う必要がある. 次に Bi2223 線材の今後の性能向上の見通しについて述べ る.これまでの臨界電流特性の向上は主として,結晶配向の 改善によることが明らかになっている.Fig. 10 に Spring8 の高輝度放射光を用いて透過光で評価した配向度と臨界電流
Fig. 11 Critical current density distribution along the tape width.
400
Table 3 Applications of high temperature superconductor.
Application How to use
Low loss Smal l Lig h t Larg e tor que Hi gh field Acc u racy S ilen ce Ma in te na nc e S ta b il ity C o st pe rf o rma nce Note
MRI High magnetic field ○ ○ ○ ◎ ○ Portable (GE), Brain diagnosis (JST, KyotoUniv.)
NMR Ultra high magnetic field ○ ◎ ○ High performance(>1GHz) Medical accelerator Positron/heavy ion accelerator ○ ○ Gantry, synchrotron
Power cable(AC, DC) Compact, high power, low loss ◎ ○ ○ ◎ Utility company, combination with renewa-ble energy, feeder line for train system
Transformer
On board train ○ ◎ Light and low loss Electrical grid ◎ ○ ○ For underground substation
Fault current limiter Reduction of the fault current ○ ○ ○ Saturated iron core type(Bi) Supernormal transition type (Y)
SMES Magnetic energy storage ○ ◎ Compensation of brown out and loadfluctuation Ship propulsion motor High propulsion efficiency ◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ 400 kW36 MW has developed.
Airplane propulsion Light and high efficiency ○ ○ ◎ ○ ◎ US Air Force
Solidification control Reduction of convection ○ ◎ ○ Silicon single crystal growth, continuouscasting of steel
Machine tool High accuracy by high torque ○ ○ ◎ ◎ High throughput and high accuracy Magnetic separation Medicine, waste water treatment ○ ◎ ○ ○ Paper manufacturing factory etc. Electric vehicle(motor) High torque, low loss ◎ ◎ ◎ ◎ ◎ More effective for liquid hydrogen
Wing turbine Small and light generator ○ ◎ ○ ○ ○ Light and silent
400 日 本 金 属 学 会 誌(2010) 第 74 巻 で測定を行った.a)に臨界電流通電時の自己磁場分布,b) に自己磁場分布から逆算したシート電流密度分布,c)にシー ト電流密度分布から算出した線材幅方向の臨界電流密度分布 を示す.線材中央で約 450 A/mm2のピークを持つ臨界電流 密度分布が得られた.前述の臨界電流の温度,磁場依存性か ら,77.3 K では約 2 倍の 900 A/mm2の臨界電流密度のピー ク値を有すると考えられ,この臨界電流密度が線材幅方向に 均一に 分布すると仮定すれば,臨界電流値は 340 A とな り,現状の異相の含有量,Bi2223 相の配向度でも 300 A 級 の臨界電流に到達できると考えられる. 4. Bi2223 線材の応用例 Bi2223 線材では 77 K における臨界電流の磁場依存性が大 きいため,77 K 近傍でのコイル,モータ応用は鉄心と組み 合わせることが多く,空心で大きな磁場を発生させる場合は 20 K程度まで冷却することが多い.一方,ケーブル導体で は経験磁場が小さく,長距離にわたる冷却が必要なため液体 窒素冷却が行われる.Bi2223 線材の応用分野とメリットな どをまとめて Table 3 に示す. 高磁場を発生するマグネット応用では,20 K 近傍での冷 凍機による伝導冷却により,液体冷媒を用いることなくマグ ネットの運転が可能であり,冷凍機の動力も 4.2 K の液体ヘ リウム温度に比べて 1/5 以下で済み,物質の比熱も 100 倍 大きいため熱擾乱に強く,クエンチの起こりにくい信頼性の 高いマグネットの製作が可能になる13,14).この温度域の応用 としては,金属系超伝導で広く普及している医療用断層撮影
装置(Magnetic Resonance Imaging: MRI)や磁気分離マグネ ット,SMES(Superconducting Magnetic Energy Storage), シリコン単結晶引き上げ時に溶湯の対流を抑制する電磁ブ レーキなどがある.特に MRI では,液体ヘリウムを必要と しない小型機器として米国での可搬型,日本での 3 T 脳用 などの開発が進んでいる.また液体ヘリウムで冷却する場合 は,金属系超伝導線では臨界磁場が低く実現不可能であった 超高磁場マグネット(23.5 T 以上)が実現できるため,分子 量の大きなタンパク質の構造解析が可能な超高磁場 NMR の 開発が進められている.またガン治療に用いられる陽子/重 粒子線加速器も超伝導化による小型化が期待されている. 回転機応用としては,船舶の推進用モータの開発が世界的 に進められており,この開発成果をベースとした,自動車用 モータ,大型風力発電機の超伝導化も着手されている. 以下では省エネに貢献大で我々が開発を進めている電力 ケーブルについて具体的に紹介する. 超伝導電力ケーブルは,低損失(直流では抵抗ゼロ.交流 ではわずかに交流損失が発生)で低電圧・大電流送電が可能 であり,送電電力も従来の同一直径の銅ケーブルに比べて 5 倍から 10 倍の送電が可能となる.東京やニューヨークのよ うな大都会では電力需要が増大しても従来から存在する既設 のインフラである洞道や管路を用いてケーブルを張り替える だけで増容量が可能となる.また超伝導送電では低電圧・大 電流送電が可能になることから変電所の削減も可能になるな どの効果が期待できる.都市部地中送電線路への導入のメリ ットを Fig. 12 に示す. Fig. 13 には我々が開発した三心一括型ケーブルの構造を
Fig. 12 Benefit of superconducting power cable.
Fig. 13 Superconducting power cable structure (3 phase in one cryostat).
示す.銅撚線フォーマの上に Bi2223 線材がスパイラル状に 巻かれ,絶縁には OF ケーブル(Oil Filled ケーブル合成紙 と絶縁油の複合絶縁ケーブル)で実績のあるポリプロピレン と ク ラ フ ト 紙 を 貼 り 合 わ せ た 半 合 成 紙 の PPLP (Polypropylene Laminated Paper)が用いられ,可とう性を 有する 3 相分のケーブルコアが,ステンレス製の 2 重コル ゲート管でできた真空断熱管の中に収められている.真空断 熱層には輻射熱を抑制するスーパーインシュレーションが巻 かれている.液体窒素は,2 重断熱管の内側を圧送される. また銅の安定化材は,短絡電流などの大きな事故電流が流れ る場合にバイパス路となって導体の温度上昇を抑制する. Table 4 に最近の主な超伝導ケーブルプロジェクトについ て Y 系線材を用いる計画を含めてまとめた.日米欧中韓で プロジェクトが進行中である.このうち,我々はこれまでに 東京電力との 100 m 級ケーブルの共同開発・長期試験15,16) を経て,米国エネルギー省の Albany プロジェクトに参画 し,世界で初めて実系統に接続しての長期運転に成功し た17,18).Fig. 14 にプロジェクトの概要を示す.ニューヨー ク州の州都であるオルバニー市の 2 変電所間をつなぐ実線 路の中で,高速道路を横断する 350 m 区間に超伝導ケーブ ルを布設した.定格電圧,電流,容量はそれぞれ 34.5 kV, 800 A, 48 MVAである.350 m の内径 6 インチ地中管路に 3 心一括型超伝導ケーブルを布設し,マンホール内におい て,端から 30 m の部分に世界初の中間接続(ジョイント)を 設け,ケーブル両端にて架空線路と接続されている. 米国での実線路実証を受けて,日本でも実線路で長期試験 を実施するプロジェクトがスタートしている.新エネル ギー・産業技術総合開発機構(New Energy and Industrial Technology Development Organization: NEDO)プロジェク トとして,東京電力・住友電工・前川製作所が参画し,東京 電力の旭変電所(横浜市鶴見区)で送電実証試験およびシステ ム運用,運転,保守の実証を行う計画である.試験線路の概 要を Fig. 15 に示す.ケーブル容量は 300 MVA (66 kV, 3 kA.系統容量は 200 MVA)で中間ジョイントを有する 200 ~300 m の線路である.旭変電所は 1 次側 154 kV, 2 次側 66 kV であり,2 次側の 66 kV のラインに超伝導ケーブルが 挿入される.三相交流の短絡事故時に流れる短絡電流条件は 31.5 kA×2 s である.また,実運転は 2011~2012 年にかけ て実施される予定である.なおコンパクトで大電流容量の ケーブルであり,ケーブルの交流損失を低減するため, Type H 線材と Type AC 線材を用いたハイブリッド構造と なっている.これまでに事前検証として本番と同一設計,構 造の中間ジョイント付き 30 m ケーブルの試験を行い,本番 のケーブル設計,布設工法等をほぼ確定したところである. また交流送電用途では,発電機の引き出し線への利用を検 討している.発電機の出口は送電線路に比べて低電圧(例え ば 22 kV)・大電流であり,設備利用率が高く超伝導ケーブ ルを用いることで省エネ効果が大である.154~500 kV の 架空送電線とつなぐ昇圧用主変圧機までの 30~100 m 程度 の短い距離ではあるが,従来相分離母線と呼ばれるリジッド な線路が使われていたのに比較してフレキシブルな超伝導 ケーブルは省エネ効果だけでなく,発電所のレイアウトの自
402
Table 4 Superconducting power cable project.
Area Project Voltage kV Current kA Length m Site Wire Phase Note Bi Y R & D Demo Actualuse
Japan
TEPCOSEI 66 1.0 100 CRIEPI Bi ○ Finished Chubu Univ.(DC) 20 2.0 200 Chubu Univ. Bi ○ In operation NEDO (Ybased) 66/154 5.0/3.0 15/30 Test yard Y ○ Plan NEDO(Yokohama) 66 3.0 250 Grid Bi ○ Plan
USA
Albany 34.5 0.8 350 Grid Bi Y ○ Finished OHIO 13.2 3.0 200 Grid Bi ○ In operation LIPA 138 2.4 600 Grid Bi ○ In operation Entergy 13.8 2.5 1760 Grid ? ? ○ Plan Hydra 13.8 4 200 Grid Y ○ Plan
Europe
Denmark 30 0.2 30 Grid Bi ○ Finished Amsterdam 50 3.0 6000 Grid ? ? ○ Plan
VNIIKP(Russia) 20 1.4 200 Factory Bi ○ Plan to connect with grid
China Yunnan 35 2.0 33.5 Grid Bi ○ In operation Lanzhou 10.5 1.5 75 Factory Bi ○
Korea
KEPCO 22.9 1.25 100 Test yard Bi ○ In operation DAPAS(1) 22.9 1.25 100 Test yard Bi ○ In operation DAPAS(2) 154 3.75 30 Test yard Y ○ Plan GENI 22.9 1.25 500 Grid Y ○ Plan
Fig. 14 Overview of Albany cable project in US.
Fig. 15 Overview of Yokohama cable project in Japan.
402 日 本 金 属 学 会 誌(2010) 第 74 巻 由度も確保できるなどのメリットが期待できる. 超伝導は直流では抵抗ゼロであるが,交流では超伝導体内 の磁束線のピンニングに起因するヒステリシス損失があるた め損失を生ずる.既存の電力系統は交流であるが,本来超伝 導応用は直流と相性が良いため直流送電の用途を種々検討し ている.今後の低炭素社会の実現に向けて太陽光発電や風力 発電などの自然エネルギーの導入が進むが,これらのエネル ギーは直流電源であることが多い.太陽光発電は低電圧直流 発電であるし,風力発電も大型機になれば誘導発電機と増速 機をナセルに納めることが困難となり,同期発電機の低周波 交流出力を直流から商用の交流に変換している.これらの発 電電力を直流のまま集めて,直流低電圧・大電流送電できれ ば超伝導の省エネ特性が活かせる.但し自然エネルギーは昼 夜等の出力変動が大きく,発電量の少ない時間帯で超伝導を 維持するための冷凍動力は損失と見なせるので,蓄電技術等 を組み合わせて大容量で高設備稼働率となるような運転が必 要である. 一方需要家側ではコンピュータを始めインバーター制御の 家電機器など最終段階で直流技術が活用されているケースが 多い.コンピュータ,ルータ,サーバなどの IT 機器を集積 したデータセンターへの大容量の直流供電や DC エコハウス といった省エネ住宅の実証が進んでいる.交流から直流への 技術的な流れはそれ自体で省エネにつながっており,大電流 の直流を扱うケースでは超伝導機器により更なる省エネ効果 が期待できる.一般家庭や学校に太陽光発電を設置するケー スも増えてこよう. 現在使われている直流の送電技術としては鉄道のき電線が ある.新幹線は交流であるが,都市部の在来線や地下鉄は直 流き電システムが採用されているケースが多い.ここに超伝 導ケーブルを用いることで,省エネ効果に留まらず,抵抗ゼ ロの効果で電圧降下が小さいことにより,変電所の削減やブ レーキング時の回生電力の有効活用が図られ,回生失効を防 ぐための蓄電装置の容量削減にも寄与できると期待され る19,20).
Fig. 16 Future dream of DC power transmission society. 以上述べた直流技術を組み合わせた社会として Fig. 16 に 示すような直流社会を構想しているところである. 5. お わ り に 高温超伝導体の発見から 20 年以上が経過し,この間, Bi2223 超伝導体が性能,量産技術面で線材化を先導してき た.その結果,実用レベルの応用機器が試作できる段階に入 った.信頼性の確認,コストダウンを進めつつ,実製品とし て世の中で使われるようになり,炭酸ガス排出量の削減,地 球温暖化防止に貢献できることを期待している. 本稿で述べた研究はビスマス系超伝導体の発見者である前 田博士を始め多くの方々との共同研究によるものである.ま た,新技術事業団(現独科学技術振興機構)や NEDO からの 援助によるプロジェクトの成果も多く含まれる.共同研究者 の方々の氏名を記して謝意を表したい. 独物質・材料研究機構前田博士,熊倉センター長,木吉 博士,北口博士,松本博士,Choi 博士,東京大学下山准 教授,九州大学木須教授,井上助教,財応用科学研究所 長村博士,東京電力株本庄リーダ始め関係各位 文 献
1) M. K. Wu, J. P. Ashburn, C. J. Torng, P. H. Hor, D. L. Meng, L. Gao, Z. J. Huang, Y. Q. Wang and C. W. Chu: Phys. Rev. Lett. 58(1987) 908.
2) H. Maeda, Y. Tanaka, M. Fukutomi and T. Asano: Jpn. J. Appl. Phys.27(1988) L209.
3) M. Takano, J. Takada, K. Oda, H. Kitaguchi, Y. Miura, Y. Ikeda, Y. Tomii and H. Mazaki: Jpn. J. Appl. Phys.27(1988) L1041.
4) K. Hayashi: Oyobutsuri 79 No. 1 (2010) 3.
5) T. Hikata, T. Nishikawa, H. Mukai, K. Sato and H. Hitotsuyanagi: Jpn. J Appl. Phys.28(1989) L1204.
6) M. Ueyama, T. Hikata, T. Kato and K. Sato: Jpn. J Appl. Phys. 30(1991) L1384.
7) T. Kato, S. Kobayashi, K. Yamazaki, K. Ohkura, M. Ueyama, N. Ayai, J. Fujikami, E. Ueno, M. Kikuchi, K. Hayashi and K. Sato: Phys. C412414(2004).
8) S. Kobayashi, K. Yamazaki, T. Kato, K. Ohkura, E. Ueno, K. Fujino, J. Fujikami, N. Ayai, M. Kikuchi, K. Hayashi, K. Sato and R. Hata: Phys. C426431(2005) 1132.
9) N. Ayai, M. Kikuchi, K. Yamazaki, S. Kobayashi, S. Yamade, E. Ueno, J. Fujikami, T. Kato, K. Hayashi, K. Sato, R. Hata, J. Iihara, K. Yamaguchi and J. Shimoyama: IEEE Trans. Applied Superconductivity17(2007) 3075.
10) S. Kobayashi, T. Kaneko, T. Kato, J. Fujikami and K. Sato: Phys. C258(1996)336.
11) M. Inoue, T. Kiss, T. Nakamura, T. Fujiwara, S, Awaji, K. Watanabe, A. Ibi, S. Miyata, Y. Yamada and Y. Shiohara: IEEE Trans. Applied Superconductivity17(2007) 3207.
12) Y. Honda, K. Higashikawa, M. Inoue, T. Kiss, N. Ayai, M. Kikuchi, K. Hayashi and K. Sato: submitted to Phys. C (Proc. the ISS 2009).
13) T. Kato, K. Ohkura, M. Ueyama, K. Ohmatsu, K. Hayashi and K. Sato: Proc. 15thInt. Conf. on Magnet Technology, (Science
Press, Beijing, 1998) p. 793.
14) K. Ohkura, T. Okazaki and K. Sato: SEI Technical Review171 (2007) 50, (in Japanese).
15) S. Honjo, M. Shimodate, Y. Takahashi, T. Masuda, H. Yumura, C. Suzawa, S. Isojima and H. Suzuki: IEEE Trans. Applied. Superconductivity13(2003) 1952.
16) T. Masuda, T. Kato, M. Hirose and K. Sato: IEEJ Transaction on Power and Energy B126(2006) 827.
17) H. Yumura, T. Masuda, M. Watanabe, H. Takigawa, Y. Ashibe, H. Ito, M. Hirose, K. Yatasuka, K. Sato and R. Hata: SEI Technical Review No. 64 (2007) p. 27.
18) T Masuda, H. Yumura, M. Watanabe, H. Takigawa, Y. Ashibe, C. Suzawa, H. Ito, M. Hirose, K. Sato, S. Isojima, C. Weber, R. Lee and J. Moscovic: IEEE Trans. Applied Superconductivity 17(2007) 1648.
19) G. Morita, T. Konishi, H. Kamijo and T. Ito: Proc. IEE Japan 2008 Meeting 5073.
20) M. Ohshiba, T. Yamanaka, M. Nogi, Y. Nagata and R. Takagi: Proc. IEE Japan 2008 Meeting 5056.