九州大学学術情報リポジトリ
Kyushu University Institutional Repository
数値シミュレーションを援用した超音波深傷の欠陥
寸法評価精度向上に関する研究
前田, 正広
https://doi.org/10.15017/1654985
出版情報:九州大学, 2015, 博士(工学), 論文博士 バージョン:published 権利関係:全文ファイル公表済数値シミュレーションを援用した
超音波探傷の欠陥寸法評価精度向上に関する研究
前 田 正 広
i
目 次
第1 章 緒言 ... 1 第2 章 超音波探傷試験の基礎 ... 4 2.1 緒言 ... 4 2.2 超音波探傷の方法 ... 4 2.3 超音波の性質 ... 8 2.4 超音波の反射,通過,屈折 ... 9 2.4.1 垂直入射の場合 ... 9 2.4.2 斜め入射の場合 ... 11 2.5 振動子の音場特性 ... 16 2.5.1 超音波の指向性 ... 16 2.5.2 超音波の伝播距離 ... 18 2.6 結言 ... 19 第 3 章 超音波伝播解析手法について... 20 3.1 緒言 ... 20 3.2 従来の解析手法の概要 ... 21 3.3 動的陽解法による超音波伝播解析 ... 23 3.3.1 動的陽解法による超音波伝播解析プログラム「UT-WAVE2」 ... 23 3.3.2 探触子のモデル化 ... 25 3.3.3 探触子と試験体の結合条件と試験体の無反射条件 ... 28 3.3.4 垂直探傷数値シミュレーションの精度検証... 29 3.3.5 超音波伝播挙動の可視化 ... 30 3.4 音源重ね合わせ超音波伝播シミュレーション手法 ... 32 3.4.1 音源重ね合せ超音波伝播シミュレーション(SPM 法) ... 32 3.4.2 斜角探傷試験結果との比較による SPM 法の精度検証 ... 34 3.5 結言 ... 38 第4 章 超音波探傷試験による欠陥寸法評価 ... 40 4.1 緒言 ... 40 4.2 垂直探傷試験による欠陥寸法評価 ... 41 4.2.1 垂直探傷試験の基本 ... 41 4.2.2 欠陥の評価法 ... 42 4.2.3 水平欠陥におけるエコー高さの変化 ... 46 4.2.4 デシベルドロップ法による欠陥寸法評価 ... 53ii 4.3 斜角探傷試験による欠陥寸法評価 ... 57 4.3.1 斜角探傷試験の基本 ... 57 4.3.2 斜角探傷試験による欠陥寸法評価 ... 58 4.4 結言 ... 62 第5 章 ニューラルネットワークを適用した超音波探傷試験の欠陥性状同定 ... 64 5.1 緒言 ... 64 5.2 従来の研究 ... 65 5.3 階層型ニューラルネットワークの概要 ... 66 5.3.1 ニューラルネットワークの構造 ... 66 5.3.2 ニューラルネットワークの学習 ... 68 5.4 ニューラルネットワークを適用した垂直探傷試験の欠陥性状同定 ... 68 5.4.1 欠陥同定の手順と特徴 ... 68 5.4.2 ニューラルネットワークの教師データ ... 70 5.4.3 欠陥同定ニューラルネットワークの構成 ... 71 5.4.4 垂直探傷試験の欠陥同定のフロー ... 73 5.4.5 ニューラルネットワークによる欠陥同定結果 ... 74 5.5 ニューラルネットワークを適用した斜角探傷試験の欠陥性状同定 ... 79 5.5.1 SPM 法シミュレーションによる教師データの取得 ... 79 5.5.2 斜角探傷試験の欠陥同定のフロー ………..….. 81 5.5.3 シミュレーション結果を入力とした欠陥性状推定結果 ... 82 5.5.4 探傷試験結果を入力とした欠陥性状推定結果 ... 83 5.6 結言 ... 90 第6 章 超音波探傷試験のエコー高さに及ぼす塗膜厚さの影響 ... 92 6.1 緒言 ... 92 6.2 塗膜付き試験体および試験要領 ... 93 6.2.1 塗膜付き試験体 ... 93 6.2.2 試験要領 ... 94 6.3 塗膜付き試験体の超音波伝播解析 ... 95 6.3.1 垂直探傷試験の解析モデル ... 95 6.3.2 斜角探傷試験の解析モデル ... 96 6.4 探触子および塗膜の物性値 ... 96 6.4.1 探触子の入力・受信波形 ... 96 6.4.2 塗膜の縦波音速と減衰係数 ... 98 6.5 エコー高さの計算および計測結果 ... 101 6.5.1 塗膜内超音波の反射による波の干渉 ... 101 6.5.2 垂直探傷におけるエコー高さの変化 ... 103
iii 6.5.3 斜角探傷におけるエコー高さの変化 ... 109 6.6 塗膜厚さの影響を受けない計測法 ... 113 6.7 結言 ... 116 第7 章 結言 ... 118 付録A 有限要素法の定式化 ... 123 付録B 超音波伝播解析プログラム「UT-WAVE2」の解析精度検証 ... 128 付録C 誤差逆伝播学習法 ... 143 付録D.1 マイグレーション手法を用いた欠陥の可視化 ... 148 付録D.2 f-k マイグレーションの定式化 ... 169 謝辞 ... 175 参考文献 ... 177
1
第 1 章 緒 言
船舶,鉄道などの輸送機器,電力,石油,ガスなどの各種プラント,橋梁などの構造物 やそれらを構成する部材などの製造時の品質の管理・保証,また,これらの構造物の供用 中の健全性や安全性を評価するために非破壊検査が実施される1)-4)。構造物の内部に発生 する欠陥の検出法としては,主に放射線透過試験と超音波探傷試験が用いられる。放射線 透過法は,X 線を試験体に照射して透過した放射線を反対側に配置したフィルムで検出し て,空洞や割れなどの不連続部を撮影する方法である。超音波探傷法は,超音波パルスを 試験体に伝播させ,欠陥や裏面などの不連続部から反射したパルスを電気信号に変換して, その信号の大きさや伝播時間から欠陥を検出する方法である。 大型構造物の検査や供用中の検査への適用を考えた場合,放射線透過試験は試験体を挟 んで線源とX 線フィルムを配置する必要があり試験体の両側へのアクセスが必要であるの に対して,超音波探傷では片側のアクセスで検査が可能であるなどの検査の容易さにおい て優れている。また,放射線透過試験では被曝の恐れがあるため,試験中の混在作業はで きないが,超音波探傷試験では可能であることや欠陥の深さ位置や欠陥高さの測定が可能 であり,即座に欠陥の合否判定が可能であることなどから,超音波探傷試験が利用される ことが多い。また,近年ではTOFD (Time of Fright Diffraction Technique) 法やフェーズドア レイ探傷装置などを用いた新しい探傷方法が実用化され,超音波探傷の適用が拡大してい る5)。 近年,破壊力学の発展により,構造物中に存在する欠陥の性状が既知の場合に,その安 全性評価を行うことができるようになってきた6)。最近では定期検査などで欠陥が検出さ れた場合,安全を十分に維持しながら運用効率を確保するために,製造時の基準に従って 直ちに補修または取替えを行うのではなく,余寿命を予測して耐用期間の設定または検査 間隔の決定を行うようになってきた7),8)。しかし,安全性の評価や余寿命の推定を行うに は欠陥寸法が明らかであることが前提となっている。したがって,非破壊検査では,欠陥 の検出技術に加えて,高精度に欠陥寸法を評価することが必須となってきている。 船舶の分野においても,コンテナ船の大型化に伴って甲板構造へ50mm を超える極厚板 を採用することが多くなっている9)。鋼材ならびにその溶接継手の破壊靭性値は板厚が厚 くなるほど小さくなることが知られており,脆性破壊を防ぐために,初期溶接欠陥や疲労 き裂の長さ測定精度の向上が求められている10),11)。また,LNG 船をはじめその他の船舶 においても,疲労寿命や破壊強度を評価することの重要性がますます増大しており,欠陥 性状を高精度に同定する技術の構築が望まれている。2 従来の超音波探傷試験は,熟練技術者の技量に依存した経験的な技術にすぎなかった。 すなわち,探触子を試験体表面に当てて超音波を送信し,裏面や内部欠陥からの反射波形 を受信し,その波形を探傷器の画面に表示して,検査技術者が反射波形を目で見て欠陥の 有無や欠陥寸法評価を行っている。計測波形から欠陥の寸法評価を行う際には豊富な経験 と労力を必要とし,その精度は検査技術者の経験・技量によるところが大きく,欠陥評価 結果には大きなばらつきが存在するのが現状である2),12)。さらに,複雑な構造物内部に存 在する欠陥の位置やその大きさを同定する際に,あらかじめ探傷方法を実験で把握する方 法が採られているが,模擬試験片を作製する必要があり,探傷方法を決定するまでに時間 と費用がかかりすぎる問題がある。 そこで,本研究では,熟練者や専門家の経験を必要としない定量的な欠陥同定を高精度 に,簡便かつ迅速に行う手法の開発を目的として,まず,超音波の伝播経路や到達時間だ けでなく伝播波形にも注目し,動的陽解法を用いた時刻歴応答有限要素解析によって超音 波の伝播挙動をシミュレーションするプログラムを開発し,超音波探傷計測結果と比較し て解析精度の検証を行うとともに,探触子の振動子サイズ,探傷周波数,および欠陥位置 や寸法が異なる場合のシミュレーションを行い,欠陥検出限界や欠陥寸法の推定精度につ いて検討した。次に,欠陥寸法だけでなく欠陥形状も含めた欠陥性状同定を目的として, シミュレーション結果を教師データとしたニューラルネットワークを構築し,超音波の伝 播波形情報をもとに欠陥性状の同定が可能であるかについて検討した。さらに,塗膜上か ら超音波探傷試験を実施する場合,超音波エコー高さに及ぼす塗装の塗膜厚さの影響を調 べるために,塗膜厚さが異なる塗膜付き試験体を製作し,エコー高さを計測するとともに, 数値シミュレーションを実施して塗膜厚さが超音波エコー高さに及ぼす影響を明らかにし た。 これらの研究成果をまとめた本論文は7 章より構成されている。 第1 章の緒言に続いて,第 2 章では,超音波探傷の基礎として,欠陥の探傷方法および 超音波探傷の理解に必要な超音波伝播の基礎についてまとめた。 第3 章では,超音波伝播解析手法および計算精度について説明した。3.2 節では,従来 の解析手法の概要を示し,3.3 節では,開発した超音波伝播挙動をシミュレーションする 動的陽解法を用いた時刻歴応答有限要素解析プログラム「UT_WAVE2」の定式化を示す。 この手法は中心差分法を用いて波動方程式を定式化し,動的陽解法による弾性波の伝播挙 動を解析するものである。次に,解析対象のモデル化について説明し,垂直探傷試験結果 との比較による数値シミュレーションの精度検証結果を示す。さらに,画像表示ソフトを 用いた超音波伝播挙動の可視化を示す。3.4 節では,音源重ね合せ超音波伝播シミュレー ション手法の概要について説明する。この手法は点音源の伝播による距離減衰と弾性波の
3 重ね合わせによる位相のずれを利用したものであり,有限要素法を用いた超音波伝播シミ ュレーションと比較して短時間でシミュレーションを行うことができる。まず,シミュレ ーション手法および計算対象のモデル化について説明する。次に,斜角探傷試験結果との 比較によるシミュレーション精度の検証結果を示す。 第4 章では,超音波探傷試験の欠陥寸法評価に関して,振動子寸法,周波数,欠陥深さ, 欠陥寸法を種々変更したシミュレーションを実施し,その欠陥寸法推定精度について検討 した。まず,4.2 節では,垂直探傷試験による欠陥寸法評価について,水平欠陥を対象に 探触子の振動子サイズ,探傷周波数および欠陥深さや寸法が異なる場合のシミュレーショ ンを実施し,欠陥からの反射波の大きさがどのように変化するかを調べた。さらに,欠陥 の長さを推定する方法の一つであるデシベルドロップ法による欠陥検出限界や欠陥寸法の 推定精度について検討した。4.3 節では,斜角探傷試験による欠陥寸法評価に関して,デ シベルドロップ法および端部エコー法による欠陥寸法推定精度について調べた。 第5 章では,未知の欠陥性状を推定する方法の一つとして,種々の欠陥に対する計測波 形を教師データとしてニューラルネットワークを構築し,欠陥寸法だけでなく欠陥形状も 含めて欠陥の同定を行う方法について検討した。5.2 節では,従来の研究について概要を 述べ,5.3 節では,本研究で採用した階層型ニューラルネットワークについて説明する。 5.4 節では,ニューラルネットワークを適用した垂直探傷試験の欠陥性状同定手順と特徴 について述べ,数値シミュレーション結果を用いた欠陥同定結果を示す。5.5 節において は,ニューラルネットワークを適用した斜角探傷試験の欠陥性状同定の手順と探傷試験結 果を用いた欠陥同定結果について述べる。 第6 章では,塗膜上から超音波探傷試験を実施する場合,塗装の塗膜厚さが超音波エコ ー高さに及ぼす影響について調べた。6.2 節では,塗膜付き試験体および試験要領につい て説明する。6.3 節および 6.4 節では,塗膜付き試験体の超音波伝播解析,探触子および塗 膜の物性値について述べる。6.5 節では,垂直探傷と斜角探傷について,塗膜によるエコ ー高さの変化を計算と実験で比較している。6.6 節では,塗膜影響を受けない計測法につ いて検討した。 第7 章では,本論文における研究結果をまとめて総括した。
4
第 2 章 超音波探傷試験の基礎
2.1 緒言 本章では,超音波探傷試験の基礎として,欠陥の探傷方法および超音波探傷の理解に必 要な超音波の性質,反射,屈折,音場特性などの超音波の基礎についてまとめる13)-15)。 2.2 超音波探傷の方法 超音波探傷試験の代表的な方法であるパルス反射法による欠陥検出の例をFig.2.1 に示 す。探触子(probe)は試験体中に超音波を入射すると共に,欠陥から反射してきた超音 波を受信するセンサーである。この探触子を試験体表面上で走査して欠陥を検出する。 Fig.2.1(a) に垂直探傷法を示す。試験体の表面(探傷面)に対して垂直に超音波が入射 するように探触子を配置し,水やグリセリンなどの接触媒質を介して試験体中に超音波を 伝播させ,欠陥や底面からの反射波の強さや伝播時間を測定し,試験体の健全性を調べる ものである。欠陥からの反射波の強さから欠陥の大きさがわかる。また,超音波パルスが 試験体に入射されてから反射波が返ってくる時間を測定し,この時間に試験体の音速を乗 じることにより,試験体表面から欠陥までの距離を求めることができる。 Fig.2.1(b) に斜角探傷法を示す。試験体表面(探傷面)に対して斜めに進行する超音波 ビームを用いて探傷する方法で,溶接部などの検査に多く適用されている。超音波パルス は振動子から縦波が発生する。この超音波パルスがくさび中を伝播し探傷面に到達する。 そして,超音波パルスがくさびと試験体の境界面を通過するときに屈折現象が生じる。屈 折した超音波は縦波から横波にモードを変えて,試験体の中へ伝播していく。試験体の中 へ伝播した超音波は,その超音波ビーム内に欠陥があると,欠陥で反射され,元の経路を たどって,再び探触子によって受信される。 探触子は振動子,くさび,吸音材等から構成されている。超音波を発生させる素子とし て探触子の中に振動子が組み込まれている。振動子に電圧を加えると圧電効果によって, 機械的な振動を発生する。この振動が超音波として固体中を伝播する。発信と受信を別々 のセンサーで行う方法を2 探触子法,一つのセンサーで行う方法を 1 探触子法という。 くさびは試験体への超音波の入射方向を決めるものであり,アクリルがよく用いられる。 吸音材は振動子によって発生した超音波がくさびの境界面で繰り返し反射するのを防止す るためのものである。 探触子から試験体に超音波を伝播させるためには,探触子と試験体探傷面の間を液体で 満たしておく必要がある。この液体を接触媒質と言う。もし空気層があると超音波は探触5
子と空気層の境界で反射して試験体中には伝わらなくなる。接触媒質には水やグリセリン の他,マシン油などが用いられる。
(a) Straight beam technique (b) Angle beam technique Fig.2.1 Ultrasonic testing
き裂に向かって超音波を伝播させると,き裂の先端から端部エコー(回折波)が発生す る。この端部エコーを検出して,き裂の寸法を測定する方法にFig.2.2 で示す TOFD(Time of Flight Diffraction)法5),16),17)がある。 TOFD 法は,送信探触子と受信探触子を向かい合わせに配置し,探触子間で送受信した 波形を収録,画像化する手法である。収録した波形には,透過,反射,散乱,回折による 多くの情報が含まれ,欠陥の検出や長さの評価に留まらず,構造物の余寿命推定に必要な 欠陥高さ測定等が可能となり,TOFD 法の適用拡大が期待されている。この手法では,欠 陥のない健全部では,①表面を伝播するラテラル波と④試験体裏面で反射する反射波が検 出される。これに対し,内部に欠陥が存在すると,②欠陥の上端部および③欠陥の下端部 で生じる端部エコーが受信される。これらの超音波の伝播時間を測定することにより欠陥 の深さや欠陥高さを幾何学的な計算によって定量的に求めることが可能である。TOFD 法 は従来の超音波探傷法と比較して,欠陥の検出能力,欠陥の高さ寸法測定精度が高いとい う長所がある。一方,2 つの探触子を対向させて探傷するための治具が必要であることや 欠陥の識別・判定に熟練が必要であり,欠陥の判定作業に時間を要すること,従来の探傷 装置に比べて機器が高価であるなどの問題点もある。 transducer damper defect specimen normal probe ultrasonic beam WF WB test surface bottom surface transducer wedge backing material defect test surface bottom surface specimen angle probe
6
① Lateral wave ② Upper tip of defect ③ Lower tip of defect ④ Bottom reflection wave
Fig.2.2 Probe arrangement and scanning method in TOFD technique
また,Fig.2.3 に示すフェーズドアレイ法と呼ばれる小さな振動子を多数配置したアレイ 探触子を用い,各振動子の励振タイミングを電気的に制御することで超音波の主ビームを 任意の方向に伝播させ,かつ任意の深さに集束させて探傷することのできる探傷手法が開 発されている5),18)。電子操作方法には振動子の配列方向に走査するリニアスキャンや,扇 状に走査するセクタースキャン,あるいはそれらの組合せ等が挙げられる。また,コンピ ュータを利用して検出した超音波波形を画像処理し,断面画像や平面画像をリアルタイム に表示でき,かつ,欠陥検出や欠陥寸法を推定することが可能である。フェーズドアレイ 法は従来の超音波探傷法と比較して,任意の位置に超音波の焦点を合わせることができる ことから欠陥の検出性が良く,電子的に屈折角を変化させることができるので,探触子を 走査することなく板厚方向の広い範囲が探傷可能であり,欠陥の識別,判定にはあまり熟 練を必要としない長所を有している。しかし,事前設定作業に時間を要し,装置の取り扱 いが複雑であることや機器が高価であるなどの問題がある。 ① ② ③ ④ ① ② ③ ④
Transmitter Receiver Signal amplitude
7
(a) Phased array ultrasonic testing
(b) Control of incident direction (c) Control of focal point Fig.2.3 Overview of phased array ultrasonic testing
probe Transmitter pulse Delay time control Wave front Focal position probe Transmitter pulse Delay time control
piezo
Phased array probe
Synthetic
wave front
Image of ultrasonic
propagation
focal spot
Delay time control
8 2.3 超音波の性質 超音波とは周波数20kHz 以上の音波のことをいい,超音波探傷試験では周波数が 1~ 5MHz の超音波が一般に利用される。可聴音レベルの音波は無指向性であり全方向に広が るが,超音波の域まで周波数が高くなると指向性が現れるため,波がビーム状に伝わり, 限られた範囲内を探傷することが可能となる。超音波探傷に用いる波は弾性波であり,主 に次に示す縦波,横波,表面波があり,探傷方法により波の種類が使い分けられる。 (1)縦波 縦波は,粒子間隔の伸び縮みの方向,すなわち,粒子の振動方向が振動の伝わっていく 方向と一致している波である。縦波は垂直探傷試験で使用される。 (2)横波 横波は,粒子の移動方向,すなわち,粒子の振動方向が振動の伝わっていく方向と直角 となる波であり,固体中でのみ伝播する。横波には探傷面に垂直方向に振動するSV 波と 探傷面に水平方向に振動するSH 波がある。横波は斜角探傷試験で使用される。 (3)表面波 材料の表面層だけを伝わる波である。表面から1 波長分の非常に浅い層にエネルギーの 大部分が集中しており,表面付近の粒子は,縦振動と横振動を混合したような挙動を示す。 (4)その他 その他に板波,クリーピング波がある。板波は板が薄い場合,表面波が上面と下面に同 時に起こる場合で,音速は板厚により周波数依存性を持っている。斜め入射の場合に,入 射角度により材料の表面を伝播する縦波が発生する。その波をクリーピング波という。 次に,超音波の伝播速度について説明する。超音波が媒質中を伝播する速度,すなわち 音速
C
は,媒質の弾性係数と密度によって決まり,次式で表される。C
E
(2.1) ここで,
は媒質の密度,E
はヤング率である。(2.1)式で求まる音速は,波長よりも十分 直径が小さい棒の場合の音速で,棒の縦振動音速と呼ばれる。波長より幅の広い固体中に 超音波を伝播させた値とは異なる。固体に引張力や圧縮力が作用すると,力の方向に変形 するだけでなく,その直交方向にも変形が生じる。縦波が固体中を伝播する場合,粒子の 振動方向と直交する方向の変形は周囲から拘束されて変形できないと考えるのが妥当であ る。したがって,固体中の縦波の音速C
Lは,棒の縦振動音速をポアソン比
で補正した次 式で与えられる。9
1
1
1 2
LE
c
(2.2) 横波の音速C
Sは
1
2 1
SG
E
C
(2.3) ここで,G
は横弾性係数である。 波長
,音速C
,周波数f
の間には以下の関係がある。C
f
(2.4) 探傷試験に使用する探触子の周波数を決めるためには,次の点を考慮する必要がある。 (1)周波数が高いほど超音波の減衰が大きくなる。 (2)分解能は波長に依存する。波長が短い(周波数が高い)超音波を用いることにより, より小さい欠陥を検出することができる。 例えば鋼中に周波数 2MHz および 5MHz の縦波超音波を伝播させたときの波長は,鋼 中の縦波音速を5900m/s とすると,周波数 2MHz の場合,波長は 2.95mm,周波数 5MHz の場合,波長は1.18mm となる。一般に,検出できる欠陥の大きさは波長の 1/2 程度と言 われている。 2.4 超音波の反射,通過,屈折13) 2.4.1 垂直入射の場合 損傷部において超音波の反射,通過,屈折,回折が起きるのは損傷部の音響インピーダ ンスが健全部と異なるためである。音響インピーダンスZは,媒質の密度
と媒質中を伝 わる超音波の音速C
の積で決まる値である。Z
C
(2.5) 空気の音響インピーダンスは鋼の音響インピーダンスより4 桁ほど小さいので欠陥内部 に伝わる超音波のエネルギーは小さく,欠陥面で大部分が反射される。音響インピーダン スの異なる2 つの媒質があるとすると,一方から超音波が伝播して境界面に垂直に入射し た時に,超音波はそこで反射する成分と通過する成分に分かれる。この2 つの大きさの割 合は境界面で接する2 つの媒質の音響インピーダンスZ
で決まる。Fig.2.4 に示すように 媒質1 を伝播してきた超音波が媒質 2 との境界面に垂直に入射する場合を考える。10 入射する音の音圧(強さ)を
P
I,境界面での反射波の音圧をP
Rとすると,入射波の音圧に 対する反射波の音圧の比,音圧反射率r
1 2 は(2.6)式で与えられる。 2 1 1 2 1 2 R IP
Z
Z
r
P
Z
Z
(2.6) 1Z
,Z
2はそれぞれの媒質の音響インピーダンスである。音響インピーダンスの差が大 きければ反射は大きくなる。媒質が異なっても音響インピーダンスが同じであれば反射は 起こらないことを示している。また,音圧P
Iの超音波が境界面を通過して音圧P
Tとなった とする。このときの音圧通過率t
1 2 は次式で与えられる。 2 1 2 1 22
T RP
Z
t
P
Z
Z
(2.7) 媒質2 から媒質 1 へ超音波が垂直に入射したときの音圧通過率t
2 1 は次式で与えられる。 1 2 1 21 2 12
1
Z
t
r
Z
Z
(2.8) ここで,r
21は媒質2 から媒質 1 へ超音波が垂直入射したときの反射率である。 超音波探傷の場合,欠陥からの反射波を受信する過程を考慮すると,境界面を往復して 戻ってきた音圧を考えた方が便利である。その場合,媒質1 から媒質 2 へ垂直入射した超 音波が完全反射して媒質1 に戻ったときの音圧通過率,すなわち,音圧往復通過率T
1 2 は 次式で与えられる。
2 2 1 1 2 1 2 1 2 2 1 2 1 2 1 2 2 1 1 22
2
4
1
Z
Z
Z Z
T
t
t
r
Z
Z
Z
Z
Z
Z
(2.9)Fig.2.4 Normal Incidence to Interface
Material 1
Material 2
Incidence
Reflection
Refraction
11 2.4.2 斜め入射の場合 (1)反射と屈折 Fig.2.5 に示すように,2 つの媒質の境界面に超音波が斜めに入射すると,その一部は境 界面で反射し,残りは境界面で屈折して通過する。境界面で屈折して通過する超音波を屈 折波という。また,境界面に立てた法線と超音波ビームの中心線とのなす角を入射角,反 射の場合を反射角,屈折波の場合は屈折角という。入射角を
,反射角を
,屈折角を
とすると,媒質1 の音速C
1および媒質2 の音速C
2の関係を次式で表すことができる。 1 1 2sin
sin
sin
C
C
C
(2.10) これはスネルの法則と呼ばれる。2 つの媒質の境界面における超音波の反射と屈折は, スネルの法則に従って起こり,超音波の伝播方向は境界面の法線に対する角度(入射角, 反射角,屈折角)のsin 成分と伝播速度の比は一定に保たれることを意味する。媒質 2 の 音速C
2が媒質1 の音速C
1より大きいとき,入射角
を増していくと屈折角
が90°とな る。このときの
を臨界角といい,これ以上の入射角では屈折角は存在せず,すべて反射 することになる。この現象を全反射という。Fig.2.5 Reflection and Refraction of wave
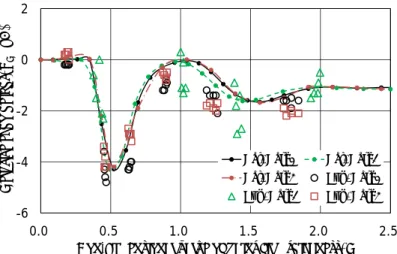
(2)反射率 境界面に超音波が斜め入射したとき,入射角によっては,縦波と横波の両方が発生した り,縦波か横波のどちらか一方だけであったり,両方ともに発生しなかったりと現象は複 雑である。ここでは,実際の超音波探傷試験に必要な範囲の音圧反射率について計算され た結果を示す13)。Fig.2.6 は鋼またはアルミニウムをそれぞれ媒質 1,空気を媒質 2 とし たときの縦波の各入射角に対する音圧反射率の計算結果である。入射角によって反射率は Material 1 Material 2 Incidence Reflection angle of refraction boundary angle of incidence Angle of reflection refraction
Wave velocityc
2 Wave velocityc
1 Wave velocityc
112
大きく変化している。鋼の場合,入射角70°付近での音圧反射率は最小値となる。これは,
入射した超音波の縦波の大部分が横波にモード変換し,縦波の大部分が損失したことを意 味している。
Fig.2.6 Relation between reflection coefficient and incident angle of longitudinal wave [13]
Fig.2.7 は鋼中横波の境界面における横波の各入射角に対する音圧反射率について計算
された結果である。実線は媒質2 が真空の場合であり,入射角 30°付近で音圧反射率は最
小値を示し,33°以上では音圧反射率が 1 となり,全反射となっている。これは縦波臨界 角を超えたためである。
13
Fig.2.7 Relation between reflection coefficient and incident angle of shear wave [13]
(3)通過率 超音波が固体から固体へ斜めに入射したときの往復通過率について
Kuhn
19) の式を紹 介する。Fig.2.8 に示すように,媒質 1 の縦波および横波の音速をC
1L,C
1S,密度を
1, 媒質2 の縦波および横波の音速をC
2L,C
2S,密度を
2とする。媒質1 における縦波の入 射角を
,媒質2 における縦波の屈折角を
2L,横波の屈折角を
2Sとする。ただし,固体 と固体が液体の薄い層を介して接触しているものとする。 1A
とA
を入射縦波および屈折縦波の変位ポテンシャル振幅,B
1とB
を入射横波および 屈折横波の変位ポテンシャル振幅とすると,屈折縦波および屈折横波の変位ポテンシャル 振幅A
およびB
は次式で与えられる
2 2 2 2 2 2 2 1 1 2 2 1 11
1
2
1
S S S Sb
b
b b
C
C
A
A
B
C
a
k
C
a
k
(2.11)
2 2 2 2 2 1 1 2 2 1 12
1
4
S S S Sb
C
C
b
B
A
B
C
k
C
k
(2.12) ここで,14
a
c C
2 1L2
1
1 2a
c C
2 2L2
1
1 2 ,
第1 臨界角のときa
j
1
c C
2 2L2
1 2,
第1 臨界角のときb
c C
2 1s2
1
1 2b
c C
2 2S2
1
1 2 ,
第2 臨界角のときb
j
1
c C
2 2S2
1 2,
第2 臨界角のときj
1
1 2 ,k
2C
2S4
1 1C
S4
b
2
1
22
a
2
b
,
2 21
2
2
b
a
b
(2.11)式,(2.12)式より音圧往復通過率が求められる。超音波の入射波は縦波のみを考え, 11
A
,B
1
0
とすると, 媒質1 の縦波から媒質 2 で横波が発生する場合の往復通過率T
S1 2 は次式で与えられる。 2 2 1 2 1 1 Sb
B
T
a
A
(2.13) 媒質1の縦波から媒質2 で縦波が発生する場合の往復通過率T
L1 2 は次式で与えられる。 2 2 1 2 1 1 La
A
T
a
A
(2.14)Fig.2.8 Reflection and refraction waves produced by an incident wave in two mediums
2L
2S
1A
1B
B
2 2A
A
B
Medium 1 Medium 215 Fig.2.9 は媒質 1 がアクリル樹脂,媒質 2 が鋼の場合の音圧往復通過率について計算さ れた結果を示している13)。アクリル樹脂中を伝播してきた縦波が,アクリル樹脂と鋼の境 界で鋼中に斜めに入射し,鋼中に屈折縦波
T
Lと屈折横波T
Sが生じている。横軸がアクリル 樹脂中の縦波入射角,縦軸が音圧往復通過率である。また,上側の横軸に縦波屈折角およ び横波屈折角を示している。横波屈折角が35°より大きい範囲では,横波だけが試験体内 部に伝わっている。通常の斜角探傷試験に用いられる斜角探触子の屈折角45°~70°の範 囲では,屈折角に対する音圧往復通過率の変化は小さいものとなっている。16 2.5 振動子の音場特性 試験体に入射した超音波は探傷面と垂直の方向に媒質の中をビーム状に伝播していき, 振動子前方の媒質中で独特の音圧分布が形成される。超音波の強さの分布を音場という。 振動子の作る音場の一例をFig.2.10 に示す13)。白い部分が音圧の高いところ,黒い部分が 音圧の低いところで振動子の近くでは音圧の変化が複雑であることが分かる。この音場の 複雑な範囲を近距離音場という。この範囲より遠い距離では,超音波ビームは一定の角度 (指向性)をもって拡がりながら伝播する。その境界を近距離音場限界距離という。超音 波の伝播挙動は振動子の大小,振動子の振動周波数によって変化する。この節では超音波 の指向性,伝播距離特性について説明する。
Fig.2.10 Sound field made with transducer [13]
2.5.1 超音波の指向性 振動子から発信される超音波はある角度範囲内にだけ強く放射される。これを指向性と いう。円形振動子の指向性について計算された結果の例をFig.2.11 に示す13)。超音波のビ ームは円形振動子の中心を頂点とした円すい形になって,ある限られた方向に広がってい る。グラフの円周方向は,振動子の中心軸方向を0 度としたときの傾き
,グラフの半径 方向は,振動子の中心音圧に対する音圧比を表している。振動子の中心音圧が一番強く, 傾き角
が大きくなると音圧は次第に弱くなり,やがて零となる。この角度
0のことを指 向角という。Fig.2.11 は周波数が同じでも振動子の直径が 2 倍になると指向角が半分とな り,指向性が2 倍鋭くなった例が示されている。指向角
0は(2.15)式で求められる。 070
70
C
D
Df
(deg) (2.15)PIEZO
17 ここに,
D
は円形振動子の直径,
は超音波の波長,f
は周波数,C
は音速である。 (2.15)式から,指向角は,振動子の直径に反比例し,波長に比例することがわかる。指 向角が大きければ指向性は鈍いといい,指向角が小さければ,指向性は鋭いという。周波 数が高いほど,すなわち波長が短いほど指向角は小さくなる。また,波長に比べて振動子 が大きいほど,指向角は小さく指向性は鋭くなる。各種媒質において,振動子径と周波数 をパラメータにした指向角の違いの計算結果をTable 2.1 に示す。Fig.2.11 Calculation result of angle of beam spread [13]
Table 2.1 angle of beam spread
0 (unit:degree) Frequency (MHz) Diameter (mm) 5 10 5 10 20 6.4 12.7 5 10 Steel 82.6 41.3 41.3 20.7 10.3 28.7 14.5 16.5 8.3 Aluminium 87.6 43.8 43.8 21.9 11.0 30.4 15.3 17.5 8.8 Acrylate 38.2 19.1 19.1 9.6 4.8 13.7 6.7 7.6 3.8 Water (20°C) 20.7 10.4 10.4 5.2 2.6 7.2 3.6 4.1 2.1 1 2 2.25 5 Longitudinal Wave18 2.5.2 超音波の伝播距離 円形振動子の中心軸上の音圧と距離の関係について計算された一例をFig.2.12 に示す。 近距離音場限界距離
x
0以内の領域では音圧分布は複雑であるが,x
0より遠い距離では単調 に変化する。x
0は(2.16)式で与えられる。 2 2 04
4
D
D f
x
C
(2.16) 近距離音場限界距離x
0は振動子の大きさ,周波数や媒質によって変化し,振動子の直径 D の 2 乗に比例し,波長λに反比例して変化することがわかる。x
0より近い範囲を近距離 音場,x
0より遠い範囲を遠距離音場という。遠距離音場では音圧は距離が遠くなるに従っ て単調に小さくなる。Table 2.2 に各種媒質中における近距離音場限界距離x
0の計算値を 示す。 中心軸上の距離x
における音圧P
xは近似的に(2.17)式で与えられる。 2 0 04
xD
A
P
P
P
x
x
(2.17) ここに,A
は振動子の面積,P
0は振動子を接触させた部分の平均音圧である。(2.17) 式から振動子の中心軸上の音圧は,振動子の面積に比例し,距離に反比例することがわか る。19
Table 2.2 Near field length
x
0(unit:mm)2.6 結言 本章では超音波探傷試験の基礎についてまとめた。すなわち,2.2 節では,超音波探傷 試験の方法を概説し,2.3 節では超音波の性質,2.4 節では超音波の反射,透過,屈折,2.5 節では振動子の音場特性について概説した。 Frequency (MHz) Diameter (mm) 5 10 5 10 20 6.4 12.7 5 10 Steel 1.0 4.2 2.1 8.5 33.9 3.9 15.4 5.3 21.2 Aluminium 1.0 4.0 2.0 8.0 31.9 3.7 14.5 5.0 20.0 Acrylate 2.3 9.2 4.6 18.3 73.3 8.4 33.2 11.4 45.8 Glycerine 3.3 13.0 6.5 26.0 104.2 12.0 47.3 16.3 65.1 Water (20°C) 4.2 16.9 8.4 33.8 135.1 15.6 61.3 21.1 84.4 1 2.25 5 Longitudinal Wave 2
20
第 3 章 超音波伝播解析手法について
3.1 緒言 従来,超音波探傷試験は,超音波が欠陥などの反射源に当たった後,探触子に帰ってき たエコー(反射波)の強さ,および到達時間だけに注目して構造物内の欠陥の有無の調査 や位置の推定を行うものであった。 近年,疲労寿命や破壊強度を評価することの重要性がますます増大しており,正確な評 価を行うために超音波の到達時間だけでなく,より多くの情報,すなわち欠陥の大きさ, 形,傾き,分布などを定量的に精度よく同定することが求められている。 超音波探傷を用いて複雑な構造物の内部に存在する欠陥の位置やその大きさを同定する 際には,探触子を検査対象のどの位置に設置すれば良いかを決定するために,欠陥を模擬 した試験体を作製して試験を行わなければならない場合もある。このような場合に,検査 対象構造の内部を超音波がどのように伝播し,欠陥部で反射した超音波がどのような経路 で再び探触子に戻ってくるかを見ることができれば,超音波探傷における試験方案を作成 する上で,有益な情報を得ることができると考えられる。一般に超音波探傷試験において は,検査対象構造の内部を超音波がどのように伝播するかを見ることはできないが,数値 シミュレーションを用いて超音波の伝播挙動を明らかにすることは有用である。これまで にも有限要素法20)-25),差分法26)-29)および境界要素法30),31)を用いた研究がいくつかなされ てきている。しかしながら,弾性波の伝播経路や到達時間に注目したものが多く,欠陥寸 法,形状の測定精度の向上にとって重要な伝播波形に注目した研究は少ない。 数値シミュレーションでは,試験体内部の超音波の複雑な伝播挙動や伝播波形を定量的 に把握することができる。また,数値シミュレーションで得られた情報は,欠陥の検出能 力の向上を図る探傷方法や欠陥の大きさや形状などに関する定量的な評価を行う評価法の 開発に利用することができる。数値シミュレーション技術は探傷技術の高度化,高精度化 を図るための有力なツールとなることが期待できる。 本章では,本研究で採用した 2 つの超音波伝播挙動解析シミュレーション手法およびそ の精度検証について述べる。手法の一つは本研究で開発した,動的陽解法を用いた時刻歴 FEM 解析による超音波伝播挙動シミュレーション手法「UT-WAVE2」である。もう一つ は,音源重ね合せ超音波伝播シミュレーション手法「SPM」39),53)である。この手法は, FEM を用いた超音波伝播シミュレーションには膨大な計算時間が必要となることから, これを補う手段として開発されたものである。 3.2 節で従来の超音波伝播解析手法について述べる。 3.3 節では本研究で開発,作製し21 た中心差分法を用いて弾性波伝播の波動方程式を定式化した,動的陽解法による時刻歴応 答解析の手法「UT-WAVE2」について説明し,解析対象と探触子のモデル化,および解析 精度の検証結果,さらに超音波の伝播挙動の可視化について述べる。3.4 節では音源重ね 合せ超音波シミュレーション手法「SPM」,および計算精度について簡単に述べる。 3.2 従来の解析法の概要 超音波による欠陥検出は,受信信号に基づき欠陥位置・寸法を求める逆問題である。超 音波探傷で対象とする部材の内部に存在する欠陥は有限で任意の形状であるのが普通であ るから,与えられた初期条件・境界条件で与えられた波動方程式の解析解を適用して超音 波伝播解析を行う事はできず,数値解析が不可欠となる。超音波伝播の数値解析は,レイ トレーシング法(幾何音響学法),差分法,有限要素法,境界要素法等の手法がある。以下 にその概要を示す。 (1)レイトレーシング法(幾何音響学法) 超音波探触子により励起された個々の超音波ビームについて界面での反射・屈折を既知 の解析解を用いて計算し,それらの重ね合わせにより受信波形を求める。計算は簡単であ り,境界条件が単純で反射・屈折回数が少ない場合には有効であるが複雑な形状,多重反 射が起こる場合への適用は困難である。Ogilvy32),33)はレイトレーシング法を用いてオース テナイト系ステンレス鋼溶接部における超音波の伝わり方を報告している。古川34),35)らは レイトレーシングの手法を取り入れて超音波ビームの音場を線の束で表した力線モデルを 用いた手法について報告している。 (2)差分法 差分法は,支配方程式を微分形式のまま差分近似した差分方程式にして,これを代数方 程式として数値的に解く方法である。最も簡単な一次元の縦波の波動方程式については以 下のようになる。
2 2 2 2 2,
1
,
u x t
u x t
x
c
t
(3.1) ここでu x t
,
は,位置x
,時刻t
における縦波の変位,c
は伝播速度である。この式の偏 微分項をテイラー級数で近似して,以下の差分方程式を得る。22
u x
x t
,
2
u x t
2,
u x
x t
,
x
1 u x t
2
,
t
2
u x t
2,
u x t
,
t
c
t
(3.2) ここで現在および一つ前の時間ステップt
およびt
t
における変位u
が与えられれば, それを上式に代入することによって,次の時間ステップt
t
における変位u x t
,
t
が 求められる。これを繰り返すことによって,変位u
の変化を
t
毎に時間を追って求めるこ とができる。 松本28)らは超音波信号シミュレーションプログラムを作成し,単純な形状のきずの超音 波信号の評価を行っている。栗田27)らは裏当て金付完全溶込みT 継手を対象に SH 波の差 分シミュレーションを行いSH 波の伝搬の様子や溶込み不良に対するエコー高さの変化を 求めている。羽田野29)らは音響異方性を考慮した差分法プログラムを開発し,圧延鋼板に おける超音波探傷のシミュレーションを行っている。また,円形平面きずと丸底穴を想定 してエコー波形の計算を行っている26)。 (3)境界要素法 境界要素法は,支配微分方程式を境界上の積分方程式に変換し,これを離散化して解析 する数値解析手法である。境界上のみの要素分割であるので,領域全体を離散化する有限 要素法などの領域型解法に比べて,入力データ数や計算時間を大幅に削減できる。しかし, 境界面変位を求めるには有効であるが,領域内の各点の応答を求めるためには,領域内に 多数の積分点を設ける必要があり内部点が多くなると不利である。 中畑らは30)円形空洞欠陥による散乱波形を求め,欠陥周辺の散乱波動場を可視化するこ とを試みている。田中らは31)内在する未知の欠陥を同定するために境界要素法による定常 動弾性解析を実施している。 (4)有限要素法 有限要素法は,他の数値シミュレーションの方法に比べて,任意の形状の欠陥を対象と した解析が容易であること,入力についても任意の波形を用いることが可能であること, 結果としてられる超音波波動の伝播状況を画像化しやすいなどの特徴が挙げられる。 有限要素法での基礎方程式は次式で表される。
M
d
C
d
K
d
p
(3.3) ここに,M
は質量マトリックス,C
は減衰マトリックス,K
は剛性マトリックス,p
は 外力ベクトル,d
は節点変位ベクトル,d
は節点速度ベクトル,d
は節点加速度ベクトル23 である。(3.3)式の時間微分項の離散化には,陰解法である Newmark のβ法や Wilson のθ法を用いて時間を離散化することにより,最終的に得られる連立方程式の変位ベクト ル
d
に対して,剛性行列
K
に関する項が乗ぜられているため,節点変位ベクトル
d
を 算出するためには,節点変数と同程度の規模の多元連立一次方程式を解く必要がある。超 音波が非常に高周波であるため各節点間距離は10-1mm オーダーにしなければならない。 このため実際の鋼部材の解析を行なおうとすると要素数,節点数が膨大になり,大幅な計 算時間の増大やメモリ不足が心配される。 劉21)らは,鋭い欠陥端部から発生する端部エコーの発生メカニズム,及び端部エコーの 特性と欠陥形状,寸法との関係を数値シミュレーションと実験により検討している。林24) らは,斜角探触子により励起される薄肉円管の周方向に伝搬する波動を,有限要素法を用 いて解析している。また,結晶粒が超音波伝搬特性に及ぼす影響25)について考察している。 3.3 動的陽解法による超音波伝播解析 3.3.1 動的陽解法による超音波伝播解析プログラム「UT-WAVE2」 有限要素法は実際の超音波探傷試験で得られる受信波形を最も正確に予測することがで きることや超音波波動の伝播状況を画像化しやすいことから,本研究では超音波伝播解析 に有限要素法による解析手法を採用した。超音波探傷に用いられる弾性波の周波数は1~ 5MHz のオーダーであり,鋼中での縦波の伝播速度(約 5900m/s)から計算される波長は 1~6mm 程度となる。このように短い周期と短い波長を有する弾性波の伝播挙動を FEM で計算する場合,細かいメッシュ分割と短い時間増分が必要となる。 従来の陰解法FEM では,大規模な構造解析を行う際にメモリの使用量が要素数の 2 乗 に比例して増加するため膨大なメモリが必要となり,メモリ容量が問題となる。 一方,陽解法を用いたFEM は,短時間(数秒以内)の動的な現象(衝撃,衝突など) のシミュレーションに対して主に使用されており,特に数十万要素以上の大規模なモデル に対して,少ないメモリでかつ高速に解析できる特徴がある。 本節では,本研究で開発,作製した動的陽解法による超音波伝播挙動解析シミュレーシ ョンプログラム「UT-WAVE2」について説明する。有限要素法により空間的に離散化され た運動方程式は(3.3)式のように書ける。
n n n nM
d
C d
K d
p
(3.3 再掲) ここで,24
M
:質量マトリックス,
C
:減衰マトリックス,
K
:剛性マトリックス
nd
:時刻t
nの加速度ベクトル,
nd
:時刻t
nの速度ベクトル
nd
:時刻t
nの変位ベクトル,
np
:時刻t
nの外力ベクトル 有限要素法の定式化36),37)は付録A に示す。 この運動方程式を中心差分法(陽解法)を採用して逐次数値積分する。中心差分法では 時間区間
t t
,
t
において,速度が一定であると仮定する。 時刻t
t
2
およびt
t
2
での速度をそれぞれ
1 2 nd
,
1 2 nd
とし,変位
nd
で表せ ば速度と変位の関係は(3.4),(3.5)式のように書ける。
1 1 2 n n nd
d
d
t
(3.4)
1
1 2 n n nd
d
d
t
(3.5) 時刻t
での速度
nd
は,
1 2
1 22
n n nd
d
d
(3.6) (3.4),(3.5)式より
1 11
2
n n nd
d
d
t
(3.7) また,時刻t
での加速度
nd
は,
n 1 2
n 1 2 nd
d
d
t
(3.8) (3.4),(3.5)式より
2
1 11
2
n n n nd
d
d
d
t
(3.9) (3.7),(3.9)式を(3.3)式に代入し,加速度および速度を変位で書き改め,
d
n1について整 理すると次式が得られる。25
2 1 2 2 11
1
2
1
1
2
n n n2
nM
C
d
p
K
M
d
M
C
d
t
t
t
t
t
(3.10) 上式において,
nd
と
1 nd
が分かっているときに,
1 nd
が計算できる。 (3.10)式において,質量マトリックス
M
と減衰マトリックス
C
が対角マトリックス であるとするならば,1
2
1
2
M
C
t
t
の逆行列を求めることなしにスカラー式で解く ことが可能となる。 なお,第1ステップ目の(3.10)式の右辺の計算には,d
0の値が必要となるが,これは,(3.7), (3.9)式においてn
1
と置いた式からd
2を消去することにより得られる。すなわち, 2 0 1 1 12
t
d
d
td
d
(3.11) 中心差分法はアルゴリズムが単純であるため,1 ステップあたりの計算時間が短く要素 形状をすべて同じとすると
M
,
C
を事前に計算してコンピュータのメモリに保存すれ ば,計算効率は格段に向上し,各時間ステップの計算時間が大幅に短縮できる。その反面, ある時刻における変位は,その隣接する点の前の時刻における変位にしか影響されないた め,解析精度を維持するには時間ステップ
t
は以下のクーランの条件を満足する必要があ り,かなり小さなものとなる。
t
L
E
(3.12) ここに,
L
は最小要素長さ,E
はヤング率,
は密度である。 3.3.2 探触子のモデル化 本研究では試験体だけでなく,従来の超音波シミュレーションではモデル化していなか った,探触子もFig.3.1 に示すように有限要素にモデル化して時刻歴応答計算を行う。圧 電型垂直探触子の構造をFig.3.2 に示す。探触子は振動子にダンパー(吸音材)を取付け ケースに挿入して作られる。振動子(圧電子)に電圧を加えると電圧に応じて振動子が振 動し,試験体に弾性波が伝播する。また,弾性波が試験体から振動子に戻ってくると,振 動子の変形が圧電現象によって電圧に変換されて超音波の受信が可能となる仕組みである。26
Fig.3.1 Finite element model
Fig.3.2 Typical UT sensor
超音波の伝播挙動を調べるためには,その送信波形をモデル化することが必要である。 超音波探傷試験に用いられる超音波には,パルス波と連続波があるが,現在ではパルス波 が広く用いられている。波数が 1 波または 2 波のパルスを発生する広帯域探触子と波数が 3~5 波のパルスを用いた狭帯域探触子とがある。本解析では広帯域探触子を想定して, Fig.3.1 の振動子部の全要素に温度の時間変化を sin 半波のパルス波の波形を与え,その 体積膨張から圧力変動を発生させることにより,振動子から発信される波形を生成する。 入力波形を Fig.3.3 に示す。また,受信波形は振動子上面と下面の対応する節点の相対変 位の平均値で表す。
Probe
DamperSpecimen
Transducer X27
Fig.3.3 Incident waveform
探触子に組み込まれている振動子やダンパーの減衰を正確に評価することにより,発生 する弾性波の波形を実波形に近いものすることが可能となる。しかし,振動子やダンパー の物性値は探触子メーカーのノウハウとなっており物性値を知ることはできない。有限要 素法による振動解析では,減衰マトリックスの与え方として,モード解析法を適用したモ ード減衰比を与える方法や減衰係数が質量に比例するとして比例減衰を与える方法,剛性 に比例するとして与える方法,あるいはその両者の一次結合によって表されると仮定して 与える方法等38)が用いられる。 本研究では,減衰マトリックスが質量マトリックスに比例するものと考え,比例定数
を用いた(3.11)式の質量比例型の減衰係数を与える。
C
M
(3.11)p
次の臨界減衰係数c
crpは,質量m
pと剛性係数k
pを用いてc
crp
2
m k
p p (3.12) で与えられる。今,振動子が固有振動数f
pで励振されていると考えると, (3.12)式より crp2
p p2
p p2
p p4
p p pk
c
m k
m
m
f m
m
(3.13) (3.11)式より,p
次の臨界減衰係数c
crpは,c
crp
crm
pであるので
crm
p
4
f m
p p ゆえに,比例定数
crは,
cr
4
f
p (3.14) 0 5 10 15 20 250.0E+00 1.0E‐06 2.0E‐06
Si
gn
al
28 となる。 本シミュレーションでは,実際の探傷試験で計測された波形と数値シミュレーションに より得られた波形が一致するように,振動子およびダンパーの減衰係数
c
p,c
dと臨界減衰 係数c
crとの比 振動子 :c
pc
cr
p cr ダンパー :c c
d cr
d cr を与えている。 3.3.3 探触子と試験体の結合条件と試験体の無反射条件 解析モデルの概要を Fig.3.4,計算で用いた探触子を構成する材料の物性値を Table3.1 に示す。欠陥位置の上下の要素の節点を結合しないことでき裂を表現している。また,実 際の超音波探傷では,探触子から試験体に超音波を効率的に伝えるために探触子と試験体 との接触面に水やグリセリンなどの接触媒質を塗布しているが,この状況をモデル化する ために,接触面での垂直方向変位を結合させ,面内方向変位はスライド条件とすることに より実際の探傷を模擬する。シミュレーションにおいては,接触媒質層の影響は小さく無 視できると考え,接触媒質層は設けていない。また,計算メモリを縮小するために,試験 体の幅方向には限定した領域を解析範囲とし,試験体解析領域の両端から反射波が戻って こないように,試験体解析領域の両側面部に減衰の大きな仮想の要素を追加している。(a) Simulation model (b) Modeling of the defect Fig.3.4 Overview of the Calculation model
Probe Specimen Damper Piezo Defect Contact surface Attenuation domain



![トミーヒルフィガー取扱説明書 多軸モデル 日付 /24 時間のデュアルタイム /24 時間形式の針付き [ 日付表示付モデル ] (VD31) [ 日付表示なしモデル ] (VD32) 時針 分針 時針 分針 同期 同期 デュアルタイム 24 時間針 A ボタン デュアルタイム 24 時間針 A ボ](data:image/gif;base64,R0lGODlhAQABAIAAAP///wAAACH5BAEAAAAALAAAAAABAAEAAAICRAEAOw==)