宇宙航空研究開発機構研究開発資料
JAXA Research and Development Memorandum
科学衛星・探査機推進系の信頼性向上活動
最終報告書
Final report of reliability improvement activities for scientiic
satellites and space probes propulsion system
中塚 潤一,澤井 秀次郎,森 治,成尾 芳博
Junichi Nakatsuka, Shujiro Sawai, Osamu Mori and Yoshihiro Naruo
宇宙科学研究所 推進系グループ
Propulsion Group,
Institute of Space and Astronautical Science (ISAS)
宇宙科学研究所 科学衛星・探査機推進系改善チーム
Scientiic satellites and space probes propulsion system improvement team,
Institute of Space and Astronautical Science (ISAS)
2016年3月
March 2016
Abstract
This report summarizes activities towards improvement of reliability of propulsion system in a scientific satellites and space probes propulsion system. Following a preliminary review of malfunction at propulsion system, this report discusses 4 topics relating to the propulsion system. They are ; (1) Estimation of permeation rate of the propellant vapor through the seal materials used at valves, (2) Verification of long term material compatibility between propellant and component, (3) Preliminary assessment of bubble generation in propellant (especially MON-3 or its substitutes) under vibration environment, and (4) improvement of cleaning method of a propulsion system for better contamination control.
These topics are expected to help preventing the malfunction of propulsion systems of future projects.
Keywords
衛星推進系,信頼性,シール,透過,材料適合性,ヒドラジン,MON-3, HFE, 疑似推薬,注排弁,洗浄,マイクロバブル
概要
本報告書は,科学衛星・探査機推進系の信頼性を向上させるべく,不具合要因分
析を行い,科学衛星・探査機に特有な推進系の不具合を減ずるには知見の拡充が必
要とされた技術項目について,基礎データを取得して研究を行ったものである.研
究は主に4つの項目について行った.
(1) 推薬透過の影響評価として,バルブのシール材に用いられる代表的な樹脂材料 について,材料を透過する推薬蒸気量の基礎的なデータを取得した.
(2) 推薬等の長期保管の影響評価として,推進系に使用される金属材料と推薬の適 合性を確認した.さらに,注排弁シール部と水の材料適合性に課題を見つけた.
(3) 酸化剤の気泡発生確認については,擬似推薬に液化ガスを使用した場合に発生 する気泡の影響を確認した.
(4) 洗浄方法の研究では,推進系内部の洗浄方法の改善に取り組み,マイクロバブ ルや減圧沸騰の効果を評価した.
本研究で得られた成果が,今後,発生した不具合に対応するのではなく,不具合
の未然防止に役立つことを期待する.
* 平成
2. 科学衛星・探査機推進系の課題抽出 ... 3
2.1 衛星推進系不具合データベースの整備と不具合要因分析結果について ... 3
2.2 科学衛星プロジェクト・国内推進系メーカからのヒアリング実施概要 ... 3
2.3 過去の衛星・探査機推進系不具合の要因分析(FY24 実施) ... 6
2.4 不具合分析結果のまとめ ... 6
3. 推薬透過の影響評価... 8
3.1 目的 ... 8
3.2 試験実施内容 ... 8
3.3 試験装置... 9
3.4 試験結果... 11
3.5 あかつき搭載バルブの透過試験実績 ... 17
3.6 考察 ... 17
4. 液の長期保管の影響評価 ... 18
4.1 目的 ... 18
4.2 試験実施内容 ... 18
4.3 試験実施内容 ... 21
4.3-1 試験片の浸漬試験後の外観 ... 21
4.4 液分析結果 ... 23
4.4.1 酸化剤の元素定性分析結果 ... 23
4.4.2 ヒドラジンの元素定性分析結果 ... 25
4.4.3 酸化剤/ヒドラジンの詳細な元素定性分析結果 ... 26
4.4.4 純水の微生物分析結果 ... 26
4.5 液の長期保管の影響評価引張試験 ... 27
4.6 液の長期保管の影響評価タングステン表面汚れ調査 ... 30
4.6.1 これまでの注排弁リークの概要 ... 30
4.6.2 供試体 ... 31
4.6.3 酢酸によるふき取り効果の確認 ... 32
4.6.4 表面汚れの分析方法 ... 33
4.6.5 分析結果 ... 34
5.1 目的 ... 37
5.2 試験手順および対象とするパラメータ ... 37
5.3 試験結果... 37
6. 洗浄方法の研究 ... 39
6.1 目的 ... 39
6.2 研究の進め方 ... 39
6.3 試験手順および対象とするパラメータ ... 39
6.4 実験装置... 40
6.5 マイクロバブル水 ... 41
6.6 洗浄液の温度調節方法 ... 42
6.7 減圧沸騰... 42
6.8 接触角計... 43
6.9 洗浄方法の検討 ... 44
6.9.1 油脂コンタミの洗浄について ... 44
6.9.2 粒子状コンタミの洗浄について ... 45
6.10 模擬配管による洗浄方法の研究... 46
6.10.1 模擬配管による洗浄方法について ... 46
6.10.2 模擬配管洗浄の知見 ... 47
6.11 まとめ ... 48
7. おわりに... 50
APPENDIX-1 SEM表面観察 ... 54
APPENDIX-2 引張試験結果 ... 61
APPENDIX-3 タングステンの表面汚れ調査 試料の写真 ... 65
APPENDIX-4 タングステンの表面汚れ調査 [SEM-EDS] ... 67
APPENDIX-5 タングステンの表面汚れ調査 [FTIR] ... 71
1.
はじめに
科学衛星・探査機のミッション成功にとって,搭載される推進系の信頼性を向上させる
ことが重要である.そのために,科学衛星・探査機推進系改善チームが宇宙科学研究所内
に構成され,これまでSEの観点から広く議論を行ってきた.このひとつのトリガーは,2010 年の金星探査機「あかつき」金星周回軌道投入失敗1, 2)である.本報告書は,「あかつき」の
不具合背後要因分析も踏まえつつ,科学衛星・探査機推進系改善チームが推進系の信頼性
向上研究として FY25〜26の2年間にわたって集中的に実施した検討について,整理した ものである.
最初に,第 2 章で示すように,推進系開発のマネージメント面での問題点がないかを再 確認することを目的に,不具合の統計的傾向の分析3),および推進系メーカからの聞き取り
を行った.特にヒアリングの結果から,海外ベンダとの関係構築と不具合発生確率に一定
の関係がある可能性のあることがわかった.
これに対して,第3〜6章では,推進系に関連する技術項目について,その検討結果を整 理している.不具合分析や「あかつき」不具合などから,推進系開発に関するバックグラ
ンドの知見が不足している部分があり,それが不具合発生につながっていると考えられる.
そのため,不足している知見を得る目的で,具体的にあぶり出された以下の項目について,
検討を行った.
1)推薬透過の影響評価
あかつき不具合からの直接の反映.
樹脂材料の推薬透過性を,代表的な樹脂素材について評価した.
この結果は,バルブ選定時の基礎資料となる.
2)推薬等の長期保管の影響評価
推薬等を長期間保持することによる影響を評価した.
N2H4, MON-3, 水(疑似推薬)を対象とした.
NASAガリレオ衛星では,MON-3と配管(ステンレス)の材料適合性の問題から
軌道上で定期的にフラッシングを実施していた,との文献情報4),5)があった.
しかしながら,(少なくとも)確認した範囲では,MON-3 とステンレスの間に材
料適合性の問題はなく,試験した範囲では下記を除いて不都合は見られなかった.
水と炭化タングステンの間では,問題が起き得ることが判明した.これが,過去の
衛星地上試験で起きた注排弁でのリーク事象と関連する可能性がある.
気泡が発生する可能性がある.
そのため,機械環境試験において注意が必要で,はやぶさ2のような気液分離デ
バイスを使用する場合は注意が必要であることがわかった.
4)洗浄方法の研究
半導体製造の洗浄工程などでも利用されているマイクロバブル水(微細な気泡混
じりの水)による洗浄効果の確認を行った.
検出のしやすさを優先し,想定よりもかなり強い汚れを供試体に付着させて実験
を実施,結果は定性的に留まるものの,マイクロバブル水や圧力変化により,一
定の効果があることがわかった.
将来的には,推進系メーカ等に,実環境に近い場所での試験検証を依頼し,改善
につなげていきたい.
本活動の成果が,衛星推進系の開発段階における不具合発生の抑制及び軌道上での
2.
科学衛星・探査機推進系の課題抽出
2.1 衛星推進系不具合データベースの整備と不具合要因分析結果について
本活動に先立ち,2013年度に国内推進系主要メーカのうち2社から,従来衛星の推 進系にかかる不具合事象データの提供を受けた6),7).それを元に,衛星推進系の不具合
について解析を行った.衛星推進系の不具合は,データに残している粒度が完全には
揃っていないものの,両社とも開発に際して不具合を起こしており,メーカに関係な
く衛星推進系全体として,信頼性向上活動が必要といえる状況であることが再確認さ
れた.その中で,特に,海外コンポーネントが原因の不具合割合はメーカごとに異な
る結果となっており,ベンダからの調達ノウハウの差が不具合発生率に影響している
可能性が示唆される結果となった.
また,科学衛星と利用衛星で比較すると,科学衛星の場合,タンクが毎回新規設計
になることも多く,不具合が発生しやすい傾向があった.一方で,スラスタ等は,推
進系コンポーネントとしては繰り返し製造の要素が強く,不具合件数は相対的に少な
い傾向であった.
なお,タンク不具合についても,推進系メーカを問わず,その多くが,ダイヤフラ
ムなどの外注部品に起因するものであった.このことからも,推進系の信頼を向上さ
せるためには,ベンダからの調達方法が重要であると考えられる.
これらの衛星推進系の不具合解析の結果を踏まえ,科学衛星の各プロジェクトおよ
び国内の推進系主要メーカにヒアリングを行った.ヒアリング対象は,不具合情報を 提供頂いた2社を含めた3社とした.
2.2 科学衛星プロジェクト・国内推進系メーカからのヒアリング実施概要
2013年度の時点で開発中の2つの科学衛星プロジェクトに対してヒアリングを行っ
た.プロジェクトチームからのコメントの概要は以下の通り.
推進系メーカは不具合慣れをしてしまっており,不具合発生を深刻に受け止め
ていない印象を受ける.
不具合発生時,担当者はその場の短期的対策に追われていると感じた.起きた
不具合への対応はとれるが,類似不具合は,これからも起きる可能性がある.
推進系メーカの下請けで起きた不具合はJAXA プロジェクトチームからは見え
にくい.
起こしている不具合は,重要管理項目にあたる製造工程のパラメータをおさえ
れば,起きないものであったと考える.
に対してヒアリングを行った.詳細は表2.2-1に示す.概要は以下の通り.
海外ベンダとの情報共有で,科学衛星推進系を多く手がける A 社は利用衛
星を多く手がけるメーカ(B社,C社)と比べてベンダとの会合(特に有償の 審査会)の回数が少なく,後れを取っている.これは,過去の不具合の分
析で,A社が海外ベンダに関連した不具合が相対的に多いこととも符合する
B社は,海外ベンダとの情報共有に向けて積極的な取り組みをしているが,
それでも,統計的には海外ベンダが関係する不具合が多数発生している.
不具合頻発の原因は海外ベンダとの情報共有以外にあるのか,それとも B 社の情報共有の中身に問題があるのか,あるいは,まだ改善効果が出てい
ないのか,など経過観察が必要
C社は,現地子会社の活用や,購入仕様設定において,ベンダの「標準」を
意識している点が特徴的で,この辺りに海外調達品不具合低減のヒントが
ある可能性がある
各社とも社内クリンルームの管理などは徹底しており,JAXAも見習うべき.
しかし,それでも,コンタミ問題は解消するに至っていない.
ヒアリングしたところ,各社とも輸入バルブの清浄度保証はベンダ任せで
あることがわかった.洗浄などに関するノウハウを国内衛星推進系メーカ
が有していないことが大きな要因.一方で,清浄度保証されたバルブから 実際にコンタミが出てきた例もある.そのため,バルブなどの洗浄などの
表 2.2-1 推進系メーカヒアリング結果の比較
A社 B社 C社 考察
1 現状認識 改善が必要 ?
C社は相対的に不具合が少ない
とのことだが,技術的な理由は見 当が付かない.取扱例が少ないだ けではないか
各社とも,ガードが堅い.B社 については,A社と同程度に不 具合を連発している現状をどの 程度深刻に受け止めているの か,通り一遍のヒアリングでは わからない.
2 輸入バルブの 清浄度確認
ベンダ任せ(一部自社確認も行 う).ベンダから納入されたバ ルブに対してバブリング洗浄 したらコンタミが出てきたこ とがある.これも踏まえ,推薬 弁については納入後に全数バ ブリング洗浄するようにして いる.
ベンダ任せ(納入前の成績書 確認等は念入りに行ってい る).直近に問題を起こしたベ ンダについては異なる対応を とることある.
ベンダのほうが洗浄のノウハ ウは上であると認識してい る.
ベンダ任せ
各社ともバルブベンダを信頼し ている.一方で,ベンダは実液 を扱っていないこともあり,ノ ウハウがどの程度あるのかもわ からない.
2.5 ASSYの清浄 度確認
溶接前に各部品の洗浄を行い, 溶接後に清浄度確認を行う.機 械環境試験で疑似推薬を用い た場合にも清浄度確認を行う.
溶接前後でも清浄度確認は行 わない(サンプルの確認は行 う).プロセス管理により保証 するという考え方.漏洩が見 つかった場合は分解・分析す ることで原因究明を行うた め,出戻りが大きい.
?
洗浄等でコンタミが混入するリ スクもあるが,プロセス管理だ けというのもリスクがある.適 切なバランスがあるのではない か?
3 現地子会社の 活用
×;子会社の業務範囲外とされ てしまっている
△;取引量が少なく,子会社 に相手にされない.重大な不 具合が発生したときに,登場 する程度か?
○ C社以外は,活用していない
4 海外ベンダと の情報共有
商社経由であり,ベンダに直接 赴くことは例外的.ただし,不 具合発生時にはベンダとの情 報共有を密にしている.
プロジェクト毎に,最大3回 程度訪問している.結果とし て,頻繁に訪問していること になる.特に新しいコンポー ネントを採用するときは丁寧 にヒアリングを行っている.
現地子会社のスタッフも含めて, 頻度良く訪問している
A社は,海外ベンダとの情報共
有に後れをとっている
5 ベンダ選定
JAXAの指示に従っており,ベ ンダ選定にメーカ側の自由度 はない
チェックシートを作ってお り,その中には,担当者の応 対の良否も判断項目としてい る
ベンダを訪問することで,生の情 報を得て判断するようにしてい る
A社はベンダ選定のノウハウが
不足していると思われる. B社の取り組みは評価に値する が,形骸化しないようなチェッ クシートの中身が重要
6 購入仕様の設 定方法
過去の調達実績などを元にA 社から要求仕様を出して,ベン ダと調整する.納期遅れ等には 状況を踏まえて交渉によって 解決する.
過去の調達実績などを元にB 社から要求仕様を出して,ベ ンダと調整する.納期遅れ等 には状況を踏まえて交渉によ って解決する.
ベンダから標準的な仕様を提出 させて,それを元に検討する.ベ ンダに標準から外れた作業をな るべくやらせない方針である.
C社以外は,「標準的な仕様」は 存在しないと主張. 一方で,A社購入のバルブで, 製品検査の設定圧力が(その型 番で)通常よりも緩い要求を出 していた例が判明している.ベ ンダとのコミュニケーションを 密にするなど,何らかの改善が 必要.
7 CR管理
毎朝,作業場所の清掃を行って いる
毎日,昼休み明けに作業場所 の清掃を行っている
?
JAXAのCRよりもきちんとし
ている.人がいないCRの端で の清浄度計測では不十分.
8 CR外作業
機械環境試験は,CRではない 環境で実施している
基本はクラス100で作業を実 施している.JAXAで機械環 境試験を実施する場合にもク ラス100のクリーンブースを 用意することを希望.
? 各社の現状を確認すべき
9 人員教育
社員に対する教育は,各部門ご とに年度計画を策定し,それに 基づいて教育を実施している. また,経験や不具合に基づいた 技術伝承は,技能塾で行われて いる.
社内資格を設定し,毎年試験 を行っている.資格がないと, CRにも入れない
・洗浄・清浄度検査作業を含 めた作業をやってよい資格 ・その他の作業であればやっ てもよい資格
・作業はNGだが,CRに入 ってもよい資格
組立・検査部門は,担当する製品 の機能・動作をきちんと理解して から,作業を行うようにしてい る.そのため,設計担当者が現場 に詰めることも多い
JAXAでも,CR入室する人に,
2.3 過去の衛星・探査機推進系不具合の要因分析
国内で推進系製造を行う主要メーカ(2社.ここでは(イ)社,(ロ)社と表記する)過去の 衛星推進系不具合(利用衛星および科学衛星,探査機)に関する情報を再収集・整備した データベースを基に,計1328件の推進系不具合について要因分析を行った.その結果, 不具合発生件数は平均して以下のようで,(イ)社, (ロ)社で大きな差はないことが確認さ れた
(イ)社 35.4件/機 (内 軌道上事象は1.2件/機)
(ロ)社 28.2件/機 (内 軌道上事象は1.7件/機)
不具合発生要素で(イ)社, (ロ)社を比較すると,発生要素の分布に大きな差異はない (図 2.3-1)ものの,詳細に見ると,自社製造品の不具合の割合は(ロ)社が低い一方, 海外ベンダなどからの調達品の不具合の割合は(イ)社が少ない(図2.3-1で各社におけ る各要素の調達先情報などは略す)
また,発生要因でみると,(イ)社, (ロ)社ともコンタミが原因と特定された不具合は全 体の3%程度(1件/機程度の発生)であり,これも大きな差はない.
図 2.3-1:メーカごとの不具合発生要素の比較
2.4 不具合分析結果のまとめ
国内で推進系を手がける主なメーカの協力により,以下の情報を得ることができた.
海外調達コンポーネントの不具合が相対的に少ないメーカは,ベンダとのつな
がりが密であり,会合や有償の審査会が多かった.調達コストとのバランスを
考慮しつつ,海外ベンダとの関係構築が一つの信頼性向上項目になりうると考
えられる.
現地子会社の活用やベンダの「標準」を意識することで,海外調達品の不具合
低減の可能性があると考えられる.
国内で推進系を手がける主なメーカの,社内におけるクリンルームの管理は徹
た後,JAXAクリンルームでの管理については,将来的に検証すべきである.
海外調達品の洗浄に関するノウハウは,JAXA 及び推進系メーカのどちらも有
していない.国内で確立し,調達に際して,海外ベンダへ明確な要求として示
すことが望ましいが,非常に難しい技術であるため,継続的な技術開発が必要
である.
また,JAXA および国内推進系メーカに不足しており,かつ,優先度が高い知
見として,バルブシート部の推薬透過量の推定,推薬長期保管の影響評価,推
3.
推薬透過の影響評価
3.1 目的あかつきの不具合原因であった推薬蒸気のシール透過性について,より多くのデー
タを蓄積すべく基礎データ取得試験を行った.衛星の推進系システムにおいて,バル
ブ類を介して推薬蒸気が移動するメカニズムは,リークと透過に大別される.このう
ち,リークについては,地上試験においてヘリウムリークディテクタ等を用いたリー
ク試験で確認される.しかし,透過については,一般的に量が少ないこともあって,
これまで深く評価されることはなかった.しかし,打上げ後の軌道上運用や惑星間な
どの長期運用においては,透過した推薬蒸気の総量が大きくなり,結果として推進系
システムに影響を与える可能性がある.あかつきはその影響を受けることになった例
である.一方,衛星に使用されているバルブ等,推進系コンポーネントの多くは海外
調達品であり,シール周りの情報が明らかにされていないことが多い.このため,一
般的にバルブのシール材として用いられるテフロン系の複数の材料について透過量を
計測し,その透過係数の形で求めた.試験方法は,あかつきの不具合原因究明の際に
適用したもので,JIS-K-7126のプラスチックフィルム及びシートの気体透過度試験方
法を参考にした.
ここで得られたデータは,推進系システムの配管系統やバッファボリューム検討,
および運用制約等の検討に活用される.
3.2 試験実施内容
入手性を踏まえて準備した11種類(テフロン系7種,ゴム系4種)のシール材につい
て,一般的な推薬の蒸気透過性を計測した.(表 3.2-1 参照)一般的な推薬として,燃
料としてヒドラジンを,酸化剤としてMON-3を使用した.ヒドラジンに対しては 11
種類のシール材での透過性を,酸化剤についてはテフロン系 7 種類の透過量を計測し
表 3.2-1 供試したテフロン系樹脂の特徴
フッ素系 樹脂
名称 特徴
出典 http://www.packing.co.jp/PTFE/ptfe-pfa-fep-pctfe.htm#an4
使用例(参考)
試験供試体と完全 に同一の配合とは 限らない
PTFE ポリテトラフルオロエチレン
代表的なフッ素樹脂. 耐薬品性,耐熱性は最も優れ,一般にフ ッ素樹脂(テフロン)と呼ぶ場合,この PTFE を指すことが多い. 熱溶融しないため,粉末冶金に似た方法で成形される.
あ か つ き 逆 止 弁
ECTFE
三フッ化塩化エチレン・エチレン 共重合樹脂
化学的特性や機械的特性等に優れており,溶融加工・成形が出 来る.
PFA
四フッ化エチレン・パーフルオロア ルコキシエチレン共重合樹脂
PTFE に匹敵する特性をもち,溶融加工,成形が可能で,連続使 用温度が 250℃でも機械的性質がかなり優れている.
PVDF フッ化ビニリデン樹脂
機械的に強靭で,特に引張り強さ,圧縮強さに優れ,耐候性, 耐薬品も良く,溶融加工・成形が可能.
FEP
四フッ化エチレン・六フッ化プ ロピレン共重合樹脂
PTFEに比べ耐熱性は劣るが,他の特性はPTFEに次いで優れて いる.275~295℃で溶融するので,溶融加工・成形が可能.
VACCO 社ラッチ弁
PCTFE 三フッ化塩化エチレン樹脂
常温の機械的特性,低温の寸法安定性,耐衝撃性に優れており, 耐食性も良い.
ETFE
四フッ化エチレン・エチレン共重 合樹脂
融 点 270 ℃ の 溶 融 加 工 ・ 成 形 が 可 能 な 樹 脂 で , 機 械 的 特 性 が PTFE,PFA,FEP より優れている.
表 3.2-2 試験ケース一覧
3.3 試験装置
試験方法はあかつき不具合原因究明の際に行ったもので,JIS-K-7126のプラス
チックフィルム及びシートの気体透過度試験方法を参考に以下のようにした.
供試体上流側から推薬(酸化剤:MON-3,燃料:ヒドラジン)飽和蒸気を印加
(過去の実績として試験時間は 120 時間であった(§3.5 の「あかつきでの透過 試験実績」を参照)
透過試験前に GN2を用いたリーク試験を実施し,流体力学的なリークが十分小
さいことを確認してから実施している.
試験装置の構成を図3.3-1に示す.また,実際の試験装置写真を図3.3-2に示す.
図 3.3-1 装置の構成
3.4 試験結果
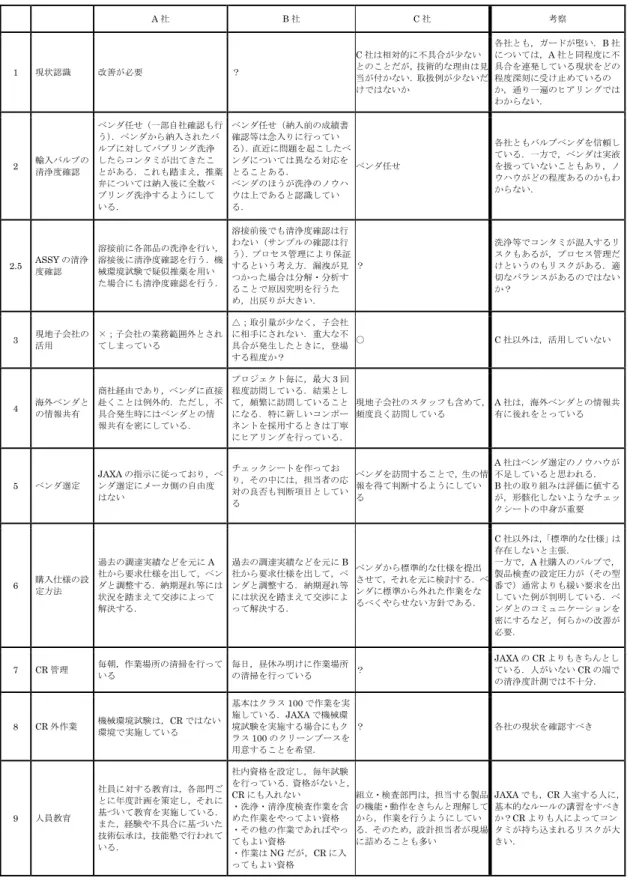
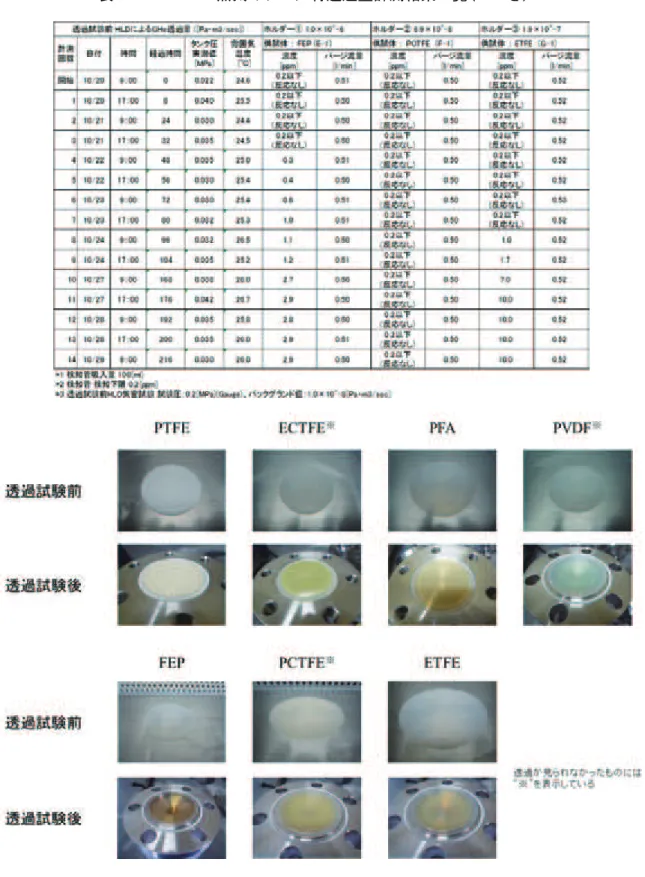
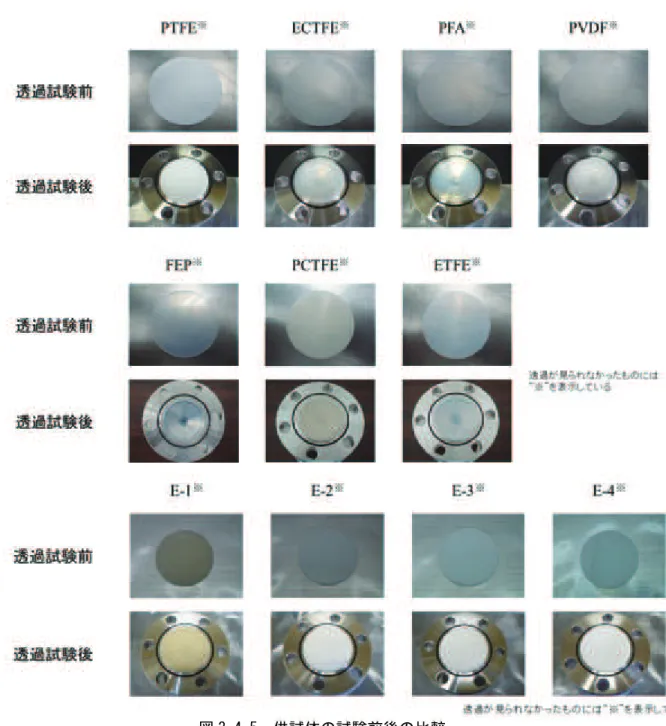
MON-3の透過量を計測した結果を表3.4-1に示す.また,試験前後でのシール材の
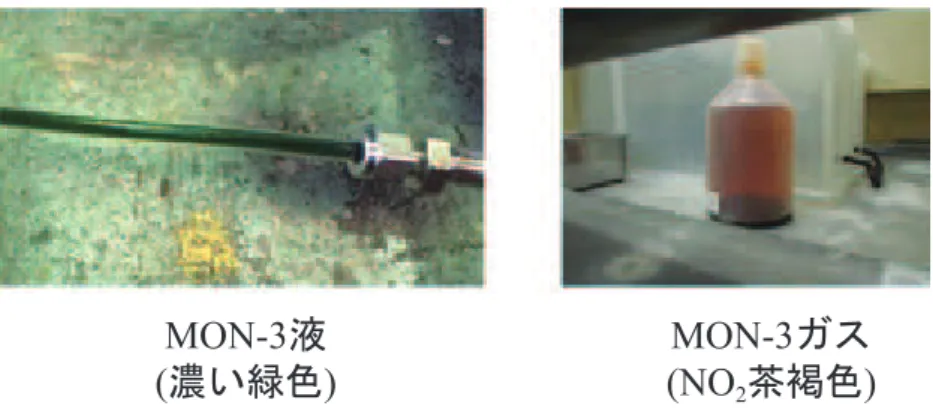
比較を図 3.4-1に示す.MON-3暴露で見られる茶褐色の変色は,MON-3 蒸気がシー ル材に溶け込んだものと考えている.というのも,MON-3は液の状態では濃い緑色で あるが,蒸気(NO2)状態では茶褐色(図3.4-2)である.
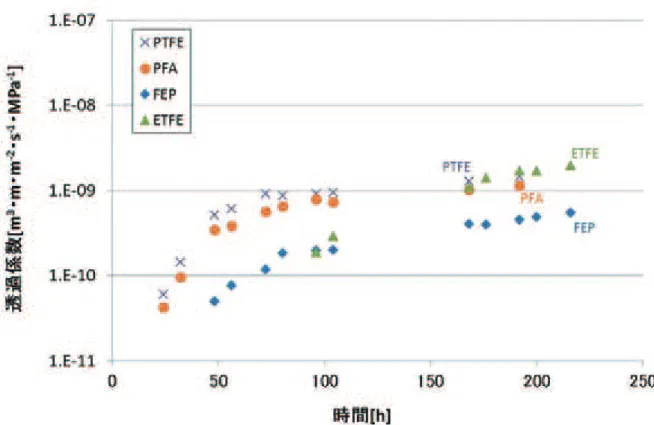
それぞれのシール材から透過したMON-3蒸気の量について,図3.4-3にまとめる. その結果,ECTFE,PVDF,PCTFEの透過量は検出限界以下であった.また,PTFE, PFA,FEP,ETFEからはMON-3の透過が計測された.FEPの透過量は若干少ない
ものの,いずれもオーダーとしては同程度の透過係数(図 3.4-4)であった.なお,透過 係数の算出方法は,パージガスの N2流量と計測された NO2濃度から,NO2透過速度 算出し求めた透過速度と供試体寸法諸元(透過面積と透過長さ)から NO2透過係数と してまとめた.
ヒドラジン側の透過量はいずれのシール材に対しても変色等は見られず(図 3.4-5)蒸 気の透過量も表3.4-2に示す通り,検出限界以下であった.あかつきの不具合原因究明 において,樹脂系材料の一般論として,樹脂により透過度に大きな違いが生じること
が指摘されていたが,今回の結果で改めて確認された.
今後,海外調達品のバルブ等でITARの関係などで使用樹脂材料の詳細が提示されな い場合は,透過を前提とした検討が必要であると考える.なお,本実験データである
が,フッ素樹脂系材料は材料メーカごとに微妙に配合が異なり,同じ材料名でも特性
が異なる.そのため,今回の実験結果はひとつの評価指標として扱う必要がある点に
注意を要する.
表 3.4-1 MON-3 蒸気のシール材透過量計測結果一覧(つづき)
図 3.4-1 供試体の試験前後の比較(MON-3)
図 3.4-2 MON-3 の液・ガスの色
図 3.4-2 MON-3 の液・ガスの色
図 3.4-3 MON-3 蒸気のシール材透過量比較
MON-3
ᾮ
(
⃰࠸⥳Ⰽ
)
図 3.4-4 MON-3 蒸気のシール材透過係数
3.5 あかつき搭載バルブの透過試験実績
参考として,「あかつき」不具合原因究明時に行われた「あかつき」搭載バルブ予備
品及び模擬バルブでの透過試験結果を図 に示す.これは今回得られた結果とほぼ
同じものであった.
図 3.5-1 あかつき搭載バルブの透過係数
3.6 考察
今後,フライト品として使用するバルブのシール形状がわかれば,その透過パスを 推定し,今回得られた透過係数からおおよその透過量が推定できるようになった.特
に海外製バルブの場合,開示される技術情報が制限される傾向があるため,シール材
の具体的な内容が不明となる場合があるが,今後は調達契約などを含めて,透過リス
クの評価に必要な情報を得る工夫をすべきである.仮に使用材料やシール形状などの
具体的な情報が示されない場合であっても,代表的な材料の透過係数を提示して,ベ
ンダ側へ透過量の見積もりを調達契約上要求するなどの対応をとるべきである.
透過量の推定ができた場合,リーク量を含めて推薬移動量を計算することで,燃料
蒸気と酸化剤蒸気の混合による塩の発生を抑止するための配管系等の設計 8)に寄与で
きると考える.
3.5 あかつき搭載バルブの透過試験実績
参考として,「あかつき」不具合原因究明時に行われた「あかつき」搭載バルブ予備
品(GLV)及び模擬バルブ(CV)での透過試験結果を図 3.5-1に示す.試験結果は今 回得られた結果とほぼ同じものであり,データの妥当性を確認した。
図 3.5-1 あかつき搭載バルブの透過係数
3.6 考察
今後,フライト品として使用するバルブのシール形状がわかれば,その透過パスを 推定し,今回得られた透過係数からおおよその透過量が推定できるようになった.特
に海外製バルブの場合,開示される技術情報が制限される傾向があるため,シール材
の具体的な内容が不明となる場合があるが,今後は調達契約などを含めて,透過リス
クの評価に必要な情報を得る工夫をすべきである.仮に使用材料やシール形状などの
具体的な情報が示されない場合であっても,代表的な材料の透過係数を提示して,ベ
ンダ側へ透過量の見積もりを調達契約上要求するなどの対応をとるべきである.
透過量の推定ができた場合,リーク量を含めて推薬移動量を計算することで,燃料
蒸気と酸化剤蒸気の混合による塩の発生を抑止するための配管系等の設計 に寄与で
表 4.2-1 試験ケース一覧
図 4.2-1 MON-3 浸漬試験セットアップ
4.
液の長期保管の影響評価
4.1 目的
衛星推進系は,ロケットの主推進系に比較して,軌道上で配管系統やタンク内に長
期間流体を保持している.また,地上でも,純水や IPA が疑似推薬として長期間貯め 置かれる.そのため,これらの影響をより定量的に評価することが求められている.
たとえば,地上では,疑似推薬に起因すると考えられる不純物が発生し,また軌道上
では,配管系統やタンクから,推薬に金属イオンが溶け込む事象が起きる可能性が指
摘されているが,具体的にどの程度の期間で影響が生じるかの知見が不足している.
そこで,実際に使用されるタンク材料及び,内部デバイス,疑似推薬を用いて浸漬
試験を実施し,長期保管の影響評価を行うこととした.この結果は,地上では疑似推
薬の貯め置き期間を決定するのに,また軌道上では推薬を定期的に流して配管内をリ
フレッシュさせるフラッシング運用等を検討するのに反映できると考えている.
4.2 試験実施内容
供試したテフロン系樹脂材料の試験ケースを表4.2-1にまとめる.対象とする推薬・ 疑似推薬は,酸化剤(MON-3:樹脂材,チタンのみ),燃料(ヒドラジン),純水,IPAの 4種類とした.接液させる試料は,衛星配管内で一般的に使用される金属,樹脂とした.
金属試料としては,ステンレス,チタン,炭化タングステンとし,樹脂試料はテフロ
ン系樹脂材料(以降,樹脂材),ゴム系材料(以降,ゴム材)の2種類とした.これらの試 料に対して,推薬・模擬推薬等,推進系内に導入する液への長期浸漬試験を行った.
樹脂材は,市場に流通している代表的な素材7種類,ゴム材は推進系メーカ 2 社より 提供された計4種類の材料とした.
今回の試験では,6週間の浸漬を行うこととした.ヒドラジン・MON-3への浸漬に ついては,その日の0日目(リファレンス),1日後,3日後,1週間後,3週間後,6 週間後での ICP 発光分光観測による液体の成分分析,および,6 週間浸漬後の試料に ついて, SEM表面観察の他,強度変化を確認する目的で引張試験を実施した.
一方,IPAに浸漬させた供試体については,6週間後にSEM表面観察と引張試験の みを実施した.また,純水に浸漬させた供試体については,液の微生物分析および試
料表面付着物の分析を実施した.
MON-3の浸漬試験セットアップを図4.2-1に示す.また,ヒドラジンの浸漬試験セ
表 4.2-1 試験ケース一覧
図 4.2-2 ヒドラジン浸漬試験セットアップ
図 4.2-3 純水・IPA の浸漬試験セットアップ
図 4.2-2 ヒドラジン浸漬試験セットアップ
図 4.2-3 純水・IPA の浸漬試験セットアップ 図 4.2-2 ヒドラジン浸漬試験セットアップ
4.3 試験実施内容
4.3-1 試験片の浸漬試験後の外観
図4.3-1にMON-3に浸漬させた後の概観写真を示す.試験片が茶色く変色している. 図4.3-2にMON-3に浸漬させた後の概観写真を示す.外観として,試験前後での色や 質感の変化は見られていない.図4.3-3に純水に浸漬させた後の概観写真を示す.いず れの試験片も著しく汚れのようなものが付着している様子が観察された.図 4.3-4 に IPAに浸漬させた後の概観写真を示す.外観として,試験前後での色や質感の変化は見
られていない.
図 4.3-1 MON-3 浸漬後の試験片外観
図 4.3-3 純水浸漬後の試験片外観
4.4 液分析結果
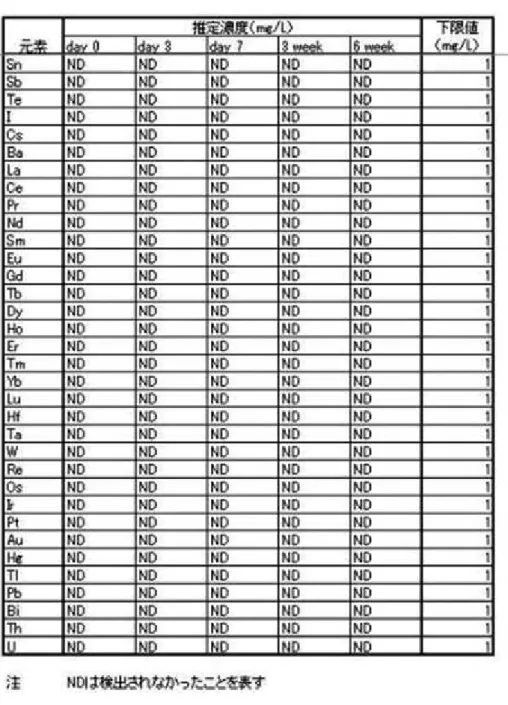
4.4.1 酸化剤の元素定性分析結果
酸化剤に試験片を浸漬させた後,酸化剤の液の元素定性分析を行った.使用機器,
測定方法は以下の通り.
測定方法:100倍希釈で輸送し,さらに100倍希釈してICP質量分析装置へ
導入
使用機器:ICP質量分析装置 7700X(アジレントテクノロジー)
液を希釈させたのは,分析を効率的に実施することを考慮してのことである.分析
結果を表4.4.1-1に示す.いずれの元素も検出下限値以下であった.
4.4.2 ヒドラジンの元素定性分析結果
ヒドラジンに試験片を浸漬させた後,ヒドラジンの液の元素定性分析を行った.使
用機器,測定方法は以下の通り.
測定方法:100倍希釈で輸送し,さらに100倍希釈してICP質量分析装置へ
導入
使用機器:ICP質量分析装置 7700X(アジレントテクノロジー)
液を希釈させたのは,分析を効率的に実施することを考慮してのことである.分析
結果を表4.4.2-1に示す.ブランクでカリウムが計測されたが,以降は検出されていな い.また,いずれも鉄が計測されているが,ヒドラジンのMILスペックから見て,そ もそも鉄が含まれていた可能性も考えられる.一方で,ブランクと比較して 6 週間後 に増えていることから,ヒドラジンで溶出した可能性も考えられる.
4.4.3 酸化剤/ヒドラジンの詳細な元素定性分析結果
酸化剤,ヒドラジンの液を希釈して分析した結果では検出できていない元素がある
可能性を考え,6 週間浸漬させた液については,より推薬が濃い状態で分析するため, 以下の方法で試料を作成した.
MON-3:希釈しないまま液を蒸発させ,残渣を酸で溶解させた後,水を加え
て定容
ヒドラジン:希釈しないまま乾固直前まで凝縮し,酸を加えて過熱し,水を
加えて定容
この試料に対して,ICP 発光分光分析にて,鉄,クロム,ニッケル,チタンの濃度 を定量した.結果を表4.4.3-1に示す
表 4.4.3-1 酸化剤(MON-3)・ヒドラジンの詳細な元素定性分析結果
MON-3 では微量の鉄が検出されたが,ヒドラジンでの検出量よりもかなり少ない.
一方で,ヒドラジンからは鉄,クロム,ニッケルが検出されているが, MILスペック 内であることから,今回使用した推薬に元から含まれていた成分を検出した可能性が
高い.なお,チタンはいずれの推薬からも検出されておらず,推薬耐性が高いことが
再確認された.
4.4.4 純水の微生物分析結果
これまでの科学衛星開発においても,地上試験において疑似推薬として純水を長期
間保管した際,注排弁シール部(タングステン)に不純物が発生することがあった.
この可能性として,純粋内で微生物が発生する可能性が指摘されていた.そこで,今
回,その可能性を検証する目的で分析を行った.測定方法は,厚生労働省令告示 261 号 一般細菌分類法による.その結果を表 4.4.4-1 に示す.純水の長期保管において, 純水に微生物は検出されなかった.そのため,純粋の長期保管により観察される不純
物は微生物ではない可能性が高いことがわかった.タングステン表面に付着した不純
表 4.4.4-1 純水の微生物分析結果
4.5 液の長期保管の影響評価 引張試験
樹脂材およびゴム材の長期接液による影響を評価するため,それぞれについて,浸
漬前のブランク状態および,6週間の浸漬試験を行った後の引張試験を行った.引張試 験のセットアップを図 4.5-1 に示す.また,供試体と寸法と試験の様子を図4.5-2 に, 試験結果を表4.5-1に示す.浸漬前後で大きな変化がなく,接液での変成などはないと 推定される.各々の供試体の引張試験の詳細については,APPENDIX-2に示す.
表 4.5-1 引張試験結果
試験力 ス トローク ケース 状態 延び初期値 引張速さ 備考 N mm
N 2 O 4 8 .6 5 0 mm/ Min 4 2 6 .7 3 0 .1 N 2 H 4 8 .4 5 0 mm/ Min 4 1 2 .8 2 5 .1 ブランク 1 1 .4 5 0 mm/ Min 3 3 8 .2 3 4 .3 N 2 O 4 8 .3 5 0 mm/ Min 2 6 1 .1 4 3 .8 N 2 H 4 1 4 .6 5 0 mm/ Min 3 0 2 .8 5 1 .9 ブランク 1 3 .0 5 0 mm/ Min 3 2 0 .4 5 7 .4 N 2 O 4 1 1 .3 5 0 mm/ Min 2 2 2 .8 4 6 .9 N 2 H 4 7 .3 5 0 mm/ Min 2 4 6 .8 5 5 .6 ブランク 1 1 .0 5 0 mm/ Min 2 3 8 .5 6 1 .9 N 2 H 4 1 2 .0 1 0 0 mm/ min 7 3 .9 2 1 5 .4
IPA 1 1 .0 1 0 0 mm/ min 9 3 .2 2 1 8 .7 ブランク 1 5 .2 1 0 0 mm/ min 8 6 .4 2 4 3 .6 N 2 H 4 1 0 .3 1 0 0 mm/ min 1 1 8 .7 5 1 .4
IPA 1 0 .5 1 0 0 mm/ min 8 9 .1 3 2 .5 ブランク 1 1 .6 1 0 0 mm/ min -
-N 2 H 4 1 2 .5 1 0 0 mm/ min 1 3 4 .3 2 7 .5 IPA 1 6 .4 1 0 0 mm/ min 1 5 1 .5 3 5 .7 ブランク 8 .5 1 0 0 mm/ min 1 2 8 .2 2 3 .2 N 2 H 4 1 4 .1 1 0 0 mm/ min 1 3 9 .3 3 6 .7 IPA 1 1 .7 1 0 0 mm/ min 1 0 3 .2 2 7 .5 ブランク 9 .5 1 0 0 mm/ min 1 6 5 .1 4 4 .1 N 2 O 4 9 .7 5 0 mm/ Min 3 1 8 .6 2 4 .0 N 2 H 4 1 0 .3 5 0 mm/ Min 3 3 5 .8 3 7 .5 ブランク 1 0 .2 5 0 mm/ Min 3 9 6 .0 3 0 .9 N 2 O 4 - 5 0 mm/ Min 1 6 9 .5 2 8 .1 N 2 H 4 1 0 .1 5 0 mm/ Min 1 7 6 .6 3 9 .3 ブランク 9 .3 5 0 mm/ Min 2 5 6 .4 6 2 .9 N 2 O 4 8 .2 5 0 mm/ Min 2 2 1 .1 2 7 .6 N 2 H 4 1 0 .1 5 0 mm/ Min 2 1 2 .5 3 2 .9 IPA 1 2 .9 5 0 mm/ min 2 2 1 .6 1 6 .0 ブランク 1 2 .0 5 0 mm/ Min 2 4 0 .7 3 2 .3 N 2 H 4 9 .5 5 0 mm/ Min 大型試験機 5 8 1 .8 9 .1 N 2 O 4 - 5 0 mm/ Min 大型試験機 5 2 9 .5 5 .3 ブランク - 5 0 mm/ Min 大型試験機 6 4 5 .4 2 .7 E- 1 PCTFE PFA PTFE PVDF ECTFE ETFE FEP E- 2 E- 3 E- 4
図 4.5-1 引張試験セットアップ
表 4.5-1 引張試験結果
試験力 ス トローク ケース 状態 延び初期値 引張速さ 備考 N mm
N 2 O 4 8 .6 5 0 mm/ Min 4 2 6 .7 3 0 .1 N 2 H 4 8 .4 5 0 mm/ Min 4 1 2 .8 2 5 .1 ブランク 1 1 .4 5 0 mm/ Min 3 3 8 .2 3 4 .3 N 2 O 4 8 .3 5 0 mm/ Min 2 6 1 .1 4 3 .8 N 2 H 4 1 4 .6 5 0 mm/ Min 3 0 2 .8 5 1 .9 ブランク 1 3 .0 5 0 mm/ Min 3 2 0 .4 5 7 .4 N 2 O 4 1 1 .3 5 0 mm/ Min 2 2 2 .8 4 6 .9 N 2 H 4 7 .3 5 0 mm/ Min 2 4 6 .8 5 5 .6 ブランク 1 1 .0 5 0 mm/ Min 2 3 8 .5 6 1 .9 N 2 H 4 1 2 .0 1 0 0 mm/ min 7 3 .9 2 1 5 .4
IPA 1 1 .0 1 0 0 mm/ min 9 3 .2 2 1 8 .7 ブランク 1 5 .2 1 0 0 mm/ min 8 6 .4 2 4 3 .6 N 2 H 4 1 0 .3 1 0 0 mm/ min 1 1 8 .7 5 1 .4
IPA 1 0 .5 1 0 0 mm/ min 8 9 .1 3 2 .5 ブランク 1 1 .6 1 0 0 mm/ min -
液側注排弁
4.6 液の長期保管の影響評価 タングステン表面汚れ調査
4.6.1 これまでの注排弁リークの概要
これまで,複数の科学衛星計画において,打上げ前のシステムレベルの機械環境試
験の際にタンクに擬似推薬として水を充填して試験を行った後,推薬の出し入れを行
う液側注排弁(図 4.6.1-1)からのリークが起きている.具体的には,タングステン合金 製のバルブシール面に「フィルム」と呼ばれる薄膜状の異物が析出することがある.「フ
ィルム」が一様に形成されればリークにはならないものの,バルブの種類によっては,
シール部に自由に回転できるボール部があり,そのボール部がバルブ開閉のたびに自
由に回転することより,「フィルム」を形成するとシール部で段差を生じてリークに至
ることがあった.
注排弁のベンダのコメントとして,試験で純水を使用し,その後の乾燥に時間がか
かった場合に,まれに「フィルム」と呼ばれる析出物が形成されるとのことであった.
「フィルム」は,注排弁ベンダからの情報通りに酸洗いをすることで容易に除去で
き,また,地上で最終の開閉をした後,軌道上で注排弁を動作させることがないため,
この「フィルム」が原因で軌道上不具合は発生していないが,開発試験スケジュール
などにインパクトを与える可能性がある.そのため,今回,この「フィルム」につい て,その発生メカニズムを考察する
こととした.前述(§4.4.4)のよう に,当初,「フィルム」は純水中の残
留微生物の可能性も指摘されていた
が,長期浸漬した純水中に微生物が
検出されなかったため,無機物の可
能性を調査することとした.
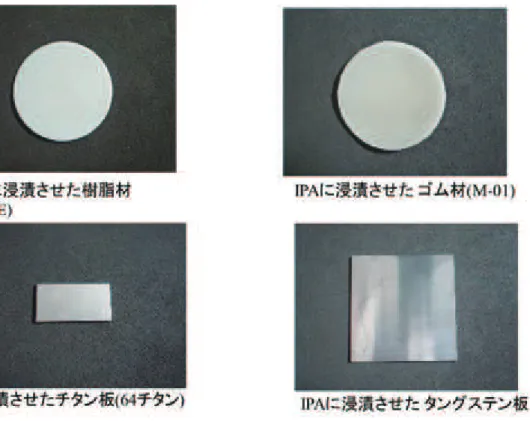
4.6.2 供試体
調査の対象は,液の長期保管の影響評価として液を分析した試料に浸漬させていた
タングステン合金(WC)の板とした.これは,当該注排弁で,「フィルム」が形成さ れるのがタングステン合金製の球体上であることから,材料を揃えることを意図して
いる.WC板の他,衛星推進系の配管内部で使用される一般的な材料を一緒に浸漬させ, それら他の材料が「フィルム」形成に影響するかも確認することとした.供試体の一
覧を以下の表 4.6.2-1に示す.また,浸漬試験のセットアップを図4.6.2-1に示す.い ずれの供試体でも,「フィルム」状の異物が観察される結果となった.
表 4.6.2-1 供試体一覧
図 4.6.2-1 試験セットアップ
供試体名 浸漬液 容器 浸漬物 期間
W- E- N 6 ガラス
ゴム
チタン
WC板
6 週間
W- E- 1 M ス テンレス
ゴム
WC板
1 ヶ月
W- P- N 6 ガラス
樹脂材
WC板
6 週間
W- S- 1 M ス テンレス
ス テンレス 継手
WC板
1 ヶ月
IPA IPA ガラス
樹脂材
ゴム
チタン
WC板
6 週間 純水
図 4.6.3-1 試験セットアップ
4.6.4 酢酸によるふき取り効果の確認
注排弁に付着した「フィルム」は酢酸で洗うことで落ちることが分かっており,この
手法はベンダからも推奨されている.そこで,純水に 板を浸漬させた汚れも同様に
酢酸でふき取れるかを確認するため,滅菌されたプラスチックシャーレで純水中に
板を一週間浸漬させた供試体を準備した.供試体の様子を図 に示す.浸漬してか
ら一週間経過時点で,すでに表面・裏面ともに茶色い汚れが観察された.
4.6.3 酢酸によるふき取り効果の確認
注排弁に付着した「フィルム」は酸洗いで落ちることが分かっており,この手法は
ベンダからも推奨されている.そこで,今回の試験でWC上に形成された「フィルム」 が,衛星推進系の注排弁で問題となっている「フィルム」と同じものかを簡易的に検
証する手段として,酸洗いでの汚れの除去具合を確認することとした.供試体の例を
図4.6.3-1に示す.浸漬してから1週間経過時点で,すでに表面・裏面ともに茶色い汚 れが観察された.
図 4.6.3-1 供試体に形成された「フィルム」の例
酸洗いの効果を確認するため,1週間純水に浸漬させた段階で一部の供試体を取り出 し,自然乾燥の後に,汚れのふき取りを行った.
その結果,こすり取りによる汚れの除去や水洗いでの汚れの除去では,「フィルム」
は完全に除去できないが,注排弁ベンダが推奨する酢酸(ホワイトビネガ)による酸
洗いを実施すると,図4.6.3-2に示すように軽くふき取るだけで汚れをほぼ落とすこと ができた.このことから,今回の実験で形成された「フィルム」は注排弁の疑似推薬
図 4.6.3-2 酢酸による汚れのふき取り
4.6.4 表面汚れの分析方法
表 4.6.2-1に示す供試体の表面汚れの分析を行った.測定・分析方法は以下の通りであ る.なお,測定対象箇所は,APPENDIX-3 に示す外観写真において,赤丸で示した箇所 を対象箇所とした.
(a) 赤外分光分析
WC板,継手容器の褐色部に対し,有機化合物含有の有無およびその種類を検討した. <測定条件>
装 置 島津製作所製 μIR-8000型 赤外顕微分光光度計 測 定 方 法 顕微ATR法
測 定 箇 所 試験片の変色部(褐色部) ※ W-E,W-Pは光沢部も測定実施
(b) SEM観察・EDS定性分析
WC板,継手容器の褐色部と母材部の形状観察および構成元素の確認を実施した. <測定条件>
装 置 日本電子製 JSM-5610型 走査型電子顕微鏡
JED-2201型 エネルギー分散型X線分析装置
4.6.3 酢酸によるふき取り効果の確認
注排弁に付着した「フィルム」は酸洗いで落ちることが分かっており,この手法は
ベンダからも推奨されている.そこで,今回の試験で 上に形成された「フィルム」
が,衛星推進系の注排弁で問題となっている「フィルム」と同じものかを簡易的に検
証する手段として,酸洗いでの汚れの除去具合を確認することとした.供試体の例を
図 に示す.浸漬してから 週間経過時点で,すでに表面・裏面ともに茶色い汚
れが観察された.
図 4.6.3-1 供試体に形成された「フィルム」の例
酸洗いの効果を確認するため, 週間純水に浸漬させた段階で一部の供試体を取り出 し,自然乾燥の後に,汚れのふき取りを行った.
その結果,こすり取りによる汚れの除去や水洗いでの汚れの除去では,「フィルム」
は完全に除去できないが,注排弁ベンダが推奨する酢酸(ホワイトビネガ)による酸
洗いを実施すると,図 に示すように軽くふき取るだけで汚れをほぼ落とすこと
ができた.このことから,今回の実験で形成された「フィルム」は注排弁の疑似推薬
表 4.6.5-2 SEM 観察・EDS 定性分析結果
4.6.6 汚れ付着のメカニズム推定
分析結果を受け, 材料について改めて調査を行った結果,以下の情報を得た.す
なわち,「酸性および中性溶液中における超硬合金の腐食は,合金成分のうちコバルト
( )などのバインダー金属が優先的に溶出する形態となっており,母材表面近傍か
ら が失われ,あたかも のみで形成されるような状態に変化いたします.そのた
め超硬合金においては,このような現象のことを「腐食」と表現しております.」
すなわち,タングステン合金を水に浸漬すると,合金成分のうち,コバルトなどの
バインダ金属が溶出し,それが表面に「フィルム」を形成することを意味する.特に
バインダがニッケル( )ではなくコバルト( )の場合に,この溶出が顕著とのこ
とである.これはバルブベンダを含めた推進系関係者の中では周知の事実ではなく,
これが不具合発生の根本原因である可能性がある.実際,注排弁で使用されているコ
バルト合金のバインダはコバルトであるとの情報があり,当該バルブを長期間の純水
雰囲気に暴露する際は注意を要することがわかった.
4.6.7 タングステン浸漬試験の考察
赤外分光分析および 定性分析の結果,一部のタングステン板に付着していたゴ
ム材,油分を除き,褐色成分には有機化合物が含まれず,無機化合物であることが確
認された.また,本測定とは別に,各種溶媒への溶解性を事前検討した結果,有機溶
媒には溶解せず,食酢および塩酸には溶解することが確認された.このことからも,
褐色成分が無機化合物であるといえる.
定性分析で,付着物から主に検出されたのが であることから,一つの
可能性として,褐色成分は または の酸化物であることが考えられる. はバイ
ンダとしてタングステン板に含まれており,一部が溶出して表面に析出したと推測さ れる.
EDS測定範囲 6C ~ 92U
分 析 画 像 反射電子像
測 定 箇 所 試験片の変色部(褐色部)
EDS測定部位はSEM像での囲み部(「□」の部分)[APPENDIX-3参照]
4.6.5 分析結果
(1) 赤外分光分析
分析結果を表4.6.5-1に示す.W-E-1M,W-S-1M以外の供試体からは全く赤外吸収 が現れなかった.従って,褐色成分には有機化合物は含有されないと推定される.な
お,W-E-1M,W-S-1Mそれぞれ僅かな赤外吸収が現れたのは,褐色成分以外の要因に よると考えられる.詳細は添付資料 APPEINDIX-5参照)
表 4.6.5-1 赤外分光分析結果
(2) SEM 観察・EDS 定性分析
表 4.6.5-2 SEM 観察・EDS 定性分析結果
4.6.6 汚れ付着のメカニズム推定
分析結果を受け,WC材料について改めて調査を行った結果,以下の情報を得た.す なわち,「酸性および中性溶液中における超硬合金の腐食は,合金成分のうちコバルト
(Co)などのバインダー金属が優先的に溶出する形態となっており,母材表面近傍か らCoが失われ,あたかもWCのみで形成されるような状態に変化いたします.そのた め超硬合金においては,このような現象のことを「腐食」と表現しております.」9)
すなわち,タングステン合金を水に浸漬すると,合金成分のうち,コバルトなどの
バインダ金属が溶出し,それが表面に「フィルム」を形成することを意味する.特に
バインダがニッケル(Ni)ではなくコバルト(Co)の場合に,この溶出が顕著とのこ とである.これはバルブベンダを含めた推進系関係者の中では周知の事実ではなく,
これが不具合発生の根本原因である可能性がある.実際,注排弁で使用されているコ
バルト合金のバインダはコバルトであるとの情報があり,当該バルブを長期間の純水
雰囲気に暴露する際は注意を要することがわかった.
4.6.7 タングステン浸漬試験の考察
赤外分光分析およびEDS定性分析の結果,一部のタングステン板に付着していたゴ ム材,油分を除き,褐色成分には有機化合物が含まれず,無機化合物であることが確
認された.また,本測定とは別に,各種溶媒への溶解性を事前検討した結果,有機溶
媒には溶解せず,食酢および塩酸には溶解することが確認された.このことからも,
褐色成分が無機化合物であるといえる.
EDS定性分析で,付着物から主に検出されたのがW, O, Coであることから,一つの
4.7 液の長期保管の影響評価試験結果のまとめ
推薬長期浸漬データを取得した. 長期浸漬の結果,鉄,ニッケル,クロムなどステン レス構成材料の溶出が検出されたが,非常に微量であった.なお,チタンは検出され
なかった.樹脂材料のSEM観察・引張試験を行った. SEM観察については,浸漬試験 前後で顕著な組織の変化がみられていないことがわかった.また,引張試験でも浸漬
前後のサンプルでの有意差は認められなかった.この結果から,推薬に浸漬させるこ
とで,大きく劣化することは無いと考えられる.ただし,引張試験結果について,よ
り正確に判断するためには,サンプル数を増やすことが望ましい.
純水を長期間保存することで,注排弁に「フィルム」が形成されることがあること
を受けた調査については,当初,その原因として微生物が繁殖して水を汚す可能性も
指摘されていたが,再現試験の結果,微生物は検出できなかった.一方で,無機分析
などを行った結果,炭化タングステンのバインダとしてCoを使用している場合,水に 長期間漬けると,Coが膜として生成することがわかった.
4.8 液の長期保管の影響評価試験結果の考察
結果からは,ヒドラジン・MON-3と,ステンレス・チタンの間の材料適合性につい ては,従来の知見通り問題ないと判断される.
NASA 探査機で,「MON-3をステンレス配管に長期間保管することを避ける
運用をする」旨の文献情報もあるが,今回試験した範囲では,問題は見いだ
されていない.
より詳細な考察が必要な場合は,実バルブを使った模擬配管を作成し,その
配管内に推薬・疑似推薬を長期封入する試験の実施などが候補である
注排弁のシール部には炭化タングステンが使用されており,当該箇所は,過去の衛
星で地上試験でリークを起こしたことがあった.今回の試験結果から,バインダにCo を使っている炭化タングステンと水が接触してフィルムが形成され,それが原因とな
った可能性が考えられる
過去の不具合時の成分分析でも,Coは検出されている(Niは検出されていな
い)
本注排弁では,球体上のシール部の接液側に膜が生じた後,当該部の開閉に
より,球体シール部が回転し,形成された膜がシール線を横断するようにな
5.
酸化剤の気泡発生確認
5.1 目的
フライト前の地上での機械環境試験や打上げ時のロケットフライト中,タンク内部
の推薬は激しく揺動する.この揺動による影響としては,スロッシングなどが考えら
れてきているが,これに加えて気泡が発生し,それがタンク内部デバイス(気液分離
装置など)に影響を与える可能性も考えることができる.特に酸化剤として使用され
るMON-3は蒸気圧が高く,ガス化しやすいため,その懸念は相対的に高い.そこで, 今回は予備的な試験として,酸化剤に着目し,揺動による気泡発生の有無を目視によ
り観察することとした.
供試体としては,MON-3の他に疑似推薬も考慮した.機械環境試験において,推進 薬重量を模擬するための手段として,試験時に疑似推薬を注液することがある.従来
は疑似推薬として水もしくは IPA を使用することが一般的であったが,酸化剤である MON-3の物性(密度等)を考慮すると,MON-3の密度を模擬できる疑似推薬が望ま
れることがあり,たとえば「はやぶさ2」では, MON-3の密度とほぼ同等のHFEを 疑似推薬として使用しての試験が行われている.
5.2 試験手順および対象とするパラメータ
前述のように,対象とする液体は, MON-3および,疑似推薬としてHFE,脱イオ ン水を考慮した.気泡を発生させるに当たり,超音波洗浄器 (発振周波数 40kHz)を使 用し,耐圧ガラス容器に MON-3,HFE,脱イオン水を充填した.
供試体としては,それぞれに対して,0.9[MPa](Gauge)で加圧して18時間保持して ガスを溶け込ませたもの,およびその状態から更に手で撹拌したもの,の 2 種類を用 意した.
気泡の発生確認は,ビデオカメラ及び,ハイスピードカメラを使用した.
それぞれの液の物性を表5.2-1に示す.
表 5.2-1 液の物性比較
5.3 試験結果
確認されなかったが,HFEでは大量の気泡発生が認められた.気泡発生の有無はガス の溶解度が関係している可能性もある.この気泡がタンク内部デバイスの損傷を引き
起こす可能性があるため,HFEを疑似推薬として使用する際にはその懸念を考察すべ きである.
なお,この予備試験の結果では,MON-3での気泡発生は認められなかったため,実 フライト時に気泡が発生し影響を与える可能性は低いと想定される.
図 5.3-1 試験装置写真
表 5.3-1 試験結果一覧 図 5.5-1 試験装置写真
5.6 試験結果
試験結果を表 に示す.
今後,試験結果を整理・評価する.疑似推薬として使用するに当たっては,今回
の試験結果の考察および,他にも見落としが無いかも含めて,関係者で議論を行
っていく必要があると考える.
6.
洗浄方法の研究
6.1 目的
前述した,衛星推進系に関する不具合の調査・分析では,推進系メーカ各社とも輸
入バルブの清浄度保証はベンダ任せであることがわかった.洗浄などに関するノウハ
ウを国内衛星推進系メーカが有していないことが大きな要因.一方で,清浄度保証さ
れたバルブから実際にコンタミが出てきた例もある.そのため,バルブの洗浄方法な
ど,コンタミネーション管理の方法を追加検証すべきであると識別された.
6.2 研究の進め方
同種の検討としては,衛星推進系システム洗浄装置の試作・試験 10)があり,推進系
配管の洗浄について,考察をしている.ここでは,コンタミの種類により適切な洗浄
方法を選択すべきであること,マイクロバブル水による洗浄,もしくはバブリング洗
浄が有効であることが述べられている.
また,近年,半導体等の分野において洗浄方法の検討が進んでおり,こちらでもマ
イクロバブル水の洗浄効果に着目しているケースも多い.
そのため,本研究でもマイクロバブル水に着目することとし,その効果を確認する
こととした.
また,実際の推進系配管の状態を考慮し,特に流路内に非貫通の「行き止まり」の
配管部分が多数あることを踏まえ,「行き止まり」配管の洗浄を意識した検討を行うこ
ととした.従来の衛星推進系で行われている洗浄で経験的に効果が高いと言われてい
るバブリング洗浄は洗浄液とガスを同時に配管内に導入し,洗浄液が撹拌される際の
物理力によるコンタミの洗浄を期待したものである.しかしながら,行き止まり配管
では,洗浄液を流すことによる物理的な力に期待できない.このことから,減圧沸騰
によって物理力を得ることも検討することとした.
なお,洗浄効果の定量的評価のためには,管理された汚れを付着させ,その付着度 合いを定量的に計測する必要がある.一方で,軽度の汚れを精度良く管理するために
は多くの労力を要する傾向にあるため,ここでは,実際の衛星推進系で想定するより
も強めの汚れを付着させることとした.そのため,本研究の結果は,実際に推進系配
管内で想定されるような,もう少し軽度の汚れに対する知見としては,完全ではない
可能性がある
6.3 試験手順および対象とするパラメータ
する洗浄方法を見出すこととした.まずはそれぞれのコンタミに適した洗浄方法を簡
単な形式で検討し,その結果を踏まえて模擬配管を使用した洗浄方法の検討を行う.
パラメータは以下の通り.これらは推進系への材適および,閉じた空間においても操
作可能と思われるものから選択した.
洗浄液
水
アルコール(IPA,エタノール)
マイクロバブル水(水に空気を溶け込ませ,減圧で微小気泡を発生 [詳細は
§5.4]
アルコール混合水
温度 [常温(20℃),高温(50℃) 詳細は§6.5]
浸漬時間(10分,1時間,12時間,24時間等)
減圧沸騰
液ごと減圧することで沸騰させる,物理的な力による洗浄[詳細は§6.6]
6.4 実験装置
実験装置の構成を図6.4-1に示す.また,実験装置の写真を図6.4-2に示す.
図 6.4-2 実験装置写真
6.5 マイクロバブル水
半導体分野を中心に活用されている洗浄液で,細かな泡が汚れを浮かせる作用に期
待されている.マイクロバブル水の発生のさせ方としては,マイクロバブル発生バル
ブを利用することもあるが,ここでは洗浄液にガスを加圧し十分に溶解・飽和させた 後,一気に圧力を開放することで,溶けたガスが細かいバブルとなって発生し,液を
白濁させる現象を利用してのマイクロバブル水生成を行った.本研究では,具体的に
は,洗浄液として水を使用し,それに対して 4 気圧の空気を飽和させた後,大気開放 することでマイクロバブル水を発生させることとした(図6.5-1)
この方法では,衛星推進系の配管内部にガスが十分に溶解した洗浄液を行き渡らせ
た後,配管を減圧することでマイクロバブル水を生成できるため,洗浄液の配管入口
にフィルタなどによりマイクロバブルが減ずる懸念を考慮しなくてよい,という利点
図 6.5-1 マイクロバブル発生の様子
図 6.5-2 配管内のマイクロバブル
6.6 洗浄液の温度調節方法
洗浄液の温度も洗浄効果を左右するパラメータである.そのため,マイクロバブル水が
入ったタンクを40℃で湯煎することとした.セットアップは以下の図6.6-1の通りである.
図 6.6-1 洗浄液温度の調節方法
6.7 減圧沸騰
洗浄液で満たされた配管を減圧し,洗浄液の蒸気圧以下にすることで沸騰状態にな
ることが予想される.これにより,液が激しく揺動し,物理的な力で洗浄効果が高ま
ることが期待される.本研究の試験セットアップで減圧によって沸騰状態が起きるこ
図 6.7-1 減圧沸騰の様子
6.8 接触角計
汚れを相対的に評価する手法として本研究では接触角を使用した.図6.8-1に接触角 計を示す.接触角の計測イメージを図6.8-2に示す.
6.9 洗浄方法の検討
衛星推進系の汚れは加工における油脂や水分,そして加工で発生する粒子状のコン
タミが複合的に作用していると考えられる.そこで,油脂コンタミ,粒子コンタミの
それぞれの汚れに作用する洗浄方法を模索し,その研究結果をもとに,双方の汚れに
作用する洗浄方法を見出すこととした.
まずはそれぞれのコンタミに適した洗浄方法を簡単な形式で検討し,その結果を踏
まえて模擬配管を使用した洗浄方法の検討を行う.
6.9.1 油脂コンタミの洗浄について
6.9.1-1 供試体
油脂コンタミとしてKURE556 を使用した. 具体的には,スパチュラの小さじ 1 杯 分をステンレス供試体の半分に塗布した,供試体を図6.9.1-1に示す
図 6.9.1-1 油脂コンタミ塗布状況
6.9.1-2 油脂コンタミ洗浄の知見
試験結果の一例として,洗浄前後の比較を図6.9.1-2に示す.洗浄液の差による汚れ の落ち方は,IPA ≒ MB水 > 水 > IPA混合水 の順番である.水やIPAと水を混 合したものに供試体を浸漬させると,油分が乳化して,より強固な汚れとなっている.
そのため,配管に水とIPAを導入するリスクについて検討する必要がある.
MB水についても白濁はするが,その白濁した油を浮かせる作用が見られた.IPAは
かなり強力に汚れを浮かせるものの,減圧沸騰を行うと急激に温度が下がり,結露を
起こすリスクがある.MB水は高温かつ,長時間浸漬させることで汚れを浮かせること ができる.一方で,その汚れを取るには減圧沸騰が必要であるが,減圧沸騰も高温の