<研究ノート>生産部門統合情報システムの構築 : データベースとネットワーク構築
12
0
0
全文
(2)
(3) 生産部門統合情報システムの 構築 (飯田 、ンステム開発方法. トプット等のルーチン 作業は範囲に 含めて, データ. ・ハードウェア. ベース内容の 質の確保を計る.. ・既存の個々のアプリケーションシステムには 充分配. ネ、 ッ トワーク. ・. (273)@59. 裕). ・ソフトウェア. 慮し. ・既存、ンステムとの 関係整備. ェースを開発して 連結するかまたは 新しく作り直すか. (1) 基本方針と枠組みの 策定. 個々に検討する. 先ず基本方針を 定めて,共有化しでおくことが 肝要. インターフ. ,. (2) 体制作り 当然のことではあ るが。 開発すべき情報システムの. であ る. a.. このシステムの 中に取り込むか ,. 大きさ, 性格にあ った体制作りが 望まれる. あ まり大. 基本方針. プロジェクトの 位置付け・性格, システム開発に 際 しての指導理俳等であ る.. きくない個別のアプリケーションシステムの. 開発は ,. 既存の組織の 役割分担に従って 行えばよい場合もあ る. 本 プロジェクトにおいて 定められたものを 列挙する. しかし今回のように 関連する部門も 多く,開発量も 膨. ・会社統合情報システムの 重要な構成ブロックであ る. 大な場合にはしっかりしたプロジェクト 体制で臨むこ とが必須であ る.. 生産部門情報システムの 基盤作りと位置付ける. ・分散システム 方式として各工場にデータベースを 置 くが, 全社 データベース 及び ネソ トワーク計画の 枠組. みに組み込まれるようにする.従って 全社情報ネット ワークを介して ,会社の統合データベー. ス. その他と 金. 具体的に配慮すべき 項目として,次の3 つをあ げて おく.. ・権威付けと組織 図 作り 参加,協力を要請する相手は ,それぞれの部門で重. 社的規模でデータの 交換ができるようにする. このた. 要な役割を担- っている有能な 人材であ り大変多忙であ. めに全社コード 体系を定める. またデータ構造につい. る. ても必要に応じて 本社情報システム 部と打ち合わせる. 上げるためには , 経 宮のトップから 認められ支持され. このプロジェクトの ,彼等にとっての優先順位を. ・. ・国内 4 工場共通のシステムとして 開発する.. ているという 権 威付けと,責任体制のはっきり 判る紬. ・基盤構築であ るので,短期的な 投資採算性には 重き. 織図を作っておくことが 非常に重要であ る. ・プロジェクトメンバ 一の選任. を置かない. ・ユーザニーズにあ. ったものを作るために , A 社の標. 質。. 量 ともに満足でき. ,. プロジェクト. 遂行の自信が. 準開発方法であ る A-BOIS (AJinomoto-Business 持てるようなプロジェクトメンバーを 選任し,集結さ Oriented Information syslem) に従って・ユーザ 主導 せることが実務開始の 出発 占 であ るが, 実際には, 人 形で進める 材 不足その他の 理由に よ り非常に難しい.そのため 内 ,開発効率,使い 易さ,保守性に重きを置く. このた の にハードウェに 負担がかかってもやむをえない. ・生産部門の 標準機種として DEC. 社の VAX. 部の人材の再教育も 含めた適材適所的な 活用,覚部の コンサルタントやプロバラマ 一の活用等幅広く. シリー. 必要があ る. しかし. 考える. そのプロジェクトの 顔 とも い え. ズを採用する. これを機に本社・ 支店関係の主力機種. るような有能な " 有名人 " を何人か入れることが ,権. であ る IRM. 威付けの意味も 含めて大切であ る.. た VAX. 系とのインターフェースを 作成する.. ま. ・関連組織も 巻き込んだプロジェクト 運営方. 技術標準を策定する.. ・人材育成・. 技術蓄積の機会としても 活用する.. 法の策. Ⅰ-. 正. プロジェクトはプロジェクトメンバ 一だけで遂行出. b, 枠組み. 来るわけではなく. ,関連する既存組織も 巻き込んで進. ・国内 4 工場の扱ぅ全製品に 関わる原料,包装材料,. める必要があ. そのために連絡会の 開催,報告書の. 、ンステムの概略の. 範囲等であ る.. る・. 中間品及び製品についての 量と質に関する 情報を扱う. 配布等協力を 得るための方策を 考える,特に, システ. 金額に関する 情報及び蒸気, 水 ,電気等のユー ティリ. ムのユーザとなる 部門に対しては 充分な配慮が 必要で. ティは範囲 外 とする.. ある. ・データベースの 構築が主目的であ るが, これに関連 した生産管理業務,特にそのためのインプソ. ト. , アウ. 以上のことを 考慮して作られた SHIP の会社体制が 図 1 であ る.. プロジェクト.
(4) 60 (274). 横浜経営研究. SHIP. 第 4 号 (1991). 第Ⅲ 巻. (SHIP システム標準化連絡会. 務 周一 SSS. ). 文荷センター. SHIP. ・. K. (mlu奇 工場 ). SH (横浜工場. SHIP 委員会 : 委員長. ). P ,T. (東海工場 ). (九州工場 ). 生産部門担当常務. 生産技術部長、情報システム 部長、. 委員. 技術センター 長、 川崎工場長、. 事務局 : 事務局長 ォ. 文荷センター. 生産技術部 情報システム 部 川崎工場 横浜工場 東海工場 九州工場 図l. と. 横浜工場長、 東海工場長、 九州工場長、 事務局長 技術センタ一部長 部長、 副部長、 課長客 1 名 部長、 副部長客 1 部長 部長、 副部長客 1. 製造部長 製造部長 製 きき j ほ長. SHIP プロジェクト 体制. 関連部門長で 構成され, プロジェクトの 推進総括の. 役割を担った. 事務局は,事務局長,4 工場製造部長及び 関連部門 部長で構成され ,毎月 1 回事務局会議を 開催して, 重 要事項の審議,決定及び共有化を行 い ,実質的推進の 中心になった. 推准 部会 (部長会メンバ づ 務 局、 コンサルタント 実行テ チーム. リーダ. UA SA. ・. SE. 主力工場であ る川崎工場用 (SHIP-K) のシステム 開発をまず行い. ,これを他の3 工場でも共通に 使用で. きるように手直しして ,共通バージョンとした・この ために, SSS (SHIP システム標準化連絡会 ) をもう け,. 部長、. 事務局 実行チーム : : リーダ 副部長客 1 第三製造部長. UA. 第一製造部 第二製造部. ここに技術センター 及び 3 工場の代表が 集まって ,. 共通バージョンの 開発が行われた. SA. として川崎工場の 体制を図 2 に示す. .. SE. 工場長がプロジェクト 量になり,部長会メンバ一で. 推進部会を構成し. 図2. 工場の重点プロジェクトとして 全. 1. Ⅰ. 食品製造部. 2. 第三製造部. 部長. 企画管理室. 課長 1 、 他 1. 総務部. 各工場も,それぞれ工場毎の体制作りを 行った. 例. 課長 1 、 他 1. (兼 ). I. 企画管理室 3 技術センタ一言 果長 1 、 他 1. SHIP-K 体制. 場 的に進められた.. ユーザ各部から 代表として専任の UA (User Analyst) が選ばれて参加した・また 企画管理室およ び 技術センターから 専任の SA (SystemAnalyst). ンサルタントを 加えて週 1 回,連絡会を開いて検討 調 整を行った・プロバラミンバは 外部ソフトウェアハウ. SE. スに委. (System Engineer) が参加した 事務局と,実行チームのこれら UA,. SA. .. SE に コ. 青モ. した. 図 1 及び 2 をみると,前述の 3 つのことをほぼ 満足. @"". ""-"""". ""@.
(5) 生産部門統合情報システムの 構築 (飯田 する体制作りが 行われたことが 判る.. 裕). らないことは ,. (3) システム開発方法. て. 275. ナ. 61. あ る特定の一社の 製品に限定する 標準. 機種方式にするか ,それともその度短め ニーズに合っ. 今回は, 生産管理業務の 標準化とあ る程度の業務改. 善は含まれるものの ,基本的には既存業務機能を 前提 としたシステム 開発であ った. このような対象に 対し. たメーカの製品口を 採用するマルチヴェンダ 一方式にす るかの選択であ る. 標準機種方式の 欠点は,丁度その時のニーズに 合っ. ては,数多くの開発手法が市場に 供給されている. こ. た 機種がない場合があ るし. れらの中から A 社では, 川 X グループの提供する. る等のために 割高になる傾向があ ることであ ろう.. PRIDE. たコンピュータ 市場の動向に 疎くなる恐れもあ る.. また価格交渉 力 が弱くな ま. (Pro 熊 able Information by DeSign through phasedplanning&control) を選び。 これを自社に 合 うよ う に若干手を加えて A 社の標準方法 A-BOIS と. データコミュニケーションに 制約があ る, システム 担-. した.選定理由は ,世間での実績,評価が 比較的高く. 生 者は多くの機種に 通じなければならず 負担が増える ,. またユーザオリエントで 開発が行われること ,手順に 従って進めると 標準化された 成果物 (設計資料等 ) が. 解消するために 国際的な標準化の 努力がなされている. 出来上がってくること 等であ ろう.. が, まだ将来に期待する 部分が大きい.. この方法では ,開発業務を次の 9 つのフェーズに 分 け,各フェーズ毎に開発業務内容と , アウトプットで あ る成果物を定め ,. また各フェーズの 終了時点毎に ,. 経営管理者,利用部門代表者等によるレビューを. 入れ. てシステマティックに 進めるようになっている. フェーズ. 1. 、ンステム検討と. フェーズ. 2. 、. メンテナンスが 煩雑になる等であ る. これらの欠点を. 前にも述べたように. , A 社では生産部門では. 機種方式をとり ,標準機種として, DEC ンピュータ VAX. 標準. 社のミニコ. シリーズを採用することを 決めた.. 選定理由は , 同シリーズは 一貫した設計思想が 貫かれ ており, 分散システムに 向いている. DEC. 社以外で. 開発されたものも 含めてソフトウェアが 豊富であ る,. ンステム設計. A 社ではすでに 研究部門で VAX. を標準機種にしてい. サブシステム 設計. た 等であ る.. 4. 一. 1. 利用部門業務設計. 4. 一. 2. コンピュータ 業務設計. 仕様の決定に 際しては,開発効率と 使い易さを重視 して,ハードウェアの 能力には余裕を 持たせるように. フェーズ 3 フェーズ. 評価. 一方,マルチヴェンダ一方式の欠点は , 地 機種との. フェーズ 5 フェーズ 6. プロバラム言失言 十 コンピュータ 業務テスト. フェーズ 7. システムテスト. フェーズ 8. 、ンステム運用. フェーズ 9. 、ンステム監査. しかしそれでも ,後述するように最終的. には更にグレードアップされた 機種が導入された. 端末としては , OA 用のパーソナルコンピュータの. 標準機種として 既に各現場に 普及していた 日本電気 (株 ) 製の PC-98 が採用された ,. この方法は,相当に 有効であ り, ユ - ザと システム 開発担当者が 一体感をもって ,ユーザオリエントな、ン. ステムをシステマティックに 開発する事が 出来た. し かし A-BOIS. 配慮された.. の手順に従って 作業を進めれば 自然に. これらの決定は 概ね成功であ ったといえよう. 導入されたハードウェアの 一覧表を表 ] に示す.. (5) ネ、 LAN. ッ. トワーク. (Local Area Network). は, その伝送媒体か. 出来上がるというものではなく ,途中幾度となく 壁に. ら同軸ケーブル 方式と光ファイバーケーブル 方式に分. ぶち当り, その度に皆で 汗 と 知恵を出し合って 乗り越. けられる.. えて行った. この際有能なコンサルタントの 存在は貴. Elhernel が 漬 く使われており ,バス型CSMACD. 重であ った. この方法自体の 有効性の他に ,. 同軸ケーブル 方式では, ゼロックス社で 開発された. これを 全ネ牛の標準方. 式 LAN. の標準 IEEE802.. 方. 3 の基になっている.. 法にしたために 他 プロジェクトとの 意志疎通が容易に. 光ファイバーケーブル 方式は,比較的に日本でよく. なり, また各種資料が 標準化されるといったメリット. 使われており。 電磁気ノイズに 強 い ,伝送速度が速 い,. も. 生じた,. (4) ハードウェア ハードウェアの 選定にあ たって先ず決めなければな. ケーブル付設が 容易であ る等の特徴があ る. あ る程度 広域の LAN にも使われている. コンピュータメーカ の提供するものと , LAN. 専門の業者の 提供するもの.
(6) 62 (276). 横浜経営研究 表. 第Ⅲ 巻. 第 4 号 (1991). ハードウエア 一真表. Ⅰ. CPU (能力、 SHIP. ,K. SHIP-Y. SHIP. ・. ・. T. Q. (容量 ). VAX@ 8550 (6@VUPS , 48@MB). (622Mx8). PC-98 @ , 65 台. uVAX@ 3900. RA 82 xl 台. PC-98. (3.8@VUPS. SHIP. 端末. DISK. メモリー容量 ). RA@82x8@. 17 台. , 32@ MB). uVAX@ 3200 (2.8@VUPS , 16M). SMDIxl. VAX6320 (3.8x2VUPS. RA@82x4T@@ PC-98. 台. , 64@MB). 21 台. VAX@ 6320 (3.8x2VUPS , 64`B). RA82x4. ,@@. PC-98 28 台. とがあ る,. A 社では, VAX. 機 相互の接続には. Ethernet を採用. した. - 方 ,工場内には光ファイバーケーブルを 付設. し,工場内に 廣く 分散している PC 端末はこれを 経由 して, Ethernet に接続しているターミナルサーバ. (T/:5)につながるようにした・ 光ファイバーケーブル LAN RNET. (図 3 参照 ). としては,住友電工の. SUMINET を採用した.ネットワークはコンピュー タとは独立したものとしたいという 意識も働いたもの と思われる.. 事業所間通信は ,基本方針に従って全社 OA ネッ トワークであ る AJINET に連結して行われることに. ㏄ 11. なった. (6) ソフトウェア ソフトウェアの 需要と供給のギャップが 拡大し ,. ソ. フトウェア危機 (SoftwareCrjsis)が叫ばれている・ この対策として ,人材育成と生産性向上の 二つの面か らの取り組みがなされている.生産性向上の 面では標 準化,部品化と 再利用,プロトタイピンバ 法華の ソフ. SUMINET. トウェア工学の 進歩が期待される , FC. FC NSU. NSU. A 社でも限られた 人材を活用しての 開発を始めるに あ たって , 次のような方針が 決められた・. /@ / Ⅰ. ・. VAX. 準, VAX. 技術標準 (内容 :VAX-. 、ンステム開発標準, VAX. 運用標準, VAX 図3. LAN 構成因. ンステム環境設定標 共通機能, VAX. 技術情報 ) を作成し. これに準拠し. て 開発を進める. ・開発生産性及び 保守性向上のために 新しいソフトウ.
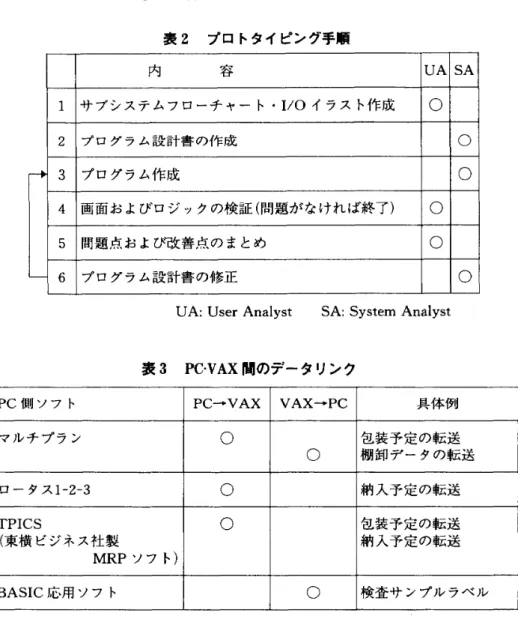
(7) 生産部門統合情報システムの 構築 エ ア工学の技術は. (飯田. 裕). (277) 63. 積極的に活用する. このためにハー. DTR. ドウェアに負担が 掛かってもやむをえない. ・プロバラミンバは 原則として外部のソフトウェアハ ウスに委託する. 以上の方針のもと ,いくつかの新しい試みが 実行さ れたので紹介する. a. 第四世代言語 (4GL). の採用. 開発のスピードと 生産性を上げるために 4GL 討を行った結果 DATATRlEVE. (DTR). の検. を選定した. 実際にこれで 開発を行った 結果,ほぼ期待した能力を 発揮してくれた・. ステップ 数. 比較的初心者にも @ 得容易であ った ィ. 図4. また,次に述べるプロトタイピンバ 法が効力を充分に 発揮するためにも ,開発スピードの速い DTK. は役に. たった. しかしその一方で ,応答速度遅れ及びリソース に CPU. と. I/0) 多 消費の問題が 生じた. DTR. (特 は. イ. ンタープリタ 型であ り, しかも起動時に 解読プロセス に入るため, 対話型システムの 場合適正規模は 500-800 ステップ (DTR. べース ) であ ると推定される. が ,今回はこれを大幅に上回ってしまった.. (図 4 参. 照 ) この問題に対処するため ,共通バ- ジ。 ン への変. 換時に,使用頻度の 高いプロバラムを COBOL. プロバラムステップ 数と応答時間 />肖 技 リソースの関係. で作. ターンを選択して ,予め決められた手順に従って 修正, 書き加えを行ってカストマイ ズし 作り上げるものであ る. スケルトン法は , COBOL. バッチ処理プロバラムの. 領域ではすでに 使われ始めていた ,今回はこれに改善 を加えて, リアル処理プロバラムにも 使用出来るよう にし更に DTR 用を作成して 実用した. これによって 次のような効果があ った.. ・仕様書作成の 効率化及び標準化. り替えた.. ・プロバラム 作成の効率化と 品質の画期的向上. b. プロトタイピンバ 法の導入. ・単体テストの 生産性向上. 情報システムの 開発に際しては ,ユーザと システム. 今回のように 比較的 執練 度の低いプロバラマーが 多. 開発担当者との 意志疎通という 難しい問題があ る. シ. 数 参加した大規模開発プロジェクトでは. ステムが出来上がってから ュ 一ザより「意図していた. となる技術であ った.. ものと違う」,「使いにくい」等のクレームが 出ること が多い・これを 避けるためにプロトタイピンバ 法が導 入された, これは,出来るだけ 早く実際の入出力端末 のプロトタイプ 画面を作成し. ユーザと システム開発. 担当者はこれを 見ながら検討,訂正,確認しあって い. く方法であ る.表2 の手順を踏んで 進められる.プロ グラムの作成,画面及びロジックの 検証,問題点及び 改善 点 のまとめ,プロバラム 設計書の修正の 手順を繰 り返すことにより. ,ユーザの要求に合ったものへと 仕. 一ポイント. (7) 既存システムとの 関係整備 今日,ほとんどの企業では,既にコンピュータが導 入されており. 日常の業務に 使用されている ,. これら既. 存の,個別にデータファイルを 持ったアプリケーショ ンシステムとの 関係整備は面倒であ ると同時に重要な 仕事であ る.新しい,データベースとネットワークを 中心としたアーキテクチャの 中にどの様に 組み込むか, またその移行のプロセスはどのようにしたらよいか. ,. 綿密な計画の 作成が必要であ る.. ひ inH.Bray は,移行は6 つのフェーズを 経て行わ. 上がって行く. c.. キ. スケルトン法の 活用. れる. しかし最終のフェーズ 即ちデータベース とネッ. スケルトン 法 とは,プロバラム 製造工程の標準化, 部品化とも いう べきものであ る,具体 りには,プロバ. 果たした企業はまだ 殆ど見あ たらないと述べている 6). ラミングのエキスパートがプロバラム 仕様書及びプロ. 実際の企業で 見られる移行の 経過は千差万別であ る.. 由. グラムの雛型を 予め複数パターン 作っておき,実際の プロバラム作成にあ たってはこれらの 中から適当な パ. トワークを中心にしたアーキテクチャに 完全に移行を. A 社においても 各工場毎に幾つかの 既存システム. が存在していた. これらを次の 2 種類に分けて 対応、を.
(8) 64 (278). 横浜経営研究. SA. O. 3. プロバラム作成. O. 4 画面およびロジックの 検証 (問題がなければ 終了 ). O. 5. 問題点および改善 点 のまとめ. O. 6. プロバラム設計書の 修正. O. PC.VAX. SA:System. PC--VAX. Ⅱソフト. AnaIyst. 曲のデータリンク. VAX-*PC. マルチプラン. 具体例 包装予定の転送 棚卸 データの転送. ロータス 1-2-3. O. 納入予定の転送. TPICS (東横 ビジネス社製 MRP. O. 包装予定の転送 納入予定の転送. BASIC. ソフト ). O. 応、 用ソフト. パーソナルコンピュータを 使用したが -ンステム. 、ンステムを開発中であ り,これも SHIP. ,ある程度以上の 大きさを持. った, ミニコンピュータを. 使用した 中 システム. ファイルをそのまま VAX. と連結して運. 用されるように 計画されている・ b. キシステム. 刀 、 -ンステム. パーソナルコンピュータ. との連結も検討されている. 天然調味料製造工程スケジューリングのエキスパート. ・各現場が , 主として内部管理用に 使用している , ・複数の課にまたがった. 検査サンプルラベル. この他に, Workstation. 検討した. a,. 作成. プロバラム設計書の 作成. 表3 倶. 7l @. O. 2. UA:UserAnaIyst. PC. ス ラ イ. I/. @. 一. ロ フ. ス シ フ サ. 1 十. プロトタイピンバ 手頂. 客月. 表2. 第 4 号 (1991). 第甜巻. 各アプリケーションシステム 毎に , 次の 3 つのうち. (PC) で作成したデータ へ 転送, また逆に VAX. で. 作成したデータファイルをそのまま PC へ 転送できる ようにソフトウェアを 開発した・ (表 3 参照 ) これに よって,現場の 内部管理用に 作られたデータがそのま まデータベースへの INPUT データとして 使われ, ま た VAX で処理されたデータベースのデータが 現場へ 送り返されて ,現場管理に利用できるようになった・ このようにして 小 システムは新しいアーキテクチャの 中に組み込まれることになった. のどの方法で 対 G するか検討された・ SHIP の中に当初から 取り込んで, SHIP の l サブ ・. 、ンステムとする. ・インターフェースを. えて SHIP. 開発しまた必要な 小改造を加. のデータベースとデータのやりとりが 出. 来るようにする.. SHIP プロジェクトとは 別 予算であ りまた完成時期 もずれるが, SHIP のサブシステムとして 組み込ま れるように,新しく 作り直す. SHIP の中に当初から 組み込まれたものの 例として.
(9) 生産部門統合情報システムの 構築 (飯田. 裕). (279) 65. は ,原料,包装材料及び 製品の検査・ 判定システムが. 思われる.. あ る. これは SHIP の重要なサブ 、ンスデム をなすべき. ダシップ,ボトムアップとしての 組織風土即ち 従業員 の発想,行動パターンが重要な要因であ ろう.現在生. ものであ るので,必要な改造を加えて ,組み込まれた 別 予算で , 新しく作り直すことになったものの 例と しては,医薬品のロット 管理システムがあ る・医薬品 の ロット管理には , A 社の他の製品. 口. 。 主として食料. トップダウンとしての 経営者の意識とリー. き生きと活動し 発展しているいわゆる 優良企業は,. の情報技術活用推進の 要因を充分に 持っているところ が 多く,企業の優劣の差はますます 開く方向にあ るよ. 品 ) とは異なった 管理方法が要求される. このため SHIP のデータとは 異なったデータ 構造, 運用になっ. うに思われる.. ていた.先ず, インターフェースによるデータ 交換の. 築を計画的に 着々と進めており ,. 可能性が検討されたが ,. 体化した事業部. 他 の問題点が多く. コード体系, データ構造その. 困難であ ることが 判,た. この結果,. データ交換がスムースに 行えるように ,新しく作り 直 した方がよいとの 結論になった , 新システムが 完成す. る迄は・若干のインターフェースの 開発と手作業でし め ぐことになった.. このようにして ,工場内のほとんどのシステムが SHIP に集約される 目処がついた.. こ. A 社は,会社統合情報システムアーキテクチャの また事業部戦略と. SIS の構築にも順次着手しており. 構 一. ,. 今後の更なる 活用が期待される.. (2) 工場レベル 工場の現場には ,既にFA (FactoryAutomation) (Process Automation Ⅰ用に, また事務部 門 には専務処理の 自動化用にコンピュータが 導入され または PA. ていることが 多い. ここに新しい 情報システムを 導入. してメリットを 上げるためには ,工場の管理,運営方. 法の改革活動と 連動していることが 望ましい.従来と. M. システムの効果,影響. ,情報システムの 効果,影響を次の 3 つのレベルに 分. 同じ運営,管理 -な 行っているのでは ,新しい情報シス テム は必要とされない. この改革活動と 連動した成功例としては , TP 賞を. 受賞した日本電気・ 大月工場の TP 活動があ る 8,. 全. けて考察する. ・会社レベル. 員参加の総合生産性向上を 指向した TOP. ,工場レベル. 生産情報システム. ・現場レベル. 果を納めている.. (1 ) 会社レベル. 活動と総合. ISS の構築を連動させて 見事な成. A 社の各工場では ,設備の信頼性向上と 組織の活. ステムアーキテクチャ 構築に関するものであ り, 会 社. 性化を目指した TPM (Tot"l P,odu 。tive M 、int。 nance), 多品種フレッシュ 供給対応の JIT (Justln. レベルでの活用を 論じることは 本稿の玉目的ではない. Ⅲ me). ン 今回のプロジェクトは ,生産部門ブロックの,情報、. ・. 等の活動が進んでおり. ,. これらに, SHIP. に. しかし会社レベルでの 活用は,情報システムに 携わる. よる計数値をもとにした 管理のサイクルアップが 加わ. 者にとっての 重大関心事であ るので,若干のコメント. って , 新しい運営,管理を行う体制が出来上がった・. を述べておきたい.. また生産管理業務の 標準化とデータベースの 共有化に. 最近の情報技術の 進歩はすさまじいものがあ り, こ れを活用すべき 人間の意識が 追いついていけない 状態 であ る・エネルギー 技術の進歩に ,. いち早く着目して. よる「見える 工場」の実現の 効呆も大きい. (3) 現場レベル 現場レベルの 効果は, その一つ一つは 小さなもので. 産業革命で先行した 英国が絶対優位にたったと 同様に. 情報技術を有効に 活用する事が ,今後の企業の優劣を. あ るが, それらの集合として ,組織風土に大きな影響. 決める 鍵 となるであ ろう.. る事による仕事への 関心度の向上,. 企業において ,情報技術の活用を促進または 阻害す る 要因は何か. 今後研究したいと 思っている. 高木ら. を与えることが 多い・その日の。 職場の実績がすぐ 判 コンピュータを 活. 用 して改善を行おうとする 意欲に対する 刺激等であ る A 社において SHIP. 導入によって 仕事がどのよう. は, SiS (戦略情報システム ) 構築の条件を「人間. に変わったかを 表 4 に示す, また現場の人たちが ,新. 軸」と「技術 軸 」の二つの軸から 分析している ". 筆. しいシステムをどのように 受け取っているか ,現場の. 者には, この中でも「人間軸」の 影響が大きいように. 声を紹介する..
(10) 横浜経営研究. 66 (280). 第 Ⅲ巻. (1991). 第4 号. 表4 主要業務 名. ょ 0 手計算により 算出し 作成していた.. し. てス. 受テ. 原料, 包材 共に SHIP. 人後ム ヘ. 寸 文︶ にし. っシ. 先な. 引し. 取虫. 役 達士 に調廃 書,は 図り票 指よ伝. (D) W検査・判定システム ) を使って. の料. 原料は FAQ. に IN.. が 謀経 ち 各部. 原料母材検査依頼. IBM. 大に 荷. 8. 原料は入荷伝票を 経理課. 要事大. 材 納入処理. に INPUT,. と原材料部へ・送付し各々が ACOS, PUT していた. ( ダブル INPUT). 場材. 取 @ よ. 立Ⅰ 卜. 料. 材. 原. ・ 送 -一 え一. し トⅠ. な部して、 材 (料. 子に. 廉頗 を依 泰人 完納. 人先 牽引. 頼 依 入. 料包材納. 原. 456. 音人後, 包 材は入荷伝票を 経理課 へ 送付し経理 課が ACOS. よる 表れ 定さ. 手書きの要人予定表を. 笑子 作成. : 月次日次生産包装予定表. 円さ. 原料母材音人予定作成. 新しい. 従来の仕事のやり 方 包が 産︵ 疋 生干 次入 口音 次れ. 3. SHIP-K の開発音人に 伴. 端末. 検査依頼登録. 包 材は手書きで 検査依頼書作成. 原料包材検査 (Q2). : 原料は FAQ. (D), 包材は 人問 系 に依存する業務. : 原料は FAQ. (a), 包材 SH. (D) の検査報告書で 結果確認. 検査結果 デ : 原料母材ともに 検査結果. であ った. 原料匂付検査結果確認 (製造 課 ). : 原料は であ った・ FAQ Q2. 包材は. 0. 原料包材使用可否判定. の手書報告書で. 結果確認、なしていた. ライン転送. : 該当業務なし. SHIP. 端末画面上で 使用 可. 適否データ,検査結果デ. ー. する. (管理課) 原料母材 荷櫛. 生産包装予定表より 手 計算により使用予定を 算出 し ロット別当は 人間系処理. 12. 製造・包装. 原料母材使用実績把握は 各課個別管理に 依 存 中間 品 製造実績把握は 各課個別管理に 依存. 13. 原料包材在庫管理. 各課個別管理に. : 使用する原料母材. の ロット. 指図される. 依存. 中間 品 製造実績把握は 各課個別管理に 依存. P/Lけのみ) はい つ. P/lロ パレット ) ラベルは物流 課 にて作成 (満 P/lL はいっ け 数は各課個別管理に 依存. バラ 玉 ,製品検査依頼 .FAQ. SHIP. べ化で す速ン が迅ィ タ且う 一で ン デ確ォ な正は. 確認し押. 栗 要務 石 は結. 製造 課 で判定結果を 人出庫登録事により 印後物流 課へ FAX. 剖判文. 物流倉庫入庫 (製造 課 ). れ ,検査受付番号付サンプ. ︵ 疋 に業 ︵ 疋︵正判. 8. デ ー銀葉. Ⅰ. 製品出荷可否判定. 日次包装予定を 確定する事. 査登 検庫 ,を 数入 量出 ,. 17. (D) を使って検査依頼登録・. 走に肝 判タに. 15. / P な成 でに 作 上様に. 製品. は 握は 数把ル @ 十,@ こべ つルラ. 14. 端末画面上に 合格 品. 確認入力する 事に ょ 0 人 庫. していた.. FAX. 受信した人出庫登録事により. 入庫予定を確認. していた.. レし. v 邦吉 を棚報 タ 0部 一よ械. 一部. 処 )理 は不統. Cト. 一 (%・. 有オ 依フ に ㍻ 杜 書 生口 処報 票卸 根棚. 有義 個定 場の 城詰 各月. 卸 棚. 30. @@ オ@ @@ 1@ トン. 処理は遅. 且不透明であ った.. の. く. スフ Ⅰ 一 口コオ. 不良品の処理は 各課個別に依存しており. 情報. 保留 品 処理. 留は. 23. 6を れ︵ 疋 さ子 行庫 発火 らり. (5 課 ). 口叩ロ叩 領一定 端︶ P ト 格留 登ワの 合保 時ル 五加 SH ソ 一 I 下文 目力 用. 物流倉庫入庫. 末 か によ は保. が発行される..
(11) 生産部門統合情報システムの 構築 (飯田 う. (281)@67. 裕). 仕事のやり方の 改善 仕 ・手のやり力. 今後の課題. 開発した機能・ 他 ケ考幸 @Ⅰ 動 自. @. よ. L,S. -OT. S. レシピ ー 展開機能.発注点在庫管理機能・. 発注ロット. まとめ機能等の 開発, (TPICS は市販, LOTUS SHIP-K による開発 ). : 計画系業務のシステム. を@ 頼 衣 人 -. 納入依頼件数毎に 納入依頼番号を 発 番 する機能 FAX 送信作業の省力化 取引先に対して 納入依頼内示書及び 納入依頼書を 発 7 (FAX-VAN の導入を検討中. IP によりシステム 化された. 古 ヒ色 機能 待機 発ム五. べ等 ︶ラ日. Ⅱン︵ 疋. へ 検査依頼登録. 等 能. 機ム耳. 一の ゲ行 同と発 をムの. とシ指 特達人 陳訴受. る す. T U. INP. HI 連P 動. Sで を@ン. へ 末 ゅ荻. 績イ 美う. 人ン. 受オ. 能機. ずる機能. 包材 検査予定表,検査チェックリスト ,検査集計表. の発行機能. 管理課 ヘ オン. 一タは 使用可否判定用に. (n ) との T/F 機能 (原料 ). 能 機 一た 下旺. 体. 代発 表行機能 機 一の 当 毎年 コ 与ノ @ト @ ツ能. 元化 管理機能 (GMP. ロ 。品 発行機 格. 台書. る. も. あ. 管 での. 埋湯 理管職. P管. で 正理. 上. d. 一 展開 千 )景投入 要ツ比機. 泌ェ Ⅱ. 数量が 荷揃 (原料投入 ) 指図書として. FAQ. ヒ言 ︵ シ揃 レホ何. 観カ 外人 のを 時果 人絹 黄舌 一 (Ⅱ タ定食 デ. 定 にを 確 ) 必認 要し な. 香 ト Ⅱ タ川 等 と. 一元. との l/F. 対応 ). 原料母材から 製品に至る迄のデータのロット. 単位で. 各種在庫照会機能 (原料母材 別 指定日 (未来 ) の予定在庫推定機能. 把握できるようになり. 照会も可能になった. L 単位に一元化管理され ,包装実績は. : C/S(. 。:,,e). 単位数と P/L 単位数の相互換算機能 を含む P/L ラベル作成機能. 端 P/L. つ /;. @ 可能になった. により検査依頼登録が. : N08. 自動的に行わ. に同じ @ 準ィ 標 の 務 業 常 円 てん )) トⅡ ) ト. 止 唾 暴ョ 等 レ ︶ の. 全クⅠ 登一 庵し 出ン. 能動じ 機移同. レ前 Ⅲ. れ, さ 小 表 自動. てし 製. 面れ 画さ 末送 蹴転. ル ラベル等が発行される. 庫君. 倉. 課リ. @. ス. ︵疋. 首 ヒ号 機 吐月ニ、 @ Ⅰ メ 常 巨 疋円 ﹂ @ プ. 一一. 臥ク・ ム巨 機マ ス転 レ逆 票付 帳日. に等. 手指 庫揃 入荷 で虜 の人 る れし さ 示了 完. 予. 製確. 選登 択美 録は庫ん. み︵ 疋 0千. 製品入荷予定リスト. ィ. @. ,新物入車データ. ヒヒ 機 首 理 能管 機付 携日 いし 準 ホ 百 丁一 の. @. ライ 口 @ン の連. フル 吉書 報と のⅠ. AC(. 子夏 古曲. 計 )算 棚卸. 践㍼. ロ で 上. /a .@ 回 № れ № は. りを 一 よタォ. Ⅰ@@ 免準4. オ成 0編 と再 務ト 業ツ ︵正ロ 判う. え -@ れ さ トⅠ. 準 標. は. 法. の. 理 処. れ,. そ. さ. 賛 し. 録た. のお 再 判定 再検 査 吾 用言. 機能. :プロセス管理 m計器. ).
(12) 横浜経営研究. 68 (282). 第 Ⅲ巻. 第 4 号 (1991). ・サンプルラベルの 手書き作業がなくなり ,負荷軽減, テクチャの構築方法とその 効果,影響について述べた ミス撲滅につながった.. 企業における 情報システムの 有効な活用の 推進方法. ・仕事の標準化,データ 分析の徹底によりデータの 一. 元管理がなされ ,転記業務がなくなり ,時間短縮とミ. 乃至要因については ,本稿では若干のコメントにとど めたが今後研究を 進めてみたいテーマであ. る・. ス軽減が実現している. ・検査・判定に. 必要な情報がオンライン 化され,判定. 部門では帳 票による照合や FAX 発信が不要になり ,. ぅ主. また製造部門では 判定予定日なども 端末画面で照合出. l) W.R. Synott 著 ,成田光彩訳 『戦略情報システ 利 日刊工業新聞社 80頁. 来る よう になった.従来電話連絡していた 手間も省け. 2)@ J , A ,. るようになった. ・製造 づ 包装 + 物流 課 入庫のリードタイムが 短縮され,. O , Brien , Computers@ in@ Business Management. lrwin P. 395 3) 稲垣 徹 ,「食品工業にみる CIM 構築への アプ ローチ」『化学装置 1990 年 6 月号 27-35 頁 4)@ O , H , Bray CIM The@Data@Management コ. その分現場の 倉庫繰りが楽になった・. V. むすび. 企業経営における ,情報システムの 重要,性は益々増大 している.これにともなって ,その基礎となる 新しい ,情報、 ンステムアーチテクチャの 構築が各企業で 盛んに 行われている・ 筆者が, A 社で参画した ,生産部門 共用データベース と ,情報通信ネットワークの 構築プロ ジェク. ト. の実例を通じて ,新しい情報、 ンステムアーキ. ・. ・. Strategy,DigitalPressP.77-98 5) 高木晴夫・小坂 武 STS, 経営革新を支える 情報 技術』 日本経済新聞社 194 頁 6) 0.H.Bray . 前掲 書 P 46-50 7) 高木・前掲 書 21 頁 他 8) 内田長点・宮崎義彦・ 塩島 勝 ,「知的情報システ ムの徹底利用と 人の活力高揚で QCD を革新」 JMA PRODUCTION MANAGEMEN 刊 O 。t. 1989 22-36 頁 『. 『. い いだ ゆたか横浜国立大学経営学部講 刑.
(13)
図
関連したドキュメント
1)まず、最初に共通グリッドインフラを構築し、その上にバイオ情報基盤と
INA新建築研究所( ●● ) : 御紹介にあずかりましたINA新建築研究所、 ●●
しかしながら、世の中には相当情報がはんらんしておりまして、中には怪しいような情 報もあります。先ほど芳住先生からお話があったのは
○菊地会長 ありがとうござ います。. 私も見ましたけれども、 黒沼先生の感想ど おり、授業科目と してはより分かり
優越的地位の濫用は︑契約の不完備性に関する問題であり︑契約の不完備性が情報の不完全性によると考えれば︑
大村 その場合に、なぜ成り立たなくなったのか ということ、つまりあの図式でいうと基本的には S1 という 場
基準の電力は,原則として次のいずれかを基準として各時間帯別
「今後の見通し」として定義する報告が含まれております。それらの報告はこ
