九州大学学術情報リポジトリ
Kyushu University Institutional Repository
フライス工具摩耗のインプロセス検出に関する研究
村田, 光昭
https://doi.org/10.15017/1398356
出版情報:Kyushu University, 2013, 博士(工学), 課程博士 バージョン:
権利関係:Fulltext available.
フライス工具摩耗のインプロセス検出に関する研究
九州大学 工学府 機械工学専攻 村田 光昭
平成 25 年度 博士論文
目次
第 1 章 緒論・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 1
1.1 研究の背景・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 1 1.2 工具摩耗検出法の現状と問題点・・・・・・・・・・・・・・・・・・・ 2 1.3 本研究の目的・・・・・・・・・・・・・・・・・・・・・・・・・・・ 4 1.4 本論文の構成・・・・・・・・・・・・・・・・・・・・・・・・・・・ 5
第 2 章 工具摩耗の進行に伴う工具・被削材熱起電力および熱電流の変動特性・・・ 7
2.1 は じ め に・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 7 2.2 熱起電力の測定法・・・・・・・・・・・・・・・・・・・・・・・・・ 9 2.3 実験方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 15 2.4 実験結果と考察・・・・・・・・・・・・・・・・・・・・・・・・・・ 19 2.4.1 工具・被削材間熱起電力の変動特性・・・・・・・・・・・・・ 19 2.4.2 工具・被削材間熱電流の変動特性・・・・・・・・・・・・・・ 23 2.5 まとめ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 31
第 3 章 工具摩耗の進行に伴う工具・被削材間接触面積変化ならびに
接触電気抵抗変化の検討・・・・・・・・・・・・・・・・・・・・・・ 32
3.1 はじめに・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 32
3.2 Holm
の接触理論による工具・被削材間接触電気抵抗の解析・・・・・・ 333.2.1 Holm
の接触理論・・・・・・・・・・・・・・・・・・・・・・ 333.2.2 CAD
モデルを用いた工具・被削材間接触面積変化解析・・・・・ 373.2.3 Holm
の接触理論による工具・被削材間接触電気抵抗変化・・・・ 393.3 切りくず流出による工具・被削材間接触面積への影響・・・・・・・・・ 41
3.4 工具・被削材間接触電気抵抗のインプロセス測定・・・・・・・・・・・ 48
3.4.1 工具・被削材間接触電気抵抗の測定原理・・・・・・・・・・・・ 48
3.4.2 工具・被削材間接触電気抵抗測定装置の開発・・・・・・・・・・ 49
3.4.3 工具摩耗実験と接触電気抵抗出力値の検討・・・・・・・・・・・ 62
3.5 考察・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 67
3.5.1 実験結果と理論値の比較・・・・・・・・・・・・・・・・・・・ 67
3.5.2 切削温度変化の影響・・・・・・・・・・・・・・・・・・・・・ 71
3.6 まとめ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 76
第4章 工具・被削材間接触電気抵抗測定による工具逃げ面摩耗
インプロセス検出の実用化への検討・・・・・・・・・・・・・・・・・ 78
4.1 はじめに・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 78 4.2 被削材絶縁除去の可能性の検討・・・・・・・・・・・・・・・・・・・ 79 4.2.1 目的・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 79 4.2.2 測定原理と測定装置の変更方法・・・・・・・・・・・・・・・・ 79 4.2.3 実験結果ならびに考察・・・・・・・・・・・・・・・・・・・・ 81 4.2.4 まとめ・・・・・・・・・・・・・・・・・・・・・・・・・・・ 85 4.3 切れ刃コーティング材質が工具・被削材間接触電気抵抗に及ぼす影響・・ 87 4.3.1 目的・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 87 4.3.2 コーティング膜の静的電気抵抗測定・・・・・・・・・・・・・・ 87 4.3.3 切削による摩耗実験結果と考察・・・・・・・・・・・・・・・・ 91 4.3.4 まとめ・・・・・・・・・・・・・・・・・・・・・・・・・・・ 96 4.4 工具・被削材間接触電気抵抗測定時間の短縮化・・・・・・・・・・・・ 97 4.4.1 目的・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 97
4.4.2 交流 4
端子法による工具・被削材間接触電気抵抗測定・・・・・・ 994.4.3 直流 2
端子法による工具・被削材間接触電気抵抗測定・・・・・ 1014.5 ま と め・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 111
第 5 章 結論・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 113
参 考 文 献・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 116 本研究に関する発表論文等・・・・・・・・・・・・・・・・・・・・・・・・・ 123 謝 辞・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 125
第 1 章 緒論
1.1 研究の背景
マシニングセンタを用いた
3
次元切削加工は,高効率かつ低コストの点から,今日の金 型製作の主流となっている.事例によると,従来の切削加工と放電加工を組み合わせた方 法でリードタイム19
日,機械占有時間367
時間を要した製品が,5軸加工マシニングセ ンタのみの加工では,リードタイム10
日,機械占有時間82
時間へと大きく削減できた との報告もある(1).金型等の複雑な形状加工を行う際の工具経路の作成は,近年のCAD/
CAM
技術の大幅な進歩と,NCソフトウェア,NCハードウェアと工作機械を動作させる ためのフィードバック制御技術の発展によって,非常に高度なレベルに達している(2).自 動化の基礎となる切削条件の選定,切削加工中の状態監視に関しては,CAPP等のソフト ウェアやデータベースの整備などの努力が続けられている(3).しかし,技術者・技能者の 経験や知識に頼っている面が非常に大きい(4).このような状態の中で,工具摩耗の検出に ついても,タッチセンサによる工具摩耗補正等が実用化され,加工寸法精度の維持等に役 立っているが,工具摩耗自体を検出するには問題もある.結果として,現状の工具摩耗 の検出は,技術者や機械オペレータに依存することとなる.筆者は,福岡県内の筑豊地 区から北九州地区にある金型加工企業や切削加工企業,約30
社に対し,切削中の工具摩 耗監視をどのように行っているか調査した.その結果,機械が発する異常振動や音など をオペレータが自身の五感を頼りに行っている企業がほとんどであった.一部企業では,微細な仕上げ行程において,オペレータの感覚と経験による工具状態の監視が行えない との理由から,加工開始前に必ず工具を新品に交換してから加工を行う企業もあった.
工具交換時期の決定方法としては,現状では,工具寿命曲線や加工条件等を考慮して の工具実切削時間や加工個数を決定し,設定値に達すれば工具を交換するなどの方法を 用いて,工具に異常が生じないような方法が取られている.しかし,このような方法でも,
実際は工具や被削材等によって寿命の傾向や時間には大きな差とばらつきがある.また,
それらをデータベース化し,管理・運用するためには,条件の組み合わせによって定ま る膨大なデータ量を取り扱う必要がある.
金型製作では,加工形状が複雑になると,仕上げ加工に要する時間が非常に長くなり,
場合によっては十数時間の加工時間が必要となる.その間,常にオペレータが機械に張 り付いて切削状態を監視することは実質不可能である.また,金型仕上げにおける加工 形態は,高回転,高送り速度,微小切り込みが主流となっているため,工具摩耗の進行
や寿命判断をこれまでオペレータが行っていた音や振動,いわゆる五感を用いた経験値 に頼ることが大変難しくなっている.しかしながら,加工中に切削工具の損耗が起こると,
加工完了後の金型研磨工程に大きく影響を及ぼすため,金型メーカにとって,仕上げ加工 中の長時間におよぶ切削工具の状態監視をどのように行うかが課題となっている.そこ で,工作機械による加工の完全自動化,完全無人運転化を進める上で考慮すべき技術の
1
つとして,工具摩耗の検出は重要なファクタとなってくる.特に,切削行程中,すなわ ちインプロセスでの工具摩耗検出は,非常に重要な技術である.1.2 工具摩耗検出法の現状と問題点
工具摩耗の検出に関する研究は,これまで様々な方法が検討されている(5).そして,そ れらは,専門書としても纏められている(6).アコースティック・エミッション
(AE)
を用 いるモニタリング法では,AE信号を検出し易いドリル工具の折損検知(7)~(9)や切削工具 の欠損検知(10)~(12)などが多く報告されている.工具摩耗検出に関しては,旋削加工にお ける工具摩耗検出への応用が報告されており(13)(14),AE信号を処理することで,切り込み
0.5mm
という比較的小さな切り込み領域でも工具摩耗との対応が取れている.しかし,せん断角の違いに対しての依存性が大きいことも合わせて報告されている.断続切削下 においては,AEを用いた工具の損耗検出が報告されているが(15)~(17),切れ刃が被削材に 喰い込む際や切りくずの衝撃による
AE
信号と,損耗によるAE
信号を区別するための処 理が必要である.切削動力や切削分力比を用いる方法(18)~(27)では,切り込みが1mm
以上 の比較的大きな切り込み領域で逃げ面摩耗幅との対応が取れている.機械本体もしくは 工具ホルダにセンサを取り付けてモニタリングする方法として他に,加速度センサを用い て加速度信号をモニタリングする方法(28)(29)が報告されているが,文献(30)によると,断続 切削では,切れ刃が被削材に喰い込む際の加速度信号と損耗によって生じる加速度信号 を分離することが困難であるとの報告がある.それぞれ単体センサでのモニタリングの 欠点を補うことを目的として,複数のセンサを組み合わせたモニタリング法も報告され ている.例えば,切削力と同時に加速度信号を測定し工具摩耗を検出する方法(31)や切削 力および加速度,工具と被削材の相対変位を同時に測定することで工具損傷を認識する 方法(32),AE信号と切削力およびスピンドルモータの消費電流を監視し,それらの信号を ニューラルネットワークによって処理する方法(33)などである.これら機械本体もしくは 工具ホルダにセンサを取り付けての検出方法は,弾性波や切削力など工具摩耗とは別の 物理現象を介した間接的な検出方法である.したがって,損耗とこれらの物理現象とを 関連づけるために複雑な物理モデルやアルゴリズムが要求される.また,間接測定法では,信号処理システムの負担が大きくなる上に,加工機械ごとにセンサ取り付け位置の調整
や,実験によるパラメータ調整が必要であるなど実用上問題がある.その他,物理現象 変化を用いた工具摩耗の検出法として,熱流束センサを用いた方法(34)(35),工作機械の電 力変化を用いた方法(36)~(39),切削音をモニタリングする方法(40)~(44),工具ホルダ後方か ら超音波を発信し,反射の遅れ時間から工具摩耗を検出する方法(45)などがある.
切削工具の切れ刃自体にセンサを取り付け,工具摩耗検出を行う方法(46)~(49)が検討さ れている.これらは,工具の逃げ面に薄膜センサを貼り付け,その電気抵抗を監視するこ とで,逃げ面摩耗による工具寿命を検出する方法である.これらの方法は,センサの電 気抵抗変化を監視するために,逃げ面に貼り付けたセンサに直接導線を接続して,電流 を流す必要がある.そのため,検討されている方法のほとんどが旋削加工によるもので ある.また,薄膜に電流を流すため,チップ全体もしくは薄膜を貼り付ける逃げ面部が 絶縁されている必要がある.断続切削においては,渦電流を用いることで,回転工具に 対してワイヤレスで測定を可能にした報告(50)がある.これらの方法は,薄膜抵抗が工具 摩耗によって物理的に切断されるので,工具寿命の検出という点においては,確実である.
しかし,切れ刃にセンサを貼り付け,工具ホルダに穴を開けて導線で接続しなくてはな らないため,実用的ではない.
工具の監視にカメラやレーザセンサを使用した画像計測による方法(51)~(57)では,工具 の摩耗幅を非常に精度良く監視することが可能である.反面,画像処理に複雑な計算が 必要となる.特に,切削中の監視では,切削液の影響や切りくずの影響が測定画像デー タに入り込むため,後処理によってこれらの影響を除去する必要がある.レーザセンサ を用いた方法(58)では,切削中のエンドミルの損耗状態を非常に精度良く測定することが できているが,実測定時間に
40
秒の時間を要している.また,これらの方法は,工具と 被削材の位置関係ならびに切削形態によっては,被削材が測定用の光路を遮ってしまい モニタリングできなくなってしまう可能性がある.実際の工具摩耗を検出する方法ではなく,切削時間や切削距離に対する摩耗量の予測に ついても様々な方法が検討されている.予測の手法としては,
VT
線図を拡張したもの(59), ニューラルネットワークを応用した方法(60)(61),Boundary-Map
形状モデルを用いた手法(62),FEM
解析による刃先温度予測を組み合わせた方法(63)などである.これらの予測技術によっ て,工具が寿命を迎える前に工具交換を行うタイミングをあらかじめ知ることができる.また,予測によって工具の寿命を延ばす切削条件を得ることも可能となっている.しかし,
予測による方法では,工具の欠損や,切れ刃や被削材材質のばらつきによって生じる摩耗 量のばらつきに対応することが難しい.また,報告されているほとんどの方法で,摩耗 量を予測するために,実際の切削実験による何かしらの実測値を必要としている.これは,
すなわち,より正確な予測を行うためには,非常に多大となる切削条件,被削材材質な らびに工具材質の組み合わせによるアウトプットをデータベースとして持っておく必要
がある.
以上をまとめると,損耗の進行をそれに起因する物理現象の変化からモニタリングす る方法では,切り込み量が比較的大きな切削条件に対して有効であることがわかる.ま た,連続切削の場合,定常切削時間が非常に長いため,インプロセスでのモニタリングは,
比較的容易である.それに比べて断続切削では,各切れ刃の定常切削時間が短く,かつ,
切れ刃と被削材の喰い込み,離脱が続けて起こるため,インプロセスでのモニタリングが 難しくなっている.工具刃先を直接モニタリングする方法の場合,フライス加工やエン ドミル加工などの回転工具のモニタリングでは,加工中は工具が回転しているため,非 接触式でのモニタリングが必須となる.したがって,画像計測が有効的であるが,計測 後の画像処理が非常に複雑となってしまい,それに伴って,判定時間も長くなってしまう.
1.3 本研究の目的
1.2節より,断続切削での仕上げ加工における工具摩耗のインプロセス検出に関しては,
決定的な方法が確立されていないことがわかった.また,その他の条件での検出方法も 実験室レベルでの環境下におけるものがほとんどである.実際の加工環境での工具摩耗 のインプロセス検出を考えると,切りくず,切削液,他工作機械からの電気的なノイズ や振動などが,加工現場でのモニタリングをさらに難しくする要因となる.現場での加 工状態モニタリングに求められる基本事項として次のことが考えられる.
・高感度・高精度・高
S/N
比 ・高信頼性・シンプルかつ安価 ・加工作業を妨げない
工具摩耗検出は,切れ刃先端のコンマ数ミリの変化を監視しなくてはならない.この微小 な工具形状変化を先に述べた外乱を含む環境の中から的確に検出できる必要がある.ま た,構造がシンプルで経年変化がなく,かつ特性が安定している必要がある.特に工具 摩耗測定のために高額かつ複雑な測定系を工作機械に組み込むと,故障による保守が必 要となった際,修理費用が高額となるだけではなく,長時間工作機械の稼働を停止しな くてはならなくなり,企業にとって大きな損害となってしまう.現場の加工では,生産 性が第一となるため,工具摩耗の自動監視は,脇役的な存在である.当然,工具を監視 するために工作機械に設置したセンサやカメラが,加工作業に干渉してしまってはなら ない.
そこで本研究では,以上のことを踏まえつつ,断続切削を特徴とする正面フライス工
具を用いて,工具摩耗のインプロセスでの検出方法の検討を行った.センサ信号は,切 削情報を直接取り出すことのできる工具と被削材の間に生じる熱起電力,熱電流をセン サ情報として用いた.これらは,工具と被削材自身がセンサとなるために,特別なセン サを設置する必要が無いという大きなメリットがある.それに加えて,熱起電力の変動 成分には,切りくず処理状態情報,工具・被削材間のびびり情報,そして切削中に生じ る切りくずのせん断周波数情報等の切削現象に関する様々な情報が含まれていることが 判明している(64)~(66).それらに加え,断続切削での仕上げ加工における工具摩耗のイン プロセス検出の手法として,工具逃げ面摩耗が進行した際の工具・被削材間の接触面積 変化についても着目した.この接触面積の変化は,工具・被削材間の接触電気抵抗の変 化をもたらすものと仮定し,正面フライス工具を用いた断続切削での工具・被削材間接 触電気抵抗変化と工具逃げ面摩耗の進行との対応を検討した.
1.4 本論文の構成
本論文は,図
1-1
に示すように5
つの章から構成されており,各章に関しては,それぞ れ以下に示す内容となっている.第
1
章は,本研究を行うにあたっての背景と現在の工作機械の自動化に伴う問題点,現 状の工具摩耗検出法とその問題点と本研究の必要性,ならびに本論文の構成について述 べている.第
2
章では,工具摩耗の進行に伴う工具被削材間熱起電力および熱電流の変動特性を テーマとして,実験を行うために必要なシステム構成と熱起電力波形および熱電流波形 の測定方法について検討を行っている.また,測定装置によって得られる熱起電力波形 および熱電流波形が,工具摩耗の進行によってどのような波形変化が観察できるかにつ いて検討を行っている.そして,逃げ面摩耗の進行に伴うこれら波形の変化の原因につ いて考察を行う.第
3
章では,工具摩耗の進行に伴う工具・被削材間接触面積変化ならびに接触電気抵 抗の変化の検討をテーマとして,第2
章で観察された波形変化から推定された工具・被 削材間接触電気抵抗の変化をHolm
の接触理論を用いて検討を行う.また,理論による推 定を実証するために,オームの法則を測定原理とした工具・被削材間接触電気抵抗をイ ンプロセスで測定する装置を開発し,逃げ面摩耗幅と接触電気抵抗の関係についての検 討を行っている.Holmの接触理論による理論値と開発した測定装置による測定値とを比 較し,工具・被削材間接触電気抵抗変化の測定が,工具摩耗のインプロセス検出法とし て妥当かどうかについて検討を行っている.第
4
章では,工具・被削材間接触電気抵抗測定による工具逃げ面摩耗インプロセス検 出の実用化への検討をテーマとして,第3
章で測定を行った工具・被削材間接触電気抵 抗測定を実加工に応用するための検討を行っている.第3
章での測定方法を実用化する にあたっては,被削材絶縁の問題,工具コーティング材質の問題,そして測定時間の問 題が挙げられる.これらの問題点についてそれぞれ検討を行っている.また,工具・被 削材間接触電気抵抗をより高速に測定できる装置を開発し,この装置の有効性について も検討を行っている.第
5
章では,本論文の総合的なまとめと今後の課題について述べている.第1章 緒論
・本研究の背景と目的
・切削加工工具損耗検出の現状と問題点
第2章 工具摩耗の進行に伴う工具・被削材間熱起電力および熱電流の変動特性
・測定装置の構築ならびに熱起電力・熱電流の測定方法
・逃げ面摩耗進行と各波形変化の対応
・各波形変化発生の原因考察
第3章 工具摩耗の進行に伴う工具・被削材間接触面積変化 ならびに接触電気抵抗変化の検討
・Holmの接触理論による工具・被削材間接触電気抵抗の推定
・オームの法則を利用した工具・被削材間接触電気抵抗測定装置の開発
・測定データによる工具摩耗のインプロセス検出の可能性の検討
第4章 工具・被削材間接触電気抵抗測定による工具逃げ面摩耗インプロセス検出 の実用化への検討
・被削材絶縁除去の可能性の検討
・切れ刃コーティングの影響
・ボールエンドミルによる3次元加工に対応するための高速検出装置の開発
第5章 結論
・本研究の結論
・今後の課題
Fig.1-1 Composition of thesis
第 2 章
工具摩耗の進行に伴う工具・被削材熱起電力および熱電流の変動特性
2.1 はじめに
工具と被削材そのものをセンサとして使用することができる工具・被削材間熱起電力 は,切削現象付近に最も近く,かつ様々な情報を含んでいる.したがって,工具摩耗の進 行に伴う何らかの情報もこのセンサ信号の中に含まれていると考えられる.そこで,工具 逃げ面摩耗が進行してくると,熱起電力波形に影響を及ぼすと考えられるパラメータが,
どのように変化するかを二次元切削モデルを用いて考察した.
図
2-1
に新品工具における二次元切削と逃げ面摩耗の進行した工具における二次元切削 モデルによる,工具が被削材への喰い付き時,定常切削時,および離脱時の様子を示す.この図から考えられることは,まず,喰い付き時の接触部分の違いがある.新品工具では,
工具が被削材に喰い付いた時点から離脱するまでの間,基本的にはすくい面のみの接触 である.それに対して,逃げ面摩耗の進行した工具では,まず,喰い付き時はすくい面 が接触し,つぎに徐々に逃げ面摩耗部の接触が始まる.定常切削時は,常にすくい面と 逃げ面摩耗部の接触による切削が行われる.そして,離脱時は,すくい面が離脱した後に,
逃げ面摩耗部のみの接触となる.
以上より,逃げ面摩耗により影響を受けると推定できる熱起電力に関係するパラメー タには,
1.
工具・被削材間の接触面積2.
工具切れ刃の喰い付き時における熱起電力3.
切れ刃離脱時の工具逃げ面のみの接触時間4.
工具・被削材間の接触電気抵抗値が考えられる.
そこで,この章では,工具摩耗の進行に伴い,上記
1~4
のパラメータがどのような変 化を生じるかについて検討した.Cutting edge
Workpiece
Start of cutting
Cutting edge
Workpiece
Regular cutting End of cutting
Direction of cutting
Direction of cutting
Fig. 2-1 Conceptual diagramelation between apparent contact area and real contact area (b) Worn cutting edge with flank wear
(a) New cutting edge
Start of cutting Regular cutting End of cutting
2.2 熱起電力の測定法
図
2-2
に示すように,2種類の金属を接触させ温度差を与えると,起電力が生じる.こ の起電力を熱起電力という.熱起電力の大きさは,2種類の金属の材質と両接点の温度差 によってのみ決定されるものであり,形状や大きさには無関係である.したがって,金 属の種類と片側の接点温度が判っていれば,他方の接点温度を知ることができる.以上 が1821
年,ドイツの物理学者,トーマス・ゼーベックによって発見されたゼーベック効 果を用いた熱電対による温度測定法(67)である.なお,図2-2
中のRV
は,電圧計の内部 抵抗である.RVは通常1
~10GΩと大変大きな抵抗値であるため,電圧計を接続するこ
とで,閉ループ回路に電流が流れることはない.V
Metal A
Metal B
Hot Junction Cold Junction
Thermo-electromotive force
RV
Fig. 2-2 Basis of Thermocouple
この熱電対の原理を切削に応用すると,工具と被削材を異種金属に選び切削を行えば,
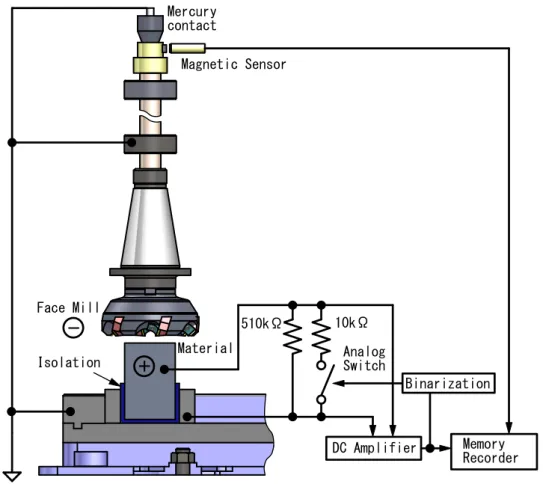
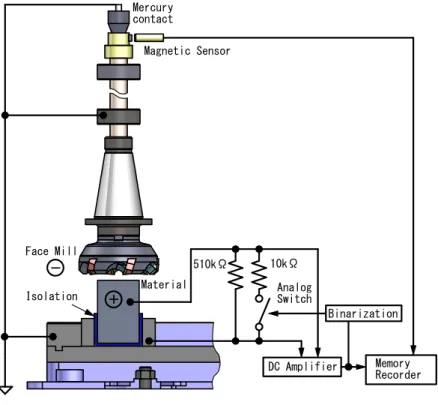
工具と被削材の接触により温度差が生じ,熱起電力が発生することになる.切削加工に おいて熱起電力を得るためには,図
2-3
で示すように,被削材側と工具側の電極の取り出 し方について考慮をする必要がある.実験では,工具材質に超硬(UX30, P30
種相当),被
削材にはS45C
を使用する.これらを用いた場合,工具と被削材の極性関係は,被削材が プラス電極,工具がマイナス電極となる.フライス盤本体はアースがとってあるために,被削材をバイスにそのまま固定をすると,工具と被削材は短絡状態となる.したがって,
被削材をプラス電極とし,フライス盤本体をグランド電位とするために,バイスと被削 材の間に絶縁物を挟み,絶縁状態とした.フライス盤本体をグランド電位とすることで,
センサ部である加工点周辺がグランド電位で覆われることとなり,外部からのノイズの 進入を抑制することができる(68).ここで使用した絶縁物は,0.3mm厚のポリプロピレン
シートを用いた.ポリプロピレンは絶縁性のポリマーで,電気抵抗率は
10
14Ωm以上と非 常に高い絶縁性を示す.また,圧縮強さは,3.8~5.6kgf・mm
2であるため,通常,人がバ イスに被削材を固定する程度の圧力には,十分に耐える強度を持っている.熱起電力は,一般に数
mV
~数十mV
と微弱な電圧である.また,この中に含まれる変 動成分は直流成分の10%
以下が一般的である.工具・被削材間熱起電力をセンサ信号と して工具摩耗幅との対応を検討する場合,交流成分の変動も考慮する必要がある.ここ で問題となるのが,回転軸からの信号の取出方法である.回転軸は,回転停止時は軸と 軸を保持してる軸受けや主軸駆動用の歯車などにより金属接触をしている.したがって,主軸停止時の主軸と機械本体は短絡状態となっている.主軸が回転を行うと軸受けの油 膜や歯車間の油膜などの影響により,主軸と機械本体の間にはインピーダンスが生じる ようになる.このインピーダンスは主軸の回転速度に応じて変化をするため,機械本体 から熱起電力を取り出すと,主軸の回転速度によって,熱起電力自体が変化をしてしまう.
したがって,回転する主軸から直接信号成分を取り出す必要がある.回転軸から電気信 Mercury
contact
Isolation
Magnetic Sensor
Face Mill
+
Material-
Analog Switch
Memory Recorder DC Amplifier
510kΩ 10kΩ
Binarization
Fig. 2-3 Block diagram of Tool-work thermo-electromotive force measurement system
号を取り出すための手段として,一般的にはスリップリングがあるが,スリップリングは,
その構造自体が金属同士の接触によるものであるため,この金属の回転接触による熱に よって熱起電力が発生してしまう.そこで縦型回転水銀接点を介して検出回路を構成し た.これにより,測定回路の
S/N
比を高く保つことが可能となり,主軸の回転や主軸駆 動用歯車の接触抵抗の変化によるインピーダンス等の変化を抑えることができる.使用 した縦型回転水銀接点は,メルコタック社製105
を用いた.この水銀接点の諸元を表2-1
に,形状寸法および外観を図2-4
に示す.この水銀接点を自作した真鍮製のカプラに半田 付けで接合し,カプラをNC
フライス盤の主軸ドローイングボルトにねじ込むことで,工 作機械主軸への取り付けを行った.水銀接点出力端と工作機械本体の接続は,10ゲージ のシリコンケーブルを用いた.水銀接点カプラとドローイングボルトの接続が,ねじ込み による接続のため,取り付けの際に必ず両者の間に回転中心のずれが生じる.通常のリー ド線で接続を行うと,回転中心のずれによって生じる主軸回転中の振動によって,リード 線に疲労破壊が起き,すぐに破断されてしまう.接続にシリコンケーブルを用いることで,ケーブルが振動を吸収するため,疲労破壊に対する耐性が向上する.真鍮製のカプラには,
円筒面に
1
カ所,鉄片が埋め込まれている.磁気を用いた近接センサを埋め込まれた鉄片Model 105 Amp Rating
@240VAC 4A
Max Frequency 200MHz
Contact Resistance <1mΩ
Max RPM 7500
Rotation Torque <10gm・cm Table 2-1 Specification of rotary mercury contact
Fig. 2-4 Rotary mercury contact
に反応するように取り付けることで,主軸
1
回転に1
パルスの出力が発生するようにした.この信号によって,複数切れ刃のうち,どの切れ刃の切削によって得られた信号かを判 断することが可能となる.本装置で用いた縦型回転水銀接点と近接センサを
NC
フライス 盤へ取り付けた際の写真を図2-5
に示す.Fig. 2-5 Mounting instruction of rotary mercury contact
工具と被削材により生じた熱起電力は,被削材端面と水銀接点上部から取り出される.
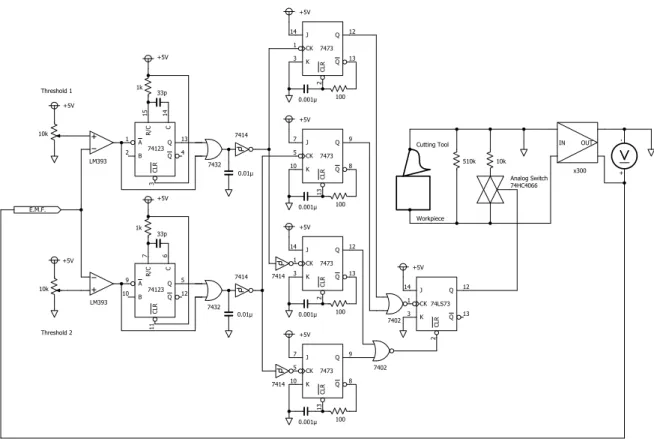
取り出された熱起電力は直流増幅器に入力される.工具と被削材が接触をしていない間 は,回路が構成されずにオープン状態となる.このようなオープン回路状態では,回路 全体がアンテナとなって,電源ノイズや高周波ノイズが増幅されることになる.そこで,
図
2-6(a)
に示すアナログスイッチ回路により,測定回路の終端抵抗を自動的に切り換えることで,回路のインピーダンスの増大を抑え,かつ,回路全体の応答速度を下げること なしにノイズの除去を行った.すなわち,測定回路がオープン状態の時は,終端抵抗値
を
10kΩとしてノイズの進入を抑えた.工具が被削材に接触すると,熱起電力が発生する.
このとき,図
2-6(b)
のように300
倍に増幅された熱起電力に対して,回路上のコンパレー タ1のスレッショルドレベル(0.4V)
まで熱起電力が立ち上がると,アナログスイッチに よって終端抵抗が510kΩに切り換えられる.そして,1
枚の切れ刃が切削を終えて,熱 起電力が立ち下がり,コンパレータ2
のスレッショルドレベル(1.5V)
以下になると,終 端抵抗は再び10kΩ切り換わる.このとき,アナログスイッチの切り換えにかかる時間は
600ns(Max),スイッチングに伴うリーク電流は 5nA(Max)
であるため,熱起電力波形自体への影響は無視できるものであると考えられる.ここで,測定回路の終端抵抗に
510kΩ
の抵抗を用いた理由は,これ以上大きな抵抗では,スパイクノイズが無視できなくなる ためである.Threshold 1
Threshold 2
Analog Switch 74HC4066 Cutting Tool
Workpiece +5V
33p
+5V
33p
R/C15 C14
1 A 2 B
CLR3
Q 13 Q 4 74123
R/C7 C6
9 A 10 B
CLR11
Q 5 Q 12 74123
0.01μ 0.01μ
100 +5V
0.001μ
100 +5V
0.001μ
100 +5V
0.001μ
100 +5V
0.001μ
+5V +5V
10k
+5V
10k
510k 10k
OUT IN
x300
7402
+-
7402 1 CK
14 J
3 K
CLR2
Q 13 Q 12 7473
14 J 1 CK 3 K
Q 12
Q 13
CLR2
7473 7414
7414 7 J
10 K 5 CK
CLR13
Q 8 Q 9 7473 7 J 5 CK
10 K Q 8
Q 9
CLR13
7473
14 J 1 CK 3 K
Q 12
Q 13
CLR2
74LS73 7414
7414 7432
LM393 7432 LM393
1k
1k E.M.F.
(a) Circuit schematic
3.5 3.0 2.5 2.0 1.5 1.0 0.5 0
Amplified E.M.F. V
18 16 14 12 10 8 6 4 2 0 -2
Time ms10
-3Falling threshold level 2
Rising threshold level 1 0.4V
1.5V
Fig. 2-6 Automatic terminater resistance switching circuit
(b) Threshold level of switching point
直流増幅器によって
300
倍に増幅された熱起電力は,主軸1
回転で1
パルスを出力す る近接センサ信号と共に,メモリレコーダに入力される.メモリレコーダに入力された 波形は,メモリレコーダに内蔵されているA/D
コンバータによってA/D
変換されたのち にメモリレコーダに記録される.また,工具摩耗状態の観察にはCCD
マイクロスコープ を用いた.実験で用いた主な測定装置の諸元は以下の通りである.直流増幅器 : 周波数特性 DC~10kHz
入力インピーダンス 10MΩ以上
メモリレコーダ : 周波数特性 DC~50kHz -3dB
A/D
変換サンプリング周波数 500kHzCCD
マイクロスコープ : 倍率 30倍ところで,本実験では,測定回路のインピーダンスを大きくして,測定回路の周波数特 性を良くする方向で被削材側をバイスと電気的に絶縁して用いた.しかし,先にも述べ たように,主軸は停止状態では機械本体と短絡状態であるが,回転すると軸受けや潤滑 油の影響で数十Ωから数百Ωの電気抵抗を持つようになる.このため,主軸端の水銀接 点からの出力を機械本体から絶縁し,測定回路の極性を逆にして測定を行えば,波形の 正負は逆になるが,被削材を電気的に絶縁しなくても,同一の波形が記録できると考える.
この方法の方が,実験は容易であるが,周波数特性が現時点では保証できず,かつ外部 からのノイズの進入も大きくなる可能性があるので,あえて被削材を絶縁する方法を選 んだ.被削材絶縁と被削材短絡での違いは,第
4
章で詳しく検討する.2.3 実験方法
実際の切削において,工具摩耗の進行に伴う熱起電力の変化にどのような特徴が見られ るかを検討した.正面フライス工具における切削は,一般的に多刃による断続切削である.
したがって正面フライス工具での切削プロセスは,必ず切削開始直後は図
2-7
に示すよう に1
枚刃による切削から,被削材もしくは工具の移動によって2
枚,3枚の切れ刃での同 時切削が行われるようになってくる.図2-8
に同時切削刃数の違いによる熱起電力波形を 示す.図2-8(a)
は切削している切れ刃が1
枚の状態での熱起電力波形,図2-8(b)
は2
枚の 切れ刃が同時に切削している状態での熱起電力波形である.複数の切れ刃が同時に切削 を行っている状態で出力される熱起電力波形は,図2-8(b)
のように各切れ刃から出力さ れる熱起電力が合成された波形が出力される.合成熱起電力を監視しても,その波形から,どの切れ刃が損耗しているのかを判断することは難しい.したがって,正面フライスに よる加工開始から複数の切れ刃による切削に移るまでの間,すなわち,図
2-8(a)
のような,個々の切れ刃が
1
枚のみで被削材を切削している間の熱起電力を監視することとした.正面フライス工具による切削では,削り方向は一般的に
1
枚の切れ刃が切削行程中にUp-Cut
とDown-Cut
を交互に行うような切削である.このような削り方向をCenter-Cut
と する.本実験で用いる削り方向および被削材位値を図2-9
に示す.図2-9(a)
はCenter-Cut,
Workpiece
Rotation
Direction of tool movement
Cutting with one cutting edge Cutting with
two cutting edges Cutting with
three cutting edges
Fig. 2-7 Change in the number of cutting edge at a time
図
2-9(b)
はDown-Cut,図 2-9(c)
はUp-Cut
である.Center-Cutは切削開始状態ではUp-
Cut,工具が被削材から離脱する状態では Down-Cut
と同様の状態である.また,Center-Cut
では,切削開始から1
枚の切れ刃のみで切削を行っている時間がかなり短くなる.こ れは,計算によるとUp-Cut,Down-Cut
で送り量0.1mm/edge
の場合,主軸回転数で表現 すると切削開始から約42
回転の間1
枚の切れ刃のみでの切削が行われることになる.こ れに対して正面Cut
の場合では,約12
回転の間のみとなる.また,Center-Cutでは工具 と被削材の位置関係によって切れ刃のエンゲージアングルが時々刻々と変化をする.波形 を細かく観察する上では,Center-Cutによる切削よりもUp-Cut
もしくはDown-Cut
による 切削で実験を行ったほうがより細かな波形の変化を観察することができる.しかし,通 常の工場等の現場での加工では,Up-CutもしくはDown-Cut
を意識した工具と被削材の位 置合わせを行うことはない.したがって,ここでは,より現場の加工方法に近いCenter- Cut
を用い,波形を観察することとした.以上から切削形態(削り方向ならびに工具・被15 10 5
-3 E.M.F. mV10 0
0.90 0.85
0.80
Cutting time s
E.M.F.
Magnetic sensor
15 10 5
-3 E.M.F. mV10 0
2.80 2.75
2.70
2.65 Cutting time s
E.M.F.
Magnetic sensor
(b) cutting with two cutting edges at a time
Fig. 2-8 E.M.F. waveform in difference number of cutting edge at a time
(a) cutting with one cutting edge at a time
Direction of tool movement Workpiece
Rotation
Workpiece
Rotation
Direction of tool movement
Workpiece Rotation
Direction of tool movement
(a) Center-Cutting
(b) Down-Cutting
(c) Up-Cutting
Fig. 2-9 Difference of cutting cofiguration
NC milling machine OKK MHA-400
Face mill
100mm in diameter, 6 tooth
Axial rake : +15 degree Radial rake : +5 degree Carbide tip UX30 (Toshiba Tungaloy)
Clearance angle:15 degree Work material JIS S45C Carbon steel
Cutting speed 102m/min, 140m/min, 190m/min Depth of cut 0.5mm, 1.0mm, 2.0mm
Feed rate 0.10mm/edge, 0.15mm/edge , 0.20mm/edge
Cutting condition Dry cutting
Table 2-2 Cutting equipment and cutting conditions
削材の位置関係)を一定とし,切削速度,送り量ならびに切り込みを変えて切削摩耗実 験を行った.
表
2-2
に実験で用いた機器ならびに切削条件を示す.この実験では,切削速度Vを V=102m/min,140m/min,190m/min, 送 り 量 f を f=0.1mm/edge,0.15mm/edge,0.2mm/edge,切り込み
tをt=0.5mm,1mm,2mmとし,それぞれのパラメータに対して他のパラメータを変えていき,摩耗実験を行った.また,熱起電力波形として示すデータは,メ モリレコーダに内蔵されている
A/D
コンバータによってサンプリング周波数500kHz
でデジタル化
(8bit)
しながら記録されたものをプロットしたものである.2.4 実験結果と考察
2.4.1 工具・被削材間熱起電力の変動特性
新工具から逃げ面摩耗幅
0.7mm
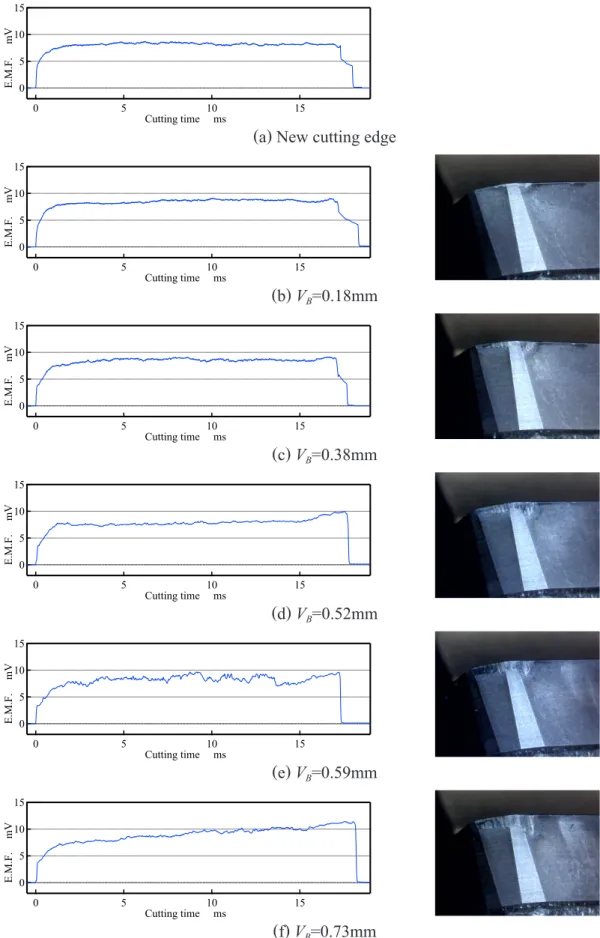
までの切れ刃での正面フライス切削で得られた熱起電 力波形を条件ごとに示す.図2-10
は,切削速度V=140m/min,切り込みt=0.5mm,一刃 当たりの送り量f=0.1mm/edgeで得られた熱起電力波形である.図2-10(a)
は新工具による 熱起電力波形である.同様に図2-10(b)
は逃げ面摩耗幅VB=0.18mm,(c)
は逃げ面摩耗幅 VB=0.38mm,(d)
は逃げ面摩耗幅VB=0.52mm,(e)
は逃げ面摩耗幅VB=0.59mm,(f)
は逃げ面摩耗幅VB
=0.73mm
でのそれぞれ熱起電力波形である.この図では,切削時間は,約17ms
であり,切削距離に換算すると
39.6mm
程度である.それぞれの図を比較すると,新工具 では,切削開始後すぐに熱起電力は急速に立ち上がり,1.0ms程度でほぼ定常状態に達し ている.その後の変化は少なく,切削が終了すると熱起電力も立ち下がる.図(b), (c), (d),
(e),(f)
を通して観察すると,切削開始点での熱起電力波形の立ち上がりに,工具摩耗の進行に伴った波形変化が観察される.切削開始直後の立ち上がりは,定常値の約
1/2
程度 までは変化が認められないが,その後の変化は,工具摩耗幅の増大と共に起電力の立ち 上がり速度の遅れが大きくなる様子が明らかである.また,定常状態に達するまでの熱 起電力の増加時間が,逃げ面摩耗幅が大きいほど長くなり,(f)図では10ms
程度を要して いる.これに対して,熱起電力の立ち下がり部分では,その形状が不安定で,工具摩耗 幅との対応が取りにくいようである.同様に,図2-11
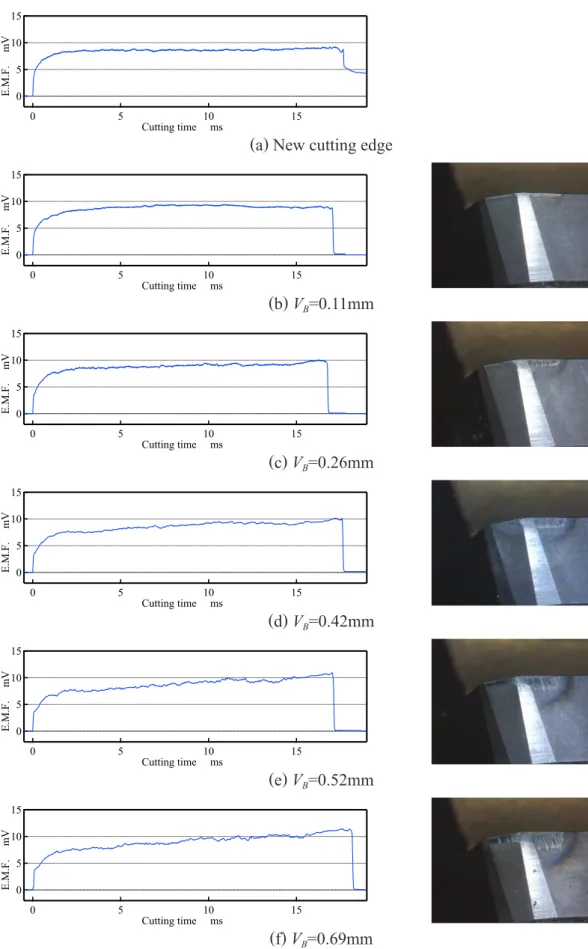
は,切り込みのみt=1.0mmとした 場合に得られた熱起電力波形である.図2-10,図 2-11
共に,熱起電力波形の右に,各熱 起電力波形を測定した時点での切れ刃の状態を写真で示している.これらの図から,逃げ面摩耗が進行するに従って生じる波形変化の差異ならびに特徴 をまとめると,次のようになる.
① 波形の立ち上がり部分に,逃げ面摩耗の進行に伴った特有の時間遅れが生じてくる.
これは,切り込み
0.5mm
では顕著であるが,切り込み1.0mm
では切り込み0.5mm
の時ほ ど顕著に表れない.② 熱起電力の
DC
成分は,新工具では,立ち上がり後わずかな時間で一定の値を示すの に対し,逃げ面摩耗の進行した工具は,切削終了まで徐々に増加をしていくまず,①については,図
2-12
に示すように新工具での熱起電力の立ち上がりに比べて,逃げ面摩耗の進行した切れ刃による熱起電力の立ち上がりは,あるレベルまではほぼ同 様の立ち上がりである.しかし,それ以上になると,逃げ面摩耗幅が大きくなるほど立 ち上がりが遅くなっていることがわかる.これは,切れ刃が被削材に喰い付く際の逃げ 面摩耗部の影響によるものであると考えられる.すなわち,図
2-1
に示したように,逃げ15 10 5
-3 E.M.F. mV10 0
15 10
5
0 Cutting time msx10-3
15 10 5
-3 E.M.F. mV10 0
15 10
5
0 Cutting time msx10-3
15 10 5
-3 E.M.F. mV10 0
15 10
5
0 Cutting time msx10-3
15 10 5
-3 E.M.F. mV10 0
15 10
5
0 Cutting time msx10-3
15 10 5
-3 E.M.F. mV10 0
15 10
5
0 Cutting time msx10-3
15 10 5
-3 E.M.F. mV10 0
15 10
5
0 Cutting time msx10-3
(a) New cutting edge
(b) V
B=0.18mm
(c) V
B=0.38mm
(d) V
B=0.52mm
(e) V
B=0.59mm
(f) V
B=0.73mm
Fig. 2-10 E.M.F. waveform and photograph of cutting edge in progress of flank wear
Depth of cut t=0.5mm
15 10 5
-3 E.M.F. mV10 0
15 10
5
0 Cutting time msx10-3
15 10 5
-3 E.M.F. mV10 0
15 10
5
0 Cutting time msx10-3
15 10 5
-3 E.M.F. mV10 0
15 10
5
0 Cutting time msx10-3
15 10 5
-3 E.M.F. mV10 0
15 10
5
0 Cutting time msx10-3
15 10 5
-3 E.M.F. mV10 0
15 10
5
0 Cutting time msx10-3
15 10 5
-3 E.M.F. mV10 0
15 10
5
0 Cutting time msx10-3
(a) New cutting edge
(b) V
B=0.11mm
(c) V
B=0.26mm
(d) V
B=0.42mm
(e) V
B=0.52mm
(f) V
B=0.69mm
Fig. 2-11 E.M.F. waveform and photograph of cutting edge in progress of flank wear
Depth of cut t=1.0mm
10
5
0
E.M.F. mV10-3
6 5 4 3 2 1 0
Cutting time msx10-3 VB = 0mm VB = 0.18mm VB = 0.38mm VB = 0.52mm VB = 0.59mm VB = 0.73mm
(a) Depth of cut t=0.5mm (b) Depth of cut t=1.0mm
面摩耗の進行した工具では,切れ刃先端での切削に続き,被削材と逃げ面摩耗部の接触 が始まる.この新工具と逃げ面摩耗進行工具とを比較した際に見られる接触部位の違い によって熱起電力波形に影響を及ぼす理由として2つのことが考えられる.まず,逃げ 面摩耗部の接触によって起こる温度変化である.熱電対において,接触する部分の温度は,
すべて発生する熱起電力に関与をするようになる.逃げ面摩耗部が被削材に接触する時の 温度は,すでに切削を開始しているすくい面の温度に比べて低く,この温度の低い部分が,
切れ刃と被削材によって構成される熱電対としての作用部分に関与するようになるため,
熱電対の接続部分の温度上昇を抑えることになり,測定上の熱起電力変化の差となって 現れるのではないかと考えられる.次に,逃げ面摩耗が進行することで,切れ刃と被削 材の接触面積は増大することになる.この接触面積の拡がりによって,切れ刃と被削材 との間の電気抵抗値が変化すると考えられる.電気抵抗は,電気抵抗率をρ,導体の長 さをL[m],導体の断面積をA[m2
]
とするとR L
= ρ A [ ] Ω (2-1)
で表される.この式より,電気抵抗は導体の断面積によって変化するので,この抵抗値 の変化によって,熱起電力波形もまた変化しているのではないかと考えられる.
次に②の原因としては,逃げ面摩耗が進行してくると,工具の切れ味は当然悪くなり,
被削材を押しちぎりながら除去をしていくような形態へと変化していく.したがって金 属が破断する際の熱量も増加し,結果として熱起電力が増大していると考えられる.し
Fig. 2-12 Comparison of the rising edge of E.M.F. waveform in progress of flank wear
10
5
0
E.M.F. mV10-3
6 5 4 3 2 1 0
Cutting time msx10-3 VB = 0mm VB = 0.11mm VB = 0.26mm VB = 0.42mm VB = 0.52mm VB = 0.69mm
かし,各切れ刃の切削開始から
10ms
くらいまでは,新工具でも極端に摩耗の進行した切 れ刃でも熱起電力のDC
成分の電圧はそれほど違いがないことがわかる.切削開始時は,切削熱に比べて,切れ刃,被削材ともに十分に冷却された状態となっている.新工具に よる切削では,切れ刃の切れ味が良いので,高い切削熱は発生しない.したがって,切 削熱は熱伝導によって周辺部に拡散して排熱されるため,ある温度で一定となる.一方,
逃げ面摩耗進行工具では,新工具に比べて切削熱の発生が大きい.よって,熱伝導によ る排熱が間に合わずに,結果として徐々に温度が上昇をしているものと考える.熱起電 力の
DC
成分変化によって工具摩耗の検出を検討した文献(69)~(71)もあるが,切削時間の 短い断続切削では,切削熱による影響が十分に観察されるようになる前に,1枚の切れ 刃の切削が終わってしまう.そのため,断続切削のような各切れ刃の切削時間が短い場合,熱起電力の
DC
成分を観察する検出方法を逃げ面摩耗幅のインプロセス測定に適応するこ とは難しい.2.4.2 工具・被削材間熱電流の変動特性
前項の結果から,逃げ面摩耗の進行によって,工具・被削材間の電気抵抗が変化をし ていると仮定すると,逃げ面摩耗が進行しても,熱起電力の
DC
成分の電圧にほとんど変 化がないことから,工具・被削材間の電気抵抗を流れる電流に大きな変化が現れている のではないかと推測できる.すなわち,オームの法則から,電圧Vが一定ならば抵抗R が変化すると,それに伴って当然電流Iは変化するはずである.そこで,次に工具と被削 材の接触によって構成される電気抵抗にどのような電流が流れているのかについて検討 を行った.工具と被削材の間に流れる電流の測定は,ゼーベック効果による熱電流発生の原理を
Fig. 2-13 Basis of Seebec effect
Hot Junction Cold Junction
Metal A
Metal B
Thermal Current
Fig. 2-14 Measurement method of thermal current
Hot Junction Cold Junction
Metal A
RS V
Metal B
Thermal Current
利用した.図
2-13
は,その原理である.図2-2
の低温側を接続すると,金属A
と金属B
とでは温度差による電子の移動量が異なるために閉ループ回路に電流が生じる.この閉 ループを流れる電流を測定するために,電圧降下法による電流測定を用いた.図2-14
に 示すように閉ループの一部を切断し,その間に既知の値の電気抵抗RSを挿入する.その 抵抗間の電圧降下を測定することで,オームの法則から電流を求める方法である.ただし,電流の流れを妨げないようにするために,RSの値は,この図での金属
B
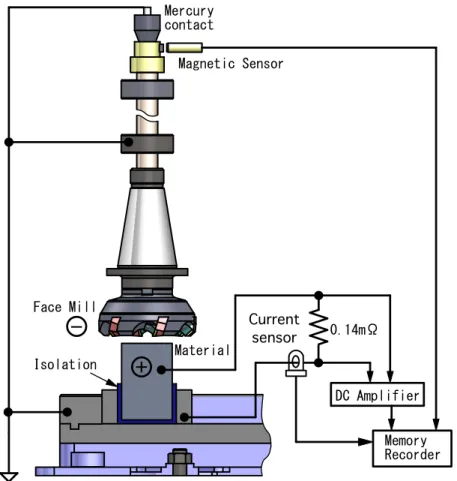
の単位長さあた りの電気抵抗と同等かそれ以下の値にする必要がある.この測定法を用いて,切削中の正面フライス工具と被削材によって生じる熱電流を測 定した.図
2-15
に工具・被削材間熱電流測定装置のブロック図を示す.絶縁物を介して バイスに固定された被削材とバイス本体との間に0.14mΩのシャント抵抗を取り付けた.
シャント抵抗間の電圧降下波形は,直流アンプによって
500
倍に増幅される.増幅され た抵抗間の電圧降下,すなわち,熱電流波形はメモリレコーダに入力される.メモリレコー ダに入力された波形は,メモリレコーダに内蔵されているA/D
コンバータによってA/D
変換された後にメモリレコーダに記録される.シャント抵抗にきちんと電流が流れてい るのか,また,電圧降下法による測定値が正しいのかを検証するために,シャント抵抗 を取り巻くように非接触式の電流センサを取り付けた.この電流センサからの出力波形 も合わせてメモリレコーダに記録される.両方の波形を比較することで,熱電流が正し く測定されているかどうかを判断した.測定装置のその他の部分に関しては,図2-3
に示 した工具・被削材間熱起電力測定装置と同様である.図
2-16
にシャント抵抗間の電圧降下波形と電流センサによる出力波形を示す.この図 は,正面フライス工具が切削を開始してから約0.8
秒後の主軸約1.4
回転分の波形を示したものである.また,図
2-17
は,任意の一枚の切れ刃によって測定された両波形を重ね 合わせた図である.図2-17
を見ると,電流センサからの出力波形は,立ち上がり,立ち 下がり共に電圧降下波形に比べて遅れが生じている.これは,センサの特性によって生 じる遅れであり,この遅れを除くと両波形は,ほぼ一致していることがわかる.このこ とから,シャント抵抗による電圧降下法で,被削材が切削を行っている時にできる閉ルー プ回路を流れる熱電流を正しく測定していることがわかる.次に,工具摩耗の進行によって,熱電流波形がどのように変化するかを検討した.表
2-2
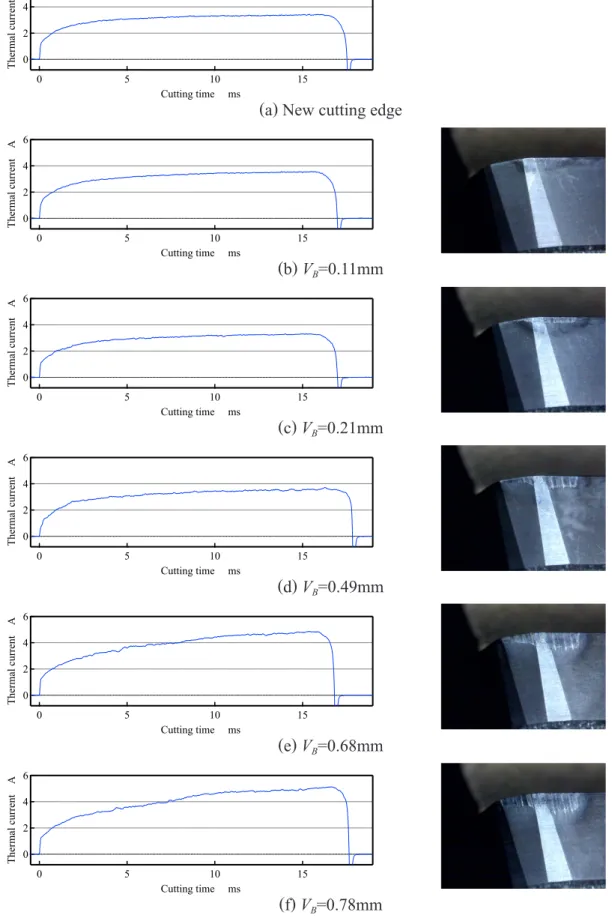
の切削条件で,工具摩耗の進行と熱起電力変化を観察した時と全く同じ方法で切削実 験を行った.図2-18,図 2-19
に逃げ面摩耗幅の違いによる熱電流波形を示す.図2-18
は,切削速度V=140m/min,切り込みt=0.5mm,一刃当たりの送り量f=0.1mm/edgeで得られた
熱電流波形である.また,図
2-19
は,切り込みのみt=1.0mmに変えて得られた熱電流波 形である.これらの図から,工具摩耗の進行によって熱電流波形の直流成分は、ある摩耗 幅を境に大きくなっていることがわかる.この変化は,切り込み量の大きいt=1.0mmにMercury contact
Isolation
Magnetic Sensor
Face Mill
+
Material-
Memory Recorder DC Amplifier 0.14mΩ Current
sensor
Fig. 2-15 Block diagram of Tool-work thermmal current measurement system
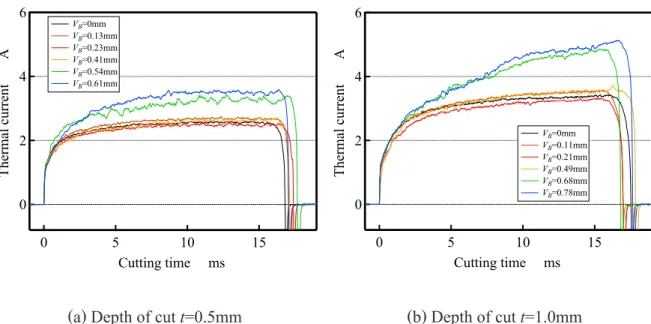
よる波形で特に顕著に表れている.逃げ面摩耗の進行に伴う熱電流波形の直流成分の変化 を見るために,各切り込みでの図
(a)
から図(f)
までの波形を重ね合わせた.図2-20(a)
は切り込みt=0.5mm,図
2-20(b)
は切り込みt=1.0mmでの熱電流波形をそれぞれ重ね合わせたものである.どちらの図も逃げ面摩耗幅が大きくなると熱電流の直流成分が増加して いる.さらに,逃げ面摩耗幅が
0.5mm
を超えた切れ刃による波形は,その増加が非常に 大きくなっている.この電流値の増大から,工具・被削材間の接触電気抵抗が,逃げ面 摩耗の進行に伴い小さくなっていることが考えられる.しかし,一方で,逃げ面摩耗が4 3 2 1 0
Current A
15 10
5 0
Cutting time msx10
-3 Voltage dropCurrent sensor output
Fig. 2-17 Comparison between voltage drop waveform and current sensor output
42 0
Current A
0.95 0.90
0.85 0.80
Cutting time ms 4
2 0
Voltage drop Current sensor output
Fig. 2-16 Thermal current waveform
6 4 2 Thermal current A 0
15 10
5 0
Cutting time msx10-3
6 4 2 Thermal current A 0
15 10
5 0
Cutting time msx10-3
6 4 2 Thermal current A 0
15 10
5 0
Cutting time msx10-3
6 4 2 Thermal current A 0
15 10
5 0
Cutting time msx10-3
6 4 2 Thermal current A 0
15 10
5 0
Cutting time msx10-3
6 4 2 Thermal current A 0
15 10
5 0
Cutting time msx10-3