244 日 本 ロ ボ ッ ト学 会 誌Vol.10,No.2,pp.244∼253,1992
学術論文
遠 隔 グラ イ ンダ作 業 ロボ ッ トの研 究
神
野
誠*吉
見
卓*阿
部
朗**
A Study
on a Remote-Controlled
Grinding
Robot
System
Makoto JINNO
Takashi YOSHIMI
Akira ABE
A new teleoperated
grinding
bobot has been developed which
can safely and efficiently carry out
grinding
tasks in hostile environments
using remote control and automatic
control.
This robot system
incorporates
a new method for the measurement
of the grinding
force, in which the grinding
force
is measured
from a moment about the grinder
head's
center
of gravity.
The influence
of inertial
forces caused by translational
motion is removed so that high stability is achieved.
Furthermore,
this
robot can change the grinder's
orientation
to follow the surface
of an object automatically,
and can
also grind the surface of an object into a desired shape.
In this paper,
We propose a new method
for the measurement
of the grinding
force and also force control methods
for unstructured
grinding
tasks.
Key Words : Grinding Robot, Force Control,
Force/Torque
Sensor,
Remote Control.
1.は じ め に 人 間 が 容 易 に近 づ け な い特 殊 な環 境 下 に設 置 され て い る機 器 の 補 修 な どの 作 業 を遠 隔 や 自動 で行 う ロボ ッ トの I r.一発 が 望 まれ て い る.こ の様 な環 境 下 で の補 修 作 業 に は, 切 断 研 削,溶 接,検 査 な どの一 連 の工 程 があ る.そ の 中 で も,ワ ー クの 錆 落 し,溶 接 ビー ドの研 削,薄 板 や ボ ル トの切 断 な どの グ ライ ン ダに よ る作 業 で は,グ ラ イ ン ダを ワ ー クに 対 して 適 切 な 力 で 押 付 け る必 要 が あ るた め, ロボ ッ トに よ って 実 現 す るに は 力 制 御 が不 可欠 で あ る. これ ま で,ロ ボ ッ トの力 制 御 に 関 す る研 究 は,多 くの 研 究 者 らに よ って 種 々行 わ れ,様 々 な 方 法 が 提 案 され て きた1)∼5).し か し,こ れ ら の研 究 に よ って 実 現 され た 作 業 は研 究 室 レベ ル の も のが 多 く,実 際 の作 業 に 取 入 れ た 場 合,必 ず しも十 分 な作 業 性 能 が 得 られ る とは 限 らな い. 従 って,今 後 は実 用 化 の ため の研 究 が よ り重 要 度 を 増 し て く る もの と思 わ れ る. 一 方 ,一 般 のグラインダ作業に関す る研究 も種 々行わ れ て い る6,7).ま た,一 部 実 用 化 さ れ て い る も の も あ る8,9).し か し,よ り複 雑 な 作 業 に 対 応す るた め に は 力 制 御 の性 能 を さ ら に 向上 させ る必 要 が あ る.ま た,そ れ ら は予 め 決 め られ た ワ ー ク につ い て 作 業 を 行 う産 業用 ロ ボ ッ トを対 象 と して い るた め,非 定 形 な グ ラ イ ン ダ作 業 を遠 隔 で実 現 す る こ とは困 難 であ る. そ こ で筆 者 ら は,グ ラ イ ン ダを 任 意 の力 で押 付 け な が ら,か つ,遠 隔 や 自動 で各 種 の グ ラ イ ン ダ作 業 を 行 うこ とが で き る ロボ ッ トシ ス テ ム の研 究 開 発 を行 った. この ロボ ッ トで は,グ ライ ン ダ の慣 性 力 な ど の ノ イ ズ の影 響 を受 け に くい押 付け 力 の検 出方 法 を新 た に取 入 れ, 応 答 性 の 良 い 力 制御 系 を実 現 して い る の で,複 雑 な 曲 面 に 対 して も十 分 に対 応 す るこ とが で き る.ま た,グ ラ イ ン ダの 押 付 け 力か ら ワー ク と グ ライ ンダ の相 対 角 度 を推 測 し,曲 面 に 倣 って 自動 的 に グ ライ ンダ の姿 勢 を変 化 さ せ た り,位 置 制 御 と力 制御 を 適宜 切 替 え る こ とに よ っ七, 指 定 され た 形 状 に ワ ー クを 仕 上 げ た りす る こ とも で き る. そ して,ジ ョイス テ ィ ックに よ るマ ニ ュア ル作 業 と計 算 機 指 令 に よ る 自動 作 業 を組 合 わ せ る こ とで,研 削や 切 断 な ど各 種 の グラ イ ン ダ作 業 を遠 隔 や 自動 で か つ 安全 に 効 原 稿 受 付1991年8月12日 *(株)東 芝 総 合 研 究 所 川 崎 市 川 崎 区 浮 島町4-1 **同 磯 子 エ ソジ ニ ア リ ング セ ンタ ー 横 浜 市 磯 子 区新 杉 田 町8
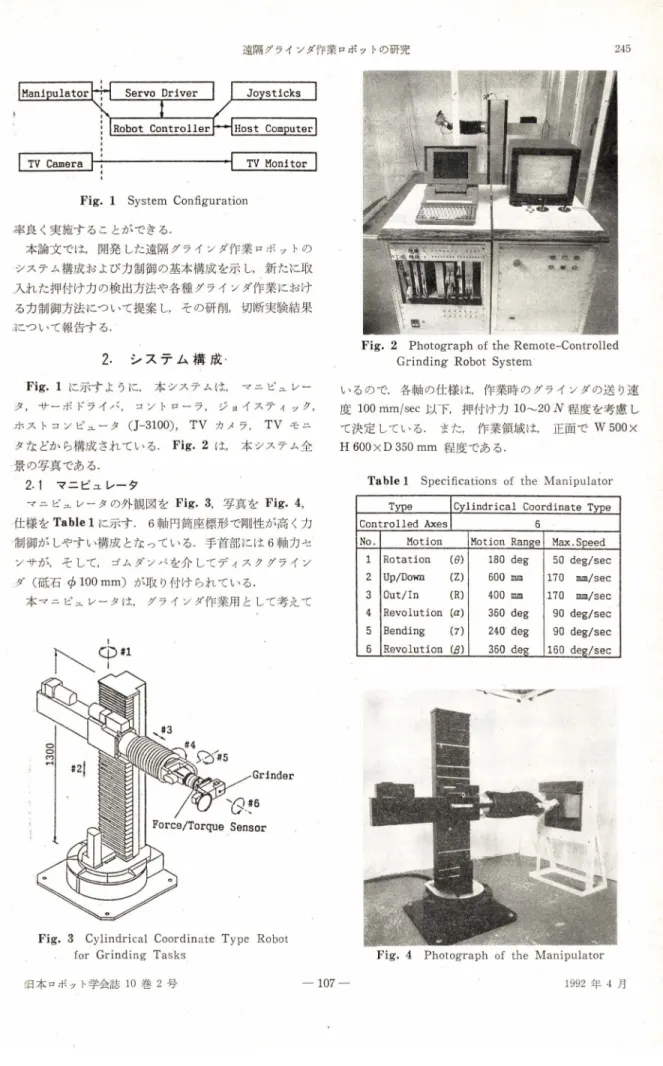
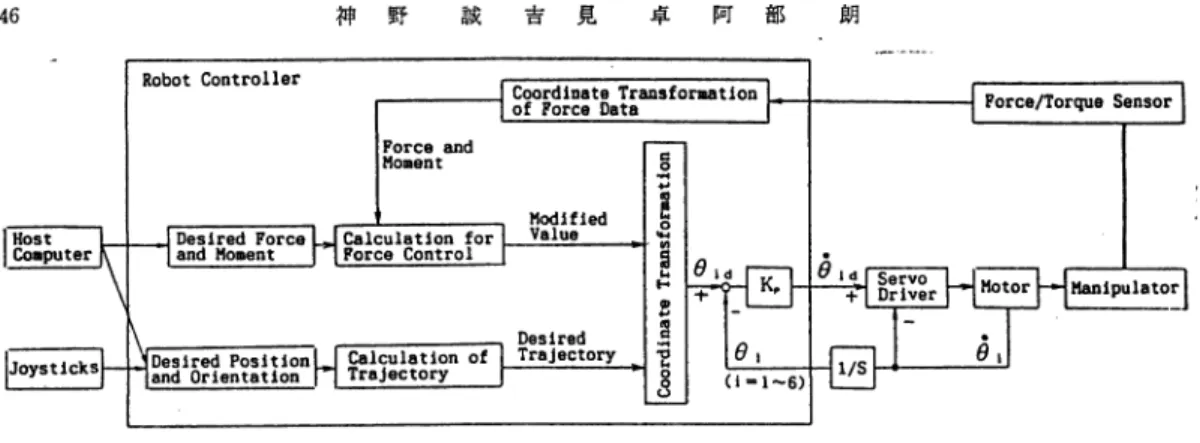
Fig.1 System Configuration .率良 く 実 施 す る こ と が で き る. 本 論 文 で は,開 発 した 遠 隔 グ ラ イ ン ダ 作 業 ロ ボ ッ トの シ ス テ ム 構 成 お よ び 力 制 御 の 基 本 構 成 を 示 し,新 た に 取 入 れ た 押 付 け 力 の 検 出 方 法 や 各 種 グ ラ イ ン ダ 作 業 に お け る 力 制 御 方 法 に つ い て 提 案 し,そ の 研 削,切 断 実 験 結 果 に つ い て 報 告 す る. 2.シ ス テ ム 構 成 Fig.1に 示 す よ う に,本 シ ス テ ム は,マ ニ ピ ュ レ ー タ,サ ー ボ ドラ イ バ,コ ン ト ロ ー ラ,ジ ョイ ス テ ィ ッ ク, .ホ ス ト コ ン ピ ュ ー タ(J-3100),TVカ メ ラ,TVモ ニ タ な ど か ら 構 成 さ れ て い る.Fig・2は,本 シ ス テ ム 全 景 の 写 真 で あ る. 2.1マ ニ ピ ュ レ ー タ マ ニ ピ ュ レ ー タ の 外 観 図 をFig.3,写 真 をFig.4, 仕 様 をTable1に 示 す.6軸 円 筒 座 標 形 で 剛 性 が 高 く 力 .制御 が しや す い構 成 と な っ て い る.手 首 部 に は6軸 力 セ ン サ が,そ して,ゴ ム ダ ン パ を 介 し て デ ィ ス ク グ ラ イ ン ダ(砥 石 φ1001nm)が 取 り付 け られ て い る. 本 マ ニ ピ ュ レ ー タ は,グ ラ イ ン ダ作 業 用 と し て 考 え て
Fig. 3 Cylindrical Coordinate Type Robot for Grinding Tasks
Fig. 2 Photograph of the Remote-Controlled Grinding Robot System
い る の で,各 軸 の 仕 様 は,作 業 時 の グ ラ イ ン ダ の 送 り速 度100mm/sec以 下,押 付 け 力10∼20N程 度 を 考 慮 し
て 決 定 し て い る.ま た,作 業 領 域 は,正 面 でW500× H600×D350mm程 度 で あ る.
Table 1 Specifications of the Manipulator
Fig. 4 Photograph of the Manipulator
246 神 野 誠 吉 見 卓 阿 部 朗
Fig. 5 Block Diagram of Force Control for Grinding Tasks
2.2コ ン トロー ラ 本 コ ン トロー ラの 計 算 機 部 は 全 体 管 理 や ホ ス トコ ン ピ ュ ー タ と の通 信 を 行 うCPUと,力 制 御や 軌 道計 算 な ど のサ ー ボ演 算 を 行 うCPUの 計2枚 の32ビ ッ トCPU ボ ー ドと,A/D,D/A,DI,DO,カ ウ ン タの 各 入 出 力 ボ ー ドか ら構 成 され て い る. 2.3そ の 他 ホ ス トコ ン ピ ュ ー タ は,マ ンマ シ ンI/F用 と して 用 い,パ ラ メ ー タ の設 定 や 作 業 モ ー ドの切 換 え な どを 行 う. ジ ョイ ス テ ィ ックは,マ ニ ュ アル で の グ ラ イ ン ダ作 業 や 自動 作 業 時 のテ ィー チ ン グな ど に用 い る.グ ラ イ ン ダの 位 置 お よ び姿 勢 を誘 導 す るた め に2つ の3自 由度 ジ ョイ ス テ ィ ッ クか ら構 成 され て い る.TVシ ステ ムは,作 業 1状 況や 現 場 を遠 隔 で監 視 す るた め に用 い るが,作 業 環 境 に 応 じて立 体TVシ ス テ ムや 複 数 のTVカ メ ラ を設 置 す る必 要 があ る と考え て い る. 3.力 制 御 の 基 本 構 成 と押 付 け 力 の 検 出 方 法 3.1制 御 構 成 と 押付 け カ の制 御 本 シス テ ム の基 本的 な制 御 構 成 をFig.5に 示 す.ホ ス トコ ン ピ ュー タや ジ ョイ ス テ ィ ッ クか ら与 え られ る指 令 に 対 して 追 従す ベ き 目標 位 置 や 姿 勢 が計 算 され る が, 力 制 御 を 行 って い る場 合 に は,6軸 力 セ ンサ の検 出値 に よ って 目標 位 置 や 姿 勢 が 修 正 され る.従 って,基 本 的 に は 位 置 制 御 の構 成 に な って お り,目 標 位 置 や 姿 勢 を修 正 す る こ とで,押 付 け 力 の 制御 を行 っ て い る.な お,力, 位 置 制 御 ル ー プの サ ンプ リン グ周期 は5msecで あ る. そ して,各 軸 は ア ナ ロ グの速 度 フ ィー ドバッ クで構 成 さ れ る通 常 の モ ー タ ドライ バ で駆 動 され て い る. 例 え ば,ワ ー クに一 定 の 力 で押 付 け る場 合 に は,ワ ー クの法 線 方 向 の 反 力 をFcz,目 標 の押 付 け 力 をFczdと す る と,ワ ー クの 法 線 方 向 の 目標 位 置Zcd(n)は 次 式 に よ っ て修 正 され る.
Zcd(n)=Kfz(Fcza-Fcz)+Zcd(n-1)(1)
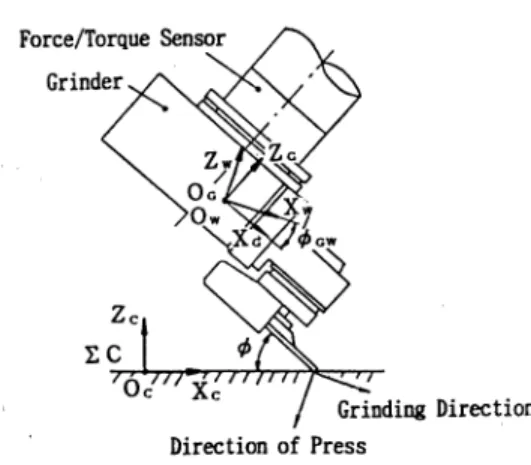
な お,Zcd(n-1)は1サ ンプ リン グ前 の法 線 方 向 の 目標 位 置,Kfzは 力 制御 ゲイ ンで あ る. 3.2モ ー メ ン トに よ る 押付 け 力 の検 出 一 般 的 に 力制 御 を行 う場 合 押 付 け 力 は カ セ ンサ に作 用 す る並 進 方 向 の 力 を押 付 け 力 と して検 出 して い る.し か し,実 際 に は,カ セ ンサ に よ っ て検 出 され る並 進 力 は, 押 付 け 力 だ け で な く グ ライ ンダ の慣 性 力 な どの ノイ ズ を 含 ん で い るた め,正 確 な 押 付け 力 を検 出 して い る とは言 え な い.特 に,デ ィス ク グ ライ ン ダの よ うに比 較 的 質 量 のあ る ツ ー ル を(本 シス テ ム の場 合2.3kg)カ セ ンサ の先 に 取 付 け る よ うな場 合,慣 性 力 の影 響 は 無 視 で き な くな る.そ して,そ の ノ イズ の影 響 で,力 制御 ル ー プ の ゲ イ ンを 上 げ られ ず,力 の 応 答 性 が非 常 に悪 くな って し ま うとい う問 題 点 が あ った.そ の様 な 問 題 に対 して,慣 性 力 な どの ノ イズ を分 離す る方 法 が 提 案 され て い るが10), 複 雑 な 計 算 を 必 要 と し,ま た,そ の有 効 性 の 確認 は 限定 され た 動 作 に つ い て 行 わ れ て い る. そ こ で,そ の様 な ノ イズ の影 響 を 除 去す る方 法 と して, 筆 者 らは,グ ラ イ ン ダ作 業 の場 合,押 付 け方 向(ワ ー ク 法 線 方 向)と そ の反 力 を 受 け る位 置(砥 石 先 端 部)が 限 られ て い る こ と,ま た,ロ ボ ッ トの 動 作 に よ って発 生 す る慣 性 力 な どは,回 転 方 向 に比 べ 並 進 方 向 が支 配的 で あ る こ とに注 目 し,グ ラ イ ン ダ の重 心 回 りに働 くモ ー メ ン.Fig.6 Coordinate System
トか ら押 付 け 力 を検 出す る方 法 を新 た に取 入れ て い る. 慣 性 力や 重 力 な ど重 心 に働 く力 は,重 心 回 りの モ ー メ ン トに は影 響 を与 え な い の で,押 付 け 力 を正 確 か つ 極 め て簡 単 に検 出す る こ とが で き る. Fig.6に 示 す よ うに グ ラ イ ン ダ の重 心 に座 標 系 ΣG を設 定 し,YG軸 まわ りに働 く モ ー メ ン トをMGY,砥 石 の接 触 点 か ら グ ラ イ ン ダ重 心 ま で の垂 直 距 離 をrと す る と,押 付 け 力Fczは,モ ー メ ン トと押 付 け 力 の関 係 か ら, FCZ=MGY/r(2) と 表 せ る.な お,MGYは,6軸 力 セ ン サ の 検 出 値 を Fsx,FsY,Fsz,.Msx,MsY,Msz,グ ラ イ ン ダ 重 心OG に 対 す る セ ン サ 原 点Osの 座 標 をXGS,YGS,ZGSと す る と,次 式 の よ う な 四 則 演 算 で 極 め て 容 易 に 求 め る こ と が で き る. MGY=MsY-Fsz・XGS+Fsx・ZGS(3) 他 軸 回 り と合 わ せ 記 述 す る と次 式 の よ うに表 せ る. ( MGx MGY Mcz )=(MSX MsY Msz) +(0 -ZGs Ycs ZGS 0 -XGS -YGS XGS 0) ( Fsズ FSY Fsz)
(4)
こ の検 出方 法 の効 果 を 確 認 す るた め に簡 単 な 実 験 を行 った.Fig.7(a),(b)は,グ ラ イ ン ダが 対 象 物 に接 触 して いな い状 態 で,第2軸(上 下 方 向)に ス テ ップ状 の速 度 指 令 を与 え た 場 合 の慣 性 力 の 影 響 を 調 べ た 結 果 で あ る. (a)は,カ セ ンサ に よ って 検 出 した 並 進 力 を そ の ま ま出 力 した 結 果 で あ るが,ア ー ム の 振 動 に よ って 生 じ る グ ラ イ ン ダ の慣 性 力 を 検 出 し,ノ イ ズ の 多 い検 出値 とな って い る・制 御 し よ う とす る押 付 け 力 は お よそ10∼20NFig.7 Influences of Inertial Force
程 度 であ る の に対 して,40N程 度 の ノ イ ズが 生 じて い る.一 方,(b)は,式(2),(3)に よ って,求 め た 結 果 であ る が,慣 性 力 の影 響 を うま く除 去 で きて い るの が わ か る. Fig.8(a),(b)は,そ れ ぞ れ の検 出 方 法 を 適扁 し て,目 標 押 付 け 力9.8Nで 研 削 を 行 った とき の 押付 け 力 の応 答 性 の比 較 を 示 した 図 で あ る.と もに,同 じ条 件 下 で安 定 に動 作 す る範 囲 で力 制 御 ゲイ ンを 上 げ た も の で あ るが,本 提 案 に よ る方 法(b)の カ ゲイ ンは,従 来 の 方 法(a)の 約10倍 とな って お り応 答性 が十 分 向上 し て い る. 実 際 に グ ライ ン ダ作 業 を行 っ た場 合,そ の反 力 は必 ず し も法 線 方 向Fcz(Zc方 向)だ け で な く,接 線 方 向 に も生 じ る.特 に,Xc方 向 の反 力FcxはMGYに 影 響 を与 え るた め問 題 とな り得 る.し か し,通 常 の作 業 では, FcxはFczに 比 べ 十 分 小 さ い ため,作 業 上 問 題 に はな っ て い な い. 以 上 に 示 した よ うに,対 象 物 か ら の反 力 が 作 用す る位 置 や 方 向 が予 め 分 か っ て い る グ ラ イン ダ作 業 の よ うな 場 合,重 心 回 りに働 くモ ー メン トか ら押 付 け 力 を 検 出す る 方 法 が有 効 であ る こ とが わ か る. 4.グ ラ イ ン ダ 作 業 時 の 制 御方 法 前 述 の よ うに,グ ラ イ ン ダ作 業 に は ワー クの 錆 落 し, 、溶 接 ビ ー ドの研 削,薄 板 や ボ ル トの 切 断 な どい ろ い ろ な 作 業 が あ るが,そ れ ぞ れ に お い て 押 付 け 方 向 や グ ライ ン ダ の送 り方 向 が 異 な って い るた め,作 業 に 応 じた 適切 な 力 制 御 方 法 を 検 討す る必 要 が あ る.こ こで は,各 グラ イ ン ダ作 業 に お け る力 制 御方 法 につ い て述 べ る.
Fig.8 Responses of Grinding Force
248
神
野
誠
吉
見
卓
阿
部
朗
4.1既 知 形 状 ワー ク の研 削 ワー クの錆 を落 とす よ うな作 業 の場 合 そ の形 状 が 予 め 分 か っ て い る時 に は,式(1)に よ っ て ワ ー ク の法 線 方 向 に 力制 御 を行 い,接 線 方 向 につ い て は,ジ ョイ ステ ィ ックや 計 算機 か ら 目標 位 置 を与 え る こ とで,ワ ー クに 対 して任 意 の 力 で押 付 け なが ら研 削す る こ とが で き る. また,ワ ー クに対 して常 に一 定 の姿 勢 を保 つ よ うに グラ イ ン ダの 姿 勢 を 与 え る こ とで,任 意 の 曲面 の研 削 を行 う こ とが 可 能 で あ る. こ の方 法 を 適 用す る場 合 に は,予 め ワー クの形 状 か ら グ ラ イ ン ダの 位 置 や 姿 勢 を 教 示 して お く必 要 が あ るが, 力 制 御 を 行 って い るの で,厳 密 に教 示す る必要 は な い. 4.2未 知 曲 面 研 削 時 の 姿 勢 制 御 機 器 の補 修 作 業 を 遠 隔 で行 う場 合,通 常 の 産 業 用 ロボ ッ トとは異 な り,前 節 の よ うに ワ ー ク の形 状 を 予 め 教 示 した 状 態 で グ ラ イ ン ダ作 業 を 常 に実 施 で き る とは 限 らな い.安 全 に効 率 よ く実 施 す るた め には,予 め 決 め られ た 作 業 だ け で な く非 定 形 な グラ イ ン ダ作 業 に柔 軟 に対 応 で き るこ とが不 可 欠 であ る.ま た,仮 に教 示 が 可 能 であ っ た と して も,そ の 作 業 に は多 大 な労 力 を必 要 とす る.未 知 曲面 に対 す る力 制御 に 関す る研 究 は,す で に行 わ れ て い るが4)∼6),手 先(グ ラ イ ン ダ)の 姿 勢変 化 も考 慮 して 未 知 曲 面 に 対 して十 分 な 研 削 性 能 が 得 られ た例 は な い..Fig. 9 Coordinate System for Unknown Surface
Fig. 10 Grinding Force in the case of Incorrect Pitch Angle
そ こ で,未 知 形 状 の ワ ー ク に対 して も グ ラ イ ンダ 姿 勢 を 変 化 させ か つ 任 意 の押 付 け 力 で 研 削 作 業 を 行 う方 法 に つ い て検 討 を 行 った.本 シス テ ムで は,6軸 力 セ ンサ の 検 出結 果 を押 付 け力 の制 御 だ け に 用 い る ので は な く,押 付 け 力 か ら ワ ー クと グ ラ イ ン ダの 相 対 的 な 姿 勢 を 推 測 し, グ ラ イ ン ダ姿 勢 を変 化 させ る方 法 を 取 入 れ て い る. 以 下 にそ の方 法 につ い て示 す. 研 削 作 業 で は,ワ ー クに対 す る グ ラ イ ン ダ姿 勢 は,ほ ぼ 決 ま り て い る(ピ ーッチ角20∼30deg,ロ ー ル 角90 deg).そ こで,Fig.9に 示 す よ うに グラ イ ン ダ の姿 勢 で 決定 され る座 標 系 ΣWを 設 定 して い る.そ して, ZWを 押 付 け方 向,XWを 進 行 方 向 と し,XwとXGと の なす 角 度 を φGW(ワ ー クに対 す る 目標 ピ ッ チ角 に相 当),グ ライ ン ダの ワー クに対 す る ピ ッチ角 を φ とす る. つ ま り,グ ライ ン ダの 姿 勢 に よ って押 付 け方 向や 進 行 方 向 が 決 ま る. 従 って,既 知 形 状 の ワー クに対 して研 削 を行 う場 合 に は,式(1)で 示 した よ うに,ワ ー クの 法線Zc方 向 に 目標 位 置 を修 正 してい た のに 対 して,未 知 形 状 の場 合 に は,ワ ー クの傾 き に関 わ らず,ZW方 向に 目標 位 置 は 次 式 に よっ て修 正 され る. ZWd(n)=Kfz(FWzd-Fwz)+ZWd(π-1)(5) 式(5)で 押 付 け 力 を制 御 す る時 に,ワ ー クの法 線 方 向 と押付 け方 向Z=Wが 一 致 して い な い状 態 で研 削 を 行 っ た 場合,押 付 け 力 に偏 差 を生 じ る.Fig.10は,ワ ー ク に 対す る ピ ッチ角 φ が,φGwよ り大 き い状 態 で,姿 勢 を 変 化 させず に 移 動速 度25mm/sec,目 標 押 付 け 力15 Nで 往 復 させ て 平 面 を研 削 した 場 合 の 押 付 け 力 であ る. 押 付 け 力 は 目標 値 に は な らず,前 進 す る場 合 に は 大 き く, 後 退 す る場 合 には 小 さ くな って い る.こ れ は,グ ライ ン ダ の押 付 け 力 は,式(5)に 従 らてZW方 向 の位 置 を 修 正 しよ う とす る に もか か わ らず,グ ラ イ ン ダは,ワ ー ク の接 線 方 向 とは異 な るXw方 向 に移 動 しよ うとす る た
Fig. 11 Desired Direction in the case of Incorrect Pitch Angle
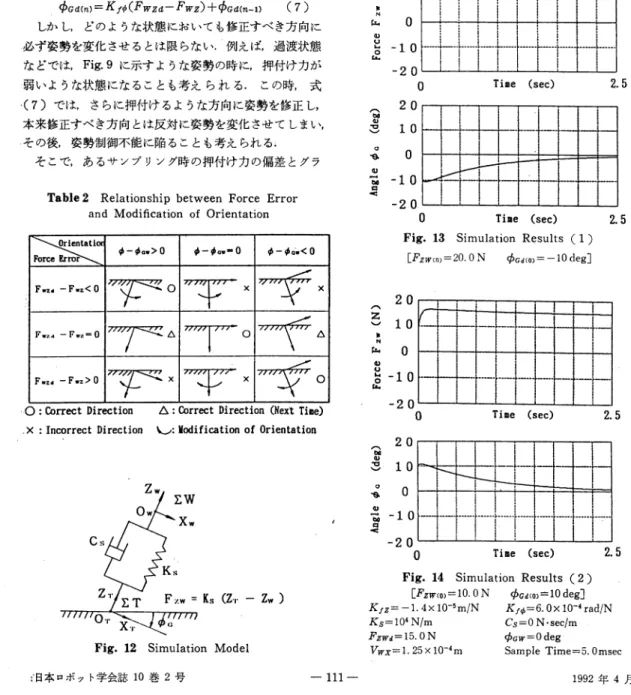
め で あ り,押 付 け 力 を 目標 値 にす る こ とが で きず 偏 差 を 生 じて い る.こ の定 常 状 態 で の押 付 け 力 の偏 差 は,Fig .11に 示 す よ うに,ワ ー クに沿 っ て グ ラ イ ン ダが 移 動 す る こ とか ら,次 式 の よ うに表 せ る. FWZd-FWZ={VWxtan(φ-φGw)}Kfz(6) こ こ で,Vwxは1サ ン プ リン グ 当た りXW方 向 の送 り 量 であ る.式(6)か ら,グ ラ イ ン ダ の姿 勢 が 異 な っ て い る状 態(φGW≠ φ)で グラ イ ン ダ を送 る(Vwx≠0)と 押 付 け 力 に 偏差 が 生 じる事 が わ か る.従 っ て,こ の偏 差 が無 くな る よ うに姿 勢 を変 化 させ れ ば 良 い.つ ま り,式 (5)と 共 に,目 標 の押 付 け 力 に な る よ うに,グ ラ イ ン ダ の ピ ッチ 角 φGd(n)は 次 式 に よ って 修 正 され る. φGd(n)=Kfφ(FWZd-Fwz)+φGd(n-1)(7) しか し,ど の よ うな 状 態 に お い て も修 正す べ き方 向 に 必 ず 姿 勢 を変 化 させ る とは 限 らな い.例 え ば,過 渡状 態 な ど で は,Fig.9に 示 す よ うな 姿 勢 の 時 に,押 付 け 力 が 1弱い よ うな 状 態 にな る こ と も考 え ら れ る.こ の 時,式 (7)で は,さ ら に押 付 け る よ うな 方 向 に 姿 勢 を 修 正 し, 本 来 修 正 す べ き方 向 とは 反 対 に 姿 勢 を 変 化 させ て し まい, そ の後,姿 勢 制 御 不 能 に 陥 る こ と も考 え られ る. そ こ で,あ るサ ン プ リン グ時 の 押 付 け 力 の 偏 差 と グ ラ
Table 2 Relationship between Force Error and Modification of Orientation
: Correct Direction •¢ : Correct Direction (Next Time) •~ : Incorrect Direction •¬: Modification of Orientation
Fig. 12 Simulation Model
イ ン ダ の姿 勢 と,姿 勢 の修 正 方 向 の 関 係 を 調 べ た結 果 を Table2に 示 す.○ は 本 来 修 正 す べ き方 向(目 標 姿 勢 方 向)に 姿 勢 が 修 正 され る場 合,× は 反 対 方 向,△ は 次 サ ン プ リン グ には ○ にな る もの で あ る. へ 次 に,Table2に お いて 反 対 方 向 に 姿 勢 が 修 正 され る 場 合 につ い て,そ の後 の安 定 性 を 調 べ るた め に,ロ ボ ッ トの 目標 位 置 に対 す る追 従 性 は 十 分 よい も の と仮 定 し, 簡 単 な シ ミュ レー シ ョンを 行 った.Fig.12に 示す よ う に カ セ ンサ お よび グ ラ イ ン ダ部 を1自 由 度 の バ ネ,ダ ン
Fig.13 Simulation Results(1) [Fzw(0)=20.0NφGd(0)=-10deg]
Fig.14
Simulation Results(2)
[ FzW(0)=10.0N φGd(0)=10deg] Kfz=-1.4×10-5m/N Kfφ=6.0×10-4rad/N KS=104N/m Cs=0N・sec/m Fzwa=15.0N φGW=0deg VWX=1.25x10-4m Sample Time=5.0msec 本 ロボ ッ ト学 会 誌10巻2号 111 1992年4月
250 神 野 誠 吉 見 卓 阿 部 朗 パ 系 で モデ ル 化 し,Owを 目標 位 置 と し,式(5)に よ ってZW方 向 の 目標 位 置 の 修 正,式(7)に よ って 姿 勢 φGを 修 正 した 結 果 が,Fig・13,14で あ る.接 触 点 の座 標 系 を ΣTと し 押 付 け 力 は 次 式 に よ って 与 え た. Fwz=Ks(ZT-Zw)(8) こ こで,KSは,カ セ ンサ,ゴ ム ダ ン パ,砥 石 な ど で決 ま るバ ネ定 数 であ る.ま た,姿 勢 φGは,接 触 点OT を 中 心 に 回転 させ て い る.シ ミュ レー シ ョンの パ ラ メ ー タ,初 期 条件 は 図下 部 に記 して い る.な お,パ ラ メ ー タ, サ ン プ リン グタ イ ム は,ほ ぼ 本 シス テ ム の値 を用 い て い る. シ ミュ レー シ ョン結 果 は,共 に 初 期 に は 目標 姿 勢 とは 反 対 方 向 に姿 勢 が 変 化1して い るがs50msec程 度後 に は 目標 姿 勢 方 向 に姿 勢 が 修 正 され て お り,最 終 的 に 目標 押 付 け 力15N,目 標 姿 勢0degに 収 束 して い る こ とが 確 認 で き る.こ れ は,常 に式(5)に よ っ て 押 付 け 方 向 Zwの 修 正 を 行 って い るため,い つ ま で も不 安 定 な方 向 に 姿 勢 が 変化 させ られ るの で は な く,押 付 け 力 が 変 化 す るた め,目 標 姿 勢方 向 に 姿勢 が 修正 され る よ うに な る も の と考 え られ る.上 記 の結 果か ら,押 付 け 力 に よ っ て姿 勢 も安 定 に 変 化 させ る こ とが 可 能 で あ る こ とがわ か る. 本 シス テ ムの 場 合,姿 勢 の 回 転 中 心 は先 端 部 付 近 と し, また,Kfφ を 十 分 上 げ る こ とが で きな か っ た た め,積 分 項 を付 加 す る こ と に よ り曲 面 な どへ の 追 従 性 を 向 上 さ せ て い る. 次 に ロー ル方 向 の修 正 方 法 につ い て述 べ る.グ ラ イ ン ダを横 方 向 に送 る場 合 に は,先 の ピ ッチ 角 の姿 勢 制 御 方 法 と全 く同 じ方 法 で ロー ル角 を修 正 す る こ とが で き る. 一方,グ ライ ン ダを前 後 方 向 に送 って い る場 合 は,以 下 に 示 す よ うな 方法 で ロー ル角 を修 正 して い る. ワー クに 対す る ロー ル 角 が90degか らず れ て い る状 態 で前 後 方 向 に 移 動 して い る場 合 に は,XG軸 まわ りに 働 くモ ー メ ン トMGXが 変 化 す る.従 って,予 め,目 標 モ ー メ ン トMGXdを 計 測 し,MGXがMGXdと な る よ うに ロー ル角 θGd(n)は次 式 で修 正 され る. θGd(n)=Kfθ(MGXd-MGX)+θGd(n-1)(9)
Fig.15 Force Control Method to Make Flat Shape 以上 に示 した ピ ッチ角 やロー ル の修 正 方 法 を 適 用 す る こ とに よ り,未 知 曲面 の ワー クに対 して も姿 勢 を 自動 的 に 変 化 さ せ な が ら押 付 け 力一 定 の状 態 で研 削 を行 うこ とが で き る.ま た,作 業 者 が モ ニ タ を通 して マ ニ ュ ア ル の グ ラ イ ン ダ作 業 を 遠 隔操 作 で行 う よ うな場 合 で も,ジ ョイス テ ィ ックの2次 元 的 な操 作(グ ライ ンダ の ワーク 上 の位 置)だ け で,グ ライ ンダ の姿 勢 を 自動 的 に変 化さ せ,研 削 作 業 を 容 易 に 行 う こ とが で き る. 4.3対 象 物 の 任 意 形 状 へ の 仕 上 ワー クの表 面 を 任 意 の形 状 に 仕 上 げ るた め に は,最 終 的 に は位 置 制 御 に よ っ て グ ラ イ ン ダ を 目標 位 置 に 沿 って 移動 させ な けれ ば な らな い.そ れ を効 率 的 に行 う方 法 と して,仕 上 と共 に コ ンプ ラ イ ア ン ス制 御 の剛 性 を増 加 さ せ る方 法 が あ るが7),適 切 な剛 性 の 設 定 は容 易 では な い,剛 そ こで,常 に グ ライ ン ダに と って効 率的 な押 付 け 力 で グ ラ イ ン ダ作 業 を 行 うた め に,初 期 の段 階 で は 力制 御 に よ り研 削 を行 い,研 削 点 が,目 標 仕 上 げ に 達 した時 点 で位 置 制 御 に切 換 え る方 法 が 有 効 で あ る と思 わ れ る. 従 っ て,Fig.15に 示 す よ うに,目 標 形 状ZCoと す る と,目 標 形 状ZCoに 達 して いな い 部 分 では,式(1)に 従 っ て 目標 位 置 を決 定 し,す でに 目標 形 状ZCoに 達 して い る部 分 で は 目標 位 置 をZcoと す れ ば 良 い.つ ま り,目: 標 位 置 は 次式 の よ うにあ らわ せ る. 〓(10) 本 シス テ ム で は,目 標位 置や 姿 勢 の 修 正 に よ り押 付 け 力 の制 御 を行 って い る の で,位 置 制 御 と力 制 御 の切 換 え を容 易 か つ ス ム ー ズ に行 うこ とが 可 能 で あ る. 目標 形 状Zcoを 平 面,あ るい は 曲 面 で与 え る こ とに よ り,ワ ー ク表 面 の形 状 を任 意 に仕 上 げ る こ とが 可 能 で あ る.例 え ば,溶 接 ビー ドの研 削 の よ うにあ る面 と同 一 面 に仕 上 げ た い場 合 に は,研 削 前 に数 箇 所 ワ ー クに 接 触す る こ とに よ って 目標 形 状Zcoを 与 え れ ば よ い.た だ し, 厳 密 に 仕 上 げ るた め に は,再 度 接 触 す るな ど砥 石 の磨 耗 分 の 補 正 が 必要 で あ る.
Fig. 16 Direction of Grinding Force in the case of Cutting Workpiece
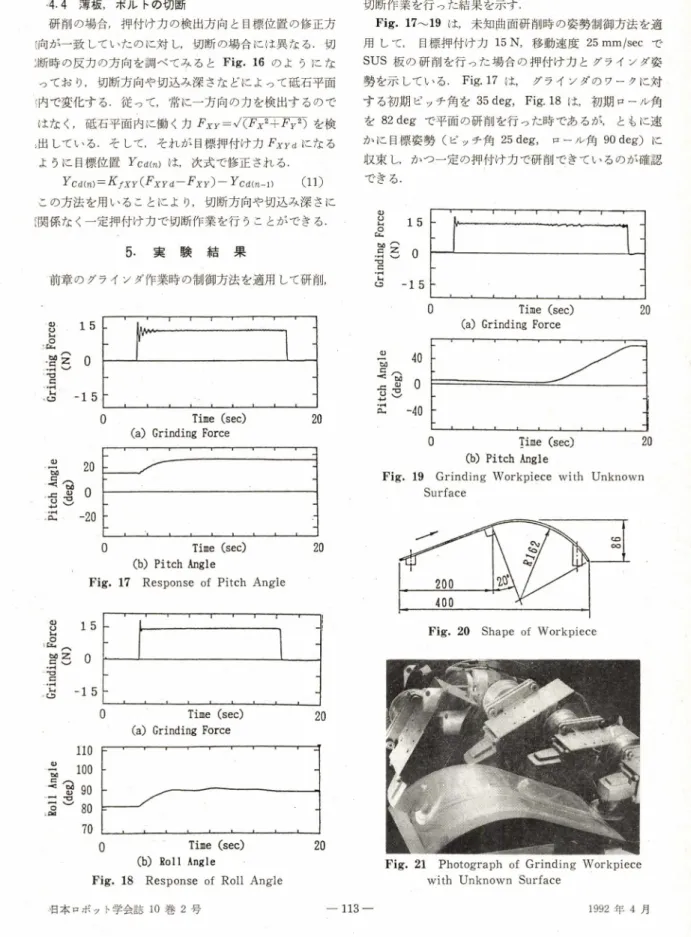
4,4薄 板,ボ ル トの 切断 研 削 の場 合,押 付 け 力 の検 出方 向 と 目標 位 置 の修 正 方 向 が一 致 して い た の に対 し,切 断 の場 合 に は異 な る.切 断時 の 反 力 の方 向 を調 べ て み る とFig.16の よ う に な って お り,切 断方 向や 切 込 み 深 さ な ど に よ っ て砥 石 平 面 内 で 変 化す る.従 って,常 に一 方 向 の 力 を検 出す る の で は な く,砥 石 平面 内 に働 く力Fxr=√(FX2+FY2)を 検 出 して い る.そ して,そ れ が 目標 押 付 け 力Fxraに な る よ うに 目標 位 置YCd(n)は,次 式 で修 正 され る.Y cd(n)=Kfxy(Fxyd-Fxy)-YCd(n-1)(11) この 方 法 を 用 い る こ とに よ り,切 断 方 向や 切 込 み 深 さ に 関係 な く一 定 押付 け 力 で切 断作 業 を行 うこ とが で き る. 5.実 験 結 果 前 章 の グ ライ ン ダ作 業時 の制 御 方 法 を 適用 して研 削,
Fig. 17 Response of Pitch Angle
Fig. 18 Response of Roll Angle
切 断 作 業 を 行 っ た 結 果 を 示 す. Fig.17∼19は,未 知 曲 面 研 削 時 の 姿 勢 制 御 方 法 を 適 用 し て,目 標 押 付 け 力15N,移 動 速 度25mm/secで SUS板 の 研 削 を 行 っ た 場 合 の 押 付 け 力 と グ ラ イ ン ダ 姿 勢 を 示 し て い る.Fig.17は,グ ラ イ ン ダ の ワ ー ク に 対 す る 初 期 ピ ッ チ 角 を35deg,Fig.18は,初 期 ロ ー ル 角 を82degで 平 面 の 研 削 を 行 っ た 時 で あ る が,と も に 速 か に 目標 姿 勢(ピ ッチ 角25deg,ロー ル 角90deg)に 収 束 し,か つ 一 定 の 押 付 け 力 で 研 削 で き て い る の が 確 認 で き る.
Fig. 19 Grinding Workpiece with Unknown Surface
Fig. 20 Shape of Workpiece
Fig. 21 Photograph of Urinaing W orkpiece with Unknown Surface
252 神 野 誠 吉 見 卓 阿 部 朗
Fig. 22 Process to Make Flat Shape Fig.19は,Fig.20の よ うな 断 面 形 状 の ワ ー クを, 矢 印方 向 に研 削 した 場 合 であ る.な お,ピ ッチ 角 は,グ ライ ン ダの水 平 か らの角 度 で表 して い る.平 面 部 分 で は, 一 定 の姿 勢 で,円 弧部分 では,ほ ぼ一定 の角速度 で姿勢 が 変 化 して お り,ワ ー クに対 す る ピ ッチ角 が25de9に 保 た れ て い る.ま た,平 面 部 分,円 弧 部 分 にか か わ らず, 押 付 け 力 は 目標 の15Nに 保 た れ て い る.従 っ て,未 知 曲 面 研 削 時 の 姿 勢 制 御 方 法 を 適用 す る こ とに よ り,カ セ ンサ で検 出 され る押 付 け 力 か ら グ ライ ン ダの押 付 け 力 と 姿 勢 の両 方 を安 定 に制 御 で き る こ とを 実 験 に よ り確 認 で きた. Flg.21は,そ の姿 勢 変 化 の様 子 を多 重 露 出 に よ り撮 影 した写 真 であ る が,曲 面 に倣 っ て姿 勢 を変 化 させ て い る様 子 が 良 く理 解 で き る. また,ジ ョイ ス テ ィ ッ クに よ る マ ニ ュ アル の グ ラ イ ン ダ作 業 を 遠 隔操 作 で行 う実験 も実 施 した.TVモ ニ タ を 通 して,グ ライ ン ダを ワー クに対 して適 当 な姿 勢 に誘 導 した 後 に,研 削 作 業 を 行 った が,S字 状 曲面 やFig.20 の よ うな 複 雑 な 形 状 を した ワー クに対 して も,ジ ョイ ス テ ィ ッ クの2次 元 的な 操 作 だ け で,自 動 的 に 姿 勢 を 変化 させ 一 定 押 付 け 力 で問 題 な く研 削 す る こ と が 確 認 で き た11).こ の結 果,未 知 曲 面 研 削 時 の姿 勢 制 御 方 法 が 遠 隔 グラ イ ン ダ作 業 には 有 効 であ る こ とが 確 認 で き た. Fig.22は,厚 さ3mmのSUS板 の不 整 端 面 を 位 置 制御 と力制 御 の切 替 え に よ り平 面 に仕 上 げ た 場 合 の グ ラ イ ン ダの 動 き を示 した も の であ り,Nは 研 削 回 数 であ る. 図 よ り,12回 目の 研 削 で グ ラ イ ン ダは 直 線 的 に動 い て お り,端 面 が 平面 に 仕上 げ られ て い る こ とがわ か る. Fig.23は,仕 上 げ 面 の 形 状 を 円弧(半 径100mm) で与 え た 場 合 の 押 付 け 力 と グ ライ ン ダの動 き を示 して い る.研 削 が進 む につ れ て 直 線 か ら円 弧 に 仕上 が って お り, また,仕 上 が った 部 分 につ い て は 位 置 制 御 に 切 換 わ り押 付 け 力がONに な って い る こ とが確 認 で き る. 切 断 につ い て は,目 標 押 付 け 力20Nと し,厚 さ3 mmのSUS板 を切 断 す る実 験 を行 った と ころ,30∼40 mm/min程 度 の速 度 で ス ム ー ズ切 断 す る こ とが で きた.
Fig. 23 Process to Make Cylindrical Shape
6.お わ り に 人 間 が容 易 に近 づ け な い特 殊 な環 境 下 にお い て,機 器 の補 修 な どの非 定形 な グ ライ ンダ作 業 を遠 隔 で行 うた め の 遠 隔 グ ラ イ ン ダ作 業 ロボ ッ トの 開発 を行 い,そ の シ ス テ ム構 成 お よび 力 制 御 の 基 本構 成 を示 した. また,新 た に 取 入 れ た グ ライ ン ダの 重 心 回 りの モ ー メ ン トか ら押 付 け 力 を 検 出す る方 法 を 提案 し,そ の有 効 性 . を示 した. そ して,各 種 グ ラ イ ン ダ作 業 に お け る力 制 御 方法 に つ い て提 案 し,さ ら に,研 削,切 断 実 験 の結 果 に よ って そ れ らの制 御 方 法 の有 効 性 を示 した.特 に,非 定 形 な グ ラ イ ン ダ作 業 に柔 軟 に対 応 す るため には,未 知 形 状 の ワー クに対 して の姿 勢 制 御 方 法 の適 用 が 有 効 であ り,こ れ に よ り複雑 な 形状 の ワー クに対 して も ジ ョイ ス テ ィ ッ クに よ る遠 隔 作 業 が可 能 とな った. 本 シス テ ム に よ り,こ れ まで の ロボ ッ トで は実 現 が 困 難 で あ った グ ライ ン ダ作 業 に つ い て,可 能 とす る こ とが で きた.
参
考
文
献
1) M. H. Raibert and J. J. Craig ;•gHybrid Position/ Force Control of Manipulators•h, Trans. ASME, J. DSMC, Vol.102, pp.126-133, 1981. 2) 吉 川:“ ロ ボ ッ トア ー ム の 位 置 と 力 の 動 的 ハ イ ブ リ ッ ド 制 御,手 先 拘 束 の 記 述 と 関 節 駆 動 力 の 算 出 ”,日 本 ロ ボ ッ ト学 会 誌,Vol.3,No.6,pp.25-31,1985. 3) 川 村 他:“ 学 習 方 式 に よ る 位 置 と 力 の ハ イ ブ リ ッ ド制 御 ”,日 本ロ ボ ッ ト学 会 誌,Vol.5,No.2,pp.25-36, 1987.
4) J. P. Merlet :•gC-surface applied to the design of an hybrid force-position robot controller•h, 1987 IEEE.
Int. Conf. on Robotics and Automation, pp. 1055-1059, 1987.
5) T. Yoshikawa and A. Sudou :•gDynamic Hybrid Position/Force control of Robot Manipulators :
On-Line Estimation of Unknown Constraint•h, 1990 IEEE Int, Conf. on Robotics and Automation, pp.
1231-1236. 1990.
6) 泉,成 清,福 井:“3つ の 反 力 情 報 に 頼 る テ ィ ー チ ン グ レ ス 形 グ ラ イ ン デ ィ ン グ ロ ボ ッ ト”,日 本ロ ボ ッ ト学 会 誌Vol.4,No.2,pp.27-34,1986.
7) K. Kashiwagi et al.:•gForce Controlled Robot for Grinding•h, IEEE IROS '90, pp. 1001-1006, 1990.
8) 田 中 他:“ 用 途 対 応 機 能 の 開 発 ”,安 川 電 機,Vol.53, No.3,pp.198-214,,1989. 9) 渡 辺 他:“ 力 覚 セ ン サ 搭 載6軸 垂 直 多 関 節 ロ ボ ッ ト”, 三 菱 電 機 技 報,Vol.69,No.5,pp.11-14,1990. 10) 内 山,横 田,箱 守:“ ロ ボ ッ ト手 先6軸 力 の ダ イ ナ ミ ッ ク セ ン シ ン グ ”,日 本 ロ ボ ッ ト学 会 誌,Vol.4,No.6, pp.3-11,1986. 11) (株)東 芝:“ 東 芝 のロボ ッ ト”,日 本 ロ ボ ッ ト学 会 誌,ビ デ オ 特 集 号,Vol.9,1991 神 野 誠(Makoto JINNO) 1960年7月29日 生.1983年 慶 応 義 塾 大学 工 学 部 機 械工 学 科 卒 業.1985年 同 大 大 学院 修 士 課 程 修 了.同 年(株)東 芝 入 社.総 合研 究 所 機 械 研 究所 に て ロボ ッ トの 機 構 お よび シ ス テ ム の 研 究 ・開 発 に 従 事.日 本 機 械 学 会 の 会 員.(日 本 ロ ボ ッ ト学 会 正 会 員) 阿 部 朗(Akira ABE) 1956年9月27日 生.1980年 早 稲 田 大 学理 工 学 部 機械 工 学 科卒 業.同 年(株)東 芝 入社.原 子 力 施設 向 け各 種 点検 ・作 業 ロボ ッ トの 設 計 ・開 発 及 び,プ ラ ン トへ の 適 用 に従 事.現 在,原 子 力 第 一 ジ ス テ ム設 計 部 シ ス テ ム設 計 第 二 課 主 務. (日 本 ロボ ッ ト学 会 正 会 員) 吉 見 卓(Takashi YOSHIMI) 1961年10月11日 生.1985年 大 阪 大 学 基 礎 工 学 部 機械 工 学 科卒 業.1987年 同大 大 学 院 修士 課程 修 了.同 年(株)東 芝 入 社.総 合研 究 所 エ ネ ル ギ ー 機 器 研 究所 に て ロボ ッ ト制 御 技 術 の研 究 ・開 発 に 従 事. (日 本 ロ ボ ッ ト学 会 正 会 員) 日本 ロボ ッ ト学 会 誌10巻2号 115 1992年4月