高水素条件における鉄鉱石塊成鉱の還元粉化挙動の
解明
著者
水谷 守利
学位授与機関
Tohoku University
学位授与番号
11301甲第18799号
URL
http://hdl.handle.net/10097/00127559
平成
30年度 博士学位論文
高水素条件における
鉄鉱石塊成鉱の還元粉化挙動の解明
Study on the Reduction Disintegration Phenomenon
of Iron Ore Agglomerates in high H
2
Atmosphere
指導教員 葛西 栄輝 教授
東北大学大学院 環境科学研究科
先端環境創成学専攻 葛西研究室
目次
第
1 章 序論
1.1. 本研究の背景 1 1.1.1. 製鉄プロセスにおける高炉法の位置付け 1 1.1.2. 高炉装入物としての鉄鉱石塊成鉱の役割 5 1.1.3. 鉄鋼業における二酸化炭素排出量削減の取り組み 14 1.1.4. 鉄鉱石の性状変化とその製銑プロセスへの影響 19 1.2. 高炉通気性、生産性に及ぼす塊成鉱の低温還元粉化挙動の影響の過去知見 25 1.2.1. 高炉の通気性と生産性および還元材比の関係 25 1.2.2. 鉄鉱石塊成鉱の低温還元粉化メカニズムおよび抑制技術 28 1.2.3. 鉄鉱石塊成鉱の低温還元粉化挙動の評価技術 31 1.3. 本研究の目的 34 1.4. 本論文の構成 35 参考文献 37
第
2 章 高水素雰囲気下での鉄鉱石塊成鉱の還元粉化挙動
に及ぼす還元ガス組成の影響
2.1. 緒言 43 2.2. 実験方法 44 2.2.1. 実験装置 44 2.2.2. 試料調整および実験条件 45 2.2.3. EPMA による反応様式の定量化 46 2.3. 実験結果 48 2.3.1. 低温還元粉化挙動に及ぼす還元ガス組成の影響 48
2.3.2. 還元に伴うき裂生成挙動と反応様式の観察 54 2.3.3. EPMA による反応様式の定量解析結果 56 2.3.4. 反応様式に及ぼす還元ガス組成の影響 60 2.5. 結言 62 引用文献 63
第
3 章 酸化鉄ペレットの低温還元過程における Thiele 数の導出、
および
Thiele 数と還元粉化挙動の関係
3.1. 緒言 65 3.2. 反応様式の解析手法 65 3.2.1. 酸化鉄ペレットの気孔構造 69 3.2.2. 有効拡散係数 70 3.2.3. 反応速度定数 72 3.3. 反応様式の解析結果 73 3.3.1. Thiele 数に及ぼす還元ガス組成の影響 73 3.3.2. Thiele 数と還元粉化挙動の関係 76 3.4. Thiele 数制御による還元粉化抑制手法の提案 80 3.4.1. Thiele 数による RDI 予測式 80 3.4.2. 鉄鉱石塊成鉱の物理的特性の制御 81 3.5. 結言 83 引用文献 86第
4 章 酸化鉄ペレットの低温還元過程に発生する膨張応力
およびき裂面積の定量評価
4.1. 緒言 88 4.2. 膨張応力からき裂面積を導出する基本的な考え方 89 4.3. 還元過程に生成するき裂生成メカニズムとき裂面積の解析 94 4.3.1. 未反応核還元反応時に生成するき裂 94 4.3.2. 均一還元反応時に生成するき裂 96 4.3.3. 未反応核反応と均一反応の中間領域に生成するき裂 99 4.4. 応力およびき裂面積の解析結果 100 4.4.1. 未反応核反応および均一反応時に生成するき裂面積 100 4.4.2. 中間領域に生成するき裂面積 101 4.5. 結言 106 引用文献 108第
5 章 AE 法による鉄鉱石塊成鉱の低温還元過程に発生する
き裂の
in-situ
評価
5.1. 緒言 110 5.2. 実験方法 112 5.2.1. 実験装置 112 5.2.2. AE 波の解析方法 113 5.2.3. 試料と実験条件 114 5.3. 実験結果 116 5.3.1. 単一粒子の還元過程に発生する AE 特性と発生挙動 116 5.3.2. 充填層還元過程に発生する AE 特性と発生挙動 1235.4. 考察 128 5.4.1. AE エネルギーと還元粉化挙動の関係 128 5.4.2 き裂生成条件が AE 周波数に及ぼす影響 130 5.5. 結言 131 引用文献 133
第
6 章 結論
135- 1 -
第
1 章 序論
1.1. 本研究の背景 1.1.1. 製鉄プロセスにおける高炉法の位置付け 鉄は他の素材に比べて資源埋蔵量が多く、調達性や価格競争力に優れているだけでなく、 合金成分調整や熱処理、表面処理等により、多様な性能を発揮することができるため、圧 倒的な市場規模を有する。さらに、国内では老廃スクラップの回収率が約70%、粗鋼生産 量に占めるスクラップ使用率が約30%と、他の素材に比べていずれも高く、リサイクル性 に優れた素材である [1]。これらのことより、鉄は社会と経済の発展に不可欠な基盤材料に 位置づけられている。
Fig.1-1 に世界の粗鋼、銑鉄および直接還元鉄 (DRI: Direct Reduction Iron)の生産量の 推移を示す。World Steel Association の報告[2]によると、世界粗鋼生産量は 2009 年のリ
ーマンショックによる一時的な後退があったものの、2002 年から毎年 5∼7%の勢いで伸長
し、2011 年には約 15 億トンに達し、2017 年には過去最高である 16 億 9 千万トンを記録
した。中国の粗鋼生産量は、2013 年以降、世界の約半分を占める 8 億t強で推移している。
Table 1-1 に国別の粗鋼生産量ランキングを示す。BRICs や MENA(中東・北アフリカ)等の 新興国地域を中心に世界の粗鋼生産量は年々増大しており、特にインドの粗鋼生産量は 2017 年に 1 億tを超え、アメリカ合衆国を抜いて世界第 3 位に躍進し、日本の粗鋼生産量 に迫る勢いで成長している。 新興国を中心として鉄鋼業が急激な発展を遂げる中、粗鋼生産量全体に占める銑鉄生産 量の割合は、1980 年から 2017 年に至るまで 70~76%で大きく変化がなく、特に、中国を 含む東アジア地域では高炉銑鉄の比率が高い傾向にある。その他の粗鋼生産については大 部分が電炉法によるものであり、スクラップと電気の確保が容易な地域に普及している。 また、高炉−転炉法やスクラップ−電炉法に代わると期待されていた直接還元製鉄法[3]に よる直接還元鉄 (DRI: Direct Reduction Iron)の製造プロセスに関しては、中東やシェール
- 2 - ガス革命以降の北米など、安価な天然ガスが利用可能な地域において新規プラントの建設 と稼働が推進されている[4]。2010 年以降、DRI 生産量は 7000 万tレベルで停滞していた が、2017Fy にはインド、イラン、アメリカ、ロシアの DRI 生産量が増大し、8710 万tに 達している[4]。最近の天然ガス価格の下落により、MIDREX や HYL の新設案件が増加し たためである。しかしながら、直接還元製鉄法では酸化鉄原料の品位や強度、被還元性、 耐還元粉化性などの要求品質が厳しく設定されているため、天然ガスと電気に加えて、良 質な鉄鉱石が安価に確保できる限られた地域以外では普及しにくいことが課題である。そ のため、現在ではDRI はスクラップ中のトランプエレメントの希釈用途に留まる。これら のことから、鉄鋼業における鉄源製造プロセスは依然として高炉‐転炉法が主流であるこ とがわかる。
Fig. 1-1 World production of crude steel, pig iron and DRI [2][4]をもとに作成
0 10 20 30 40 50 60 70 80 90 100 0 200 400 600 800 1000 1200 1400 1600 1800 2000 1980 1985 1990 1995 2000 2005 2010 2015 2020 D RI p ro du ct io n (M t/ y) Pr od uc tio n (M t/ y) FY Crude steel Pig iron
Crude steel of China DRI
Pr
odu
ct
io
n
[M
t/
y]
- 3 -
Table 1-1 Crude steel production ranking by county [Mt/y] [2]
高炉法による近代製鉄は14 世紀に西ドイツのライン川流域のジーゲルランドで発祥した とされ、当時用いられていた低シャフト炉の熱効率と生産性を改善するために大型化した 炉がその起源であると伝えられている [5][6][7]。一方、その大量生産により燃料である木 炭製造に伴う森林伐採が深刻化するとともに、広大な森林を有する国ほど製鉄業にとって 優位となった。そのため16 世紀終わり頃から、木炭に代わる原料として石炭が注目され、 高炉への石炭利用が試みられた。しかしながら、石炭は高温で軟化溶融して通気性を悪化 させ、鉄鉱石の還元反応を停滞させることや、木炭よりも硫黄や灰分が高く、鉄の脆化や 不純物の除去が課題となった。これらの課題に対して、Darby 父子による高炉へのコーク ス使用技術の確立(1735 年)や、Neilson の熱風炉築造(1829 年)による高温送風化によ って、還元・浸炭反応の促進と銑滓分離を達成でき、高炉による銑鉄の大量生産が可能と なった[7]。 日本の近代製鉄はドイツやイギリスに遅れること約160 年後の安政 4 年(1857 年)に大 島高任が釜石大橋地区で洋式高炉を創設して以来160 年を迎える[5]。その後、民間需要や 軍機需要の増加に対応するため、官営八幡製鉄所の東田1 高炉の火入れ操業が 1901 年に開 始された。当初は1700 kg/t-p(t-p: ton-pig iron の略)程度であったコークス比(銑鉄 1 トン当たりのコークス使用量)は溶鉱炉技術の進歩とコークス品質の改善努力の結果、1934 年には1020 kg/t-p まで低下した[8]。さらに、第二次世界大戦前の 1942 年には国内の高炉 Rank 1 Japan 110 Ch in a 129 Ch in a 639 Ch in a 804 Ch in a 832
2 USA 90 Japan 106 Japan 110 Japan 105 Japan 105
3 Ru ssia 67 USA 102 USA 80 In dia 89 In dia 101
4 Ch in a 66 Ru ssia 59 In dia 69 USA 79 USA 82 5 Ukraine 42 Germany 46 Ru ssia 67 Ru ssia 71 Ru ssia 71 6 Germany 38 South Korea 43 South Korea 59 South Korea 70 South Korea 71 7 Italy 25 Ukraine 32 Germany 44 Germany 43 Germany 44 8 South Korea 23 Brazil 28 Ukraine 33 Brazil 33 Turkey 38 9 Brazil 21 In dia 27 Brazil 33 Turkey 32 Brazil 34 10 France 19 Italy 27 Turkey 29 Ukraine 23 Italy 24 World 616 World 849 World 1,433 World 1,620 World 1,691
- 4 -
稼動数35 基,銑鉄生産量 412 万 t/y(銑鉄生産能力 526 万 t/y,粗鋼生産能力 765 万 t/y)
に達した。一方、国内鉄鋼需要の拡大に対して国内鉱の供給能力は不足していたため、鉄 鉱石の大量輸入を前提とした銑鋼一貫生産が成立した[9]。戦前の鉄鉱石供給源は中国、朝 鮮、英領マレー等の日本から比較的近距離な環太平洋に賦存するマグネタイト鉱石と、一 部表層近くが酸化されたヘマタイトや褐鉄鉱が使用された[10]。しかしながら、戦後は GHQ により鉄鉱石輸入が制限されるとともに、朝鮮、中国、樺太における数多くの鉄鉱山や炭 鉱等が失われ、国内鉱と砂鉄、国内炭等によって高炉が稼働していた。その結果、1946 年 には国内の高炉稼動数3 基,銑鉄生産量 21.8 万 t/y、コークス比は 1600 kg/t-p まで後退し た[8]。このように、国内の鉄鋼業は戦後に大きく減退したにも関わらず、その後日本の鉄 鋼業は目覚ましい発展と拡大を遂げ、1973 年には粗鋼生産量 1 億トンを突破し、1980 年 にはアメリカを抜いて世界粗鋼生産量1 位の鉄鋼生産国となった。Fig. 1-2 に日本の高炉の 炉容積と基数の推移を示す。戦後の日本鉄鋼業の躍進の背景には、戦後の復興景気と高度 経済成長期における数次に亘る鉄鋼合理化計画に伴う臨界新立地での高炉の大型化と効率 化の推進、高炉の設備・操業技術と国内高炉の主要原燃料となる焼結鉱とコークスの製造 技術の革新を挙げることができる[5][11]。
Fig.1-2 Trend of Size distribution of Japanese blast furnaces
0 10 20 30 40 50 60 70 0 1000 2000 3000 4000 5000 6000 7000 194 5 195 3 195 7 196 1 196 5 196 9 197 3 197 7 198 1 198 5 198 9 199 3 199 7 200 1 200 5 200 9 Max. IV Min. IV Ave. IV Number of BF Bl as t F ur na ce IV ( m 3 ) 61 BFs in 1973 Ave. IV 4388m3 max IV 5775m3 min IV 2150m3 N um be r o f b la st fu rn ac es (n ) 27 BFs in 2017 3 BFs in 1946 Bl as t F ur na ce IV (m 3) Bl as t f ur na ce inn er v ol um e [m 3]
- 5 - 1.1.2. 高炉装入物としての鉄鉱石塊成鉱の役割 前節で述べた高炉−転炉法とそれを支えるコークス法の発展に比べ、高炉原料である鉄 鉱石塊成鉱の製造技術は新しい。鉄鉱石塊成鉱は高炉の大型化と送風量増大による生産性 の向上が進められた当時、高炉原料として強度と成品粒径の上昇が望まれ、開発が進めら れた。塊成化手法には、高温焼成により粒子の結合を促進させる焼成法とセメント等の結 合剤を用いる非焼成(コールドボンド)法がある。焼成法は鉱石粉を常温成形後に焼成す る方法と、鉱石粉と混合した固体燃料を燃焼させて焼結する方法に大別される。前者とし てペレット法や団鉱法、後者として焼結法やノジュライジング法が挙げられるが、現在、 鉄鉱石塊成鉱として広く普及しているのはペレット法と焼結法である[10]。 焼結法は非鉄分野の塊成化技術として19 世紀に開発され、20 世紀初頭に鉄鋼分野にも適 用され、当初は地場資源や所内発生ダストの活用を図るために始まった[10]。1902 年にス ウェーデンで実用化されたグレンダル式団鉱法は成品塊成鉱の品質は良かったものの、当 時の高炉の生産量の増加に対応できるほどには、その生産性は高くなかった。これに対応 するため、GW (Greenawalt) 式、AIB (Allmann Ingeniors Byran) 式、DL (Dwight Lloyd) 式の下方吸引型の焼結法が開発された。特に、スウェーデンは自国の鉄鉱石資源を有効利 用するため、積極的に焼結鉱の製造に取り組み,1935 年頃には高炉での焼結鉱配合比率は 80%を超え、1944 年に鉄鉱石に副原料として石灰石を混合させて製造される自溶性焼結鉱 の生産が開始されている[10][17]。 Fig.1-3 に世界および日本の焼成法の開発と導入に歴史を示す。我が国おいては、焼結機 やその技術も高炉法と同様に欧米から導入されたが、高炉法が 160 年遅れて導入されたの に対し、1910 年代に開発された鉄鉱石焼結法は 1926 年に当時の鞍山製鉄所を皮切りに次々 と導入されている [10]。良質鉄鉱石資源に恵まれない我が国の技術的関心が高かった状況 が伺える。
- 6 -
Fig.1-3 Development of sintering method [17]に加筆
第二次大戦後、鉄鉱石の輸入は1948 年に解禁され、1951 年以降は 3 次に亘る鉄鋼合理 化計画に対応した鉄鉱石所要量確保が海外製鉄原料委員会(1952.12∼2003.9)を核に推進さ れた[9][12]。同時にジョセフの勧告 (1954 年)[13][14]に基づく整粒強化や高炉スラグ量の 低減、焼結鉱の品質改善が志向され、粉鉱石比率は増加した。このような背景の中、日本 の製銑技術を躍進させた自溶性焼結鉱製造技術の開発が推進された。1958 年の小倉[15]お よび洞岡高炉試験[16]では、100%自溶性焼結鉱使用かつオールコークス条件下において、 それぞれ還元材比 545, 525 kg/t-p を達成した。Fig.1-4 に国内産および輸入鉄鉱石の Fe 品 位とSiO2濃度の関係を示す。1960 年代後半に輸出が解禁された豪州をはじめ、ブラジル、 インドの鉄鉱石はそれ以前の入荷鉱石と比較して大規模かつ高品位なヘマタイト鉱床であ ったため、輸入鉄鉱石の平均鉄分が上昇した [10]。CaO-Fe2O3系融液を主要な結合マトリ ックスとする自溶性焼結鉱にとって、高品位ヘマタイト鉱石は最良の鉄源であったため、
- 7 - 鉄鉱石焼結技術は単純な粉鉱石塊成化から、高炉装入物として品質を最適化する技術へと 進化し、その後の高炉操業の高度化を支えた[17]。Fig.1-5 に日本の輸入鉄鉱石量の推移を 示す。豪州、ブラジルの鉄鉱石はその後も長期にわたり主要な鉄鉱石輸入先となり、輸入 鉄鉱石に占める割合は現在、それぞれ60%, 30%と大部分を占め、日本の鉄鋼業にとって不 可欠な存在となっている[9][12]。同時に、当時最新鋭の DL 式焼結機の稼働も始まり、その 能力増強も行われた [18]。また、資源に乏しい我が国において質・量ともに優良資源であ る大規模な石灰石鉱山が多数あることも自溶性焼結鉱の発展を促したと推察される。これ らの複合的な背景により、我が国の焼結鉱比率は急速に拡大し、日本の高炉装入原料に占 める焼結鉱の割合は約80%に達した[17]。
- 8 -
Fig. 1-5 Trend of the amount of imported iron ores in Japan [9][10]をもとに作成
Fig. 1-6 に焼結法の概要を示す。海上輸送で日本に輸入された鉄鉱石は製鉄所の港湾で 荷揚げされ、ヤードに積み付けられる。その後、ブレンディングや整粒等の事前処理を経
た後、石灰石、凝結材(粉コークスや無煙炭等の石炭)、その他副原料とともに、銘柄別に
ホッパーに貯蔵される。一般的な自溶性焼結鉱の製造プロセスにおいては、焼結鉱塩基度 (CaO/SiO2 )が 1.6∼ 2.2 付近となるように鉄鉱石 65 mass%、石灰石約 10 mass%、返鉱(高
炉装入に適さない細粒焼結鉱)約 20 mass%、凝結材が約 5 mass%の割合で配合される。ホ ッパーから排出された原料はドラムミキサーに導入され、水を5 ~ 10%程度添加されながら 混合と転動造粒操作が加えられ、湿潤凝集体である擬似粒子が形成される。ドラムミキサ ーに加えて、ミキサーによる撹拌および混合強化やパンペレタイザーによる造粒強化が実 行される場合もある。擬似粒子はドラムフィーダーなどの装入装置により焼結機パレット に装入された後、COG(タールやアンモニア、硫酸等を除去・精製されたコークス炉排ガス) や重油バーナーなどで装入原料の上層部が着火され、下方の吸引ブロアーによる強制通気
- 9 - を受けながら排鉱部に向かって焼結機パレットが進行していくとともに、充填層の上層か ら下層に向けて凝結材の燃焼が進行する。焼結機は焼結機排鉱部付近で燃焼帯が最下層に 到達するようにその速度が設定され、焼結機外に排出された焼結鉱は、粗粉砕、冷却(顕熱 回収)、二次粉砕、整粒され、約 5 mm 以上の整粒焼結鉱が高炉へ搬送される。篩下は返鉱 として再度焼結原料として使用される。
Fig.1-6 Overview of sintering process
Fig.1-7 に鉄鉱石焼結過程の組織形成の概略[19][20]を示す。鉄鉱石焼結法では、充填層 の上層から下層に向けて凝結材の燃焼反応に伴い、充填層の昇温と水分の蒸発、鉄鉱石中 のゲーサイトの脱水、石灰石の脱炭酸、鉄鉱石と石灰石の溶融反応が進行する。ドラムミ キサーやパンペレタイザーで造粒された擬似粒子は,直径数mm の大きな鉄鉱石核粒子と 微粉鉱石,石灰石,コークス粉からなる付着粉で構成される。加熱により付着粉−核粒子 の界面の領域において、酸化物の相変態および相互拡散、カルシウムフェライト系 (Fe-Ca-Fe-Al-Si-O, SiO2<20%)およびシリケート系(Fe-Ca-Fe-Al-Si-O, SiO2 >20%)液相の
Stack
Blower
Dust extraction
Storage bins of raw materials
1st drum mixer
2nd drum mixer Pseudo-particles
Return for hearth layer (7-15mm)
Wind boxes Ignition furnace Sintering machine Hot screen 1st crusher 2nd crusher Cooler
Cold screen Blast furnace
Coke Limestone Ore Ore Ore Return fine -5mm +5mm Water Water Duct Sintering bed Sinter cake -5mm Disc pelletizer Erich mixer
- 10 - 生成、冷却過程でカルシウムフェライト、二次ヘマタイト、二次マグネタイトの晶出、気 孔網の形成などが起こる。焼結鉱の基本組織は溶融せずに残存した鉄鉱石粒子、その表層 部分が反応して形成された融着層および気孔から構成されている。このような反応過程を 経るため、一次/二次ヘマタイト相(Fe2O3)、一次/二次マグネタイト相 (Fe3O4)、多元系 酸化物でその存在が複数種類確認されているカルシウムフェライト相およびシリケートス ラグ相やこれらの固溶体など、様々な相が焼結鉱中の含まれるていることが報告されてい る[19][20]。この様な反応過程を経て焼結鉱は生成されるため、焼結鉱の組織は焼結反応に おける加熱および冷却過程で様々な相が生成することが知られている[10][21][22]。
Fig.1-7 Schematic diagram of the sintering reaction on heating and cooling [19]に加筆
一方、ペレット法は GW 式焼結法が開発された 5 年後の 1911 年にスウェーデンの
Andersson によって考案された。焼結法が急速に発展したのに対し、ペレット法は考案か
ら約30 年間は実用化されなかったものの、1943 年にアメリカでタコナイト鉱石の選鉱処
理が推進された際に、選鉱後のConcentrate (Conc.) を処理する技術として注目され、その
- 11 - Fig.1-8 にペレット法の一つであるグレートキルン式ペレット焼成炉の概要を示す。約 45 m 以下に粉砕された原料とバインダを混合した後、ドラムミキサーまたはパンペレタ イザーで直径10-15 mm 程度に造粒し、これをトラベリンググレートで乾燥 (280∼400℃)、 予熱 (約 1100℃)され、ロータリーキルンで焼成工程(1300℃)を経たのちに冷却され、焼成 ペレットが製造される[23]。焼成ペレットは球形で強度が高いため、焼結鉱に比べて輸送中 の粉の発生が少ない特徴を持つ。一方、微粉原料を使用するため、原料の輸送過程での付 着や発塵が問題となり易く、焼成ペレット製造プラントは原料の輸送距離が比較的短い鉱 山近傍や鉱石出荷港近傍に設置されることが多い。
Fig.1-8 Overview of iron ore pelletizing process
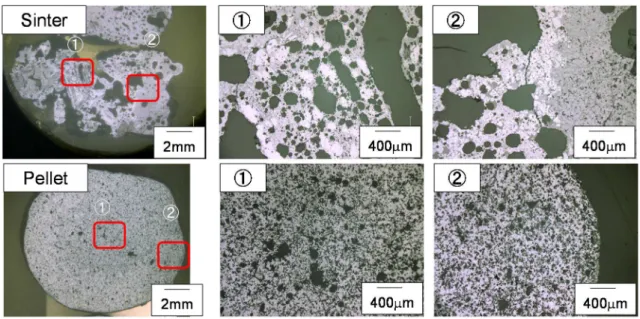
Table1-2 および Fig.1-9 は焼結鉱とペレットの特性や組織を比較したものである。焼結法 とペレット法では、使用する鉄鉱石の粒度が異なる。一般に、焼結鉱の製造に使用される 粉鉱石は5 mm 以下の比較的粗粒であるのに対し、ペレットの製造に使用される粉鉱石は 45 m 以下の微粉が 60−90%である。成品のサイズや形状に着目すると、焼結鉱は粒度分 布幅が広く、形状が不定形であるのに対し、ペレットは粒度が比較的均一で球形である。 これは、ペレットが固相焼結反応で焼成される造粒整粒鉱であるのに対し、焼結鉱が液相 焼結反応で焼成後に破砕される破砕整粒鉱であることに起因する。それらの形状の違いは、
- 12 -
安息角や転がり摩擦係数に差異をもたらし、高炉内の装入物分布に大きな影響を与える。 また、構成鉱物組織や気孔形状や気孔径分布にも特徴的な相違があり、焼結鉱はペレット に比べて、傾斜角が高いこと起因して装入物分布を制御しやすい点や高温での被還元性が 優れているものの、強度や耐還元粉化性、スラグ量の面で劣ることが知られている[24]。
Table 1-2 Property comparison between sinter and pellet Raw
Material
Size Shape Pore
Structure
Mineral Structure
Reduction Behavior
Sinter -5mm 5-30mm Rock-like Non-uniform
Complex
Non-uniform Complex
Reduction Disintegration
Pellet -45m 10-15mm Spherical Uniform Uniform Swelling
- 13 - 日本、欧州、アメリカの高炉装入物の構成比をFig.1-10 に示す。日本を初め、臨海製鉄 所の多くは焼結鉱比率が高く、北米やスウェーデン等の低品位原料を選鉱して得られる Conc.を主要原料としている地域はペレット比率が高い。各国各製鉄所がそれぞれの立地条 件や原燃料供給条件、環境規制に対応するために原料処理技術を工夫した結果がこれらの 構成比差に反映されているものと考えられる。
Fig.1-10 Burden compositions of various blast furnaces
◆
Asia
■
NAFTA
▲
EU
Sinter
Pellet
Lump, Others
- 14 - 1.1.3. 鉄鋼業における二酸化炭素排出量削減の取り組み 最近の鉄鋼業の鉄源製造プロセスには大きく2 つの課題がある。1 つ目の課題は地球環境 問題への対応である。 世界的に地球温暖化対策の機運が高まる中、2015 年 12 月に開催された第 21 回気候変動 枠組条約締約国会議 (COP21) において、いわゆるパリ協定が採択された[26]。パリ協定の 全体目標は世界の平均気温上昇を産業革命前と比較して2℃未満に抑えることであり、加え て、1.5℃未満に気温上昇を抑制する努力目標も制定された。さらに、これらの目標を達成 するために、21 世紀後半までに人間活動による温室効果ガスの排出量を実質的にゼロにす る方向性が示された。また、これまで温室効果ガスの削減目標が無かった途上国も含め、 各国の温室効果ガス排出量削減の自主的な目標設定が確認された。Table 1-3 に日本のエネ ルギー起源二酸化炭素の各部門の排出量の目安を示す。日本はCOP21 を受けて、2030 年 までに2013 年比で温室効果ガスを 26%削減する草案を提出した。さらに、2016 年にはパ リ協定で提出した自主目標に加えて、地球温暖化対策と経済成長を両立させながら、長期 的目標として2050 年までに 80%の温室効果ガスの排出削減を目指す地球温暖化対策計画 が閣議決定された[27]。 Fig. 1-11 に日本の部門別の CO2排出量を示す。日本の温室効果ガスの主要因であるCO2 の排出量は2016 年度に 12 億 2200 万tであったのに対して、鉄鋼業の CO2排出量は約1 億 7960 万tと約 15%を占めており、地球温暖化に及ぼす影響は他の産業に比べて大きい [28]。Fig. 1-12 に日本を 100 とした世界の一貫製鉄所のエネルギー原単位を示す。日本の 鉄鋼業は省エネ対策のための設備を導入してきたため、そのエネルギー効率は世界で最も 高水準に達しており、CO2排出量の削減余地は少ない[29]。鉄鋼業における CO2排出量削 減の取り組みとして、低炭素社会実効計画[30]が実行されており、2020 年で 492 万 t/y、2030 年までに722 万 t/y の削減目標がそれぞれ設定されているものの、後者が日本鉄鋼業の CO2
- 15 -
排出量に占める割合は5.2%に留まり、政府が設定した 2050 年迄に温室効果ガス排出量の
80%を削減する目標には遠く及ばない。
Table 1-3 日本のエネルギー起源二酸化炭素の各部門の排出量の目安 [27]をもとに作成
- 16 -
Fig. 1-12 Comparison of specific energy consumption of the integrated steel mills in the world in 2015Fy [29]をもとに作成 鉄鋼業の工程別に CO2排出量を比較してみると、製銑工程は炭素を還元材として用いた プロセスであるため、鉄鋼業のCO2排出割合の70%を占めており、他の工程に比べて、CO2 排出量が突出している[31][32]。製銑工程から CO2排出量を削減するには、高炉の還元材比 を低減すること、バイオマス等のカーボンニュートラル材を利用すること、H2含有量の高 い還元材を利用することが有効な手段である[33]。還元材比の低減手段としては、ヒートロ スを低減すること、高反応性コークスや炭材内装鉱の利用による熱保存体温度を低下させ ることに加えて、金属鉄の使用が挙げられる。スクラップやDRI 等の冷鉄源を電炉ではな く、高炉用原料として使用することで、高炉の生産量の増大と還元材比や CO2排出量の削 減が可能であることが報告されている[34]。新日鉄住金名古屋 1 高炉では DRI を高炉装入 物として100kg /t-pig 使用することで、還元材比 31kg/t-pig の低減と 7.4%の増産を記録し
た[35]。DRI の高炉使用は特にシェールガス革命以降の北米で盛んとなっており、AK Steel
はスクラップとDRI を合計 約 150 kg/t-pig 高炉に装入し、同時に天然ガスを羽口から 63
kg/t-pig 吹き込むことで、還元材比 429 kg/t-p、出銑比 3.8 t/d/m3 (*Working Volume Base)
80
90
100
110
120
130
140
En
er
gy
C
un
su
m
pt
io
n
of
Pr
odu
ct
io
n
of
C
rud
e
St
ee
l [
-]
- 17 -
の低還元材比かつ高出銑比操業を1 年以上継続的に達成している [36]。また、VoestAlpine
はテキサス州で MIDREX®プロセスにより製造した DRI をオーリトリアの Linz と
Donawitz 製鉄所に海上輸送し、高炉用原料として使用することで、CO2排出量の5%を削 減した[37]。 最近、鉄鋼業からのCO2排出量削減技術はH2含有量の高い還元材の利用技術が注目され ている。その一つとして、高炉への天然ガス吹込み技術が挙げられる[38]。しかしながら、 羽口前理論燃焼温度を一定にするために実施されるO2冨化は炉頂ガス温度を低下させるた め、天然ガスの吹込み限界は約170 kg/t-p 程度とされている[39]。一方、日本鉄鋼業では革 新的なCO2排出量削減技術としてCOURSE50 プロジェクトを推進している[40]-[49]。本 プロジェクトはガス改質によりCOG に含まれる H2を増幅し、コークスの一部代替に当該 H2を用いて鉄鉱石を還元する技術(高炉からのCO2排出削減技術)と、製鉄所内の未利用 排熱を活用した高炉ガス(BFG)から CO2を分離するCO2分離回収技術(高炉からのCO2 分離回収技術)で構成される。前者の高炉からのCO2排出削減技術で10%、後者で 20%の 合計30%の CO2排出量が削減可能と試算され、従来技術に比べて大幅にCO2排出量を削減 できると期待されている。しかしながら、これらのCO2削減効果は2050 年の政府目標で ある80%削減や COP21 で示された温室効果ガスの排出量ゼロには及ばず、さらなる CO2 排出量削減には高炉−転炉法に代わる革新的な製鉄プロセスの開発が必要と言える。 高炉−転炉法以外の製鉄プロセスの CO2排出量を比較すると、スクラップ−電炉法のそ
れが約300∼500 kg-CO2 / t-steel、次いで DRI を電炉に供する DR−電炉法が約 700∼1250
kg-CO2 /t-steel といずれも高炉−転炉法よりも低い[50]。また、さらなる CO2排出量の削
減を目指し、カーボンフリーの電気やH2を利用した製鉄プロセスの開発プロジェクトが設
立されている。スウェーデンのSSAB は鉱山会社の LKAB と電力会社の Vattenfall と共同
で、水力発電で製造した電気で水を電気分解し、生成した H2を還元材として使用する
- 18 -
鉄プロセスに移行することを表明した[51]。ドイツの Salzgitter AG は太陽光発電や天然ガ
スを高炉や直接還元製鉄に活用するSALCOS®プロセスを開発している[52]。一方、製鉄排
ガスをバイオエタノールに変換するプロジェクトとして、Arcerol Mittal と PRIMETALS の共同プロジェクトであるSteelanol [53]や、thyssenkrupp が先導する Carbon2Chem [54] も注目されている。さらに、日本鉄鋼連盟は長期温暖化対策ビジョンとして「ゼロカーボ
ンスチールへの挑戦」を策定し、革新技術として開発が進められている COURSE50 やフ
ェロコークスに加えて、パリ協定に基づく長期目標(2℃目標)に対しては超革新技術とし て水素還元製鉄やCCS (Carbon dioxide Capture and Storage)、CCU (Carbon dioxide Capture and Utilization)の必要性も訴えている[55]。
以上より、鉄鋼業からの CO2排出量削減のため、短期的には高炉の還元材比の低減の達 成、中長期的には H2系還元材の利用率向上が重要であるとともに、2050 年の温室効果ガ ス80%削減に向けたカーボンフリー電気や H2の利用技術の開発を推進する必要があると言 える。これらのことから、高炉または直接還元製鉄法におけるH2系ガスによる鉄鉱石や鉄 鉱石塊成鉱の還元反応機構の解明は上記技術の確立を達成するための重要な基盤技術にな ることが予想される。
- 19 - 1.1.4. 鉄鉱石の性状変化とその製銑プロセスへの影響 鉄鋼業の鉄源製造プロセスが抱える2 つ目の課題は資源問題である。高炉法と直接還元 製鉄法は原料として鉄鉱石を消費することから、粗鋼生産量の増大は鉄鉱石生産量も増大 させる。2002 年以降の中国鉄鋼生産量の急拡大に対して、中国鉄鋼業は当初国内の低品位 鉄鉱床の活用を志向した。しかしながら、1 年で約 10 億 t 発生する大量な剥土(採掘過程 に発生する廃土石)の処理によるコスト増大や周辺環境の悪化から国内採掘拡大に限界が 生じ、鉄鉱石の輸入に方針を転換した[56]。その結果、鉄鉱石の海上貿易量は急激に増大し たものの、2013 年以降の中国鉄鋼需要の停滞により、鉄鉱石生産量は増減産を繰り返した。 Fig. 1-13 に鉄鉱石の価格推移を示す。上記に示す中国鉄鋼業の需要に影響を受けるように 鉄鉱石価格は2007 年以降、急騰した後に、乱高下している [57]。
Fig.1-13 Change in the price of iron ores in FOB(Free on Board) base[57]をもとに作成
一方、Rio Tinto, BHP-Billiton, Vale の三大鉄鉱石サプライヤーでは、生産量の急激な上 昇と価格の乱高下に対応するため、山元での鉄鉱石処理方法の改善、生産能力や輸送・積 出等のインフラ能力の増強に加えて、自動化による合理化も急速に進められた。例えば豪 州では、山元での採掘から港湾での積出までの運転操作の多くは、西豪州パースのRemote Operations Centre から遠隔操作されている[58]。また、一部の山元では採掘直後の鉄鉱石
0
50
100
150
200
2000
2005
2010
2015
鉄
鉱
石
価
格
(U
S$
/t
)
FY
Ir
on
o
re
p
ric
e
[U
S$
/t
]
- 20 - を乗せた超大型ダンプが無人かつ最高速度毎時 50km の高速で走っている。さらに、大手 鉄鉱石サプライヤーは、有望鉱区の探査権取得、継続的資源調査活動を行うとともに、鉄 鉱石価格の乱高下に耐えられず撤退する資源企業を買収することで、優良鉱区の占有を戦 略的に進めている [34]。Fig. 1-14 に鉄鉱石の生産コスト曲線を示す。三大サプライヤーの 主要鉱山の採掘コストは50 US$/t 以下まで改善しており、他のサプライヤーと比べて、コ スト競争力の面で圧倒的に優位に立っている。 [59]。
Fig. 1-14 Supply cost curve of iron ore in 2013Fy [59]
Fig. 1-15 に鉄鉱石の鉄分品位の変化を示す。鉄鉱石サプライヤーにおける合理化や自動 化に伴い、選択採掘の放棄やCut-off Grade の緩和が進められた[60][61]。その結果、鉄鉱 石品位は顕著に低下した[62]-[64]。さらに、ブラジルでは、2015 年 11 月 5 日に発生した Samarco 社の尾鉱ダム決壊という大事故によって状況は大きく変わった[65]。世界最大鉄 鉱石サプライヤーである Vale 社の最優先方針の一つが鉄鉱石処理の乾式化であり、2016 年の40%から 2020 年には 70%まで乾式処理比率を向上させる方針が打ち出された。その 結果、ブラジル南部の鉄四角地帯で生産される焼結鉱製造用の粉鉱石(SF: Sinter Feed) のFe は 60%以下、SiO2は10∼15%の低品位に劣質化することとなった。そのため、世界 における鉄鉱石取引の基準 Fe 品位である 62%を満足するように、中国の大連基地
- 21 -
(Distribution Center)にて高品位のカラジャス 粉鉱石とブレンドされ、我が国に輸入さ れることになる。我が国を始めとする東アジアの鉄鋼業には各鉱石の成分、性状およびブ レンド比率がブラックボックスとなる問題が発生している[66]。
Fig. 1-15 Changes in the iron grade of different iron ore resources [64]
準大手シッパーのFortescue Metals Group (FMG)や Roy Hill は比較的高品位の鉄鉱床
を開発しているが、簡便な湿式処理プラントのみでは Fe60%以上の鉄鉱石を生産すること
ができず、三大サプライヤーよりは品質面で劣る。一方、低Fe の Banded Iron Formation
(BIF) を対象にするプロジェクトは磨鉱と選鉱により、微粉ではあるが Fe65%以上の精鉱 (Conc. : Concentration)を生産することができる。しかしながら、豪州の CITIC や Karara (鞍鋼) 、ブラジルの Minas Rio (Anglo American)等の微粉の Conc. プロジェクトでは、粉 砕や脱水能力の未達が相次ぎ、生産量および品位は当初計画に達していない。また、摩鉱 と選鉱プラントに加えて、新たなインフラに多額投資が必要であり、鉄鉱石価格の低迷の 影響を受けて、開発を中断しているプロジェクトも多い[64]。
- 22 - 以上より、鉄鉱石品位は劣質化する傾向にあるものの、その形態は複数の原因が挙げら れるが、いずれもFig.1-16 に示す鉄鉱石埋蔵量分布の推察図で説明できる[64][67]。まず、 ①Fe60%以上の高品位鉄鉱床は三大シッパーが独占的に権益を有しているため、中国の鉄 鋼需要や鉄鉱石価格等の環境変化や収益構造に合わせて、Cut-Off Grade を緩和させている。 また、②FMG や RoyHill 等の準大シッパーは、やや低 Fe の鉄鉱床を対象としており、三 大シッパーには品質面で及ばない。一方、③低Fe の BIF を対象として、鉄鉱石を摩鉱と選 鉱により鉄分品位を向上しているプロジェクトは化学成分的に優れているが、微粉化によ る輸送時の付着やスラリーのハンドリング性、脱水後の粉塵発生による環境問題が発生す る。
Fig. 1-16 Quality distribution of iron ore resource and development target [64]に加筆
前述したように、鉄鉱石の劣質化はFe 品位の低下と微粉化の両面から進行している。前
者は、被還元性の低下や高温性状の悪化を引き起こす要因となる[68][69]。Fig.1-17 に高炉 のスラグ量と生産量、Fig.1-18 に高炉のスラグ量と還元材比 (RAR; Reducing Agents Ratio) の関係を示す。高炉操業においてはスラグ顕熱の上昇に伴う RAR の増加と融着帯で の通気抵抗増大による生産性低下が懸念される [70][71]。2030 年には高炉スラグ量が現在
- 23 -
結果もある[64]。一方、後者の微粉化の影響として、焼結層の通気性悪化が挙げられる[63]。 Fig.1-20 に焼結工程における微粉配合量を生産性の関係を示す。Komatsu らが報告した試 験結果[72]に基づき微粉鉱石(-125m)割合が焼結工程に及ぼす影響を樋口[73]がまとめた
結果から、微粉鉱石1%の増加により焼結鉱生産性が 0.4∼0.5%低下すると試算される。
Fig.1-17 Relation between slag volume and productivity of blast furnace
JISF data from Japanese steel companies (2010FY – 2012FY) [70]をもとに作成
2000 4000 6000 8000 10000 12000 14000 16000 250 270 290 310 330 350 P rod u c ti b it y ( t/ d )
Slag Volume (kg/t-pig)
NSSMC (old NSC) NSSMC (old Sumikin) JFE Kobe NISSHIN
P
ro
du
c
ti
v
it
y
[
t/
d
]
- 24 -
Fig. 1-18 Relation between slag volume and fuel rate of blast furnace JISF data from Japanese steel companies (2010FY – 2012FY) [70]をもとに作成
450 470 490 510 530 550 570 590 250 270 290 310 330 350 R A R ( k g /t -p ig )
Slag Volume (kg/t-pig) NSSMC (old NSC) NSSMC (old Sumikin) Kobe JFE NISSHIN R A R [ k g /t -p ig ]
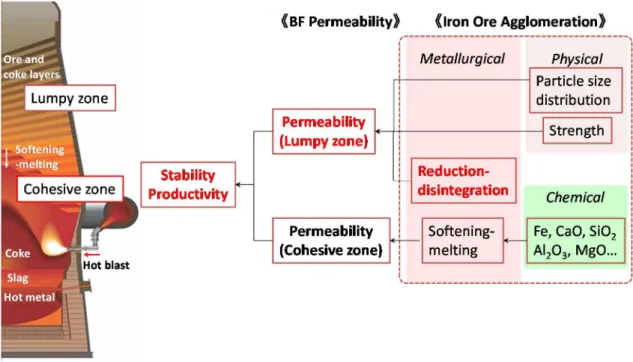
- 25 - 1.2. 高炉通気性、生産性に及ぼす塊成鉱の低温還元粉化挙動の影響 1.2.1. 高炉の通気性と生産性および還元材比の関係 高炉は固体粒子とガスの向流移動層型反応装置であり、生産量と送風量には密接な関係 がある。高炉の送風量を増加、および安定化させるためには、炉内送風ガスの通気性を高 める必要がある。Fig. 1-19 に高炉の通気性と鉄鉱石塊成鉱の特性の関係を示す。高炉の通 気性は高炉上部の塊状帯と下部の融着帯に分けられる。一方、焼結鉱、ペレット、塊鉱お よびコークスは搬送過程の衝撃の影響のほか、炉内反応に伴う強度低下により粉化すると 塊状帯の通気性を悪化させる。後者に関しては、550℃程度の炉上部で発生する焼結鉱の還 元粉化や750℃ 程度での塊鉱石の熱割れ、1200℃以上で顕著になるコークスの熱間粉化が
知られている。焼結鉱の冷間回転強度指数 (TI: Tumbler Index)の低下や還元粉化指数 (RDI: Reduction Disintegration Index)の増加は、装入物粒径と炉内充填層空隙率の低下を もたらし、通気抵抗の増加を引き起こす [74]。また、0.5mm 以下の粉量が増加すると通気 抵抗が増大し、ガス流による浮力が大きくなるため、装入物の棚吊や吹き抜け等の降下異 常が発生することが知られている[75]。Fig.1-20 に焼結鉱の RDI と高炉の生産性の関係を 示す。一般的には、棚吊や吹き抜け等の操業変動が起こる前に高炉操業安定化のため、送 風量を低下する必要があるため、RDI の上昇に伴う炉内粉量の増大は生産性低下の原因と なる。
- 26 -
Fig. 1-19 Relation between iron ore agglomeration and blast furnace permeability
Fig.1-20 Effect of RDI on blast furnace productivity
9500
10000
10500
11000
11500
12000
12500
20
25
30
35
出銑
量
(t
/d
)
RDI (%)
No.4 BF in Kimitsu works (2007.9-2008.3)
Increasing
fine
Decreasing productivity
RDI(%)
Pr
od
uc
tiv
ity
(t
/d
)
Pr
od
uc
tiv
ity
[t
/d
]
RDI [mass%]
- 27 - 前述したように、我が国では1950 年代後半から自溶性焼結鉱の製造が開始され、高炉装 入原料が大きく変化した。同時期に、酸素富加操業や重油吹込み、高圧操業等の高炉操業 法の改善が行われ、コークス比が大きく低減する中、高炉内の荷下がり不調や棚吊発生は 増加した[5][8]。Fig.1-21 に当時の高炉および焼結の技術の発展と課題をまとめて示す。 1963 年に戸畑第 1 高炉で発生した還元粉化が起因とされる炉況不調が注目された[76]。 Ore/Coke(高炉装入物における鉄源と還元材の比率)の増大による高炉内の滞留時間の増加 や、炉上部に低温領域の生成が原因であると推定される[77]。それ以降、焼結鉱の還元粉化 に着目した研究が数多く推進され、還元粉化に影響を及ぼす因子とそのメカニズム解明、 還元粉化の評価手法の開発、高炉に対する影響評価など様々な報告がなされた。
Fig.1-21 History of reduction disintegration of ore and its evaluation method in Japan
1950~
1960~
1970~
1980~
背景
RDI
試験
▼自溶性焼結鉱
(1957小倉)
▼還元粉化起因とされる荷下がり不調
(1963戸畑)
▼重油吹込
(1961)
▼酸素富化
(1959広畑)
▼高圧操業
(1962東田)
Ore/Coke上昇の要因
⇒焼結鉱とガスとの接触増
▼
RDI統一法 (1974)
▼焼結鉱の還元粉化試験
(1964八幡・住金)
以降、各所・各社で
RDI試験実施
- 28 - 1.2.2. 鉄鉱石塊成鉱の低温還元粉化メカニズムおよび抑制技術 焼結鉱の還元粉化のメカニズムが解明されるまでに多くの研究と議論がなされてきた [78]-[82]。現在では、ヘマタイトがマグネタイトへ還元する際の体積膨張により周囲の組織 にき裂が生成する現象と、カルシウムフェライトが還元する過程で劣化する現象が還元粉 化の主要因として挙げられている[78][81]。また、ヘマタイトの鉱物形態が還元粉化挙動と 密接に関係することが知られている。稲角らは、Table1-4 に示す焼結鉱、ペレットおよび 鉄鉱石中に含まれる形態の異なるヘマタイトの粉化性を調査した[79]。線状ヘマタイトや格 子状ヘマタイトのRDI は 30%以下であるのに対し、骸晶状菱形ヘマタイト(Fig.1-22(a))の 共存によりRDI が顕著に上昇する。さらに、志垣らは骸晶状菱形ヘマタイトの還元時に発 生した応力は、その生成核であるマグネタイトとシリケートスラグなどの内包物との境界 に集中するため、その境界を起点に周囲のカルシウムフェライト相にき裂が生成すること を報告している[80]。 また、主にペレットや塊鉱石中に観察される斑状ヘマタイト(Fig.1-22(b))の RDI は最も 低い値を示し、これがペレットの耐還元粉化性が良好な要因とされている。一方、春名ら は、未反応核の反応様式で還元反応が進行する際に還元粉化を抑制するのに対し、均一反 応は還元粉化しにくい班状ヘマタイトからなる塊鉱石でも還元粉化を助長させることに言 及している[82]。
- 29 -
Table 1-4 RDI values obtained for typical morphologies of hematite phases [79]
Fig.1-22 SEM images of surface of typical hematite samples (a) Skeletal rhombohedral hematite [75], (b) Porphyric hematite [83]
H2還元による還元は吸熱反応であるため、高炉のH2利用量が増加すると、熱不足により 炉内温度が低下し、高炉上部の 450~650℃の還元粉化が発生しやすい領域が拡大すること で、焼結鉱の低温還元粉化量が増大することが懸念されている[44]。そのため H2雰囲気下 での還元粉化に関する研究例が増えている。村上らはH2雰囲気下での焼結鉱の還元粉化挙 動について調査し、少量のH2は還元粉化量を助長させるが、多量の H2は還元粉化を抑制 させることを報告している[44]-[46]。これに対して、竹内らは H2が少量でもガス中に含ま れれば、H2濃度が還元粉化挙動に及ぼす影響は小さいと指摘している[47]。このように、
RDI
about 70% in sinter
2.7
about 90% in pellet
3.1∼4.1
about 5% in sinter
17.8
about 90% as ore
22.4
Dendritic hematite
about 20% in sinter
18.0
Skeletal rhombohedral hematite
sount 7∼9% in sinter
46.5
Lattice hematite
about 100% as ore
17.7
Granulaar hematite
about 100% as ore
10.3
Magnetite
0% in sinter
0
( ) : contetn of hematite in sample
Porphyric hematite
Linear hematite
- 30 - H2ガスが還元粉化に及ぼす影響は統一的な見解が得られていない。また、H2ガスの拡散係 数はCO ガスの約 5 倍であり、還元反応の反応様式が変化することが想定される。春名ら の知見[81]に基づけば、反応様式の変化が還元粉化挙動に影響を及ぼすと推定されるが、高 H2雰囲気下での反応様式は定量的に明らかになっていないため、反応様式と還元粉化挙動 の関係の定量的な評価は十分でない。
- 31 - 1.2.3. 鉄鉱石塊成鉱の低温還元粉化挙動の評価技術 焼結鉱の還元粉化に関する報告は、1964 年に初めて八幡製鉄所と住友金属から発表され、 両者とも還元粉化は500~600℃で急上昇することを確認している[84][85]。その後、還元粉 化を評価する指標としてRDI が提案され、1965 年の広畑製鉄所以降、各所・各社で測定さ れてきた。しかしながら、当時のRDI の測定方法は還元温度や時間、ガス組成などが統一 されておらず、還元粉化のメカニズム解明と抑制技術の確立を妨げていた。そこで、1974
年の製銑部会にてRDI の測定条件が議論され、現在の JIS や ISO の基となる RDI 統一法
が設定された(Fig.1-21)。一方、JIS や ISO で規定されるオフラインの還元粉化挙動の評価 試験では、一定の温度とガス組成(例えば 550℃, 30%CO-70%N2)で試料を還元し、室温ま で冷却した試料の冷間強度試験後に篩分けを実施し、試料全質量中の 3.15mm の篩目を通 過した質量割合である還元粉化指数RDI を操業管理の指標としている。Fig.1-23 に実炉と オフラインの還元粉化挙動の差異を示す。オフライン試験では、還元反応に伴う反応劣化 に加えて、実炉では生じない冷却過程の熱応力によるき裂生成が想定され、実炉の粉化挙 動との乖離が想定される。実際に、還元後試料の冷却条件を変化させると粉化挙動に影響 を及ぼし、冷却速度が大きい程、粉化量が増大することが知られている[86]。
Fig.1-23 Factor of reduction disintegration and difference of the behaviors between actual furnace and off-line test (RDI) conditions
- 32 - 上記の観点から、還元過程に衝撃または荷重を負荷した試験方法が提案されている [87]-[89]。これまでに提案されてきた還元粉化挙動の評価方法を Fig.1-24 に示す。例えば、 リンダー試験は還元過程の熱間タンブラー試験としてよく知られている[87]。城本らは高炉 のシャフト部での荷重を負荷した還元試験装置を考案した[88]。町田らは高炉内の粉化挙動 を模擬するため、熱間で圧縮とせん断応力を付与できる還元粉化シミュレーターを開発し た [89]。しかしながら、いずれの評価手法も各国の製鉄所や鉄鉱石サプライヤーにて焼結 鉱やペレット、塊鉱石に対して実施されているRDI の測定手法に比べて複雑で測定時間が 長いため、高炉の管理指標として、および鉄鋼メーカーと鉄鉱石サプライヤーとの契約管 理値として採用することは困難である。さらに、最終的に冷却された試料を還元粉化挙動 の評価対象としているため、冷却過程の熱応力によるき裂生成を評価することができず、 還元粉化のメカニズム解明の評価手法としては十分ではない。特に、従来知見が少ない高 H2雰囲気下での還元粉化挙動のメカニズム解明のためには、還元粉化挙動のin-situ評価技 術を確立する必要がある。
Fig.1-24 Comparison of evaluation methods of the reduction disintegration behavior
年代 1950 ~ 1970~ 1990 ~ 2010 ~ 特徴 背景 ・低温域(500-600℃)、高H2雰囲 気下で還元粉化が助長 オフライン 評価試験 ・簡易的、バルク評価 ・実操業での管理指標 ・荷重、衝撃を加えながら焼結 鉱を還元可能 In-situ 評価 ・対象は表面き裂 ・分解能に難あり ・簡易的、バルク評価 ・in-situ評価が可能 荷重付加試験(城本ら, (1971)) 熱間粉化試験(Linder et al,(1958) せん断還元試験(町田ら, (2013)) AE法 (水谷ら, (2017)) 透過型X線 (Kim et al, (2003)) RDI試験 (1964 ∼) RDI統一法設定 (1974) 自溶性焼結鉱 重油吹込 オールコークス操業 高PC操業へ移行 レーザー顕微鏡 (Kashiwaya et al, (2007) 他)
- 33 - 還元過程のき裂形成に関わるin-situ評価技術に関して、Kim らはシンクロトロン X 線の 透過画像により、600℃で還元した焼結鉱の還元挙動を観察しているが、本手法では 100 m 以下の気孔やき裂の観察が難しい [90]。また、ウスタイトから金属鉄までの還元反応を対 象としたレーザー顕微鏡による酸化鉄の還元挙動のその場観察技術も報告されているが、 この手法では試料内部のき裂発生評価ができない[91]。
一方、ラボレベルでの材料中のき裂や欠陥の解析に対して、Acoustic Emission (AE)法の
適用例が数多く報告されている[92]-[97]。AE 法はき裂生成や欠陥をリアルタイムで検出で きる非破壊検査技術であり、主にガスホルダー等の構造物のき裂生成の監視など設備診断 技術として普及されている[94]。また、セラミックスやコンクリート材などの疲労破壊や圧 縮き裂をAE 法により解析した事例も報告されている[96][97]。一方、焼結鉱やペレット等 の鉄鉱石塊成鉱の還元過程にも多数のき裂が生成しているが、その過程に発生するAE を測 定した事例の報告はない。
- 34 - 1.3. 本研究の目的 鉄鋼業の環境問題と資源問題の両者を同時に解決するためには、高炉原料として低品位 鉱石を使用しつつ、高H2雰囲気条件下における低還元材比操業技術の確立を目指す必要が ある。本研究では、特に高炉上部の450∼650℃の低温領域で顕著になる鉄鉱石塊成鉱の低 温還元粉化挙動に着目し、そのメカニズム解明および粉化性の制御に必要な基礎的知見の 取得を目的とした。具体的には、鉄鉱石塊成鉱の低温還元、体積膨張およびき裂生成の各 挙動とその支配因子を基礎実験により解明し、得られた結果に基づいて、高炉操業の改善 に向けた高炉装入物の低温還元粉化挙動の制御手段を提示することである。
- 35 - 1.4. 本論文の構成 以下に、本論文の構成を示す。 第1章 序論 本研究の背景および位置付けと現況、目的について述べた。 第2章 高水素雰囲気下における鉄鉱石塊成鉱の低温還元粉化挙動に及ぼす還元ガス組成 の影響 高炉原料鉄鉱石塊成鉱の低温還元粉化挙動の支配因子の評価を狙いとして、各種高炉原 料の低温還元粉化試験を行うとともに、試験後試料の組織観察により、き裂形態と還元反 応の反応様式の評価を行い、還元ガス組成および温度が還元粉化挙動に及ぼす影響につい て検討した[98][99]。 第3章 鉄鉱石ペレットの低温還元過程における Thiele 数の導出、および Thiele 数と還元 粉化挙動の定量的関係 第 2 章では低温還元粉化の支配因子の一つとして還元反応の反応様式が挙げられた。そ こで、低温還元過程における反応速度と拡散係数の比からなる無次元数Thiele 数を導出し、 還元ガス条件(組成、温度)や鉄鉱石塊成鉱の物性が反応様式や還元粉化挙動に及ぼす影 響を検証した[99]。 第4章 鉄鉱石ペレットの低温還元過程に発生する膨張応力およびき裂面積の定量的評価 前章までに得られた知見を検証するため、低温還元過程に鉄鉱石塊成鉱中に発生する応 力とき裂生成量を定式化し、さらに反応様式とき裂生成量の比較と評価を通じて、鉄鉱石 塊成鉱の還元粉化挙動のメカニズムについて検討した[98]。
- 36 - 第5章 AE 法による鉄鉱石塊成鉱の低温還元過程に生成するき裂のin-situ評価 Acoustic Emission 法と低温還元試験を組み合わせた新規試験装置と測定手法を開発し、 鉄鉱石塊成鉱の低温還元過程におけるき裂の生成と伸展挙動を解析した。また、生成した き裂と粉化挙動およびAE 特性の比較と評価を行い、鉄鉱石塊成鉱の低温還元粉化現象への in-situ評価の可能性を検証した[100]。 第6章 結論 本研究全体を総括した。
- 37 - 参考文献
[1] N. Takamatsu, K. Yonezawa, H. Ueno, W. Tamashiro and S. Hayashi:
Tetsu-to-Hagané, 100(2014), 740.
[2] Steel Statistical Yearbook 2017, world Steel Association, worldsteel Committee on Economic Studies, Brussels, (2017)
[3] A. Sawada and T. Miyamoto: KOBE STEEL ENGINEERING REPORTS, 60(2010), 1. [4] World Direct Reduction Statistics 2016, MIDREX (2017)
[5] 彼島秀雄 : 国立科学博物館技術の系統化調査報告 第 15 集, 第 2 章 高炉技術の系統化 (2010)
[6] Peter Crew and Susan Crew: Early ironworking in Europe - archaeology and experiment, Gwynedd: Snowdonia National Park Study Centre (1997)
[7] Beck Ludwig 著, 中沢護人 訳 : 鉄の歴史, たたら書房 (1968) [8] M. Naito, K. Takeda and Y. Matsui: Tetsu-to-Hagané, 100(2014), 2. [9] 田中彰 : 戦後日本の資源ビジネス, 名古屋大学出版会 (2012) [10] 稲角忠弘 : 焼結鉱, 日本鉄鋼協会編 (2000) [11] 下川義雄 : 日本鉄鋼技術史, アグネ技術センター, 東京 (1989) [12] 肥田行博, 野坂庸二 : 第 217 回西山記念技術講座, 日本鉄鋼協会編, 東京, (2014) [13] T. L. Joseph: Tetsu-to-Hagané, 37(1951), 481. [14] M. Tate: Tetsu-to-Hagané, 71(1985), 1085.
[15] K. Kasai and T. Sanematsu: Tetsu-to-Hagané, 45(1959), 491.
[16] K. Tsujihata, N. Nakamura, H. Yoshinaga and H. Yasuda: Tetsu-to-Hagané, 45(1959), 189.
[17] T. Kawaguchi and M. Matsumura: Tetsu-to-Hagané, 100(2014), 148.
- 38 -
[19] M. Kimura and R. Murao: Tetsu-to-Hagané, 100(2014), 170.
[20] M. Kimura and R. Murao: Nippon Steel & Sumitomo Metal Technical Report, 408(2017), 61.
[21] F. Matsuno and T. Harada: Trans. Iron Steel Inst. Jpn., 21(1981), 318. [22] A. Yazawa, Y. Takeda and Y. Waseda: Can. Metall. Q., 20(1981), 129.
[23] T. Nomura, N. Yamamoto, T. Fujii and Y. Takiguchi: KOBE STEEL ENGINEERING REPORTS, 64(2014), 8.
[24] 鉄鋼学園産業技術短期大学人材開発センター編:製銑原料処理,(2007)
[25] Y. Matsui, A. Oyama, T. Matsuo, S. kitayama and R. Ono: ISIJ Int., 43 (2003) 166 [26] COP 等国際会議レポート, Japan Center for Climate Change Actions (2016) [27] 地球温暖化対策計画 閣議決定資料, 環境省 (2016)
[28] Greenhouse Gas Inventory Office of Japan: The GHG Emissions Data of Japan (2015-4-23) (accessed 2017-9-21).
http://www-gio.nies.go.jp/aboutghg/nir/nir-j.html
[29] Home page of Research Institute of Innovative Technology for the Earth (accessed 2018-6-21).
http://www.rite.or.jp/
[30] 鉄鋼業の地球温暖化対策への取組 低炭素社会実行計画実績報告, 一般社団法人 日本 鉄鋼連盟 (2018)
[31] M. Sato, T. Yamamot and M. Sakurai: JFE Technical report, 19(2014), 103. [32] T. Ariyama and M. Sato: ISIJ Int., 46(2006), 1736.
[33] T. Ariyama, R. Murai, J. Ishii and M. Sato: ISIJ Int., 45(2005), 1371.
[34] K. Kunitomo, Y. Takamoto, Y. Fujiwara and T. Onuma: Nippon Steel Technical Report, 384(2006), 121.
- 39 -
[35] T. Onuma, Y. Fujiwara, K. Kunitomo, Y. Takamoto and T. Nishimura: CAMP-ISIJ, 14(2001), 207.
[36] Iron & Steel Technology, AIST org. March 2017 (2017)
[37] voestalpine, Opening of the HBI plant in Texas marks start of a new era at voestalpine, (accessed 2018-6-21). http://www.voestalpine.com/group/en/
[38] K. Yamamoto, Y. Kashihara and H. Tsukiji: JFE Technical Report, 22(2008), 55. [39] P. Chris Pistorius, Jorge Gibson and Megha Jampani: Proceedings of 2017 TMS Annual Meeting & Exhibition
[40] T. Miwa and H. Okuda: Journal of the Japan Institute of Energy, 89(2010), 28. [41] T. Akiyama, H. Sato, A. Muramatsu and J. Yagi: ISIJ Int., 33(1993), 1136. [42] K. Higuchi, S. Matsuzaki and K, Saito: CAMP-ISIJ, 23(2010), 94.
[43] Y. Ujisawa and T. Inada: CAMP-ISIJ, 23(2010), 880.
[44] H. Nogami, Y. Kashiwaya and D. Yamada: ISIJ Int., 52(2012), 1523.
[45] T. Murakami, Y Kamiya, T. Kodaira and E. Kasai: ISIJ Int., 52(2012), 1447. [46] T. Murakami, T. Kodaira and E. Kasai: ISIJ Int.., 55(2015), 1181.
[47] T. Murakami, T. Kodaira and E. Kasai: ISIJ Int., 55(2015), 1197.
[48] N. Takeuchi, Y. Iwami, T. Higuchi, K. Nushiro, N. Oyama and M. Sato:
Tetsu-to-Hagané, 98(2013), 448.
[49] S. Watakabe, K. Miyagawa, S. Matsuzaki, T. Inada, Y. Tomita, K. Saito, M. Osame, P. Sikström, L. S. Ökvist and J. O. Wikstrom: ISIJ Int., 55(2013), 2065.
[50] OECA / IEA: Tracking Industrial Energy Efficiency and CO2 Emissions (2007)
[51] SSAB, HYBRIT - Toward fossil-free steel, (accessed 2018-8-1).
https://www.ssab.com/company/sustainability/sustainable-operations/hybrit
- 40 - https://salcos.salzgitter-ag.com/
[53] Steelanol recycles carbon into sustainable, advanced bio-ethanol, (accessed 2018-8-1). http://www.steelanol.eu/en
[54] The Carbon2Chem® project, (accessed 2018-8-1). https://www.thyssenkrupp.com/en/carbon2chem/
[55] 日本鉄鋼連盟 長期温暖化対策ビジョン 『ゼロカーボンスチールへの挑戦』, (accessed 2018-12-1) http://www.jisf.or.jp/news/topics/181119.html
[56] The TEX Report Ltd., 輸入鉄鉱石年鑑 2017 年度版
[57] 日本鉄鋼連盟 HP, (accessed 2017-12-1).http://www.jisf.or.jp.data/
[58] Home page of Global IO, (accessed 2018-8-1).
http://classic.globalio.com/io-centres-of-the-world/
[59] Alan Smith : Rio Tinto Iron Ore (2014)
[60] H. Hida, Y. Nosaka: Tetsu-to-Hagané, 78(1992), 960.
[61] K. Nagano: Bulletin of the Iron and Steel Institute of Japan, 14(2009), 643. [62] Pietro Guj: 金属資源レポート (2010. 7), 85.
[63] T. Murakami: CAMP-ISIJ, 29(2016), 1. [64] K. Saito: Kinzoku, 87(2017), 913.
[65] "Dam burst at mining site devastates Brazilian town". Al Jazeera English. AFP and Reuters. 6 November 2015.
[66] Vinicius M Oliveira, Prachethan Kumar, Dauter Oliveira: “Influence of high grade iron ore usage on the performance of SEA Blast Furnaces”, SEAISI 2017, May 22-24 [67] B.J.Skinner:American Scientist, 64(1976), 256.
[68] K. Higuchi, Y. Takamoto, T. Orimoto, T. Sato, F. Koizumi, K. Shinagawa and H. Furuta: Nippon Steel Technical Report, 384(2006), 33.
- 41 -
[69] M. Matsumura, M. Hoshi and T. Kawaguchi: Tetsu-to-Hagane, 92(2006), 865. [70] 日本鉄鋼協会第 84 回製銑部会資料「最近の高炉合理化技術」(1994)
[71] M. Hoshi, K. Sunawara, Y. Matsukura, M. Matsumura and M. Ujisawa: Materia, 44(2005), 163.
[72] O. Komatsu, H. Noda, H. Fukuyo and N. Sakamoto: CAMP-ISIJ, 5(1992), 1042. [73] 樋口隆英: 東北大学 博士論文, 鉄鉱石資源に自由度拡大に資する焼結原料予備処理プ ロセスに関する研究 (2018)
[74] L. Lu, J. Pan and D. Zhu: Quality requirements of iron ore for production, Iron Ore (2015)
[75] M. Sasaki and Y. Hida: Tetsu-to-Hagané, 68(1982), 563.
[76] K. Kodama, A. Shigemi, K. Ono and T. Horio: Tetsu-to-Hagané, 51(1965), 2203. [77] H. Nogami, Y. Ueki, T. Murakami and S. Ueda: Tetsu-to-Hagané, 100(2014), 119. [78] N. Sawamoto, H. Fukuyo, Y. Miyata and T. Miyasita: Tetsu-to-Hagané, 70(1984), 512.
[79] T. Inazumi, K. Shinada and M. Kawabe: Tetsu-to-Hagané, 68(1982), 2207.
[80] I. Shigaki, M. Sawada, M. Maekawa and K. Narita: Tetsu-to-Hagané, 68(1982), 1513.
[81] N. Taguchi, T. Otomo and K. Tasaka: Tetsu-to-Hagané, 69(1983), 1409.
[82] J. Haruna, A. Suzuki, H. Yamada, K. Iwatsuki, T. Koguchi and K. Kojima:
Tetsu-to-Hagané, 69(1983) S742.
[83] Y. Hida, J. Okazaki, K. Ito and S. Hirakawa: Tetsu-to-Hagané, 78(1992), 1013. [84] K. Kodama, M. Ono and T. Horio: Tetsu-to-Hagané, 50(1964), 1662.
[85] S. Watanabe, Y. Otake and M. Dosuoden: Tetsu-to-Hagané, 50(1964), 349. [86] Y. Iwanaga, T. Inada and M. Yamashita: Tetsu-to-Hagané, 77(1991), 2115.
- 42 - [87] R. Linder: JISI, 189(1958), 233.
[88] Y. Jomoto, Y. Kanayama, Y. Okuno and M. Isoyama: Tetsu-to-Hagané, 57(1971), 1606.
[89] S. Machida, K. Yoshida, Y. Sawa, M. Sato and N. Ishiwata: CAMP-ISIJ, 26(2013), 201.
[90] J. R. Kim, J. H. Je and S. K. Jeong: ISSTech 2003 Conference, 175
[91] Y. Kashiwaya, Y. Yamaguchi, H. Kinoshita and K. Ishii: ISIJ Int., 47(2007), 226. [92] M. Enoki, S. Fujikawa and T. Kishi: Journal of the Japan Institue of Metals, 58(1994), 418.
[93] M. Ohtsu: Research in Nondestructive Evaluation, 6(1995), 169.
[94] K. Ito, H. Kuriki, M. Watanabe, S. Kuroda and M. Enoki: Materials Transactions, 53(2012), 671.
[95] H. Nakamura: Journal of The Japanese Society for Non-Destructive Inspection, 62(2013), 267.
[96] G. Briche, N. Tessier-Doyen, M. Huger, T. Chotard: Journal of the European Ceramic Society, 28(2008), 2835.
[97] Y. Farnam, M. R. Geiker, D. Bentz and J. Weiss: Cement and Concrete Composites, 60(2015), 135.
[98] M. Mizutani, T. Nishimura, T. Orimoto, K. Higuchi, S. Nomura, K. Saito and E. Kasai: ISIJ Int., 57(2017), 1499.
[99] M. Mizutani, T. Nishimura, T. Orimoto, K. Higuchi, S. Nomura, K. Saito and E. Kasai: ISIJ Int., 58(2018), 1761.
[100] M. Mizutani, T. Nishimura, T. Orimoto, K. Higuchi, S. Nomura, K. Saito and E. Kasai: ISIJ Int., 58(2018), 1413.
- 43 -
![Table 1-1 Crude steel production ranking by county [Mt/y] [2]](https://thumb-ap.123doks.com/thumbv2/123deta/5914469.1050590/10.892.125.770.198.397/table-crude-steel-production-ranking-county-mt-y.webp)
![Fig. 1-5 Trend of the amount of imported iron ores in Japan [9][10]をもとに作成](https://thumb-ap.123doks.com/thumbv2/123deta/5914469.1050590/15.892.124.736.162.541/Fig15TrendoftheamountofimportedironoresinJapan91をもとに作成.webp)
![Fig. 1-11 Sectoral CO 2 emissions in Japan [28]をもとに作成](https://thumb-ap.123doks.com/thumbv2/123deta/5914469.1050590/22.892.198.694.315.495/Fig111SectoralCO2emissionsinJapan28をもとに作成.webp)
![Fig. 1-12 Comparison of specific energy consumption of the integrated steel mills in the world in 2015Fy [29]をもとに作成 鉄鋼業の工程別に CO 2 排出量を比較してみると、製銑工程は炭素を還元材として用いた プロセスであるため、鉄鋼業の CO 2 排出割合の 70%を占めており、他の工程に比べて、 CO 2 排出量が突出している[31][32]。製銑工程から CO 2 排出量を削減するには、高](https://thumb-ap.123doks.com/thumbv2/123deta/5914469.1050590/23.892.189.698.168.459/FigComparisonFyもと作成鉄鋼業工程排出比較みる製銑工程としてプロセス.webp)
![Fig. 1-14 Supply cost curve of iron ore in 2013Fy [59]](https://thumb-ap.123doks.com/thumbv2/123deta/5914469.1050590/27.892.203.656.401.636/fig-supply-cost-curve-iron-ore-fy.webp)
![Fig. 1-15 Changes in the iron grade of different iron ore resources [64]](https://thumb-ap.123doks.com/thumbv2/123deta/5914469.1050590/28.892.254.665.325.617/fig-changes-iron-grade-different-iron-ore-resources.webp)
![Fig. 1-16 Quality distribution of iron ore resource and development target [64]に加筆](https://thumb-ap.123doks.com/thumbv2/123deta/5914469.1050590/29.892.185.704.540.794/Fig116Qualitydistributionofironoreresourceanddevelopmenttarget64に加筆.webp)
![Fig. 1-18 Relation between slag volume and fuel rate of blast furnace JISF data from Japanese steel companies (2010FY – 2012FY) [70]をもとに作成](https://thumb-ap.123doks.com/thumbv2/123deta/5914469.1050590/31.892.241.657.150.516/Fig118RelationbetweenslagvolumeandfuelrateofblastfurnaceJISFdatafromJapanesesteelcompanies21FY21FYもと作成.webp)