九州大学学術情報リポジトリ
Kyushu University Institutional Repository
木材の高周波加熱減圧乾燥に関する研究
谷口, 義昭
https://doi.org/10.11501/3123154
木 材 の 高 周 波 加 熱 減 圧 乾 燥 に 関 す る 研 究
谷 口 義 昭
目 次
緒 論
1 . 研 究 の 目 的 2. 既 往 の 研 究
3 .
研 究 の 概 要s q ワ'
第 1章 木 材 の 減 圧 乾 燥 に お け る 高 周 波 加 熱 の 効 果 1 . 高 周 波 誘 電 加 熱
1 . 1原 理
1 . 2
印 加 条 件 設 定 ( 特 に 、 電 極 板 配 置 ) 2 . 実 験 方 法2 . 1加 熱 法
2.2 乾 燥 応 力 測 定
2.3
供 試 材3 . 実 験 結 果 と 考 察
3 . 1加 熱 法 に よ る 材 温 と 含 水 率 分 布
3.2
加 熱 と 乾 燥 応 力 の 発 現 3 . 3加 熱 と 材 の 厚 さ の 関 係 4. 摘 要5 .図 表
円
/ω
円︽U円︽
u n h U
門f
'
門f ' n u d n
H U ' I A e t
A円屯U門
r ' n u d 4
1A
4 1 A ' l A
唱l
A 4 1 A ' l A 4
lA噌
' A n
〆u n / u n
ノ'
u n 〆 臼 円 〆
u n
ノ 以 内 ぺ
U
第 2章 高 周 波 加 熱 減 圧 乾 燥 に お け る 減 圧 の 作 用 1 . 実 験 方 法
円I
'
門I
'
AせA吐
4. 図 表 64
第 3章 高 周 波 加 熱 減 圧 乾 燥 の 機 構 75
1 . 木 材 内 水 分 の 拡 散 移 動 と 毛 細 管 移 動 の 複 合 化 75
2 . 自 由 水 と 結 合 水 の 移 動 77
3 . 木 材 内 の 減 圧 に よ る 水 分 移 動 8 1
4. 摘 要 85
5 . 図 表 87
第 4章 高 周 波 加 熱 減 圧 乾 燥 に お け る 加 熱 お よ び 減 圧 条 件 と
乾 燥 速 度 と の 関 係 9 1
1 . 実 験 方 法 9 1
1 . 1材 温 お よ び 外 周 気 圧 の 影 響 実 験 9 1 1 . 2高 周 波 加 熱 に よ っ て 生 ず る 材 温 分 布 の 測 定 92
2 .
実 験 結 果 と 考 察9 3
2 . 1
材 温 が 乾 燥 速 度 に 及 ぼ す 影 響9 3
2.2 外 周 気 圧 が 乾 燥 速 度 に 及 ぼ す 影 響 95
2.3
高 周 波 加 熱 に お け る 材 温 分 布9 7
3 . 摘 要 1 0 1
4. 図 表 103
第 5章 高 周 波 加 熱 減 圧 乾 燥 の 操 作 109
1 . 乾 燥 過 程 の 含 水 率 監 視 11 0
1 . 1高 周 波 電 極 間 電 圧 計 測 に よ る 測 定 原 理 11 0 1 . 2乾 燥 過 程 の 高 周 波 電 極 電 圧 の 計 測 11 2
1 . 3実 験 結 果 と 考 察 11 2
2. 乾 燥 ス ケ ジ ュ ー ル 11 5
2 . 1実 験 方 法 1 1 5
2.2実 験 結 果 と 考 察 11 6 ( 1 ) 乾 燥 速 度 と 空 気 透 過 性 の 関 係 11 6 ( 2 ) 樹 種 別 の 乾 燥 ス ケ ジ ュ ー ル 11 9
( 3 ) 材 厚 別 乾 燥 時 間 の 推 定 124
3 .狂 い の 抑 制 法 126
3 . 1実 験 方 法 126
3.2 実 験 結 果 と 考 察 126
4. 摘 要 127
5 . 図 表 130
第
6
章 高 周 波 加 熱 減 圧 乾 燥 に よ る 乾 燥 材 の 性 質 評 価 145 1 . 実 験 方 法1 . 1供 試 材
1 . 2乾 燥 方 法
1 . 3評 価 項 目 と そ の 測 定 法 2 . 実 験 結 果 と 考 察
2 . 1物 理 的 性 質 ( 1 ) 収 縮 率 と 比 重
( 2 ) 平 衡 含 水 率 お よ び 吸 湿 性 ( 3 ) 吸 水 性
( 4 )色調
2.2機 械 的 性 質 ( 1 ) 静 的 曲 げ 強 度 ( 2 ) 静 的 縦 圧 縮 強 度
145 145 146 148 150 150 150 152 154 155 158 159 1 6 1
緒 論
1 . 研 究 の 目 的
木 材 は 、 古 来 か ら 私 た ち の 身 近 に 豊 富 に あ り 、 加 工 が 容 易 な 材 料
で あ っ た こ と か ら 、 住 宅 や 日 常 の 生 活 用 品 に 多 く 用 い ら れ て き た 。
と こ ろ が 、 こ の 住 宅 や 生 活 用 品 は 、 近 年 、 大 量 生 産 、 均 一 品質、 お
よ ぴ 低 価 格 へ の 適 合 が 容 易 な 合 成 高 分 子 材 料 、 金 属 材 料 、 セ ラ ミ ッ
ク 材 料 な ど 、 木 質 系 材 料 か ら 非 木 質 系 材 料 に 代 替 が 進 ん で い る 。 他
方 で は 、 非 木 質 系 材 料 が 木 材 特 有 の 性 質 が 巧 み に 生 か さ れ て き た 用
途 に ま で 進 出 す る と 、 調 湿 、 断 熱 性 の 不 良 に よ る 結 露 や カ ピ の 発 生 、
振 動 ・衝 撃 吸 収 性 の 低 下 に よ る 関 節 へ の 負 担 が 新 し い 課 題 に な り 、
ひ い て は 利 用 者 の 健 康 や 生 理 に か か わ る 問 題 が 多 発 し て い る 。
こ の よ う な 社 会 状 況 を 背 景 に し な が ら 、 社 会 の 安 定 と 生 活 の 充 実
に と も な い 、 木 製 品 ・木 質 系 製 品 へ の 回 帰 が み ら れ る 場 面 も 生 ま れ
つ つ あ る 。 す な わ ち 、 木 質 感 を 入 れ た 新 し い 感 覚 に 基 づ く 設 計 の 庖
舗 や オ フ ィ ス の 出 現 、 カ ー ペ ッ ト に 代 わ る 木 質 フ ロ ー リ ン グ に よ る
ア レ ル ギ 性 疾 患 対 策 、 公 園 の ベ ン チ 、 遊 具 、 木 レ ン ガ 等 の 外 構 材 な
ど 、 木 材 の 位 置 づ け が 見 直 さ れ つ つ あ る 。
木 材 工 業 は 、 建 築 資 材 や 建 築 部 材 の 生 産 に か か わ る 分 野 と 、 室 内
装 備 品 で あ る 家 具 ・建 具 を 生 産 す る 分 野 に 大 別 さ れ る 。 こ こ で は 、
こ と を ふ ま え て 、 木 材 利 用 が 抱 え て い る 現 状 に つ い て 考 え て み る 。
近 年 の 住 宅 建 築 で は 、 木 質 系 お よ び 非 木 質 系 材 料 を 利 用 す る プ レ
フ ァ プ 工 法 、 さ ら に は 木 材 材 料 に よ る 枠 組 み 壁 工 法 (2
x
4工 法 )の 普 及 が 目 ざ ま し い 。 こ れ ら の 工 法 に 多 く 用 い ら れ て い る 木 質 材 料
を 製 造 す る 産 業 で は 、 機 械 化 、 自動化、 省 力 化 、 お よ び ラ イ ン 化 を
通 し て 産 業 の 構 造 改 革 が 進 み 、 製 造 技 術 と 製 品 品 質 は 工 業 的 に は 高
い 水 準 に 到 達 し 、 材 料 で あ る 木 材 は 品 質 の 安 定 し た 「 工 業 化 、 規 格
化 材 料 」 で あ る と の 認 識 が 定 着 し て い る 。
一方、 前 述 の 新 し い 建 築 工 法 の 普 及 に 対 抗 す る た め に 、 わ が 国 在
来 の 軸 組 工 法 で も 、 新 し い 動 き が 生 ま れ は じ め た 。 す な わ ち 、 部 材
の プ レ カ ッ ト 化 、 セ ッ ト 化 、 ユ ニ ッ ト 化 で あ る 。 軸 組 工 法 住 宅 に 使
わ れ る 用 材 の 多 く は 、 国 内 産 針 葉 樹 材 が 中 心 の 柱 、 梁 、 桁 な ど の 製
材 品 で あ る 。 こ れ ら の 製 材 品 は 、 従 来 全 く 乾 燥 処 理 が 行 わ れ て い な
か っ た 。 と こ ろ で 、 プ レ カ ッ ト 化 に よ っ て 建 築 工 期 の 大 幅 な 短 縮 化
が 図 ら れ る た め に 、 今 ま で の よ う に 未 乾 燥 木 材 が 多 用 さ れ る と 、 竣
工 後 に 生 じ る 木 材 の 狂 い や 割 れ で 、 消 費 者 と 建 築 業 者 と の 聞 に 新 た
でき、 ま た 品 質 お よ び 価 格 の 面 で も 安 定 し て い る こ と か ら 、 「 工 業
化 、 規 格 化 材 料 」 で あ る と 見 な さ れ て い る 。
軸 組 工 法 住 宅 の 部 材 は 、 一 般 に 部 材 断 面 積 が 大 き い た め に 、 乾 燥
に 長 時 間 を 要 し 、 劣 悪 な 乾 燥 設 備 で は 割 れ な ど の 損 傷 を 誘 発 す る 傾
向 に あ る 。 い ま 木 材 工 業 界 に 導 入 さ れ て い る 乾 燥 機 を 使 っ て 、 ス ギ
柱 材 を 乾 燥 し た と き の 結 果 の 一 例 が 図 0‑1に 示 さ れ て い る 。 こ れ か ら 、
乾 燥 の 方 法 が 異 な る こ と に よ っ て 、 乾 燥 時 間 に 明 ら か な 相 違 が あ る
こ と が わ か る 。 乾 燥 に 要 す る 時 間 が 長 く な る と 、 工 業 化 材 料 と し て
の 資 質 を 問 わ れ る こ と に な り 、 天 然 乾 燥 は 乾 燥 に 約 3ヶ 月 を 要 す る
こ と か ら 、 工 業 化 材 料 の 生 産 と い う 視 点 で 課 題 を 生 じ て い る 。 ま た 、
熱 風 乾 燥 と 熱 風 循 環 減 圧 乾 燥 の 乾 燥 時 間 も 10日 か ら 15日 を 要 し 、 乾
燥 時 間 の 短 縮 化 に 対 し て は 適 合 し な い 。 一 方 、 高 周 波 加 熱 減 圧 乾 燥
の 乾 燥 時 間 は 72時 間 あ り 、 短 時 間 で 、 か つ 大 量 生 産 に 適 応 で き る 乾
燥 方 法 と し て 、 こ の 乾 燥 法 は 適 合 す る こ と が わ か る 。 な お 、 高 周 波
加 熱 減 圧 乾 燥 は エ ネ ル ギ 源 が 電 気 で あ る こ と か ら 、 エ ネ ル ギ 単 価 は
高 い も の の 、 乾 燥 時 間 の 短 縮 あ る い は 自 動 運 転 化 や 作 業 環 境 の 向 上
が 可 能 で あ り 、 ひ い て は 労 働 条 件 の 改 善 に つ な が る 乾 燥 方 法 で も あ
る。 しかし、 高 周 波 加 熱 減 圧 乾 燥 が 実 用 化 さ れ る に 至 っ て ま だ 目 が
浅く、 し た が っ て 乾 燥 機 構 の 解 明 は 不 十 分 で あ る た め 、 乾 燥 実 務 で
以 上 の よ う な 背 景 か ら 、 本 研 究 は 、 建 築 産 業 と 建 築 技 術 が 求 め て
い る 工 業 化 に 適 合 す る 木 材 材 料 を 実 現 す る 木 材 乾 燥 法 と し て 高 周 波
加 熱 減 圧 乾 燥 に 注 目 し 、 実 用 化 に 向 け て 一 つ の 指 針 を 与 え る こ と を
目 的 と し て い る 。
2
. 既 往 の 研 究乾 燥 時 間 の 短 縮 が 期 待 で き る 方 法 の 一 つ に 、 減 圧 乾 燥 法 が あ る 。
た だ 抱 え る 課 題 と し て は 、 減 圧 の 雰 囲 気 で は 空 気 の 対 流 が 少 な い た
め に 、 木 材 に 熱 を 如 何 に し て 伝 達 さ せ る か で あ っ た 。 そ こ で 、 加 熱
と 減 圧 を 繰 り 返 し て 行 う 方 法 が 、 松 本 39 ) に よ っ て 昭 和 10年 代 に 実 用
化 に 向 け て 検 討 さ れ た 。 こ れ は 、 大 気 圧 に 戻 し て 10 0 '" 1 1 0
o c
の 高 温度 で 加 熱 さ れ た た め 、 温 度 に よ る 材 の 損 傷 が 著 し く 、 そ の 後 蒸 気 乾
燥 が 乾 燥 の 主 流 と な っ た こ と も 原 因 し て 、 こ の 乾 燥 法 の 研 究 が 行 わ
れ な か っ た 。
乾 燥 時 間 の 短 縮 化 が 強 く 要 請 さ れ る に と も な い 、 再 び 減 圧 乾 燥 法
が 注 目 さ れ 、 中 西 ら 4 3 ) や 筒 本 ら 7 4 ) に よ っ て 検 討 さ れ た 。 循 環 す る
る 方 法 が あ る 。 金 川 ら 2 2 )は こ の 乾 燥 法 に つ い て 検 討 し 、 通 気性 の 良
好 な 木 材 は 乾 燥 時 間 の 短 縮 に 効 果 的 で あ る が 、 不 良 な 材 は こ の 効 果
が な く 、 ま た 板 の 厚 さ 方 向 に 生 じ る 急 峻 な 含 水 率 傾 斜 の た め 、 割 れ
に 考 慮 が 必 要 で あ る こ と を 報 告 し て い る 。 一 方、 乾 燥 室 内 に 占 め る
熱 板 の 容 積 比 率 が 高 く、 そ の 結 果 乾 燥 処 理 す る 材 積 が 少 な い と い う
欠 点 が 考 え ら れ る 。 そ こ で 、 容 積 問 題 の 解 決 策 と し て 、
S i m pso n
54)や 谷 口 ら 6 4 )は 熱 板 の 代 わ り に 薄 い シ ー ト 状 発 熱 体 を 用 い る 方 法 を 検
討 し て い る が 、 未 だ に 実 用 化 さ れ る に は 至 っ て い な い 。
次 に 、 加 熱 源 に 高 周 波 を 用 い た 減 圧 乾 燥 法 で あ る 高 周 波 加 熱 減 圧
乾 燥 に つ い て 概 説 す る 。 こ の 乾 燥 法 に 関 す る 研 究 報 告 は 、 福 岡 ら 7 ) ,
8 )に よ る 論 文 が 最 も 古 い 。 こ こ で は 試 験 材 に ミ ズ ナ ラ 材 を 用 い 、 乾
燥 経 過 、 収 縮 率 、 高 周 波 出 力 と コ ロ ナ 放 電 の 関 係 、 放 電 で 生 じ る 木
材 の 損 傷 に つ い て の 基 礎 的 研 究 が 行 わ れ た 。 次 に 、 Gillwaldら9)は
試 験 材 に マ ツ 材 を 用 い 、 高 周 波 加 熱 減 圧 乾 燥 の 乾 燥 速 度 、 木 材 内 の
含 水 率 分 布 、 高 周 波 加 熱 乾 燥 と 高 周 波 加 熱 減 圧 乾 燥 の 消 費 エ ネ ル ギ
の 比 較 等 を 検 討 し て い る 。 金 川 ら は 、 4樹 種 の 試 験 材 を 用 い て 高 周
波 加 熱 減 圧 乾 燥 実 験 を 行 い 、 乾 燥 時 間 の 短 縮 、 含 水 率 分 布 、 乾 燥 応
力 を 求 め 2 3 )、 ま た 6樹 種 の 厚 材 や 難 乾 燥 材 へ の 同 乾 燥 法 の 適 用 2 8 ¥
さ ら に ス ギ 心 持 ち 角 材 へ の 適 用 2 5 )を 検 討 し て い る 。 河 辺 ら は 、 木 材
い て 熱 風 乾 燥 と 高 周 波 加 熱 減 圧 乾 燥 と の 比 較 、 さ ら に 木 材 の 長 さ と
厚 さ を 変 化 さ せ た と き の 長 さ お よ び 厚 さ の 変 化 と 乾 燥 速 度 の 関 係 を
検 討 し て い る 2 7 1 0 ま た 、 佐 々 木 ら 50 )は高 周 波 加 熱 減 圧 乾 燥 に お い
て 木 材 内 部 の 気 圧 を 理 論 と 実 験 の 両 面 か ら 検 討 し、 乾 燥 機 構 の 解 明
に 考 察 を 加 え て い る 。 さ ら に 河 辺 ら 29 )は高 周 波 加 熱 減 圧 乾 燥 の 適 用
を ス ギ 丸 太 材 に ま で 発 展 さ せ 、 赤 心 材 お よ び 黒 心 材 に つ い て 乾 燥 過
程 の 含 水 率 分 布 と 内 部 応 力 変 化 を 検 討 し 、 乾 燥 割 れ の 原 因 を 究 明 し
て い る 。
こ の よ う に 、 高 周 波 加 熱 減 圧 乾 燥 に 関 す る 従 来 の 研 究 で は 、 乾 燥
速 度 、 乾 燥 応 力 、 乾 燥 割 れ の 発 生 、 木 材 内 気 圧 の 数 値 解 析 な ど の 乾
燥 機 構 を 解 明 す る こ と が 中 心 で あ っ た 。 こ れ ら の 研 究 で 実 験 に 供 さ
れ た 試 験 材 は 、 一 部 を 除 き 小 寸 法 で あ り 、 特 に 水 分 移 動 量 が最 も 多
い 繊 維 の 方 向 に お け る 長 さ が 小 さ い 。 し た が っ て 、 得 ら れ た 研 究 成
果 を 実 用 規 模 の 乾 燥 に 適 用 す る に は 不 十 分 で あ る と 考 え る 。
一方 、 試 験 材 の 寸 法 や 材 積 の 大 き い 実 用 規 模 の 試 験 ・ 研 究 、 例 え
ば 厚 さ 50mm、 幅 100mm、 長 さ 2,400mm、 材 積 約 1.36m3の レ ッ ド オ ー ク
で 乾 燥 処 理 材 の 寸 法 安 定 性 に つ い て 報 告 し て い る 。
材 料 の 歩 止 り や 含 水 率 の ば ら つ き は 、 い ず れ も 乾 燥 現 場 で は 大 き
な 問 題 で あ る が 、 前 述 の HarrisやTrofatterら の 報 告 で は 、 そ れ ら の
改 善 策 お よ び 解 決 策 に つ い て は ま っ た く 検 討 さ れ て い な い 。
3
. 研 究 の 概 要本 研 究 で は 、 短 時 間 で 乾 燥 が 可 能 な 高 周 波 加 熱 減 圧 乾 燥 法 に 注
し、 こ の 乾 燥 法 に お け る 加 熱 の 仕 組 み か ら 乾 燥 の 操 作 、 乾 燥 材 の 性
質 に 至 る 乾 燥 の 基 礎 か ら 応 用 ま で を 有 機 的 に 結 び つ け る こ と を 目 的
に 、 実 験 的 研 究 を 行 っ た 。 以 下 で は 、 本 研 究 で 検 討 し た 内 容 を 章 を
追 っ て 概 説 す る 。
第 1章 で は 、 高 周 波 加 熱 減 圧 乾 燥 法 の 乾 燥 因 子 の う ち 加 熱 作 用 に
注 目 し て 、 は じ め に 高 周 波 加 熱 の 原 理 と 電 極 板 配 置 を 中 心 と し た 印
加 条 件 に つ い て 概 説 し た 。 次 に 、 乾 燥 過 程 に お け る 木 材 の 厚 さ 方 向
の 温 度 分 布 、 含 水 率 分 布 お よ び 乾 燥 応 力 の 推 移 を 検 討 し 、 内 部 加 熱
で あ る 高 周 波 加 熱 と 外 部 加 熱 で あ る 輯 射 加 熱 の 温 度 分 布 、 含 水 率 分
布 お よ び 乾 燥 応 力 分 布 の 相 違 点 を 明 ら か に し た 。 ま た 、 材 の 厚 さ と
乾 燥 時 間 の 関 係 に つ い て 、 高 周 波 加 熱 減 圧 乾 燥 法 と 輯 射 加 熱 減 圧 乾
燥 お よ び 熱 風 乾 燥 を 比 較 対 象 に し て 、 各 乾 燥 法 の 材 厚 の 増 加 に 対 す
利 な 乾 燥 法 を 追 求 し た 。
第 2章 で は 、 高 周 波 加 熱 減 圧 乾 燥 法 の 乾 燥 因 子 の う ち 減 圧 の 作 用
に 注 目 し て 、 乾 燥 過 程 に お け る 木 材 内 部 の 気 圧 に つ い て 検 討 し た 。
は じ め に 、 外 周 の 減 圧 が 木 材 内 部 に 及 ぶ 過 程 を 木 材 の 繊 維 方 向 お よ
び 繊 維 に 直 角 方 向 に つ い て 測 定 し 、 気 圧 傾 斜 が 水 分 移 動 に 果 た す 役
割 り を 考 察 し た 67 ) 。 ま た 、 木 材 内 へ 進 行 す る 減 圧 は 、 水 の 沸 点 を 降
下 さ せ る よ う 作 用 す る か 否 か を 、 材 温 と 材 内 気 圧 の 関 係 か ら 調 べ た 。
次 に 、 含 水 率 と 空 気 透 過 性 の 関 係 を 「 落 下 一 水 置 換 法 」 に よ る み か
け の 空 気 透 過 係 数 か ら 求 め 、 木 材 内 部 の 水 分 が 空 気 の 透 過 に 及 ぼ す
影 響 を 検 討 し た り ) 。
第 3章 で は 、 第 1章 と 第 2章 で 検 討 し た 高 周 波 加 熱 の 効 果 と 減 圧
の 作 用 で 得 ら れ た 研 究 成 果 を 踏 ま え 、 高 周 波 加 熱 減 圧 乾 燥 の 乾 燥 機
構 を 検 討 し た 。 ま ず 、 高 周 波 加 熱 減 圧 乾 燥 過 程 で 含 水 率 が 繊 維 飽 和
点 以 上 と そ れ 以 下 の 範 囲 で 乾 燥 挙 動 が 異 な る こ と を 指 摘 し 、 次 に 2
つ の 含 水 率 範 囲 に お け る 含 水 率 傾 斜 、 温 度 傾 斜 、 お よ び 蒸 気 圧 傾 斜
の 乾 燥 因 子 を 水 分 移 動 の 理 論 式 に 当 て は め 、 高 周 波 加 熱 減 圧 乾 燥 機
ジ ュ ー ル を 作 成 す る 上 で の 基 礎 資 料 を 得 た 61 )。
次 に 、 仕 上 が り 含 水 率 の ば ら つ き に つ い て 検 討 し
62¥
含 水 率 の ばら つ き は 乾 燥 中 の 電 極 板 間 に 桟 積 み さ れ た 木 材 の 垂 直 方 向 の 温 度 む
ら に 原 因 す る こ と を 明 ら か に し た 。 そ し て 高 周 波 印 加 中 に 電 極 板 間
の 木 材 が 均 一 な 温 度 分 布 で 加 熱 さ れ る よ う に 、 種 々 の 改 善 策 に つ い
て 考 察 し たD
第 5章 で は 、 高 周 波 加 熱 減 圧 乾 燥 の 乾 燥 実 務 で 必 要 な 乾 燥 基 準 を
得 よ う と し た 。 そ こ で 、 ま ず 乾 燥 基 準 で 最 も 重 要 な 乾 燥 過 程 の 含 水
率 計 測 の 方 法 を 研 究 し 、 実 用 化 の 可 能 性 を 検 討 し た 。 次 に 、 乾 燥 ス
ケ ジ ュ ー ル を 作 成 す る 上 で 基 に な る 空 気 透 過 性 、 乾 燥 速 度 お よ び
4
傷 の 発 生 に つ い て 樹 種 別 に 調 べ た 。 得 ら れ た 含 水 率 計 測 、 空 気 透 過
性 、 乾 燥 速 度 、 お よ び 損 傷 の 研 究 成 果 を 統 合 し て 、 高 周 波 加 熱 減 圧
乾 燥 の 乾 燥 ス ケ ジ ュ ー ル を 作 成 し た 。
さ ら に 、 乾 燥 中 に 発 生 し や す い 反 り や ね じ れ の 損 傷 を 防 止 す る 方
法 と し て 、 木 材 の 変 形 を 拘 束 す る プ レ ス 処 理 に つ い て 検 討 し た 。
第 6章 で は 、 高 周 波 加 熱 減 圧 乾 燥 法 で 乾 燥 さ れ た 材 と 他 の 乾 燥 法
で 乾 燥 さ れ た 材 に つ い て 、 物 理 的 な ら び に 機 械 的 諸 性 質 を 比 較 検 討
し た 65 ) 。 こ こ で は 、 物 理 的 性 質 と し て 収 縮 率 、 比重、 平 衡 含 水 率
吸 湿 性 、 吸 水 性 、 お よ び 色 調 の 項 目 を 、 機 械 的 性 質 と し て 曲 げ ヤ ン
そ れ ぞ れ 検 討 し 、 乾 燥 法 の 違 い が 木 材 性 質 に 及 ぼ す 影 響 を 考 察 し た 。
L一一ーー一一ームーーーーーーーよーーー一一一一」一一一一一一一
一一一一一ー一+一一一一一一一+一一一一ー一一→一一一一一一一
一一一一一一一T一一ーーーーーT‑一一ーーーー寸一ー一ー一一一
1 5 日 ; ;
1 0 日 l 2 5 ∞
3 ケ月 2 α
x)匝
1 5 ∞
盤 ‑
理費 者認lC f f i
日x)
( ‑ E )
又然乾燥又然乾燥熱風乾燥熱風循環高周波加熱
+
減圧乾燥減圧乾燥熱風乾燥
乾燥の方法を異にするときのスギ柱材の乾燥時間印)
1 1 . 5X1 1 . 5 X 2 α
蜘皿心持ち柱材(人工造林木)。
図0‑
1
第 1章 木 材 の 減 圧 乾 燥 に お け る 高 周 波 加 熱 の 効 果
諸 工 業 で 扱 う 乾 燥 と は 、 「 水 分 を 含 有 し た 材 料 か ら 熱 の 導 入 に よ
り 水 分 を 気 化 蒸 発 さ せ て 、 固 形 製 品 を う る 操 作 で あ る 。 J 3 1 )と 定 義
さ れ 、 乾 燥 に お い て 熱 は 重 要 な 因 子 で あ る こ と が わ か る 。
さ て 、 材 料 に 熱 を 導 入 す る 方 法 と し て 、 工 業 的 に は 次 の 4つ に 大
別 で き る 。
① 加 熱 さ れ た 空 気 を 循 環 さ せ て 材 料 表 面 に 熱 を 伝 達 す る 方 法 。
② 加 熱 さ れ た 液 体 や 気 体 を 熱 板 に 循 環 さ せ 、 こ れ を 材 料 に 接 触 さ せ
て 熱 を 伝 達 す る 方 法 。
③ 熱 源 か ら 放 射 さ れ た 赤 外 線 や 遠 赤 外 線 が 材 料 に 当 た っ て │ 吸 収 さ れ 、
材 料 表 面 付 近 で 再 び 発 熱 す る 方 法 。
④ 高 周 波 や マ イ ク ロ 波 な ど の 交 番 電 界 中 に 材 料 を 置 い た と き 、 材 料
の 誘 電 体 損 に よ っ て 内 部 か ら 発 熱 す る 方 法 。
① ③ は 放 射 ・対 流 ・伝 導 に よ っ て 材 料 の 表 面 か ら 内 部 に 熱 が 移 動
す る 外 部 加 熱 機 構 で あ り 、 ④ は 材 料 内 部 で 自 己 発 熱 す る 内 部 加 熱 機
で は 、 乾 燥 に 比 較 的 長 時 間 を 要 す る こ と に 幾 分 問 題 が あ る こ と は 既
に 指 摘 し た 。
そ こ で 本 研 究 で は 、 木 材 を 短 時 間 に 乾 燥 す る 方 法 と し て 減 圧 乾 燥
法 に 注 目 し 、 そ の 加 熱 源 に 減 圧 の 雰 囲 気 で も 加 熱 が 可 能 な ④ の 高 周
波 加 熱 法 を 用 い る こ と に し た 。
本 章 で は 、 木 材 乾 燥 機 構 を 解 明 し た り 、 乾 燥 操 作 指 針 を 確 立 す る
上 で 重 要 な 高 周 波 加 熱 の 原 理 を は じ め に 概 説 し 、 次 に 減 圧 乾 燥 に お
け る 高 周 波 加 熱 の 効 果 を 検 討 す る 。
1 . 高 周 波 誘 電 加 熱
1 . 1原 理
あ る 電 界 内 に 電 気 絶 縁 性 の 物 質 が 置 か れ た と き 、 物 質 内 の 自 由 電
子 は 巨 視 的 に 移 動 で き な い た め 電 流 は 流 れ な い が 、 正 電 荷 と 負 電 荷
か ら な る 構 成 分 子 内 の 電 気 双 極 子 は 、 平 衡 点 か ら 微 視 的 に 変 位 し て
分 極 現 象 を 生 じ る 。 こ の よ う な 性 質 を 示 す 物 質 は 誘 電 体 と 呼 ば れ 、
木 材 や プ ラ ス チ ッ ク な ど が こ れ に 属 す る 。
通常、 誘 電 体 内 の 電 気 双 極 子 は 任 意 の 方 向 を 向 い て い る が 、 こ れ
に 図 l‑l(a)で 示 す 直 流 電 圧 が 印 加 さ れ る と 、 電 気 双 極 子 は 電 場 に 相
応 す る よ う に 配 向 し て 整 列 す る 。 そ こ で 、 印 加 す る 電 圧 を 直 流 か ら
位 相 の ず れ が 生 じ 、 近 接 す る 双 極 子 同 士 は 互 い に 衝 突 や 摩 擦 を し 合
い、 そ の 結 果 熱 が 発 生 す る ( 図 l‑l(b)) 5 3 ) • 6 0 ) 。
以 上 は 現 象 面 を 模 式 的 に 説 明 し た が 、 こ れ を 電 気 的 に 説 明 す る と
次 の よ う に な る 。 図 l‑l(c)に 示 す よ う に 、 木 材 に 電 極 板 を 介 し て 交
番 電 圧 Eが印 加 さ れ る と き 、 こ の 等 価 電 気 回 路 は 図 l‑l(d)で 表 わ さ れ
る。 こ の と き 、 木 材 内 で 消 費 さ れ る 電 力 PRは、 電 流 1R Wと 抵 抗 Rw
を 用 い て 次 式 で 示 さ れ る 77 )。
PR二 E・1R W 二 E2 / R w EEA ︑︐︑ ︐ ︐
4EEA
︐ ︐
E︑
•
••
••
•
一 方、 コ ン デ ン サ 成 分 Cwの リ ア ク タ ン ス XCwは、
X
C w = ︑︐︑E︐ ︐n/U
4EEA
/I︑
•
•
• ω.
C w2
7て・f . C
wで あ る 。 ここで、 ω は 角 周 波 数 、 fは 周 波 数 で あ る。
図 l‑l(d)の等 価 電 気 回 路 に お い て 、 抵 抗Rwに 流 れ る 電 流 1R Wは
交 番 電 圧 Eと 同 位 相 に な る が 、 コ ン デ ン サ 側 の 電 流 1C wは π/2だ け
電 圧 と 位 相 が ず れ る 性 質 が あ る (図 l‑l(e))。 そ こ で 、 2つ の 電 流
の 合 成 で あ る 全 有 効 電 流 1Tは 電 圧 と (90' ‑δ )だ け 位 相 が ず れ る こ
こ れ に 式 (1 ‑2 ) を 代 入 す る と 、 式 (1 ‑3 ) は 次 の よ う に な る 。
tanδ 二
2π.f.Cw.Rw ‑・(1 ‑4 )
こ の 式 (1 ‑4 ) 中 の 抵 抗 Rwに 式 (1 ‑1 )中の Rwを 代 入 し て 、 木 材 内 で 消
費 さ れ る 電 力
P
Rを 求 め る と 、P R = 2π.f.E2.Cw.tanδ ︑︑JI
Fhd
eEEA
︐ ︐ ︐
•
︑•
•
•
•
•
と な る 。 ま た コ ン デ ン サ 成 分 Cwは 、 木 材 誘 電 体 の 誘 電 率 ε、 電 極
板 面 積 A、 お よ び 電 極 板 距 離 dと の 聞 に 次 の 関 係 が あ る 。
ε . A
Cw =
X10 ‑
1211 . 3d ‑・(1 ‑6 )
し た が っ て 、 2枚 の 電 極 板 に 挟 ま れ た 木 材 の 単 位 体 積 当 り 、 単 位 時
聞 に 消 費 さ れ る 電 力 Pは 次 式 と な る 。
P=O.556f.Eo2・ε .tanδ ・
1 0 ‑
12(W/cm3) ︑lf︑可I
4EaA ︐︐
EE
︑•
•
•
••
•
ここで、
E
0は 電 界 強 さ で あ り 、 印 加 電 圧 と 電 極 板 間 距 離 と の 比E/d
で表 さ れ る 。 な お 、 木 材 内 で 消 費 さ れ る 電 力 量 は 、 木 材 自 身 を 発 熱 さ
せ る 熱 エ ネ ル ギ に 変 換 さ れ る こ と か ら 、 式 (1 ‑7 )中の Pは 木 材 内 部 の
発 熱 量 で も あ る こ と が わ か る 。
表 1‑1に 木 材 の 誘 電 的 性 質 を 示 し た 。 木 材 の 誘 電 率 と tanδ は、
い ず れ も 含 水 率 の 増 加 に よ っ て 増 大 す る こ と が わ か る 。 し た が っ て
き ほ ど 多 い こ と が 式 (1 ‑7 ) か ら 明 ら か で あ る 。
木 材 の 加 熱 に は
3MHz'"30MHz
の 範 囲 の 交 番 周 波 数 が 多 く 用 い ら れ 、こ の 周 波 数 帯 域 は 高 周 波 と 呼 ば れ て い る 。 木 材 の よ う な 誘 電 体 を 加
熱 す る こ と を 一般 的 に 高 周 波 誘 電 加 熱 と 言 わ れ て い る が 、 本 研 究 で
は 「 誘 電 」 の 用 語 を 略 し て 、 単 に 『 高 周 波 加 熱 』 と 呼 ぶ こ と に す る 。
なお、 こ の 高 周 波 は 、 通 信 用 レ ー ダ 、 テ レ ビ や ラ ジ オ 放 送 な ど に 近
接 す る 周 波 数 帯 域 の 電 波 の 一種 で あ り 、 工 業 用 加 熱 装 置 に 用 い る 周
波 数 は 、 電 波 障 害 を 避 け る た め に 、 電 波 法 で 厳 重 に 規 制 さ れ て い る 。
現 在 工 業 用 加 熱 装 置 に 割 り 当 て ら れ て い る 周 波 数 は 、 6. 7、 13 . 6、 2
7 . 1
、 お よ び40.7MHz
で あ る 60 )。 本 研 究 で は13.6MHz
の 周 波 数 を 使 用 した。1 . 2 印 加 条 件 設 定 ( 特 に 、 電 極 板 配 置 )
高 周 波 で 木 材 を 誘 電 加 熱 す る 場 合 、 図 l‑l(c)で 示 す よ う に 2枚 の
平 板 状 の 電 極 板 が 用 い ら れ る が 、 こ れ に 高 周 波 が 印 加 さ れ る と 、 進
行 波 と 電 極 板 端 部 で 反 射 し た 反 射 波 と の 干 渉 に よ っ て 定 在 波 が 生 じ
そ こ で 、 大 気 圧 下 で 電 極 板 に 給 電 す る 位 置 と 電 圧 分 布 の 関 係 22 )を
図 1‑2に 示 し た 。 同 図 に お い て 、 電 圧 は 給 電 点 で 最 も 低 く 、 こ れ か ら
離 れ る と 次 第 に 高 く な る 傾 向 が あ り 、 明 ら か に 定 在 波 の 影 響 が 見 ら
れ る 。 そ こ で 、 長 さ 方 向 の 電 圧 差 の 許 容 値 を 10%と す る と き 、 電 極
板 の 一 端 か ら 給 電 し た 場 合 ( 図 1‑2(a))の 電 極 の 許 容 限 度 長 さ Q(m)は
次 式 で 表 さ れ る 5 6) o
Q
=
21.5/(fF"コー)
‑・(1 ‑8 )ここで、 fは 周 波 数 (M H
z
、)ε
は 材 料 の 誘 電 率 で あ る 。表 1‑1に は 、 周 波 数 と 誘 電 率 か ら 求 め た 含 水 率 ご と の 電 極 の 許 容 限
度 長 さ も 併 せ て 示 さ れ て い る 。 材 乾 燥 で は 、 一般 的 に 約 100% の 含
水 率 の 木 材 を 約 10%ま で 乾 燥 す る が 、 こ の と き 電 極 の 許 容 限 度 長 さ
は0.35m か ら 1.07 m ま で 変 化 す る こ と に な る 。 す な わ ち 、 乾 燥 初 期
の 電 極 の 許 容 限 度 長 さ は 乾 燥 末 期 の そ れ に 比 べ て 約 1/3と短く、 し た
が っ て 長 尺 材 を 加 熱 す る と き に は 乾 燥 初 期 の 加 熱 む ら が 問 題 に な る 。
そ こ で 、 こ の 問 題 を 解 決 す る に は 、 高 周 波 を 給 電 す る 位 置 や 給 電 を
分 割 す る 方 法 も 考 慮 す る 必 要 が あ る こ と が わ か る ( 図 1‑2(b)、 (c ) 。)
2
. 実 験 方 法 2 . 1( 1 ) 高 周 波 加 熱 減 圧 乾 燥
実 験 に 用 い た 装 置 の 概 要 を 図 1‑3に 示 し た 。 直 径 750mm、長さ 2
,
700mm ( 材 の 有 効 積 載 寸 法 : 幅 500X高 さ 450X長 さ 2
,
OOOmm) の 減 圧 缶 体 ①の 内 部 に 供 試 材 ③ を 置 き ( 上 段 に は 、 加 熱 補 助 木 材 ④ を ダ ミ ー と し て
入 れ る )、 上面、 中 央 、 下 面 に ア ル ミ ニ ウ ム 製 電 極 板 ② を セ ッ ト し
た 。 周 波 数 13.6MHz、 出 力 3kwの 高 周 波 発 振 機 ⑥ を 用 い 、 高 周 波 発 振
機 の 起 電 極 部 と 木 材 側 の 中 央 の 電 極 板 を 、 ま た ア ー ス 電 極 部 と 木 材
側 の 上 下 面 の 電 極 板 を そ れ ぞ れ 連 結 し て 、 高 周 波 を 印 加 し た 。 起 電
極 板 へ の 給 電 は 、 長 さ の 中 央 の 位 置 と し た 。 乾 燥 中 の 材 温 は 、 木 材
に 挿 入 し た 温 度 セ ン サ ⑬ で 検 出 し た 。 白 金 抵 抗 体 温 度 素 子 の 温 度 セ
ン サ は 高 周 波 電 場 の 影 響 を 受 け て 、 真 の 温 度 値 を 指 示 し な い 性 質 が
あ る が 、 温 度 セ ン サ の 設 定 位 置 を 変 え て 実 験 し た 結 果 、 ア ー ス 電 極
板 か ら 木 材 の 厚 さ 方 向 の 1/4の 高 さ で は 高 周 波 電 場 の 影 響 を 受 け ず に
温 度 計 測 が で き る こ と が 明 ら か と な っ た 。 実 験 で は 、 木 口 面 で 木 材
の 幅 方 向 の 1/2お よ び 厚 さ 方 向 の 1/4の 位 置 に 、 長 さ 方 向 に 150mmの 深
さ ま で ド リ ル で 穿 孔 し 、 温 度 セ ン サ を 挿 入 し た 。 一方 、 減 圧 缶 内 の
定 器 ③ で 測 定 し た 。 供 試 材 は 一 定 時 間 ご と に 乾 燥 機 か ら 取 り 出 し て
秤 量 し 、 そ の 乾 燥 経 過 を 把 握 し た 。
1 . 1 . 2 そ の 他 の 乾 燥
( 1 ) 幅 射 加 熱 減 圧 乾 燥
直 径 300mm、 奥 行 き 300mmの 円 筒 形 の 加 熱 ・ 減 圧 缶 か ら な る 輯 射 加
熱 減 圧 乾 燥 装 置 を 用 い た ( 図 ト
4 ( a )
) 。 減 圧 缶 内 の 中 央 に 供 試 材 を置 き 、 側 壁 か ら 電 気 ヒ ー タ に よ る 稿 射 加 熱 に よ っ て 加 熱 さ れ 、 ま た
奥 壁 の 一 端 か ら 真 空 ポ ン プ (150~/min) で減 圧された。なお、正面
の 開 閉 扉 の 窓 に 鉱 質 繊 維 板 を 張 り 、 こ れ に 材 温 測 定 用 の 熱 電 対 温 度
計 の 取 り 出 し 口 を 3ケ 所 設 けた。
( 2 ) 熱 風 乾 燥
容 積 が 800x 1,500 x 800mmで、 室 内 の 乾 球 温 度 と 湿 球 温 度 、 お よ び
風 速 の 調 整 が 可 能 な 電 気 ヒ ー タ に よ る 内 部 送 風 型 乾 燥 機 を 用 い た
(図 1‑4(b)) 。 な お 、 実 験 で は 、 風 速 を 約 5m/sec一定 に し た 。
本 章 以 降 の 乾 燥 実 験 は 、 こ こ で 示 し た 乾 燥 装 置 お よ び 乾 燥 方 法 に
よ っ て 行 っ た 。
2.2乾 燥 応 力 測 定
乾 燥 応 力 の 測 定 に は 、 図
1‑ 5
に示 し た ス ラ イ ス 法 を 用 い た 。 す な わを 厚 さ 方 向 に
5
等 分 に 切 断 し た 。 切 断 前 と 切 断 後 の 幅 方 向 の 長 さ Qと Q,を ダ イ ヤ ル ゲ ー ジ で 測 定 し 、 次 式 か ら ひ ず み 量 (ε)を 求 め た 。
Q ‑ Q
,
ε 二 ‑・(1 ‑9 )
Q
そ し て 、 次 式 の フ ッ ク の 法 則 か ら 、 乾 燥 応 力 σ を 求 め た 。
σ =
E. ε
‑・・ (1‑10)ここで、 Eは 弾 性 係 数 を 示 す 。
2.3
供 試 材( a
) 加 熱 と 水 分 移 動 、 お よ び 乾 燥 応 力 実 験供 試 材 は 、 ハ ル ニ レ ( 北 海 道 産, 全 乾 比 重 : 平 均
o.
59 ) の 板 目 材 で あ っ た 。 原 木 か ら 厚 さ 50mm、 幅 200mm、 長 さ 2,000mmの 原 板 を 製 材 し 、高 周 波 加 熱 減 圧 乾 燥 用 と し て 長 さ し200mm材 を 2個 、 輯 射 加 熱 減 圧 乾
燥 用 と し て 長 さ 250mm材 を 4個、 さ ら に 熱 風 乾 燥 材 用 と し て 長 さ し0
OOmm材 を 2個 採 取 し た 。 長 尺 の 木 材 を 想 定 し て 、 高 周 波 加 熱 減 圧 乾
燥 と 熱 風 乾 燥 用 の 供 試 材 の 片 方 の 木 口 面 を 、 輯 射 加 熱 減 圧 乾 燥 用 供
り し た 。 す な わ ち 、 材 の 厚 さ の 変 化 は 、 半 径 方 向 の 寸 法 変 化 と 一致
す る 。 な お 、 高 周 波 加 熱 減 圧 乾 燥 で は 、 供 試 材 の 上 下 の 板 目 面 に 各
電 極 板 を 置 い た た め 、 高 周 波 電 界 の 方 向 は 半 径 方 向 で あ っ た 。
3
. 実 験 結 果 と 考 察3 . 1 加 熱 法 に よ る 温 度 と 含 水 率 分 布
加 熱 方 法 お よ び 外 周 の 気 圧 が 異 な る
3
つ の 乾 燥 法 の 乾 燥 経 過 曲 線を 図 1‑6に 示 し た 。 各 乾 燥 法 に よ っ て 乾 燥 経 過 が 大 き く 異 な る こ と が
明 ら か で あ る が 、 こ の こ と に つ い て は i3 . 3加 熱 と 材 の 厚 さ の 関 係 」
の 節 で 論 述 す る 。 こ こ で は 、 減 圧 の も と で の 高 周 波 加 熱 と 幅 射 加 熱
の 両 法 の 乾 燥 挙 動 を 比 較 検 討 す る 。
減 圧 乾 燥 の 時 間 経 過 に と も な っ て 生 じ る 厚 さ 方 向 の 温 度 分 布 と 含
水 率 分 布 の 変 化 を 求 め 、 そ の 結 果 を 図 1一?と図 1‑8に 示 し た 。
ま ず 、 高 周 波 加 熱 の 温 度 分 布 曲 線 図 1‑7に お い て 、 乾 燥 初 期 に は 材
の 内 層 が 表 層 に 比 べ て 幾 分 高 い 値 を 示 し た が 、 温 度 傾 斜 は 小 さ い 。
こ の こ と は 、 水 分 が 厚 さ 方 向 に 均 一 に 分 布 し て い る と き に は 、 高 周
波 電 界 中 で は 、 ほ ぼ 均 一 な 加 熱 が 可 能 で あ る こ と を 示 唆 し て い る 。
材 の 表 層 と 内 層 の 温 度 差 は 、 乾 燥 の 進 行 に と も な っ て 次 第 に 大 き く
な り 、 乾 燥 後 期 に は 約 80Cに な っ た 。 こ の 原 因 に は 、 ① 乾 燥 の 過 程 で
誘 電 率 の 低 下 を さ そ い 、 そ の た め に 高 周 波 加 熱 量 が 減 少 す る こ と 、
③ 材 の 表 面 か ら 外 周 ヘ 自 然 放 熱 を 生 じ る こ と 、 な ど が 考 え ら れ る 。
一方、 輯 射 加 熱 は 乾 燥 初 期 に 表 層 の 温 度 が 内 層 に 比 べ て 高 く 、 し
か も 温 度 傾 斜 は 著 し く 大 き い 。 そ の 後 乾 燥 中 期 か ら 後 期 に か け て 、
熱 が 材 の 内 部 まで 及 び 、 温 度 傾 斜 は 小 さ く な っ た 。 こ の 温 度 挙 動 は 、
熱 風 乾 燥 に お け る 満 久 の 報 告 37 ) に 類 似 す る こ と か ら 、 厚 さ 方 向 の 温
度 分 布 に は 、 外 周 の 気 圧 状 態 よ り も 加 熱 方 法 が 大 き く 影 響 を 及 ぼ す
こ と が わ か る 。
次 に 、 乾 燥 過 程 に お け る 含 水 率 分 布 曲 線 の 推 移 を 見 る 。 図 1‑8に お
い て 、 乾 燥 初 期 か ら 含 水 率 約 60% ま で の 期 間 に 、 高 周 波 加 熱 と 幅 射
加 熱 の い ず れ も 表 層 付 近 で大 き な含 水 率 低 下 が 見 ら れ 、 材 の 表 面 か
ら 活 発 に 水 分 が 蒸 発 し た こ と が わ か る 。 そ し て 、 表 層 と 中 層 (表 面
か ら
15mm
の 層 )聞 の 含 水 率 傾 斜 は 、 全 乾 燥 過 程 を 通 し て こ の 期 間 が最 も 大 きい。
乾 燥 が 進 行 し 、 乾 燥 中 期 の 含 水 率 約 40% か ら 20% ま で の 期 間 で 、
2つ の 加 熱 方 法 の 間 で 含 水 率 分 布 に 差 が 見 ら れ た 。 す な わ ち 、 高 周
熱 で は 、 乾 燥 の 進 行 に と も な っ て 含 水 率 傾 斜 が 次 第 に 小 さ く な っ た
が 、 乾 燥 初 期 に 形 成 さ れ た 含 水 率 分 布 は 乾 燥 後 期 に 至 る ま で 継 続 し
て 見 ら れ た 。
乾 燥 後 期 の 含 水 率 20% か ら 10%の 期 間 で は 、 高 周 波 加 熱 と 輯 射 加
熱 の い ず れ も 厚 さ 方 向 の 含 水 率 傾 斜 は 小 さ く な り 、 表層、 中 層 お よ
び 内 層 間 の 含 水 率 差 は 小 さ く な る こ と が わ か る 。
3.2
加 熱 と 乾 燥 応 力 の 発 現木 材 は 乾 燥 に と も な っ て 収 縮 す る が 、 厚 さ 方 向 に お い て 表 層 、 中
層 お よ び 内 層 間 で 乾 燥 に 差 が 出 る た め 、 収 縮 に 層 閣 の 相 互 拘 束 作 用
が 生 じ 、 木 材 内 に 乾 燥 応 力 が 発 生 す る 。 し た が っ て 加 熱 方 法 の 違 い
は 、 水 分 移 動 に 差 を 生 じ さ せ る こ と を 2. 1節 で 明 ら か に し た が 、 各
間 の 収 縮 の 拘 束 作 用 で 生 じ る 乾 燥 応 力 に も 影 響 を 及 ぼ す と 考 え ら れ
る 。 熱 風 乾 燥 に お け る 乾 燥 応 力 発 現 の メ カ ニ ズ ム な ど は 多 く の 研 究
で 明 ら か に さ れ て い る が 4 4 ),6 9 ),7 9 )、 減 圧 の 雰 囲 気 に お け る 乾 燥 応
力 の 研 究 は 少 な い 。 ま た 加 熱 方 法 の 違 い と 乾 燥 応 力 の 関 係 に つ い て
は、 今 日 に 至 る ま で 、 十 分 な 知 見 は 得 ら れ て い な い 。 そ こ で 本 節 で
は 、 加 熱 と 乾 燥 応 力 の 関 係 を 乾 燥 経 過 と 関 係 づ け て 検 討 す る 。
含 水 率 測 定 用 試 験 片 の 採 取 位 置 に 隣 接 す る 部 分 か ら 乾 燥 応 力 測 定
め た 。 同 法 で は 、 応 力 値 を 応 力 の 解 放 で 見 ら れ る ひ ず み 値 で 表 し て
きたが、 こ こ で は 計 測 し た ひ ず み 値 と そ の と き の ヤ ン グ 率 値 を 式 (1
‑1 0 ) に 代 入 し て 求 め た 応 力 値 で 表 す こ と に す る 。 乾 燥 経 過 に と も な
う 応 力 の 推 移 を 図 1‑9に 示 し た 。 な お 、 切 断 後 の 寸 法 が 切 断 前 よ り 増
加 し た と き の 解 放 時 の 正 ひ ず み 発 生 が 圧 縮 応 力 の 存 在 し て い た こ と 、
そ の 逆 の 負 ひ ず み 発 生 が 引 張 応 力 の 存 在 し て い た こ と を 示 し て い る 。
供 試 材 の 平 均 含 水 率 が 63'"64%の 乾 燥 初 期 に お い て 、 内 部 加 熱 と
外 部 加 熱 の 乾 燥 応 力 の 分 布 型 は ほ ぼ 等 し い 。 す な わ ち 供 試 材 の 表 層
に 引 張 応 力 、 内 層 に 圧 縮 応 力 が 発 生 し て い る こ と が わ か る 。 こ の こ
とは、 図 1‑8の 含 水 率 分 布 曲 線 で 、 表 層 の 乾 燥 が 先 行 し た こ と か ら 、
表 層 で 引 張 応 力 が 生 じ 、 内 層 で は そ の 反 力 と し て 圧 縮 応 力 が 生 じ た
と 考 え ら れ 、 従 来 の 乾 燥 応 力 の メ カ ニ ズ ム の 解 析 で 説 明 で き る 。
乾 燥 が 進 行 し 平 均 含 水 率 が 約 40% の 乾 燥 中 期 に は 、 2つ の 加 熱 方
法 の 間 で 、 応 力 分 布 に 差 が 見 ら れ た 。 す な わ ち 、 内 部 加 熱 で は 43
%
の 含 水 率 で す で に 応 力 が 逆 転 し て い る の に 対 し て 、 外 部 加 熱 で は 各
層 の 応 力 値 は 一様 に 減 少 し た も の の 、 乾 燥 初 期 に 形 成 さ れ た 応 力 分
し合い、 内 層 に 引 張 応 力 が 発 生 す る 。 一 方 、 表 層 で は 中 層 と 内 層 か
ら 移 動 し て きた 水 分 で 、 今 ま で 見 ら れ た 大 き な 収 縮 能 は 低 下 さ せ ら
れ、 引 張 応 力 は 緩 和 さ れ た 。 内 層 と 外 層 に お け る こ の 2つ の 作 用 に
よって、 内 部 加 熱 は 外 部 加 熱 よ り も 早 い 時 期 に 応 力 の 逆 転 に つ な が
っ た と 考 え ら れ る 。
乾 燥 後 期 に な る と 、 外 部 加 熱 も 乾 燥 が 内 層 に ま で 及 び 、 応 力 は 逆
転 す る 。 内 部 加 熱 で は 、 乾 燥 中 期 の 応 力 分 布 を 維 持 し て い る が 、 応
力 値 に 幾 分 の 減 少 が 見 ら れ た 。 こ れ は 乾 燥 が 遅 れ て い た 中 層 に も 乾
燥 が 及 び 、 中 層 の 収 縮 が 幾 分 増 大 す る こ と に よ っ て 、 中 層 と 外 層 の
問 、 お よ び 中 層 と 内 層 の 聞 の 拘 束 は 小 さ く な り 、 材 全 体 の 応 力 が 緩
和 さ れ た も の と 推 測 す る 。
次 に 、 木 材 乾 燥 で 生 じ る 損 傷 に 大 き く 影 響 を 及 ぼ す 乾 燥 応 力 を 数
値 で 分 析 す る 。 表 面 割 れ は 、 表 層 の 引 張 応 力 値 が 木 材 の 横 方 向 の 引
張 強 度 値 以 上 に 達 し た と き 生 じ る が 、 乾 燥 初 期 の 表 層 の 引 張 応 力 値
は、 図 1‑9に お い て 内 部 加 熱 で は O.62MPa、 外 部 加 熱 で は 1.02MPaで あ
る 。 供 試 材 の ハ ル ニ レ 材 よ り も 気 乾 比 重 が 幾 分 低 い ア カ マ ツ 材 の 強
度 の 報 告 値 4 8 ) を 、 乾 燥 実 験 時 の 含 水 率 お よ び 温 度 で 修 正 し 5 9 ¥ 求
め た 横 圧 縮 お よ び 引 張 強 度 値 を 表 1‑3に 示 し た 。 こ れ か ら 、 2つ の 加
熱 法 と も 乾 燥 応 力 値 が 引 張 強 度 値 よ り も 低 い た め 、 表 面 割 れ は 生 じ
小 さ か っ た こ と が わ か る 。 落 ち 込 み の 原 因 と な る 内 層 の 圧 縮 応 力 値
は、 内 部 加 熱 で は
O.22MPa
、 外 部 加 熱 で はO.51MPa
で あ る 。 内 部 加 熱の 乾 燥 応 力 値 は 圧 縮 強 度 値 よ り も 低 い が 、 外 部 加 熱 で は 幾 分 高 い た
め 、 落 ち 込 み の 危 険 性 が 推 察 で き る 。
内 部 割 れ は 乾 燥 後 期 に 内 層 の 引 張 応 力 が 木 材 の 横 引 張 強 度 値 よ り
も 大 き く な っ た と き 発 生 す る こ と が 知 ら れ て い る 。 実 験 の 結 果 、 内
部 加 熱 の 引 張 応 力 値 は
O.36MPa
で あ り 、 表1‑3
の 横 引 張 強 度 値3.18MPa
よ り も 低 く 、 乾 燥 応 力 に よ る 内 部 割 れ の 危 険 性 は 無 い こ と が わ か る 。
一 方 、 乾 燥 中 期 に 落 ち 込 み の 危 険 性 が 指 摘 さ れ た 外 部 加 熱 で も 引 張
応 力 値 は
O.83MPa
で あ り 、 こ の 乾 燥 条 件 で は 内 部 加 熱 と 同 様 に 乾 燥 応 力 に よ る 内 部 割 れ の 危 険 性 は 無 い こ と が わ か る 。こ の よ う に 、 乾 燥 割 れ の 原 因 と な る 乾 燥 応 力 に つ い て 、 内 部 加 熱
の 乾 燥 応 力 値 は 外 部 加 熱 の そ れ と 比 べ て 全 乾 燥 過 程 を 通 し て
1 / 2
以で あ り 、 内 部 加 熱 法 は 乾 燥 割 れ に 対 し て 外 部 加 熱 よ り も 安 全 な 乾 燥
法 で あ る あ る こ と が 認 め ら れ る 。
乾 燥 を 終 了 し た と き 、 も し 材 内 に 大 き な 応 力 が 残 留 す る と 、 加 工
し た が っ て コ ン デ ィ シ ョ ニ ン グ 処 理 の 必 要 が な く 、 こ の こ と は 乾 燥
現 場 で は 大 き な 特 長 で あ る と 言 える。
3 . 3加 熱 と 材 の 厚 さ の 関 係
材 厚 方 向 の 温 度 傾 斜 と 含 水 率 傾 斜 は 、 木 材 内 の 水 分 移 動 に 大 き く
寄 与 し て い る こ と を 3. 1節 で 明 ら か に し た 。 本 節 は 、 材 の 厚 さ と 乾 燥
の 関 係 を 、 加 熱 お よ び 外 周 気 圧 が 異 な る 3つ の 乾 燥 法 、 す な わ ち 同
周 波 加 熱 減 圧 乾 燥 、 幅 射 加 熱 減 圧 乾 燥 お よ び 熱 風 乾 燥 で 検 討 し た 。
な お 、 水 分 移 動 の 難 易 は 乾 燥 時 間 の 長 短 で 表 さ れ る の で 、 こ こ で は
厚 さ 別 の 乾 燥 結 果 は 乾 燥 時 間 で 検 討 し た 。
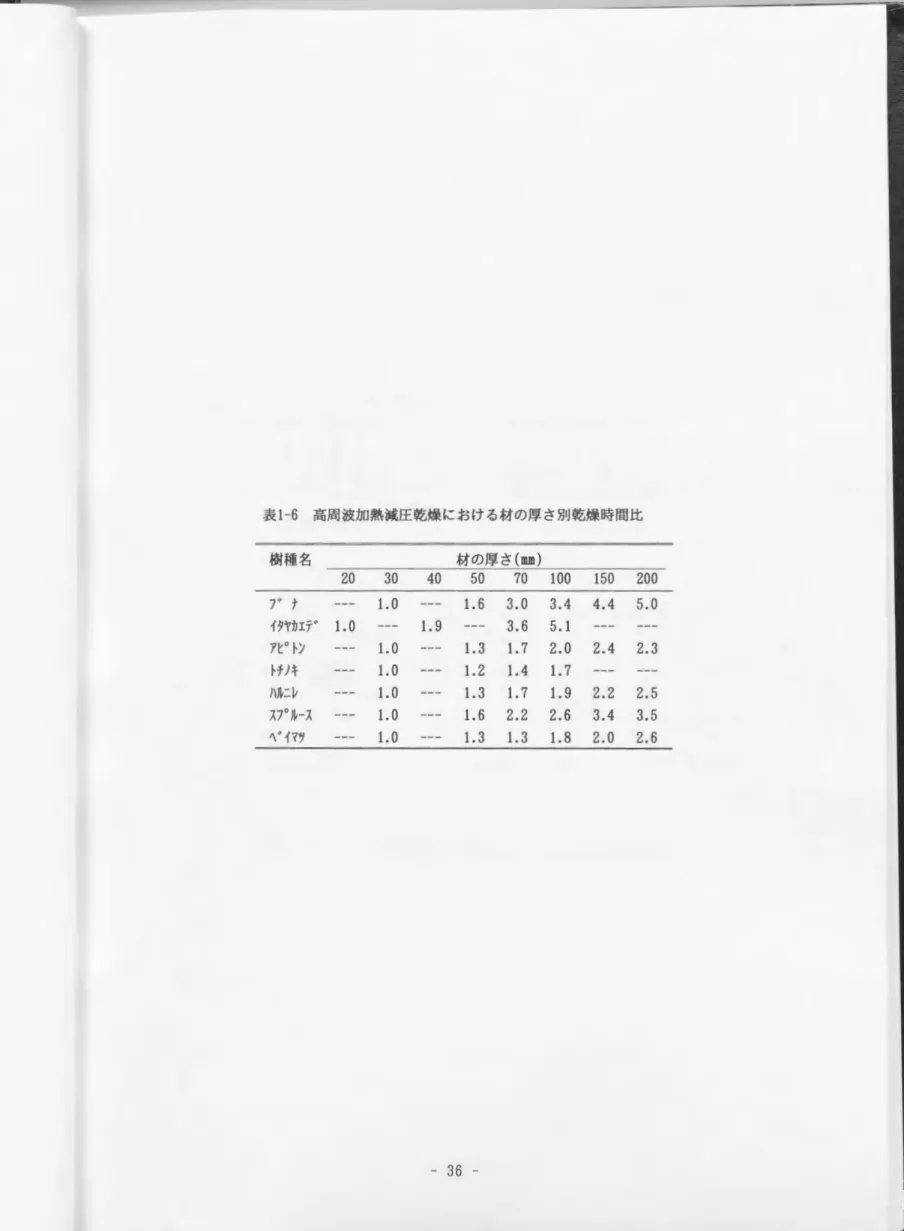
図 1‑1 0に 、 材 の 厚 さ と 乾 燥 時 間 に 関 す る 実 験 結 果 の 一例 と し て 、
プ ナ 材 の 高 周 波 加 熱 減 圧 乾 燥 曲 線 を 示 し た 。 こ れ か ら 、 厚 さ の 増 加
と と も に 乾 燥 時 間 が 長 く な る こ と が わ か る 。 な お 、 他 の 樹 種 に つ い
て も プ ナ 材 の 乾 燥 経 過 曲 線 に ほ ぼ 類 似 の 傾 向 が 見 ら れ た た め 、 こ こ
で は 結 果 の 表 示 は 省 略 す る 。 材 の 厚 さ 別 乾 燥 実 験 か ら 厚 さ と 乾 燥 時
間 の 関 係 を 求 め 、 そ の 結 果 を表 1‑4に 示 し た 。 最 終 含 水 率 は 、 建 築 構
造 用 と し て 主 に 用 い ら れ る 樹 種 で は 15% とし、 ま た 建 築 造 作 用 お よ
び 家 具 用 の 樹 種 で は 10%と し た 。
図
1‑6
の 厚 さ5 0mm
の ハ ル ニ レ 材 に お い て 、3
つ の 乾 燥 法 で 乾 燥 曲 線の 乾 燥 法 で 材 の 厚 さ に 対 す る 乾 燥 時 間 の 変 化 を 見 る た め 、 高 周 波 加
熱 減 圧 乾 燥 の 乾 燥 時 間 を 基 準 に し て 、 幅 射 加 熱 減 圧 乾 燥 と 熱 風 乾 燥
を 乾 燥 時 間 比 で 比 較 す る 。 プナ、 イ タ ヤ カ エ デ 、 ハ ル ニ レ 材 の 乾 燥
時 間 比 の 結 果 を 表 1‑5に 示 し た 。 高 周 波 加 熱 減 圧 乾 燥 の 乾 燥 時 間 は 、
厚 さ が 30'"'‑'70mm範 囲 に お い て 、 プ ナ 材 で は 輯 射 加 熱 減 圧 乾 燥 の 乾 燥
時 間 の 約 3/5'"'‑'4/5に 、 熱 風 乾 燥 の 約 2/5'"'‑'3/5に 相 当 す る 。 同 様 に 、
イ タ ヤ カ エ デ 材 で は 幅 射 加 熱 減 圧 乾 燥 の 約 2/5'"'‑'3/5、 熱 風 乾 燥 の 2/
5以 下 に 、 ハ ル ニ レ 材 で は 幅 射 加 熱 減 圧 乾 燥 の 約 1/5'"'‑'3/5、 熱 風 乾 燥
の 1/5以 下 に 相 当 す る 。
こ の よ う に 、 外 周 の 減 圧 が 同 じ で 加 熱 方 法 だ け が 異 な る 高 周 波 加
熱 減 圧 乾 燥 と 輯 射 加 熱 減 圧 乾 燥 の 聞 に 乾 燥 時 間 の 明 ら か な 差 が 見 ら
れ た こ と か ら 、 高 周 波 内 部 加 熱 に よ る 温 度 傾 斜 は 輯 射 外 部 加 熱 の 温
度 傾 斜 よ り も 水 分 移 動 に 有 利 に 作 用 す る こ と が わ か る 。 また、 幅 射
加 熱 減 圧 乾 燥 と 熱 風 乾 燥 の 比 較 か ら 、 内 部 加 熱 と 減 圧 の 組 み 合 わ せ
に よ っ て 水 分 移 動 は 促 進 さ れ る こ と が 明 ら か で あ る 。 な お 、 乾 燥 に
及 ぼ す 減 圧 の 効 果 に つ い て は 第 2章 で 論 述 す る 。
に 1 : 1の 関 係 は 見 ら れ ず 、 多 く の 樹 種 で 乾 燥 時 間 の 変 化 割 合 の 方
が厚 さ の 変 化 割 合 よ り も 小 さ い 傾 向 を 示 し た 。 そ し て 、 こ の 傾 向 は
樹 種 に よ っ て 大 き く 異 な っ て い る 。 こ れ は 、 木 材 内 部 ヘ 減 圧 が 及 ぶ
度合、 す な わ ち 空 気 透 過 性 に 大 き く 影 響 さ れ る と 考 え ら れ 、 乾 燥 と
空 気 透 過 性 の 関 係 は 第 5章 で 論 述 す る 。 な お 、 厚 さ と 乾 燥 時 間 の 関
係 は 、 乾 燥 の 実 務 で 乾 燥 時 間 を 推 定 す る と き 重 要 で あ る た め 、 こ の
関 係 も 第
5
章 で 詳 し く 分 析 す る 。建 築 用 材 、 と り わ け 軸 組 工 法 と し て の 構 造 用 柱 材 と 横 架 材 は 、 断
面 積 が 大 き い た め に 、 乾 燥 に 長 時 間 を 要 す る と い う 問 題 を す で に 指
摘 し た 。 こ の 研 究 に お い て 、 断 面 が
100mmx 100mm
以 上 の 木 材 に 対 して 、 高 周 波 加 熱 減 圧 乾 燥 は 乾 燥 時 間 の 著 し い 延 長 が 認 め ら れ な か っ
た こ と か ら 、 建 築 用 材 の 工 業 化 を 目 指 す 乾 燥 法 と し て 有 利 な 方 法 の
一 つ で あ る と 結 論 づ け ら れ る 。
4.
摘 要高 周 波 加 熱 減 圧 乾 燥 法 に お け る 加 熱 方 法 、 い わ ゆ る 内 部 加 熱 が 乾
燥 に 及 ぼ す 影 響 を 調 べ た 。 主 に 、 材 の 厚 さ 方 向 の 木 材 温 度 分 布 、 含
水 率 分 布 、 乾 燥 応 力 分 布 、 お よ び 材 の 厚 さ と 乾 燥 時 間 の 関 係 な ど に
つ い て 、 他 の 加 熱 法 と 比 較 し て 内 部 加 熱 に よ る 乾 燥 特 性 を 明 ら か に
( 1 ) 高 周 波 加 熱 と 輯 射 加 熱 と の 闘 で 、 乾 燥 経 過 中 に 材 の 厚 さ 方 向 の
温 度 分 布 と 含 水 率 分 布 に 大 き な 差 異 が 見 ら れ る 。 す な わ ち 、 高 周 波
に よ る 内 部 加 熱 で は 、 材 の 表 層 で 温 度 が 低 く 、 内 層 で 高 い 分 布 を 示
し、 こ の 温 度 傾 斜 は 中 層 と 内 層 の 水 分 を 表 層 方 向 ヘ 活 発 に 移 動 す る
よ う 作 用 し た 。 し た が っ て 、 小 さ な 含 水 率 傾 斜 の ま ま 乾 燥 を 進 行 さ
せ る こ と が で き た 。 一 方、 輯 射 に よ る 外 部 加 熱 で は 、 表 層 の 乾 燥 が
中 層 や 内 層 よ り 先 行 す る た め 、 材 の 厚 さ 方 向 に 大 き な 含 水 率 傾 斜 を
生 じ た 。 外 部 加 熱 は 内 部 加 熱 に 比 べ て 多 く の 乾 燥 時 間 を 要 し た こ と
か ら 外 部 加 熱 に よ る 温 度 傾 斜 は 水 分 移 動 を 促 進 す る 効 果 は 無 い と ー
える。
( 2 ) 内 部 加 熱 に お け る 乾 燥 応 力 の 逆 転 は 外 部 加 熱 に 比 べ て 明 ら か に
い 時 期 に 生 じ た 。 ま た 乾 燥 の 全 過 程 で 発 現 し た 乾 燥 応 力 は 小 さ く 、
ま た 残 留 す る 乾 燥 応 力 も 小 さ い こ と が 認 め ら れ る 。 し た が っ て 、 内
部 加 熱 は 、 乾 燥 応 力 に よ っ て 生 じ る 割 れ な ど の 損 傷 の 防 止 、 ま た は
軽 減 に 有 効 な 加 熱 方 法 で あ る こ と が 明 ら で あ る 。
( 3 ) 高 周 波 加 熱 減 圧 乾 燥 で は 、 幅 射 加 熱 減 圧 乾 燥 や 熱 風 乾 燥 に 比 べ
表1‑1 木 材 の 誘 電 的 性 質
含水率(児) 誘 電 率
ε
※) tanδ ※)電極の許容限度長さQ
(m)糊 )10 2.2 0.06 1.066 20 3.6 0.09 0.833 60 11.0 0.36 0.477 100 20.0 0.50 0.353 難)
T r a p p
72)の報告から引用する。東灘)周波数が13.6MHzの高周波発振機を用いたとき。
表
1 ‑ 2
供試材の性状樹種名(学名) 全乾比重 寸法(幅
X 長さ X 厚さ,
mm)7
やナ( F a g u sc r e n a t a ) 0 . 7 1 2 0 0 X 1 , 0 0 0 X 3 0 , 5 0 , 7 0 , 1 0 0 , 1 5 0 , 2 0 0
イタヤカエテ守
( A c e r m o n o ) 0 . 7 2 1 2 0 X 1 , 0 0 0 X 2 0 , 4 0 , 7 0 , 1 0 0
ア
r
Oント( D i p t e r o c a r p u s g r a n d i f l o r u s ) 0 . 8 2 2 0 0 X 1 , 2 0 0 X 3 0 , 5 0 , 7 0 , 1 0 0 , 1 5 0 , 2 0 0
トチノキ( A e s c u l u s t u r b i n a t a ) 0
.46 3 0 0 X 1 , 2 0 0 X 4 0 , 5 0 , 7 0 , 1 0 0
)\)~二 v
( U l m u s d a v i d i a n a ) 0 . 5 9 2 0 0 X 1 , 2 0 0 X 3 0 , 5 0 , 7 0 , 1 0 0 , 1 5 0 , 2 0 0 ス 7
0)~-ス (Piceas i t c h
θ' n s i s ) 0 . 3 9 2 0 0 X 2 , 0 0 0 X 3 0 , 5 0 , 7 0 , 1 0 0 , 1 5 0 , 2 0 0
ぐれザ
( P s e u d o t s u g a m e n z i e s i i ) 0 . 4 7 2 0 0 X 2 , 0 0 0 X 3 0 , 5 0 , 7 0 , 1 0 0 , 1 5 0 , 2 0 0
表
1 ‑ 3
木材の横引張強度と横圧縮強度含水率 10%
横引張強度 (MPa)
3 . 1 8
横圧縮強度 (MPa)
2 . 3 5
30%
2 . 2 6 0 . 3 5
1)アカ
W
材(気乾比重: 0 . 5 5 )
の文献値48)を含水率と温度を基に修正する。2 )
含水率変化問に対する変化率59) 横圧縮強度5 . 5 %
,横引張強度1.5 %
3 )
温度変化1
0C
に対する変化率59) 横圧縮強度1.0 %
,横引張強度1.0 %
表1‑4 材の厚さと乾燥時間
乾 燥 法 樹種名 材の厚さ
( m m )
含水率20 30 40 50 70 100 150 200 (見) 高周 波 加 熱 ア ナ 96 153 284 324 421 481 60~10
減圧乾 燥 イタヤカ工デ 29 54 103 147 60~10
ア
t
。トン 55 69 92 108 132 126 60~15トノチキ 58 72 84 97 50~10
ハ}vニレ 41 54 68 76 89 103 60~10
ス r } ト ス
54 89 116 141 184 189 60~15へやイ?ツ 43 54 57 79 86 112 40~15
輯射加熱 7令ナ 131 247 365 60~10
減圧乾燥 イタヤカエテや 43 96 201 436 60~10
ハルニレ 85 162 253 60~10
熱風乾燥 7守 f 172 364 683 60~10
イタヤカ工テ。 98 214 408 871 60~10
ハ}vニレ 106 247 469 60~10
表1‑5 乾燥法別乾燥時間比
乾 燥 法 樹種名 材 の 厚 さ (mm) 20 30 40 50 70 高周波加熱 プ ナ 1.0 1.0 1.0 減圧乾燥 イタヤカエデ 1.0 1.0 1.0 ハルニレ 1.0 1.0 1.0 幅射加熱 プ ナ 1.4 1.6 1.3 減圧乾燥 イタヤカエデ 1.5 1.8 2.9
ハルニレ 2.1 3.0 3.7 熱風乾燥 プ ナ 1.8 2.4 2.4 イタヤカエデ 3.4 4.0 5.9 ハルニレ 2.6 4.6 6.9
表1‑6 高周波加熱減圧乾燥における材の厚さ別乾燥時間比
樹種名 材の厚さ
( m m )
20 30 40 50 70 100 150 200
r
ナ 1.0 1.6 3.0 3.4 4.4 5.0 イタヤカ工デ 1.0 1.9 3.6 5.1ア
t
。トン 1.0 1.3 1.7 2.0 2.4 2.3 トチノキ 1.0 1.2 1.4 1.7ハ
v J
レニ 1.0 1.3 1.7 1.9 2.2 2.5 スr J v ‑
ス 1.0 1.6 2.2 2.6 3.4 3.5 へやイ?ツ 1.0 1.3 1.3 1.8 2.0 2.6電気双極子
:訂ゆ
t( 0)直流電場 (b)高周波電場
I c w i ス I r
E A d
酬F ム l N W F 了 C w
ι E
( c) 木材誘電体 (d)等価電気回路 ( e) 電流成分
図 1‑ 1 誘電体の分極および等価電気回路
国 側
( 0 )
一蹴から給電 (b) 中央で治合電G
電極
4反の長ぎ方向 電極板の長さ方向
(c)
2
点で給電¥ノ/ヘ¥ノ
電樹反の長ぎ方向
図 )‑2 給電位置と電圧分布の関係
矢印は給電する位置を示す。
図 1‑3 高周波加熱減圧~l}暴装置
① j 威圧缶(本 ②電極板〈中央:起電極,上下:ア ース電極〉
③供試木材 ④加熱補助木材 ⑤プレス機⑤高周波発振機
⑦温度・気庄市
I1 J I P 盤 @ 電 極 間 電 圧 測 定 器 @ 油 圧 ユ ニット
⑪コンデンサ ⑪?~発水タンク ⑫真空ポンプ
⑬温度センサ ⑪気圧センサ
φ
(α) 鱈射加熱型 j刷I~lJ:長機
︑ ノ
¥ η
︐ / ん 〆
ア︑
/J F¥
1凶
F' '
フ
戸︑
︑け
滋λ
べ ︑
‑ 〆
〆 /
︐
︑ 〆
〆'
dF FE Et t︑
︐
︐
(b) 内部副現霊祭1風~l*是非幾
縦~t方向
図 1‑5 スライス法による~lJお5力の泊11ÄE L :切断前の長主
じ:切断後の長さ
100
/ー、、
~ 80
持 60
ν(h
4
旧40
20
。 。
100 乾 燥
200 時 間
300 ( h r )
図 1‑6 3 つの ~l燥法による箆燥経過曲線
4 0
(ハ ド﹀
同電
干て・
30
20
0
1 0 20 。 1 0 2 0 。 1 0
表 面 か ら の 距 磁 (mm)
図 1‑7 ~lJ験室過にともなう温度分布の変化
20
100
ミ 80
、ーノ
縦 十 60
ム4
『 ¥
イ 旧
4020
。
高 周 波 加 熱
手均Z含ポ3E
υ=78%
〆~
5 1 5 25 表面からの距離
(mm)砲 射 加 熱 平均含水宰
5 1 5 25 表面からの距離
(mm)図 1‑8 高周波加熱と娼射加熱による含水率
分布の変化
2 . 0
1 . 0
↑ 民持 ( 0止 乞 )
l1.fl
4 ミ
。
山同
回目綬
・会4
』、吋 艇0+
~l燥後期
~l*安中期
~l燥初期
但時
↓‑1. 0
l当
4 5 3 5 1 5 25
5 4 5 3 5 1 5 25
45 5 3 5 1 5 25
‑ 2 . 0 5
︑
︐
︐
r m m ︐
離 目 ︑ の ~~
︑ hJ
力、 表 面
~ljお5力分布曲線
ひ‑‑0高周湖日熱 j 威圧切長
。-・娼射加熱溺王~l*長
図 1‑9
1 0 0
80
︿次 )
H
十60
長 イ 旧 40
20
。 。 1 0 0 300 400 500
~l 燥時間 (hr )