著者 植村 正治
雑誌名 社会科学
巻 48
号 3
ページ 83‑120
発行年 2018‑11‑30
権利 同志社大学人文科学研究所
URL http://doi.org/10.14988/pa.2018.0000000354
《研究ノート》
工部大学校における機械工学教育
植 村 正 治
江戸時代において非鉱物資源利用の在来技術の進歩はあったものの,生産性上昇に 及ぼす影響は大きなものではなく,一定の経済成長は認められたが,微々たるもので あった。明治以降,採鉱学,冶金学,造船学,応用化学,電気工学,そして機械工学 などの近代工学技術が欧米から本格的に移転され,鉱物資源を大規模により効率的に 利用することが可能となり,日本において経済発展が進んだ。本稿では綿糸紡績を取 りあげて,在来技術と近代技術とが隔絶していたことを検証したが,紡績技術に限ら ず,他の産業においても両技術には大きなギャップがあった。技術移転を通して資源 基盤の移行を進めて経済発展を促進するためには,体系的な工学教育を行う工学系高 等教育機関の設立が不可欠であった。工部大学校(設立時は工学寮)は 6 年制で,2 年 ごとに予科,専門科,実地科へと進級する。専門科は 8 学科からなるが,本稿で取り 上げた機械工学科の学生たちは蒸気機関や諸機械のメカニズム,金属材料などの素材,
機械部品相互間に発生する応力などに関する科学的知識を体系的に学習したばかりで なく,学内に設置された工学試験場などでの実験実習や,学外の近代工場における実 地研修を通して学習技術を確認し体得した。
は じ め に
日本経済史研究者は,経済発展の歴史を分析するための様々な考え方を学んできた。
個々に詳しく立ち入ることは困難だが,資本主義の発達,プロテスタンティズムの倫理,
後進国工業化,テイクオフ,近代経済成長などの諸概念である。程度の差はあれ経済発 展の要因として技術進歩をあげていよう1)。
近代化が進むに応じて多くの国々において経済統計時系列が整備され,それぞれの国 では長期にわたって経済発展が進んだことが数量的に実証されてきた。新古典派と称さ れる経済学はミクロ理論に基づくコブ・ダグラス生産関数をマクロ経済に応用した。経 済発展を実証する統計値であるGDPもしくはGNPの時系列を追うとともに,その成長 要因を労働力増加,資本ストック増加と捉え,両生産要素増加で説明できなかった残り
の部分を残余もしくは全要素生産性と称して,その数値増加の多くは技術進歩によるも のと捉えた。クズネッツのいう近代経済成長2)を経験した諸国において全要素生産性の 上昇は成長率増加に大きく寄与した3)。
近年,GDPばかりでなく産業別総生産を被説明変数とするトランスログ生産関数とい う生産関数が開発された。官民において集積された膨大な経済統計に一定の数学的処理 を施して,産業別総生産を被説明変数とする場合,労働投入や資本サービス投入,それ ぞれの品質変化,さらには中間財投入も説明変数に加えて総生産成長率に対するそれぞ れの寄与率を算出する。経済発展の要である財貨・サービスの産出成長の諸要因をより 細かく特定し,それぞれの影響力を数値化した。その分析方法は経済学的諸仮説を満足 させる数学モデルを多用して複雑であるが,最終的な結果は明快である。多くの場合,第 2 次世界大戦後の経済統計に基づき,期間別寄与率の計算が行われているが,全体に年代 経過にともなって全要素生産性寄与率は大きく低下していった4)。
筆者はかつて江戸時代の在来製糖技術の実証研究を行い,さらに明治以降に欧米から 移転された近代製糖技術についても検証して5),在来技術と近代技術との間に圧倒的技術 格差があったという認識を深くした。両技術の差異は,機械装置類のための素材資源と,
機械装置類を稼働させるための動力エネルギー資源に関するものである。伝統的在来技 術を組み込んだ機械装置類の素材資源のほとんどは木材で,エネルギー資源は水力,風 力,燃焼用木材,人力,畜力などであったのに対して,近代技術の場合,素材資源は鉄 鉱石・銅鉱石等の金属鉱石,石油(プラスチック)など,エネルギー資源は石炭,石油,
ウラン,天然ガスなどであった。両者の特徴差を一括りにして表現することは困難で,生 物・無生物,再生可能・非再生,非化石・化石という表現も使用されてきたが,前稿や 本稿では非鉱物資源・鉱物資源と表現した6)。欧米特にイギリスにおいては非鉱物資源か ら鉱物資源への移行は緩やかであったが7),日本のような後発国においては,このような 特徴を持つ近代技術が技術者・技能工,機械装置類,文献を通して一挙に移転されるこ とになった。
移転された近代技術が遅れたものであったとしても,また技術進歩がなかったとして も近代技術の国内普及だけで産出成長率は急速に高まっていくことになろう。後発国の 近代経済成長期において総要素生産性成長率を高めたばかりでなく,鉱工業,建設業,電 気・ガス・水道業,運輸・通信業においては特に,技術移転にともなう資本ストックの 増加そのものが技術進歩であったとみなせよう。ただし,被移転国において近代技術の 吸収能力がなければスムースな技術移転と国内普及は進まない。技術吸収能力を高める
ことができた重要な要因の一つは,学校教育であった。その中でも工学系高等教育機関 の役割は大きく,ナショナリズムを高揚させた旧武士階層8)を含む多くの人々が近代技 術を学んだ。前稿では最高学府である帝国大学工科大学を取りあげ,各専門学科(機械 工学,応用化学,採鉱冶金学,造船学,電気工学,土木工学,建築学,造兵学,火薬学
9))において,鉱物資源利用を可能にする工学技術教育を受けた多数の工学士が,省庁,
地方庁,陸海軍,教育機関,民間部門に就職し勤務先移動を繰り返す過程で,工学技術 の移転と国内普及が進展したと想定した10)。
本稿では,綿糸紡績を例に取り在来技術と近代技術とがいかに隔絶していたか,さら にその理解と修得には高度の科学的知見を必要とする近代技術が,帝国大学工科大学の 前身校の工部大学校においてどのように教えられたかを,機械工学を例にとって検証し たい11)。
1 綿糸紡績業における在来技術と近代技術
1.1 在来綿糸紡績技術
製糖技術に関する在来と近代との隔絶については前著で検証したので,本稿では綿糸 紡績技術について見ていこう。
収穫した綿花から綿実を分離して繰綿とする工程の後,綿打ち作業から綿糸紡績工程 がはじまる。この工程については主に『機織彙編12)』に依拠して見ていこう。綿打ち場 所は「横長さ二間位竪一間位板縁(いたえん−原文ではルビ)」で,そこに「長さ三尺五 寸位幅二尺五寸位高さ三寸位の目篭」を置く。これを敷籠といい,この上へ繰綿をのせ て打つ。原則は四角形だが図 1 のように「丸き籠」も用いる。繰綿には土・ゴミ・綿実 かすなどの異物が混入し,繊維が硬く絡まった状態なので,綿打ちにより繰綿の微細な 繊維をほぐして異物を除去しなければならない。綿打ち弓13)は長さ「四尺六七寸位」で,
素材は椹,檜木などであるが,「目の荒木にてハ悪」い。「目方ハ五百五十目位」なので 2
㎏ほどであった。図 2 には五百目とある。「打人」と称される技能工の負担を軽くするた めに図 1 のように「しなへ」と称する器具が使用される。「撓う」という動詞に由来した のであろう。「細き竹二三本長四尺五寸位に切り」,一括りにしたものである。その尖端 に付けた糸と綿打ち弓とを結び,弓の重量負担を軽減する。弦は鯨の筋を原料としてい るが14),明治以降,牛の筋に変わったとされている15)。弦を弾くための槌については「唐 蝋一日の内にハ幾返も塗るなり」とあり,図 2 では「重サ八十五文目」すなわち 85 匁,
約 320gで,木製であった。近代の文献によると16),槌の上部から筒状に穴が穿たれ,そ の中に重量を調整するために鉛などが入れられた。荒打ち用と仕上げ用とがあり,それ ぞれ「アギ」,「丸」と称したという。
図 1 のように,敷籠の左横に 250 匁の繰綿(図 1 には「不打綿」とある)を配置し,一 定量の繰綿を敷籠にのせ,「打次第に敷(しき)籠の上へ綿を送るなり」とある。250 匁 分の作業のことを「一まくり」,この工程を 4 回くり返すことを「一しめ」という。「一 しめ打を一人役と定」とあることから,「一しめ」は綿打ち職人の 1 日分の労働量と考え られる。繰綿の品質については「くり綿を見るにハ手にて引さきふわりと素直にハなれ る綿ハ上なり,引切りきハにちりちりとよれるあんばいの綿ハ悪」く,「綿ハ素直に堅き を良とす,又あまりわけもなく柔か成るハ悪し」とする。
「右の方より左の方へ段々に打」っていくと,「綿のくず」が左側に溜まり,高くなっ ているので「山」という。「此山を越して左の方へ能く綿を打飛」ばす。250 匁分につい て作業を行った後,山が高くなると「綿飛にくヽなる故に大方に山をとる」。この山につ いても綿打ちを行う。「能き綿ハ弦(つる)へかヽり向へ飛し,ぐすハ残るなり」とする。
同書では弦によって弾き飛ばされ残った繰綿のことを「くす」,「くず」,「ぐす」と異な
図 1 綿打ち作業図
出所: 大関増業(1830)『機織彙編』二,青木國夫解説(1979)
『機織彙編/木綿製作弁』恒和出版,81 頁。
図 2 綿打ち弓・槌の見取り図と各部寸法
出所:図 1 と同じ。
る語で呼称したが,同意味と解釈した。さらに打ち残った繰綿については,前の文章に 続けて「又此ぐすをさかさに打て弦へからめハたね其外くずハ下へ落るなり,又打返し たるを中綿と云」とある。「さかさ」の意味が明瞭でないが,今までとは逆に左から右方 向に打っていくと解釈して,このように「打返したる」綿が「中綿」となる。またこの 工程で「たね其外くずハ下へ落る」,すなわち敷籠の下に落ちるが,まだ「くず」がこの 中に含まれている。この「くず」のことを「籠下」と称した。「土こミたね交り,至て不 宜綿」なので,目の粗い籠でよく篩って異物を除去した後,「少打」とあるので,綿打ち を少しだけ施す。続けて「馬跡かけ抔へ入る物なり」とあり,馬足のカバーなどに加工 されたようだ。
繰綿の良し悪しによるが,「綿打減(へり)ハ一割なり,百目打て九十目に打上るなり」
と歩留まり率は良好のようだが,「飛綿」という「ちらへと左の方の籠の先の処多く溜 るもの」は「至(いたつ)て極上の綿なり,何に用にもよし,甚美麗(びれい)のもの なり,一貫目の綿より大凡三匁位も出来るものなり」ときわめて歩留まりは低い。
精製綿から糸を紡ぐためにこれを篠綿(篠巻)にする。寺島良安著(1712)『和漢三才 図会』はこの作業について,明の王圻撰(1607)『三才図会』から引用している。「綿毛 を几上に修(ひろ)げ」,節のない竹の細枝に「綿毛」を巻き付け伸ばし,細長い筒状に すると細枝を抜く。これを綿筒(じんき)という17)。篠綿のことである。明治以降,一 升枡を裏返してその上に精製綿を平たく伸ばして細竹に巻き付ける方法があったことが 報告されているが18),江戸時代にも行われていたと推測する。
紡糸工程は手紡車により行われる。図 3 は『和漢三才図会』の「紡車(いとよりぐる ま)19)」の項に掲げられたものである。この工程についても王圻撰書から「人は左手に綿 筒を握り,二,三回よじるだけで糸口を莩にまきつける。莩繀車(いととりぐるま)がま わると糸は綿筒から引き出されてだんだん長くなる。それを右手で引き撚り,こうして 撚りの加わったしっかりした糸となる」と,引用する。「莩にまきつける」とある「莩」
は「鍋」のことではなかろうか。図 3 の上部に掲げられた「鍋(ツミ)」について,寺島 は「今は多く紡錘の二字を用いる。摂州平野の紡錘(つむ)は良いものである」と述べ ている。図 3 の左下には「鍋」が手紡車に組み込まれた状態で描かれ,「鍋」には綿糸が 巻き取られている。その先には綿筒らしきものが置かれている。
図 4 には,後述のミュール機と比較するためと,具体的な紡糸工程が明らかになるの で,16 世紀(それ以前から存在していた可能性がある)にイギリスで使用されていた
「great wheel」と称される手紡車を掲げた20)。日本の手紡車の直径は 50 センチ前後だが,
イギリスのこれは 36 インチ= 91.4 センチにも達する。紡ぎ手は立って作業する。紡錘
(スピンドル)は金属製であった。この手紡車に使用する篠綿はあらかじめ梳かれており,
繊維の方向は一定していた。篠綿の先端を紡錘に結びつけ,篠綿を握った左手を図 4 の
①辺りに置くが,作業開始時には紡錘の尖端の③辺りに置いたであろう。その位置から 篠綿をゆっくりと矢印の右方向に伸ばしながら,それと同時に紡錘の回転を利用して撚 をかける。1 回転ごとに糸は紡錘の尖端③と接触してはじかれ(flick off),1 回の撚がか かる。この図には示されていないが,右手で車輪④を回転させ,その動力が⑤の溝車を 経て紡錘を回転させた。腕の長さくらいに糸が紡がれると,一旦車輪を止め,手の位置 を①(糸を実線矢印方向に伸ばしているのでもっと右に位置しているはずである)から 点線矢印に沿って②の位置に移す。紡糸が紡錘に対して 90 度前後になるように配置して 綿糸を紡錘に巻き取っていく。図 4 では綿糸が巻き取られるに応じて,篠綿を握る手が 実線矢印の左方向に移動している様子が描かれている。1 回に巻き取られる綿糸が長いの で,紡ぎ手は数歩移動しなければならない。紡錘に巻き取った後,ふたたび手を紡錘の 先端近くの③の位置に戻し,同じことを繰り返す。
1.2 近代綿糸紡績技術
近代技術においては生産工程が細分化され,精紡糸が完成するまでに様々な工程と作 業機を経なければならない。図が鮮明ではないが,図 5 から各作業機の形状と作業工程
図 4 16 世紀イギリスで使用されていた手紡車
出所: Jones, W. R. (1996) Dictionary of Industrial Archaeology. United Kingdom: Sutton Pub Ltd, p.170.
注:①〜⑤の番号は,説明の便宜のため,筆者が付け加えた。
図 3 『和漢三才図会』掲載の手紡車
出所: 寺島良安著(1712),島田勇雄・竹 島淳夫・樋口元巳訳注(1986)『和 漢三才図会』第 5 巻,平凡社,373 頁。
が明らかになる21)。綿実を除去した原綿(繰綿)は,現地で梱包され輸送されてくるの で,最初の作業は開俵機によって梱包を解くことである。さらに原綿の太さや長さ,色 合い,堅さなどを揃えるために混綿が行われる。梱包を解かれた原綿は大規模な吸引装 置により吸い上げられ混綿貯蔵室に振り分けられる。その際,原綿はある程度ほぐれ(解 舒),各種異物や塵埃が除去される。さらに給綿機やクライトン開綿機に送られ,一層の 異物除去と解舒が進む。ダスト・トランクでも異物の除去が行われ,エキゾースト開綿 機に送られる。綿はシリンダー・ブレードと呼ばれる器具により叩かれ,細かく分解さ れた綿はエキゾースト・ファンに吸引されて網目状の円筒表面に付着する。ラップ(lap)
と称される一定幅の平たい莚綿となり,さらにロール状に形成される。ラップは厚さが 均一でないので,4 個のロール状ラップを巻き戻しながら,4 層に平たく重ね合わせて均 一なラップにするためと,さらなる除塵を行うために打綿機に送られる。
次の梳綿機では,ラップ内に残る若干の塵埃を除去し,綿花繊維を梳いて平行にした 後,梳綿スライバー(sliver)と称される一本のロープに形成する。次の練篠機において,
6 本のスライバーを 1 本の練篠スライバーにまとめて引き延ばす作業(牽伸)が通常 3 回 繰り返される。繊維を平行にするとともに,糸の太さを均一にするために行われる。
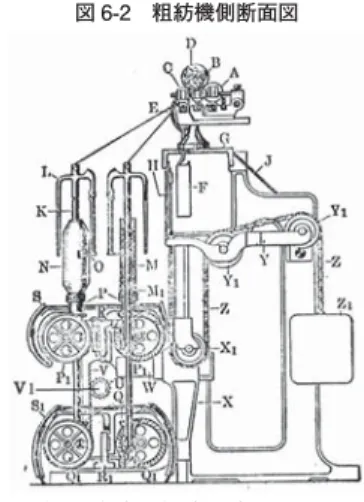
粗紡工程では,50 番手以下の綿糸は 3 種類の粗紡機(始紡機,間紡機,練紡機)にか けられる。図 6-1・2 は粗紡機の前面図,側断面図を示す。始紡機の場合,その背面に配 置された多数の円筒形容器から練篠スライバーがそれぞれ 1 本ずつ,図 6-2 のJのように 引き出されてA,B,CのローラーからLのフライヤーを経てKのボビン(木管)に粗
図 5 開俵から打綿までの諸作業機配置図
出所:中島猛治(1937)『最新綿糸紡績』工業図書株式会社,31 頁。
糸として巻き取られていく。この工程で撚が加わり牽伸も進む。間紡機の場合は,粗糸 を巻き取ったボビンを図 6-1 の棚の上に垂直に配置し,2 つのボビンから引き出した粗糸 を 1 本に合わせて,始紡機と同様に下に配置されたフライヤーへ送る。練紡機において も同様の作業が繰り返され,糸は一層撚がかかり,細くなっていく。
精紡機(リング紡績機もしくはミュール紡績機)において,一層の牽伸と撚が与えら れ,精紡糸が完成する。ここではミュール紡績機を取りあげよう。図 7 はミュール紡績 機の略図であるが,最初,キャリッジ(Carriage)は,紡錘Cがドローイング・ローラー
(Drawing roller)Eの近くになるように配置される。ボビンRから糸を紡錘Cに繋ぎ,
Eの上下 2 個ずつ 3 組のローラーの回転により粗糸を引き出すと同時に,キャリッジが左 方向に移動し紡錘も回転することにより撚が加わる。在来の手紡車と同じ原理である。
キャリッジが端まで到達した とき,キャリッジとドローイン グ・ローラーは一旦停止する が,紡錘は尖端に巻き付いた糸 を解くために逆方向に少し回 転する仕組みになっている。紡 錘に糸を巻き取るために,ド ローイング・ローラーは停止し たままでキャリッジは右方向 に移動するが,同時に,Bを回
図 6-2 粗紡機側断面図
出所:中島前掲書(1937),106 頁。
図 6-1 粗紡機前面図
出所: Holme, J. F. (1889) A Handbook to Cotton Spinning. London: John Heywwod, p.76. 大阪大学附属図書館蔵。
注:いくつかの文献のうち,図が鮮明なものを掲げた。
図 7 ミュール紡績機の側断面略図
出所: Nasmith, J. (1896)The Studentsʼ Cotton Spinning. London:
John Heywood, p.389.
転軸とするフォーラー(Faller)Nの先端部に通されたワイヤーが糸を押し下げ,カウン ター・フォーラー(Counter faller)M(回転軸はB1)のワイヤーが糸を上方へ引き上げ る。ミュール機の実物写真(図 8)にも 2 つのフォーラーが交互に配置されていることが わかる。それぞれの先端部にはワイヤーが通じている。糸が紡錘に対して 90 度前後にな るまでNが下降する。前掲図 4 の紡ぎ手の手の動きを自動化したものであった。同じ作 業を繰り返すことによって紡錘に多層に巻き取られた精紡糸が完成する。
以上,綿糸紡績工程全体について近代技術と在来技術とが隔絶していたことを概観し たが,次に前述の粗紡機を取りあげ,その詳細なメカニズムを検討することにより,そ の技術の修得には体系的な科学的知識が必要であったことを明らかにしたい。
1.3 粗紡機のメカニズム22)
1.3.1 力の伝達方向
図 9 は粗紡機を後方から見た内部運転系統図である。まず当時の主要原動機であった 蒸気機関23)から送られてきた回転力はベルトにより図のAAのドライブ・プーリに伝わ る。その力は 2 方向に分かれる。1 つはAのドライビング・シャフトからBの歯車,中 間歯車(歯車中心部から棒線が水平に突き出たように描かれている)を経て,B1 からC のシャフトに力が伝わる。このシャフトは左方向にC1,Dを介して,一定のスピードで
図 8 ミュール機の実物写真
注: 愛知県博物館明治村に展示されている紡毛ミュール精紡機(1909 年ドイツ・ハルトマ ン社製)。粗糸を引き出す部分は異なるが,加撚と巻き取りメカニズムは綿糸紡績と同 じ。筆者が撮影した画像にそれぞれの名称を書き加えた。
粗糸を引き出すための 3 個のローラーを回転させる。B1 の右方向には上部コーン・ドラ ムEに回転を伝える。
もう 1 つは,歯車Oから中間歯車を介してO1 のスピンドル・ドライビング・ホィー ル(図 6-2 ではQ1)からW1 とWのスピンドル・ホィールを経てBBのスピンドル(紡 錘のことであるが,粗紡工程では糸を直接巻き取る機能を持たない)を回転させる。空 のボビンKは円筒形状でその中心をスピンドルが垂直に貫通し,スピンドルとボビンの 回転は相互に影響を受けない。スピンドルの上部にはフライヤーCCが固定されている。
D1(図 6-2 ではC)から引き出されてきた糸は,フライヤーの先端部の穴を通り,下方
に伸びた両腕の一方の先端穴を経てボビンに巻き取られる。AAの回転数は一定なので,
D1 から引き出される糸の長さと,フライヤーの回転数は一定の関係になければならない。
個々の歯車の歯数で調整される。引き出された糸はたるみなくフライヤーを介してボビ ンへ巻き取られると同時に,フライヤーの回転数だけ糸に撚が加わる。
一方,ボビンは図 6-2 のようにRのボビン・レールに支えられているが,これが上下 することによりフライヤーからの糸が一定幅に巻き取られる。V(図 9,図 6-2 ともに同 一記号)のリフター・ラックはボビン・レールの下部に固定され,V1 のピニオンの回転 により上下運動する。図 6-1 のようにレールには多数のボビンが設置されているが,それ
図 9 粗紡機後方から見た内部運転系統図
出所:町原駉(1904)『紡績一斑』博文館,171 頁。
注: 町原著書の多くは,Nasmith, J. (1896) Studentsʼ Cotton Spinning (London: John Heywood)
に依拠しているので,図 9 で使用されている記号は同じであるが,Nasmith著書ではUとT1 とを結ぶシャフトが,O1 とW1 とを結ぶシャフトの後方に位置しているということで描かれて いない。町原著書ではこれらシャフトを書き加えている。記号は原書に準じたが,不鮮明な記号 が散見されたのですべて新たなフォントに変更した。また他の図との関係で,筆者(植村)の方 で記号の変更や新たな付加を行った個所がある。
らの重量を支えるための重りZ1(図 6-2)が付いているので,リフター・ラックの上下運 動には大きな力を必要としない。ピニオンの回転はU1(図 9)から得られるが,U1 は,
下部コーン・ドラムE1 →G1 →G→R→R1 →SS→ S1・S2 →T→T1 →Uを経由し て回転する。リフター・ラックが上下するためには歯車が逆方向にも回転しなければな らない。その自働切り替えは,S1・S2 が左右に動きSSとのかみ合わせが変わることに よって行われる。SSとS1 とのかみ合わせと,SSとS2 とのそれとではTの回転は逆方 向となる。
ボビンの回転は,N(ボビン・ドライビング・ホィール)→K1 →M→M1 を経て得ら れるが,ボビンとM・M1・K1 は一体化しボビン・レールに支えられ一緒に上下運動す る。K1(図 6-2 ではP1)のボビン・シャフト・ホィールの中心は垂直線上に上下しなけ ればならないので,Aを回転軸とするN,中間歯車,K1 の各歯車の中心は直線上に位置 することができず,上下運動に応じて各歯車の中心点を結ぶ形状は「く」字型に変化し ていく仕組みになっている。スウィング・モーションと称されている。
1.3.2 差動歯車装置(Differential gear mechanism)
Nを回転させる仕組みは複雑である。差動歯車装置を介して,分岐した 2 つの力がN に伝わる。仕組みは自動車のものとほぼ同じである24)。図 10 は図 9 の差動歯車装置を拡 大したものである。A軸は 1 本の軸でB歯車まで繋がっている。A軸はNや差動歯車装 置をのせた鉄管を貫通し,A軸と鉄管との間には潤滑油が入れられ,それぞれ自由に回転 する。ただしIはA軸に固定されている。傘歯車JとJ1 の中心軸はサン・ホィールL
(その中心軸EEは円筒状の鉄管でA軸の周りを自由に回転する)内側に固定され,Lが 回転するとJとJ1 に力が加わり,直
角に接する歯車を介してI,I1(およ
びI1 に固定されているN)に作用す
る。Lを回転させる力は下部コーン・
ドラムE1 →G1 →G→L1(図 9)を 経て伝わってくる。
このような仕組みの差動歯車装置 は,I,L,I1 それぞれの回転数の間 に次のような関係を成立させてい る。IとLが同方向に同じスピードで
図 10 差動歯車装置の構造
出所:町原前掲書(1904),151 頁。
回転していると,IとI1 は同方向,同スピードで回転する。Lの回転がIの回転より遅く なった場合,Lが 1 回転減少すると,I1 は 2 回転減少する。さらにLの回転数がIの回 転数の半分になると,I1 の回転は停止し,半分以下になると,I1 は反対方向に回転しは じめる。これらのことから,それぞれの回転数の関係を同一記号で表すと,I1=2×L−I となる。I1(およびN)の回転は,Aの回転を直接伝えるIの回転と,E1 から各種歯車 を介して回転するLの回転とから生じるが,Iの回転は一定しているので,Lの回転だけ
でI1 の回転を制御できる。ボビン・シャフト上で回転するボビン数は多く(図 6-1 では
前列に 30 個,後列は前列と互い違いに配列されているので 29 個,合計 59 個),Lの力だ けですべてのボビンを回転させようとすると,E1 に大きな負担がかかりベルトがスリッ プする。この装置によりこれを回避することができる。
1.3.3 木管形成運動(Bobbin building motion)
図 9 のD1 から引き出される粗糸の時間当たり長さは一定し,フライヤーCCの一定し た回転からボビンに巻き付けられる長さも一定しているが,糸が巻き取られるに応じて ボビン直径が大きくなりボビン円周も長くなる。引き出される糸の長さと,ボビンへ巻 き取られる長さが同じになるように,ボビン回転数を減らして円周速度を遅くする必要 が出てくる25)。この調整を自動的に行うのがE(A→B→B1)と,EからFのコーン・
ベルトを介して回転するE1 である。ボビンが空の時はベルトの位置はコーンの右端にあ る。ベルト・シフターF1 を介して左方向にベルトを移動させることにより,左方向に直 径が大きいE1 の回転数減少→Lの回転数減少→Kのボビン回転数減少となる。適正な ボビン回転数は,時間当たり引き出し粗糸の長さをボビン円周で除することによって得 られる。すなわちこの回転数はその瞬間瞬間に巻き取られて太くなった直径の逆数に比 例して減少しなければならない。E1 のドラムはこのような数的関係を満たすように凸状 の曲面に形成される。E・E1 にかけられたベルトの張りを均一にするために両ドラムの 直径和は一定でなければならないので,EはE1 と逆方向の曲面形状となる。
ボビンに巻き取られた糸はほぐれないように,図 6-2 のNのように形を整えなければ ならない。このため次のような工夫が凝らされている。図 11-1 のスライドTから見てい こう。これはボビン・レールに固定され,同一方向に上下する。ラックSの右端IはT の溝に沿って水平移動する。SはWのクレイドル(Cradle:Aが回転軸)の軸受けに通 され,Sの上下運動がWに伝えられる。重りwの重力によりX1 を経て回転潜在力を持 つピニオンP1 は,Pのコーン・ドラム・ラックによりF1(図 9)を左方向に押す力と,
垂直軸XX(アップライト・シャフト)を回 転させる力を保持する。図には明示されて いないが,Cのラチェット・ホィールの後 方にAを中心軸とする傘歯車が配置され,
XX軸に水平に取り付けられた傘歯車とか み合っている。またその後方にはスモール・
ピニオンR(図 11-2)が配置され,Sとかみ
合っている。SはXXの回転,A軸の回転とともに左方向に移動する。
Wの両端c,dから吊された鎖がそれぞれe,f(フック)に繋がれ,フックは 2 つ目の クレイドルJの両端に穿たれた穴を通って,それぞれ強力なバネK,Lに結ばれている。
X,Yはピジョン・キャッチもしくはタンブラー・キャッチと称され,図 11-3 のように どちらかが常にJの頂上の突起部gにかみ合っている。今たとえば右側のJが上昇した 場合,図 11-3 のようにバネLは伸びていくが,T(図 11-1)およびSが右側に下降する に応じてWも右に傾き,bの突起部分がYの尾尻を押すことによってgとYのかみ合い が外れてLは急速に縮み,Jは右に傾くことになろう。図 11-3 の左側はgとXとのかみ 合いが外れてKが縮みJが左に傾いたときの様子を示している。この衝撃により,Aを 軸として回転するJ下端部に付けられたNのダブル・フィンガーがディテント・キャッ チ(Detent catch)Eを強く押し,Cのラチェット・ホィールとのかみ合いが外れて,重
図 11-1 木管形成運動装置
出所:中島前掲書(1937),119 頁。
注: 他の図との関係で,若干の記号変更を行った。町原前 掲書(1904)でも同一図を描いているが,記号が明瞭 で あ っ た の で 中 島 前 掲 書 の 図 を 選 択 し た。 ま た
Nasmith前掲書(1896)においても木管形成運動装
置図が掲載されているが(p.347),スプリングではな く重りが吊されていた。
図 11-2 木管形成運動装置の裏面
出所:図 11-1 と同じ。
図 11-3 ラチェット・ホィールとのかみ合い 離合の仕組み
出所: Morris, J., Wilkinson, F. (1897) The Elements of Cotton Spinning. London: Longmans, Green, and Co., p.197. 大阪大学附属図書館蔵。
注: 図 11-2 と同様にCがラチェット・ホィールを示す が,図 11-3 では仕組みを理解しやすいように歯数 が少なく描かれている。
りwの重力が開放されてCが歯の半分だけ回転する(DとEを結ぶバネによりすぐに元 の位置に戻る)。gとYとのかみ合いが外れた場合も(図 11-1),回転は歯の半分だけで ある。このことが繰り返されてA軸回転→XX軸回転によりP1 が徐々に回転してPが左 方向に送り出されていく。その仕組みは時計の脱進機に類似していよう。Tは振り子に相 当する。
前述のように,この過程でR(図 11-2)が回転するとともにS(ディミニッシング・
ロッドとも称される)が左に動き,その右先端部のIはTの溝に沿って左方向に移動す る。すなわちAを軸として上下運動するSの周期が徐々に短くなる。またJの揺動によ りその下端が左右に揺れてそれに接続するロッドZZも左右に動く。その結果,SSとS1・
S2 とのかみ合い変化(図 9)が速くなり,ボビン・レールの上下運動幅が減少するに応 じてボビンの上下運動幅も減少する。IがTの左端に移動した段階でSの周期は一定とな り,粗糸は平坦に巻き取られる。
2 工部大学校における機械工学教育
前節では綿糸紡績を取りあげ,後発国においては移転された近代技術と在来技術とが 隔絶していたこと,さらに粗紡機に関してそのメカニズムがきわめて精巧であることを 見てきた。経済学ではこのような機械装置類を資本ストックとして一括するが,この種 の資本ストックの場合,様々なアイディアが組み込まれ機械装置自体が技術進歩の集積 体といえよう。技術者はそのメカニズムを細部にわたってマスターしていなければなら ないのは勿論のこと,さらに細かな機械工学に関する知見を修得しなければならなかっ たろう。綿糸紡績機械について見ると,回転体運動,歯車理論,軸などのねじれ,機械 本体や各種部品に生じる応力や各種ひずみ,ベルトとプーリとの摩擦や滑り,バネやそ の振動,ネジ 1 本に至るまでの各種金属部品の形状や素材,素材強度,さらには作業機 に動力を提供する蒸気機関に関する知識である。それぞれの知見は数学で表現されるこ とが多いので,一定水準の数学の修得も必要であった。
工部省の下部組織であった工学寮は,1873 年(明治 6)10 月に工学教育を開始したが,
1877 年に寮制が廃されるにともなって工学寮は工部大学校に組織変更され,工部省工作 局に属することとなった26)。修学年数は 6 年で,2 年ごとに予科,専門科,実地科へと進 級していく。本稿では,工部大学校最終年の 1885 年『工部大学校学課並諸規則』(以下,
諸規則とする)とその英語版の『The Calendar of the Imperial College of Engineering』
(英語版とする)を利用して検討していく27)。
予科では全学科共通の科目が教えられた。表 1-1 〜 4 は,1 年生夏期・冬期,2 年生夏 期・冬期の時間割表と担当教員名を示したものである。1 年生夏期(表 1-1)は英語と数 学が中心で,理学(物理学を中心とする理科科目)が週 3 時間ほど入れられ,歴史や作 文法を学ぶ本朝学(Japanese28)に毎週 1 時間が割かれている。書房は図書館のことで,
文献検索や自習時間にあてられたのであろう。表 1-2 のように冬期も英語と数学に多くの 時間を費やしているが,図学や,「夥多ノ器械ヲ備へ以テ教官ノ講義ヲ授クルニ説明ノ用 ニ供シ,且ツ生徒実験ノ用ヲ供ス29)」ための理学試験場での実験実習教育が行われた30)。 2 年生夏期には数学・英語の時間数が若干減り(表 1-3),理学が最も多くの時間を占め,
化学・図学がこれに次いで多い。2 年生冬期になると(表 1-4),数学が 2 コマに減少し,
物理学の中の重学(力学)が理学とは別に 2 コマを取り,化学が最も多くの時間を占め た。半期ごとの授業が進むにつれて,次の専門科へ進む準備が整っていく。
2.1 専門科の実習科目
専門科では当初,イギリスでサンドイッチ方式と称される,学科と実地を半年交替で 行うカリキュラムを導入したが,この制度を推奨した都検のダイアー(Henry Dyer)の 雇用契約が 1882 年(明治 15)6 月に切れて帰国したのを機に,翌年から 3 年生は原則と して学内で学ぶこととなった。また諸規則ではすでに 1874 年から入学月は 4 月に変更さ れ,実際上の入学月も 4 月となったが,英語版ではこの時にはじめて 4 月入学に変更さ れた31)。1885 年に設置されていた学科は土木学科,機械工学科,造船学科,電気工学科
(1884 年まで電信学科),造家学科,応用化学科(1882 年まで実地化学科,1883-84 年は 製造化学科),冶金学科,鉱山学科の 8 学科であった。土木科のように「学」を入れない 科もあったが,本稿では一律に「学」を挿入して表記した。
表 2-1 〜 2 は機械工学科の専門科 3 年生の時間割を示したものである。授業科目を実習 科目と講義科目とに分けると,専門科では予科から大きく様変わりして実習科目が授業 時間の大半を占めた。実習科目の中で最も多くの時間を費やしたのは機械図学である。予 科の図学は,エジンバラ大学で図学や測量学などを学んだ杉甲一郎32)が担当したが,専 門科の機械図学は 4 人の教員が担当した。ウェスト(Charles West)は,ダブリン大学 トリニティカレッジ卒業後,イギリスの造船所に勤務した経験を持つ33)。三好晋太郎と 高山直質は工部大学校機械学科(後の機械工学科)第 1 回卒業生で,卒業とともにグラ スゴー大学に留学したが,三好は造船学を勉強して帰国後は造船学担当教員となった。真
表 1-1 工部大学校 1885 年度・1 年生夏期時間割(予科)
月 火 水 木 金
8:00-9:00 英語/Dixon 英語/Dixon 英語/Dixon 英語/Dixon 英語/Dixon 9:00-10:00
10:00-11:00
数学/熊倉 数学/熊倉 数学/熊倉 数学/熊倉 数学/熊倉 11:00-12:00
13:00-14:00 本朝学/飛来 本朝学/飛来 本朝学/飛来 本朝学/飛来 本朝学/飛来 14:00-15:00
書房 理学/志田 書房 理学/志田 書房
15:00-16:00
出所: 工部大学校編(1885)『工部大学校学課並諸規則』明治 18 年 4 月改正,71 〜 89 頁。国立国会図書館デジタル コレクション。Imperial College of Engineering (ed.)(1885) The Calendar of the Imperial College of Engineering. Tokei: College Press, pp.35-39. 東京大学情報理工学図書館蔵。
表 1-2 工部大学校 1885 年度・1 年生冬期時間割(予科)
月 火 水 木 金
8:00-9:00 英語/Dixon 英語/Dixon 英語/Dixon 英語/Dixon 英語/Dixon 9:00-10:00
10:00-11:00
数学/熊倉 数学/熊倉 数学/熊倉 数学/熊倉 数学/熊倉 11:00-12:00
13:00-14:00 図学/杉
理学試験場/中野 図学/杉 理学試験場/中野
図学/杉 14:00-15:00
15:00-16:00 理学/志田 理学/志田
出所:表 1-1 と同じ。
表 1-3 工部大学校 1885 年度・2 年生夏期時間割(予科)
月 火 水 木 金
8:00-9:00 数学/熊倉 数学/熊倉 図学/杉 数学/熊倉 数学/熊倉 9:00-10:00
10:00-11:00
理学/中野 理学/中野 理学/中野 理学/中野 理学/中野 11:00-12:00
13:00-14:00 英語/Dixon 英語/Dixon 書房 英語/Dixon 英語/Dixon 14:00-15:00
化学/
Divers,垪和 図学/杉 化学/
Divers,垪和 図学/杉 化学/
Divers,垪和 15:00-16:00
出所:表 1-1 と同じ。
表 1-4 工部大学校 1885 年度・2 年生冬期時間割(予科)
月 火 水 木 金
8:00-9:00 数学/熊倉 図学/杉 図学/杉 数学/熊倉 図学/杉 9:00-10:00
10:00-11:00
理学/中野 重学/中野 理学/中野 重学/中野 理学/中野 11:00-12:00
13:00-14:00 英語/Dixon 英語/Dixon 書房 英語/Dixon 英語/Dixon 14:00-15:00
化学/ Divers,垪和
化学/ Divers,垪和
化学/ Divers,垪和
化学/ Divers,垪和
化学/ Divers,垪和 15:00-16:00
出所:表 1-1 と同じ。
表 2-1 機械工学科 1885 年度・3 年生夏期時間割(専門科)
月 火 水 木 金
8:00-9:00 応用重学/ Alexander
機械図学/4 人
応用重学/ Alexander
機械図学/4 人
応用重学/ Alexander
9:00-10:00
機械図学/4 人
機械図学(9 〜 16)
/4 人 //理学試験場
(13 〜 16)/志田・
中野・藤岡
機械図学/4 人 10:00-11:00
11:00-12:00 機械学/West・高 山・真野
機械学/West・高
山・真野
機械学/West・高
山・真野 13:00-14:00
実地事業/4 人 実地事業/4 人
実地事業(13 〜 16)/4 人//理学試 験場(13 〜 16)/
志田・中野・藤岡 14:00-15:00
15:00-16:00 出所:表 1-1 と同じ。
注:担当教員 4 人は,いずれもWest・高山・三好・真野である。
表 2-2 機械工学科 1885 年度・3 年生冬期時間割(専門科)
月 火 水 木 金
8:00-9:00
機械図学/4 人
機械学/真野・
West
機械図学/4 人
機械学/真野・
West
機械図学/4 人 9:00-10:00
機械図学/4 人 機械図学/4 人 10:00-11:00
11:00-12:00 機械学/真野・
West 13:00-14:00 応用重学/
Alexander 数学/Alexander
工学試験場/4 人
数学/Alexander 応用重学/
Alexander 14:00-15:00
工学試験場/4 人 工学試験場/4 人
15:00-16:00 理学/志田 理学/志田
出所:表 1-1 と同じ。
野文二は第 3 回卒業生で,グラスゴー大学への留学は工部大学校就職後のことであった。
授業時間が空いた教員がその都度担当し,必ずしも全員が同時間を担当したのではない であろう34)。
図学教場は普通科,土木学科,機械工学科・造船学科,造家学科,鉱山学科の 5 カ所 に区分され,どの教場にも「製図台製図器械其外都テ製図上ニ要スル器具物品」が整備 されていた。授業に必要な図画様式に関する文献や模型は,書房や「博物場」から借り ることができた。博物場には各学科の修学に関係する機械装置類の実物や模型が収納さ れ,機械工学科の場合,「機械工学ニ用ル機械器具及ヒ各種蒸氣機関ノ雛形,但シ本校所 属ノ工場ニ於テ製作スル所ノモノ」が多かった。ちなみに予科に関して「普通科ニ属ス ル図学教場ハ専ラ予科生徒ノ修業スル所ニシテ,場内ニハ幾何図平面図及ヒ初歩自在図 ヲ教授スルニ要スル所ノ雛形ヲ備フ」とあったが,機械工学科・造船学科の教場には「政 府ニ於テ或ハ政府ノ為メニ挙行シタル諸工事ノ図式ヲ備」えていた。工部省などが設立 した近代工場や,そこに設置された機械装置類に関する図面が納められていたと見てい いだろう。表 3 のように,3 年生夏期の週授業時間合計が 32 時間であったが,その 48.5%
にあたる 15.5 時間(夏期総授業時間数は 168.3 時間)が機械図学にあてられた。年間総 授業時間数では 561.7 時間・49.5%に達し,8 学科中最も高い比率であった。以下順番に,
造船学科(造船図学)44.6%,土木学科(土木図学)34.6%,造家学科(造家図学)32.2%
表 3 機械工学科 3 年生授業科目別週授業時間数,夏期・冬期総授業時間数,各比率
夏期 冬期 年間
週授業時
間数 比率 夏期総授
業時間数
週授業時
間数 比率 冬期総授
業時間数
年間総授 業時間数 比率 機械図学* 15.5 48.4 168.3 17 50.0 393.4 561.7 49.5
理学試験場* 3 9.4 32.6 32.6 2.9
工学試験場* 6 17.6 138.9 138.9 12.2
実地事業* 7.5 23.4 81.4 81.4 7.2
応用重学 3 9.4 32.6 3 8.8 69.4 102.0 9.0
機械学 3 9.4 32.6 3 8.8 69.4 102.0 9.0
数学 3 8.8 69.4 69.4 6.1
理学 2 5.9 46.3 46.3 4.1
合計 32 100.0 347.4 34 100.0 786.9 1134.3 100.0 出所:表 1-1 と同じ。
注 1: 夏期総時間数は,夏期に何週間授業が行われたかに基づき計算。夏期授業は 4 月 15 日より開始し,6 月 29 日 まで実施されて休日はなかった。合計 76 日行われたので,この値を 7 で除して得られた数値に各授業科目の週 授業時間数を乗じて得られた。冬期は 10 月 1 日から翌年 3 月 30 日(181 日間)まで実施されたが,冬季休業 が 12 月 25 日〜翌年 1 月 6 日の 13 日間,神嘗祭や天長節などの祝日が計 6 日,合計 19 日間が休業であったの で,冬期の授業日数は 162 日間,約 23 週であった。
注 2:水曜日 13 〜 16 時について機械図学と理学試験場とが重なっているので,それぞれ 1.5 時間と計算した。
注 3:授業科目名に「*」を付した科目が実習科目。
となる。機械工学科においては機械装置類の形状の把握とその正確な描出が重要視され ていたことがわかる。
実習科目に属する実地事業とは「府下近傍ノ諸工事諸工場ヲ巡視シテ実地ニ研究」す ることで,主に実地科で行われたが,専門科においても「多少実地ノ事業」を行った(後 掲表 9)。担当教員は 4 人だが,機械図学の場合と同様に交代で行ったのであろう。金曜 日 13 〜 16 時の 3 時間については実地事業と理学試験場とが同時間に開かれている。弾 力的に時間配分したのであろう。表 2-1 のように,実地事業は火曜日と木曜日にも実施さ れ,合計週授業時間数は 7.5 時間・23.4%(表 3)を占めた。
理学試験場も実習科目の 1 つである。担当教員は,電気工学科に属する志田林三郎(工 部大学校第 1 回卒業生),中野初子(第 3 回),藤岡市助(第 3 回)の 3 人で,いずれも イギリス人理学教師エアトン(William Ayrton)に強い影響を受けた35)。予科段階の理 学試験場では自然現象を理解するための実験実習が行われたが36),理学シラバスによる と37),3 年生では実験的スキルと数学的能力を習得することによって,実験によって得ら れた諸現象を数学で表現することや,逆に数学を利用して諸現象を理解することを学ぶ,
としているので,より高度な実験実習が行われたのであろう。週 3 時間で 9.4%を占めて いる。これら 3 つの実習科目で夏期授業時間数の 81.3%を占めた。
冬期について見ると,実習科目として理学試験場と実地事業がなくなり,あらたに工 学試験場があらわれる。前掲の諸規則とその英語版を対照させながら見ていこう。工学 試験場は諸規則の第 11 章として取りあげられ,箇条書きにしてその役割や機械装置類の 説明を行っている。まず第 1 節では「専ラ生徒ヲシテ工学上ノ実験ヲ為サシメ,作工場
(engineering establishment)中ニ於テ使用スル器具機械ノ用法ヲ知ラシムル所トス」と ある。工学試験場の役割として,機械を使って実験を行うこと,作工場で利用されてい る機械装置類の使用方法を学ぶことを掲げている。作工場とは,英語名称から近代技術 を導入して一定水準の機械装置類を設置している工場と理解する。第 2 節では「各種ノ 旋盤(several lathes)及ヒ其他作形機(shaping machinery)鑽鑿機(drilling machinery)
等ノ諸機械ヲ設置シ軸路ト革帯ノ装置(line of shafting)ニ依テ平置汽関(horizontal steam-engine)ノ汽力ヲ移シ以テ此等ノ機械ヲ運転セシム」とある。英語版の「line of shafting」には軸,歯車,ベルトなどが含まれていると考えられるが,日本語版では具体 的に軸やベルトを掲げている。水平型蒸気機関から軸やベルトを介して各種の旋盤,形 削り盤,ボール盤などの作業機に動力を伝える。
第 3 節 に は「 場 内 ニ ハ 又 万 力 台(vice benches) ノ 設 ケ ア リ, 且 ツ 鑢(files), 鎚
(hammers),鑿(鏨か:chisels)及ヒ各種ノ螺切器(taps and stocks)旋盤具(lathe tools)等ノ如キ諸手具ノ備ヘアリ,以テ生徒ヲシテ其意匠セシ所ノ図式(working drawings)ニ拠テ摸形ヲ作リ,若クハ機械ノ一部(models, or details of machines)ヲ 製作シテ実地ヲ練習セシム」とある。万力台,ヤスリ,ハンマー,鏨,各種の螺切器,旋 盤などを利用して,図学教場で製作した施工図に基づいて模型や機械の一部を製作する ための練習を行うのである。
第 4 節は「場内ニ物料(materials)ノ強弱ヲ試験スル一式ノ機械ヲ設置ス,強大ナル 鉄伾試験機(lever testing-machine)ノ如キハ自動標度器(self-acting recording gear)
ヲ以テ物料強弱ノ度(tensile and transverse strength)ヲ自記指定スルノ装置アルモノ トス,又「ソルストン」氏ノ転䓿試験機(Thurstonʼs torsional testing-machine)及ヒ 灰砂,油等ヲ試験スル器械(testers for cement, oil)ヲ備フ」とあった。金属材料の強度 を試験するための各種試験機が設置されていた。「鉄伾試験機」は材料の引張強度や横強 度を測定する機械で,計測と記録を自動的に行う機能を備えていた。「転䓿試験機」は䓿
(ひねり)すなわちねじり強度を試験する装置であった。これら金属材料強度試験機以外 に灰砂・油の試験機が収納されていた。
第 5 〜 7 節は工学試験場の運営に関する内容であったが,第 8 節では上記の蒸気機関 に関連し,「軸路トノ間ニ於テ」,蒸気圧の変化や蒸気機関の出力を計測するための「験 汽針(indicator gear)及ヒ験力器(dynamometer)ノ装置」が設置されたことが記され ている。第 9 節は「場内別ニ木形場(a pattern-makerʼs or joinerʼs shop)ノ設ケアリ,
現ニ博物場中ニ陳列スル幾多ノ摸形ヲ製作セリ,又鍛冶場ノ設ケアリトス」としている。
木型製作場で製作された多くの模型は博物場に陳列された。模型鋳造などのための鍛冶 場もあった。上記の灰砂は鋳物用砂,油はその粘結剤として使用されたのであろうか。
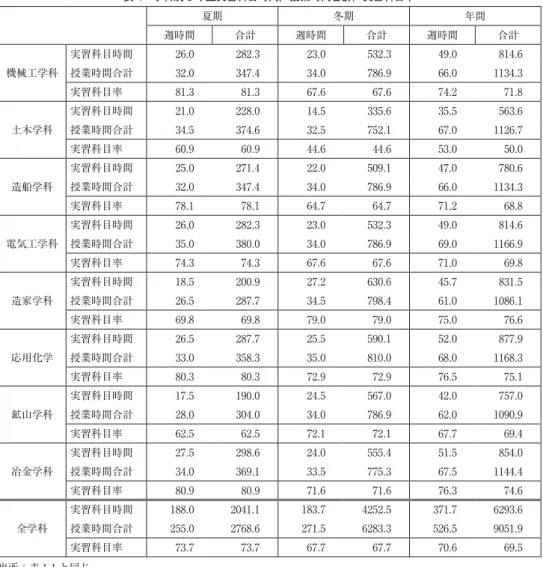
冬期においても機械図学の授業時間数は多く,50.0%を占めたが,全体の実習科目授業 時間数比率は減少した。一方講義科目である数学と理学がふたたび配置されたため実習 科目率は 67.6%に低下した。ダイアー都検就任時のサンドイッチ方式は 3 年夏期に実地 研修を行い,冬期には学内で各種授業を受けることとなっていたが,その影響が残った と考えられる。表 4 は,機械工学科の場合と同様にして得られた,各学科の実習科目時 間,授業時間合計,実習科目率である。造家学科と鉱山学科を除いて夏期の実習科目率 が高い。土木学科では,応用重学,金石学,機械学,測量学,地質学,書房,土木学,数 学,理学の授業科目が特に冬期において多くなったので,実習科目率は 44.6%に低下し た。全学科の実習科目率は,夏期 73.7%,冬期 67.7%,年間 70.6%であった。
表 5-1・2 は機械工学科 4 年生夏期・冬期の時間割である。サンドイッチ方式が採用さ れ,夏期では講義科目にあたる機械工学のみが行われた。表 5-1 に示したように,「講義 時間及ヒ工事巡回ノ外終日」は図学教場,工学試験場で実習することになっていた。「工 事巡回」とは,近代工場の建設工事や機械装置類据え付け工事の見学,工事完了後の工 場や機械装置類に関する実地研修のことであろう38)。冬期では,週授業時間上限の 35 時 間すべてを使用して機械工学,機械図学,工学試験場の 3 科目の授業が行われた。後 2 者 を合わせた実習科目率は 81.4%となる。他の学科も同じような比率であった。
以上,専門科の機械工学科における実習科目を検証したが,次に機械工学修得に直接
表 4 学科別 3 年生実習科目時間,授業時間合計,実習科目率
夏期 冬期 年間
週時間 合計 週時間 合計 週時間 合計
機械工学科
実習科目時間 26.0 282.3 23.0 532.3 49.0 814.6 授業時間合計 32.0 347.4 34.0 786.9 66.0 1134.3 実習科目率 81.3 81.3 67.6 67.6 74.2 71.8
土木学科
実習科目時間 21.0 228.0 14.5 335.6 35.5 563.6 授業時間合計 34.5 374.6 32.5 752.1 67.0 1126.7 実習科目率 60.9 60.9 44.6 44.6 53.0 50.0
造船学科
実習科目時間 25.0 271.4 22.0 509.1 47.0 780.6 授業時間合計 32.0 347.4 34.0 786.9 66.0 1134.3 実習科目率 78.1 78.1 64.7 64.7 71.2 68.8
電気工学科
実習科目時間 26.0 282.3 23.0 532.3 49.0 814.6 授業時間合計 35.0 380.0 34.0 786.9 69.0 1166.9 実習科目率 74.3 74.3 67.6 67.6 71.0 69.8
造家学科
実習科目時間 18.5 200.9 27.2 630.6 45.7 831.5 授業時間合計 26.5 287.7 34.5 798.4 61.0 1086.1 実習科目率 69.8 69.8 79.0 79.0 75.0 76.6
応用化学
実習科目時間 26.5 287.7 25.5 590.1 52.0 877.9 授業時間合計 33.0 358.3 35.0 810.0 68.0 1168.3 実習科目率 80.3 80.3 72.9 72.9 76.5 75.1
鉱山学科
実習科目時間 17.5 190.0 24.5 567.0 42.0 757.0 授業時間合計 28.0 304.0 34.0 786.9 62.0 1090.9 実習科目率 62.5 62.5 72.1 72.1 67.7 69.4
冶金学科
実習科目時間 27.5 298.6 24.0 555.4 51.5 854.0 授業時間合計 34.0 369.1 33.5 775.3 67.5 1144.4 実習科目率 80.9 80.9 71.6 71.6 76.3 74.6
全学科
実習科目時間 188.0 2041.1 183.7 4252.5 371.7 6293.6 授業時間合計 255.0 2768.6 271.5 6283.3 526.5 9051.9 実習科目率 73.7 73.7 67.7 67.7 70.6 69.5 出所:表 1-1 と同じ。
関連する 2 つの講義科目,すなわち応用重学と機械工学について学科細目(Syllabus of Subjects:以下,シラバスとする)を介して検討しよう。
2.2 専門科の講義科目
応用重学を担当したアレキサンダー(Thomas Alexander)はグラスゴー大学理学部土 木工学科,さらにはダブリン大学を卒業した後,1879 年に土木学担当教員として招聘さ れた39)。担当科目は土木学ばかりでなく,数学,土木図学,そして応用重学であった。上
表 5-1 機械工学科 1885 年度・4 年生夏期時間割(専門科)
月 火 水 木 金
8:00-9:00 9:00-10:00 10:00-11:00
11:00-12:00 機械工学/West・
高山
機械工学/West・
高山
機械工学/West・
高山 13:00-14:00
講義時間及ヒ工事巡回ノ外終日(図学教場,工学試験場)
14:00-15:00 15:00-16:00 出所:表 1-1 と同じ。
注: 表に掲げたように,「講義時間及ヒ工事巡回ノ外終日」であったが,機械工学科の場合,他の授業や学外の実地 研修以外は図学教場と工学試験場で授業が行われた。担当教員はWest,高山,真野であった。ちなみに製造化 学科と冶金学科では化学試験場,電気工学科では理学試験場と工学試験場であった。
表 5-2 機械工学科 1885 年度・4 年生冬期時間割(専門科)
月 火 水 木 金
8:00-9:00 機械工学/West・
高山
機械図学/West・
高山・真野 機械図学/West・
高山・真野
機械図学/West・
高山・真野
機械工学/West・
高山 9:00-10:00
機械図学/West・
高山・真野
機械図学/West・
高山・真野 10:00-11:00
11:00-12:00 機械工学/West・
高山
機械工学/West・
高山
機械工学/West・
高山 13:00-14:00
工学試験場/ West・高山・真野
工学試験場/ West・高山・真野
機械工学/West・
高山
工学試験場/ West・高山・真野
工学試験場/ West・高山・真野 14:00-15:00
工学試験場/ West・高山・真野 15:00-16:00
出所:表 1-1 と同じ。
注: 工部大学校編(1885)『工部大学校学課並諸規則』(明治 18 年 4 月改正)では,機械工学科授業科目とすべきと ころを土木学科授業科目としていたので,英語文献に依拠した。