1 現在茨城大学工学部超塑性工学研究センター(Present: The Research Center of Superplasticity, Faculty of Engineering, Ibaraki University)
2 茨城大学大学院生,現在スタンレー電気株(Graduate Stu- dent, Ibaraki University. Present: Stanley Electric Co., Ltd.)
3 現在科学技術庁金属材料技術研究所客員研究員(Present:
Visiting Scientist, National Research Institute for Metals)
種々の表面仕上げ状態をもつ Ti–48 atAl 合金の 常温延性に及ぼす焼鈍の影響
本 橋 嘉 信
1,
1村 田 洋 治
2,
2鈴 木 徹 也
2,
1辻 本 得 蔵
2,
31茨城大学工学部機械工学科
2茨城大学工学部物質工学科
J. Japan Inst. Metals, Vol. 65, No. 2(2001), pp. 93–99
2001 The Japan Institute of Metals
Effects of Annealing on Room Temperature Ductility in Ti–48 atAl Alloys with Various Surface Finishing Conditions
Yoshinobu Motohashi
1,
1, Youji Murata
2,
2, Tetsuya Suzuki
2,
1and Tokuzou Tsujimoto
2,
31Department of Mechanical Engineering, Faculty of Engineering, Ibaraki University, Hitachi 316–8511
2Department of Materials Science, Faculty of Engineering, Ibaraki University, Hitachi 316–8511
In a previous paper, we have reported that room temperature ductility of a Ti–48 atAl alloy deteriorates as the degree of work–hardening, caused by mechanical processings and mechanical polishings to shape the alloy into specimens, is increased. In the present paper, effects of stress relief annealings for the specimens having work–hardened surface regions on room tempera- ture mechanical properties are studied. The microstructure of the alloy is made up of mixed bands of granulargsingle–phase and granular(a2+g)dual–phase structures, both of them being lying parallel to the longitudinal axis of the specimens. The annealing treatments for the as–surface–processed specimens were carried out at 973 to 1173 K for 7.2 ks in a vacuum or in a high–purity argon gas atmosphere. The room temperature mechanical properties were evaluated by four–point bending tests in a laboratory air.
All of the annealed specimens including electrolytic polished one showed very low room temperature deuctility. The forma- tion of thin, but hard and brittle Ti–rich layers was observed at the surface of the annealed specimens. It was found that if these brittle surface layers of the annealed specimens are removed by mechanical and subsequent electrolytic polishings, then the room temperature ductility is completely revived. The Ti–rich layers are, therefore, thought to be one of the causes of the deterioration of the room temperature ductility. It seems that the existence of theg/ggrain– andg/a2phase–boundaries of which cohesive strengths would be weakened by invasion of oxygen during the annealings are also responsible for the deterioration of the duc- tility.
(Received November 6, 2000; Accepted December 26, 2000)
Keywords:TiAl alloy, surface processing, work–hardening, annealing, titanium–rich layer, room temperature ductility, bending test
1.
緒 言延性が十分でない材料の伸びは試験片の表面状態の影響を 強く受けることは,経験的によく知られている事実である.
TiAl
も例外 ではない1).前報2)にお いて著者ら は,Ti–48
atAl
合金の室温曲げ試験を行い,その延性は試験片の表面仕上げ工程の違いにより明確な差異が生じることを明らか にした.具体的には,切削→研削→バフ研磨→電解研磨,と いう表面仕上げの工程を右に進めた試験片ほど伸びは大きい 値を示した.そして工程を右に進めた試験片ほど試験片表面 の硬さは小さくまた残留応力は少ないことから,表面加工に
際して試験片の表面領域に導入される加工硬化が伸びの値を 減少させたものと結論した.ただし,切削仕上げ試験片で は,切削の際にメジアンクラックが発生していると推定され ることから,これが切削仕上げ試験片の破断をより促進した ものと結論した.
試験片表面領域に残留する加工硬化層が材料脆化の原因で あるならば,焼鈍処理が延性の回復に効果があると期待でき る.本研究はこのような主旨から始められた.しかし表面の 加工硬化層を含んだ試験片の延性は,真空またはアルゴンガ ス中における焼鈍処理によっては回復しないことが研究開始 後すぐに判明した.また,加工硬化層がほとんど存在しない 電解研磨試験片の延性は,この焼鈍処理により低下すること も判明した.これらの実験事実は,前報2)の結論が正しくな いか,または焼鈍処理の間に延性を阻害する何らかの因子が 試験片内に発生したことを意味する.そこで本研究は焼鈍し た試験片の表面層を詳細に調査する方向に進んだ.その結 果,焼鈍試験片の表面には焼鈍脆化を引き起こす相と組織が 形成されていると考えるのが妥当であるという結論に到達し
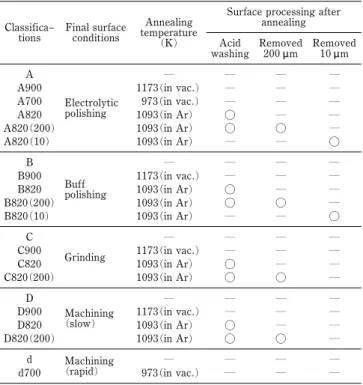
Table 1 Specimen classifications and surface conditions of bending specimens. Specimen names are designated by writing the initial surface condition, annealing temperature and thick- ness of removed surface after the annealing, in that order.
Classifica–
tions
Final surface conditions
Annealing temperature
(K)
Surface processing after annealing Acid
washing
Removed 200mm
Removed 10mm A
Electrolytic polishing
― ― ― ―
A900 1173(in vac.) ― ― ―
A700 973(in vac.) ― ― ―
A820 1093(in Ar) ◯ ― ―
A820(200) 1093(in Ar) ◯ ◯ ―
A820(10) 1093(in Ar) ― ― ◯
B
Buff polishing
― ― ― ―
B900 1173(in vac.) ― ― ―
B820 1093(in Ar) ◯ ― ―
B820(200) 1093(in Ar) ◯ ◯ ―
B820(10) 1093(in Ar) ― ― ◯
C
Grinding
― ― ― ―
C900 1173(in vac.) ― ― ―
C820 1093(in Ar) ◯ ― ―
C820(200) 1093(in Ar) ◯ ◯ ―
D
Machining (slow)
― ― ― ―
D900 1173(in vac.) ― ― ―
D820 1093(in Ar) ◯ ― ―
D820(200) 1093(in Ar) ◯ ◯ ―
d Machining (rapid)
― ― ― ―
d700 973(in vac.) ― ― ― Fig. 1 Hardness change of d–material with annealing during
7.2 ks.
た.この焼鈍影響層を研磨除去した後電解研磨すれば,伸び は未焼鈍電解研磨試験片の標準的な値に回復することが分か った.
以上のように本報告は,前報2)に引き続いて
TiAl
合金の 常温延性を正当に評価するための要件を研究したものであ る.本報告で示されたTiAl
合金表面の焼鈍による組織変化 とそれが引き起こす延性低下は,金属間化合物材料の特質に 起源を持つものであり,TiAl合金に適用すべき合金設計の 指針に関して多くの示唆を与えるものと考えられる.2.
実 験 方 法前報2)に述べたと同様の
Ti–48 atAl
合金の押し出し材に1273 K–6 h–炉冷の処理を施し,g
相からなる粗大粒状組織(平均粒径約
50
mm)と(g+a2)の2
相等軸粒組織(平均粒径 約5
mm)が,押し出し方向に平行に繊維状に配列している 混合組織を有する材料を得た.これからワイヤカットにより 約3.5 mm×4.5 mm
×40 mmの試験片を切り出した.これ らの試験片から表面状態の異なる曲げ試験片を作製した後,焼鈍処理さらには再表面処理を施した.Table 1に試験片に 施した最終表面仕上げ状態,焼鈍条件および焼鈍後の表面処 理工程を示す.分類
A
の試料(以後A
材と呼ぶ.B~dにつ いても同様)は曲げ試験片に研削後,バフ研磨を施し,つい で電解研磨仕上げしたもの,B材は研削後バフ研磨仕上げし たものである.C材は研削のみ,D, d材はフライス切削の みで最終形状に仕上げたもので,D材は切削速度の遅い場 合,d材は速い場合である.A~dの記号に続く数値,例え ばA900
はA
材を1173 K(900° C)で焼鈍したことを示す.
また,カッコ内に表示した数値,例えば
A820(200)は,
1093 K(820° C)で焼鈍後,試験片の表面から 200
mm研磨し たことを表している.電解研磨液は約-30°
C
の6 vol過塩素酸+34 volブタ
ノール+60 volエタノールの溶液を用い,電流密度は約1.7 mA/mm
2,研磨量は0.15~ 0.17 mm
である.バフ研磨 は研磨材に6
mmのダイヤモンド粒子を用いた.研削は平面 研削を用い,砥石回転数1800 rpm,定盤送り 20~30 mm
の条件で行った.切削は正面フライスを用い,TiAlとほぼ 同じ硬さに熱調質した炭素鋼(S45C)で両側を挟む形で行っ た.切削条件は切削速度2.04 m/s,切り込み深さ 0.1 mm,
送り速度0.04(D材)および
0.33 mm/rev(d
材)である.この 切削条件は微少切削に対応している.研削および切削方向は 試験片長手方向に垂直に施した.曲げ試験片の最終形状は3 mm×4 mm×40 mm
とした.焼鈍処理は99.999のアルゴンガスで置換した雰囲気中,
または
6.7×10
-3Pa
の真空中で行った.保持時間は7.2 ks
で,保持後炉冷した.なお,いずれの焼鈍でもTa
の薄膜を 酸素ゲッターとして用いた.焼鈍温度の1173 K
は組織が変 化しない上限温度として選択した.予備実験としてd
材の 焼鈍温度による硬さ変化を調べFig. 1
を得た.この実験か ら切削加工により生じた加工硬化は焼鈍温度の上昇とともに 減少し,1093 K–7.2 ks–炉冷で加工硬化のない硬さに戻るこ とが分かった.1093 Kの焼鈍は,表面加工による影響が最 も強い切削材に関して,その表面硬さが最小値を示し始める ときの焼鈍温度である.973 Kの焼鈍はd
材の表面硬さが,加工時の硬さと
1093 K
で焼鈍後の硬さとの中間の値を示し た温度である.1093 Kにおける熱処理は全てアルゴンガス 中で行った.1093 K焼鈍材の一部に対しては,酸洗いを施 し酸化による表面の干渉膜を除去する処理を行った.酸洗い は70 vol燐酸+25 vol硫酸+5 vol硝酸を混合した溶液
中で約360 K(約85° C)に保持しながら行った.酸洗い中は腐
食しないように試料をよく撹拌し,終了後直ちに流水で洗浄 した後イオン交換水で洗浄した.また後に述べるように,1093 K
焼鈍材の一部に対しては,干渉膜の内側に存在するTi–rich
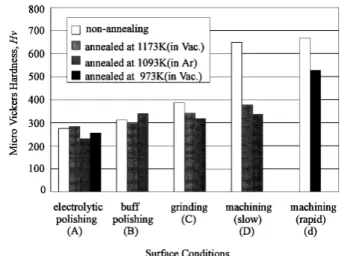
層の研磨除去処理を行った.Fig. 2 Effect of annealing temperature on hardness of speci- men surface.
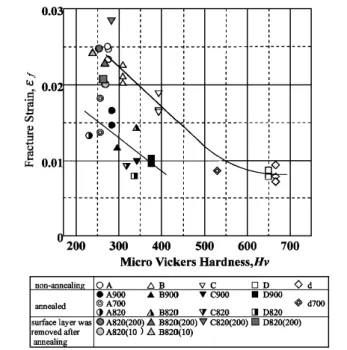
Fig. 3 Relation between annealing conditions and fracture strain.
Fig. 4 Relation between surface hardness and fracture strain for annealed and not annealed specimens.
4
点曲げ試験は,常温の大気中で試験片最下面(引張り側) の初期ひずみ速度が3.0×10
-4s
-1となるたわみ速度で行っ た.なお,応力およびひずみの評価は前報2)と同様の方法で 行った.硬さ試験は表面の硬さを測定するため,荷重100
g,測定時間 15 s
とした.試験片の組織や破断面は走査型電子顕微鏡(SEM)を用いて観察した.焼鈍により生成した表 面層の分析は,X線回折および
XPS
解析を用いた.X線回 折およびXPS
解析は,電解研磨材の未焼鈍材および焼鈍材 について行った.XPS解析用の試料形状は3 mm×3 mm×
4 mm
である.3.
実 験 結 果3.1 焼鈍材の表面の硬さ
Fig. 2
に各表面仕上げ材の焼鈍前後の硬さ変化を示す.これより
A
材,B材およびC
材の硬さは,焼鈍の有無および 焼鈍条件によって大きく変化しないことが分かった.D材 は1173 K
および1093 K
の焼鈍でC
材と同程度の約350Hv
まで低下したが,d材を973 K
で焼鈍した場合は約530Hv
である.これはFig. 1
の結果からも知れるように,表面加 工後の硬さが加工硬化のない硬さに戻るほぼ中間の硬さに相 当し,加工硬化が十分に回復していない状態に対応する.さ て,焼鈍材の硬さを詳細に比較すると,B, CおよびD
材の 硬さはいずれもA
材のレベルに戻っておらず,焼鈍材はA
材,B材,C材,D材の順に少しずつ硬くなるのが注目され る.これは1093 K
および1173 K
の焼鈍により加工硬化層 は回復または再結晶により復旧するが,元の表面加工の際に 生じた加工硬化の程度が強いほど,焼鈍により再び別の硬い 層が形成されていることを示唆している.3.2 焼鈍材の曲げ特性
Fig. 3
に焼鈍試験片と未焼鈍試験片に対する表面状態と破断ひずみの関係を示す.焼鈍後の破断ひずみは
A
材,B材 およびC
材のいずれにおいても焼鈍前の値より低下するこ と,またD
およびd
材ではほとんど変わらないことが分か った.焼鈍により延性が低下した理由の
1
つとしては,熱処理 で試験片表面層中のAl
が脆い酸化膜(Al2O
3)を形成したこ とが考えられた.そこで,Al2O
3酸化膜を除去するために酸 洗いを行ったA820
材の常温延性を調べたところ,A900材 と同じような低延性を示した.これらの結果は,Al2O
3酸化 膜が延性低下に強く影響した可能性は低いこと,また真空中 およびアルゴンガス雰囲気中いずれで焼鈍を行っても延性の 低下をもたらした何らかの現象が起きたことを示唆している.Fig. 4
に,非焼鈍試験片と焼鈍処理を施した試験片の表面硬さと破断ひずみの関係を示す.両者とも,表面硬さの増加 に伴い急速に破断ひずみが低下しているが,同一の硬さ値の ところで比較すると焼鈍試験片の破断ひずみは非焼鈍試験片 より常に小さいことが分かる.この現象もまた,加工硬化以 外の何らかの脆い領域が焼鈍により生じたことを示唆してい る.
3.3 破壊形態への焼鈍の影響
Fig. 5
に曲げ試験後の試験片引張側破断面の粒界破壊と粒内破壊の割合を
SEM
観察により求めた結果を示す.非焼鈍 材は切削材を除いて粒界破壊/粒内破壊の割合が約1.2程度でFig. 5 Effect of annealing on fracture mode of the tensile side of bending specimens. The ordinate represents ratios of the number of intergranularly fractured grains to that of trans- granularly fractured grains.
Table 2 Effects of annealing on X–ray diffraction and color of oxide film.
Specimen A A900 A700 A820
Annealing conditions ― 1173 K (in vac.)
973 K (in vac.)
1093 K (in Ar)
Color of oxide film ― ― yellow yellow
Ti3Al peak ◯ ◎ ◯ ◯
Al2O3peak × △ △ △
Fig. 6 Change in ratios of titanium to aluminum with depth from specimen surface obtained from XPS analysis.
ある.一方,焼鈍材の破面は全体的に粒界破壊の割合が増加 していた.切削材については未焼鈍材の場合,前報2)で述べ たように切削加工に起因する変質層内のメジアンクラックが 破壊の起点となるため,粒内破壊の割合が大きかったが,焼 鈍後は表面の変質層領域が再結晶し,変質層はほぼ完全に消 失する.そして,この際にメジアンクラックも表面層の残留 圧縮応力の影響などによりクラックの表面が接合しメジアン クラックも消失したものと推定される.このため粒界破壊の 割合が増加したものと考えられる.いずれの試料も焼鈍後粒 界破壊の割合が増大した原因は表面領域に存在する
TiAl
の 粒界が弱化したためであると推定する.この問題については4.1項で考察する.
3.4 焼鈍に起因する表面層の変化について
X
線回折に よ る 表 面 層 の 解析結 果 をTable 2
に 示 す .Al
2O
3の回折線は,低い強度ではあったが全ての焼鈍材で認 められた.しかし,酸化は表面に干渉膜が見られる程度であ るため,Al2O
3酸化膜の厚さはかなり薄いと推定される.一方,Ti3
Al
の強い回折線が1173 K
真空中焼鈍材で認め られた.973 K真空中と1093 K
アルゴン中の焼鈍材は,未 焼鈍材のTi
3Al
の回折線と同程度の強度を示した.これらよ り1173 K
真空中焼鈍材には,表面にTi
3Al
を主とするような
Ti–rich
な層が形成されていると考えられる.なお,本研究で用いた試験片の組織は
2
章で述べたように,g–TiAl相 の等軸粒状組織と(g+a2)2相等軸粒状組織が,押出し方向 (試験片縦方向に平行)に平行に巨視的繊維状に配列してお り,それぞれの繊維の直径は約80~100
mmである.Table2
に示したA
材における,Ti3Al
のピークはこの(g+a2)帯 状領域からのものである.一方A700
およびA820
材でのTi
3Al
ピークは焼鈍に起因して生じたTi
3Al
も含まれると考 えられるが,X線回折の結果からは積分強度を比較してみ たがはっきりと分離できなかった.そこでXPS
解析を行っ た.Fig. 6
にXPS
解析により求めた表面から深さ方向へのTi
原子とAl
原子の割合(Ti/Al)の遷移を示す.最表面ではど の試料もこの比は約0.5とAl–rich
であるため,安定なAl
2O
3膜が形成されていると推定できる.A材では
500 s
ほどのス パッタ時間以降ではTi/Al
比が1.1程度の値となる.それに 対し,A900材とA820
材では短時間のスパッタリングによ り急激にTi/Al
比が高くなり,A900材ではTi
の量がAl
の3
倍弱,A820材では2
倍程度になった.スパッタ時間の増 加とともにA900
材では徐々にTi/Al
比が減少し,14 ks以 上で約1.1になった.一方,A820材ではTi/Al
比は急速に 減少し,1.2 ks以上で約1.1になった.これらからA900
材 では表面に化学量論に近い組成のTi
3Al
が生成し,表面より 深くなるとともにTi
3Al
のTi
含有量かTi
3Al
の生成量が減 少しているものと考えられる.また,A820材についてもA900
材より深さは浅いが,A900材と同様の変化が生じて いるものと考えられる.スパッタ時間とスパッタ後の試料の体積差から計算した結 果,研磨速度は約
4.87×10
-4mm/sであった.これより,A 材,A900材およびA820
材においてTi/Al
比が約1.08,す なわちTi–48 at
Alの組 成比と なる深さは ,それぞれ約0.24
mm, 6.8mmおよび0.58
mmとなる.A700
材およびA820
材のX
線回折では,A900材にみら れた大きいTi
3Al
のピークは検出されなかった.しかし,Fig. 6
の結果から判断すると,サブミクロン程度のTi
3Al
層 か,何らかの形態のTi–rich
層が表面に形成されていること は確かと考えられる.3.5 焼鈍後表面層を除去した試験片の曲げ特性
XPS
分析により表面にサブミクロン~数mmのTi–rich
Fig. 7 Relation between surface hardness and fracture strain showing effect of the removal of surface layer on fracture strain.
Fig. 8 Relation between fracture stress and fracture strain, showing effect of removal of surface layer on fracture stress and fracture strain.
層が形成されていることが分かった.しかし,焼鈍試験片の 常温延性低下の原因が,この表面層にあるのか,他の因子に あるのかはまだ明らかではない.この点に関する知見を得る ために,焼鈍後に表面層を除去した
2
系列の曲げ試験片を 作製し,曲げ特性を調べた.一つの系列は,焼鈍試験片の表 面を約200
mmエメリー紙で研磨後,電解研磨をしたA820
(200), B820(200), C820(200)およびD820(200)である.他
の一つは酸化膜をバフ研磨により除去した後,電解研磨する こと によ り表面 層を約10
mm除 去したA820(10
)とB820
(10)である.これらの試験片に対して行った曲げ試験結果 はFig. 7
と8
に示されている.Fig. 7
に表面硬さと破断ひずみの関係を示す.図からまず分かることは,焼鈍後表面層を除去した試験片では硬さにば らつきが少なく,電解研磨材と同程度になっていることであ る.このことから焼鈍試験片に見られた硬さの上昇は,試験 片表面に形成された硬い
Ti–rich
層によるものであったこと が分かる.Fig. 7において注目すべき結果は,表面層を除去 した試験片は,除去量が200
mmでも10
mmでも,2以上 の破断ひずみを示したことである.このことから,焼鈍試験 片における常温延性の低下は,表面に形成されたTi–rich
層 の存在によると結論できる.なぜならTi–rich
層を除去した 試験片の伸びと硬さの関係は,Fig. 7および8
から分かるよ うに未焼鈍試験片と同じ挙動に戻ったからである.4.
考 察4.1 焼鈍に起因する組織および曲げ特性の変化について
焼鈍は純アルミニウムの融点以上の温度で行っているので 真空中の焼鈍ではアルミニウムの蒸発は速いであろう.アル ゴンガス中の焼鈍ではこの蒸発は相当抑えられるが,皆無に はならない.すなわち,真空およびアルゴンガス中のいずれ の焼鈍過程においてもアルミニウムの外方拡散が起こると考 えられる.TiAlの酸化では酸化物として主に
TiO
2とAl
2O
3 が形成される.TiO2は柱状晶であり酸素を通しやすい.ま た,Al2O
3膜は緻密に形成された場合には酸素を通過させな いが,TiAl合金の空気中酸化で形成されるAl
2O
3層は酸素 を通常通すといわれている3).後に述べるように,本研究の 場合もアルミニウムの外方拡散と酸素の内方拡散が同時に起 こっていると考えられる.さて,Kobayashiら4)は
TiAl
の耐酸化性向上のためには 低酸素分圧下熱処理が有用な方法であることを見出してい る.彼らが行った低酸素分圧下熱処理は真空度の点から本研 究の真空焼鈍に近い.Yoshiharaら5)の結果によれば,表面 に 形 成 さ れ るごく微 量のTiO
2を除け ば , 表 面 か ら順にAl
2O
3層とTi
3Al
層が形成され,AESによって測定された これらの層の厚さは本実験のA900材に対する結果と矛盾し
ない値となっている.一方,Zhengら6)および
Shemet
ら7)はTi–48Al
等の3
種 類のTiAl
合金について,20の酸素を含むアルゴンガス中,1173 K
で酸化処理を行い,表面層の生成物や組織について詳しく調べている.その結果,酸化の初期に表面の酸化ス ケールの下に,厚さが数~10mm程度の酸素を多く含む
3
元化合物(立方Z
相Ti
5Al
3O
2)などが形成されていることを 見い出した.この層を彼らはAl
枯渇層(Al–depleted layer) と称している.またこのAl
枯渇層の内方に隣接する領域で は,アルミニウムの外方拡散と酸素の内方拡散に起因する厚 さが10
mm以上の(a2+g)ラメラー構造からなる酸化影響層 (oxidation affected zone)が形成されていること,またこの 酸化影響部は母材のTiAl
よりも硬い(Hv=300~450)こと を明らかにしている.さて,本研究で行った焼鈍処理では
Al
2O
3層の次にTi
3Al
を 含むTi–rich
層 が 形 成 さ れ て い る こ と が 分 か っ た .Shemet
ら7)の実験では雰囲気はAr+20O
2であり,本実験における高真空または高純度アルゴンガス中での焼鈍では 彼らの結果と比較して酸素の内方拡散量はかなり少ないであ ろう.したがって彼らが観察した
Al
枯渇層や酸化影響層が 今回の焼鈍処理では十分発達しているとは思われない.しか し拡散速度の大きい粒界やa2/g境界ではアルミニウムの外 方拡散と酸素の内方拡散が生じ,ShemetらがいうようなAl
枯渇層や酸化影響部が表面の近傍や粒界の近傍に生じている ことは十分考えられる.すなわち,酸化雰囲気に差はあるも のの,本研究で観察されたTi–rich
層はShemet
ら7)のいうAl
枯渇層や酸化影響層に対応するように思われる.これら の層の厚さが10
mm以下と薄いのは焼鈍雰囲気からの酸素 の供給が本実験の場合非常に少ないためと考えられる.なお,Al
枯渇層の内方に存在するのはShemet
らの研究の場合に はg単相領域であったが,本実験の場合には体積率でおよそ66の
g単相等軸粒組織と約34の(a2+g)2
相等軸粒組織 が存在する2).この場合においても,いずれの粒界,異相境 界においても酸素の内方拡散とアルミニウムの外方拡散が同 様に起こるであろう.アルミニウムの外方拡散はa2粒の成 長や安定化とg粒の縮小をもたらすと考えられる.一方,酸 素の内方拡散に関してTi–Al–O 3
元系平衡状態図8)によれば,a2相は酸素を10数
at固溶できる.
一方,g相に対する酸 素の固溶度は高々3である.しかし,本材料の組織は上述
のようにg相組織が約66,(a2+g)組織が約34であり,酸素の内方拡散の影響はg単相組織に対しても大きいと推定 される.内方拡散してきた酸素は拡散しやすい粒界に主に蓄 積すると思われる.
焼鈍によるアルミニウムの外方拡散と酸素の内方拡散に起 因する組織等の変化並びに表面加工状態の硬さと伸びへの影 響を考える.まず,焼鈍によって加工硬化層はほぼ完全に消 失したと考えられる.このことは,硬さ値がほぼ電解研磨材 の値近くになったことのほか,前報2)で述べたように残留応 力がほとんどなくなることからも裏づけられる.しかし,焼 鈍前の加工硬化の程度が大きいほど,焼鈍後も硬さは大きい 結果が得られた.この理由は次のように考えられる.すなわ ち,a2相の硬さは化学量論組成から外れるほど硬くなるこ とが予想される.また酸化影響層は母相よりも硬いことが分 かっている7).そして,加工硬化が大きいほど,つまり転位 密度が大きいほど,転位を拡散経路とするパイプ拡散や焼鈍 中の転位のドラッギング効果により,より多く,またより深 くまでアルミニウムの外方拡散と酸素の内方拡散が促進さ れ,それにより
Ti–rich
層や酸化影響層がよく発達したた め,加工硬化の程度が大きいほど焼鈍後も硬くなり,破断伸 びは低下したものと思われる.さて,g相組織や(a2+g)
2
相組織の粒界に沿って浸入す る酸素は粒界に主に偏析し,(a2+g)ラメラーを形成した り7),あるいは粒界の金属性を弱めることが考えられる.焼 鈍試験片では破壊の進行は粒界を経由することが多いというFig. 5
の結果は,このような事情を反映しているものと思われる.加工硬化により表面が硬くなった試験片と
Al
枯渇層 や酸化影響層形成により表面が硬くなった試験片の間で硬さ と伸びの関係が大きく異なるというFig. 7
の結果も注目に 値する.後者の試験片群では上述のような粒界の弱さを含むために,同一の硬さ値に対しても
Fig. 5
に示されているよ うな明確な差が生じたと考えられる.なお,Fig. 2および
3
に示した1173 K
焼鈍材(A900材) の 硬 さ と 破 断 伸 び は , 前 報2)のFig. 7
お よ び9
に 示 し たA900
材の結果と比較して硬さは小さく,破断伸びは大きく なっている.これは焼鈍雰囲気の違いからきていると考えら れる.すなわち,前報2)で行った焼鈍処理は1.33×10
-2Pa
の真空中であったが,本実験では6.7×10
-3Pa
の真空中で かつTa
薄膜を酸素ゲッターとして用いている.このため,本研究の結果は前報2)の結果より酸素の影響が小さく,それ が硬さと伸びに差が生じた主因と考えられる.この結果はま た,雰囲気中の酸素量が焼鈍材の特性に強い影響を持つこと を示している.ところで,TiAlの常温の力学的性質は試験
雰囲気9,10)やひずみ速度1),すなわち試験環境にかなり影響
されることが報告されている.本研究では,曲げ試験は全て 室温の大気中で行っている.また,ひずみ速度は曲げ試験片 の引張り側最下面のところで
3×10
-4s
-1一定で全て行って いる.したがって試験環境の影響があっても全ての試験片に 対して同一と考えられる.さらに常温延性は組織に強く依存 し,試験環境には影響されないという報告11)もある.した がって前述の議論で試験環境の影響を考慮しなかったことは 表面加工層の影響を考える上では問題ないものと考えられ る.なお雰囲気中の水素の存在が常温延性を低下させるとい う報告9)があるが,水素の影響があるとしても全ての試験片 に同一と考えられる.4.2 TiAl合金の室温の力学的特性について
曲げ試験における伸びは試験片の表面仕上げ状態に強く依 存することを前報2)において示し,本報告では試験片に表面 加工後焼鈍を行った場合には表面層を除去する必要があるこ とを示した.これらの結果は
Fig. 8
に総括されている.す なわち,未焼鈍試験片の中では電解研磨仕上げが最も大きい 強度と延性の組み合わせを示し,焼鈍後表面層を除去した電 解研磨仕上げ試験片は未焼鈍電解研磨試験片と同等かそれを 若干上まわる特性を示した.これらの値は試験片に加工歪み や成分偏析などの表面欠陥を一切含まないTi–48 atAl
合 金の室温の機械的特性を表示していると考えられる.Fig. 8
で特筆すべきことは,焼鈍後表面層を除去した試験片では,焼鈍前の試験片の表面仕上げ状態をほとんど反映し ていないことである.この結果,焼鈍後表面層を除去した
B, C, D
試験片は同じ処理をしたA
試験片と同じ特性を持っている.この点を利用すれば,切削仕上げ試験片を焼鈍した 後,軽い機械研磨と電解研磨により表面層を除去する方法に より正しい曲げ特性を評価できるといえよう.熱処理を含む この方法が研削→バフ研磨→電解研磨という通常の表面仕上 げとどちらが安価であるかは即断できないが,少なくとも製 造工程上焼鈍を必要とする
TiAl
合金製部材の簡便な仕上げ 方法として利用できる.なお,曲げ試験に対する試験片の表 面調整法は引張り試験にも適用できることを付記する.日本工業規格「ファインセラミックスの室温および高温引 張強さ試験方法」JIS R 1606–1990では,セラミックスの 引張り強さに強い影響を与える因子として試験片の表面粗さ
が規定されている.しかし前報2)において我々は,TiAl合 金の室温引張り特性に影響を与える因子は表面粗さではな く,表面における加工硬化であると結論した.本論文の議論 は前報2)の結果を支持するものである.すなわち,焼鈍によ り加工硬化層を取り除き,さらに
Ti–rich
層を中心とする焼 鈍生成物や酸化影響層を簡単な表面研磨によって取り除け ば,表面きずにより多少凸凹が存在する試験片を用いても曲 げ特性はほとんど劣化しない.このことは,TiAl合金では 試験片の表面粗さには強く影響されずに真の室温曲げ特性を 評価できることを意味する.本研究では,表面加工した試験片に対して真空またはアル ゴンガス中で
7.2 ks
の焼鈍処理を行った.焼鈍後除去した 表面の厚さは200
mmまたは10
mmとした.200mmという 値は,試験片作製工程や焼鈍温度にかかわらず,焼鈍や加工 による影響層の全てが除去されることを想定して選んだ.一 方10
mmは,焼鈍影響層を除去するための作業量が少なく てすむ工程として選んだ値である.焼鈍影響層の厚さは,焼 鈍雰囲気のみならず,焼鈍温度と試験片の前加工によって変 化するので,現場作業ではこの点を考慮した標準化が必要と 思われる.Shemet
らは,Al枯渇層と酸化影響層がTiAl
合金の延性 に悪い影響を与えると予想し,その懸念を論文の中で述べて いる7).本研究はそれへの回答にもあたる.すなわち,彼ら の予測の正しさを証明するとともに,悪影響を除去する一つ の方法を提案したことになる.一般的に言って,元素の化学ポテンシャルは材料の表面と 内部で異なるので,材料を真空中や各種雰囲気下で加熱する ときには表面における特定元素の濃化や枯渇が起こり,表面 に内部と異なる化合物が形成されることもある.しかし典型 的な金属材料では延性は十分にあるので,材料表面へのこの ような元素の偏析が材料を脆くすることはない.軽量で高温 強度も大きい
TiAl
合金は魅力的な材料であるが,室温延性 が十分でないという欠点を有している.このような材料の表 面や表面の粒界に脆い相が形成されると延性に致命的な打撃 を与える,というのが本研究で得られた一つの知見である.このような弱点を克服する一つの方策は,材料表面の延性を 確保するために,傾斜機能材料の概念を導入した材料設計を 行うことであるかもしれない.
5.
ま と め表面の加工硬化の程度が異なる曲げ試験片に真空またはア ルゴンガス中で焼鈍処理を施して組織,硬さ,曲げ特性を調
べ,次の結果を得た.
表面加工に起因する加工硬化層をもつ試験片に焼鈍を 施しても常温延性の回復は見られなかった.
同じ表面硬さの試験片で比較すると,未焼鈍材の伸び は焼鈍材より常に大きい.また,焼鈍材における粒界破壊の 割合は未焼鈍材のそれより大きくなった.
焼鈍後には試験片表面に薄い
Al
2O
3層,その下に硬いTi–rich
な層が形成される.このTi–rich
層に続く母相では 主に粒界に沿って酸素が侵入し,粒界が弱くなっているもの と推定される.すなわち,焼鈍の間に加工硬化の回復と焼鈍 生成物の形成等による硬化・脆化が同時に起こっていると考 えられる. アルゴン雰囲気下で焼鈍後,エメリー紙またはバフに よる研磨と電解研磨により表面を
10–200
mm除去すれば表 面加工による影響を含まない表面が得られる.これを健全な 表面の簡易作製法として提案する. この方法で作製した曲げ試験片は室温において大変良 好な強度と伸びのバランスを示した.
最後に,本研究を遂行するにあたり,XPS解析に関して 茨城大学工学部物質工学科 百瀬義広教授に,また曲げ試験 に関して同学同学部の佐久間隆昭技術専門職員に多大なご協 力を頂いた.ここに深甚な謝意を表する.
文 献
1) For example, Y–W. Kim and D. M. Dimiduk: MRS. Symp. Proc.
288(1993)671–677.
2) Y. Motohashi, Y. Murata, T. Kaminaga, T. Sakuma, T.
Tsujimoto and M. Nakamura: J. Japan Inst. Metals64(2000) 1012–1019.
3) K. Kasahara, K. Hashimoto, H. Doi and T. Tsujimoto: J. Japan Inst. Metals53(1989)58–62.
4) E. Kobayashi, M. Yoshihara and R. Tanaka: J. Japan Inst.
Metals53(1989)251–252.
5) M. Yoshihara, T. Suzuki and R. Tanaka: Report of the 123rd Committee on Heat–Resisting Materials and Alloys (1990) 223–229.
6) N. Zheng, W. Fischer, H. Grubmeier, V. Shemet and W. J.
Quadakkers: Scripta Metall. Mater.33(1)(1995)47–53.
7) V. Shemet, H. Hoven and W. J. Quadakkers: Intermetallics 5(1997)311–320.
8) Ternary Alloys, ed. by G. Petzow and G. Effenberg: Vol. 8 (VCH Verlagsgesellschaft, Weinheim, 1993)p. 420.
9) T. Takasugi, S. Hanada and M. Yoshida: J. Mater. Res.7(1992) 2739–2746.
10) M. Nakamura, N. Itoh, K. Hashimoto, T. Tsujimoto and T.
Suzuki: Metall. Mater. Trans. A25A(1994)321–330.
11) M. Hosomi and T. Maeda: J. Japan Inst. Metals 59(1995) 1192–1198.