九州大学学術情報リポジトリ
Kyushu University Institutional Repository
鋼の焼付き過程における塑性流動と金属組織変化に 関する研究
松﨑, 康男
http://hdl.handle.net/2324/2236227
出版情報:九州大学, 2018, 博士(工学), 課程博士 バージョン:
権利関係:
鋼の焼付き過程における塑性流動と 金属組織変化に関する研究
平成 30 年 12 月
九州大学大学院工学府水素エネルギーシステム専攻
松﨑 康男
目 次
i
目 次
第1章 序 論 ... 1
1.1. はじめに ... 1
1.2. 焼付き現象 ... 2
1.3. 摩擦面その場観察手法による焼付きの観察 ... 11
1.4. 研究の目的と論文の構成 ... 12
参考文献 ... 14
第2章 焼付き過程における塑性流動挙動の観察 ... 21
2.1. はじめに ... 21
2.2. 実験方法 ... 21
2.3. 実験結果 ... 24
2.3.1. 実験初期段階... 24
2.3.2. 実験全段階 ... 28
2.3.3. 各すべり速度での実験 ... 31
2.4. 考察 ... 37
2.5. まとめ ... 39
参考文献 ... 40
第3章 焼付きによる発熱現象の遷移過程 ... 41
3.1. はじめに ... 41
3.2. 実験方法 ... 41
3.3. 実験結果 ... 45
3.3.1. 衝撃荷重試験... 45
3.3.2. ステップ荷重試験 ... 59
3.3.3. 鋼ディスクによる実験 ... 61
3.4. 考察 ... 71
3.5. まとめ ... 81
参考文献 ... 82
目 次
ii
第4章 添加剤由来反応膜形成条件下における焼付き挙動 ... 84
4.1. はじめに ... 84
4.2. 実験方法 ... 84
4.3. 実験結果 ... 85
4.3.1. 衝撃荷重試験... 85
4.3.2. 摩擦面に形成する黒色膜 ... 105
4.3.3. ディスク上の移着膜 ... 106
4.4. 考察 ... 109
4.5. まとめ ... 111
参考文献 ... 112
第5章 焼付き過程における摩擦面材料の金属組織変化 ... 113
5.1. はじめに ... 113
5.2. 実験方法 ... 113
5.3. 焼付き過程における金属組織変化 ... 115
5.4. 考察 ... 135
5.5. まとめ ... 137
参考文献 ... 138
第6章 総 括 ... 140
参考文献 ... 144
謝 辞 ... 145
第1章 序 論
1
第1章 序 論
1.1. はじめに
持続可能な社会を実現するために,温暖化ガス排出量の削減および省エネルギー化がグ ローバルな課題となっている.これらの課題を解決するためには,エネルギー効率を高めて 燃料消費を減らすことが重要となる.ほとんどの機械システムでは,部品同士が接触して相 対運動するしゅう動部が存在しており,そこで摩擦によるエネルギーロスやしゅう動部の 摩耗が生じる.摩擦・摩耗・潤滑に関わる学問はトライボロジーと呼ばれ,このトライボロ ジー技術は環境問題と大きな関わりを持つ.最近では,「環境・生物への影響と自然との調 和を考えたトライボロジー視点での化学技術」として“Green Tribology”[1]という考え方が 提唱されており,摩擦損失の低減,機械寿命の向上,環境負荷の小さい材料の使用などによ り環境問題へ大きく貢献できると考えられている.実際に,省資源・省エネルギーを念頭に トライボロジー技術向上による経済効果が算出されている.1966 年に経済開発協力機構
(OECD)によりまとめられたJostレポート[2]と呼ばれる報告書の中では,トライボロジー 諸問題の改善によって英国において年間5.15 億ポンドの節約ができることが報告されてい る.また日本においては,1966から1968年の数値をもとに算出されており,その節減額は 約2兆円になることが報告されている.さらに,我々の生活に必要不可欠でありエネルギー 消費の大きい自動車においても,省エネのために内燃機関の燃費向上が進められている.
Holmbergら[3]は自動車のエネルギー損失における摩擦損失の割合を算出しており,燃料の
持つエネルギーの 3分の 1 は摩擦の克服のために使われていると結論づけている.このよ うに,トライボロジーがこれからの社会に果たす役割は非常に大きいことがわかる.
トライボロジーに関係する様々な問題の中でも危険な表面損傷として焼付きが知られて いる.焼付きは,機械のしゅう動部における潤滑不足を原因として突発的に発生して急激に 摩擦面の破局的な損傷を引き起こす現象である.焼付きの特徴として,摩擦力,摩擦面温度,
摩耗量の急激な増加および,激しい振動や騒音の発生があげられる.さらに摩擦面間におけ る強い凝着を伴い,最悪の場合には摩擦面どうしが固着して機械の停止および破損に繋が る場合がある.焼付きは機械を設計する上で避ける必要があり,それが運転条件を決めると きの制限になることがある.Salomon[4]は運転条件に対する潤滑状態の遷移図を提案してお り,この遷移図では,荷重およびすべり速度に対して,(I)弾性流体潤滑領域,(II)境界潤滑
領域,(III)焼付き領域の3領域が示されている.実際に焼付きの発生する場面は,ギア歯車
[5],ピストンリング・シリンダ[6][7],すべり軸受[8][9],カムフォロワ[10],転がり軸受[11][12], 圧延ローラ[13]など高速・高負荷な厳しいしゅう動面においてである.Figure 1.1に焼付きに よって損傷したコンロッド大端部軸受の写真を示す[14].機械の摩擦損失を低減するために,
潤滑油の低粘度化[15] [16]およびしゅう動部の狭面化,さらには潤滑油の供給量を減らす取 り組みがなされている[17][18].それらによって潤滑状態はますます厳しくなり,焼付きの
第1章 序 論
2 危険性が高まることが考えられる.
Fig. 1.1 Severely scuffed surface at the connecting rod big-end bearing[14]
1.2. 焼付き現象
1.2.1. 焼付きと摩擦面温度
危険な焼付き現象に対して,焼付きが発生する条件を知ることや,予測する技術は,機械 を設計する上で重要となる.Blok は摩擦面材料と潤滑油の組み合わせによって焼付きが発 生する限界温度があるとし,その限界温度は摩擦面における荷重やすべり速度,潤滑油温度 によらないと提唱した[19].Blokの提唱する限界温度に使われる温度は,摩擦面材料のバル ク温度と摩擦面での閃光温度を合計した温度の摩擦面における最大温度である.閃光温度 とは,真実接触面での温度上昇であり,接触面積が非常に狭いため温度上昇は著しい.しか し,熱容量が小さいため高温の維持時間は非常に短く,深さ方向に対してもすぐに温度が低 下する.そのため,実測することが容易ではなく,Blokは閃光温度を理論的に推定した[20]. Blokの示した,摩擦面温度と焼付きの関係性について,それを支持する研究[21][22]がい くつか存在する一方で,焼付きの発生する限界温度は一定ではないと報告するものも存在
する[23][24][25].Dyson[26]は,ディスク試験において,すべり率一定の条件において,すべ
り速度を下げると焼付きが発生するときの温度が下がる,つまり限界温度は一定ではない ことを示した.その他に,バルク温度と閃光温度の合計ではなく,摩擦面における平均温度 もしくは閃光温度をもって限界温度とする研究も存在している.また,Blok のモデルでは 摩擦面中央部における温度上昇を考慮しているのに対して,Dyson[27]は,摩擦面入り口側 の摩擦面温度が限界温度に達することで潤滑油の急激な粘度低下が起こり,潤滑膜が破断 して焼付きに至ると説明している.さらに潤滑油に添加剤が含まれる場合にはBlokの理論 で計算された限界温度が高くなることが知られている.Bailey and Cameron[28]は極圧添加剤 を含む潤滑油において,摩擦面温度が低い場合には化学反応が起きないため限界温度は決 まった値になるが,摩擦面温度が高くなると焼付きの限界点は摩擦面温度ではなく荷重に よって決まると述べている.
Blokの示した焼付きの限界温度は,これまで多くの焼付きに関する研究によって矛盾す
第1章 序 論
3
る結果が示されているが,焼付き現象を研究する上で重要な考え方を示している.なぜなら,
摩擦面温度は潤滑膜の破断,吸着膜の脱離,油の分解,粗さ突起の発熱および変形といった 焼付きに繋がる様々な要因に深く関わっているからである.
1.2.2. 潤滑膜,表面保護膜の破断
摩擦面での発熱を焼付き発生の基準とするモデルが考えられている.Christensen[29]は弾 性流体潤滑不良の原因となる可能性のあるメカニズムとして潤滑膜の熱不安定性を提案し
た.Bell and Dyson[30]は摩擦面における熱流束を摩擦係数,接触面圧およびすべり速度の積
で表すµpVがある限界に達すると焼付きが発生するとした.これはFriction Power Intensity モデルと呼ばれる.Matveevsky[31]は接触面圧の代わりに荷重を使用したµPVを用いて焼付 きの発生限界を示した.Horng[32]はFriction Power Intensityモデルを摩擦面粗さの影響を考 慮するため,µpVを真実接触面積Arと見かけの接触面積Anの比Ar/Anで割った値を使用
したTrue Fricton Power Intensityモデルを提案した.実際の実験結果においては,表面粗さ
が大きいほど,µpV・Ar/An値が大きい結果となったが,その理由として,粗さが大きいほ ど油を保持することができるため潤滑膜の回復が起こりやすいことを挙げている.Jackson ら[33]は潤滑油のトラクションが潤滑部での発熱に影響すると考え,潤滑油のトラクション 特性と焼付き荷重の関係を調べた.その結果,トラクション係数が高いと焼付き荷重が低く なることを示した.また,彼らの実験結果はFriction Power Intensityモデルによる予測値に 一致するものであった.
混合潤滑および境界潤滑においては,金属表面における潤滑油の極性分子の脱離と焼付 きの発生について研究がなされている.Spikes and Cameron[34][35]は摩擦面から吸着分子が 多く脱離すると焼付きが発生すると説明しており,焼付きが発生するときの吸着分子の被 覆率はおよそ0.5であることを見出した.また,すべりが高速の領域において焼付き限界温 度が上昇することについて,すべり速度の増加によって摩擦発熱の時間が吸着分子の滞在 時間よりも短くなるために吸着分子によって焼付きが防がれると説明している.Lee and
Cheng[36]は,Langmuirの分子吸着理論を基にして,分子の吸着/脱離に関して摩擦による
温度上昇と粗さ突起部での圧力上昇を考慮した,限界温度-圧力モデルを提案した.さらに,
潤滑油分子の吸着と焼付き温度の相互関係を示す試みが行われた.その結果,焼付き前に計 算された表面突起温度とLangmuir理論で予測された吸着分子の脱離温度に相関があること が示された.また,Lee and Chen[37]は潤滑油圧力を制御することで分子の吸着割合を制御 することを目的として,圧力容器内で潤滑油の静水圧を変えながら摩擦試験を行った.結果 として,潤滑油圧力の増加に伴い焼付き温度が上昇することが示された.
油の分解が触媒により起こり,焼付きが発生することも考えられる.Batchelor and
Stachowiakら[38]は‘catalytic model’を提案した.すなわち,摩擦面の突起が衝突した際に
金属新生面が露出し,油に分解反応の触媒作用を及ぼして潤滑膜の破断が起こると説明し た.この考えにより,摩擦面を非金属でコーティングすることや,分解の起こりにくい油を
第1章 序 論
4 選定することが重要となる.
固体間接触が増える厳しい条件では摩擦面に形成される酸化膜が焼付きに対する保護膜 として働く.Bjerk ら[39]によって酸素の存在が耐焼付き性に関係することが示された.ま た,彼らの研究では,潤滑油に酸素が含まれていれば大気中に酸素がなくても耐焼付き効果 を示すことが報告されている.村上ら[40]は,潤滑油の溶存酸素が耐荷重能に与える影響を 調べており,その影響は多環芳香族成分の有無により左右されることが示されている.これ は,多環芳香族が存在する場合には表面が活性になり,溶存酸素が露出した新生面を直接酸 化することで酸化膜が形成されて焼付きが防がれるためであると推測されている.
Cutiongco and Chung[41]はアレニウスの式を用いて,酸化膜の生成速度よりも除去速度が大
きくなるときの温度を算出してそれを焼付き発生温度とみなした.次いで,算出された予測 値と実験で得られた値が合うことを示した.Saeidiら[42]は鋳鉄と鋼の焼付き試験を潤滑不 足条件で行い,焼付きの発生部と未発生部の摩擦面断面において透過型電子顕微鏡(TEM) を用いた組成分析を行った.その結果,焼付き未発生部ではヘマタイト(α-Fe2O3)の層 が検出され,鋼材表面に付着した移着膜と鋼材との界面に酸化膜は見られずα-Feが検出さ れた.さらにその移着膜内にはヘマタイト(α-Fe2O3)ではなく,マグネタイト(Fe3O4) が検出された.これらの結果から,金属同士の接触を防ぎ焼付きを防止する役割を持つヘマ タイト層が摩擦発熱によりマグネタイト(Fe3O4)およびα-Feに変化して金属間接触が起こ って焼付きが発生するというモデルを提唱した.
焼付きは潤滑膜が保てなくなり,表面突起間の直接接触が生じた結果として焼付きに発 展すると考えられる.Tallianら[43]は.油膜厚さと表面粗さの比である膜厚比Λがある限界 に至ると,接触状態が過酷となり焼付きが発生するとした.しかし,Finkinら[44]は直接接 触が必ずしも焼付きの発生につながるわけではないことを主張した.実際に,Lee ら[45]は 添加剤を含まない場合でも膜厚比Λ=0.3まで摩擦面が耐える結果を示し,さらに添加剤を 含む場合には最小でΛ=0.005 まで摩擦面が耐えることを示した.山本[46]は低膜厚比で突 起間接触が常に起きるような厳しい条件でも焼付きが発生しなかった場合には,摩擦面に 酸化膜が形成されていることを示した.また,中村[47]は塑性加工における焼付き発生条件 として,圧延のように相対すべり量が比較的小さい条件では,境界潤滑からの焼付き発生に 対し,臨界温度が明瞭に現れ,冷間鍛造のように相対すべり量の大きい条件では境界潤滑状 態への遷移が直接焼付き発生につながるため,臨界膜厚条件が適用できると結論づけた.こ のように,臨界膜厚条件は焼付き発生のための必要条件として考えられる.
表面粗さの違いにより焼付きの起こりやすさが変わることがよく知られている.Ku ら [48]は2円筒試験機を用いた試験によりすべり方向に平行な粗さよりも垂直な粗さの方が耐 焼付き性が良好であることを示した.これは,すべり方向に垂直に粗さを持つ場合は粗さの 山が次々に摩擦面を通過するために潤滑膜が保たれるためであると説明されている.山本 ら[49]は,初期粗さと焼付きの関係を以下のように説明している.初期粗さの大きい場合に は荷重の低い段階から直接接触となり表面の加工硬化や酸化膜の形成が促進されることで
第1章 序 論
5
耐焼付き性が向上し,初期粗さが小さい場合には,低荷重で油膜破断が起きずに加工硬化や 酸化膜が起きないまま高荷重において油膜破断が起きるとそのまま焼付きに発展する.さ らに山本ら[50]は実験前の初期表面硬さと耐焼付き性を調べた.材料が硬い場合には粗さの 変化が小さいことで酸化膜の形成が促進されず,耐焼付き性が低くなると述べている.ただ し,摩擦による表面の加工硬化は耐焼付き性の向上につながることを示している[51].
粗さの形状と焼付きに関する研究も多くなされている.突起間接触による突起の変形が 塑性的なのか弾性的なのかを示す塑性指数ψは粗さ形状と硬さによって表されるパラメー タであり,焼付きの指標となる.Hirst-Hollander[52]によって塑性指数と焼付きの関係が示さ れた.突起の傾斜が大きく材料の硬さが小さい場合,つまり塑性指数が大きい場合には低い 荷重でも焼付きが起こりやすいとされる.Wojciechowski ら[53][54][55][56]は初期粗さ形状 と焼付きの関係について研究を行っている.様々な粗さパラメータに対して,接触角計を用 いて表面の濡れ性を評価し,さらに表面の濡れ性が耐焼付き性に与える影響を調べている.
3Dの粗さデータに対しては,画像処理を利用したモチーフパラメータを用いて,モチーフ の数が少ないほど焼付きが起きにくいことを示した.
粗さを考慮した混合潤滑のシミュレーションが焼付きを予測するために行われた.その 結果から,摩擦面の初期表面粗さの減少および摩擦係数の減少は耐焼付き性の向上に効果 的であるが,潤滑油粘度の増加は摩擦面が高速および高温である環境下において焼付きの 危険性を下げるのに効果的でないことが示された[57].
第1章 序 論
6
1.2.3. 焼付きの前兆,焼付きの進展,焼付き後
近年,AEセンサーによって焼付きの予兆を検知して,焼付きを予測する試みがなされて
いる.Saeidi ら[58]は,アコースティックエミッション法(材料が変形したりき裂が発生し
たりする際に,材料が内部に蓄えていたひずみエネルギーを弾性波として放出する現象を 利用し,材料の破壊過程を評価する手法)を焼付き予測に利用した.焼付き試験中にAEセ ンサーで検出された波形を信号処理して定常状態,焼付き発生前,焼付きの3過程における 信号を特徴づけ及び機械学習による分類を行い,焼付きの発生前を 84%の信頼度で分類し た.長谷ら[59]はすべり軸受の摩擦試験に対してAEセンサーを用いて,周波数スペクトル の変化を測定した.その結果,凝着摩耗の特徴である1 MHz以上の波形の検出により焼付 きの早期発見につながる可能性があると結論付けている.
焼付きが起こり始めたあと,必ずしも焼付きが進展するわけではない.焼付きが最終段階 へ移行しない場合には,なじみ過程と呼ばれる状態へ移行することで焼付きがおさまるこ とが知られている[60].Yoonら[61]は焼付きの遷移マップを作成しており,荷重とすべり速 度に対して,(I)マイルド摩耗,(II)micro-scuffing,(III)catastrophic-scuffngの3つの状態があ ることを示している.Figure 1.2はYoonらが示した焼付き遷移図をである.ここで,micro- scuffingはcatastrophic-scuffingの前に起こる一時的な摩擦力の上昇(friction spike)を示して いる.焼付きの進展に関して,Jiajun ら[62]は焼付きによる塑性変形のすぐ後に摩擦面の平 滑化が起こらなければ,摩擦面の凸部のような微小部で塑性変形が連続的に発生するため に,シビアな焼付きに発展すると述べている.Zhangら[63]は焼付きの発生は摩擦表面の凸 部で発生し,そこでの発熱がとなりの凸部に影響を与える場合に焼付きの進展が起こると 述べている.Figure 1.3にJiajunらとZhangらが示した焼付き進展の模式図を示す.どちら も突起スケールの焼付きが周囲の突起に影響を及ぼすときに焼付きが進展すると説明して
いる.Hershbergerら[64]は材料の加工硬化の割合よりも熱軟化の割合が大きい場合に焼付き
が発生するとし,材料の軟化部では荷重を支えることができなくなるために焼付きの起き ていない接触部が変形し続けて焼付きが進展すると述べている.Ajayi ら[65]は焼付きによ る摩擦面での局所発熱が熱拡散よりも大きくなる場合に焼付きが進展すると述べている.
しかし,Markov ら[66]が指摘するように,凸部における微小な塑性変形では摩擦面の物性
を変化させるほどの発熱時間がなく,マクロレベルでの機械的特性の変化が起こる場合の み焼付きの進展が起こると述べている.Piekoszewskiら[67][68]は,潤滑条件下での焼付き試 験において,焼付きの発生しはじめるときの面圧と焼付きの最終段階に至るときの面圧を 計測しており,潤滑油の粘度を高くすると,焼付きの起こり始める面圧が増加し,焼付きの 最終段階に至る面圧には影響しないことを示している.
第1章 序 論
7
Fig. 1.2 Scuffing transition map showing three characteristic regions. Region I means no scuffing.
Region II means recoverable micro-scuffing. Region III means catastrophic scuffing failure[61]
(a) L. Jiajun, et al., Wear, 1990
(b) C. Zhang, et al., Tribol. Trans., 2004 Local scuffing
Heat generation Local scuffing
Fig. 1.3 Scuffing progression at the asperity scale by (a) Jiajun et al. [62]and (b) Zhang, et al.[63]
第1章 序 論
8
焼付き後の摩擦面には特徴的な層が形成されることが知られている[7].Rogers[69][70]は 焼付きの起きたピストンリングの表面および表層に対して,光学顕微鏡,エッチング処理,
硬さ測定を用いて特徴づけを行った.その結果,焼付き後の摩擦面は母材よりも硬い白色層 に覆われていることを示した.Torranceら[71]は白色層に非常に微細なマルテンサイトがあ ることを透過型電子顕微鏡により示した.Lengら[72]は,白色層が突起間の微視的な摩擦に よるものであり,adiabatic shear bands[73][74][75]の形成メカニズムと同じであることを提唱 した.せん断局所化(shear localization)とは,材料が高いひずみ速度でせん断を受けると,
局所部にせん断変形が集中する現象のことである[76].Ajayi ら[65][77][78]は焼付き前,焼 付き中,焼付き後の摩擦面表層を観察し,焼付き過程において厳しい塑性変形を受けた層が できることを示し,adiabatic shear instabilityの理論を基に,材料の変形としての焼付き発生 限界を導いた.Figure 1.4に焼付き過程における摩擦面断面の観察結果を示す.焼付き後に 摩擦面表層において微細化層が形成されていることがわかる.Kuzunetsovら[79]は高荷重下 で摩擦を受けた材料はナノ結晶構造をしており,粒界すべりによるせん断変形が起こりや すくなり,相手面との凝着および移着が激しくなり焼付きに至ると述べている.Hershberger ら[80]は焼付き後の摩擦面にオーステナイトの割合が増加していることを示した.
Fig. 1.4 Observation of cross-section of friction surface (a) before, (b) during and (c) after scuffing[65]
1.2.4. 焼付きの促進と抑制
機械しゅう動部では,摩擦面から摩耗粉が生成したり,砂やコンタミなどの異物が潤滑油 によって運ばれてきたりするが,それら摩耗粉や異物は焼付きの発生を促進する.Hirano and
Yamamoto[81]は潤滑油に金属粒子を混ぜて焼付き試験を行っており,硬い粒子の場合には
アブレシブ摩耗を助長するが,軟らかい粒子の場合には摩擦面入口に堆積することで油不 足を引き起こし,焼付きの発生を助長すると説明している.摩擦面のその場観察法を用いた
試験[82][83][84]でも,摩耗粉の堆積が焼付きの発生に影響を及ぼす様子が観察されている.
Nikasら[85][86]は数値計算を用いて,摩擦面における摩耗粉の堆積箇所で温度上昇が起こる
ことを示し,その温度上昇によって材料が軟化して局所的な焼付きが発生すると説明した.
Chandrasekaranら[87]は摩擦面に存在する異物により摩擦発熱が大きくなり,発生した熱が
第1章 序 論
9
発散できずに焼付きに至ると述べている.三科ら[88][89][59]は摩耗粉が移着成長し,摩擦面 間を結び付けることで焼付きが起こるとした移着成長モデルを提案した.Figure 1.5に移着 成長による焼付き発生モデルの概略図を示す.以上のように,摩耗粉や異物粒子が原因とな って焼付きが発生することが考えられている.
Fig. 1.5 A model of the progress of wear leading to seizure of a journal bearing[59]
第1章 序 論
10
これらとは対照的に,潤滑油にナノ粒子を混合させることで耐焼付き性を向上する研究 がなされている.Kimら[90]はナノダイヤモンド粒子を潤滑油に混合することで摩耗量,摩 擦係数および摩擦面温度が低減され,焼付きの発生が抑えられることを示した.ナノダイヤ モンド粒子の焼付き抑制効果として,摩擦面の固体間接触を防ぐことに加え,潤滑油の熱伝 導率が高くなることで摩擦面温度の上昇が抑えられて油膜の破断が防がれたことを挙げて
いる.Hsiaoら[91][92]は,ナノダイヤモンド粒子を用いた場合に,摩擦面の硬さが増加して
焼付きが抑制されることを示した.Aliら[93]は粒子サイズ約10nmほどのAl2O3とTiO2の ナノ粒子を混合した潤滑油を用いることで耐焼付き性の向上を示した.彼らは粒子が粗さ を埋めることで,突起間接触が防がれると説明した.以上のように,潤滑油に含まれるもの によって焼付きは促進される場合と抑制される場合がある.
潤滑油に添加剤を含む場合には焼付き発生の臨界温度は増加し,臨界膜厚も小さくな る.このように添加剤によって焼付きを防ぐことができるため,焼付きの発生するような厳 しい機械しゅう動部では潤滑油に耐摩耗剤や極圧剤が含まれている.Piekoszewski ら[67]は 潤滑油に極圧剤を含むものと耐摩耗剤を含むもので焼付き試験を行った.その結果,添加剤 の濃度が大きいほど耐焼付き性が向上することを示した.Marc ら[94]は潤滑油に極圧剤を 含むものと摩擦調整剤を含むもので焼付き試験を行った.極圧剤は焼付きが発生して露出 した金属新生面に迅速に反応して焼付きの進展を防ぎ,摩擦調整剤は突起間接触を減らす とともに低摩擦を維持することで発熱を小さくして焼付きを防ぎ,それぞれ焼付き防止メ カニズムが違うと述べた.
摩擦面材料の違いによっても焼付きやすさに違いがある.マルテンサイト系の鋼よりも オーステナイト系の鋼の方で焼付きが起こりやすいことが示されている[95][28].これは,
オーステナイト鋼の方で反応性が乏しく,酸化膜の形成が遅いことや油の分子の吸着速度 が遅いことに起因すると述べられている.また,オーステナイト鋼にクロムを混ぜた場合は 焼付き荷重が上がる[96]が,マルテンサイトやフェライト鋼にクロムを混ぜると焼付き荷重 が下がる[97]ことが示されている.山本ら[98][99]は硬さの異なる数種類の炭素鋼に対して 表面の反応性に関係のある表面電位変化を測定し,それら鋼材を用いた高速 2 円筒試験を 行った.その結果,焼付きの発生条件に対しては材料の硬さよりも表面の反応性の方が影響 しており,焼付きの進展と損傷の程度に対しては材料の硬さの影響が大きいことを示した.
このように,材料組織の違いが反応性の違いをもたらして焼付きの起こりやすさに影響す ることが考えられている.
第1章 序 論
11
1.3. 摩擦面その場観察手法による焼付きの観察
トライボロジー現象を解明する上で摩擦面の変化をリアルタイムで把握することが重要 であり,“その場観察”は視覚的に摩擦面の変化を捉えることができる優れた手法である.
摩擦面のその場観察に加えて,摩擦力や摩擦面温度,摩耗量といった物理量をその場測定す ることで,複雑なトライボロジー現象の総合的な理解への糸口となる[100].
焼付きに関してはこれまで紹介してきたように多くの研究がなされており,焼付き発生 時の摩擦挙動や,焼付き後の摩擦面および摩擦面断面の観察がなされ,流体膜やトライボ膜 の破断の後に材料の塑性流動が起こることが示された.しかし,実際には焼付き発生までの 摩擦面において,粗さの変化や摩耗粉の生成など,さまざまなトライボ現象が発生しており,
それらは焼付きの発生に影響を及ぼすことが考えられる.このように,焼付きに影響を及ぼ す要因は多く,かつ複雑に関与しあっているため,現象の十分な理解は難しい.
焼付き現象の解明を目的として,摩擦面その場観察手法を利用した研究がなされており,
透明のサファイアディスクと鋼材を用いて焼付き過程における摩擦面変化が調べられてい
る.Enthovenら[82][101]はその場観察の結果から,摩擦面への摩耗粉の堆積により潤滑不足
が流体膜の破断に繋がり,焼付きに至ると説明した.また,彼らは近赤外光の測定により焼 付き発生までの摩擦面温度の測定を行っており,BlokやDysonらの焼付きモデルと比べて 焼付き温度にずれが生じることを示した.その理由として,厳しい摩擦面における急速な酸 化や油の分解による分解生成物による荷重負荷能力の向上を可能性として挙げている.
Miyajima ら[102]は鋼材と石英ガラスを硫黄系極圧剤を含む潤滑下で摩擦させ,ガラス越し
に摩擦面のその場観察および,その場Raman分析を行っている.その結果,焼付き前に見 られていたFeS2のピークが焼付きの発生直前に消滅することが示されている.Yagiら[103]
は焼付き発生時の鋼材表面において局所的に塑性流動が発生する様子を示した.Li[104]ら は一番初めに発生する塑性流動が摩耗粉の堆積部において発生することを示し,摩耗粉の 堆積部が集中的に荷重を支持して熱流束が大きくなることで材料の熱軟化を引き起こすと 説明している.さらにYagiら[105][106]は,可視光カメラと近赤外光カメラを同時に用いた 摩擦面その場観察に加えて,その場 X 線回折も同時に行い,焼付き中の材料の組織変化を 調べている.Figure 1.6に焼付き実験において同時に撮影および測定された摩擦面その場観 察とX線回折(XRD)の結果を示す.結果から,焼付き過程において塑性流動部では1000ºC を超える高温を示し,マルテンサイトからオーステナイトへ相変態していることが示され
た.Izumi ら[107]は同じ手法を用いて,塑性流動による発熱部の発生頻度と摩耗量の関係
を 4 つの鋼材に対して調査した.結果から,一度の塑性流動による摩耗量は材料の違いに よらないが,材料によって塑性流動の起こりやすさが異なると述べられている.また,焼付 き過程においてマルテンサイトピークの半値幅が減少していることが示されたが,これは 摩擦面における転位の減少に関係する.
第1章 序 論
12
Fig. 1.6 Friction surface captured by visible light camera and near-infrared light camera, and XRD spectrum during scuffing process at each time[105]
1.4. 研究の目的と論文の構成
摩擦面その場観察法を利用して,焼付き過程における摩擦面変化が観察された.その結果,
鋼材の焼付き過程が塑性流動によって特徴付けられることが分かった.しかし,塑性流動は 非常に速い挙動を示しており,これまでのカメラシステムでは塑性流動挙動を連続的に追 って観察することができていない.焼付きの発生と進展の防止を念頭に置き,焼付き過程を 理解するために観察すべきことは,焼付きが発生するまでの摩擦面の変化,焼付き発生の瞬 間,塑性流動単体の挙動,焼付きが進展する間の塑性流動挙動であると考える.すなわち,
これらの摩擦面変化を長時間観察するとともに,塑性流動のように速い現象を捉えること が必要となる.そのため,高速かつ長時間撮影可能な撮影システムを構築して摩擦面のその 場観察を行う.次に,塑性流動の発生に伴う発熱現象を捉えることで,摩擦面変化と塑性流 動挙動を切り分けて理解することが可能となる.特に,焼付きが発生してから進展する間に おける発熱挙動の変化を捉えることで焼付き進展挙動の理解が深まると考える.そのため,
可視光から近赤外光まで検出できる高速度カメラを用いて摩擦面のその場観察を行う.さ
第1章 序 論
13
らに,これらの塑性流動挙動が潤滑油に添加剤を含むことによってどのように変わるのか,
焼付き過程のどの段階において添加剤の効果があるのかを知ることが重要である.そのた め,添加剤の有無による摩擦面挙動の比較を行う.最後に,塑性流動は高温かつ相変態を伴 う材料の変形であり,塑性流動挙動と材料の組織変化の関係を明らかにする必要がある.そ こで,摩擦面その場観察実験後に摩擦面断面における結晶の分析を行う.以上の結果に基づ き,焼付き過程における摩擦面の変化を明らかにすることを本研究の目的とする.
第1章「序論」では,焼付きに関する過去の研究および焼付きモデルを紹介し,焼付き現 象に影響を与える様々な要素を示した.さらに,焼付き現象の解明における問題点を挙げて 本研究の目的を示した.
第2章「焼付き過程における塑性流動挙動の観察」では,摩擦面を高速かつ長時間捉える ことのできる撮影システムを構築し,無潤滑条件における摩擦面のその場観察を行った.比 較的長い時間スケールにおける摩擦面挙動と,短い時間スケールで捉えられた塑性流動挙 動を示し,摩擦係数の変化と照らし合わせた.さらに,塑性流動挙動から,塑性流動速度の 計算を行った.以上から,各時間スケールでの塑性流動の特徴を明らかにした.
第3章「焼付きによる発熱現象の遷移過程」では,モノクロ型高速度カメラを用いて摩擦 面のその場観察を行った.焼付きが発生してから摩擦面の急激な拡大を経て焼付きが終了 するまでの摩擦面の過渡的な変化を発熱挙動に着目して観察した.さらに,画像処理によっ て発熱の履歴挙動を示して発熱現象の遷移過程を考察した.以上より,焼付きの進展メカニ ズムを明らかにした.
第4章「添加剤由来反応膜形成条件下における焼付き挙動」では,第3章において示した 焼付きの進展過程に対して潤滑油中の添加剤がどのように効いているのかを調べるために,
潤滑油に添加剤を含むものと含まないものを用いて摩擦面その場観察を行った.観察の結 果から,実験開始後の摩擦面変化と塑性流動挙動に関して比較を行った.以上より,添加剤 の有無による塑性流動挙動を明らかにした.
第5章「焼付き過程における摩擦面材料の金属組織変化」では,第3章で示された焼付き 過程における摩擦面材料の金属組織変化を調べるために,摩擦面その場観察を行い,適宜実 験を停止した後に摩擦面断面の結晶分析を行った.実験前,焼付き前,焼付き中および焼付 き後の摩擦面における結晶の形状,サイズおよび粒界角について比較検討し,塑性流動によ る結晶の微細化について考察した.これにより,焼付きの進展と金属組織との関係を明らか にした.
第6章「総括」では,各章の結言をまとめ,焼付きモデルを提案する.最後に,今後の課 題について展望する.
第1章 序 論
14
参考文献
[1] M. Nosonovsky and B. Bhushan, “Green Tribology: Principles, Research Areas and Challenges,”
Philosophical Transactions of Royal Society A, 368, 2010, 4677–4694.
[2] H. P. Jost, Lubrication (tribology) : Education and Research; A Report on the Present Position and Industry’s Needs. London: H.M.S.O., 1966.
[3] K. Holmberg, P. Andersson, and A. Erdemir, “Global Energy Consumption due to Friction in Passenger Cars,” Tribology International, 47, 2012, 221–234.
[4] G. Salomon, “Failure Criteria in Thin Film Lubrication — The IRG Program,” Wear, 36, 1, 1976, 1–6.
[5] B. R. Höhn and K. Michaelis, “Influence of Oil Temperature on Gear Failures,” Tribology International, 37, 2, 2004, 103–109.
[6] Y. Shen, B. Yu, Y. Lv, and B. Li, “Comparison of Heavy-Duty Scuffing Behavior between Chromium-Based Ceramic Composite and Nickel-Chromium-Molybdenum-Coated Ring Sliding against Cast Iron Liner under Starvation,” Materials, 10, 10, 2017, 1176.
[7] D. Scott, A. I. Smith, J. Tait, and G. R. Tremain, “Materials and Metallurgical Aspects of Piston Ring Scuffing - A Literature Survey,” Wear, 33, 2, 1975, 293–315.
[8] M. M. Khonsari, M. D. Pascovici, and B. V. Kucinschi, “On The Scuffing Failure of Hydrodynamic Bearings in The Presence of An Abrasive Contaminant,” Transaction of the ASME, Journal of Tribology, 121, 1, 1999, 90-96.
[9] Q. Wang, “Seizure Failure of Journal-Bearing Conformal Contacts,” Wear, 210, 1–2, 1997, 8–16.
[10] J. Rech, G. Kermouche, W. Grzesik, C. Garcia-Rosales, A. Khellouki, and V. Garcia-Navas,
“Characterization and Modelling of The Residual Stresses Induced by Belt Finishing on A AISI52100 Hardened Steel,” Journal of Materials Processing Technology, 208, 2008, 187-195.
[11] A. Greco, S. Sheng, J. Keller, and A. Erdemir, “Material Wear and Fatigue in Wind Turbine Systems,” Wear, 302, 1-2, 2013, 1583–1591.
[12] E. J. Terrell, W. M. Needelman, and J. P. Kyle, “Wind Turbine Tribology,” Green Tribology – Biomimetics, Energy Conservation and Sustainability, Springer International Publishing, Berlin, Heidelberg, 2012, 483–530.
[13] C. Vergne, C. Boher, R. Gras, and C. Levaillant, “Influence of Oxides on Friction in Hot Rolling:
Experimental Investigations and Tribological Modelling,” Wear, 260, 9–10, 2006, 957–975.
[14] 社団法人 日本トライボロジー学会編, トライボロジー故障例とその対策. 養賢堂, 2003.
[15] 丸山雅司, ギルニコル, “省燃費・低粘度ガソリンエンジンオイルの動向,” トライボロジ
スト, 59, 7, 2014, 380–386.
[16] C. Galvão, E. Tomanik, H. Fujita, E. Paes, and P. Morais, “Advantages and Challenges for Low Viscosity Oils in Emergent Countries,” in 26th SAE BRASIL Inernational Congress and Display, 36, 387, 2017.
第1章 序 論
15
[17] B.-R. Ohn, K. Michaelis, and H.-P. Otto, “Minimised Gear Lubrication by A Minimum Oil/Air Flow Rate,” Wear, 266, 2009, 461–467.
[18] E. Conrado, B.-R. Höhn, K. Michaelis, and M. Klein, “Influence of Oil Supply on The Scuffing Load-Carrying Capacity of Hypoid Gears,” Proceedings of the Institution of Mechanical Engineers, Part J: Journal of Engineering Tribology, 221, 2007, 851-858.
[19] H. Blok, “Seizure-Delay Method for Determining The Seizure Protection of EP Lubricants,” SAE Transactions, 34, 1939, 193–200.
[20] H. Blok, “The Flash Temperature Concept,” Wear, 6, 6, 1963, 483–494.
[21] E. F. Leach and B. W. Kelley, “Temperature—The Key to Lubricant Capacity,” ASLE Transactions, 8, 3, 1965, 271–285.
[22] B. W. Kelley, “A New Look at The Scoring Phenomena of Gears,” SAE Transactions, 61, 1953, 175–188.
[23] R. S. Fein, “Transition Temperatures with Four Ball Machine,” ASLE Transactions, 3, 1, 1960, 34–39.
[24] R. S. Fein, “Effects of Lubricants on Transition Temperatures,” ASLE Transactions, 8, 1, 1965, 59–68.
[25] R. S. Fein, “Operating Procedure Effects on Critical Temperatures,” ASLE Transactions, 10, 4, 1967, 373–385.
[26] A. Dyson, “Scuffing - A Review,” Tribology International, 8, 2, 1975, 77–87.
[27] A. Dyson, “The Failure of Elastohydrodynamic Lubrication of Circumferentially Ground Discs,”
Proceedings of the Institution of Mechanical Engineers, 190, 1, 1976, 699–711.
[28] M. W. Bailey and A. Cameron, “The Effects of Temperature and Metal Pairs on Scuffing,” ASLE Transactions, 16, 2, 1973, 121–131.
[29] H. Christensen, “Failure by Collapse of Hydrodynamic Oil Films,” Wear, 22, 3, 1972, 359–366.
[30] J. C. Bell, A. Dyson, and J. W. Hadley, “The Effects of Rolling and Sliding Speeds on The Scuffing of Lubricated Steel Discs,” ASLE Transactions, 18, 1, 1975, 62–73.
[31] R. M. Matveevsky, “Friction Power as A Criterion of Seizure with Sliding Lubricated Contact,”
Wear, 155, 1, 1992, 1–5.
[32] J. H. Horng, “True Friction Power Intensity and Scuffing in Sliding Contacts,” Journal of Tribology, 120, 4, 1998, 829.
[33] A. Jackson, M. N. Webster, and J. C. Enthoven, “The Effect of Lubricant Traction on Scuffing,”
Tribology Transactions., 37, 2, 1994, 387–395.
[34] H. A. Spikes and A. Cameron, “Scuffing as A Desorption Process—An Explanation of the Borsoff Effect,” ASLE Transactions, 17, 2, 1974, 92–96.
[35] A. Cameron, “The Role of Surface Chemistry in Lubrication and Scuffing,” ASLE Transactions, 23, 4, 1980, 388–392.
第1章 序 論
16
[36] S. C. Lee and H. S. Cheng, “Scuffing Theory Modeling and Experimental Correlations,” Journal of Tribology, 113, 2, 1991, 327.
[37] S. C. Lee and H. Chen, “Experimental Validation of Critical Temperature-Pressure Theory of Scuffing,” Tribology Transactions, 38, 3, 1995, 738–742.
[38] A. W. Batchelor and G. W. Stachowiak, “Model of Scuffing Based on The Vulnerability of An Elastohydrodynamic Oil Film to Chemical Degradation Catalyzed by The Contacting Surfaces,”
Tribology Letters, 1, 1995, 349-365.
[39] R. O. Bjerk, “Oxygen—An ‘Extreme-Pressure Agent,’” ASLE Transactions, 16, 2, 1973, 97–106.
[40] 村上輝夫, 境忠男, 山本雄二, 坂本弘, 平野冨士夫, ”すべり接触における酸化膜形成と潤
滑油の潤滑性能に及ぼす溶存 酸素の影響”, 潤滑, 31, 7, 1986, 485-492
[41] E. C. Cutiongco and Y.-W. Chung, “Prediction of Scuffing Failure Based on Competitive Kinetics of Oxide Formation and Removal: Application to Lubricated Sliding of AISI 52100 Steel on Steel,”
Tribology Transactions, 37, 3, 1994, 622–628.
[42] F. Saeidi, A. A. Taylor, B. Meylan, P. Hoffmann, and K. Wasmer, “Origin of Scuffing in Grey Cast Iron-Steel Tribo-System,” Materials and Design, 116, 2017, 622–630.
[43] T. E. Tallian, “On Competing Failure Modes in Rolling Contact,” ASLE Transactions, 10, 4, 1967, 418–439.
[44] E. F. Finkin, A. Gu, and L. Yung, “A Critical Examination of the Elastohydrodynamic Criterion for the Scoring of Gears,” Journal of Lubrication Technology, 96, 3, 1974, 418.
[45] Y. Lee and K. C. Ludema, “The Effects of Surface Roughening and Protective Film Formation on Scuff Initiation in Boundary Lubrication,” Journal of Tribology, 113, 2, 1991, 295.
[46] 山本雄二, “焼付きと表面粗さ,” 潤滑, 23, 10, 1977, 709–714.
[47] 中村保, “塑性加工における焼付き発生条件-臨界温度か臨界膜厚か-,” トライボロジス
ト, 35, 1, 1990, 20–25.
[48] P. L. Menezes, Kishore, and S. V. Kailas, “Effect of Surface Roughness Parameters and Surface Texture on Friction and Transfer Layer Formation in Tin–Steel Tribo-System,” Journal of Materials Processing Technology, 208, 1–3, 2008, 372–382.
[49] H. E. Stapht P M Ku and H. J. Carperq, “Effect of Surface Roughness and Surface Texture on Scuffing,” Mechanism and Machine Theory, 8, 1973, 197-208.
[50] Y. Yamamoto, “The Effect of Surface Hardness of Carbon Steels on Scuffing Resistance in Rolling-Sliding Contact,” Wear, 89, 1983, 225-234.
[51] Y. Yamamoto and F. Hirano, “Relation Between Scuffing Resistance AND The Increase in Surface Hardness during Tests under Conditions of Rolling/Sliding,” Wear, 63, 1980, 165-173.
[52] W. Hirst and A. E. Hollander, “Surface Finish and Damage in Sliding,” Proceedings of the Royal Society A: Mathematical, Physical and Engineering Sciences, 337, 1610, 1974, 379–394.
[53] Ł. Wojciechowski and T. G. Mathia, “Proposal of Invariant Precursors for Boundary Lubricated
第1章 序 論
17 Scuffing,” Wear, 340–341, 2015, 53–62.
[54] L. Wojciechowski, K. J. Kubiak, and T. G. Mathia, “Roughness and Wettability of Surfaces in Boundary Lubricated Scuffing Wear,” Tribology International, 93,2016, 593–601.
[55] L. Wojciechowski and T. G. Mathia, “Focus on The Concept of Pressure-Velocity-Time (pVt) Limits for Boundary Lubricated Scuffing,” Wear, 402–403, 2018, 179–186.
[56] Ł. Wojciechowski, M. Wieczorowski, and T. G. Mathia, “Transition from The Boundary Lubrication to Scuffing – The Role of Metallic Surfaces Morphology,” Wear, 392–393, 2017, 39–
49.
[57] Z. Wang, Q. Yu, X. Shen, and X. Chen, “A Simple Model for Scuffing Risk Evaluation of Point Contact Under Mixed Lubrication,” Journal of Tribology, 140, 3, 2017, 031502.
[58] S. A. Shevchik, F. Saeidi, B. Meylan, and K. Wasmer, “Prediction of Failure in Lubricated Surfaces Using Acoustic Time–Frequency Features and Random Forest Algorithm,” IEEE Transactions on Industrial Informatics, 13, 4, 2017, 1541–1553.
[59] A. Hase, H. Mishina, and M. Wada, “Fundamental Study on Early Detection of Seizure in Journal Bearing by Using Acoustic Emission Technique,” Wear, 346–347, 2016, 132–139.
[60] K. C. Ludema, “A Review of Scuffing and Running-In of Lubricated Surfaces, with Asperities and Oxides in Perspective,” Wear, 100, 1984, 315–331.
[61] H. Yoon, J. Zhang, and F. Kelley, “Scuffing Characteristics of SAE 50b38 Steel under Lubricated Conditions,” Tribology Transactions, 45, 2, 2002, 246–252.
[62] Liu Jiajun, Lu Zhiqiang, and Cheng Yinqian, “The Study of Scuffing and Pitting Failure of Cam- Tappet Rubbing Pair,” Wear, 140, 1, 1990, 135–147.
[63] C. ZHANG, H. S. CHENG, and Q. J. WANG, “Scuffing Behavior of Piston-Pin/Bore Bearing in Mixed Lubrication—Part II: Scuffing Mechanism and Failure Criterion,” Tribology Transactions, 47, 1, 2004, 149–156.
[64] J. Hershberger, O. O. Ajayi, J. Zhang, H. Yoon, and G. R. Fenske, “Evidence of Scuffing Initiation by Adiabatic Shear Instability,” Wear, 258, 2005, 1471–1478.
[65] O. O. Ajayi, C. Lorenzo-Martin, R. A. Erck, and G. R. Fenske, “Scuffing Mechanism of Near- Surface Material during Lubricated Severe Sliding Contact,” Wear, 271, 9–10, 2011, 1750–1753.
[66] D. Markov and D. Kelly, “Mechanisms of Adhesion-Initiated Catastrophic Wear: Pure sliding,”
Wear, 239, 2, 2000, 189–210.
[67] W. Piekoszewski, M. Szczerek, and W. Tuszynski, “The Action of Lubricants under Extreme Pressure Conditions in A Modified,” Wear, 249, 3–4, 2001, 188–193.
[68] M. Szczerek and W. Tuszynski, “A Method for Testing Lubricants under Conditions of Scuffing.
Part I. Presentation of The Method,” Tribotest journal, 8, 4, 2002, 273-284.
[69] M. D. Rogers, “The Mechanism of Scuffing in Diesel Engines,” Wear, 15, 2, 1970, 105–116.
[70] M. D. Rogers, “Metallographic Characterisation of Transformation Phases on Scuffed Cast-Iron
第1章 序 論
18
Diesel Engine Components,” Tribology, 2, 2, 1969, 123–127.
[71] A. A. Torrance and A. Cameron, “Surface Transformations in Scuffing,” Wear, 28, 3, 1974, 299–
311.
[72] J. A. Leng and J. E. Davies, “Examination of Wear Debris Produced Using A Four-Ball Machine,”
Tribology International, 22, 2, 1989, 137–142.
[73] J. L. Derep, “Microstructure Transformation Induced by Adiabatic Shearing in Armour Steel,” Acta Metallurgica, 35, 6, 1987, 124–249.
[74] H. C. Rogers, “Adiabatic Plastic Deformation,” Annual Review of Materials Science, 9, 1979, 283–
311.
[75] S. B. Hosseini, U. Klement, Y. Yao and K. Ryttberg, “Formation Mechanisms of White Layers Induced by Hard Turning of AISI 52100 Steel,” Acta Materialia, 89, 2015, 258-267.
[76] Y. Xu, J. Zhang, Y. Bai, and M. A. Meyers, “Shear Localization in Dynamic Deformation:
Microstructural Evolution,” Metallurgical Materrials Transactions A, 39, 4, 2008, 811–843.
[77] O. O. Ajayi, J. G. Hersberger, J. Zhang, H. Yoon, and G. R. Fenske, “Microstructural Evolution during Scuffing of Hardened 4340 Steel - Implication for Scuffing Mechanism,” Tribology International, 38, 3, 2005, 277–282.
[78] M. F. Alzoubi, O. O. Ajayi, J. B. Woodford, A. Erdemir, and G. R. Fenske, “Scuffing Performance of Amorphous Carbon during Dry-Sliding Contact,” Tribology Transactions, 44, 4, 2001, 591–596.
[79] V. P. Kuznetsov, S. Y. Tarasov, and A. I. Dmitriev, “Nanostructuring Burnishing and Subsurface Shear Instability,” Journal of Materials Processing Technology, 217, 2015, 327–335.
[80] J. Hershberger, O. . Ajayi, J. Zhang, H. Yoon, and G. . Fenske, “Formation of Austenite during Scuffing Failure of SAE 4340 Steel,” Wear, 256, 1–2, 2004, 159–167.
[81] F. Hirano and S. Yamamoto, “Four-Ball Test on Lubricating Oils Containing Solid Particles,” Wear, 2, 1959, 349-363.
[82] J. C. Enthoven and H. A. Spikes, “Visual Observation of the Process of Scuffing,” Tribology Series, 30, 1995, 487–494.
[83] H. Li, K. Yagi, J. Sugimura, S. Kajita, and T. Shinyoshi, “Role of Wear Particles in Scuffing Initiation,” Tribology Online, 8, 5, 2013, 285–294.
[84] K. Yagi, Y. Ebisu, J. Sugimura, S. Kajita, T. Ohmori, and A. Suzuki, “In Situ Observation of Wear Process Before and During Scuffing in Sliding Contact,” Tribology Letters, 43, 3, 2011, 361–368.
[85] G. K. Nikas, E. loannides, and R. S. Sayles, “Thermal Modeling and Effects From Debris Particles in Sliding/Rolling EHD Line Contacts—A Possible Local Scuffing Mode,” Journal of Tribology, 121, 2, 1999, 272-281.
[86] G. K. Nikas, “Particle Entrainment in Elastohydrodynamic Point Contacts and Related Risks of Oil Starvation and Surface Indentation,” Journal of Tribology, 124, 3, 2002, 461-467.
[87] S. Chandrasekaran, M. V. Khemchandani, and J. P. Sharma, “Effect of Abrasive Contaminants on
第1章 序 論
19
Scuffing,” Tribology International, 18, 4, 1985, 219–222.
[88] 笹田直, 凝着と摩耗, 潤滑, 24, 11, 1979, 700-705.
[89] H. Mishina and T. Sasada, “Observation of Micro-Structure in Seized Portion and Mechanism of Seizure,” Journal of Tribology, 108, 1, 1986, 128.
[90] S.-T. Kim, J.-Y. Woo, and Y.-Z. Lee, “Friction, Wear, and Scuffing Characteristics of Marine Engine Lubricants with Nanodiamond Particles,” Tribology Transactions, 59, 6, 2016, 1098–1103.
[91] H. Y. Chu, W. C. Hsu, and J. F. Lin, “The Anti-Scuffing Performance of Diamond Nano-Particles as An Oil Additive,” Wear, 268, 7–8, 2010, 960–967.
[92] H. Y. Chu, W. C. Hsu, and J. F. Lin, “Scuffing Mechanism during Oil-Lubricated Block-on-Ring Test with Diamond Nanoparticles as Oil Additive,” Wear, 268, 11–12, 2010, 1423–1433.
[93] M. Kamal, H. Xianjun, L. Mai, C. Bicheng, R. F. Turkson and C. Qingping, “Reducing Frictional Power Losses and Improving The Scuffing Resistance in Automotive Engines using Hybrid Nanomaterials as Nano-Lubricant Additives,” Wear, 364–365, 2016, 270–281.
[94] M. Ingram, C. Hamer, and H. Spikes, “A New Scuffing Test Using Contra-Rotation,” Wear, 328–
329, 2015, 229–240.
[95] W. GREW and A. CAMERON, “Role of Austenite and Mineral Oil in Lubricant Failure,” Nature, 217, 5127, 1968, 481–482.
[96] R. M. Matveevsky, V. M. Sinaisky, and I. A. Buyanovsky, “Contributions to the Influence of Retained Austenite Content in Steels on the Temperature Stability of Boundary Lubricant Layers in Friction,” Journal of Lubrication Technology, 97, 3, 1975, 512.
[97] A. Begelinger, A. W. J. de Gee, and G. Salomon, “Failure of Thin Film Lubrication—Function- Oriented Characterization of Additives and Steels,” ASLE Transactions, 23, 1, 1980, 23–34.
[98] 山本雄二, 平野冨士夫, “焼付きにおよぼす炭素鋼組織の影響,” 潤滑, 19, 3, 1973, 199–207.
[99] 山本雄二, 平野冨士夫, “焼付きにおよぼす炭素鋼組織の影響(続報),” 潤滑, 20, 1, 1974, 37–44.
[100] 平塚健一, “摩擦・摩耗現象のその場観察とその場測定,” トライボロジスト, 55, 1, 2010,
37–42.
[101] J. Enthoven and H. A. Spikes, “Infrared and Visual Study of the Mechanisms of Scuffing,”
Tribology Transactions, 39, 2, 1996, 441–447.
[102] M. Miyajima, K. Kitamura, and K. Matsumoto, “In Situ Raman Tribometry for the Formation and Removal Behavior of FeS2 Tribofilm in the Scuffing Process,” Tribology Online, 11, 2, 2016, 382–
388.
[103] K. Yagi, Y. Ebisu, J. Sugimura, S. Kajita, T. Ohmori, and A. Suzuki, “In Situ Observation of Wear Process before and during Scuffing in Sliding Contact,” Tribology Letters, 43, 3, 2011, 361–368.
[104] H. Li, K. Yagi, J. Sugimura, S. Kajita, and T. Shinyoshi, “Role of Wear Particles in Scuffing Initiation,” Tribology Online, 8, 5, 2013, 285–294.
第1章 序 論
20
[105] K. Yagi, S. Kajita, T. Izumi, J. Koyamachi, M. Tohyama, K. Saito and J. Sugimura, “Simultaneous Synchrotron X-ray Diffraction, Near-Infrared, and Visible In Situ Observation of Scuffing Process of Steel in Sliding Contact,” Tribology Letters, 61, 2, 2016, 19.
[106] S. Kajita, K. Yagi, T. Izumi, J. Koyamachi, M. Tohyama, K. Saito and J. Sugimura, “In Situ X-Ray Diffraction Study of Phase Transformation of Steel in Scuffing Process,” Tribology Letters, 57, 1, 2015, 6.
[107] T. Izumi K. Yagi, J. Koyamachi, K. Saito, S. Sanda, S. Yamaguchi, H. Ikehata, Y. Yogo and J.
Sugimura, “Surface Deteriorations During Scuffing Process of Steel and Analysis of Their Contribution to Wear Using In Situ Synchrotron X-Ray Diffraction and Optical Observations,”
Tribology Letters, 66, 3, 2018, 120.
第2章 焼付き発生時における塑性流動挙動の観察
21
第 2 章 焼付き過程における塑性流動挙動の観察
2.1. はじめに
焼付きに関して多くのモデルが提案されているが,焼付きは未だに複雑な現象として認 識されている.その理由として,焼付きに影響を及ぼす要因が多く存在していることと,焼 付きが突発的かつ急激に変化する現象であることがあげられる.第1章で示したように,焼 付きは摩擦面の粗さ,機械的特性および摩擦面温度などの影響を受けるが,これらは摩擦下 において変化するものであり,互いに影響を及ぼし合っている.焼付き現象を解明するため に,摩擦面の逐次変化を捉えることは重要であり,摩擦面その場観察手法は有効な手段であ る.八木ら[1]の結果から,焼付き中の摩擦面において塑性流動が発生する様子が観察され,
その塑性流動部が高温かつ相変態を伴うことが示された.さらに,塑性流動の発生と摩耗量 との関係も示された[2].すなわち,塑性流動は摩擦面に大きな変化を与えるため,塑性流動 の挙動を知ることが重要である.しかし,塑性流動単体の挙動を捉えるには従来のカメラの 撮影速度では不十分であった.塑性流動がどの程度の時間スケールの現象なのか,塑性流動 挙動が長い時間スケールにおいてどのように変化していくのか,これらはまだ分かってい ない.本章では高速かつ長時間の撮影が可能なシステムを構築し,鋼表面の摩擦面その場観 察を行い,長時間の摩擦面変化および瞬間的な塑性流動挙動を明らかにする.
2.2. 実験方法
Figure 2.1に本章で使用する実験装置の概略図を示す.装置は大きく二つに分けられ,撮
影システムが摩擦試験機の上部に設置されたものとなっている.
本研究ではピン・オン・ディスク型の摩擦試験機を使用する.サファイアディスクはタイ ミングベルトを介してACサーボモータにより回転させる.ピンはリニアガイドに支持され たアタッチメントに固定されており,実験装置の下側からエアシリンダにより荷重が負荷 される.荷重は負荷を開始してから0.2 ms に満たない時間で設定荷重に到達する.荷重お よび摩擦力はロードセルにより測定する.ロードセルのシステム誤差は 2.3%である.ピン の材料はSUJ2鋼(米国鉄鋼協会規格,AISI52100と同等)である.Figure 2.2にピン試験片 の概略図を示す.ピン直径4 mm,先端曲率12.7 mmであり,ピン頭頂部から1 mm深部に K型熱電対が取り付けられており,摩擦面温度を測定することができる.熱電対の誤差は約 3ºCである.荷重,摩擦力,温度および撮影画像はそれぞれ同期して測定および撮影される.
測定データのサンプリングレートはどれも等しく25 sample/secondに設定した.
撮影システムは4台のモノクロCCDカメラと4台のキセノンフラッシュランプによって 構成されており,それぞれを倍率1倍のテレセントリック光学レンズに取り付けている.カ メラのピクセル数は4.65×4.65 µm/pixelである.フラッシュランプの発光時間は800 nsで あり,瞬間的な画像を取得するための光源として使用した.カメラの露光時間は20 µsに設
第2章 焼付き発生時における塑性流動挙動の観察
22
定されている.カメラとランプはパソコンにインストールされたDAQシステムにより独立 して操作することができる.4台のカメラ間の撮影間隔はトリガタイミングを変更して調整 することでできる.Figure 2.3にトリガ制御のタイミングチャートを示す.Figure 2.3(a)は1 対のカメラとフラッシュランプに関するタイミングチャートである.Figure 2.3(b)は4対の カメラとフラッシュランプに関するタイミングチャートである.カメラ 0 を起動するため に使用されるパルスを基準パルスとして使用する.フラッシュランプは対応するカメラが 起動した後15 µs遅れで作動する.この15 µsにはフラッシュランプの起動時間1.73 µs(精
度300 ns)が含まれている.カメラ間の起動タイミングのずれは300 µsであり,カメラの
起動時間14.2 µs(精度29.6 ns)が含まれている.カメラに取得された画像データはそれぞ
れのカメラに対応する4台のハードディスクに記録され,長時間の撮影を可能としている.
今回の撮影システムでは,4台のカメラ間において撮影間隔が短く,ハードディスクの容量 に依存する長さの長時間撮影が可能である.
ピンの初期温度は30ºCに設定.すべての実験は無潤滑条件下で荷重100 Nで行い,すべ
り速度は2.0 m/s, 3.0 m/sおよび4.0 m/sの3種類の実験を行った.各実験において,すべり
距離が120 mになったときに実験を止めた.カメラ単体のフレームレートは毎秒25フレー
ムとして撮影を行った.
AC servo motor Camera 0, 1
Camera 2, 3
Lamp 0, 1, 2, 3 Sapphire disc
Steel pin
Load cell for load Load cell for friction
Ball bearing
Heater
Fig. 2.1 In-situ observation system and pin-on-disc-type tribometer
第2章 焼付き発生時における塑性流動挙動の観察
23
4 mm
1 m m Thermocouple
Fig. 2.2 Pin specimen Reference pulse
20 µs
800 ns
Precision of 29.6 ns
Precision of 300 ns Camera 0
Flashing lamp 0 15 µs
14.2 µs (a)
Camera 0 +Flashing lamp 0
Camera 1 +Flashing lamp 1
Camera 2 +Flashing lamp 2
Camera 3 +Flashing lamp 3
300 µs
300 µs
300 µs
Reference pulse Reference pulse
40 ms (b)
Fig. 2.3 Timing chart of the trigger control. (a) indicates the relationship between a camera and a lamp (b) indicates the relationship among all devices
第2章 焼付き発生時における塑性流動挙動の観察
24
2.3. 実験結果
2.3.1. 実験初期段階
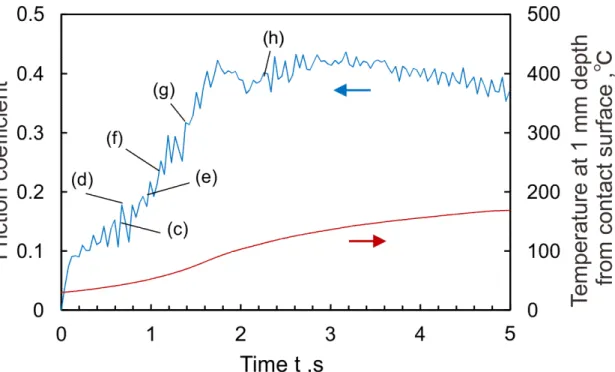
Figure 2.4はすべり速度3.0 m/sの実験における実験開始後5 s間の摩擦係数および温度の
結果である.実験開始後数秒で摩擦係数が0.1から 0.4へ増加し,温度の上昇もみられた.
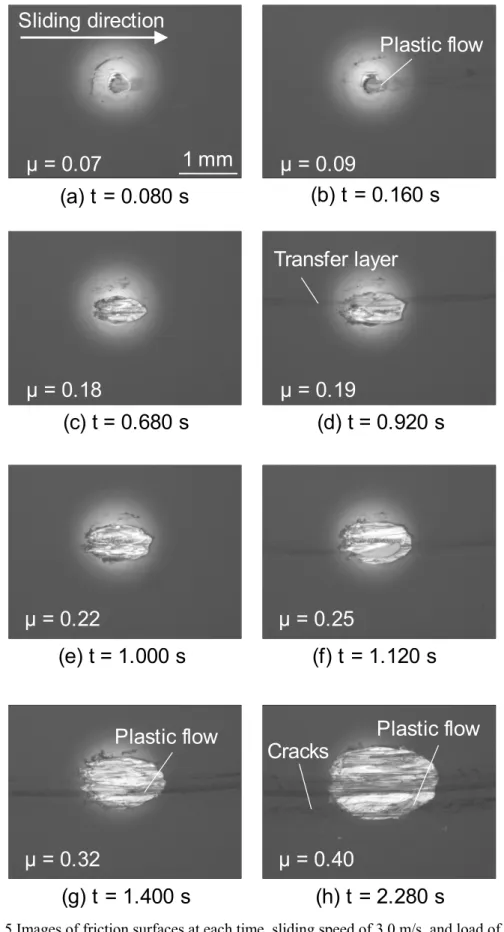
Figure 2.5はこの時に1台のカメラで撮影された摩擦面の画像を示す.ディスクのすべり方
向は左から右である.摩擦係数の値は画像の左下に示している.試験時間t = 0.080 sで,画 像中央部に直径約0.4 mmの摩擦面が見られており,細かい摩耗粒子が摩擦面入り口側に堆 積している様子がわかる.試験時間t = 0.160 sで摩擦面中央から塑性流動が発生している.
このときの最大ヘルツ圧は1.4 GPaであり,摩擦面温度は32.16ºCであった。初期の塑性流 動が発生したあと,塑性流動は断続的に発生しながら摩擦面が拡大し,摩擦係数が上昇した.
試験時間t = 1.400 sでは,ディスクに付着した移着膜が摩擦面を通過している箇所で塑性流
動が発生している様子がみられた.試験時間t = 2.280 sでは,サファイアディスクに形成さ れたクラックが摩擦面を通過している箇所で塑性流動が発生する様子がみられた.
Fig. 2.4 Friction coefficient and temperature at 1-mm depth from the contact surface between 0 and 5 s, sliding speed of 3.0 m/s, and load of 100 N
第2章 焼付き発生時における塑性流動挙動の観察
25
(a) t = 0.080 s (b) t = 0.160 s
(c) t = 0.680 s (d) t = 0.920 s
(e) t = 1.000 s (f) t = 1.120 s
(g) t = 1.400 s (h) t = 2.280 s 1 mm
Sliding direction
µ = 0.09
µ = 0.18
µ = 0.22 µ = 0.25
µ = 0.19
µ = 0.32 µ = 0.40
Plastic flow
µ = 0.07
Cracks
Transfer layer
Plastic flow Plastic flow
Fig. 2.5 Images of friction surfaces at each time, sliding speed of 3.0 m/s, and load of 100 N
第2章 焼付き発生時における塑性流動挙動の観察
26
Figure 2.6はFig. 2.5(b), (d), (f), (h)に示した摩擦面における4台のカメラで撮影された高速
撮影の結果である.画像間の時間間隔は300 µsである.Figure 2.6(b0-b3)で見られるように 移着膜が通過した後で塑性流動が発生していることがわかる.Figure 2.6(d0-d3)では摩擦面 において移着膜が通過する軌道上で塑性流動が発生している.この間に塑性流動は摩擦面 出口側に流動している様子がわかる.Figure 2.6(f0-f3)で比較的大きい塑性流動が摩擦面下側 にみられるが,時間が経つにつれ,塑性流動が摩擦面入り口側から白色になっていることが
わかる.Figure 2.6(h0-h3)ではディスク上のクラックが摩擦面上を通過した後で塑性流動が
発生している様子がみられた.
第2章 焼付き発生時における塑性流動挙動の観察
27 (b-0) t = 0.1591 s
(b-1) t = 0.1594 s
(b-3) t = 0.1600 s (b-2) t = 0.1597 s
(d-0) t = 0.9191 s
(d-1) t = 0.9194 s
(d-3) t = 0.9200 s (d-2) t = 0.9197 s
(f-0) t = 1.1191 s
(f-1) t = 1.1194 s
(f-3) t = 1.1200 s (f-2) t = 1.1197 s
(h-0) t = 2.2791 s
(h-1) t = 2.2794 s
(h-3) t = 2.2800 s (h-2) t = 2.2797 s Sliding direction
Transfer layer
Pass of transfer layer
Plastic flow
White area
1 mm Plastic flow
Cracks
Plastic flow Pass of cracks
1 mm
1 mm 1 mm
Sliding direction
Sliding direction Sliding direction
Plastic flow
Fig. 2.6 Fast images of the friction surfaces obtained from Fig. 2.5
第2章 焼付き発生時における塑性流動挙動の観察
28
2.3.2. 実験全段階
Figure 2.7 はFig. 2.4 の実験結果を実験終了まで示した全過程における摩擦係数および温
度の結果である.摩擦係数の変化に追従して温度が変化していることがわかる.また,摩擦 係数の上部に示されるドットは塑性流動が観察されたことを示している.実験の初期段階 において塑性流動が多く発生しており,摩擦係数が急激に減少するときに塑性流動の発生 が少ないことがわかる.Figure 2.8はFig. 2.7 の(i)から(p)でレタリングされた所での摩擦面 画像を示す.摩擦係数が上昇しているときの摩擦面であるFig. 2.8(i, k)と比べると,摩擦係 数が減少している間の摩擦面であるFig. 2.8(j)において摩擦面の輝度が高いことがわかる.
実験開始後t = 14 sから40 sの期間ではそれまでの期間と比べて,塑性流動の発生頻度が少 なく摩擦係数の変動が小さくなっている.Figure 2.8(l-p)を見ると,実験開始初期と比べて摩 擦面が黒くなっていることがわかる.Figure 2.8(o)は摩擦係数が上昇しているときの摩擦面 であり,このとき摩擦面に塑性流動が発生している様子が見られた.Figure 2.9にFig. 2.8(o) の高速撮影画像を示す.Figure 2.9を見ると,摩擦面入り口側においてディスクの移着膜が 摩擦面を通過した後で塑性流動が発生している様子がわかる.試験時間t = 39.560 sのすぐ 後に荷重の負荷を止めて実験を停止した.Figure 2.10は,すべり速度3 m/sで行われた実験 終了後のサファイアディスクを共焦点レーザー顕微鏡にて撮影した光学画像および線 A-B で示す箇所の粗さ測定の結果である.移着膜がディスク上に形成されており,数µm程度の 厚さを持つことがわかる.
Fig. 2.7 Friction coefficient and temperature at 1-mm depth from the contact surface between 0 and 40 s, sliding speed of 3.0 m/s, and load of 100 N
第2章 焼付き発生時における塑性流動挙動の観察
29
( ) t = 6.560 s (j) t = 9.320 s
(k) t = 10.320 s (l) t = 15.360 s
(m) t = 22.000 s (n) t = 31.640 s
(o) t = 33.360 s
µ = 0.16
µ = 0.27
µ = 0.34 µ = 0.28
µ = 0.34
µ = 0.40
µ = 0.37 1 mm
Sliding direction
(p) t = 39.560 s µ = 0.38
Plastic flow
Plastic flow i
Fig. 2.8 Images of the friction surfaces at each time, sliding speed of 3.0 m/s, and load of 100 N
第2章 焼付き発生時における塑性流動挙動の観察
30
(o-0) t = 33.3591 s (o-1) t = 33.3594 s
(o-2) t = 33.3597 s (o-3) t = 33.3600 s Sliding direction
Transfer layer Pass of transfer layer
Plastic flow
1 mm
Fig. 2.9 Fast images from Fig. 2.8(o) captured by four cameras
Sliding direction
200 µm A
B Position, µm
Heightm, µ
-3 -2 -10 1 2 3 4
0 200 400 600 800 1000
A B
Fig. 2.10 Transfer materials on the sapphire disc observed by the laser microscope after the sliding test at a sliding speed of 3.0 m/s showing in the left image. Roughness of the vertical line on the
image showing in the right graph.