MEC-13-159
NC 工作機械における自励びびり振動抑制を目的とした
主軸モータ回転数の高周波変動制御
石橋央成
∗,藤本博志(東京大学),石井眞二,山本浩司,寺田祐貴(株式会社 森精機製作所)
High frequency variation speed control of spindle motor for self-excited chattering vibration suppression in NC Machine tools.
Teruaki Ishibashi∗, Hiroshi Fujimoto (The University of Tokyo) Shinji Ishii, Kouji Yamamoto, Yuki Terada (MORI SEIKI Co. Ltd.)
Abstract
This paper proposes a spindle motor control for self-excited chatter vibration suppression in numerical control (NC) machine tools. In conventional NC machine tools, spindle speed is set to constant value during machining, and the spindle speed is determined according to analysis or operator’s experience. The proposed method prevents self-excited chatter vibration by varying spindle speed with high frequency during machining. This method suppresses the distur-bance deriving from cutting resistance by repetitive control, and archive spindle speed variation with high frequency by perfect tracking cotrol. Finally, we show the advantages of the proposed method by simulations and experiments. キーワード:NC 工作機械,エンドミル加工,突っ切り加工,主軸速度制御,自励びびり振動,完全追従制御,繰り返し制御 (NC machine tools, end milling, cutting-off processing, spindle speed control, self-exited chatter vibration, perfect tracking control, repetitive control. )
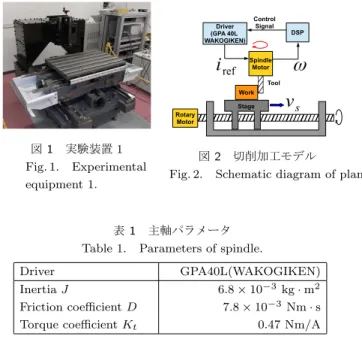
1. はじめに 産業界では数値制御 (NC) による工作機械が,マザーマシン として重要な役割を担っている。そのため工作機械には常に 高速・高精度化が要求されており,これらを実現するための研 究開発が盛んに行われている。 加工精度を悪化させる原因として,切削抵抗,工具やワー クの変形,びびり振動,熱膨張などが挙げられる(1)。びびり 振動とは切削加工中,諸原因によって工具が振動する現象の ことを指す。びびり振動は発生原因によって強制びびり振動と 自励びびり振動に大別される(2)。 強制びびり振動は過大な外力や,外力の周波数と振動系の共 振周波数が同期することによって発生する(3)。強制びびり振 動を抑制するためには切削抵抗が過大にならないようにする必 要があるため,切削抵抗のモニタリングやモデル式に基づいて 切削抵抗の予測を試みた研究が数多く報告されている(4)∼(8)。 自励びびり振動は再生効果によって引き起こされる(9)。自 励びびり振動の先行研究は主に解析的手法を用いており,びび り振動が発生しない切削条件を数値解析によって求めている。 解析によるアプローチには工具や工作物に関する多大なパラ メータが必要であり,これらのパラメータを測定するためには 労力と技術が必要となる。また,切削中工具の摩耗や温度変 化によってパラメータは常に変動するため本アプローチは実 用的ではない。 主軸モータの速度はある工程内では一定で行われるのが通 常であるが,能動的に主軸速度を変動させることで自励びびり 振動の抑制を試みる研究が報告されている(10)∼(12)。これらの 研究では,速度の変動幅を大きくすることによって自励びびり 振動の抑制を行っており,変動周期についての言及は少ない。 図 1 実験装置 1 Fig. 1. Experimental equipment 1. 図 2 切削加工モデル
Fig. 2. Schematic diagram of plant.
表 1 主軸パラメータ Table 1. Parameters of spindle.
Driver GPA40L(WAKOGIKEN) Inertia J 6.8× 10−3kg· m2
Friction coefficient D 7.8× 10−3Nm· s Torque coefficient Kt 0.47 Nm/A
しかし,加工精度の観点から変動幅は小さいことが望ましい。 本研究では,速度の変動幅を可能な限り小さくし,変動周期 を小さくすることによって自励びびり振動の抑制を試みる。 本稿では,自励びびり振動を抑制するための主軸制御につ いて述べる。変動周期を小さくするためには,高速な速度制 御が必要である。また,切削中には切削抵抗による大きな外 乱が発生する。過去には,周期的外乱の抑圧を目的とした学 習制御が提案されている(13) (14)。本稿では,学習制御と完全 追従制御法(15)を用いることで切削抵抗による外乱下における 高速な速度変動制御を実現する。
図 3 主軸モータブロック図(実験装置 1) Fig. 3. Block diagram of plant.
図 4 突っ切り加工モデル Fig. 4. Cutting off processing.
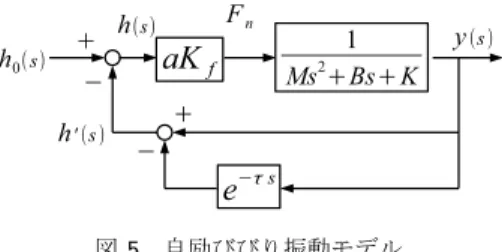
2. 制御対象 本研究に用いた実験装置 1 を図 1 に示す。また,切削加工 中の制御対象のモデル図を図 2 に示す。ステージを水平方向 へ送り,ステージに固定されているワークを工具に押し当てる ことによって切削を行う。切削中には工具とワークの間に切削 抵抗が生じる。 切削中の制御対象のブロック図を図 3 に示す。i [A] を印加 電流,Kt [Nm/A] をトルク定数,T [Nm] を出力トルクとす ると, T = Kti· · · (1) が成り立つ。本稿では切削抵抗を主軸モータへの外乱トルク とし,Fcut[Nm] と表記する。J [kg· m2] を工具を含めた主軸 のイナーシャ,D [Nm· s] を主軸モータの摩擦係数,ω [rad/s] を主軸速度とすると, ω = 1 J s + D(T− Fcut)· · · ·(2) が成り立つ。本研究で使用したドライバ及び,主軸モータの パラメータを表 1 に示す。 3. びびり振動 びびり振動は,強制びびり振動と自励びびり振動に大別さ れる。本章ではそれぞれの発生メカニズムについて述べる。 〈3・1〉 強制びびり振動 強制びびり振動は,外力が振動 系を加振することによって発生する単純な振動現象である(3)。 振動系の周波数応答関数を G(ω),周期的な外力を F (ω) とす ると,振動系の振幅 Y (ω) は式(3)のように表される。 Y (ω) = G(ω)F (ω)· · · (3) 強制びびり振動は外力が過大になった場合や,外力の周波数 が振動系の共振周波数の付近に分布する場合に発生する。 〈3・2〉 自励びびり振動 本研究はエンドミル加工を対象としているが,エンドミルの 振動方向が 1 方向のみであると簡易化し,突っ切り加工と同様 の振動モデルを用いる。突っ切り加工モデルを図 4 に示す(2)。 図 5 自励びびり振動モデル
Fig. 5. Block diagram of self-exited chatter vibration. 突っ切り加工では工作物を回転させ,幅 a [m] の工具を一定速 で送ることによって切削を行う。工作物の回転速度を ω,工具 の送り速度を vs[m/s] とすると,静的な切り取り厚さ h0 [m] は式(4)となる。 h0= vs( 2π ω)· · · (4) 反力 Fn[N] によって工作物が加振され,その変位を工具から 離れる方向を正にとり y(t)[m] と表す。また,工作物が 1 回転 するのにかかる時間を τ [s] とすると,1 回転前の工具の変位 は y(t− τ) となる。工具が振動すると切削表面には図 4 に示 すような波形が形成され,切り取り厚さが変動する。切削加 工では,1 回転前で切削した表面の上を切削することになるの で動的な切り取り厚さ h′ [m] は式(5)となる。 h′= y(t− τ) − y(t)· · · (5) 実切り取り厚さ h [m] は静的な切り取り厚さ h0と動的な切り 取り厚さ h′の合計となる。反力 F nは比切削抵抗 Kf[Pa] と工 具幅 a を用いて式(6)と表せる。 Fn= aKfh· · · (6) 反 力 Fn か ら 振 動 系 の 変 位 y ま で の 伝 達 関 数 G(jω) を 2 次 系 と す る と ,ブ ロック 図 は 図 5 に な る 。こ こ で , M [Ns2/m], D [Ns/m], K [N/m] はそれぞれ振動系の動質量, 機械インピーダンス,動剛性である。 静的切り取り厚さから実切り取り厚さへの伝達関数は, h(s) h0 = 1 1 + (1− e−sτ)aKfG· · · (7) 臨界状態のとき,びびり振動の振幅は減衰することなく一定 振幅で振動する。このときのびびり振動の周波数を ωcとする と式(8)が成り立つ。 1 + (1− e−jωcτ )alimKf(Φ + jH) = 0· · · (8) ここで,alimは臨界状態になる突っ切り幅,Φ, H はそれぞれ G の実部と虚部である。さらに実部と虚部がともに 0 になる 条件から,式(9), 式(10)が得られる。
1 + alimKf[Φ(1− cosωcτ )− Hsinωcτ ] = 0· · · (9)
Φsinωcτ + H(1− cosωcτ ) = 0· · · (10) 式(9), 式(10)より,臨界突っ切り幅 alimは式(11)となる。 alim=| 1 2KfΦ(ωc)|· · · (11) 一定速度で切削を行った場合,臨界突っ切り幅以上の突っ切り 幅で切削を行うと自励びびり振動が発生する。
図 6 主軸速度指令値 Fig. 6. Reference of spindle speed.
10−2 100 10−3 10−2 10−1 100 RVA[−] Displacement of tool [µm] R VF [− ] 0 0.5 1 1.5 2 2.5 図 7 自励びびり振動の RVA, RVF 依存性 (N0= 262 rad/s)
Fig. 7. Dependence of RVA, RVF (N0= 262 rad/s).
4. 提案手法による自励びびり振動抑制 第〈3・2〉節で述べた通り,切削抵抗の周期的変動と切り取り 厚さの周期的変動の相互作用が互いに強め合う条件下で切削 を継続すると自励びびり振動が発生する。従って,その周期性 を崩すことで自励びびり振動の抑制が可能となる。びびり振 動の周波数は振動系の共振周波数付近に分布することが過去 の解析結果より明らかになっている(2)。そのため,主軸速度 の変動に比例して加工表面に生成される波形の波長が変動す る。本章では,提案法である主軸速度変動による自励びびり 振動抑制の有効性について検討を行う。 〈4・1〉 主軸速度変動制御 主軸速度を図 6 に示す三角 波状に変化させるものとする。ここで T [s] は三角波の周期, N0[rad/s] は区間 T における主軸速度の平均値,NA[rad/s] は主軸速度の変動幅とする。また,主軸速度変動パターンの パラメータとして速度変動率 RVA, 速度変動周期比 RVF を式 (12), 式(13)のように定義する。 RVA = NA N0 · · · (12) RVF = 2π N0T · · · (13) 表 2 びびり振動パラメータ Table 2. Parameters of chatter vibration.
Feed rate vs 2× 10−3m/s
Width of cut a 5× 10−3m Specific cutting force Kt 300 MPa
Dynamic mass M 10 Ns2/m Mechanical impedance B 200 Ns/m Dynamic rigidity K 5× 105 N/m 〈4・2〉 自励びびり振動シミュレーション 主軸速度を三 0 0.2 0.4 0.6 0.8 1 10−8 10−6 10−4 10−2 RVF [-] y [m m ] (a) Dependence of RVF. 0 1 2 3 -5 0 5 x 10 -5 Time [s] y [m m ] (b) RVF = 0.2 . 0 1 2 3 -2 -1 0 1 2 x 10 -6 Time [s] y [m m ] (c) RVF = 0.4 . 0 1 2 3 -1 -0.5 0 0.5 1 x 10 -7 Time [s] y [m m ] (d) RVF = 0.8 . 図 8 自励びびり振動の RVF 依存性 (N0= 262 rad/s, RVA = 0.1)
Fig. 8. Dependence of RVF(N0= 262 rad/s, RVA = 0.1).
図 9 実験装置 2
Fig. 9. Experimental equipment 2.
角波状に変化させながら切削した場合のシミュレーションを 行った。一定速度で切削を行うとびびり振動が発生する主軸速 度 262 rad/s を N0に選んだ。RVA, RVF をそれぞれ 0.001 以 上 1 未満の範囲で変化させ,シミュレーションを行った。シミュ レーション結果を図 7 に示す。RVA が 0.05 付近を境に急激に 自励びびり振動が抑圧されている。図 8(a) に RVA = 0.1 に固 定した場合の RVF 依存性を示す。図 8(b), 図 8(c), 図 8(d) に RVF = 0.2, 0.4, 0.8 のときの工具変位量を示す。RVF = 0.2, 0.4 では時間に伴い振動幅が増加しており自励びびり振動が抑圧で きていない。RVF = 0.8 では振動幅の減衰がみられるため自 励びびり振動が抑圧されている。シミュレーションから,RVF の増加による自励びびり振動の抑圧効果が確認できる。 〈4・3〉 主軸速度変動によるびびり振動抑制実験 本節で は,主軸速度変動による自励びびり振動抑制の有効性を実験 により示す。図 9 の実験装置を用い,金属切削を行った。工具 取り付け部に設置された加速度センサによって,工具の振動 を検出する。切削条件を表 3 に示す。 図 10(a), 図 11(a) に示す主軸速度で切削を行った。加速度セ ンサによって検出された工具の振動を図 10(b), 図 11(b) に示す。 図 10 は RVA = 0.3, RVF = 0.01,図 11 は RVA = 0.4, RVF =
0 2 4 6 8 10 150 200 250 300 350 Time [s] ω [r a d / s] ωref ω
(a) Spindle speed.
0 2 4 6 8 10 -0.1 -0.05 0 0.05 0.1 Time [s] A cc el er a ti o n [m / s 2] (b) Vibration of tool. 0 500 1000 1500 2000 0 0.01 0.02 0.03 0.04 0.05 Frequency[Hz] A cc el er a ti o n [m / s 2]
(c) Vibration of tool (constant speed). 0 500 1000 1500 2000 0 0.01 0.02 0.03 0.04 0.05 Frequency[Hz] A cc el er a ti o n [m / s 2]
(d) Vibration of tool (variable speed).
図 10 びびり振動実験(RVA = 0.3, RVF = 0.01) Fig. 10. Experimental result of chatter vibration (RVA = 0.3, RVF = 0.01). 0 2 4 6 8 10 150 200 250 300 350 400 Time [s] ω [r a d / s] ωref ω
(a) Spindle speed.
0 2 4 6 8 10 -0.04 -0.02 0 0.02 0.04 0.06 Time [s] A cc el er a ti o n [m / s 2] (b) Vibration of tool. 0 500 1000 1500 2000 0 0.005 0.01 0.015 0.02 0.025 Frequency[Hz] A cc el er a ti o n [m / s 2]
(c) Vibration of tool (constant speed). 0 500 1000 1500 2000 0 0.005 0.01 0.015 0.02 0.025 Frequency[Hz] A cc el er a ti o n [m / s 2]
(d) Vibration of tool (variable speed).
図 11 びびり振動実験(RVA = 0.4, RVF = 0.02) Fig. 11. Experimental result of chatter vibration (RVA = 0.4, RVF = 0.02). 0.02 にて行われた結果である。一定速度で切削を行った場合 では工具の振動が増幅していることが確認された。一定速度 切削時の振動のスペクトル解析結果を図 10(c), 図 11(c) に示 す。びびり振動は共振周波数付近で発生するため(2),工具の 共振周波数は 800 Hz 付近に分布する。また,本切削条件では 強制びびり振動は発生しないため,観測された振動は自励び 表 3 切削条件 Table 3. Cutting condition. End mill flutes 4
End mill ϕ 20 mm Radial depth of cut 20 mm Axial depth of cut 2 mm
Work piece S25C Feed rate 643 mm/min−1
図 12 速度変動を考慮した RPTC Fig. 12. Repetitive Perfect tracking controller.
図 13 シグナルジェネレータ(PSG) Fig. 13. Periodic signal generator (PSG).
図 14 モータ位相に同期した信号発生 Fig. 14. Disturbance table.
びり振動である。主軸速度変動をさせながら切削することに よって,工具の振動が減少している。主軸速度変動時の振動 のスペクトル解析結果図 10(d), 図 11(d) から,共振周波数付 近の振動が抑制されていることが分かる。以上より,主軸速度 変動による自励びびり振動抑制の有効性が確認された。また, RVA, RVF の増加に伴ってびびり振動の抑制がより強力に行 われる傾向が観測された。 5. 高 RVF のための学習制御による切削抵抗補償 RVF の増加のためには,切削抵抗による外乱を抑制しつつ 高速な速度制御を行う必要がある。本章ではこれらの要求を 達成するための制御系について述べる。 切削抵抗は切りくずの厚さに比例するため,定常状態におい てその大きさは工具の回転角 θ [rad] に依存する。切削抵抗に よる外乱を抑制するための学習制御と,シングルレート PTC を用いた速度制御系を図 12 に示す。フィードバック制御器 CPI の各ゲインは極配置法によって極 ωpが 100 rad/s で重根とな るように設計した。 〈5・1〉 完全追従制御法 PTC 法はフィードフォワード
制御器とフィードバック制御器によってなる 2 自由度制御系で ある。フィードフォワード制御器はプラントの安定な逆システ ムであり,n 次の制御対象に対しては,1 サンプル点間に n 回 制御入力を切り替えるマルチレート制御によって完全追従が 達成される(15)。外乱やプラント変動が生じた場合にはフィー ドバック制御器によって追従誤差を抑圧する。本稿で扱う制御 対象は 1 次系であるため,通常のシングルレート制御で PTC が実現される。零次ホールドを用いて離散化されたプラント が式(14),式(15)で与えられるとする。 x[k + 1] = Ax[k] + Bu[k]· · · (14) ω[k] = Cx[k]· · · (15) これよりプラントの安全な逆モデルは式(16)となり,ノミナ ル出力は式(17)となる。 u0[k] = B−1(1− z−1A)xd[k + 1]· · · (16) ω0[k] = z−1Cxd[k + 1]· · · (17) 〈5・2〉 速度変動を考慮した外乱抑圧 入力端外乱は以下 の方法によって推定を行う。ω0をノミナル出力,e を速度誤 差としたとき,式(18),式(19)が成り立つ。 ω = ω0− P (s) 1 + CPI(s)P (s) Fcut(t)· · · (18) e(t) = ω0(t)− ω(t)· · · (19) 上式から切削抵抗 Fcutは以下のように表される。 ˆ Fcut(t) = 1 + CPI(s)P (s) P (s) e(t)· · · (20) よって,一定速度のときの誤差から切削抵抗を推定することが可 能となる。推定された入力端外乱を図 13, 図 14 に示すようにメ モリに保存し,モータの回転位相に同期させ取り出すことで入 力端外乱を再現できる。推定した外乱に P (s)/(1+CPI(s)P (s)) の演算をすることによって,フィードバックで抑制しきれない 外乱成分を推定し,これを補償信号とする。 補償時には,1 サンプル先のモータの位相情報に合わせた 補償信号を出力する。ここで,1 サンプル先のモータの位相 θ[i + 1] は式(21)に基づいて推定する。 ˆ
θ[i + 1] = θ[i] +ω[i] + ωref[i]
2 Tu· · · (21) 切削は不連続現象であるため,切削抵抗には周期的でない成 分が含まれる。学習制御を適用すると,ウォータベッド効果に よって高次の次数間高調波の抑圧特性が悪化する問題が生じ る。高次の次数間高調波の抑圧特性悪化を防ぐため,式(22) に示す Q フィルタを用いる。ただし,本稿では γ = 2 である。 Q[z] =1 + γz −1+ z−2 γ + 2 · · · (22) 6. シミュレーション 本章では,提案した主軸制御法の有効性をシミュレーション によって示す。シミュレーション内では切削抵抗は,式(23) とし,PSG 内のメモリ数は 10000 とした。 0 0.2 0.4 0.6 0.8 1 95 100 105 110 115 120 125 Time [s] ω [r a d / s] ωref ω
(a) Spindle speed (constant speed). 0 0.2 0.4 0.6 0.8 1 -3 -2 -1 0 1 2 Time [s] ω [r a d / s]
(b) Compensation signal (con-stant speed). 0 0.2 0.4 0.6 0.8 1 90 95 100 105 110 115 120 Time [s] ω [r a d / s] ωref ω
(c) Spindle speed (variable speed).
0 0.2 0.4 0.6 0.8 1 -3 -2 -1 0 1 2 Time [s] ω [r a d / s]
(d) Compensation signal (vari-able speed).
図 15 RPTC シミュレーション結果 Fig. 15. Simulation result of RPTC.
表 4 速度誤差の平均(1 周期分) Table 4. Average of the error. Without compensation with compensation
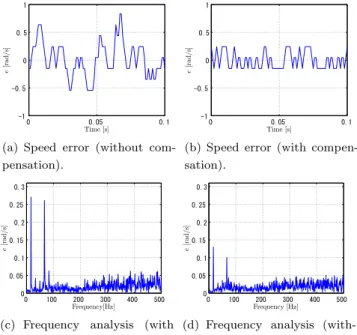
1.74 1.38 Fcut= 4 ∑ l=0 sinlθ· · · (23) ωref= 104.7 rad/s の一定速度指令において切削を行った時の 速度を図 15(a) に示す。時刻 0.5 s に図 15(b) に示す補償を開 始することで,切削抵抗による外乱が抑圧できることが確認 された。補償後にも残る誤差は,Q フィルタによる遅れが起 因している。RVA = 0.1, RVF = 1 の正弦波状速度指令の速度 と補償信号を図 15(c), 図 15(d) に示す。速度が変化する場合 においても補償によって誤差が低減することが確認された。 7. 実験結果 本章では,提案した主軸制御法の有効性を実験装置 1 を用い, ケミカルウッドをワークとした切削実験によって示す。PSG 内のメモリ数は 2000 とした。ωref = 104.7 rad/s の一定速度 指令において切削を行った時の速度誤差を図 16(a) に示す。ま たその誤差スペクトルを図 16(c) に示す。切削抵抗の影響は, 主軸回転周波数 16.7 Hz の整数倍の周波数をもつ誤差となって 表れている。主軸モータは極対数が 4 であるため,主軸回転周 期の 4 倍の周波数を持つ誤差は,切削抵抗とモータのトルク リプルに起因している。提案手法による補償後の誤差と誤差 スペクトルを図 16(b), 図 16(d) に示す。学習制御によって主 軸回転周波数の整数倍の誤差が抑圧されていることが分かる。 105.7 rad/s を中心とし,RVA = 0.1, RVF = 1.15 で指令値 を正弦波状に変動させたときの主軸速度を図 17 に示す。指令 値変動の 2 周期目に補償を開始している。1 周期分の速度誤差
0 0.05 0.1 -1 -0.5 0 0.5 1 Time [s] e [r a d / s]
(a) Speed error (without com-pensation). 0 0.05 0.1 -1 -0.5 0 0.5 1 Time [s] e [r a d / s]
(b) Speed error (with compen-sation). 0 100 200 300 400 500 0 0.05 0.1 0.15 0.2 0.25 0.3 Frequency[Hz] e [r a d / s]
(c) Frequency analysis (with compensation). 0 100 200 300 400 500 0 0.05 0.1 0.15 0.2 0.25 0.3 Frequency [Hz] e [r a d / s]
(d) Frequency analysis (with-out compensation)
図 16 RPTC 実験結果(一定速) Fig. 16. Experimental result (Constant speed).
0 0.05 0.1 90 95 100 105 110 115 120 Time [s] ω [r a d / s] ωref ω 図 17 主軸速度(RVA = 0.1, RVF = 1.15) Fig. 17. Spindle speed (RVA = 0.1, RVF = 1.15).
の平均を表 4 に示す。補償によって速度誤差が低減すること が確認された。 8. ま と め 本稿では,NC 工作機械における自励びびり振動を抑制する ための主軸速度変動を提案した。また,主軸速度変動に必要 である高応答な速度制御と切削抵抗による速度誤差の低減の ための制御系を提案した。 高 RVA,RVF の主軸速度変動によって自励びびり振動が抑 制できることをシミュレーションによって確認し,金属を用い た切削実験により,主軸速度変動による自励びびり振動抑制の 有効性を示した。また,シミュレーションとケミカルウッドを 用いた切削実験を行い,学習制御によって切削抵抗に起因す る外乱の抑圧が可能であることを確認した。 今後は高 RVF を用いた金属切削を行い,本制御系の有効性 を確認する。 参考文献
( 1 ) S. Yoshimitu, S. Satonaka, Y. Kawano, Z. Dunwen and S. Yamashita, “Two-dimensional Monitoring System for Tool Behavior in End Milling with Small Diameter Tool”,
Journal of JSPE, Vol. 77, No. 9, pp. 889–894(2011)(in Japanese)
( 2 ) E. Shamoto, “Mechanism and Suppression of Chatter VI-brations in Cutting”, Electric Furnace Steel, Vol. No. 2, pp. 143–155(2011)(in Japanese)
( 3 ) 82, N. Suzuki, “Chatter Vibration in Cutting, Part2”, Journal of JSPE, Vol. 76, N0. 4, pp. 404–407(2010)(in Japanese)
( 4 ) H. Chen, D. Li, S. Huang and P. Fu, “Study on the cutting force prediction of supercritical material millling”, ICNC, Vol. 3, pp. 1148–1152(2010)
( 5 ) D. Kurihara, Y. Kakinuma and S. Katsura, “Sensor-less cutting force monitoring using parallel disturbance ob-server”, International Journal of Automation Technology, Vol. 3, No. 4, pp. 415–421(2009)
( 6 ) Y. Lakinuma, Y. Sudo and T. Aoyama, “Detection of chatter vibration in end milling applying disturbance ob-server’”, Annals of the CIRP, Vol.60, No. 1, pp. 109– 112(2011)
( 7 ) T. Shimizu, H. Fujimoto, and Y. Hori, “Force sensorless control of cutting force for NC machine tools based on the response surface method”, IIC–11–053, pp. 23–28(2011)(in Japanese)
( 8 ) T. Ishibashi and H. Fujimoto, “Force Sensorless Control of Cutting Resistance for NC Machine Tools by Spindle Mo-tor Control Utilizing Variable Pulse Number T–method”, IIC–18–028(2013)(in Japanese)
( 9 ) N. Suzuki, “Chatter Vibration in Cutting, Part1”, Journal of JSPE, Vol. 76, N0. 3, pp. 280–284(2010)(in Japanese) (10) S. Seguy, T. Insperger, L. Arnaud, G. Dessein and
G. Peign´e, “SUPPRESSION OF PERIOD DOUBLING CHATTER IN HIGH–SPEED MILLING BY SPINDLE SPEED VARIATION”, Journal of Machining Science and Technology, Vol. 15, pp. 153–171(2011)
(11) S. Seguy, T. Insperger, L. Arnaud, G. Dessein and G. Peign´e, “On the stability of high–speed milling with spin-dle speed variation”,The International Journal of Ad-vanced Manufacturing Technology, Vol. 48, pp. 883– 895(2010)
(12) D. Wu and K. Chen, “Chatter suppression in fast tool servo-assisted turning by spindle speed variation”, Inter-national Journal of Machine Tools and Manufacture, Vol. 50, pp. 1038–1047(2010)
(13) H. Nishina,H. Fujimoto, “RRO Compensation of Hard Disk Drives with RPTC for Discrete Track Media”, IIC– 08–165, pp. 25–30(2008)(in Japanese).
(14) T. Nakai,H. Fujimoto, “Proposal of harmonic current suppression method of PM motor based on repetitive per-fect tracking control with speed variation”, SPC–08–30, pp. 55–60(2008)(in Japanese).
(15) H. Fujimoto, Y. Hori, A. Kawamura ”Perfect Track-ing Control Method Based on Multirate Feedforward Control”, Journal of SICE, Vol. 36, No. 9, pp. 766– 772(2000)(in Japanese).