エポキシ樹脂を適用したスエードパッドによるガラス研磨特性の向上
*Yohei KITAI
*1, Junji MURATA, Yasuhiro TANI and Yu ZHANG
*1 Ritsumeikan Univ., Dept. of Mechanical Engineering 1-1-1 Noji-Higashi, Kusatsu, Shiga, 525-8577 Japan
This paper describes newly developed suede pads for final polishing of glass that employ epoxy resin to improve the stagnation properties of the abrasives. From contact and sliding angle measurements on resin films, it was found that epoxy resin exhibited higher hydrophilicity than urethane or fluorine resin. In an attempt to improve the polishing performance of commercially-available polyurethane suede pads, various types of resin films were deposited on them, and glass polishing tests were carried out. It was found that an epoxy-coated pad exhibited a two times higher removal rate than an untreated pad, whereas the fluorine resin coating actually reduced the removal rate. Suede pads containing epoxy resin were then fabricated using a wet solidification method. A Fourier transform infrared analysis indicated that the resin remained in the fabricated pads. The resin containing pads exhibited significantly higher performance than conventional polyurethane suede pads. The removal rate when polishing glass was found to increase with epoxy resin content. The surface waviness was also improved using the new pads. High polishing performance could be maintained even after a 3 h polishing test.
Key Words : Polishing, Abrasive Grain, Polishing Pad, Epoxy Resin, Cerium Oxide, Glass, Suede Pad
1. 緒 言 液晶テレビ用フラットパネルディスプレイ基板や磁気ハードディスク用基板,レンズに代表される光学素子な どのガラス製品は,遊離砥粒を用いた研磨加工法によって鏡面に仕上げられる.ガラス製品の鏡面研磨には,高 い研磨能率と優れた仕上げ面が得られることから,希土類元素(レアアース)を含む酸化セリウム砥粒が多く用 いられている.酸化セリウムは特定の産出国への依存度が高く,価格の高騰や国内での入手が困難になるなどの 供給のリスクが問題となっている.そのため,研磨材としての酸化セリウムの使用量を低減する技術や他の砥粒 で代替する技術の開発が産学官において進められている(1)-(3).筆者らは酸化セリウムの使用量を低減する技術の 一つとして,工具として用いられる研磨パッドを高機能化する研究を行っている.これまでに,一次研磨工程に おいて多く用いられる多孔質タイプの研磨パッドにおいて,エポキシ樹脂を適用することで,スラリーの保持性 が改善し,従来のウレタン樹脂を用いた多孔質研磨パッドよりも高い研磨特性が得られることがわかっている(4). 多孔質パッドは一次・二次研磨工程で使用されるが,最終仕上げ工程においてはスエードタイプの研磨パッドが 多く用いられている.そこで本研究では,スラリーの保持性を改善する樹脂を適用した新しいスエードタイプの 研磨パッドを開発した.まず,市販のスエードパッドに対し,その表層部のみにエポキシ樹脂等からなる薄膜を 形成することにより,簡易的にスエードパッドを高機能化する手法を検討した.また,湿式凝固性ウレタン樹脂 (5)-(7)にエポキシ樹脂を混合しスラリー保持性を高めたスエードパッドを製造し,その研磨特性の評価を行った. 日本機械学会論文集(C 編) 原著論文 No.2013-JCR-0598
北井
庸平
*1,村田
順二
*2,谷
泰弘
*2,張
宇
*2Improved Polishing Performance for Glass by a Novel Suede Pad Utilizing Epoxy Resin
* 原稿受付 2013 年 8 月 5 日 *1 学生員,立命館大学大学院(〒525-8577 滋賀県草津市野路東 1-1-1) *2 正員,立命館大学 理工学部機械工学科 E-mail: [email protected] 79 巻 808 号 (2013-12)
2. 樹脂コーティングスエードパッドの開発 2・1 樹脂コーティングによるスエードパッドの高機能化 市販のウレタン樹脂スエードパッド表面にスラリー保持力の高い樹脂を塗布することで,研磨特性の向上を図 り,樹脂コーティングスエードパッドの作製を行った.ここでスラリー保持力とは研磨時に定盤の回転により遠 心力を受けてパッド上から流れ落ちようとするスラリーをパッドが保持する力のことである.保持力の高いパッ ドほどパッド上に留まるスラリーが多くなり,工作物表面に作用する砥粒を増やすことができる.スラリー保持 力を向上させるためにコーティングに使用した樹脂は親水性の高いエポキシ樹脂である.また,比較としてフッ 素樹脂を塗布し,評価を行った. 初めに,コーティングに用いた樹脂のスラリーに対する親和性を調べるために,純水の液滴に対する接触角を 測定した結果を図 1 に示す.接触角の測定は,SUS304 の金属板に上記の各市販樹脂スプレーを用いて各樹脂を 100µm 程度の膜厚でコーティングした試料上に純水を 2µL 滴下し,全自動接触角計(協和界面科学社製,DM-701) を用いて評価した.各樹脂の塗膜に気孔や大きな凹凸は無く,表面構造に大きな差は無い.図 1 からわかるよう に,ウレタン樹脂の接触角が 70°であるのに対し,フッ素樹脂は撥水性が高く,88°と接触角が大きくなり,ウ レタン樹脂に比べてスラリーの保持力が劣ると考えられる.一方で,エポキシ樹脂は,ウレタン樹脂よりも接触 角が小さくなり,高い親水性を示しており,スラリー保持性に優れていると考えられる. 次に,スラリー保持力の指標となる,各樹脂膜の滑落角の評価を行った.滑落角は液滴を滴下した試験片を徐々 に傾斜させ,液滴が滑り落ちる際の角度のことであり,傾斜によりスラリーにかかる重力を研磨時の定盤の回転 による遠心力にみなしたものである.これまでの研究からも,滑落角は研磨能率と正の相関関係を示すことがわ かっている(4).滑落角の測定には,接触角の測定に用いた試料と同じく,SUS304 の金属板に各樹脂を 100µm 程 度の厚みにコーティングした試料を用いた.それらの試料上に純水を 50µL 滴下し,全自動接触角計を用いて,1 50 60 70 80 90 30 40 50 60 70 0 1 2 3 4 C o n ta c t a n g le ( d e g re e ) 90 80 60 50 S li d in g a n g le ( d e g re e ) 70 60 40 30 70 50
Uretha ne Fluorine Epoxy Contact angle
Sliding a ngle 88°
70°
60°
Fig.3 SEM images of coated pad s (upper figure: surface images, lower figure: cross-sectional images)
Fig.2 Schematic diagram of fabrication process of resin-coated-suede pad
spraying resin
commercial urethane suede pad coated resin
Fig.1 Contact angles and sliding angles of resin films
0.4mm (a)Untreated (c)Epoxy-coated (thickness: 40µm) (b)Fluorine-coated 0.2mm (d)Epoxy-coated (thickness: 200µm)
秒に 1°の速度で試料を傾斜させていき,1°ごとに液滴の様子を観察した.滑落角を測定した結果を図 1 に示す. 撥水性の高いフッ素樹脂を塗布した金属試料は,最も低く 36°で滑落した.また,ウレタン樹脂を塗布した試料 では,54°で滑落するのに対し,エポキシ樹脂を塗布した試料では,60°でも依然スラリーを保持していること がわかる.この結果からも,エポキシ樹脂がスラリー保持力に優れていることが明らかとなった.エポキシ樹脂 は分子内に親水性の水酸基やエーテル基を持っていることから親水性が高いため(5),接触角と滑落角において優 れた結果が得られたと考えられる. 図 2 に示すように,エポキシ樹脂スプレー,フッ素樹脂スプレーを用いて市販のスエードタイプ研磨パッド(㈱ FILWEL 製,BELLATRIX N0092)に対し,30cm 程度の間隔から,均一に約 40µm の膜厚となるようコーティン グを行った.樹脂をコーティングした後,1 時間,室温で塗布したパッドを乾燥させた.それぞれの樹脂を 40µm の膜厚でコーティングしたスエードパッドの表面と断面の SEM 像を図 3 に示す.図 3(a)に示すように,コー ティングを施していない市販のスエードパッドは微細な縦型多孔構造を有していることがわかる.フッ素樹脂を 塗布したスエードパッド(図 3(b))は,塗布した樹脂によって,一部気孔が充填されていることがわかる.図 3 (c)に示すように,エポキシ樹脂を 40µm の膜厚で塗布したスエードパッドも同様に,塗布した樹脂によって所々, 気孔が充填されていることがわかる.一方,図 3(d)に示すようにエポキシ樹脂を 200µm の膜厚で塗布したス エードパッドはエポキシ樹脂がスエードパッド表面に堆積するように塗布されており,スエードパッドの気孔が 完全に充填されていることがわかる. 2・2 樹脂コーティングスエードパッドの研磨特性評価 作製した樹脂コーティングスエードパッドを用いて表 1 に示す研磨条件で研磨能率と仕上げ面粗さを評価した. 研磨機には,定盤径 200mm の片面精密ラッピング装置(㈱ナノファクタ製,NF-300)を用いた.工作物にはソ ーダガラスを用い,直径 90mm のワークホルダに対し,3 点の工作物を中心から半径 35mm の位置に等間隔で 貼付けた.工作物表面は,前処理として#2000 の緑色炭化珪素(GC)砥粒と鋳鉄定盤を用いたラッピングにより 表面粗さ Ra を約 0.4µm となるように加工した.スラリーには,砥粒として酸化セリウム(昭和電工㈱製, SHOROX A-10;粒径 1.2µm)を用い,砥粒濃度は 3wt%とした.研磨能率は加工前後の工作物質量差によって算 出し,研磨後工作物の表面粗さは,白色式位相シフト干渉顕微鏡(Zygo, Newview 5032)を用いて,カットオフ 値 0.08mm の高域フィルタを適用して評価した.塗布した樹脂の剥離を懸念して,研磨パッド表面のコンディシ ョニングは行わなかった. 図 4 に作製した樹脂コーティングスエードパッドのコーティング樹脂の違いによる研磨特性の比較を行った結 果を示す.フッ素樹脂を塗布したパッドは未処理のコーティングを施していないスエードパッドよりも研磨能率 が低下した.これは,接触角や滑落角の測定結果からも明らかで,撥水性の高い樹脂をコーティングしたことに よるスラリー保持力の低下が,研磨能率を低下させた要因になったと考えられる.一方で,エポキシ樹脂を塗布 した研磨パッドは,未処理のパッドよりも高い研磨能率と優れた仕上げ面粗さを示した.特に研磨能率は未処理 のパッドの 2 倍の研磨能率を示すことがわかった.エポキシ樹脂はウレタン樹脂よりも優れた滑落角を示してお 0.0 0.3 0.6 0.9 1.2 1.5 0.0 0.2 0.4 0.6 0.8 1.0
Untrea ted Fluorine Epoxy
S u rf a c e r o u g h n es s (n m R a ) R e m o v a l r a te ( µ m /m in )
Removal ra te Surfa ce roughness
Coa ted pad Polishing machine Lapping machine NF-300
Nanofactor Co., Ltd Pad diameter 200mm
Work piece Sodalime glass:20×t10mm Pre-surface roughness: Ra 0.4μm Polishing pressure 20kPa
Work/Lap rotation 90rpm Polishing time 30min Supply rate of
abrasives
25mL/min Concentration of
slurry
CeO2 3wt% in deionized water Table 1 Polishing condition
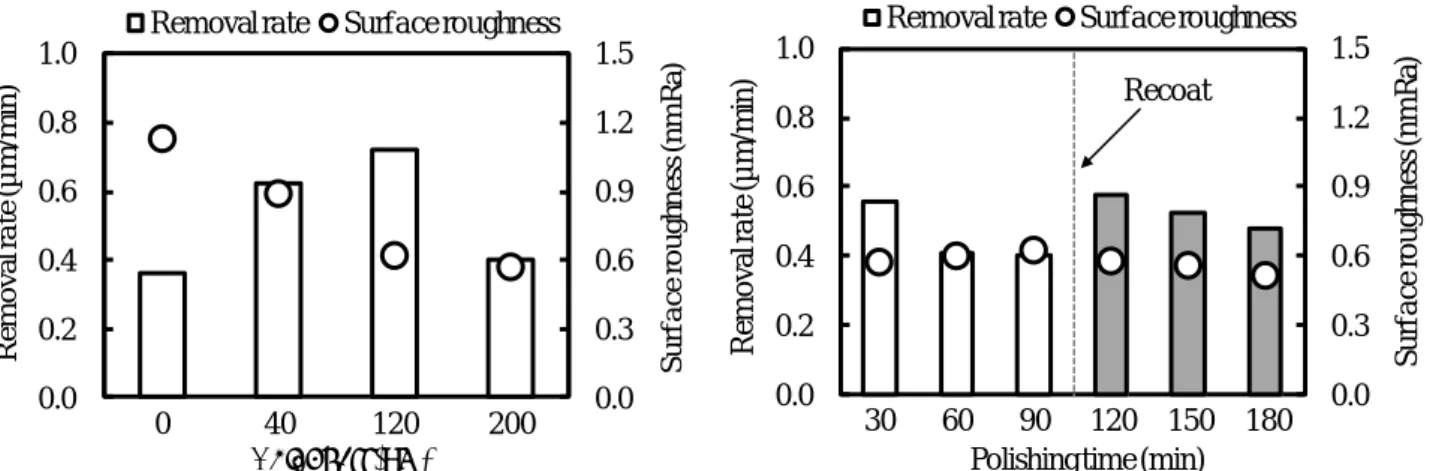
り,スラリーの保持性が改善され,工作物表面への作用砥粒数が増加したことにより,研磨特性が向上したと考 えられる. 上記のようにスラリーの保持性に優れるエポキシ樹脂を塗布することで,スエードパッドの研磨特性が向上す ることがわかった.ここで,スエードパッド表面への樹脂の塗布量によって,研磨特性が変化することが考えら れる.そこで,研磨特性が向上したエポキシ樹脂に関して,塗布量を変化させた際の研磨特性について比較を行 った.エポキシ樹脂の塗布量と研磨特性の関係を図 5 に示す.エポキシ樹脂を塗布したパッドは,塗布膜厚を 40µm, 120µm と増加させるにつれて,研磨能率,仕上げ面粗さともに向上することがわかった.これは,研磨パッド表 面のエポキシ樹脂が増加したことによって,スラリーを保持する力がさらに向上したためである.さらに,エポ キシ樹脂の塗布膜厚を 200µm まで増加させると,研磨能率は未処理のスエードパッドと同程度まで低下すること がわかった.これは,図 3(d)で示したように,塗布したエポキシ樹脂が,スエードパッド表面に堆積し,気孔 が完全に充填されてしまったため,気孔によって工作物表面へ供給されるスラリー量が減少したためであると考 えられる.スエードパッドの縦型の気孔はスラリーを保持して蓄えておく役割を果たしており,スエードパッド の機能を最大限に発揮するためには,気孔は充填されずに維持されていることが好ましいと考えられる. エポキシ樹脂の表面塗布により,研磨特性が向上したが,研磨中に,コーティングしたエポキシ樹脂が剥離し, 研磨特性が低下してしまうことが懸念される.そこで,コーティングしたエポキシ樹脂膜の寿命を評価するため, 研磨特性の経時変化について評価した.表 1 の条件で研磨実験を 6 回(180 分)繰り返し,エポキシ樹脂を塗布 したスエードパッドの耐久性を評価した結果を図 6 に示す.エポキシ樹脂を塗布したスエードパッドは 1 回目の 研磨実験では高い研磨特性が得られているが,2 回目,3 回目の研磨実験では未処理のスエードパッドと同程度の 研磨能率まで低下していることがわかる.これは図 7 の研磨後のパッド表面の SEM 像に示すように,研磨中に 生じるガラスワークとの摩擦の影響により,コーティングしたエポキシ樹脂が剥離したことが原因であると考え られる. 3 回の研磨実験を行った後の研磨パッドに対し,再度エポキシ樹脂を塗布し,研磨特性の評価を行った結果, 研磨特性が再び向上することがわかった.このことからも,上記の研磨能率の低下は塗布樹脂の剥離によるものと判断 される. 0.0 0.3 0.6 0.9 1.2 1.5 0.0 0.2 0.4 0.6 0.8 1.0 0 40 120 200 S u rf a c e r o u g h n es s (n m R a ) R e m o v a l r a te ( µ m /m in ) Thickness(μm)
Removal ra te Surfa ce roughness
0.0 0.3 0.6 0.9 1.2 1.5 0.0 0.2 0.4 0.6 0.8 1.0 30 60 90 120 150 180 S u rf a c e r o u g h n es s (n m R a ) R e m o v a l r a te ( µ m /m in )
Polishing time (min) Removal ra te Surfa ce roughness
Recoa t
Fig. 5 Dependence of thickness of coated resin on the removal rate
Fig. 6 Time-dependence polishing performance of epoxy-coated pad
(b) After 30minutes polishing (c) After 60minutes polishing Fig.7 Pad surface SEM images of epoxy-coated pad after polishing test
(a) Before
以上の結果から,ウレタン樹脂スエードパッドの表面にエポキシ樹脂を塗布することで研磨特性が向上するこ とがわかったが,塗布したエポキシ樹脂が気孔を充填することでスエードパッド本来の機能が発揮されないこと が懸念されるほか,コーティングしたエポキシ樹脂膜の寿命が短いという課題が残った.これらの問題を改善す るために,次章ではエポキシ樹脂の異なる適用方法を用いてスエードパッドの開発を行う. 3. スラリーの滞留性を改善する樹脂を添加したスエードパッドの開発 前章では,スラリーの滞留性を改善する樹脂を市販のスエードパッドにコーティングすることで研磨特性が向 上することがわかった.一方で,塗布した樹脂膜の摩耗や剥離により研磨特性が悪化することも確認された.そ こで,本章では湿式凝固性のウレタン樹脂にスラリーの保持性を改善するエポキシ樹脂を混合したスエードパッ ドを開発した. 3・1 スエードパッドの作製方法 スエードパッドは湿式凝固性樹脂を用いて製造され,蜂窩状の縦型微細多孔構造と天然皮革に類似した柔軟 性・弾性を持つことが特徴として挙げられる.材料としては,仕上げ研磨に適した硬度と弾性,成形性の高さか らウレタン樹脂が一般的に用いられており,研磨特性の向上を目的としてエポキシ樹脂を適用したスエードパッ ドの報告例は無い.また,エポキシ樹脂では湿式凝固が困難であり,スエードパッドの特徴である蜂窩状の縦型 微細多孔構造を得ることができない.そこで,従来の湿式凝固性ウレタン樹脂にエポキシ樹脂を添加することで, スラリーの保持性を改善する樹脂を混合したスエードパッドの作製を検討した. 図 8 にスエードパッドの作製手順の模式図(6)-(8)を示す.まず,表 2 に示すように,ウレタン樹脂 100 重量部(phr) に対して極性溶媒であるジメチルホルムアミド(以下,DMF とする)を 100 部,非イオン界面活性剤,アニオン Epoxy content (phr) 0 1 5 10 20 mixing ratio Urethane resin 100 DMF 100 Non-ionic surfactant 1 Anionic surfactant 1 Carbon black 1.5 Additive resin 0 1 5 10 20 fabrication condition
base material unwoven cloth
applying thickness 1.2mm
bath composition deionized water
bath temperature 20°C
solidifying time 2h
Table 2 Content of suede and fabrication conditions
polar solvent resin base material polar solvent water applying prepared resin to base material
solidification under water grinding surface porosity open Fig.8 Schematic diagram of suede pad
界面活性剤をそれぞれ 1 部,一次粒子径 39.5nm のカーボンブラック 1.5 部を混合し,ウレタン樹脂溶液を作製す る.DMF は,ウレタン樹脂と混合することによって,ウレタン樹脂の粘度を下げるとともに,模式図に示すよう に,凝固浴中の水と置換してスエードパッド特有の縦型多孔構造を形成する役割を担っている.非イオンとアニ オンの 2 種の界面活性剤は,この縦型多孔構造の形状を制御するために,またカーボンブラックは気孔のサイズ を調整するために混合する.この混合した樹脂溶液を不織布の基材(㈱FILWEL 製,BELLATRIX K0017)上に 1.2mm の膜厚で均一に塗布し,20℃の純水の浴に約 2 時間浸漬する.水に浸漬することで,樹脂溶液中の DMF が水と置換され縦型多孔構造を形成しながら凝固する.2 時間後,浴から取り出し,約 30 分,さらに純水の浴に 浸漬し,DMF や界面活性剤などの浴に流出した不純物を洗い流す.水洗した後,浴から取り出し,60℃に設定し た定温乾燥器にて水分を乾燥させる.そして最後に,表面の樹脂皮膜(スキン層)を#280 のサンドペーパーを用 いて研削して除去し,皮膜内部の縦型の多孔構造を露出させることにより製造した(3).スラリーの保持性を改善 するエポキシ樹脂を添加する場合は,最初の樹脂溶液を調整する段階において DMF100 部に対して,表 2 に示す 割合のエポキシ樹脂を溶解させた後,ウレタン樹脂やその他の添加剤と混合することで添加した. 3・2 作製したスエードパッドの物性評価 上記の方法で作製したスエードパッドの表面と断面の SEM 像を図 9 に示す.ウレタン樹脂のみで作製したス エードパッドにおいて,スエードパッド特有の縦型多孔を形成していることがわかる.10phr まではエポキシ樹 脂の添加量を増加させても縦型の微細多孔構造が形成されていることがわかる.しかし,20phr エポキシ樹脂を 添加したスエードパッドにおいては縦型多孔構造が崩れてしまい,スエードパッド特有の構造と柔らかい風合い が損なわれてしまった.作製したスエードパッドの代表的な物性値を表 3 に示す.ウレタン樹脂のみで作製した スエードパッドと比較して,エポキシ樹脂添加量を 10phr まで増加させても,縦型多孔構造を有した樹脂層(以 下,NAP 層とする)の厚み,硬度,縦型発泡の気孔径に大きな相違は見られず,これらの物性値による研磨特性 への影響はわずかであると考えられる. 上記の作製方法でスエードパッドを作製した際,添加したエポキシ樹脂が DMF とともに凝固浴中の水と置換 Epoxy content (phr) 0 1 5 10 Hardness(Asker-C) 67 67 69 67
NAP layer thickness(mm) 0.50 0.52 0.52 0.52 Pore size(μm) 50-130 45-110 50-125 45-120
Fig.9 SEM images of suede pad surface (upper figure: surface images, lower images: cross sectional images) Table 3 Properties of suede pads
(a) 0phr (d) 10phr (b) 1phr (c) 5phr 0.5mm 0.3mm 0.5mm 0.3mm 0.3mm 0.5mm 0.5mm 0.3mm 0.5mm 0.3mm (e) 20phr
され,NAP 層から流出してしまっていることが懸念される.そこで,作製したエポキシ樹脂を添加したスエード
パッドに対して赤外分光法(IR)により構成分子の解析を行い(9),作製した NAP 層中に添加したエポキシ樹脂が
存在しているか確認した.赤外分光の解析には,フーリエ変換赤外分光装置(サーモフィッシャーサイエンティ フィック㈱,Nicolet iS10 FT-IR)を用いた.また Ge 製の ATR プリズムを使用して測定を行った.試料には表面 の樹脂皮膜を研削により除去し,内部の多孔構造を露出させたスエードパッドを用いた.図 10 に各添加量のスエ ードパッドの FT-IR スペクトルを示す.エポキシ樹脂の代表的な固有のピークは 910 cm-1付近であり(9),エポキ シ樹脂を添加したスエードパッドのスペクトルにはこの 910 cm-1付近のピークが存在していることから,凝固浴 中に流出することなく,作製したスエードパッドの NAP 層中に添加したエポキシ樹脂が存在していることが確 認された.またエポキシ樹脂の添加量の増加とともに,910 cm-1付近のピークが増大しており, NAP 層内部に含 まれるエポキシ樹脂の量も増加していくことが確認された. 次に作製したスエードパッドの接触角と滑落角の評価を行った結果を図 11 に示す.エポキシ樹脂の添加量の増 加につれて接触角が小さくなり,スラリーに対する親和性が高くなることがわかる.またそれに伴って滑落角が 大きくなり,スラリーを保持する力が強くなっていくことがわかる.これらの結果は,エポキシ樹脂の添加量を 増加させることによってスラリーとの接触面に作用するエポキシ樹脂の量が増加したためであると考えられる. 作製したスエードパッドの NAP 層中に添加したエポキシ樹脂が存在していることが確認されたが,添加した エポキシ樹脂が NAP 層の表面近傍のみにしか存在していないことが懸念される.そこで,スエードパッド表面 に加えて,図 12(a)に示すように,表面から約 200µm 研削した NAP 層内部の箇所についても FT-IR 分析を行い, 添加した樹脂が存在しているか確認した.図 12(b)にエポキシ樹脂を添加したスエードパッドにおいて,表面 と約 200µm 研削した内部の箇所の FT-IR スペクトルの比較を行った結果を示す.どちらのスペクトルにおいても, エポキシ樹脂固有の 830,910,1030cm-1付近のスペクトルが検出されたことから,添加したエポキシ樹脂は NAP 層の内部においても存在していることが確認された.以上の結果から,スラリーの保持性を改善する樹脂を混合 45 60 75 90 80 100 120 140 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 S li d in g a n g le ( d e g re e ) C o n ta c t a n g le ( d e g re e ) Sliding a ngle Contact angle 0 2 4 6 8 10 Epoxy content (phr) 0.025 0.03 0.035 0.04 0.045 0.05 870 880 890 900 910 920 930 940 950 A b so rb a n c e Wa ve number (cm-1) 10phr 5phr 1phr 0phr 0 0.1 0.2 0.3 0.4 0.5 800 900 1000 1100 A b so rb a n c e Wa ve number (cm-1) Epoxy Surfa ce inside
(a) Measurement points
(b) FT-IR spectrum of each measurement points
Surface
inside 200~300μm
Grind
Fig.12 Dependence of measurement points on FT-IR spectrum
Fig.10 FT-IR spectrum of epoxy-added pads Fig.11 Relationship between epoxy content and sliding angle and contact angle
したスエードパッドが作製可能であることがわかった. 3・3 作製したスエードパッドの研磨特性評価 作製したスエードパッドを用いて,表 4 に示す研磨条件で研磨能率と仕上げ面粗さの評価を行った.研磨機に は,定盤径 200mm の片面ラッピング装置を用い,パッド径は 60mm とした.工作物には前加工面を 0.4µmRa に 整えたソーダガラスを直径 90mm のワークホルダの中心に 1 個貼り付けて用いた.工作物回転速度は 30rpm,定 盤回転速度は 90rpm とした.図 13 に作製したスエードパッドの研磨特性を評価した結果を示す.ウレタン樹脂 のみで作製したスエードパッドと比較して,エポキシ樹脂を添加した全てのスエードパッドは高い研磨能率と優 れた仕上げ面粗さが得られることがわかった.またエポキシ樹脂添加量が 5phr までは添加量に伴って研磨能率, 仕上げ面粗さともに向上し,添加量 5phr のパッドはウレタン樹脂のみで作製したパッドの約 2 倍の研磨能率が得 られることがわかった.一般に,作用砥粒数が増加すると研磨能率が向上し,工作物表面に作用する砥粒の切れ 刃間隔が小さくなることで仕上げ面粗さも向上する.このことからもスラリー保持力の向上による作用砥粒数の 増加が研磨特性向上の大きな要因になっていると考えられる.さらに添加量 10phr のパッドは添加量 5phr のパッ ドとほぼ同程度の研磨特性を示すことが確認され,エポキシ樹脂の添加量は 5phr 以上増加させても研磨特性の向 上は見られないものと考えられる.
また研磨後ガラス表面の形状に関する空間周波数(Power spectral density; PSD)解析を実施した.PSD 解析は特 定の空間周波数での振幅強度に関連するパラメータで表面を解析するものであり,空間周波数帯ごとの粗さを考 慮した解析である(10).図 14 に研磨後ガラス表面を位相シフト干渉顕微鏡により測定したデータを元に,PSD 解 析を行った結果を示す.測定した空間波長である数 µm から 100µm 程度の全領域において,ウレタン樹脂のみで 作製したスエード パッドよりエポキシ樹脂を添加したスエードパッドで研磨したガラス表面の方がパワースペ 0.0 1.5 3.0 4.5 6.0 0.0 0.2 0.4 0.6 0.8 30 60 90 120 150 180 S u rf a c e r o u g h n es s (n m R a ) R e m o v a l r a te ( µ m /m in )
Polishing time (min) Removal ra te Surfa ce roughness
100 1000 10000 100000 1000000 10000000 100000000 1E+09 1E+10
1.00E-06 1.00E-05 1.00E-04 1.00E-03
P o w e r sp e c tr a l d e n si ty ( n m 3) Wa velength (m) Uretha ne only 10-5 10-6 10-4 10-3 1010 109 106 105 104 103 108 107 Epoxy-added 102 0.0 1.5 3.0 4.5 6.0 0.0 0.2 0.4 0.6 0.8 0 1 5 10 S u rf a c e r o u g h n ess ( n m R a ) R e m o v a l r a te ( µ m /m in )
Removal ra te Surfa ce roughness
Epoxy content (phr) Polishing machine Lapping machine NF-300
Nanofactor Co., Ltd Pad diameter 60mm
Work piece Sodalime glass:20×t10mm Pre-surface roughness: Ra 0.4μm Polishing pressure 20kPa
Work/Lap rotation Work:30rpm, Lap:90rpm Polishing time 30min
Supply rate of abrasives
25mL/min Concentration of
slurry
CeO2 3wt% in deionized water
Fig.14 PSD profiles of polished glass surfaces Fig.15 Time dependence of epoxy-added suede pad Table 4 Polishing condition
Fig.13 Relationship between epoxy content and polishing performance
クトル密度が小さく,エポキシ樹脂を添加することにより高い形状精度が得られることがわかった.図 14 中に示 す研磨後ガラス表面の 3 次元像からも明らかに形状精度が改善されていることがわかる.これはエポキシ樹脂を 添加したことによりスエードパッドの剛性が,ウレタン樹脂のみで作製したスエードパッドと比較して僅かに向 上したことが要因であると考えられる. 最後にエポキシ樹脂を添加したスエードパッドの耐久性の評価を行った.エポキシ樹脂を 5 重量部添加したス エードパッドを用いて,表 4 の条件で研磨実験を 6 回繰り返すことで耐久性の評価を行った結果を図 15 に示す. エポキシ樹脂を添加したスエードパッドは 6 回の研磨,つまり 180 分の研磨後も高い研磨特性を維持しているこ とがわかる.この結果は図 12 の,FT-IR スペクトルにおいて NAP 層の測定箇所によらずエポキシ樹脂が検出さ れた結果を裏付ける.表面が摩耗しても添加したエポキシ樹脂が NAP 層中に均一に存在していることにより, 研磨特性の低下が見られなかったと考えられる. 以上のように,エポキシ樹脂を添加したスエードパッドの開発により,従来のウレタン樹脂のみのスエードパ ッドよりも高い研磨特性が得られた.また,表面に樹脂を塗布したパッドでは,研磨特性の経時的劣化が問題で あったが,エポキシ樹脂をパッド内部に添加することで,優れた耐久性を有するスエードパッドを実現した. 4. 結 語 本研究では,スエードタイプの研磨パッドにおいて,スラリー保持力の高い樹脂を適用した研磨パッドを開発 し,その研磨特性の評価を行った.以下に,本研究で得られた結果についてまとめる. (1)市販のウレタン樹脂スエードパッドの表面にエポキシ樹脂をコーティングすることで,未処理のパッド と比較して 2 倍の研磨能率,1/2 の仕上げ面粗さが得られることがわかった. (2)エポキシ樹脂をコーティングしたパッドは,研磨中に生じるガラスワークとの摩擦の影響により,塗布 した樹脂が剥離して 60 分の研磨実験後には未処理のスエードパッドと同程度まで研磨能率が低下するこ とがわかった. (3)ウレタン樹脂にエポキシ樹脂を添加したスエードパッドは,ウレタン樹脂のみで作製したスエードパッ ドよりもスラリーに対する接触角が小さく,滑落角が大きくなることがわかった. (4)ウレタン樹脂にエポキシ樹脂を添加することで,ウレタン樹脂のみで作製したスエードパッドと比較し て 2 倍の研磨能率,約 1/5 の仕上げ面粗さが得られることがわかった. (5)エポキシ樹脂の添加量の影響を調査した結果,添加量の増加とともにスラリー保持力が向上し,添加量 5,10phr のパッドはウレタン樹脂のみのパッドの約 2 倍の研磨能率を示したが,研磨特性の向上は添加 量 5phr で飽和することがわかった. (6)エポキシ樹脂を添加したスエードパッドの耐久性を調査した結果,180 分の研磨後も高い研磨特性を維 持できることがわかった. 文 献 (1) 須田聖一,“ガラス研磨用代替砥粒の開発”,機械技術,Vol. 60, No. 5 (2012), pp. 42-45. (2) 山崎 努,土肥俊郎,黒河周平,大西 修,畝田道雄,梅崎洋二,尹 涛,会田英雄,“加工環境コントロール型 CMP 装置によるガラス基板の研磨特性 ―CeO2スラリー使用量の低減を指向した加工雰囲気の効果―”,精密工 学会誌,Vol. 78, No.2 (2012), pp. 149-154. (3) 赤上陽一,“電解砥粒制御技術を応用したスラリー配置制御技術による研磨・加工技術”,日本 AEM 学会誌,Vol. 18, No.4 (2010), pp. 353-358. (4) 村田順二,谷 泰弘,広川良一,野村信幸,張 宇,宇野純基,“ガラス研磨用多孔質エポキシ樹脂研磨パッドの 開発”,日本機械学会論文集 C 編,Vol. 77, No. 777 (2011), pp. 2153-2161. (5) 新保正樹編,エポキシ樹脂ハンドブック,初版第 1 刷(1987),p.26,日刊工業新聞社. (6) 松永勝治監修,ポリウレタンの化学と最新応用技術,第 1 刷(2011),p.146,株式会社シーエムシー出版.
(7) 社団法人 日本繊維製品消費科学会編,人工皮革・合成皮革,初版第 1 刷(2010),p.1-5,社団法人日本繊維製品 消費科学会. (8) 岩田敬治編,ポリウレタン樹脂ハンドブック,初版第 1 刷(1987),p.579-597,日刊工業新聞社. (9) 社団法人 日本分析化学会 高分子分析研究懇談会編,高分子分析ハンドブック,初版第 1 刷(2008),p.517-718, 朝倉書店. (10) 角田均,“シリコンウエハー表面マイクロラフネスの評価-パワースペクトル解析の応用-”,応用物理,Vol. 12, No. 12 (1997),pp. 1316-1319.