鉄 系 合 金 め っ き 皮 膜 の 物 性 お よ び
工業的応用に関
研究
2017
年
3
月
石川祥久
宇都宮大学大学院
工学研究科
目次
第1章 緒論 1
1.1 緒言 1
1.2 本研究の社会的背景 4
1.3 軽量化 5
1.3.1 アルミニウム合金 7
1.3.2 樹脂製品 10
1.3.3 射出成型用金型 12
1.3.4 プラスチック成形用の金型の表面処理 14
1.3.4.1 金型表面に要求さ 機能
1.3.4.2 表面皮膜の形成方法
1.3.5まとめ 15
1.4 アルミニウムの表面硬化技術 16
1.4.1 アークプロセス 16
1.4.2 電子ビームおよび ー ービームプロセス 17
1.4.3 PVD法 17
1.4.4 CVD法 18
1.4.5めっき法 18
1.4.6まとめ 21
1.5 表面硬化皮膜としての代表的 めっき
1.5.1工業用クロムめっき 23
1.5.2ニッ ルめっき 23
1.5.3 鉄めっき 24
1.5.3.1 一般的 鉄とその合金めっき 24
1.5.3.2 純鉄めっき及び鉄-炭素合金めっき 25
1.5.3.3 鉄合金めっき 26
1.5.3.4 めっき浴の管理 28
1.5.4まとめ 29
1.6 アモルフ ス金属 31
1.6.1 アモルフ ス金属の特徴 31
1.6.2 作製法の原理と特徴 32
1.6.2.1 真空蒸着法 34
1.6.2.2 スパッタ法 34
1.6.2.3 気相化学反応法 34
1.6.2.4 液体急冷法 35
1.7 摩擦摩耗 45
1.7.1 摩擦・摩耗方式の種類 45
1.7.2 摩耗の ニ ム 46
1.7.3 摩擦係数 54
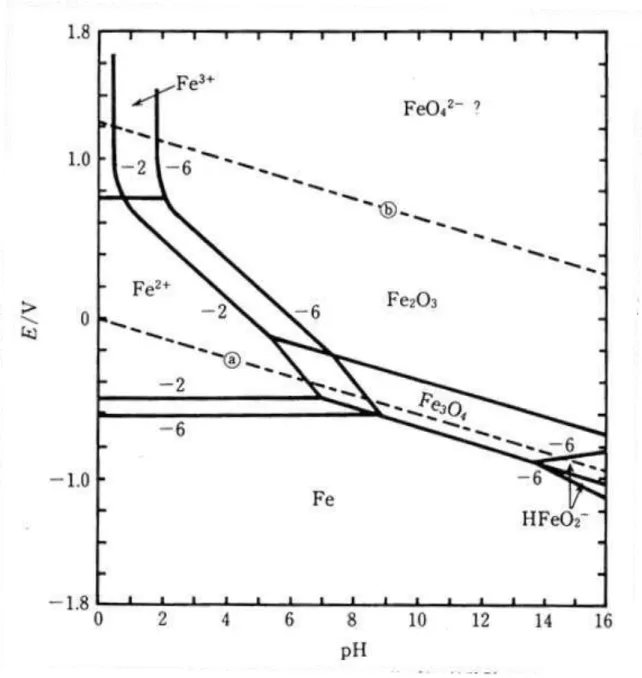
1.8 腐食の ニ ム 60
1.8.1平衡状態 62
1.8.2電位-電流曲線 66
1.8.3ターフ ル外挿法 68
・第1章参考文献 70
第2章Fe-C合金めっき 73
2.1 めに 73
2.2 Fe-C合金めっき皮膜の作製方法および物性評価 74
2.2.1皮膜組成 75
2.2.2皮膜の硬さと熱処理の影響 82
2.2.3摩擦摩耗特性と熱処理の影響 86
2.3 まとめ 93
・第2章参考文献 94
第3章Fe-Cr合金めっき 95
3.1 めに 95
3.2 Fe-Cr合金めっき皮膜の組成 95
3.3 Fe-Cr合金めっき皮膜の硬さと熱処理の影響 101
3.4 Fe-Cr合金めっき皮膜の摩擦摩耗特性 104
3.5 Fe-Cr合金めっき皮膜表面の熱処理に伴う変化 108
3.6 Fe-Cr合金めっき皮膜の耐食性 113
3.7 まとめ 116
・第3章参考文献 117
第4章 Fe-Ni-W合金めっき 118
4.1 タングステン(W)を含 鉄族合金めっき 118
4.2 Fe-W 118
4.3 Ni-W 121
4.4 Fe-Ni-W 124
4.5 Fe-Ni-W合金めっき皮膜の作製方法検討 126
4.5.2 Fe-Ni-W合金めっき皮膜特性の撹拌速度依存性評価 131
4.5.3 めっき浴中のFe
2+
イ ンの酸化防止方法検討 135
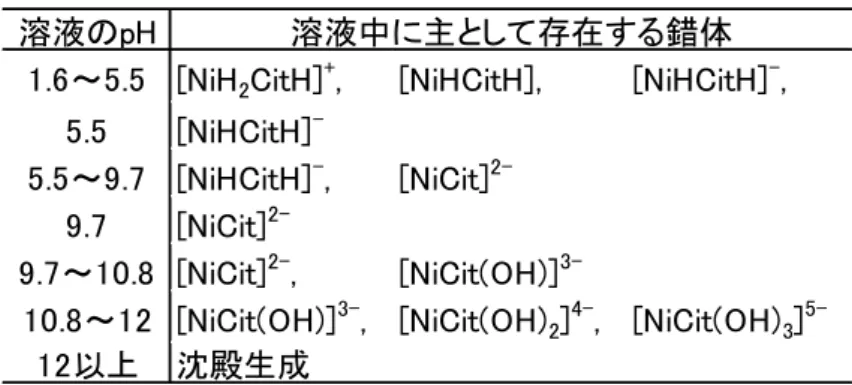
4.5.4 pHと被膜組成の関係検討 146
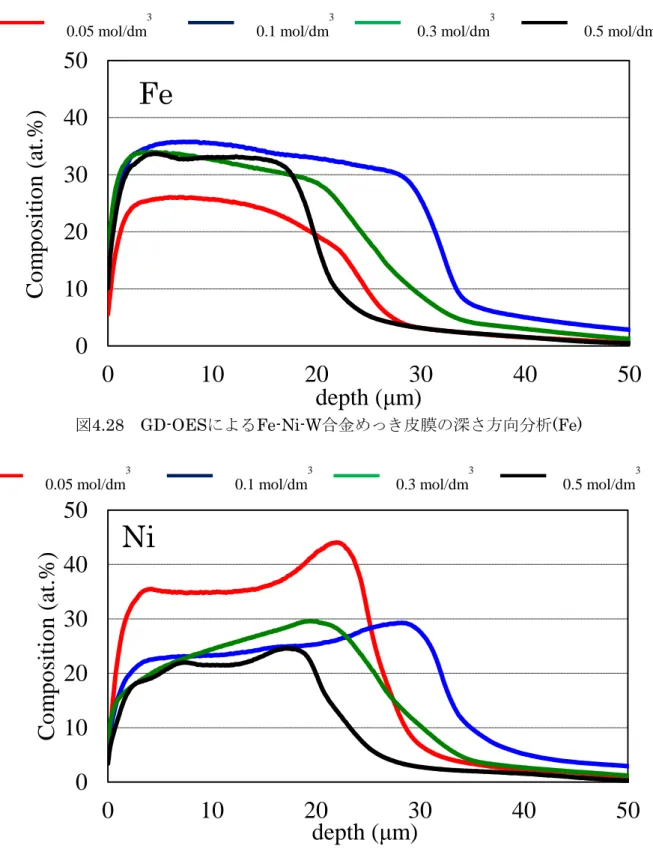
4.5.5 酸化防止剤添加濃度のFe-Ni-W合金めっき皮膜への影響
151
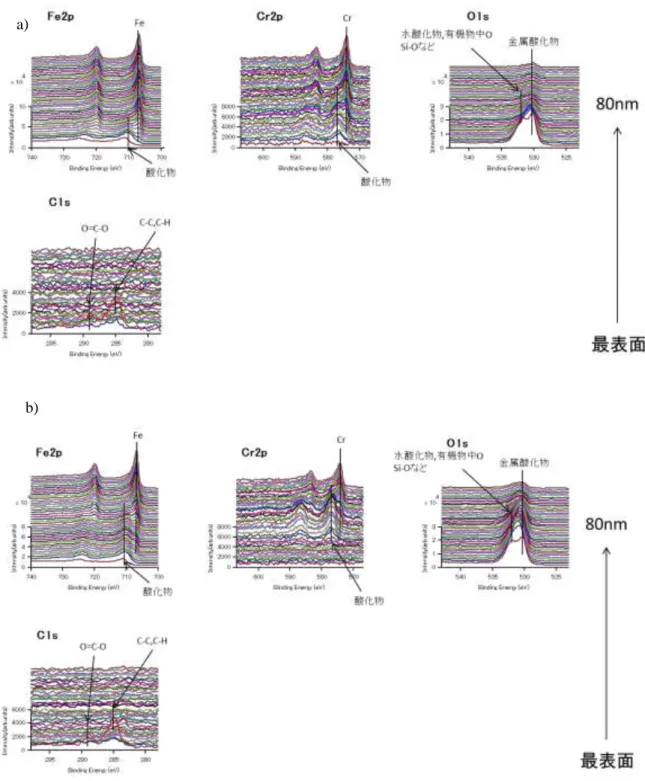
4.6 皮膜物性 162
4.7 従来浴及び酸化防止浴Fe-Ni-W合金めっき皮膜の断面分析
169
4.8 皮膜硬さと熱処理の影響 172
4.9 TEMによ 構造解析と熱処理の影響確認 178
4.10 DSCによ 皮膜構造への熱処理の影響確認 179
4.11 摩擦摩耗特性 181
4.12 Fe-Ni-W合金めっき皮膜の耐食性 193
・第4章参考文献 222
第5章 鉄系合金めっき皮膜への複合処理と工業的応用 224
5.1 Fe-C合金めっきの応用 224
5.2 Fe-Cr合金めっき皮膜の熱処理、浸硫窒化処理の影響
237
5.3 Fe-Cr合金めっきの摩擦・摩耗特性 242
5. 4 Fe-Cr合金めっき皮膜の応用 254
5.5 Fe-Cr合金めっきによ Al合金のスポット溶接性の向上
255
5.6 従来浴及び酸化防止浴Fe-Ni-W合金めっき皮膜への複合処理
264
5.7 まとめ 271
・第5章参考文献 272
第6章 総括 273
1 1.緒論
1.1 緒言
材料としての鉄 非常に一般的 あ 、さま ま 分野 利用さ てい 鉄を最初
に利用し始めたの ッタイト あ 、 ッタイト以前の紀元前18世紀 に製
鉄技術があったことがわ ってい 鉄 っと 重要 金属の一 あ 、産業革命
以降、その重要性 年々増してい 鉄 炭素やそのほ の金属と合金(以下、鉄系
合金)を形成 鉄系合金 その用途によ さま ま 性質を持 よう研究開発さ 、
現在 数多くの鉄系合金が存在
熱処理技術や 削や研磨といった加工技術、接合技術、塗装技術、めっき技術
、鉄鋼材料の取扱いに いて 長い歴史の中 わさ た技術の蓄積があ
し し、めっき技術を例に挙 と、被めっき処理物としての鉄系合金の取 扱い
優 てい のの、他金属への鉄系合金めっき 、ほ のめっき種と比較してあま 一
般的 と 言 え い こ 、めっ き 鉄 系合 金 の錆を防 止 のを 目 的とし て用 い
との意識が強いため と考え
一方 鉄系合金めっきに 、一般的 鉄鋼材料に用い 表面処理が適用 き
例えば浸硫や窒化処理といった熱処理や、塗装 が挙
近年、地球環境の保護の観点 自動車を めと 輸送機器類 、鉄鋼材料
軽量化を目的として軽金属合金や樹脂製品への転換が進め てい 軽金属
あ アルミニウムやチタン、 グネシウム そ 優 た性質を持ってい
し し、強度や融点、表面の酸化しや さ が鉄鋼材料と異 、既存の鉄鋼材
料 用い てきた製造設備をそのまま用い 場合 少 く、設備 投資が強い
めっき皮膜の主成 分を鉄と こと 、従 来鉄鋼材料に用い てきた浸硫や
窒化といった表面熱処理を複合 き 可能性があ また、材料表面を鉄と こと 、
2
そのまま用い ことが き 可能性があ このよう 設備投資 、中小企業において
経 済 的 負 担 あ 、技術 導 入 や 替 えに おけ 壁 の 一 あ 大 規 模 設 備
投資を伴わ 、技術の導入や 替えが行え こと 、中小企業において大き ッ
トと
また、摺動部品 を例に挙 と、アルミニウムを摺動部品として用いた場合、 対
と 摺動部材 鉄鋼材料の場合と同 と言う訳に い 、アルミニウムに適した組
み合わ 材を選定 、組み合わ 材に合わ たアルミニウム合金の表面処理が
必要と このよう 組み合わ 材を選定 際に、一方に鉄を被覆したアルミニウ
ムを用い ことが き ば、既知の経験や知識を有効利用 き 可能性があ
前述したように 、鉄 めっき 中小 企業に おい て 材料転換 にお け コス ト 的、技 術的
ー ルを下 可能性があ このよう 観点 我々 軽金属の代表としてア
ル ミ ニ ウ ム 合 金 を 選 択 し 、 鉄 系 合 金 め っ き に よ ア ル ミ ニ ウ ム 合 金 の 表 面 改 質 技 術 1)2)3)4)
を検討してきた
し し鉄めっきに いく 問題点があ めっき浴中の 2 価鉄イ ンが空気接
触や電解に伴い 3 価の鉄イ ンに酸化さ てしまい、めっき皮膜特性や浴 命に悪
影響を え 鉄を主体と 合金 あ ため、耐食性に改善の余地があ に
いて 、我々 浴中の2価鉄イ ンの酸化を抑制し、生成さ た3価の鉄イ ンの
還元を目的として、アスコルビン酸を添加した浴を開発し、浴中に蓄積さ アスコル
ビン酸の劣化物や過剰 アスコルビン酸の除去を行うシステムを開発し、量産部品に
適用さ てい し し に関して 、Cr と合金化したFe-Cr 合金めっき を開発し
実用化してい が、ま 改善の必要があ 特に野外 の使用、海上や海の近く の
使用、塩化物 を含 腐食性 ス存在下、高湿度環境下 簡単に錆びてしま
う
3
自動車 のアルミニウム合金製摺動部品 に 販路拡大 き 、耐摩耗性に優
た耐食性の高い皮膜の開発を目的としてい
現在試作型 、加工性及び サイクル性の観点 亜鉛合金やアルミニウム合金
作製さ 、試作型として く少量の試打ちを行い サイクルまた 、破棄 さ てい
製 品 開 発 の 短 納 期化 が 進 い 試 打ち 後 量 産 試 作 用 金 型の作 製 期 間 が 製
品開発ス ジュールのネックと ってい のが現状 あ この問題に対し、アルミニウ
ム合金製金型を量産試作用金型また 量産用金型として用い ことが き ば、鉄鋼
材料と比較してアルミニウム合金の 削加工 性の良さ 、金型作製期間を短縮
ことが き
し し、アルミニウム合金製金型に 耐摩耗性が鉄鋼材料と比較し劣 問題があ
金型作動概念図を図1.1に示
図1.1 金型の作動概念図
金型製品部 金属同士の摺動を伴う部品 スライ と ャビテ ー及びコアが接触
部分 あ また、射出条件や使用 樹脂によ 、アルミニウム合金製金型
パーテ ングラインや押し出し ン周辺が摩耗し、バ が発生 耐摩耗性を改善
ことが重要と アルミニウム合金製金型表面に、現在使用さ てい 金型用鉄鋼
材料と同等以上の表面 硬さ及び耐摩耗性を付 ことが き ば 、試作金型を試 コア
ャビテ ー
ス イ
ロッ ン ロック
4 作量産金型、量産金型に使用 ことが可能と
1.2 本研究の社会的背景
以下環境省発行の環境白書 引用 5)
と、地球の表面に 窒素や酸素 の
大気が取 巻いてい 地球に届いた太陽光 地表 の反射や輻射熱として最終的
に宇 に放出さ が 、大気の存在が、急激 気温の変化が緩和 してい と わけ
大気中の二酸化炭素 約 0.04 %とわ が、地表面 放射さ 熱を吸 し、
地表面に再放射 ことによ 、地球の平均気温を 14 ℃程度に保 のに大き 役割
を演 てい こうした二酸化炭素 温室効果 スと呼ば
18 世紀後 半頃 、産 業革命に 伴い 、人 類 石炭や石 油 を大 量 に消費 して
きた こ によって大気中の二酸化炭素の量 産業革命前 1750 年頃)と比 40 %
程増加して い 二酸 化炭素の排出量 と 世界 平均地上気温の 上昇変 化 おお
比例関係にあ とさ てい ゆえに、こ 人類が同 よう 活動を続け と
ば、地球の平均気温 今よ 上昇 と予測さ てい
1992 年に世界 、国連の下、大気中の温室効果 スの濃度を安定化さ ことを
究極の目標と 気候変動に関 国際連合枠組条約 United Nations Framework
Convention on Climate Change) 以下 国連気候変動枠組条約 と )を採択し、
地 球 温 暖 化 対 策 に 世 界 全 体 取 組 い く こ と に 合 意 し た 同 条 約 に 基 き 、
1995 年 毎年、気候変動枠組条約締約国会 議 COP)が開催さ て い また、
1997年に京都 開催さ た気候変動枠組条約第3回締約国会議 COP3) 、日本
の ー ーシップの下、先進国の拘束力のあ 削減目標 2008年~2012 年の 年間
1990年に比 て日本- %、米国- %、EU-8%等)を明確に規定した 京都議
定書 Kyoto Protocol)に合意 ことに成 し、世界全体 の温室効 果 ス排出削
5
2002年に我が国 同議定書を締結し、2005年2月に同議定書 発効した
自動車業界において CO2削減によ 地球温暖化対策への取 組みを緊急課題とし てと えてお
6)
、従来自動車の燃費改善、次世代自動車として イブ ッ 自動車、
プラグイン イブ ッ 自動車、電気自動車、燃料電池自動車、天然 ス自動車、ク
ーン ーゼル自動車 の普及 に力を注い い
その一方 、交通事故件数および死者数低減のため、事故を未然に防止 ため
の予防安全装置 の安全設備、運転者の負担軽減のための装置、運転時におけ
快適性を求めた装置 が採用さ 、自動車自体の重量 1997 年頃ま 増加傾向
にあった
自 動 車の 重 量が 増え と そ に 伴っ て燃 料消 費 量 増加 た め、自 動 車を 軽 量
化 こと エネル ー効率(燃費)向上・CO2 削減および運動性向上に非常に有効 あ
1.3 軽量化
環境や安全に対 消費者意識が高ま 、排出 スや燃費、 サイクル、安
全性 、自動車産業に対 社会の要求 一層厳しさを増してい と わけ近年
環境問題の深刻化にと って、日本や欧米先進諸国を中心に、クル の CO2 排 出量 の規制が大幅に強化さ あ 、各自動車 ー ー 対応に追わ てい
排 出 スの 低減 や燃 費 向上を 実 現 に 、エ ン ジ ンの 燃焼 効率 向 上 と併 て
車体の軽量化が不可欠 がが、現代のクル 安全性・快適性のための大型化や装
備の充実によって、モ ルチ ンジを たびに総重量が増加 傾向 にあ その
ため、各自動車 ー ー 、現在、各種パー やボ の材質変更によ 車両軽
量化に積極的に取 組 い こうした 脚光を浴びてい のが、鉄や銅の約3
6
軽量性に加え、強度や加工性、耐食性、熱伝導性、 サイクル性 優 た特性を
アルミニウム 、こ ま エンジンを めトランスミッション、ホイール、ラジエタ
ーや ークーラー、サス ンション 、数多くの重要部品に採用さ てい 現在、
日本国内 乗用車1 あた 約100kgのアルミニウムが使用さ 、構成材料に占め
アルミニウムの比率 8%に達してい 7)
一方、自動車に使用さ 樹脂 以下、同義語のプラスチックを主として使用)材料
の量 、石油ショックによ 、燃費節減が強く叫ば ように 急増した 燃費 節減
への要求 、その後の石油価格の変動や景気動向によ 強弱を繰 返したが、21 世
紀に入 、環境と資源保護が強く叫ば ように 、このよう 流 がま ま 強く
った
環境保護と燃費節減のため、電気自動車や イブ ッ 車が 場し、バイ ス由来
の燃料の使用が 進さ てお 、将来的に 燃料電池車への期待 高まってい
社)日本自動車工業会 、1973年 2001年の間に普通・小型自動車の原材料
構成比を調査してい 金属、非鉄金属、合成樹脂及びその他非金属材料の構成比
率 、2001年の小型自動車におけ 原材料構成比率 金属が80.8% 鉄鋼が73%、
非鉄金属が 7.8%)、非金属が 19.2% 合成樹脂が 8.2%) あった 合成樹脂の種類
として ポ プロ ンが約 40% 大部分を占め、そのほ ポ ウ タン、塩化ビニー
ル樹脂、スーパーエンジニアプラスチック、ポ エ チ ン、ABS 樹脂 が用い て
い 8)
プラスチック製品の加工技術として、射出成形、 縮成形、真空成形 があ こ
7 1.3.1 アルミニウム合金
アルミニウム(Al) 非鉄金属の代表的 材料の一 、通常 純アルミニウム 、ア
ルミニウム合金として使わ この種類として 、製法 展伸材 と 鋳物材 に分
け ことが き 前者の展伸材と 、板材、条、棒、線、管、形材、鍛造品や箔の形
状の のを指し、アルミニウムとその合金のほと この展伸材 あ また、鋳物材
と 砂型、金型にアルミを流し込 固めた鋳物 、大量生産の場合 イ ストを
用いて製造さ こと 多く、複雑 形状を持 部品や製品、例えばシ ン ッ や
クランク ース、クラッチ ウジング、 ストン、自動車用ミッション ース 使わ
てい
数あ 材料の中 アルミニウム合金が選ば ことが多い背景に 、この材料の最
大の特徴と 言え 軽さ と 熱伝導性の高さ が挙 表 1.1 にアルミニウム合
金と鉄の物性を示 比重 約2.7 、こ 鉄 の3分の1程度 あ このためア
ルミニウム合金 自動車を めと 輸送機器類に軽量化を目的として多用さ て
い
S50CN
A1050-O
密度
g/cm
3
7.8
2.7
熱伝導率
W/mK
53
236
熱膨張係数
×
-5
/K
11.7
2.55
縦弾性係数
×
3
206
70.6
ビッカース 硬さ
HV
188
19
引張強さ
N/mm
2
610
70
耐力
0.2 %N/mm
2
390
30
伸び
%
18
43
電気抵抗
n
Ω
・ m
℃
9
.
% 以上
26.55
良
項目
リサイクル性
8
軽量化 図 1.2 に示した自動車重量と燃費の関係 わ ように、CO2の排出量 削減に大き 効果があ
図1.2 自動車重量と燃費の関係 )
図1.3 に自動車におけ 金属材料の使用量の推移を示した こ によ と年々アル
9
図1.3 自動車1 当た の金属材料使用量推移 10)
各種アルミニウム合金の 性質として 、軽量性・熱伝導率 11)
の高さのほ 比強
度の高さや加工性の良さ 12)
、耐食性 耐水、耐海水)、装飾性、無毒性、非磁性、真空
特性の良さ ス放出率が小さいため真空到達性能が高い)、良好 電磁波や熱の反
射、 サイクル性 13)
が高い が挙
一方 、アルミニウムの表面硬さ 、アルミニウム合金の中 比較的硬いAl-Cu合
金(A2000系)において約150 HV、Al-Zn-Mg合金(A7000系) 約200 HVと鉄鋼材
料 と比較 と低い
そのため、自動車用摺動部材や樹脂成型用金型 用い 際に アルミニウム
合金の表面硬化処理が必要と 自動車におけ 例を挙
14)
と、エンジンにおけ
シ ン ーブロックが挙 シ ン ーと ストン 高速度 摩擦 ため、一
般的に シ ン ーブロックに鋳鉄製のシ ン ーライ ーが鋳込ま てい 近年 (万トン)
10
更 軽量化のため、ライ ー ス化が進み、シ ン ーブロック又 ストンのい
に表面処理が さ てい 例えば、シ ン ーブロックへの表面処理として 、
摩 擦 面 の ア ル ミ ニ ウ ム に ア ル ミ 繊 維 や 炭 素 繊 維 を 混 合 さ た の(FRM:Fiber
Reinforced metal)やニ ッ ル・シ コ ン によ めっき(ニ ジルめっ き)を施 、
耐摩耗性を高め使用さ てい
ストン 、コストの観 点 鋳鉄製の ストン が用い こと あ 主運動系
の軽量化と放熱性を考慮した場合、アルミニウム合金製の ストンが用い アル
ミニウム合金製 ストンに 、耐摩耗性の観点 鉄めっきやニッ ル めっきを施し用
い また、摺動特 性の向上を目的とし、鉄めっき の表面にス めっきを施し
た 、めっき 表面 また アルミニ ウ ム合金に 直 接二硫化 モ ブ ン の固 形潤滑剤
が塗布さ 用い
樹脂射出成型用アルミニウム合金製金型 、一般的 樹脂 十分 耐久性を
持ちそのまま使用さ こと あ 一方、射出成型用の樹脂に 、強度や耐熱性、各
種耐性を高め 目的 、フ ラーと呼ば ミクロンサイ や ノ ートルサイ の物質
を混合 場合が多い フ ラーに セラミック系や繊維系、酸化物 が用い
このよう フ ラー 、金 型を摩耗さ 鉄鋼 材料に比 表面硬 さの 劣 アルミニウ
ム合金 その傾向 強く 、耐久性が問題と めっき の表面硬化処理が必
要と
アルミニウムの表面硬化技術として 、陽極酸化法、湿式めっき(電気めっき、無電
解めっき、化学めっき)、乾式めっき(PVD、CVD) が挙
1.3.2 樹脂製品
また自動車業界 、更 軽量化のために樹脂部品への転換 進め て
11
年々樹脂部品の占め 割合が大きく ってい 樹脂 鉄鋼材料や非鉄金属材料と
比較し比重が軽いため、部品点数に直 と樹脂化の割合が大きく ことが容易に推
測 き
図1.4 年毎の自動車一 におけ 各種材料の重量比の推移 15)
このよう 樹脂部品の作製方法の一 として射出成型が挙 アルミニウムの
熱伝導率 300 K 237 W・m -1
・K -1
あ 、鉄の80.4 W・m -1
・K -1
と比較 と約 3
倍の高さを有 そのため、プラスチックの射出成型用金型 にアルミニウム合金
を用い ことによ 、金型の加温・冷却が速や に行うことが可能と 、サイクルタイム
を短縮 き、生産性を高め ことが き 16)
結果的に設備の稼働時間を短縮 き、
エネル ーの有効利用率を高め、CO2排出量を削減 き
6 9 13 14 16
18
2 2 5 6 6 7
79 76 65 63 61 55
14 14 17 18 18
20 0 25 50 75 100
1970 1980 1990 2000 2010 2020予想
自動車の総重量に
占め
割合
(%)
そのほ 金属
ム
ス ック
1,100 1,180 1,260 1,340 1,400 1,100 車輌の
12 1.3.3 射出成型用金型
17)18)
プラスチックを決まった形に ための金属製の型を金型と言う 金型 、図5のよう
に 成形品の周 を 部と 部 作 てい
図1.5 射出成型用金型例
図 1.5 の 部を ャビテ ー(固定側)と言い、 部をコア(可動部)という 複雑 形
状に対応 ため、金型 入 子と呼ば 部品をモール ースに め込み作製
さ ことがあ 図 1.6 に射出成型金型の各部 称を示 モール ース 強度
が必要 ため鋼材 作製さ ことが多く、射 出成型においてアルミニウム合金 入
子に適用さ ことが多い
図 1.7 に示 よう アン ー ットと呼ば 箇所 、そのまま 成形品の取
出しにおいて邪魔に ため、スライ 機構を設け スライ 機構 成形品に接
スライ コアとアン ュラ ン(傾斜 ン) 、型の開け閉めに作用して稼働 ス
13
さ スライ コア その機構上 冷却管を設け ことが しい 金 型の温度を均
一化 ために、冷却管を設け ことが き いスライ コアに 熱伝導性の良い
ウム銅 を用い ことがあ し し、 ウム銅 高価 あ ため、こ を熱伝導
性の良いアルミニウム合金 作製 き ば、原材料費、加工コスト、ショットサイクルの
短縮 、生産性の改善に大きく寄 た し、アルミニウム合金 耐摩耗性が
劣 ため、表面処理によ 改善が必要 あ
また 、製 品を取 出 際 に鋼製 の押 し出し ン をコア 側に 用 い こと が あ 、コ アの
入 子部分に 耐摩耗性が要求さ
14
図1.7 アン ー ットとスライ 機構
1.3.4 プラスチック成形用の金型の表面処理
1.3.4.1 金型表面に要求さ 機能
19)
プラスチック成型に 十数種類の成形加工方法があ 、何 の金型を必要と
金型表面の要求機能に いて 成形加工方法によって異 ここ 射出成型用
金型に限定して考え
成形加工方法を特定して 、そ 金型表面に要求さ 機能が決ま わけ
い 一般論として耐食性、耐摩耗性、潤滑性( 性、離形性)、耐熱性が表面機
能として必要とさ
1.3.4.2 表面皮膜の形成方法
表面皮膜の形成方法として 後述 様々 表面処理加工方法が、目的と 皮
膜に応 て選択さ コア
ャビ ャビ
コア
ス イ ス イ
ス イ ス イ
アン ーカット
ス イ 機構 いと、ア ン ーカット部 引っ掛
り、製品の取り出し き
い 製品
15 1.3.5まとめ
このようにアルミニウム合金 多くの部材 使用さ てい また、軽量化を目的とし
た場合、樹脂製品 多用さ が、その製造方法(金型 )に アルミニウムを利用
利点があ 金型に 多くの摺動部が存在 自動車部品や金型 の摺動機
構 金属の組み合わ さま ま あ 、そ に合わ た最適 表面処理を
行う必要があ こ に対し鉄系の合金めっきを用い ことが き ば、必要 部材に
浸硫や窒化 を複合処理 ことが可能と 中小や零細企業の多いめっき業
において、多種多様 めっきに対応 き ようめっき浴 を多く準備 こと コスト、設
置個所の面 困 あ ま 各々の部品 の摩耗機構に合わ た表面処理が、
一 のめっき 対応 ことが可能 あ ば、その ット 非常に大きい
そ に加え、金型の表面処理 次の 事ま 間隔が空くことが多く、設備の稼働率
が下がってしまう 金型に特化した表面処理 設備の稼働率が低く 、企業の経
営を っ迫 可能性があ 鉄系めっきのようにめっき後に鉄鋼系 用い 熱
処理系の複合処理が適用 き ば、金型以外の多種多様 摺動部材への適用の道
16 1.4 アルミニウムの表面硬化技術
20)
アルミニウム表面硬化処理を検討 場合、アルミニウムの融点が660℃と鉄鋼材料
と比較し低温 あ こと アルミニウム 酸性と アル 性と 反応 両性金属 あ
ことを考慮し け ば 、表面硬化技術において適用 き プロセスが限 て
く
日刊工業新聞社発行の アルミニウム合金の表面厚膜硬化技術 によ と、以下のプ
ロセスが厚膜形成の可能性が高いと述 てい
1.4.1 アークプロセス 20)
アルミニウム合金をAr-2%N2の混合 スシール の中 テ グアークによ 表面を溶
解凝固さ と 、あ 条 件範 200~250HV の硬化層が得 この硬化層
AlNとアルミニウムが層状に形成してい の あ が、層の厚さ 100μm程度 あ 、
こ 以上の厚い のが安定して生成可能 不明としてい
また 、アーク によ 溶融 池 内に 粉 を 連続 的に 供給 して 硬 化 アロイ ン グ法 を 紹
介してい さ に近年 、連続鋳造技術の OCC(大野式連続鋳造法)プロセス
Al-Cu合金連続鋳造溶接棒(φ3~6 mm、1,000 mm長さ)を作製し、TIG(Tungsten Inert
Gas)アークによ 表面厚膜硬化技術が紹介さ てい こ によ と肉盛 部の硬さ
溶 接 棒 の 銅 含 有 量 を 変 化 さ こ と に よ 、160~200HV、230~280HV、280~
320HVと3段階に変化さ ことが き、厚さ 数mm程度ま 可能とあ
またMIG(Metal Inert Gas)アークアロイングによ Al-Cu複合ワイヤによ アルミニウ
ム表面厚膜硬化肉盛 法が紹介さ てい が、こち その表面硬さ ~300HV程度
17
1.4.2 電子ビームおよび ー ービームプロセス
20)
Sohi の研究として、Al-Si 合金に電子ビーム焼入 を行った結果、硬さ シ コン
の量の増加とと に増加し、18mass%Si 硬さ210HV、厚さ0.6mmの硬化層を得てい
としてい
ア ロ イ ン グ に よ 肉 盛 と し て 、 ア ル ミ ブ ロ ン 粉 を 溶 融 部 に 供 給 方 法 に て 、
650HVの硬さが得 てい が、割 が発生してい シ コン 170HV、Al2O3
効果が ったとしてい
また、Hiller の研究によ と、Al-12%Si 合金表面に鉄板を置き、電子ビームによ ア
ロイングを行い、硬さが350HV以上 厚さ1mmの硬化層が得 てい Vinet に
よ と、シ コ ン、鉄 、ニ ッ ルおよび銅を用い たアロイングを行った結果、銅が最 効
果的 あ 、硬さ450~500HVのアロイング層が得 てい し し、こ 以上の硬さ
割 が発生 としてい
1.4.3 PVD法 20)
アルミニウムへのイ ン注入に関 文献 比較的多く、例えば N、O、Ar、B、Ni、
Ti、Sb、Cu の陽イ ンを注入 ことによ アルミニウムの表面硬化が可能 あ
としてい し し、い の場合 表面硬化層の硬さ 100Hv程度 、厚み サブミ
クロン ー ー あ としてい
このよう イ ン注入の欠点を補う技術として、イ ンビームミ シングが開発さ て
い こ 、希望元素の真空蒸発を行い が イ ン注入を同時に行うことが き、
界面層の強化と硬化を同時に 進さ 方法 あ 蒸着速度 0.3~0.6μm/min と
比較的早 く、ミ ー ーの皮膜を得 た めに コスト 的 問題が 大き く が 、数十
μm 程度の皮膜を得 ことを前提と と、界面の接合強度 極めて優 てお 、有効
18
また、400~500℃ ア ル ンスパッタ ン グを 窒化処理の前に行うこと によ 、直流型
のグロー放電によ イ ン窒化が可能 あ としてい し し、この方法によ 表面硬
化層の厚さ 500℃×5h 数μm あ このようにPVDによ 方法 処理時間が長
いため、コスト面 問題と ことが多い
1.4.4 CVD法 20)
熱CVDによ アルミニウム表面に 350~600℃ 炭化タングステン(以下、WxC)、タン
グステン、モ ブ ンの厚膜(0.5~1.0mm程度)を作製 ことに成 してい 成膜速
度 WxCが600℃ 0.62mm/h程度 あ 硬化層の硬さ WxC膜 2000HV、タ
ングステン膜 500~600HV程度 あ
1.4.5めっき法 20)
ア ルミ ニウ ム の表 面硬 化技術 とし て 、陽極 酸化処 理が き わ めて 一 般的 あ 自
動車用 ストンの耐摩耗性のための硬質めっきとして 、Al-Si、Fe-Sn めっき処理
が実用化さ てい
無電解 Ni-P やそ に SiC を分散さ た分散めっき 用い てい 硬さ
Ni-Pめっき 、500~600HV、熱処理を施し Ni3Pを析出さ と800HV以上の
硬さが得 また、分散めっきにおいて 多くの研究が さ てい
湿式めっき法 、他の表面処理方法と比較し、次のよう 利点が挙
21)
1)精度の高い厚膜化・微細加工方法 あ
2)量産、省エネル ー 経済性が高い
3)湿式めっき いと出来にくい のが多い
(ex.複雑 形状、 ング効果、安定した合金析出、厚めっき、非晶質皮膜、無機
19
アルミニウム合金上への直接めっきに いて 、他の金属上へのめっきに比較して
非常に困 あ その理由として、表面に酸化皮膜が きや いこと、電気化学的
に非常に卑 金属 あ ため電解液に侵さ や いこと、めっき金属とアルミニウムが
合金を く く、また熱膨張係数が異 こと が挙 即ち、アルミニウム
にめっきして 機械的に密着してい に 、長期間の放置によ 膨 や 離が起
き また、 ンホール 生 や く、腐食の原因と 従って、特殊 前処理を
行わ け ば、密着性良好 めっき層が得 い そのためアルミニウム合金の前
処理 一般的に ブルジン ート法と呼ば 前処理を施 図 1.8 に ブルジン
ートの工程例を示 22)
20 1.4.5.1 アルミニウムのめっき前処理
22)23)
アル 脱脂:弱アル 性の素地を荒 さ い脱脂液を選定 のが望ましい
文献によ と浴組成 、 酸三 ト ウム20~30 g/dm 3
、炭酸 ト ウム20~30 g/dm 3
、浸漬条件 浴温度が60~70 ℃、浸漬時間が1~3 min が紹介さ てい (表
1.2) 素 材によっ て条 件 を定め 必要 があ 、濃 度と 温度 に従っ て 素地 が溶解 た
め、短時間 の処理が望ましい 濃度、温度、pHの管理が必要と
表1.2 アル 脱脂浴組成及び条件例
電解洗浄:アル 浸漬脱脂にて除去しき い汚 が付着してい 場合 、電
解洗浄を加え 場合があ 例として、アル 脱脂に使用さ 各種の薬剤に、 ロ
ン酸 ト ウム 、グル コ ン酸 ト ウ ム の ート剤を適当に加え て、陰極電解洗
浄を行う工程が紹介さ てい 温度 概 40~60 ℃、時間 アル 濃度が高く
ほ 短時間(1分以内を目安、5分を限度と ) 処理
酸洗:アルミニウム合金の表面の酸化膜を除去して表面を活性化し、エッチング反
応を均一に行わ ために行う場合があ 常温の50 vol%の硝酸に5~6 sec浸漬
成分
炭酸ナトリウム ~ ~ 25 22.5
りん酸三ナトリウム 25 22.5
タケイ酸ナトリウム ~ ~ 15.5
界面活性剤 アニオン 2.5
温度 ~ ℃ ~ ℃ ~ ℃ ~ ℃
時間 ~ 分 ~ 分 ~ 分 適宜
21
エッチング:アルミニウム合金表面の酸化皮膜の完全 溶解除去、密着性向上を
目的とした表面の粗化・調質 のため、アル エッチングを行う アル 洗いと
称して脱脂を兼 て行わ 場合 あ 一般に50 g/dm 3
前後の60~70 ℃に加熱し
た水酸化 ト ウム溶液を用い 合金の組成によって 珪 酸 ト ウム を 60
g/dm3を上限に、水酸化 ト ウムに替えて添加 場合 あ 水酸化 ト ウム濃度
が高いほ 短時間(0.5~5 min) 処理を行う
酸浸漬(ス ット除去):アルミニウムに合金として配合さ た金属(銅、 グネシウム、
イ素 )がエッチング後表面にス ットとして残留 こ を溶解除去 ために、
硝酸、ふっ酸また 酸性ふっ化アンモニウム、硫酸、およびこ の混酸によって酸洗
浄を行う
ま に、化学研磨の目的 、主成分を 酸(60~80 vol%)、硝酸(5~25 vol%)、酢
酸、硫酸、過酸化水素 を混合した溶液 100 ℃前後の液 酸洗い ことがあ
亜鉛置換(ジン ート):アルミニウム 空気中、水中 容易に酸化膜を形成
酸化膜が表面に存在 状態 めっきを施 と、酸化膜がめっき皮膜の密着を阻害
亜鉛置換工程 、この対策として行う の 、アルミニウム合金へのめっきプロセ
スにおけ っと 特徴的 工程 あ
1.4.6まとめ
本研究 、アルミニウムの表面改質手法として、1)精度の高い厚膜化・微細加工
方法 あ 2)量産、省エネル ー 経済性が高い 3)湿式めっき いと出来にく
22
湿式めっき法 、設備コストが他の処理設備と比較して安価 あ 、ス ールアップ
が容易 あ こと 利点として挙
アルミニウムの前処理方法 、多くの研究例があ 、工業的に実績のあ ブルジ
ン ート法を採用した ブルジン ート法に用い 各薬品 、市販のめっき薬品 ー
23 1.5 表面硬化皮膜としての代表的 めっき 1.5.1工業用クロムめっき
24)
クロムめっき 、装飾用と工業用(硬質)クロムめっきに大別さ てい 工業用クロム
めっき あ ゆ 分野 用い てい こ 、クロムめっきの優 た性質によ の
、硬さが700 HV以上と大 あ 、摩擦係数が小さいの 、耐摩耗性に優 、耐食性、
密着性がよく金型に使用 と離型性が良好 あ 、摩滅や削 た部品の補修が
き によ の あ
アルミニウム合金へのクロムめっき 、直接めっき 方法 25)
と下地めっきを施した
のちクロムめっきを施 方法 26)
があ 石田 の研究によ と直接めっきを施 よ
下地めっきを施した ののほうが密着性が良好 あ こと、松山 によ と密着性の良
い直接クロムめっきが得 が、外観が梨地状に の問題点が挙 てい
1.5.2ニッ ルめっき 27)
ニッ ル 鉄に近い金属 あ が、空気や湿気に対して 鉄よ に安定 あ
こと 、めっき 装飾、 織の両面に利用さ てい 無光沢ニッ ルめっきや
光沢ニ ッ ル めっき 数多 くの種 類の めっき 浴が開発 さ てい 様々 金属 との
合金めっきや分散材を用いた複合めっき が開発さ てお 、工業的に広く使用さ
てい
また 、電気 めっ きの み 、次 亜 酸 ト ウ ム の 還元 剤を用 い ことによ
24 1.5.3 鉄めっき
1.5.3.1 一般的 鉄とその合金めっき 28)
鉄めっき皮膜 、印 板や電動タイプライタのタイプ製造、 ム、 ラス びにプラ
スチック用鋳型、 チップ、アルミニウム ストン の自動車のアルミニウム部品
の表面被覆、製紙、製鉄、 ム、 びに油 機のロール、シャフト、や ストン の
摩耗部分、 びに鉄製シートや管の電鋳に用い てい 鉄めっきの磁気的性質
、誘導コイルのコアや軟磁性材料として 利用さ てい また、鉄めっきによ 鉄
粉や鉄箔の製造 おこ わ てい
鉄めっき 、鉄がニッ ルや銅に比 て資源的に豊富 安価 あ こと、浸炭や窒
化 の鉄鋼材料の表面硬化処理を利用 ことによ 高硬度表面が得や いこと、
溶接性が良い こと 、アル ミニウム合金を め 多 くのめっき 素材上に密 着性の良いめ
っき皮膜が得 こと、 の特徴を有してい
鉄めっき浴として 硫酸浴、塩化物浴、混合浴 びにスルフ ミン酸浴 が用い
てい 鉄めっき浴 、硫酸第一鉄や塩 第一鉄 の 2 価の鉄を含有 が、
大気酸化 によ 3 価の鉄が増加 と、種々の問題が生 ため、めっき浴中の
濃度を低く保 ための設備が必要に こ のめっき浴 得 鉄めっき 、
99.9 %程度の純度の鉄 あ 鉄めっきの硬さ 、めっき浴の種類やめっき条件によ
大きく異 し し、耐摩耗性用めっきとして広く用い てい クロムめっき(1000
HV)や、加熱処理した無電解ニッ ルめっき(900 HV)に比 と非常に低い そのた
め、鉄めっきの硬さを上昇さ ために、鉄めっき皮膜中への鉄の酸化物や水酸化物
の共析 びに鉄-炭素合金化が行わ てい 鉄-炭素合金めっき皮膜 、従来
の耐摩耗用鉄めっき皮膜の代替えとして各種の耐摩耗用部品、特に自動車のアルミ
ニウム スト ン の、ア ルミニウム部品の表面 硬化層として注目さ てい さ に、
25
が安価 あ 、 の理由 従来の鉄鋼の表面硬化処理の代替えとして 期待さ て
い
鉄-炭素合金めっき皮膜、鉄-ニッ ル合金めっきおよび鉄-クロム-ニッ ル合金めっ
き 、多くの合金めっき皮膜が報告さ てい こ の合金めっき皮膜の用途 、
硬さを利用した耐摩耗用、磁気的性質を利用した磁性材料用、鉄鋼材料の防食用、
びにステン スめっきと 呼ば 耐食用 、多岐にわた
1.5.3.2 純鉄めっき及び鉄-炭素合金めっき
表 1.3 29)
に代表的 鉄 びに鉄-炭素合金めっきの組成とめっき条件を示 硫
酸 浴 比 較 的平 滑 灰 色外 観の 鉄 めっ き皮 膜 が得 硫酸浴 に 、めっ き
温度が室温付近と低いこと、めっき皮膜の ットが少 い の利点があ 鉄めっき
皮膜の硬さ 150 300 HV程度、伸び 1~7 %程度 あ 、い めっき浴の
組成や条件に依存
26
めっき浴のpHが低いほ 、浴温が低いほ 、そして電流密度が高いほ 、めっき皮
膜の硬さ 高い 硫酸浴の欠点 、めっき浴温の温度が65 ℃以上に と、めっき浴
中の 2 価の鉄の酸化が著しく こと あ 塩化物浴 、主に塩化第一鉄と塩化
ル シ ウ ム 、他 の浴 に 比 て め っ き 浴 中の 鉄 濃 度 が 大 き く、め っ き 浴 の 温 度 が
85 ℃以上 、延性に富 鉄めっき皮膜が得 利点があ 鉄めっき皮膜の硬さ
120~530 HV程度 あ が、伸び 0~50 %程度と大きく異 20~50 ℃の塩
化物浴 、 びに 硫酸 浴 高 い電流 密度 得 た鉄めっ き皮膜 、めっき皮 膜中
に鉄の酸化物や水酸化物が共析 ため、400~1100 HVの高硬度を示
グ セロースや砂糖を添加した塩化物浴 びに 酸、酢酸 びにクエン酸を添
加した硫酸浴 炭素を 0.05 及び 0.7 %含有した鉄-炭素合金めっき 、800~1100
HV の高硬度を有 が、延性 非常に小さく、電流効率 非常に低い 少量のクエ
ン酸とL-アスコルビン酸を含有した硫酸浴 、電流効率約70 %、約800 HVの黒色
光沢外観を有 鉄-1 %炭素合金膜が得 この鉄-炭素合金膜 体心立方格
子の ルテンサイト構造を有してお 、この構造が硬さの原因 あ 鉄-炭素合金め
っき皮膜の硬さ 約400 ℃の加熱 上昇し、約1200 HVに達
1.5.3.3 鉄合金めっき
現在ま に約21の鉄系合金めっきの作製が報告さ てい 各用途別に代表的
合金めっきと、そのめっき浴組成とめっき条件を表 1.4 30)
に示 鉄-ニッ ル合金めっ
き硬さ 、めっき浴の種類やめっき条件によって異 が、鉄含有率 10 %以上 約
550 HVの一定値に また、600 ℃以上 、クロムめっきよ 優 た耐摩耗性を
有 ことが報告さ てお 、鉄鋼の連続鋳造用鋳型への応用として工業用・耐摩耗
27
28
また、鉄-ニッ ル合金めっき皮膜の保磁力 1~10 Oe と、合金化してい い鉄め
っき(10~40 Oe)よ 小さく、現在1 Oe以下の合金めっき 開発さ てい
Fe-80 %Ni 合金膜 パー ロイと呼ば 、薄膜 ッ の磁性材料用として応用
さ てい さ に、鉄-ニッ ル合金膜 、ニッ ルめっき の代替えとして装飾用に
応用さ てい
鉄-亜鉛合金めっき びに鉄- ン合金めっき 、自動車の表面処理鋼板を め
とした 防食 用に応 用 さ てい 鉄-亜鉛 およ び鉄- ン合 金 めっ き 、亜 鉛系 の防食
めっきに比 て、めっき上に施さ 塗膜との密着性に優 てい こと 、亜鉛系合
金めっきの上層めっきとして用い 鉄-クロム-ニッ ル合金めっき 、クエン酸浴、
スルフ ミン酸浴、グ シン浴 びにほうフッ化浴 作製さ 、優 た耐食性を
示 ことが報告さ てい
1.5.3.4 めっき浴の管理 29)
鉄めっき浴中の2価の鉄 、空気酸化や陽極 の酸化 によ 3価の鉄に酸化さ
硫酸浴や塩化物浴 、3 価の鉄の濃度の増加に伴い、透明 薄緑色 黄
色に変化し、沈殿 生成 低濃度の3価の鉄 ット防止作用があ し し3価
の鉄の濃度が高く と、電流効率の低下、めっき皮膜の脆化、応力の増加そして硬
さの上昇 が生 高pH浴 、めっき浴中の3価の鉄 沈殿を生成 ため、
めっき浴中の3価の鉄濃度を小さく保て そのため工業的 高pHめっき浴 、め
っき浴中に沈殿を生成さ たまま、鉄めっき皮膜を得 場合 多い
めっき浴中の鉄の一般的 酸化防止法 、 めっき浴への鉄チップや鉄繊維の添
加、 めっき浴のpHを 0.5程度ま 低く (過剰の酸の添加によって酸化を抑制
き が、めっき浴を使用し い場合 、陽極の鉄板を取 出しておくことが必要 あ
29
安定剤の添加 あ の安定剤 、2価の鉄の酸化を抑制 ために添加さ 、
クエン酸、 ン 酸、酒石酸 の ルボ シル基を 2 個含有 シ ルボン酸、
びにL-アスコルビン酸や塩酸 ロ シアミン の還元剤が用い
めっき浴中の鉄濃度の定量法として 、吸光光度法や滴定法が用い 吸光光
度法用の鉄の発色試薬として 、4,7-ジフ ニル-1,10-フ ントロ ン、4,7-ジ ロ
シ-1,10-フ ントロ ン、1,10-フ ントロ ン が用い
1.5.4まとめ
鉄系合金めっき 、ニッ ルや亜鉛、クロム のめっきと比較して、現在工業的に
利用さ てい ース 少 いと考え
その要因として 、
浴中の Fe 2+
が空気との接触によ 容易に酸化さ Fe 3+
と 不良の原因に 、浴
の維持管理が困 あ こと
ニッ ル と異 、無電解法 析出が困 、得 たとして 密着性や外観が
良好 皮膜が得 いこと
鉄系めっきの多く 、析出皮膜その のが酸化さ (錆)や く、トップコートが必要と
、潤滑油 の油共存下 使用さ ールが多いこと
が挙
し し、工業的に 鉄系材料 一般的 あ また、鉄鋼材料に用い 熱処理
を付 ことが き 利点があ 鉄系めっきに関して ニッ ルやクロム と
同様に、よ 多くの分野 使用さ き皮膜の一 と考え
材料 学、熱処 理学 の他の 分野 の 研究 や 工業 的 利用 非 常に 多い が 、鉄
系めっきに いて その存在感 非常に薄い
30
きが表面改質膜として選択さ 機会 増え 工業的課題を解決 手法の選択肢
31 1.6 アモルフ ス金属
31)
アモルフ ス金属の研究 、金属がアモルフ ス状態 存在 こと 1940年代に、
にめっき膜や低温真空蒸着膜の中に結晶性を有し い膜が存在 こと 知
ていた 1970年に増本, Maddin がパラジウム合金テープを作製して、そ が強靭
性を持 ことを見出したことを契機として、その後、耐食性、軟磁性 の種々の ニ
ーク 性質の発見によ 急速に拡大してい
1.6.1 アモルフ ス金属の特徴 32)
アモルフ ス金属が 特殊性を表 1.5に示 また、アモルフ ス金属の主 材料
特殊性を表 1.6に示 1970年以来数多くの研究が さ 、アモルフ ス金属が
優 た材料特性が明 にさ てい アモルフ ス金属の材料特性 一般的性質と
特殊的性質に分け 前者 主 として構造 的 特徴 生ま 性質 あ 、ア
モルフ ス金属が持 一般的 性質 あ 一方、後者 構造的 特徴に加えて特
定の組成において現 特殊 性質 あ
表1.5 アモルフ ス金属の特殊性
表 1.5 を見 ように、アモルフ ス金属 様々 材料特性を有してい 結晶金属と
32
応用例をまとめた の あ 現在、実用化さ てい 合金組成 、薄帯や線材として
(Fe,Ni,Co)-Si-Bや(Fe,Ni,Co)-Zr系合金 があ
表1.6 アモルフ ス金属の主 材料特性
1.6.2 作製法の原理と特徴 33)
アモルフ ス金属・合金を く に 、こ ま 数多くの方法が知 てい 一般に
33
図1.9アモルフ ス金属の生成方法
平衡的に 、黒 い矢印 示 状態の変化 、 わち ス⇔液体 、液 体⇔結晶、 ス
⇔結晶 可逆的 に変化 一方 、アモル フ ス状態を得 た めに 非平衡的 変
化を利用し け ば 、図中の白矢印 示 ように
1) 金属 スの凝集、2) 金属液体の凝固、3) 金属結晶への欠陥
の導入の三 の経路があ
例えば、1)の経路を利用 方法として、真空蒸着法、イ ンプ ーテ ング法、ス
パッタ法、化学気相反応法があ その中に特殊 方法として、水溶液中の金属イ
ンを電気化学的に陰極にめっきさ めっき法(無電解あ い 電解) 重要 手段と
して知 てい 2)の経路を利用 方法として液体 の急冷法が、3)として結晶
の表面に粒子線照射 方法、衝撃波によ 強加工法 があ
34 1.6.2.1 真空蒸着法
33)
蒸着法の利点 薄膜作成に適してお 、 、装置や操作が簡単 あ こと、基板
の冷却が容易 の 純金属のアモルフ ス化に有利 あ 一方 、適用 き 合金
組成の種類に制限があ 、その組成の精密 調整が しいこと、また大量生産に 適
してい い欠点があ
1.6.2.2 スパッタ法 33)
スパッタ ングと 、低 ス雰 気中 二 の電極間に電 を加えて スを電離し
てイ ン化し、この スイ ンを固体表面に衝突さ と、固体表面 原子が外部に
き出さ 現象をいう 蒸着法の場合に 、熱によ 蒸発を利用 の 、基板上
に 付 着 原 子 の 運 動 エ ネ ル ー 非 常 に 小 さく 、kTm(≃0.1eV)程 度 に い
一方、スパッタ法 、数100~数1000 Vの電 を加えたときの基板上に達 原子
の運動エネル ー 約10 eVに 達 こ にバイアスを加え とその値 さ に高
く このた めに 、蒸 着の場 合よ 原子 の放 出方向 広 が 、また 、蒸気 の著 しく
異 合金をターゲットにして 、こ とほ 同一組成の膜を作 ことが き、また基板
との密着性 よく 半面、スパッタ法 通常10 -2
~10-3 Torrの真空度 行うの 、雰
気中の残留 スの試料への取 込みが多く や く、また基板温度の上昇を伴う
欠 点が あ アモ ル フ ス 金 属を く 場 合 、純金 属よ 結 晶化 温度の 高 い合 金 の
場合に有利 方法 あ
1.6.2.3 気相化学反応法 33)
気相 析出さ ようと 元素を含 揮発性化合物(塩化物)の蒸気あ い ス
を加熱した基板上 熱分解さ た 、あ い この雰 気中にほ の反応 スを加え
35
あ 、CVD法(Chemical vapor deposition)と 呼ば てい 雰 気に用い 気相
ス ロゲン化物 あ 、原料 スの種類、濃度、 力、流量、基板の温度と種類
が重要 調節条件 あ この方法によ アモルフ ス合金を作製した例 いが、高
融点金属のアモルフ ス化に対して使用 き と思わ
1.6.2.4 液体急冷法 33)
溶融した金属、合金を急速に冷却して過冷さ 、てアモルフ スと 方法 この方
法 薄板(薄帯)、細線、粉 のアモルフ ス合金を大量生産 き の 、最 一般的
方法 あ 以下にいく 事例を示
a) ン法、 ストン・アンビル法、トーション・ タパルト法
実 験 室 的 に 簡 単 に ア モ ル フ ス 金 属 を く 方 法 と し て 考 案 さ た の 、 数
100 mg程度の小薄片し 作 、し 不定形試料 の 、限 た一部の物
性 を 測 定 の に 用 い て い に い し し 、 冷 却 速 度 が 大 き く 、 約
109 ℃/sま の最大冷却速度が得 アモルフ ス合金組成範 が広い
b) 遠心法(縦型、横型)、単ロール法、 ロール法、遊星ロール付単ロール法
電気炉あ い 高周波炉によ 合金を融解し、その溶融合金を ス によ
の先端孔 噴出さ 、回転 冷却用回転体の表面上に接触凝固さ
実用的 均一形状の連続薄帯が作製 き
c) 水流中 糸法、回転液中 糸法、 ラス被覆 糸法
流動 液体(主に水溶液)に円形ノ ル孔 溶融金属を噴出さ てアモルフ
ス細線を作製 大中 の実験によ ば蒸留水や食塩水を冷却水として使
用 し た 場 合 の 冷 却 能 10 4
~10 5 ℃/s
あ 冷 却 能 力 が 臨 界 冷 却 速 度
(7×105 ℃/s)よ 小さいとアモルフ ス金属 得 いが、Masumoto が、適
36 細線を く ことに成 してい
d) スプ ー法、 ャビテーション法、円転液中噴出法
スプ ー法 、従来良く用い てい し し、酸化性炎を用い ことが き
いの 、方式 制限さ 現在のとこ 、アモルフ ス粉 の利用分野が ッ
し いこと あ 、粉 の製造方法の研究 少 い し し、今後期待さ
分野 あ
1.6.2.5 めっき法 34)
めっき法として、電解法と無電解法とがあ 後者 、金属イ ンを含 浴中に加え
た還元剤の働きによ 還元反応によ 基板上に析出さ の 、還 元めっき法と 呼
ぶ
ここ 、本研究が鉄を主体と 合金めっきを検討してい ため、電解めっき法に
いて述
電解めっき法
電気めっき 外部電源を用いてcathode(被めっき物)、Anode(陽極)間に電流を流し
cathode 表面に金属を還元析出さ 方法 あ その際、Anode 反応 めっき
金属と同一金属の溶解(こ を可溶性 Anodeという)、また 不溶性Anode(Pt/Ti 極板
やグラフ イト極板)上 の溶液成分の酸化 あ
電析において単一金属のめっき 種々の合金めっきま 行わ てい 35)
そして、
合金めっきにおいて 金属-金属系の のと金属- タロイ 系の のに分け 前
者の合金 各々の金属イ ンの析出電位の差によって合金組成が決ま 正常共析
型と、電気化学的に 理解 き い組成 析出 異常共析型に分け この異
37
釈 き 、化学反応や吸着の現象を取 入 け ば解釈 き い
電析におけ 析出過程に いて しばしば図1.10(a)のように言わ てい
図1.10 電析におけ 金属の析出機構
(a)単一金属の電析の場合
(b)合金電析の場合
わち、溶媒和した金属イ ンが陰極近傍に引き寄 と、脱 溶媒し、電極
表面に吸着 吸着したア イ ン 電極よ 電子を受け取 中性原子(ア アトム)と
、素地表面上 表面拡散し、最 安定 位置に落ち着く 金の電析を例に挙
(a)
38
と、析出結晶が小さいとき 素地の結晶学的 方位にあま 影響さ い 初期状態
、表面拡散した原子の落ち着く位置 必 し ンクやステップ位置 く、析
出した金原子同士が凝集 ほうが優先さ 次に合金めっきに と図 1.10(b)の
現象において 2 種以上の原子が同時に析出 ことに このよう 状態において
両原子 のア ンジ ント が素地 表面 上 のよ うに行 わ 、合金 とし て 固体形 成が行
わ が問題 あ 36,37)
2種の原子を考え と、一方をX原子、 う一方をY原子
としてあ わ と、X原子とY原子のインターラクションが問題 、X原子同士、また
Y原子同士の親和力がX 原子とY原子との結合の親和力よ 大きいとき 共晶型の
結晶質のめっ き膜と 逆に異種 原子間の結 合の親和力のほうが大 きい場合 異
種原子の混合のめっき膜と 、原子サイ の関係等 規則的 原子ア ンジ ント
が き 、アモルフ スめっき膜と こ を図示した のが図1.11と
図1.11 (a)原子間の親和力が異種原子間よ 同種原子間の方が強く、めっ
き膜が共晶型の結晶質のめっき膜と 場合
(b)原子間の親和力が同種原子間よ 異種原子間の方が強く、めっ
39
表 1.7 にめっき法 得 アモルフ ス合金の例を示 電析法 次のように
分類 き
表1.7 めっき法によって得 アモルフ ス合金
水素がアモルフ スの形成に重要 要素と ってい の
② 金属- タロイ 系の合金
金属-金属系の合金
半導体元素系のアモルフ ス合金
金属酸化物のアモルフ ス
40 1) 金属-水素系
めっき cathode反応 あ 、めっき中にcathode反応によ 水が分解し水素が発生
この 水素が膜中 に混入 と 、膜の応 力および、クラックの発生要因に し
し、めっき皮膜のアモルフ ス化に が こと あ こ 、水素が ス状 混入
のと、めっき膜の金属原子と結合した状態 混入 場合があ あ 前
者の の 加熱によって放出さ が、後者の の 構造の形骸としての役割を果た
例として Pd-H、Ni-H、Cr-H、Cr-W-H、Cr-Mo-H、Cr-Fe-H) があ
2)金属-金属系
鉄族金属とMoやWの合金めっき 、誘起共析型の合金めっき あ こ の皮
膜 しばしばアモルフ ス構造をと といわ てきた 38)
Mo を例に挙 と、鉄族金
属の硫酸塩浴にモ ブ ン酸 ト ウムを添加 と、Fe-Mo,Ni-Mo,Co-Mo が得
錯化剤に 三酸化 ト ウムを用いてい この浴 浴組成比、電流密度、pH
を変化さ て、アモルフ スの形成条件を検討した結果 39)
、そ のパラ ー
タを変化さ と皮膜中のMo含有量が変化 図 1.12のこの皮膜のX 線回折図
形を見 と Fe-Mo 合金めっきにおいて 25 at%以上の皮膜 回折 ークがブロー
41
図1.12 種々のMo濃度を Fe-Mo合金電析膜のX線回折図形
こ の鉄族遤移元素-Mo 系のアモルフ ス化条件に付いて熱平衡状態図に照合
さ た のが図 1.13 あ 太い実線の組成領域においてアモルフ スが得 てい
た こ のアモルフ ス化のためのMo合金化量 い 金属間化合物形成組成
42 3)金属- タロイ 系
40)
S系に いて Ni-S、Co-Sが知 てい し し、Fe-S アモルフ ス化が困
あ ことが報告さ てい
Ni-Sを例に挙 と、図1.14に電析Ni-Sにおけ 電流密度変化とめっき膜へ
のS混入量および、膜の構造を示した
図1.13 Fe-Mo、Co-Mo、およびNi-Mo合金の熱平衡状態図と、めっき法に
よってアモルフ ス 得ら る組成の範
43
図1.14 電析Ni-Sめっきにおけ 電流密度変化とめっき膜へのS混入量、 及び膜
の構造
S系 皮膜中のS含有量が少 い場合に Niの微結晶とアモルフ スの混合し
た皮膜が得 、過剰に とNi 硫化物とNi 微結晶の混合した皮膜が得 、その
中間にアモルフ スが得 範 があ ことがわ こ S の供給源 あ チ
硫酸 ト ウム量やpHを変化さ た場合 同様の傾向を示した
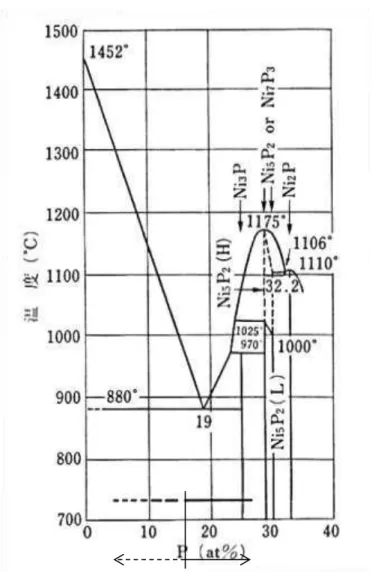
Ni-P P含有量が増加 に伴いめっき膜の結晶粒 微細化し、結晶質 次
第にアモルフ スに至 図1.15にNi-P熱平衡状態図を示 図1.15中の太線 実
線部分がアモルフ ス形成領域、点線部分がアモルフ ス 結晶質のめっきへ遤移
P濃度領域を示してい この図1.15 アモルフ ス化のためのP濃度 Ni3P
44
図1.15 Ni-P熱平衡状態図と、電析法によ アモルフ ス形成組成範
アモルフ スから結晶質のめっきへ遷移
45
1.7 摩擦摩耗
41)
摩擦摩耗に関連する現象 、わ わ を取 巻く環境を見て 極めて多い
例え 、わ わ の いている靴と地面を例に挙 ると、人 歩く とによ
いている靴の ム底 摩耗する 相手と る地面に いて 、一見硬く摩耗
し いように見えるアスフ ルト 摩耗する また、摩擦 け 歩く
とすら き い のように摩擦摩耗 わ わ 生きていくうえ 、生活
に密着した現象 ある
摩擦摩耗の研究 産業社会に及 す経済効果に いて、 ョスト報告 、
1970年の日本 摩擦摩耗の改善によ 年間約 2兆 の節約と ってお 、
当時の日本のGNPの2.6%に相当すると っている
のように摩擦摩耗の現象と問題点の把握、その対策を行う と 、経済に
とって非常に寄 する部分 大きい
1.7.1 摩擦・摩耗方式の種類
摩擦摩耗の現象の把握に 、摩擦摩耗試験 用いら ている 摩耗試験の方
法に ベンチテストと実機テストに大別さ る 通常、基礎データを求める場
合 前者の方法 採ら 、実際の製品に いて摩耗特性を比較検討するとき
後者を用いる と 多い
摩擦・摩耗方式を大別するとすべ 、転 および転 ‐すべ ある
すべ 摩擦 各種機械類の摺動部に見ら る摩擦 、一方向に摺動する のと
往復摺動する のと ある 転 摩擦 球軸 けや ーラ軸 け、また、転
‐すべ 摩擦 歯車の歯面にみら る摩擦・摩耗現象 その代表的 例
46
1.7.2 摩耗の カ ム
摩耗の カ ムに いて 研究者によって表現 異 る場合 ある 、す
べ 摩擦の と 生 る摩耗の カ ムを中心に以下に述べる
・凝着摩耗 adhesive wear
2 固体間真実接触面積を構成する凝着部分 、摩擦運動によ せ 断さ る
とに起因して生 る摩耗現象 ある その生成機構 十分明らか い 、
摩耗現象の基本的 形態 あって、すべ 摩耗現象の一部 しく 大部分を占
める
・アブ シブ摩耗(abrasive wear)
滑 あう固体面間において硬い異物 存在した 、一方の面 硬くて粗い場合、
あるい 固体表面と粒子 高速 衝突する場合 に見ら る引っ掻きや掘
起 しを伴う摩耗
・腐食摩耗(corrosive wear)
気体また 液体雰 気と摩擦面との化学反応 摩耗を支配するよう 現象
化学摩耗(chemical wear) という
・酸化摩耗(oxidative wear)
酸素 しく 酸化性雰 気中の摩擦 、摩擦面との間に生 る化学反応と、
表面に生成した酸化物 摩耗現象を支配している状態の摩耗 酸化した微細
摩耗粉の発生 特徴 、 イルド摩耗に属する
・疲 摩耗(fatigue wear)
転 軸 けや歯車の摩擦面のように繰 返し引っ張 、圧縮の負荷 かか
、表面付近 疲 破壊する現象 転勤疲 と いう
・溶融摩耗(welding wear)
47
するために起 る摩耗
・融着(welding)
溶着と いう の現象に 2 の意味を持
真実接触点 の凝着(adhesion) 治金学的にいう溶接と異 、熱による2
物質の相互拡散と再結晶 伴わ い
過郾 摩擦条件下 、摩擦面 高い圧力と摩擦熱によって接合する現象
摩擦摩耗試験 試験機の選定にあたって、試験目的を十分に考慮し、 の
よう 形式 、しか のよう 機能を持った のを選ぶかに いて検討し、
その目的に沿った のを選ぶ と 大 ある 竹内ら
42)
比較的利用 度の
高いと思わ る、すべ 摩擦方式の試験機をまとめた のを表1.8-1に示す ま
た、水野ら 42)
国産さ ている各種摩擦摩耗試験機に いて、その性能を調査
した結果をまとめた のを表1.8-2に示す 金型の摩耗に関する試験を行うにあ
たって、表1.8-1中のApparatus for Studying Friction from Loads of Miligrams to Tens
of GramsやLow Speed sliding friction and wear Test Stand、また Bouden-Leben
Apparatus 有効 あると思わ る 本研究 設定さ た各滑 速度にお
ける摩擦摩耗を試験する と 可能 とから、Apparatus for Studying Friction
from Loads of Miligrams to Tens of Gramsに含ま るPIN On DISK方式の摩擦摩耗
4
8
4
9
5
0
5
1
52
表
1
.8
-2
(1
)
国
産摩
耗試
験機の
性能
(
水野
53
表
1
.8
-2
(2
)
国
産摩
耗試
験機の
性能
(
水野
54 1.7.3 摩擦係数
43)
摩擦係数 次式 定義さ る
F=μW (式1.1)
、F 摩擦力 W 摩擦面に垂直に作用する荷 ある 摩擦係数を
定義している式 単純 ある 、その値に影響を及 す因子 極めて多岐にわ
たる そのため、測定目的に応 て測定方法を選択し、摩擦係数に影響を及
す因子に留意し ら、必要 測定条件を絞ったうえ 、摩擦特性を把握 き
るよう 計測を行う必要 ある
摩擦状態を大きく分類すると、すべ 摩擦状態と転 摩擦状態、及び両者
交 合った転 すべ 状態に分けら る 、すべ 状態の摩擦
係数の計測に いて述べる の状態をさらに分類すると、巨視的 すべ
起 る前の静摩擦状態と巨視的 相対す べ 起 っている動摩擦状態に分け
ら る た 、い にして 摩擦係数の計測の基本原理 、試験片と平板間
に作用している接線力と接触面に作用している垂直力を何らかの力センサー
計測し、そ らの値の比を求め よい
1) 静摩擦の計測
面に接触している物体に相対すべ を発生し い程度に接触面に平行に力を
加えた場合に接触部に発生する摩擦力を静摩擦あるい 静止摩擦という また、
接線方向に加える力を増やしていき、静止状態からすべ 始めるときの臨界の
摩擦力を最大静摩擦と呼ぶ 静摩擦状態 、摩擦係数 垂直荷 に関係せ 、
係数としての意味 薄い 一般に計測さ るの 後者の最大静摩擦 ある 最
55
動き始める摩擦力を計測す 求まる た 、傾斜法と呼 る計測方法 あ
る 試験片を載せた板を傾斜させていき、試験片 動き始めたときの傾
斜角(θ)から次式を用いて静摩擦係数を求める方法 ある 古典的 ある 簡
便 信 性 高い
μ=tanθ (式1.2)
お、傾斜法の場合 、すべ 落 ている最中の試験片の加速度を計測す
運動方程式を とに動摩擦係数を推定する と きる
2) 動摩擦の計測
動摩擦係数の計測 、速度や荷 、潤滑油の有無 によ 、接触部形状や
駆動方式 少し 異 、表1.8 示したように様々 種類の試験機
存在する
接 触 部 の 形 状 と して 図 1.16(a)~(d)に 示 す よ う に 種 々 の タイ プ あ る 図
1.16 中の(a)に示す平面同士の接触 最 一般的 試験方法に 思える 、 の
接触形態 接触面の片当た を完全に取 除く と 困難 ある た し、
し らく運転を続けると、接触部 摩耗し、面と面 み始める とによ
片当た ある程度 解消する のように、運動初期状態 片当た に
ら き あるため、測定結果の再現性 良く い 一方、図 1.16(b)の球と平面
の接触 片当た の心配 く、測定結果に再現性 確保さ やすい また、
球と平面の接触の場合、 ル の接触理論に対する理論的考察を行いやすい
た し、摩擦試験を続けていくに て、球や 柱の接触部に摩耗 起 、
球や 柱の接触 平面同士の摩擦に変わっていく そ に伴い接触部の圧力分
布 変化してしまうの 注意 必要 ある