1.緒 言
紡績糸の撚りは糸としての形態の保持や引張,曲げ等 に対する強度を付与する上で重要な因子であるばかりで なく,糸の外観や手触りなどの性質に関係し,横編製品 においても編地の品質に深く関わっている. このような紡績糸の撚数の測定法は JIS に規定されてい て,横編機で一般に用いられる双糸に対しては,JIS L 1095 9.15.1 A法の解撚法が用いられている. ところで,撚り回数を非接触で求める方法としては, 単糸を対象とした画像処理を用いた糸の繊維の撚り角度 を抽出する方法[1],トレースファイバーを使う方法[2] などが示されている. また,双糸の上撚数を測定対象とした方法としては, 静止状態に置かれた糸を捉えた糸画像に対し,その凹凸 のある外形のシルエットに,ガウス形状を当てはめる方 法が提案されている[3].この方法では測定対象の糸を数 十センチメートル毎に切って専用の装置にセットするの で,連続して測定することが困難である. 本研究では,双糸の上撚りを連続して測定することを 目的とし,装置および解析方法を提案する. まず,双糸の毛羽を除いた糸本体の外形を連続して捉 える装置・方法として,一定張力,一定速度で走行する 測定対象糸に LED 面発光フラット照明の光をあて,背面 からカメラで捉えたグレースケール画像に対して,糸端 部の明度値に閾値を適用することで,糸の本体部の外形 形状を求めるものを採用する. 次に,このようにして捉えられる糸の外形から,糸長 方向の外形の幅(以下糸幅と表記)の分布を求め,これに 対して高速フーリエ変換(FFT)によって糸の外形形状変化 の基本周期を求めることで,糸の撚り回数を捉えること ができると考えられる.この方法で求めた上撚り回数と 解撚法によって求めた上撚り回数について比較,検討を 行う.2.装置および方法
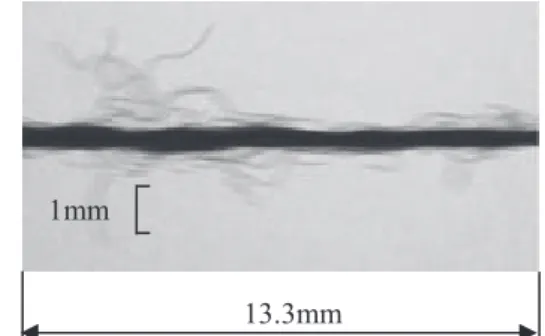
測定装置の概要を Fig. 1 に示す.このメインユニットの 光学系を Fig. 2 に示す.LED 面発光フラット照明 LDL-TP-100×100-SW(シーシーエス㈱製)で背面から照らされた一 定 速 度,一 定 張 力 で 走 行 す る 糸 を CCD カ メ ラ FLEA-HIBW-CS(Point Gray Research Inc.製)で 捉 え,PC に 送 ら れた糸画像に対して,閾値で糸本体から毛羽を分離して いる.この光学系では,カメラの 1 ピクセルは 0.0173 mm の寸法に対応している.この装置で捉えられたウール 100%,66.7 tex(2/30)の黒色の双糸の走行状態の糸画像,Abstract : The twist of yarn is one of its important properties. The amount of twist inserted in a yarn is a factor on which
are dependent, not only tensile strength, but also a number of properties which contribute to yarn quality. The common
method for testing final twist, an attribute of double-ply yarn generally used with flat knitting machines, consists of
untwisting the yarn. We propose a method for extracting an outer profile from an image of yarn which is scanned by
running the yarn in front of a CCD camera. The number of peaks in the outer profile is related to the number of final twists
in the yarn. The number of final twists can be estimated by calculating their frequency in the outer profile using FFT. This
paper shows the results of this new method, compared with those of the ordinary method of untwisting yarn.
(Received 15 December, 2010 ; Accepted 15 September, 2011)
*1Graphic System Development Div., Shima Seiki Mfg., Ltd, 85 Sakata, Wakayama 641-8511, Japan
*2
Mechatronic Development Div., Shima Seiki Mfg., Ltd, 85 Sakata, Wakayama 641-8511, Japan
*3
Faculty of Systems Engineering, Wakayama University, 930 Sakaedani, Wakayama 640-8510, Japan
Development of Non-Contact Measuring Method for Final Twist Number
of Double Ply Staple Yarn
Keizo Koganeya
*1, Youichi Yukishita
*1, Hirotaka Fujisaki
*1, Yasunori Jintoku
*2,
Hironori Okuno
*2, and Motoharu Fujigaki
*3技術報文
双糸の非接触上撚り測定方法の開発
株式会社島精機製作所グラフィックシステム開発部
古金谷圭三・雪下陽一・藤崎浩孝
株式会社島精機製作所メカトロ開発部
神徳泰孝・奥野紘規
それを閾値によって毛羽を分離した画像,さらに糸長方 向に糸幅寸法の変化を示した図を,それぞれ Fig. 3 から Fig. 5に示す. Fig. 6に双糸の上撚りと糸の投影図との関係を,模式図 で示す.この図からわかるように,均一な単糸から作ら れる双糸では,糸の上撚り回数 1 回に対して糸幅は 2 回 の凹凸変動を示す.そこで Fig. 4 に示した糸幅変化に対し て FFT 解析した結果を Fig. 7 に示す.画像の幅が 13.3mm の設定なので,糸幅の基本周期が求まれば(Fig. 7 では,5.2 Hz),糸幅変動の平均的な長さが求まる.この長さを! (mm)として,単位長さ当たりの上撚り回数は,100mm あたりの上撚り回数をTWとして,(1)式で求められる. TW= 100 /(2・!) (1) (1)式の分母の数値“2”は,双糸の上撚りでは,糸幅の 2 回の凹凸変動が,上撚り回数 1 回に相当することを表わ している. なお Fig. 7 に示すように,糸幅の変化を示す周期の振幅 のほうが,上撚りを示す周期の振幅よりも大きくなるこ とがある.これを除外するのに,糸幅の平均値をw(mm) とし,その閾値としての長さを甘撚り双糸の観測から!′ (mm)として次式で設定した. !′= 11 w (2) 従って,(2)式で表わされる波長に相当する以上のピーク は Fig. 7 に示すように除外している.
Fig. 3 Original yarn image on running condition.
Fig. 4 Processing yarn image without hair on running
condition.
Fig. 5 Distribution of yarn width along yarn-length at
one scene.
Fig. 1 Experimental setup.
さらに,後述の Fig. 8 にあるような一部の紡毛糸のよう に,糸表面の凹凸の不均一性が原因と考えられる,上撚 りに相当しない周期に最大の振幅が,しばしば現れるこ とがある.糸の上撚り回数の分布は,後述の Table 6 の解 撚器での測定結果から,ほぼ正規分布であることが分かっ ている.これらの測定結果を参考に,このような糸の場 合には,最頻値の撚り回数(整数値)に対して,+35%,−25% の範囲で最大の振幅の周期の再探索を行うこととした. なお,計測については,糸の測定速度 23m/min,初期 張力 49cN(5gf)の条件で行った.また,この計測装置の対 象とする糸の測定範囲は,糸幅がおおよそ 0.8mm(ウール 100%の 糸 で 125tex(2/16)相 当)か ら 0.2mm(ウ ー ル 100% の糸で 16.7tex(2/120)相当)である.
3.実験方法
このシステムで測定される上撚り回数の精度を,解撚 器による測定結果と比較して確認を行った.このシステ ムでの測定精度に影響する項目として,糸色,糸の素材, 上撚りと下撚りのバランス,糸走行による糸画像のブラー などがある.これらの測定結果への影響の確認も行った. また,横編み機で使われる双糸については,通常下撚 りが Z 撚り,上撚りが S 撚りで,お互いのトルクを打消 しあってスナールを起こさないように設計されている. このようにトルクをバランスさせるのに,一般的に上撚 り回数としては,下撚り回数の約 50%∼70% の撚りがか けられている.3.1 試料
3.1.1 目視比較試験糸
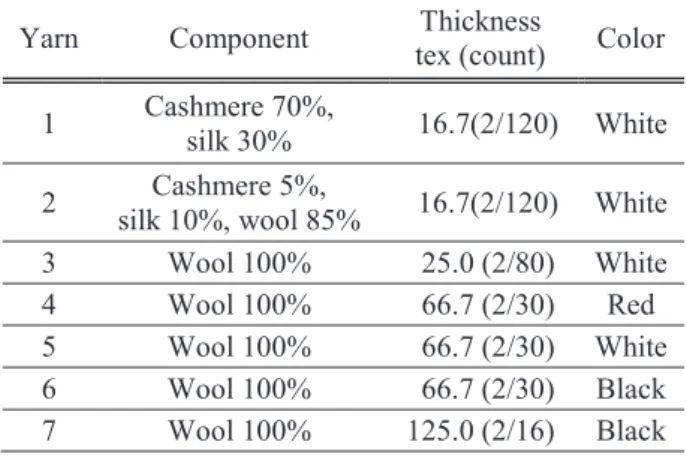
Table 1に示す糸を計測に用いた.今回使用した測定シ ステムの糸幅計測対象範囲全体に渡るように選択した.3.1.2 糸種試験糸
Table 2に示す糸を計測に用いた.綿糸,紡毛,梳毛, 麻,混紡など紡績の素材が異なるものを選択した.Table 1 Test for visual check.
Fig. 7 Power spectrum of yarn width for evaluating
final twist.
Table 2 Test for confirmation of final twist.
Table 3 Test for influence of final twist.
3.1.3 上撚数変化試験糸
Table 3,Table4 に示す糸を計測に用いた.Table3 では, 糸番手がそれぞれ 38.5tex(1/26),25tex(1/40),12.5tex(1/80) の単糸に対して,単糸の撚り数をそのままに上撚り数を 3 種類変えた糸を準備した.通常の上撚りと下撚りとのバ ランスを取った糸(X2,Y2,Z2)と,上撚りの撚り数を少 なくした糸(X1,Y1,Z1)と多くした糸(X3,Y3,Z3)で ある.Table 4 に示す糸(W)は,下撚り数と上撚り数共に 通常よりも増やした強撚糸である.
3.2 試験方法
3.2.1 目視比較試験
Fig. 3 に示すような糸の画像に対して,目視によって撚 り回数を捉えたものと,2 章で示した FFT によって振幅 のピークの周波数から撚り回数を算出したものとを 10 ま たは 20 画像を対象に行った.これを Table 1 に示す糸に 対して実施し,それぞれ 1 画像当たりの 13.3mm の糸長さ での上撚り回数の平均値として求めた.3.2.2 糸種試験
Table 2 に示す糸に対して,100mm 長,20 サンプルに対 する解撚法による測定と,2 章に示した方法によるシステ ムで測定長 100m とした測定とを行った.それぞれ上撚り 回数の平均値と標準偏差を求めた,3.2.3 上撚数変化試験
ここでは,下撚り回数と上撚り回数の相互間の,シス テムでの測定値への影響を確認するための測定を行った. Table 3,Table4 に示す糸に対して,100mm 長,20 サン プルに対する解撚法による測定と,2 章に示した方法によ るシステムで測定長 100m とした測定とを行った.それぞ れ上撚り回数の平均値と標準偏差を求めた.4.実験結果および考察
4.1 目視比較試験
Table 1 に示す糸に対して,10 もしくは 20 画像の平均 上撚り回数(以下,平均上撚り回数を,上撚り回数と表記) について,目視とシステムとによる結果を Table 5 に比較 して示す.糸種“7”を除いて,目視とシステムの上撚り回 数の測定結果は,ほぼ一致している.この結果から,糸 色の影響はないと判断できる.なお,この糸種“7”につい ては紡毛糸であった.4.2 糸種試験
Table 2 に示した糸の,解撚法とシステムで求めたそれ ぞれの上撚り回数を比較して Table 6 に示す.ここで選ん だ種類の糸については,両者の上撚り回数の数値は糸種 “9”を除いてその差が 5% 以内と,よく一致している.紡 毛糸の糸種“9”のみ,約 13% の差がある.4.3 上撚数変化試験
Table 3 と Table4 に示す糸の,解撚法とシステムで求め たそれぞれの上撚り回数を比較して Table 7 に示す.ここ で,設計上の上撚り回数と,解撚法で測定された上撚り 回数を比較すると,両者の回数の差はほとんどが 3% 以内 であり,よく一致している. “X”と“Y”は紡毛糸,“Z”は梳毛糸である.紡毛糸の“X” と“Y”については,上撚り回数が下撚り回数に対する通常Table 5 Results of test for visual check.
Table 6 Results of confirmation of final twist.
の撚り回数(バランスが取れた回数)よりも多くなければ, 解撚法とシステムのそれぞれの測定された上撚り回数は 10% 以内の差に収まっている.また梳毛糸の“Z”について は,どの場合でも 8% 以内の差に収まっている. 上撚り回数が,下撚り回数に対して適正とされる回数 よりも 25% 多い糸種“X3”では,その差は 15% となって いる.ただし,上撚り回数が多いとしても,上撚り回数 が下撚り回数に対して適正とされる撚り回数であれば, 糸種 X3 と同じ番手の強撚糸の糸種 W に見られるように, その上撚り回数の差は 8% である.
4.4 紡毛糸の外形と上撚り数
糸種“9”の紡毛糸の静止画像を Fig. 8 に示す.Fig. 6 で考 慮した上撚りと糸の外形形状の関係は,梳毛糸の画像で ある Fig. 3 ではその関係が明確に捉えられている. このような梳毛糸に対して,Fig. 8 に示すような紡毛糸 では,この関係が明確に捉えられないことが梳毛糸より も頻度が多い.つまり,糸表面の凹凸の,Fig. 6 で仮定し たような均一性が少ないことが,紡毛糸で解撚法とシス テムで求めたそれぞれの上撚り回数に,他の糸よりも大 きな差を生じる原因となっていると考えられる. また,下撚りに対して上撚りが相対的に多くなると, Fig. 9 に示すように,糸幅が細いところに上撚りが多く掛 かる傾向が紡毛糸はもちろん,梳毛糸でも増加する.こ のため,この図に示すような上撚り回数に偏在が多く生 じるようになると,FFT によって糸幅の基本周期を求め る方法での誤差を大きくすることになると考えられる.5.結 論
今回の双糸の撚り回数の測定方法について,一般的に 横編機で使われる双糸を対象とすれば,以下のことが言 える. 1)糸の本体部を捉えた糸画像データから,非接触で光 学的に上撚り回数が連続測定できた.測定対象とし て,糸幅がおおよそ 0.8mm(ウール 100% で,125tex(2 /16)相 当)か ら 0.2mm(ウ ー ル 100% で 16.7tex(2/120) 相当)の範囲の,横編機で一般的に使用される双糸で あれば,この装置の糸の走行速度,糸色,素材に関 わりなく,解撚法とこのシステムで求めたそれぞれ の上撚り回数の差がおおよそ 10% 以内で測定されて いる.また紡毛糸を除けば,この差が 5% 以内で測定 された. 2)この方法は,FFT によって糸の外形形状変化の基本 周期を求めることで,上撚り回数を求めている.今 回の測定結果からは,上撚りと下撚りがバランスし ている状態であれば,その撚り回数の誤差は紡毛糸 でも約 10% 以内に納まっている.しかし,スナール があるような糸については,これよりも誤差が大き くなることがある.謝 辞
本研究を進めるに当たり,内容検討及び機器使用のご 指導,ご助言を頂いた,和歌山県工業技術センター,主 査研究員 解野誠司氏,鳥飼仁氏,副主査研究員 宮本 昌幸氏に感謝いたします.また,試験糸の製作・評価に ついてご指導・ご協力いただいた,東洋紡糸工業株式会 社,製造部長 山下義博氏,林牧子氏に感謝いたします.文 献
1. Y. A. Ozkayaa, M. Acara, M. R. Jacksona, Journal of the Textile Institute, 101(2), 91, (2010).
2. Y. Guo, X. M. Tao, B. G. Xu, K. F. Choi, T. Hua, S. Y. Wang, Meas. Sci. Technol., 21, 1, (2010).
3. B. G. Xu, C. M. Murrells,X. M. Tao, Textile Reserch Journal, 78(5), 439 (2008).