脆性工具の耐熱衝撃性向上に関する研究
2 0 0 2
年 1
月
目 次
l 緒 論 第 l章の文献 4 2 パ ル ス 状 レ ー ザ ビ ー ム 照 射 場 に お け る 耐 熱 衝 撃 性 2. l 緒 言 2.2 実験方法 2.3 熱き裂の発生形態と発生時期 2.3.1 パルス状c
o
ゥレーザビーム照射による熱き裂の発生形態 2.3.2 高速度ビデオカメラによる熱き裂の観察 2.3.3 AE信号の特徴と発生時期 2.4 熱き裂発生に及ぼすレーザビーム照射位置の影響 2.5 熱き裂発生に及ぼす諸因子の影響コ
コ
6 9 Q ノ 11 吋 I ' Z A -19 20 2.5.1 熱き裂の発生に及ぼすレーザ出力とレーザビーム照射時間の影響 20 2.5.2 熱き裂発生に及ぼすレーザビーム照射停止時間の影響 2.6 結 言 第2章の文献 20 25 26 3 「• パ ル ス 状 レ ー ザ ビ ー ム 照 射 場 の 熱 応 力 解 析 27 3.1 緒 言 27 3.2 等方等質性材料を仮定した場合 27 3.2.1 解析モデノレ 27 3.2.2 温度上昇 29 3.2.3 熱応力 31 3.3 熱応力場に及ぼす内部欠陥の影響 36 3.3.1 超音波顕微鏡による熱き裂の観察 36 3.3.2 球状微小空孔周辺の熱応力解析 38 3.3.2.1 解析モデル 38 一一 I 一一3.3.2.2 解析結果および考察 3.3.2.3 熱き裂発生危険領域の推定 1 i q J 巧 I 0 0 4 ・ 4 4 4 3. 4 結 邑 第 3章の文献 4 断 続 切 削 場 に お け る 耐 熱 衝 撃 性 4.1 緒 言 4.2 熱き裂発生に及ぼす切削時間の影響 4.2.1 実験方法 4.2.2 実験結果および考察 4.3 熱き裂発生に及ぼす非切削時間の影響 4.3.1 断続旋削実験 4.3.1.1 実験方法 4.3.1.2 実験結果および考察 4.3.2 正面フライス切削実験 4.3.2.1 実験方法 4.3.2.2 実験結果および考察 4. 4 結 百 第4章の文献 9 0 ノ Q ノ 9 4・ 4・ 4 -4 51 53 53 53 ζ J n y ハ y
問 、
J N、
J Z J 59 62 63 5 断 続 切 削 場 の 切 削 温 度 と 応 力 解 析 64 5.1 緒 言 64 5.2 切削温度と切削力 64 5.2.1 解析方法 67 5.2.2 解析結果および考察 66 5.3 応力場に及ぼす切削力の影響 68 5.3.1 解析モデ、ル 68 5.3.2 解析結果および考察 69 5.4結 71 第 5章の文献 72 一 一 11-6. パルス状
C02
レーザビーム照射によるコーティング工具の耐熱性評価 73 6.1 緒 言 73 6.2 実 験 73 6.3 解 析 76 6.3.1 解析モデル 76 6.3.2 溢度上昇解析結果 76 6.3.3 熱応力解析結果 79 6.4結 仁コ 80 第6章の文献 81 7 結 論 82 謝 辞 85 111一一1
. 緒 論
超 硬 工 具 や サ ー メ ッ ト 工 具 な ど の 脆 性 工 具 で 高 速 断 続 切 削 加 工 を 行 う と , 熱 き 裂 と 呼 ば れ る 特 徴 的 な き 裂 が 工 具 す く い 面 に 発 生 す る こ と が 知 ら れ て い る . 熱 き 裂 は , 切 開j速 度 が 高 く な る ほ ど 発 生 し や す く , 断 続 切 削 の 繰 返 し に と も な っ て 進 展 し 工 具 欠 損 の 原 因 となる(1) 超 硬 工 具 や サ ー メ ッ ト 工 具 が 正 面 フ ラ イ ス 切 削 加 工 な ど の 断 続 切 削 加 工 用 途 と し て 生 産 加 工 現 場 で 一 般 的 に 使 用 さ れ は じ め た 1960年 代 に は 熱 き 裂 発 生 に よ る 工 具 欠 損 が 超 硬 工 具 を 断 続 切 削 加 工 に 用 い る と き の 障 害 と な っ て い た . こ の た め , 各 種 切 削 条 件 が 熱 き 裂 発 生 に 及 ぼ す 影 響 を 実 験 的 に 検 討 し た 研 究 が 行 わ れ て き た(2)(3) 現 在 で は , 工 具 材 種 の 進 歩 に と も な っ て 超 硬 工 具 や サ ー メ ッ ト 工 具 お よ び セ ラ ミ ッ ク 工 具 な ど の 脆 性 具 を 断 続 切 削 加 工 に 用 い る こ と が 一 般 的 と な っ て い る . と こ ろ で , 近 年 生 産 加 工 現 場 を 取 り 巻 く 状 況 は 大 き く 変 化 し つ つ あ る . 金 型 製 造 な ど の 分 野 で は 高 精 度 化 ・ 高 能 率 化 の 要 求 の 高 ま り に と も な っ て 数 年 前 か ら 高 速 切 削 加 工 が 注目されていた(めが,工作機械関連技術や工具材種などの研究開発により現在では金型加 工 は 従 来 の 放 軍 加 工 か ら 高 速 マ シ ニ ン グ セ ン タ を 用 い た 切 削 加 工 へ と 急 速 に 移 行 し て い る . こ の た め , 高 速 断 続 切 削 時 に 脆 性 工 具 に 発 生 す る 熱 き 裂 が , 断 続 切 削 の 高 速 化 を 姐 す る 大 き な 要 因 と し て 再 認 識 さ れ る よ う に な っ て き た . 断 続 切 削 中 の 工 具 す く い 面 に は 切 削 力 に よ る 衝 撃 的 な 応 力 に 加 え て , 切 削 持 問 中 の 切 削 熱 の 流 入 と 非 切 削 時 開 中 の 冷 却 に よ る 繰 返 し 熱 応 力 , す な わ ち 熱 衝 撃 が 作 用 す る . 従 来 , 経 験 的 に 断 続 切 削 中 の 脆 性 工 具 に 発 生 す る 熱 き 裂 は 熱 衝 撃 が 原 因 で あ る と 考 え ら れ て お り , そ の 発 生 時 期 は , 工 具 す く い 面 に 引 張 応 力 が 作 用 す る と 思 わ れ る 非 切 削 時 間 中 で あ る と 言 わ れ て き た(5) し か し , 断 続 切 削 中 の AE信 号 の 測 定 か ら , 熱 き 裂 の 発 生 時 期 は 切 削 時 間 中 で あ る と い う 報 告 も あ る(6) ま た , 熱 き 裂 発 生 の 原 因 と な る 応 力 場 に つ い て も 有 限 要 素 法 を 用 い た 解 析 か ら 切 削 時 間 中 , 非 切 削 時 間 中 の い ず れ に お い て も 工 具 す く い 面 に き 裂 が 発 生 す る ほ ど の 引 張 応 力 場 は 形 成 さ れ な い と い う 報 告 が あ る(7) 以上のように, 熱 き 裂 の 発 生 原 因 お よ び 発 生 時 期 は 実 験 的 に も ま た 解 析 的 に も 究 明 さ れ て い な い の が 現 状である. 高 速 断 続 切 削 加 工 の 実 現 に は , 工 具 の 耐 熱 衝 撃 性 向 上 が 重 要 と な る が , そ の た め に は 熱 衝 撃 が 工 具 に 与 え る 影 響 を 検 討 し , 熱 き 裂 の 発 生 時 期 や 発 生 原 関 を 明 ら か に す る 必 要 が あ る . し か し , 断 続 切 削 中 の 工 具 に は 熱 衝 撃 だ け で な く 切 削 力 に よ る 機 械 的 衝 撃 も 作用 す る た め , 断 続 切 削 実 験 に よ っ て 熱 衝 撃 の み の 影 響 を 調 べ る こ と は 難 し い . こ の た め , 工 具 に 熱 衝 撃 の み を 作 用 さ せ る 実 験 を 行 っ て 工 具 の 耐 熱 衝 撃 性 な ど を 検 討 す る 必 要 が あ る . 断 続 切 削 中 に 工 具 に 作 用 す る 熱 衝 撃 は 数 ms"-'数十 ms といったごく短いサイクノレの パ ル ス 状 で あ り , 工 具 す く い 面 の 工 具 と 切 り 屑 の 接 触 域 に 局 所 的 に 作 用 す る と い う 特 徴 が あ る . 従 来 の 熱 衝 撃 実 験 は , 全 体 を 加 熱 し て 急 冷 す る も の が ほ と ん ど で あ り , 断 続 切 削 時 の 熱 衝 撃 と は 異 な る . そ こ で , 本 研 究 で は 工 具 に 対 し て 熱 衝 撃 の み を 作 用 さ せ る 方 法 と し て パ ル ス 状 CO2レ ー ザ ビ ー ム に 着 目 し た . パ ル ス 状 CO2レ ー ザ ビ ー ム は , 被 射 体 に 対 し て パ ル ス 状 の 熱 衝 撃 を 局 所 的 に 作 用 さ せ る こ と が で き る . ま た , レ ー ザ ビ ー ム 照 射 時 間 お よ び 非 照 射 時 開 レ ー ザ 出 力 な ど の 諦 整 も 容 易 で あ る . こ れ ら の こ と か ら , パ ノレス状 CO2レ ー ザ ビ ー ム 照 射 に よ っ て , 工 具 に 断 続 切 削 時 と 同 様 の 熱 衝 撃 の み を 作 用 さ せ る こ と が 可 能 で あ る . こ の 方 法 は , 断 続 切 削 実 験 と 異 な っ て 機 械 的 衝 撃 を 伴 わ な い た め )AE信 号 な ど に よ る 熱 き 裂 発 生 の 検 出 や , 有 限 要 素 法 に よ る 温 度 上 昇 お よ び 熱 応 力 場 の 解 析 も 正 確 か つ 簡 単 に 行 え る こ と が 期 待 で き る . 一 方 , 近 年 地 球 環 境 保 全 や 労 働 衛 生 環 境 問 題 に 対 す る 社 会 的 な 認 識 の 高 ま り か ら エ コ マ シ ニ ン グ が 注 目 さ れ る よ う に な り , 生 産 力E工 現 場 か ら 排 出 さ れ る 廃 油 の 低 減 や , セ ミ ドライ切削加工(8)あるし¥はドライ切削加工(9)に 対 す る 関 心 が 高 ま っ て い る . こ の よ う な 新 し い 切 削 加 工 法 に 対 応 す る た め に は , そ れ ぞ れ の 加 工 法 に 適 し た 新 し い 工 具 材 種 , コ ー ティング膜材種の開発が必要となる(l0) 工 異 に 要 求 さ れ る 機 能 の う ち , 耐 熱 衝 撃 性 の 評 価 は 断 続 切 削 実 験 に 頼 っ て い る の が 現 状 で あ る . 断 続 切 削 実 験 に は 多 く の 時 間 と 費 用 が 必 要 と な る が , 前 述 の パ ル ス 状 CO2レ ー ザ ビ ー ム 照 射 で 工 具 に 熱 衝 撃 を 作 用 さ せ る 方 法 を 用 い れ ば , よ り 簡 便 に 工 具 の 耐 熱 衝 撃 性 評 価 を 行 う こ と が で き る 可 能 性 が あ る . 以 上 の よ う な 観 点 か ら 本 研 究 で は , パ ル ス 状 COゥ レ ー ザ ピ ー ム 照 射 に よ る 簡 便 か っ 実 用 的 な 耐 熱 衝 撃 性 評 価 法 の 確 立 と 工 具 の 耐 熱 衝 撃 性 向 上 を 図 る た め の 基 礎 的 知 克 を 得 る ことを目的とした. 本 研 究 は こ れ ら の 現 状 を ふ ま え て 行 う も の で 7章 か ら 構 成 さ れ て い る . 本 章 に 続 く 第 2章 で は , ま ず パ ル ス 状 COゥ レ ー ザ ビ ー ム 照 射 に よ る 熱 衝 撃 実 験 の 方 法 を 提 案 し た . つ ぎ に , パ ル ス 状 CO2レ ー ザ ビ ー ム 照 射 に よ っ て 脆 性 工 具 の レ ー ザ ビ ー ム 照 射 酉 に 発 生 す る 熱 き 裂 に つ い て , そ の 発 生 形 態 や 発 生 時 期 , 熱 き 裂 発 生 に 及 ぼ す レ ー ザ ビ ー ム 照 射 位 置 や , レ ー ザ ビ ー ム 照 射 条 件 の 影 響 な ど を 実 験 的 に 明 ら か に し た (l1)(12) 第 3章 で は , パ ル ス 状 COゥ レ ー ザ ビ ー ム 照 射 に よ る レ ー ザ ビ ー ム 照 射 面 と そ の 近 傍 の 2
-温 度 上 昇 お よ び 熱 応 力 を 有 限 要 素 法 に よ っ て 解 析 し た . ま ず , 供 試 超 硬 工 具 を 欠 陥 の な い 等 方 等 質 性 材 料 と 仮 定 し て 解 析 を 行 っ た . つ ぎ に , よ り 近 似 度 の 高 い 熱 応 力 解 析 を 行 うために,
f
共 試 超 硬 工 具 が 焼 結 材 料 で あ る こ と を 考 慮 し て , 工 具 の 内 部 欠 陥 を 仮 定 し て レ ー ザ ビ ー ム 照 射 面 下 お よ び そ の 近 傍 に 球 状 微 小 空 孔 が あ る 場 合 の 熱 芯 力 解 析 を 行 っ た . そ の 結 果 か ら 空 孔 と い っ た 内 部 欠 陥 に よ っ て 高 い 引 張 り の 熱 応 力 が 発 生 し て 熱 き 裂 の 起 点 と な る 可 能 性 の 高 い 領 域 を 検 討 し た(13) 第4主主では,第 2章 の パ ル ス 状 CO2レ ー ザ ピ ー ム 照 射 に よ る 熱 衝 撃 実 験 で 得 ら れ た 知 見 を も と に , 脆 性 工 具 の 耐 熱 衝 撃 性 を 切 削 条 件 の 観 点 か ら 向 上 さ せ る た め の 基 礎 と し て , 断 続 切 削 時 に お け る 熱 き 裂 発 生 に 及 ぼ す 1断 続 切 削 サ イ ク ル 中 の 切 削 時 間 お よ び 非 切 削 時 間 の 影 響 を 実 験 的 に 検 討 し た(14)(l5)(l6) 第 5章 で は , パ ル ス 状 CO2レ ー ザ ビ ー ム 照 射 に よ っ て 工 具 の 耐 熱 衝 撃 性 評 価 を 行 う た め の 基 礎 と し て , 工 具 に 作 用 す る 1志 力 に 及 ぼ す 切 削 力 の 影 響 を 検 討 し た . ま ず , 断 続 切 削 中 の 切 削 温 度 お よ び 工 具 に 作 用 す る 応 力 を 有 限 要 素 法 に よ っ て 解 析 し た . つ ぎ に , パ ル ス 状 CO2レ ー ザ ビ ー ム 照 射 で は 熱 衝 撃 応 力 の み し か 作 用 し な い こ と を 考 慮 し て , 工 具 す く い 面 お よ び そ の 近 傍 に 切 削 熱 に よ る 熱 衝 撃 の み が 作 用 し た と き の 熱 応 力 を 解 析 したい7)(1 8) 第 6章 で は , パ ル ス 状 CO2レ ー ザ ビ ー ム 照 射 に よ る 熱 衝 撃 実 験 を 超 硬 合 金 を 母 材 と す る TiN系 コ ー テ ィ ン グ 工 具 に 対 し て 行 っ た . 供 試 コ ー テ ィ ン グ 工 其 の 場 合 , 超 硬 工 具 な ど と 異 な っ て レ ー ザ ビ ー ム 照 射 面 が 突 然 溶 融 す る 現 象 が 見 ら れ た こ と か ら , コ ー テ ィ ン グ 層 間 に 接 触 熱 抵 抗 が 存 在 す る 可 能 性 が 示 唆 さ れ た . そ こ で , コ ー テ ィ ン グ 層 間 の 接 触 熱 抵 抗 を 仮 定 し た レ ー ザ ピ ー ム 熊 射 面 の 温 度 上 昇 お よ び 熱 応 力 を 解 析 し , コ ー テ ィ ン グ 層 が コ ー テ ィ ン グ 工 具 の 耐 熱 性 お よ び 耐 熱 衝 撃 性 に ど の よ う に 関 わ っ て い る か を 検 討 し た(19)(20) 第 7章 で は , 本 研 究 の 総 括 を 行 っ た . F、 一一コ一一第 1章 の 文 献 (1) 例 え ば , 奥 島 啓 弐 ・ 星 鉄 太 郎 , 機 論 , 27-178(1961)ラ843-852 (2) 例 え ば , 篠 崎 裏 , 機 論 , 28-187(1962),339-349 (3) 例 え ば , 奥 島 啓 弐 ・ 星 鉄 太 郎 , 機 論 , 29・1999(1963)ラ497-508. (4 ) 例えば,
1
設 問 悦 雄 ・ ほ か 5名,精密工学会誌, 62・1(1999)ラ115・119 (5) 例えば, H.Wu・J.E.Mayer,Jr.ラASMEJ.Eng. for Industry,(1979)ラ159-164. (6) 塩 野 義 昭 ・ ほ か 5名,精密機械, 47-6(1981), 718-722 (7) 井 原 透 ・ ほ か 2名,精密機械, 48-6(1982) 757醐763 (8) 例 え ば , 笹 原 弘 之 ・ ほ か 2名,精密工学会誌, 66-1ラ(2000)ラ80-84. (9) 例 え ば , 奥 村 成 史 ・ ほ か 3名,精密工学会誌, 66・5ラ(2000)ラ719-724 (10) 例 え ば , 山 根 八 洲 男 ・ ほ か 22名,機械と工其, 43・5(1999)ユ
-88. (11 ) 小 幡 文 雄 ・ 山 口 顕 司 , 機 論 , 65-640( 1999)Cヲ294-301 (12) 山口顕司・小幡文雄,機論, 68・665(2002)C之70-275. (13) 小幡文雄・山口顕苛,機論, 67-655(2001)C,263-268 (14) 小 幡 文 雄 ・ ほ か 4名,機講論, No.958-2(1995)ラ83・85. (15) 小 幡 文 雄 ・ 田 中 久 隆 ・ 山 口 顕 司 , 機 講 論 , No.968-2(1996)ラ16・18. (16) 山口顕司・小幡文雄, 2001年 度 精 密 工 学 会 秋 季 学 術 講 演 会 論 文 集 , (2001),307. (17) 山口顕奇・小幡文雄,機講論, No.015・1(2001)ラ365-366. (18) 山 口 顕 司 ・ 小 橋 文 雄 , 2000 年 度 精 密 工 学 会 春 季 大 会 学 術 講 演 会 講 演 論 文 集ヲ(2000)ラ209. (19) 山口顕司・小橋文雄,機講論, No.998-3(1999)ラ185-186. (20) 小 幡 文 雄 ・ 山 口 顕 司 , 2000 年 度 精 密 工 学 会 春 季 大 会 学 術 講 演 会 講 演 論 文 集 , (2000)ラ210. 4-2.
パ ル ス 状 レ ー ザ ビ ー ム 照 射 場 に お け る 耐 熱 衝 撃 性
2. 1 緒 震司 断 続 切 削 中 に 工 具 の す く い 面 お よ び そ の 近 傍 に 繰 遮 し 作 用 す る 応 力 と し て は , 切 削 熱 に よ る 熱 応 力 と 切 削 力 に よ る 応 力 が あ る . 従 来 , 経 験 的 に 熱 き 裂 の 発 生 に は 熱 応 力 が 大 き く 寄 与 し て い る ( 1 ) と い わ れ て い る . し か し , 断 続 切 削 中 に 工 呉 す く い 面 近 傍 に 発 生 す る 応 力 の 解 析 か ら , 熱 き 裂 が 発 生 す る ほ ど 大 き な 引 張 熱 応 力 は 発 生 し な い と い う 報 告(2)もある. ま た , 熱 き 裂 の 発 生 時 期 に 関 し て は , 熱 応 力 の 作 用 に よ っ て 非 切 自IJ時 間 中 に 発 生 す る と い う考え(めがある一方,熱き裂発生に伴うと患われるAE
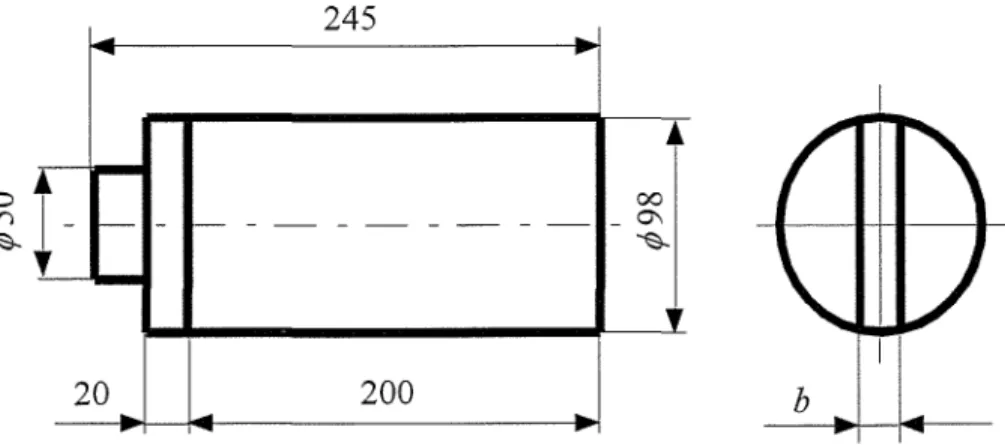
信 号 の 測 定 か ら 切 削 時 間 中 に 発 生 するとした報告(斗)もある.このように,断続切削中に脆性工具に発生する熱き裂の発生・ 進 展 機 構 は 実 験 的 に も ま た 解 析 的 に も 究 明 さ れ て い な い . 断 続 切 削 中 の 熱 き 裂 発 生 に 及 ぼ す 熱 応 力 と 切 削 力 に よ る 応 力 の 影 響 を 明 ら か に す る た め に は , 断 続 切 削 中 に 工 具 す く い 酉 に 作 用 す る 熱 応 力 の み の 影 響 を 詳 細 に 検 討 し た 後 , 切 削 力 に よ る 応 力 の 影 響 を 加 え て 検 討 す る 必 要 が あ る . そ こ で , 断 続 切 削 中 に 工 異 に 作 用 す る 切 削 熱 の 変 化 が パ ル ス 状 で あ る こ と に 注 目 し , 脆 性 工 具 の す く い 面 に パ ル ス 状 CO2レーザ ビ ー ム を 照 射 し て 熱 衝 撃 の み を 作 用 さ せ る こ と を 考 え た . 従 来 行 わ れ て い る 熱 衝 撃 試 験 は , 供 試 工 具 全 体 を 加 熱 し た 後 , 水 冷 ま た は 油 冷 す る 方 法 が 一 般 的 で あ る(5)が , こ れ は 断 続 切 削 時 の 熱 衝 撃 を 再 現 し て い る と は い え な い . こ れ に 対 し て , パ ル ス 状 CO2レ ー ザ を 用 い れ ば 断 続 切 削 時 の 熱 衝 撃 と 同 様 に , 工 具 に 対 し て 局 所 的 な パ ル ス 状 熱 衝 撃 を 数 ms'""数 十 ms のサイクノレタイムで作用させることができる.また, レ ー ザ 出 力 な ど を 調 整 す る こ と に よ っ て , 熱 衝 撃 の 強 度 を 簡 単 に 変 更 す る こ と も 可 能 で あ る . CO勺 レ ー ザ を 用 い た レ ー ザ 加 工 に お け る 熱 き 裂 発 生 挙 動 を 検 討 し た 研 究 は あ る (6) しか し , そ れ は レ ー ザ ビ ー ム 熊 射 に よ る 溶 融 を 伴 う 表 面 改 質 や 割 断 に お け る き 裂 を 対 象 に し た も の で あ る . 断 続 切 削 の 場 合 , 切 削 温 度 や 工 具 す く い 面 の 状 態 か ら 判 断 し て , 脆 性 工 具 の す く い 面 が 溶 融 す る よ う な 高 温 に な っ て い る と は 考 え ら れ な い . 本章では,脆性工異に照射面が溶融しない条件で、パノレス状 CO2レーザビームを照射し, 熱 き 裂 の 発 生 形 態 や 発 生 時 期 , 熱 き 裂 発 生 に 及 ぼ す レ ー ザ ビ ー ム 照 射 位 置 の 影 響 , 熱 き 裂 発 生 に 及 ぼ す 諸 国 子 の 影 響 を 実 験 的 に 検 討 し た(7)(8) - )2. 2 実 験 方 法 表 2-1は , 実 験 に 用 い た CO2レ ー ザ の 仕 様 を 示 す . 供 試 工 具 は , 超 硬 工 具 P20の ス ロ ー ア ウ ェ イ チ ッ プ で あ り , そ の 形 状 は SNMN120408で あ っ た . 表 2-2は , 供 試 超 硬 工 具 P20 の 室 温 に お け る 平 均 物 性 値 を 示 す(9) な お , 供 試 超 硬 工 具 P20は WCを主成分とし, TiC を 添 加 し て Coを パ イ ン ダ と す る 焼 結 合 金 で あ る . 各 成 分 の 割 合 は 一 般 的 に WC60""85%, Co3"" 12%で あ り , 残 り を TiCが 占 め る(10) 一 般 に , 被 射 体 の レ ー ザ ビ ー ム 吸 収 率 は , そ の 材 質 や 照 射 面 の 状 態 、 に よ っ て 異 な る . そ こで,
i
共 試 超 硬 工 具 P20の 吸 収 率εは , レ ー ザ ビ ー ム を 連 続 熊 射 し て 得 ら れ る 工 具 の 温 度 上 昇を利用する方法(11)で求めた.その結果, レーザビーム照射面が溶融しない条件下で、ε = 0.20であった. 図 2-1は , 実 験 装 置 の 概 略 を 示 す . 実 験 は 室 温 下 で 行 っ た . パ ル ス 状 COっレーザピーム の 照 射 面 上 で の 産 径 dは 0.5m mとした.また, レーザ出力 Q, 1照 射 サ イ ク ル 中 の 照 射 時 間t
on, 1照 射 サ イ ク ル 中 の 照 射 停 止 時 間t
off, 照 射 サ イ ク ル 数 そ れ ぞ れ の 範 囲 は , レ ー ザ ビ ー ム 照 射 面 が 溶 融 せ ず に 熱 き 裂 が 発 生 す る 条 件 の 範 囲 と し た . パ ル ス 状 CO2レ ー ザ ビ ー ム に よ る 熱 き 裂 発 生 状 況 は ,AEセ ン サ と 高 速 度 ビ デ オ カ メ ラ を 用 い て 調 べ た . な お , 加 工 用 CO2レ ー ザ を 使 用 す る 場 合 , レ ン ズ の 冷 却 と 被 加 工 物 の 加 工 性 を 向 上 さ せ る た め 一 般 に ア シ ス ト ガ ス が 崩 い ら れ る . し か し , ア シ ス ト ガ ス が 供 試 超 硬 工 具 P20に 衝 突 す る こ と に よ っ て AE信 号 に 大 き な ノ イ ズ が 発 生 し た た め 本 実 験 で は ア シ ス ト ガ ス は 使 用 し な か っ た . 図 2-2は, AE信 号 処 理 の 流 れ を 示 す . 供 試 工 具 は ホ ル ダ に よ っ て 保 持 し , AEセ ン サ は 供 試 工 具 の 底 面 に ス プ リ ン グ を 用 い て 約 5Nで 押 し つ け た . な お , こ の 方 法 の 妥 当 性 を 確 認するため, AEセ ン サ を 接 着 剤 で 供 試 工 具 に 取 り 付 け た 実 験 も 行 っ た が , 得 ら れ た AE信 号 に 両 方 法 の 有 意 差 は 認 め ら れ な か っ た . 本 実 験 で 用 い た AEセンサの周波数特性は, 100 kHz"" 1 MHz土10dBであった.AE信 号 は プ リ ア ン プ で40dB増幅し, 100kHzの ハ イ パ ス フ ィ ル タ を 介 し て か ら メ イ ン ア ン プ で 20dB増 幅 し た 後 , バ ン ドl幅DC""200MHzを 有 す る デ ィ ジ タ ル ス ト レ ー ジ ス コ ー プ で 測 定 し た . な お , パ ル ス 状 CO2レーザビームの照射, 停止の状況を知るため, レ ー ザ ビ ー ム の 制 御 信 号 も 同 時 に 記 録 し た . レーザ出力は, レー ザ ピ ー ム 照 射 開 始 制 御 信 号 か ら 約 0.1ms後 に 定 常 と な り , レ ー ザ ビ ー ム 照 射 停 止 信 号 か ら 6-Table 2・1Specifications of CO2 laser Table 2・2Material properties of c巴mentedcarbidetool P20 used in experiments(atroom temperature) Rated power W Adjustable power range W Beammode Adjustable on time range ms Adjustable off time range ms 1000 Y oung's modulus GPa 100"'" 1100 Thermal conductivity W/(mK) TE恥100 Specific heat J/(kgK) 0.1,..., 99.9 Density kg/m3 0.1,..., 99.9 Coeffici巴ntof linear expansion K-1 Transverse rupture strength Poisson's ratio
CO
2p
u
l
s
e
l
a
s
e
r
beam
T
o
o
l
AE
s
e
n
s
o
r
S
p
r
i
n
g
MPaF
i
g
.
2
・1E
x
p
e
r
i
m
e
n
t
a
l
印 刷p
F
i
g
.
2
-
2
AE
s
i
g
n
a
l
f
l
o
w
一 7 548 41.8 251 12.3XlO3 5.2x 10-6 1910 0.21約 0.7ms後に零 と な っ た. 図 2-3は , 熱 き 裂 発 生 状 況 を 高 速 度 ビ デ オ カ メ ラ に 長 距 離 顕 微 鏡 を 取 り 付 け た シ ス テ ム で撮 影 し た と き の 実験 状 況 を 模 式 図 で 示 す . な お , 撮影 速 度 は 9000 フ レ ー ム / 秒 , モ ニ タ ー 上 で の 倍 率 は 233倍 , 解 像 度 は 1 .1μmで あ っ た . 長 距 離 顕 微 鏡 の 被 写 界 深 度 が 28μmと 浅 か っ た た め , レ ー ザ ビ ー ム 照 射 面 に 発 生 す る 熱 き 裂 を 撮 影 す る こと は で き な か っ た . そ こで 図 2-3に 示 す よ う に , レ ー ザ ビ ー ム パ ワ ー 密 度 ピーク点が 工 具 切 れ 刃 上 と な る よ う に し, 逃げ面 側 に 発 生す る 熱 き 裂 を撮影 し た.
Peak p
o
i
n
t
o
f
CO
2p
u
l
s
e
l
a
s
e
r
l
a
s
e
r
beam power beam i
r
r
a
d
i
a
t
i
o
n
Rake f
a
c
e
C
u
t
t
i
n
g
e
d
g
e
F
l
a
n
k
Thermal c
r
a
c
k
Long
-
d
i
s
t
a
n
c
e
m
l
c
r
o
s
c
o
p
e
H
i
g
h
-
s
p
e
e
d
v
i
d
e
o
camera
(
9000 f
r
a
m
e
s
/
s
)
L
a
s
e
r
beam r
a
d
i
u
s
d
/
2
=0
.
2
5
m m
Cemented c
a
r
b
i
d
e
t
o
o
l
P20
F
i
g
.
2
・
-
3
E
x
p
e
r
i
m
e
n
t
a
l
s
e
t
u
p
o
f
h
i
g
h
s
p
e
e
d
v
i
d
e
o
camera
- 8-2. 3 熱 き 裂 の 発 生 形 態 と 発 生 時 期 2. 3. 1 パ ル ス 状 CO2レ ー ザ ビ ー ム 照 射 に よ る 熱 き 裂 の 発 生 形 態 図 2-4は , 正 面 フ ラ イ ス 加 工 で 超 硬 工 具 に 発 生 し た 熱 き 裂 の 一 例 を 示 す . 断 続 切 削 に よ っ て 発 生 す る 熱 き 裂 は , 図 2-4の よ う に 一 般 に す く い 面 上 や 逃 げ 面 上 を 切 れ 刃 に 対 し で 藍 角 方 向 に 進 震 す る . 図 2-4で は , 熱 き 裂 が 原 因 で 切 れ 刃 の 一 部 が 欠 損 し て い る . す く い 面 摩 耗 お よ び 逃 げ 面 摩 耗 が 認 め ら れ る が , 摩 擦 面 は 溶 融 状 態 に は な い . 函2・5は , レ ー ザ ビ ー ム パ ワ ー 密 度 ピ ー ク 点 が 切 れ 刃 上 と な る 条 件 で パ ル ス 状 CO2 レ ー ザ ビ ー ム を 照 射 ( 以 後 , エ ッ ジ 照 射 と い う ) し た と き に 発 生 し た 熱 き 裂 の 一 例 を 示 す . パ ル ス 状 C O2レ ー ザ ビ ー ム 照 射 に よ っ て 発 生 す る 熱 き 裂 は 断 続 切 削 に よ る 熱 き 裂 と 同 様 , 切 れ 刃 に 対 し て 直 角 方 向 に す く い 面 上 お よ び 逃 げ 面 上 を 進 展 し た . な お , レ ー ザ ビ ー ム 照 射 面 の 状 態 か ら 判 断 し て , 熱 き 裂 は レ ー ザ ビ ー ム 照 射 面 の 溶 融 に と も な っ て 発 生 し た も の で は な い . 以 上 の よ う に , 図 2-5に 示 し た パ ル ス 状 C O2レ ー ザ ビ ー ム 照 射 に よ る 熱 き 裂 の 発 生 状 況 は , 園 2-4に 示 し た 断 続 切 削 に よ る 熱 き 裂 の 発 生 状 況 と 類 似 し て い る . レ ー ザ ビ ー ム を 用 い た 材 料 の 熱 き 裂 発 生 挙 動 に 関 す る 従 来 の 研 究 ( の で は , レ ー ザ ビ ー ム 照 射 面 が 溶 融 す る よ う な 高 出 力 の レ ー ザ ビ ー ム を 照 射 す る も の が 一 般 的 で あ っ た . し か し , 断 続 切 削 に 対 す る 脆 性 工 具 の 耐 熱 衝 撃 性 を 対 象 に す る 場 合 , 断 続 切 削 に お け る 熱 き 裂 の 発 生 状 況 か ら , 照 射 面 が 溶 融 す る よ う な 出 力 の レ ー ザ ビ ー ム を 照 射 す る の は 適 当 で は な い . そ こ で , 以 下 で は 2.1項 で も 述 べ た よ う に , レ ー ザ ビ ー ム 照 射 面 が 溶 融 し な い 損 射 条 件 下 で 供 試 超 硬 工 具 P20に 発 生 し た 熱 き 裂 に つ い て 検 討 す る. 図 2・6は , レ ー ザ ビ ー ム パ ワ ー 密 度 ピ ー ク 点 が 切 れ 刃 よ り 3m m以 上 離 れ た 条 件 でパノレス状 CO2レ ー ザ ビ ー ム を 照 射 ( 以 後 , 内 部 照 射 と い う ) し た と き に 発 生 し た 熱 き 裂 の 例 を 示 す . 内 部 照 射 の 場 合 , 熱 き 裂 は そ の 大 部 分 が 図 2-6に 示 し た よ う に , レ ー ザ ビ ー ム 照 射 面 で は レ ー ザ ビ ー ム パ ワ ー 密 度 ピ ー ク 点 付 近 を 通 っ て 半 径 方 向 へ 進 展 し て お り , レ ー ザ ビ ー ム 照 射 域 境 界 付 近 で は 熱 き 裂 が 分 岐 し て 円 周 方 向 に 進 ん で い た . な お , 一 部 レ ー ザ ピ ー ム 照 射 域 境 界 付 近 の み を 取 り 囲 む よ う に 円 周 方 向 に 進 展 す る 熱 き 裂 も 見 ら れ た . 9
-Cutting speed = 300 m/min, feed rate= 0.3 m m/tooth, depth of cut = 2 m mヲ width of cut = 30 m m, cutting time= 6 msヲnon-cuttingtime= 70 ms, number of cutting cycles= 5770, tool material : cemented carbide P20, work material : S55C Fig. 2-4 Thermal cracks in milling Laser power Q = 183 Wヲ ε=0.20, on time
t
o
n
= 10 ms, offtimet
Off= 99.9 ms number ofirradiation cycles = 9, tool material: cemented carbide P20 Fig. 2-5A thermal crack due to CO2 pulse laser beam irradiation at cutting edge ハ U調開削聞閑閑閑閑園庫
Laser power
Q
= 183 W, &= 0.20, on timeton= 10 ms, offtimetoff=
99.9 msnumber of irradiation cycles = 2, tool material : cemented carbide P20
Fig. 2-6 Thermal cracks due to CO2 pulse laser beam irradiation(Internal irradiation)
2目 3. 2 高 速 度 ビ デ オ カ メ ラ に よ る 熱 き 裂 の 観 察 図 2・7(a)'"'"'図 2・7(k)は , 高 速 度 ビ デ オ カ メ ラ に よ る 熱 き 裂 発 生状況 の 観 察 結 果 を 示す. 図 2・7(a)は , 高 速 度 ビデ オ カ メ ラ に よる撮影 終 了 後 の レー ザ ビーム 照射 面 と そ の近傍 の SEM像 で あ り , レーザ ビー ム照 射条件は, Q = 173 Wヲ
t
on=30ms,t
Off= 99.9 ms,レーザビーム照 射サ イ ク ル数=7で あ る .後述す る よ う に,図 2-7(a)の 場合, 最初の 熱 き 裂 は 2サイ ク ル 目 の レーザ ビーム照 射終了後 に 発 生 し た .な お, レ ーザ ビーム パ ワー密 度 が 高 い部分 が 溶融 して い る が ,こ の 溶融は 7サイク ル 目の レーザ ビーム照 射 中 に 発 生 し た も の で あ る . 図 2・7(b)は , 高 速 度 ビ デ オ カ メ ラ の映像 か ら 得 ら れ た , パル ス 状 CO2レーザ ビー ム 照射に よ る 熱 き 裂発 生 の時 間経過を示す.熱 き 裂 は 2サイク ル 目 の レーザ ビー ム 照射終 了 か ら 37.9 ms後 , 高 速 度 ビ デ オ カ メ ラ 1フレーム の 撮 影時 間 に相当 す る 119000 s以下のごく短時 間 に 発 生 し た . た だ し , この 熱 き 裂 は 3サイ ク ル 目の 照射 時 間 中に 閉 じ,再 び開くこ とは な か っ た .3サイ ク ル 目の レー ザ ビーム 照射終了か ら 22.8 ms後, 上述 と は 別 の個所 に 熱 き 裂が発 生 し た . この熱 き 裂 は その後の レー ザ ビーム 照射 時 間 中 に は閉 じ,レーザ ビーム 照 射 停止 時 間 中 に は 開 く こ と を 数 サ イ - 11-ク ル 繰 り 返 し た . た だ し , ア サ イ ク ノ レ 目 で は レ ー ザ ビ ー ム 照 射 時 間 中 に 熱 き 裂 が 閉 じ る こ と は な か っ た . 図
2
-
7
(
a
)
中 の 熱 き 裂 は こ の と き の も の と 考 え ら れ る . 高 速 度 ビ デ オ カ メ ラ に よ っ て 撮 影 さ れ た 画 面 を , 図2
-
7
(
c
)
か ら 図2
-
7
(
g
)
お よ び 図2
-
7
(
i
)
と図2
-7
(j)に 示 す . 図2
-
7
(
c
)
は1
サ イ ク ル 目 の レ ー ザ ビ ー ム 照 射 開 始 直 前 の 状 態 , 図2
-
7
(
d
)
は 1サ イ ク ル 目 の レ ー ザ ビ ー ム 照 射 中 , 図2
-
7
(
e
)
は 1サ イ ク ル 自 の レ ー ザ ビ ー ム 熊 射 停 止 直 後 の 状 態 を そ れ ぞ れ 示 す . な お , 高 速 度 ビ デ オ カ メ ラ の 画 面 中 の 右 上 の 数 字 は フ レ ー ム 番 号 で あ り , フ レ ー ム 番 号 は 時 間 の 経 過 と と も に 小 さ く な っ て い る . 国 2・7
(
e
)
か ら わ か る よ う に , レ ー ザ ビ ー ム 照 射 に よ る レ ー ザ ビ ー ム 照 射 面 お よ び 逃 げ 面 の 熱 影 響 部 は , レ ー ザ ビ ー ム パ ワ ー 密 度 ピ ー ク 点 を 中 心 に 同 心 円 状 に 広 が っ て い る . 図2
・7(
f
)
と図2
-
7
(
g
)
は そ れ ぞ れ 4サ イ ク ノ レ 目 の レ ー ザ ビ ー ム 照 射 終 了 か ら2
0
.
5
ms
経退後, 1/9000 s
以 内 に 逃 げ 面 に 発 生 し た 熱 き 裂 の 発 生 前 と 発 生 後 の 画 像 を 示 す . 図2
-
7
(
h
)
は , 熱 き 裂 の 存 在 を わ か り や す く す る た め , 図2
-
7
(
f
)
と図2
・7
(
g
)
の 画 像 の グ レ ー ス ケ ー ル 濃 度 の 差 分 を と っ て コ ン ト ラ ス ト を 強 調 し た も の で あ る . 熱 き 裂 発 生 の 起 点 は 不 明 で あ る が , 熱 き 裂 は 図2
-
7
(
f
)
か ら 図2
-
7
(
g
)
ま で の 1フ レ ー ム の 聞 に レ ー ザ ビ ー ム 照 射 面 か ら 約0
.
2 mmの と こ ろ ま で 進 展 し て い る . な お , 映 像 の 詳 細 な
検 討 か ら , 熱 き 裂 の 幅 は レ ー ザ ゼ ー ム 照 射 面 に 近 い ほ ど 大 き か っ た . 図2
-
7
(
i
)
と図2
斗(j)はそれぞれ, 5サ イ ク ル 自 の レ ー ザ ビ ー ム 照 射 終 了 か ら3
7
.
5ms
後 に 発 生 し た 熱 き 裂 の 発 生 前 と 発 生 後 の 画 像 で あ り , 図2
-
7
(
k
)
は そ れ ら の グ レ ー ス ケ ー ル 濃 度 の 差 分 を コ ン ト ラ ス ト 強 調 し た 結 果 を 示 す . 図2
-
7
(
k
)
中 の 熱 き 裂 は , 図2
-
7
(
h
)
に 示 し た4サ イ ク ル 目 の レ ー ザ ビ ー ム 停 止 時 間 中 に 発 生 し た 熱 き 裂 が
5サ イ ク ル 目 の レ ー ザ ピ ー ム 照 射 時 間 中 に - 1 1 . 閉 じ て , 再 び 開 い た も の で あ る . ウ ムn
0
5
8
2
包 お ] Q = 173 W, E= 0.20, tOn = 30 ms, offtimet
Off= 99.9 ms number of irradiation cycles=
7, tool material : cemented carbide P20Fig.2-7(a)SEM image ofthermal crack observed by high speedvideocamera
m
一=
9
一 TQ/ 一九
9
l
什=旦
10
こん
3
二F
i
g
.
2
・
7
(
i
)
,
U
)
X
Crack
F
i
g
.
2
-
7
(
f
)
ラ
(
g
)
Off。
2
0
0
4
0
0
600
800
'
Time
tms
Fig. 2-7(b)Time chart oflaserbeam and crack initiation crrespond to Fig. 2-7(a) A 1 3Fig.2・7(c)Before irradiation(t= 0 ms)
Fig.2-7(d) During first irradiation(t= 23.3 ms)
Fig.2-7(e)Immediately after first irradiation (t = 33 ms)
-Fig.2-7(ηImmediately beforecrack initiation
(t= 435.3 ms, 20.5 ms after end of fourth irradiation)
Fig. 2-7(g)Immediately a丘ercrack initiation
(t= 435.4ms, 20.6 ms a合erend of fourth irradiation)
Fig.2・7(h)Image of difference between Fig. 27・7(ηandFig.2-7(g)
-Fig.2-7(i) Immediately before crack initiation (t= 581 ms, 37.4 ms after end of fifth irradiation) Fig. 2-7
0
)
Immediately after crack initiation (t= 581.1ms, 37.5 ms after end of fifth irradiation) Fig. 2・7(k)Image of difference between Fig.2-7(i)and Fig.2-7(j) - 16-2. 3. 3 AE信 号 の 特 徴 と 発 生 時 期 図 2-8は , 実 験 中 に 観 察 さ れ た
AE
信 号 の 例 を 示 す . 図 2・8(a)は,図 2-6に 対 応 す る.AE
信 号 は2
サ イ ク ル 目 の レ ー ザ ピ ー ム 照 射 持 間 終 了 後1
4
ms経 過 し て 発 生 し ている.なお, FFT解 析 の 結 果 , 本 実 験 に お け るAE
信 号 の 主 た る 周 波 数 は2
0
0
kHz で あ っ た . 本 実 験 で は ,AE
信 号 の 発 生 が な け れ ば 熱 き 裂 は 観 察 さ れ な か っ た こ と から,AE
信 号 の 発 生 は 熱 き 裂 の 発 生 に 対 応 し て い た と い え る . レ ー ザ ピ ー ム 照 射 サ イ ク ル の 繰 返 し に よ っ て ,AE
信 号 が 繰 り 返 し 発 生 す る こ と が あ っ た . 図 2・8(め は そ の 一 例 を 示 す .AE
信 号 は 3,4, 5サ イ ク ル 目 の レ ー ザ ビ ー ム 照 射 終 了 後 に 発 生 し て い る が , 実 験 終 了 後 の 金 属 顕 微 鏡 に よ る 観 察 の 結 果 , 発 生 し た 熱 き 裂 は 1本 の み で あ っ た . 2.3.2項 で 明 ら か に し た , 高 速 度 ビ デ オ カ メ ラ に よ る 熱 き 裂 の 観 察 結 果 か ら 判 断 し て , 図 2-8(b)中の 4, 5サイクノレ目のAE
信 号 は 3サ イ ク ル 自 で 発 生 し た 熱 き 裂 が 次 の レ ー ザ ビ ー ム 照 射 サ イ ク ノ レ 中 に 閉 じ た 後 , レ ー ザ ビ ー ム 照 射 停 止 中 に 再 び 開 い た と き に 発 生 し た も の で あ る と 考 え ら れ る . 図 2-9は,パノレス状c
o
ゥ レ ー ザ ビ ー ム 照 射 サ イ ク ル 中 の ど の 時 点 でAE
信 号 が 発 生 し た か を 熱 き 裂 が 発 生 し た す べ て の 実 験 条 件 に つ い て 諦 べ た 結 果 を 示 す . 一 部 の 例外を除いて,AE
信 号 は レ ー ザ ビ ー ム 照 射 停 止 時 間 中 に 発 生 し た こ と が わ か る . しかも,AE
信 号 の 発 生 は 照 射 停 止 時 間 の 初 期 で あ り , 発 生 例 の7
8
%が2
0
ms以内 で 5ms以 内 が 最 多 で あ っ た . な お , 熱 き 裂 発 生 時 期 に 及 ぼ す レ ー ザ 出 力 お よ び レ ー ザ ビ ー ム 照 射 時 間 の 影 響 を 別 途 検 討 し た が , そ れ ら の 影 響 は 認 め ら れ な か っ た . 以 上 の よ う に , 供 試 超 硬 工 具P
2
0
の 場 合 , 熱 衝 撃 の み に よ る 熱 き 裂 の 発 生 時 期 は 照 射 停 止時間で, しかもその初期であった. なお 1サ イ ク ル の レ ー ザ ビ ー ム 照 射 で 熱 き 裂 が 発 生 す る か し な い か の 限 界 の 条 件 下 に お い て , レ ー ザ ピ ー ム 照 射 実 験 終 了 後 数 分 以 上 経 過 し て か ら 熱 き 裂 発 生 の 有 無 を 金 属 顕 微 鏡 で 観 察 中 , 熱 き 裂 の な か っ た レ ー ザ ビ ー ム 照 射 面 に 突 然 熱 き 裂 が 発 生 し た こ と が 数 回 あ っ た . こ の こ と は レ ー ザ ビ ー ム 照 射 条 件 に よ っ て は 熱 き 裂 発 生 時 期 が レ ー ザ ビ ー ム 照 射 停 止 か ら 熱 き 裂 発 生 ま で の 間 に か な り の 時 間 差 が 生 じ る 場 合 が あ る こ と を 示 唆 し て い る . 時/Q = 183 Wぅ c= 0.20ヲ
t
o
n
= 10ms,t
Off= 99.9 ms Q=
120 W, c=
0.20,t
o
n
=
10ms,t
Off=
99.9 ms!
e
un
~ 』 出:
3
0
旺 1 九 山 ぽ1
戸 同 担 保 -E ∞ 得 、 同 〉 つE
ヨ
b
。
凪〈』-
1
L。
1
〉官
民的。
〈 民A ー1
1
4
8
1
0
0
2
0
0
Tirre立ち 〉E
o
a
民』 〈 ー1o
1
0
0
2
0
0
3
0
0
4
0
0
5
0
0
Tirre m;1
4
9
Tirrem;1
〉E
。
民 〈』-
1
2
6
6
2
6
7
2
6
8
Tirrem; (a) Single AE signal correspond to Fig. 2-6 (b) An example of repetitious AE signals Fig.2-8 TypicalAE
signals during CO2 pulse laser beam irradiation40
On time Offtime3
5
通 ぞ30
〉、s
25
ロg
'
20
... に+-< ~ 15 むの。
~ 10 〈 5-
2
0
。
20
40
60
8
0
100 Delay ofAE
signal ms Fig.2-9Frequency ofAE
signal against its delay after stop of laser beam irradiation (Intemal irradiation) 0 02. 4 熱 き 裂 発 生 に 及 ぼ す レ ー ザ ビ ー ム 照 射 位 置 の 影 響 図 2-10は , 切 れ 刃 か ら レー ザ ビ ームパワー密 度 ピーク 点 ま で の 距 離 lが 熱 き 裂 発 生 ま で の パ ル ス 状 CO2レー ザ ビ ーム 照 射 サ イ ク ル 数 Ncに 及 ぼ す 影 響 を レー ザビーム 照 射 時 間 ton との関連で 示 す.なお,図 2・10中に は 各 実 験 条 件 ご と に 得 ら れ た
N
cの 範 囲 と 平 均 値 を 示 す.図 2-10中の 実 線 は , 各 tonご と に 最小二 乗 法 で 求 め た Ncとlの 関 係 を 示 す tonが 短 い ほど,また lが 小 さ い ほ ど Ncは 大 き く な る . レ ー ザ ビ ー ム 照 射 位 置 が 切 れ 刃 に近い 図 2・10 中の実験条件では, パル ス 状 CO2レ ー ザ ビ ー ム 照 射 に よ る 熱 き 裂 の 進 展 方 向 は 切 れ 刃 に 対 し て 直 角 で あ っ た. な お が 大 き く な れ ば Ncに 及 ぼ す lの 影 響 は 小 さ く な り ミ 3m mで は ,Ncに及 ぼ す lの 影 響 は 認 め ら れ な か っ た . こ の こ と は , パ ル ス 状 CO2レ ー ザ ビ ー ム 照 射 に よ っ て 超 硬 工 具 の 耐 熱 衝 撃 性 を 評 価 し よ う と す れ ば ,1 = 0で あ る エ ッ ジ 照射よ りも,1ミ3m m である 内 部 照 射 の 方 が 厳 し い 条 件 と な る こ と を 示 唆 す る . 5Q=
228W
&= 0.20 Laserbeam irradiation reglOn 10ぜ
Cutting edge1
o
0.2 0.4 0.6 0.8 1lmm
Fig.2-10Effectsof distance1 between cutting edge and pointof maximum laser power intensity on number of
irradiation cyclesNc to crack initiation
2. 5 熱 き 裂 発 生 に 及 ぼ す 諸 国 子 の 影 響 2. 5. 1 熱 き 裂 の 発 生 に 及 ぼ す レ ー ザ 出 力 と レ ー ザ ビ ー ム 照 射 時 間 の 影 響 熱 き 裂 発 生 ま で の パ ル ス 状 CO2レ ー ザ ビ ー ム 照 射 サ イ ク ル 数 Ncは, レーザ出力 Q とレ ー ザ ビ ー ム 照 射 時 間 tonに よ っ て 異 な っ た . 図 2・11は , 内 部 照 射 の 条 件 で
Q
お よ び tonが Ncに 及 ぼ す 影 響 を 示 す . 図 2-11 中 に は , 各 実 験 条 件 ご と に 得 ら れ た Ncの 範 囲 と 平 均 値 を 示す.なお,図 2-11中 の 実 線 は , 各 Q ご と に 最 小 二 乗 法 で 求 め た Nc と の 関 係 を 示 す . 両 者 の 関 係 は 指 数 関 数 的 で あ り ,Q
が 大 き い ほ ど , ま た tonが 長 い ほ どN
cは小さくなる. 10 E =0
.
2
0
ぜ
5
50
九
n lllS Fig.2-11Effects oftunon number ofirradiation cycles Nc to thermal crack initiation(Intemal irradiation)5
101
0
0
2. 5. 2 熱 き 裂 発 生 に 及 ぼ す レ ー ザ ビ ー ム 照 射 停 止 碍 聞 の 影 響 2.3項 で 明 ら か に し た よ う に , 供 試 超 硬 工 其 P20に パ ル ス 状 COゥレーザビームを照射し た場合,熱き裂はレーザビーム照射サイクノレ中のレーザビーム照射時間が終了し, レーザ ピ ー ム が 照 射 停 止 状 態 と な っ て か ら 数 msな い し 数 十 ms後 に 発 生 し た . こ の こ と は , パ ル ス状 CO2レーザビーム 1照 射 サ イ ク ル 中 の レ ー ザ ビ ー ム 照 射 停 止 時 間t
Offを短くすれば, 熱 き 裂 発 生 が 抑 制 で き る こ と を 示 唆 す る . そ こ で このことを確認するため熱き裂が最初に 発生するまでのパルス状 CO2レーザビーム照射サイクル数 Ncに及ぼすt
Offの影響を調べた. ハ U 吋 ノ-実 験 は レ ー ザ ビ ー ム 出 力
Q
お よ び パ ル ス 状CO2レーザビーム 1照射サイクノレ中のレーザ ビーム照射時間t
o
n
を一定にしてt
Offを 変 化 さ せ ,AE信 号 か ら Nc
を 求 め た . ま た , レ ー ザ ビ ー ム 照 射 位 置 は , 断 続 切 削 に 対 応 す る エ ッ ジ 照 射 と , エ ッ ジ 照 射 と 比 較 し て 熱 き 裂 が 発 生 し や す い 内 部 照 射 の 2種類とした. 図 2-12は , エ ッ ジ 照 射 で 得 ら れ た ,N
cに 及 ぼ すt
Offの 影 響 を 示 す . 図 2-12中の0, .
な ど は 同 一 レ ー ザ ビ ー ム 照 射 条 件 下 で の 数 回 か ら 数 十 屈 の 実 験 の 平 均 値 で あ り , エ ラ ー パ ー は 標 準 偏 差 の 範 囲 を 示 す .t
Offが 矩 く な る に つ れ て Nc は 大 き く な っ て い る . な お ,0=
185 W では ,tOffが 20msよりも矩くなると AE信 号 が 発 生 す る 前 に レ ー ザ ビ ー ム 照 射 面 が 溶 融 し た . こ の こ と は ,Q=
150W, 131 W の 場 合 も 同 様 で あ り , そ れ ぞ れt
Off< 50 ms,t
Off < 70 msの と き 熱 き 裂 発 生 前 に レ ー ザ ビ ー ム 照 射 面 が 溶 融 し た . 50 40さ
30 2t
o
n
=
10 ms & = 0.20 10 8 6 20 100 ロ1SFig. 2-12 Effects ofboth offtime tOff and laser beam power
Q
on number of irradiation cyclesNc ねthermalcrack initiation (Edge irradiation) 図 2-13 は,内部照射で得られた Ncに及ぼす tOffの影響を示す •t
o
n
は図 2-12に 示 し た エ ッジ照射の場合と同じ 10msで あ る . 図 2-14は ,Q=
150 W,t
On=
5 msラ10msの 結 果 を 示 す.図 2-13中の Q=
131 W の 場 合 と 図 2-14中のt
o
n
=
5 msの場合 ,t
Offが 数 msより短い条 件 の 実 験 結 果 が 示 さ れ て い な い . こ れ は , エ ッ ジ 照 射 の 場 合 と 同 様 , 熱 き 裂 発 生 ま で の 照 射 サ イ ク ル 数 が 大 き く な れ ば AE信 号 が 発 生 す る 前 に レ ー ザ ビ ー ム 照 射 面 が 溶 融 し た た め である. 今r
-30
さ
10 5 3t
o
n
= 10111s ε= 0.20 I 1 5 10t
Off111S50 100 Fig. 2-13 Effects of botht
Off andQ
onN
c (Internal irradiation) 30さ
5 3 Q= 150W e = 0.20 l l 5 10 50 100t
Off msFig.2-14 Effects of both tOff and
t
o
n
onNc
(Internal irradiation)2.4項で、述べたように ,
t
Off=
99.9 111Sに 酉 定 し た 場 合 ,Qが 高 い ほ ど , ま たt
OI1が 長 い ほ どNcは 小 さ く な っ た . 図 2-13,図 2-14か ら 明 ら か な よ う に , こ の こ と はt
Offが異なって も 同 じ で あ っ た . ま た , エ ッ ジ 照 射 , 内 部 照 射 い ず れ の 場 合 もt
Offが 短 く な れ ばNcは大き くなった.ただし ,Ncに 及 ぼ す tOffの 影 響 は エ ッ ジ 照 射 と 内 部 照 射 で は 異 な る . 図 2・15は, 図 2-12,図 2・13に共通な Q=
1 85 W,t
On=
10 111Sの 条 件 に 対 し て 整 理 し 直 し た Ncに及ぼす 吋 ム 守 ムt
Offの 影 響 を 示 す . な お , 図 2-15に 対 応 す る レ ー ザ ビ ー ム 熊 射 面 の 最 大 温 度 上 昇 の 計 算 値 は , エ ッ ジ 照 射 の 場 合 は 1031 K, 内 部 照 射 の 場 合 は 1032K で あ り , 両 者 の 聞 に 大 差 は な かった.罰 2-15か ら 明 ら か な よ う に 内 部 照 射 よ り エ ッ ジ 照 射 の 方 が 熱 き 裂 は 発 生 し に く く,かっt
Offが 短 く な る 事 に よ る Ncの 増 加 割 合 は 大 き い . F Dw
m
山 口 O 泊 d , 、 唱 E E A F , , . 1 E A -= f u 一 一 一 一Q
九
ε
30さ
10 3 Intemal irradiation 1 5 10 50 100t
OffmsFig.2-15 Effects of both
t
Off and laser beam irradiation position on Nc図 2・16は , 内 部 照 射 で 発 生 し た 熱 き 裂 の SEM像と組成像(反射電子像)の一例であり, 図 2・14中の
t
o
n
= 10 ms に対応する •t
Off (= 99.9 ms)が長い図 2-16(a)で は , レ ー ザ ピ ー ム パ ワ ー 密 度 ピ ー ク 点 付 近 に レ ー ザ ビ ー ム 照 射 漉 が わ ず か に 認 め ら れ 熱 き 裂 は レ ー ザ ビ ー ム パ ワ ー 密 度 ピ ー ク 点 付 近 を 通 り レ ー ザ ど ー ム 照 射 域 の 外 縁 付 近 ま で 達 し て い る . 一 方 ,t
Off (=2 ms)が 短 い 図 2-16(b)で は , 図 2-16(a)の場合よりも 5f
'
音 大 き い 凡 =10 で あ っ た に も か か わ ら ず , 熱 き 裂 の 幅 お よ び 長 さ は と も に 小 さ い . な お , レ ー ザ ビ ー ム 照 射 面 の レ ー ザ ビ ー ム パ ワ ー 密 度 ピ ー ク 点 付 近 に 溶 融 痕 が 認 め ら れ る . 以 上 の こ と か ら わ か る よ う に , レ ー ザ ピ ー ム 照 射 停 止 持 問 tOffを 短 く す れ ば 熱 き 裂 は 発 生しにくくなる. し か も そ の 傾 向 は 内 部 照 射 よ り も 熱 き 裂 が 発 生 し に く い エ ッ ジ 照 射 で 顕 著である. ︽ 1 3 今 r MSEM
i
m
a
g
e
C
o
m
p
o
s
i
t
i
o
n
(
B
E
I
)
i
m
a
g
e
(
的
t
off=
99
.
9
ms
,入l
h=2
SEMimage
C
o
m
p
o
s
i
t
i
o
n
(
B
E
I
)
image
(
b
)
t
Off=2
ms
ラAQ=10
Q
=1
5
0
W
,
e =0
.
2
0
,
仏 =10ms
F
i
g
.
2
・1
6
Th
e
r
m
a
l
c
r
a
c
k
s
due t
o
CO
2p
u
l
s
e
l
a
s
e
r
beam i
r
r
a
d
i
a
t
i
o
n
s
(
I
n
t
e
r
n
a
l
i
r
r
a
d
i
a
t
i
o
n
)
A 斗 守 中2. 6 結 巨司 超 硬 工 具 の す く い 面 に パ ル ス 状 COっ レ ー ザ ビ ー ム を 熊 射 し た と き の 熱 き 裂 発 生 時 期 お よ び , 熱 き 裂 発 生 に 及 ぼ す 諸 因 子 を 実 験 的 に 検 討 し た . 得 ら れ た 結 果 は 以 下 の よ う で あ る . (1) 熱 き 裂 は , レ ー ザ ビ ー ム 照 射 面 が 溶 融 し な い 照 射 条 件 下 で も 発 生 す る . そ の 発 生 時 期 は , レ ー ザ 出 力 お よ び パ ル ス 状 CO2レーザビーム 1照 射 サ イ ク ル 中 の 照 射 時 間 , 照 射 停 止 時 間 な ど の 照 射 条 件 に よ ら ず , レ ー ザ ピ ー ム 照 射 停 止 時 間 の 初 期 で あ る . ま た , 熱 き 裂 は l/9000s以 内 に 発 生 し た . 発 生 し た 熱 き 裂 が そ の 後 に 続 く レ ー ザ ビ ー ム 照 射 時 間 に は 閉 じ , レ ー ザ ピ ー ム 照 射 停 止 時 間 中 に は 開 く こ と を 繰 り 返 す こ と が あ っ た . (2) 熱 き 裂 発 生 に と も な っ て AE信 号 が 発 生 す る . (3) 切 れ 刃 近 傍 に レ ー ザ ビ ー ム を 照 射 し た 場 合 , 断 続 切 削 に よ っ て 発 生 す る 熱 き 裂 と 同 様 に , 熱 き 裂 は 切 れ 刃 に 直 角 に 進 展 す る . (4) 熱 き 裂 発 生 ま で の レ ー ザ ピ ー ム 照 射 サ イ ク ノ レ 数 は , レ ー ザ 出 力 が 高 く , レ ー ザ ビ ー ム 照 射 時 間 が 長 く , ま た 切 れ 刃 近 傍 で は 切 れ 刃 か ら レ ー ザ ビ ー ム パ ワ ー 密 度 ピ ー ク 点 ま で の 距 離 が 長 く な る ほ ど 小 さ く な る . (5) 熱 き 裂 発 生 ま で に 要 す る レ ー ザ ビ ー ム 照 射 サ イ ク ル 数 は , レ ー ザ ビ ー ム 照 射 サ イ ク ル 中 の レ ー ザ ビ ー ム 照 射 停 止 時 間 が 短 く な る に つ れ て 大 き く な る . し か も そ の 傾 向 は 内 部 照 射 よ り 熱 き 裂 が 発 生 し に く い エ ッ ジ 照 射 で 顕 著 で あ る .
州 、
J 吋 ム第2章 の 文 献
(1) 例えば,篠崎裏,機論, 28-187(1962)ラ339-349 (2) 井 原 透 ・ ほ か 2名,精密機械, 48-6(1982)ラ757-763.
(3) H.Wu. J.E.Mayer,Jr., ASME J.Eng. for Industry, (1979),159酬164 (4) 垣 野 義 昭 ・ ほ か5名,精密機械, 47-6(1981),718-722. (5) 石 原 外 美 ・ ほ か 3名,機論, 62・598(1996)Aラ1327-1332. (6) 田 村 武 夫 ・ 須 員 裕 之 , 精 密 工 学 会 誌 , 61・1(1995),137-141 (7) 小 幡 文 雄 ・ 山 口 顕 可 , 機 論 , 65-640ラC(1999)ラ294-301. (8) 山口顕司・小幡文雄,機論, 68-665(2002)C, 270-275 (9) 住友電気工業(株), 99総合カタログ, (1998),46 (10)石 丸 安 彦 , 粉 末 治 金 の 基 礎 と 応 用 , 技 術 書 院 , (1993)ラ133. (11) 小 幡 文 雄 ・ 佐 藤 公 紀 , 機 論 , 65-634, C(1999)ヲ2568酬2574. / O 守 中
3
パ ル ス 状 レ ー ザ ビ ー ム 照 射 場 の 熱 応 力 解 析
3. 1 緒 罰司 脆 性 工 具 表 面 に パ ル ス 状c
o
ゥ レ ー ザ ビ ー ム を 照 射 し た と き の 熱 き 裂 発 生 機 構 を 究 明 す る た め に は , レ ー ザ ビ ー ム 照 射 域 お よ び そ の 近 傍 の 温 度 上 昇 と 熱 応 力 解 析 を 行 う 必 要 が あ る . レ ー ザ ビ ー ム 照 射 に よ っ て 脆 性 材 料 に 発 生 す る 熱 き 裂 に つ い て は , レ ー ザ ビ ー ム 照 射 面 の 溶 融 を 考 慮 、 し た 熱 応 力 場 の 解 析 を 行 っ た 報 告(1)などがある.しかし レ ー ザ ビ ー ム 照 射 面 の 溶 融 が 熱 き 裂 発 生 の 原 因 と な ら な い よ う な レ ー ザ ピ ー ム 照 射 条 件 下 で は 熱 き 裂 の 発 生 機 構 は 異 な る も の と 考 え ら れ る . そ こ で , 本 章 で は レ ー ザ ビ ー ム 照 射 面 が 溶 融 し な い レ ー ザ ピ ー ム 照 射 条 件 下 に お い て , 熱 き 裂 発 生 機 構 を 究 明 す る た め の 基 礎 と し て 有 限 要 素 法 を 用 い て レ ー ザ ビ ー ム 照 射 面 お よ び そ の 近 傍 の 温 度 上 昇 解 析 と 熱 応 力 解 析 を 行 っ た . ま ず , 供 試 工 具 を 欠 焔 の な い 等 方 等 質 材 料 と し て 扱 い , レ ー ザ ビ ー ム 照 射 に 伴 っ て 作 用 す る 熱 応 力 を 検 討 し た(2) 次 に , よ り 近 似 度 の 高 い 熱 応 力 解 析 を 行 う た め に 工 具 の 内 部 欠 臨 を 仮 定 し て , レ ー ザ ビ ー ム 照 射 面 下 お よ び そ の 近 傍 に 球 状 微 小 空 孔 が あ る 場 合 の 熱 応 力 解 析 を 行 っ た . そ の 結 果 か ら , 空 孔 と い っ た 内 部 欠 陥 に よ っ て 高 い 引 張 り の 熱 応 力 が 発 生 し て 熱 き 裂 の 起 点 と な る 可 能 性 の 高 い 領 域 を 検 討 し た(3) 3. 2 等 方 等 質 性 材 料 を 仮 定 し た 場 合 3. 2. 1 解 析 モ デ ル 図 3・1は,内部照射に対応する解析モデ、ノレを示す.本解析モデノレは z軸 に 対 し て 軸 対 称 な , 直 径 5m m,高さ 2.5m mの 等 方 等 質 性 円 柱 で あ る . 表 3・1は , そ の 室 温 に お け る 物 性 値 を 示 す . 表 3ーl中 に 示 し た 洪 試 超 硬 工 具 P20の物性{直はいずれも温度に無関係とした. なお,物性{直の溢度依存性を考慮、した温度上昇および熱応力解析も行ったが,その結果と 物 性 値 の 温 度 依 存 性 を 無 視 し た 本 解 析 結 果 と の 差 は 10% 以 内 で あ っ た . 熱 源 は , 図 3ぺ 中 の 原 点 Oを 中 心 と す る 直 経 0.5 m mの 円 内 に 作 用 さ せ た . な お , 供 試 超 硬 工 具 P20の 形 状 は,第 2章 で 示 し た よ う に 12mmX 12 mmX4 m mの 直 方 体 で あ り , 解 析 モ デ ル の 形 状 お よ 吋 / 吋 4び 寸 法 は こ れ と 異 な っ て い る . し か し , あ ら か じ め 行 っ た 解 析 の 結 果 , そ の 直 径 が レ ー ザ ビ ー ム 照 射 面 直 径 の 10倍 で あ る 本 解 析 モ デ ル の 温 度 上 昇 お よ び 熱 応 力 解 析 結 果 は , 第 2 章 で 述 べ た レ ー ザ ピ ー ム 照 射 条 件 の 範 囲 で は 実 物 の そ れ ら と 差 の な い こ と が わ か っ た . そ こ で 本 研 究 で は , 熱 き 裂 が 発 生 し た 領 域 お よ び そ の 近 傍 の 温 度 上 昇 と 熱 応 力 に 主 眼 を お い て , そ れ ら の 解 析 は 図 3ぺに示した軸対称モデノレで行った.要素分割には 8節 点 四 角 形 要 素 を 用 い , レ ー ザ ビ ー ム 照 射 面 お よ び そ の 近 傍 の 要 素 分 訴 を 密 に し た . そ の と き の 要 素 数 は2700, 節 点 数 は 8311であった.
Laser beam irradiation region IHeat transfer
↓ / 時 l O
n0
.
2
5
r m . N zw d '
ω
m
o
r
b
n u A ua
e
n
a
a
u
百- m
g
Fig.3-1An analytical rnodel ofternperature rise and therrnal stress of cernented carbide tool due toCO2 laser bearn irradiation(
I
n
ternal irradiation) Table 3・1Material properties of cemented carbide tool P20 (at room temperature) Y oung's modulus GPa 548 Thermal conductivity W/(mK) 41.8 Specific heat J/(kgK) 251 kg/m3 3 Density 12.3 x 10 Coefficient oflinear expansion K-1 5.2 x 10欄6 Transverse r印 刷res田ngth MPa 1910 Poisson's ratio 0.21 0 0 今 ヰ本 解 析 モ デ ル の 熱 的 境 界 条 件 は 以 下 の よ う に 仮 定 し た . す な わ ち , 図 3-1中で z=0 m m のすくい面に相当する面上では, レ ー ザ ビ ー ム 照 射 時 間 中 の レ ー ザ ビ ー ム 照 射 面 は 熱 流 束 流 入 境 界 , そ れ 以 外 の 領 域 は 熱 伝 達 境 界 と し た . レ ー ザ ビ ー ム 照 射 時 間 終 了 後 は い ず れ の 領 域 も 熱 伝 達 境 界 と し た .z
=
2.5m mの 円 柱 底 面 お よ び 1・=2.5m mの 円 柱 側 面 は い ず れ も 断 熱 境 界 と し た . な お , 熱 伝 達 境 界 面 の 熱 伝 達 率 は 実 験 に よ っ て 求 め た 40W/(m2K)の 一 定 値としfこ. 第 2章 で 述 べ た レ ー ザ ビ ー ム 制 御 信 号 に 対 す る レ ー ザ 出 力 の O.1 "-' 0 . 7 msの遅延時間は, レ ー ザ ビ ー ム 照 射 時 間 お よ び レ ー ザ ビ ー ム 照 射 停 止 時 間 と 比 較 し て 小 さ い . そ こ で , 熱 源 の時間変化はパルス状とした. レ ー ザ ピ ー ム 照 射 面 の 直 径 を dとするとき, レーザビーム パ ワ ー 密 度 ピ ー ク 点 か ら の 距 離 rに対して CO2レ ー ザ ピ ー ム の パ ワ ー 密 度 Q(r)は,次式の ガ ウ ス 分 布 で 与 え ら れ る(4) Q(l・)= Qpexp{ -0.6x
4(r/d)2} ・・・・・・・・ (3.1) ここに,式(3.1)中の Qpは , 被 射 体 の レ ー ザ ビ ー ム 吸 収 率 をεと し て , 次 式 で 与 え ら れ る ど ークパワー密度である. Qp =4
(
0
.
6
s
Q
)
/
[
πd2{I-exp(欄0.6)}] ・・・・・・ (3.2) な お , 熱 応 力 の 解 析 に あ た っ て は , 対 称 軸(z軸 ) 上 に 図 3-1中 に 示 し た よ う な 境 界 条 件 を仮定した. 3. 2. 2 温 度 上 昇 図 3-2は 1サ イ ク ル の パ ル ス 状 CO2レ ー ザ ピ ー ム 照 射 中 に 最 大 温 度 上 昇 を 示 す レ ー ザ ビームパワー密度ピーク点(図 3-1中 の 原 点0
)
の 無 次 元 温 度 上 昇Tと,レーザビーム照射 開 始 か ら の 無 次 元 時 間tの 関 係 を 示 す . こ こ で 時 間 をt
,温 度 上 昇 を Tとするとき ,t
およ びTは次式で与えられる. t λt/(cρd2 ) ・・・・・・・・・・・・・ (3.3)T
=
λd
Tl(
s
Q
)
・・・・・・・・・・・・・ (3.4) 式(3.3),(3.4)中で c,ρ,λは そ れ ぞ れ , レ ー ザ ビ ー ム 被 射 体 の 比 熱 , 密 度 お よ び 熱 伝 導 率 で あ る . な お , 図 3-2中 に 破 線 で , レ ー ザ ビ ー ム 照 射 停 止 後 の 原 点 Oの 温 度 変 化 を 示 し た. 原 点 Oの 温 度 は レ ー ザ ビ ー ム 照 射 開 始 と と も に 急 激 に 上 昇 し ,t
=
1.35 X 10-7 (供試超硬 具 P20の場合 ,t
=
5 ms)で 定 常 温 度 上 昇 の 約 80% に 達 す る . レ ー ザ ビ ー ム の 照 射 停 止。 ノ
守 んに よ っ て 原 点 Oの 温 度 は 急 激 に 下 降 し , レ ー ザ ビ ー ム 照 射 停 止 後 無 次 元 時 間 で 10XlO-7が 経過すれば原点、 Oの 温 度 上 昇 は ほ ぼ Oとなる. 0.8
し た
111108×lo-7 5.4X 10-7Ih
0.60
.40
.
2
z Z E E -z E E E‘
‘
も、
、
‘
ー-
.
・
‘
、
、
ー
。
5
唱E ハU-
・
-
-
-
-
.
E A1
5
20x 1
0
-7 Fig.3-2 Dimensionless temperature rise T at center of laser beam irradiation region against dimensionless timet (Internal irradiation) ここで図 3・3に,罰 2-11中 の 実 験 結 果 に 対 し て 求 め た , レ ー ザ ビ ー ム パ ワ ー 密 度 ピ ー ク 点(図 3・1中の原点 0) の レ ー ザ ビ ー ム 照 射 停 止 直 前 の 祖 度 上 昇 ( 最 高 温 度 上 昇 )T
maxを 示 す . 図 3J中の()内は熱き裂発生までのレーザビーム照射サイクル数N
cの範囲を示す. 熱 き 裂 発 生 サ イ ク ル 時 の Tmaxは tonの 影 響 を ほ と ん ど 受 け ずO
に 比 例 し て 高 く な っ た . な お,熱き裂発生サイクノレ時の Tmaxに 及 ぼ す Ncの 影 響 は 無 視 で き た . な お , 供 試 超 硬 工 具 P20の 主 成 分 で あ る W C,TiC,および Coの 融 点 は そ れ ぞ れ 3193K, 3500 K, 1495 Kであ るが,図 3・3に示した熱き裂発生サイクノレ時の Tmaxは 610'"'-'1350 K,室温を考慮、した最高 温 度 は 630'"'-'1370 Kで あ り , そ の 最 大 値 1370Kでも Coの融点より低い. ハ U ︽1 31500L