1. 緒 言
オーステナイト系ステンレス鋼板は,冷間圧延により高 い機械的強度が得られるため,ばね材として,自動車,家 電などに使用される精密機器内の機械部品や電子部品に適 用されている1, 2)。近年,機器の小型化,高性能化の進展 により,適用されるステンレス鋼にも各用途に適した高機 能化が求められている。 新日鐵住金(株)では,薄板ばね材として使用される板厚 0.6 mm以下のオーステナイト系ステンレス鋼をフォトエッ チング加工やレーザー加工などの精密加工用途に最適化 したSUS304 H-SR(以下,304 H-SRと表記),および304 H-SRの製造技術をベースに母材の結晶粒を微細化するこ とで精密加工性をより向上させたSUS304 H-SR2(以下, 304 H-SR2と表記)とNSSMC-NAR-301L SE1(以下,301L SE1と表記)を製造している。本稿では,これらの精密加 工用オーステナイト系ステンレス鋼の特徴と結晶粒微細化 技術を中心とした開発鋼の技術背景を紹介する。2. 精密加工技術
2.1 フォトエッチング加工,レーザー加工 本稿が対象とする精密加工法の代表例として,フォト エッチング加工とレーザー加工が挙げられる3, 4)。いずれも, 素材となるステンレス鋼板を化学的溶解,あるいは熱溶融 によって不要部を除去して,目的とする製品形状に加工す る技術である。 フォトエッチング加工は,印刷技術と腐食技術を応用し た金属材料の加工方法で,精密機器部品,精密電子部品, 光学部品のように高い寸法精度と複雑形状を有する金属部 品や,意匠部材,装飾品などを製作する方法として広く用 いられている。フォトエッチング加工では,被加工金属材 料表面に感光性樹脂(フォトレジスト)を被覆して製品形 状パターンを形成した後に,塩化第二鉄溶液などの腐食性 薬液で金属露出部分を選択的に溶解することにより,目的 とする製品形状を得ている。本手法は,ばり,歪み,材料 変形や加工硬化がなく,マイクロメートル単位の寸法精度技術論文
精密加工用オーステナイト系ステンレス鋼板の開発
Development of Austenitic Stainless Steel Sheets for Micro-Fabrication
澤 田 正 美
*喜 多 勇 人
渋 谷 将 行
藤 澤 一 芳
Masayoshi SAWADA Hayato KITA Masayuki SHIBUYA Kazuyoshi FUJISAWA
抄 録
フォトエッチング加工やレーザー加工などの精密加工に適したオーステナイト系ステンレス鋼板 304 H-SR,304 H-SR2,301L SE1 を開発した。304 H-SR,304 H-SR2 は,主としてテンションレベラ処理, ストレスレリーフ処理,特殊洗浄工程により,精密加工に要求される平坦性,低残留応力,表面濡れ性に 優れる材料である。結晶粒を微細化した 301L SE1 は,前述の特性に加え,加工面の平滑性に優れた材料 である。この結晶粒微細化は,合金成分設計と製造条件の適正化により,加工誘起マルテンサイトからオー ステナイトへの逆変態,ならびに析出物によるピン止め効果を活用することで達成された。Abstract
Austenitic stainless steels “304 H-SR”, “304 H-SR2” and “301L SE1” were developed for micro-fabrications like photoetching and laser processing. 304 H-SR and 304 H-SR2 have superior flatness, low residual stress and improved surface wettability, which are required as the materials for micro-fabrications. These high performances are attained mainly by Tension Leveling (T/L) process, Stress Relieving (S/R) process and Special Surface Treatment. 301L SE1 with fine grained structure has been received high reputations as a material with excellent smoothness of the fabricated surface, in addition to the above mentioned characteristics. The grain refinement has been achieved through the use of α' → γ reverse transformation and pining effects by minute precipitates with optimization of the alloy composition and manufacturing process.
* 鉄鋼研究所 チタン・特殊ステンレス研究部 主任研究員 兵庫県尼崎市扶桑町 1-8 〒 660-0891
が求められる精密加工が可能である。また,高価な金型が 不要であるため,小規模試作から大量生産まで対応するこ とができる。さらに,両面エッチング(同径,異径孔)や 片面からのハーフエッチング,段付きエッチングの組み合 わせにより,複雑な断面形状へも加工することができる。 レーザー加工は,CAD設計図を元に被加工金属材料表 面に直接レーザー照射して不要部分を溶融穿孔する方法で ある。レーザー加工ではフォトエッチング加工よりも高密 度加工が可能となることや,少量多品種への対応が容易と いったメリットがある。レーザー加工を活用した製品の一 例として,プリント基板にペースト状はんだを印刷する “ 版 型 ” であるメタルマスクがある3)。メタルマスクは,厚さ0.1 ~0.2 mm程度のステンレス鋼板に配線パターンを穿孔し て製作される。従来は,フォトエッチング加工により穿孔 されていたが,基板の高密度化に対応してレーザー加工メ タルマスクが増えている。エッチング加工とレーザー加工 を組み合わせて制御された断面形状と垂直なレーザー加工 部をもつ高機能メタルマスクも実用化されている。近年急 速に普及しているスマートフォンやタブレットPCなどの小 型・薄型電子デバイスでは,実装パターンの高密度化に合 わせて従来以上に高精細な加工が要求されるようになり, 加工技術の進展とともに高性能素材が求められている。 2.2 精密加工用素材に要求される特性 フォトエッチング加工用材料には,ライン通板性,露光 パターン精度を確保するために高い板厚精度と平坦性が要 求される。加えて,エッチング加工後のねじれや反り,あ るいは寸法伸縮や変形を抑制するために材料内部の残留応 力が少ないことも必要である。また,フォトレジストとの 良好な密着性を確保するため,表面の濡れ性に優れること も求められる。さらには,製品の高密度化につれて,エッ チング加工端面のシャープネスやエッチング加工面の平滑 性が高いことが重要視されるようになってきた。 レーザー加工の場合,素材はフレームに取り付けてレー ザー加工装置にセットされる。この時,材料の平坦性が悪 いとレーザーヘッドとの距離にばらつきが生じて,加工精 度が得られない。また,レーザー溶融時の局所的な熱によ る変形が問題となる場合もある。したがって,レーザー加 工用材料にも,フォトエッチング加工用材料と同様に優れ た平坦性,低い残留応力,加工面の平滑性などが求められ る。
3. 精密加工用ステンレス鋼板
新日鐵住金(株)直江津製造所では,上述のフォトエッチ ング加工やレーザー加工などの精密加工に適したステンレ ス鋼素材の開発,製造技術の改善,および品質向上に取り 組んでいる。表1にエッチング加工,レーザー加工などの 精密加工用のステンレス鋼として製造,販売している304 H-SR,304 H-SR2,301L SE1の概要を示す4-6)。304 H-SR は精密加工用途全般に使用されており,304 H-SR2と301L SE1は,高密度メタルマスクなどの,特に高精密な加工が 要求される用途に使用されている。 304 H-SR2は,エッチング加工メーカーからの要望に応 えるべく,304 H-SRをベースに開発した微細粒鋼であり, SUS304の化学成分を変えずに,製造条件を適正化するこ とにより平均粒径を5μm程度まで細粒化し,且つハーフ エッチング後の反りを低減させた材料である。301L SE1は, 独自合金成分設計と冷間圧延,焼鈍技術を組み合わせるこ とで,平均結晶粒径が2μm以下の微細結晶粒組織にした 材料である。更に,301L SE1は低Cとしているため,エッ 表1 SUS304 H-SR,SUS304 H-SR2,NSSMC-NAR-301L SE1 の化学組成,ミクロ組織,結晶粒径,板厚,用途 Chemical compositions, microstructures, average grain sizes, thickness and applications of SUS304 H-SR, SUS304 H-SR2 and NSSMC-NAR-301L SE1チング加工で問題となるスマットが発生しにくいという利 点も確認されている7)。 図1に精密加工用ステンレス鋼の製造工程の概略を示 す。304 H-SR,304 H-SR2,301L SE1は,いずれも熱間圧延, 冷間圧延,焼鈍工程の後,調質圧延によって,所定の板厚 と材料強度に調整される。その後,テンションレベラ(T/L) によって,張力を加えながらレベラーロールに沿って曲げ, 曲げ戻しを行うことで高い平坦性を達成する。ただし,こ の状態では見た目には平坦形状を呈しているが,材料内部 に大きな残留応力が蓄積されているため,そのままでは精 密加工には適さない。 前述の課題に対し,T/L処理に引き続き,ストレスレリー フ(S/R)処理と呼ばれる比較的低温の熱処理を施すこと により,材料内部の残留応力の緩和を図っている。図2に 短冊状試験片(0.2 mm×12 mm×100 mm)の片面から塩 化第二鉄溶液を用いて板厚の1/2までエッチング(ハーフ エッチング)した後の試験片外観を示す。図2(a)におい て,調質圧延材はエッチング面が凸になるような反りが生 じており,T/L処理材は調質圧延後とは逆方向に大きく反っ ている。調質圧延材は圧延の段階で素材表面近傍に引張残 留応力が付与されており,板厚中心部に存在する圧縮残留 応力とバランスすることで平坦形状を保っている。 エッチングにより表面層を減じていくと,板厚方向の応 力バランスが崩れて,反りが発生する。T/L処理材は曲げ, 曲げ戻しの際に表層付近に圧縮残留応力が付与され,板 厚中心付近の引張残留応力とバランスして平坦形状を維持 しているが,エッチングにより表面層が除去されていくと, 表面付近の圧縮応力が開放され,調質圧延材とは逆方向の 反りが生じる。これらに対して,S/R処理材は熱処理によっ て板厚全体にわたる応力が緩和された結果,ハーフエッチ ング後の反りが著しく抑制される。また,図2(b)に示す 304 H-SR2,301L SE1では,S/R処理のみならず,その前 工程での作り込みを工夫することによってハーフエッチン グ後の反りがさらに小さくなっていることが確認できる。 精密加工用ステンレス鋼板の製造工程では,S/R処理の 後に特殊洗浄処理を施すことで表面を改質し,濡れ性を向 上させている。濡れ性が低いとフォトレジストと鋼板の密 着性が悪く,図3(a)に示すように,レジストと鋼板の間 にエッチング液の差し込みが発生して製品欠陥となる場合 があるが,濡れ性の改善により図3(b)のようにエッチン グ液の差し込みが抑制され,製品の歩留まりが大幅に改善 された事例もある。 以上のように,精密加工用ステンレス鋼板は,合金成分 から製造工程まで一貫した作り込みにより,エッチング加 図2 ハーフエッチング後の試験片外観 Appearance of the half etched specimens 図1 開発鋼の製造工程概略
Schematic illustration of manufacturing process for developed Steel
図3 フォトレジスト剥離後の外観写真 (a)エッチング液の差し込み有り,(b)エッチング液の差し込み無し Appearance of specimens after stripping photo resist
工用素材としての要求性能である優れた平坦性,低い残留 応力,表面の濡れ性を高いレベルでバランスさせている。
4. 結晶粒微細化技術
4.1 結晶粒微細化技術の概要 一般的なステンレス鋼の結晶粒径は20~30 μm程度で あり,マイクロメートル単位の加工精度が要求される場合 には,結晶粒径が加工製品仕上がりに影響を及ぼすことが ある。エッチング加工製品の加工端の直線性(シャープネ ス)やエッチング加工面の平滑性は,結晶粒が細かいほど 改善される。また,レーザー加工においても,結晶粒内よ りも結晶粒界の方が融点は低く,優先的に溶解するため8), 結晶粒が細かいとその加工面の粗さが小さくなる。すなわ ち,エッチング加工,レーザー加工のいずれにおいても, 素材の結晶粒を微細化することが加工面の平滑性向上に極 めて有効である。加えて,結晶粒微細化は,素材の曲げ加 工部の平滑性や強度-延性バランスの向上にも効果があり, 精密加工用ステンレス鋼の開発において,最も重要なポイ ントである。 精密加工用ステンレス鋼である301L SE1の開発に先だっ て,結晶粒微細化により疲労強度を向上させたオーステナ イト系ステンレス鋼NSSMC-NAR-301L HS1を開発してい る9, 10)。同材は,エンジンのシリンダヘッドガスケット材と して多くの自動車メーカーに採用され,高い評価を得てい る。301L SE1は,図4に示すように合金成分の設計から冷 間圧延,熱処理などの製造条件の適正化まで一貫して制 御することで,301L HS1で培った結晶粒微細化技術と304 H-SRで開発したT/L処理,S/R処理,特殊洗浄工程とい う精密加工用ステンレス鋼独自の製造技術を組み合わせ, 高い平坦性や低い残留応力に加え,エッチング加工端面の シャープネスやエッチング加工面の平滑性を有する材料で ある。以下に,結晶粒微細化に関する研究事例と精密加工 性などに及ぼす結晶粒微細化の効果について述べる。 4.2 結晶粒微細化のメカニズム SUS304,SUS301Lに代表される準安定オーステナイト (γ)系ステンレス鋼は,冷間圧延で生成した加工誘起マル テンサイト(αʼ)を熱処理で γ へ逆変態させることで,微細 結晶粒組織が得られることが知られている11)。しかしなが ら,熱処理温度が低すぎると未再結晶部が多量に残存する 不均一な組織となり,一方,熱処理温度が高すぎると結晶 粒が粗大化してしまうことなどから,微細結晶粒組織を有 するステンレス鋼を大型の実機ラインで安定して量産して いる例はない。新日鐵住金(株)では,細粒材の安定生産の ため,加工誘起 αʼ の γ への逆変態に加え,熱処理時に析出 する微細な炭窒化物によって結晶粒成長を抑制する手法を 活用し12),細粒材を量産している。 微細な炭窒化物を活用するにあたっては,熱力学計算 を利用した。図5に示したのは,熱力学計算ソフトウェア Thermo-calc13)を用いて計算したSUS301LにNbを添加し た際の状態図である。例えば,SUS301Lに0.05 mass%の Nbを添加した場合,Nbは,約1 100℃以上の高温では γ 相 に固溶し,低温ではNb(C,N)として析出することが分かる。 従って,固溶化熱処理でNbを固溶させた後,固溶化熱処 理温度より低温で仕上げ焼鈍することで,微細なNb(C,N) が析出し,これらの析出物が結晶粒界の移動の障害(ピン 止め効果)となって,結晶粒成長を抑制することができる。 図6,7に従来のSUS301Lと0.1 mass%のNbを含有した SUS301Lから採取した薄膜,および抽出レプリカのTEM 像を示す。これらは小型鋳塊から試作した冷間圧延板を 1 150℃で固溶化熱処理した後,板厚減少率67%の冷間圧 延を施し,1 000℃(a),および850℃(b, c)で焼鈍したもの である。Nb無添加のSUS301Lは,1 000℃で焼鈍すると平 均結晶粒径が10 μm程度であるのに対し,850℃で焼鈍す ると,平均結晶粒径は4μm程度となる。ただし,ここでの 細粒化は,低温での焼鈍により結晶粒成長の駆動力自身が 図4 結晶粒微細化材の製造思想Schematic illustration showing our philosophy for
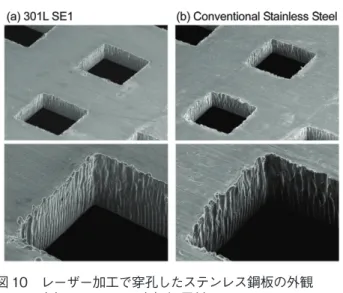
低いことによる。また,過度に焼鈍温度を下げると,加工 の影響が残った未再結晶部が多量に存在する不均一な組織 となり,特性がばらついてしまう。一方,SUS301Lに微量 のNbを添加した場合,添加したNbが焼鈍時に20 nm前 後の微細なNb(C,N)として析出する。これらのNb(C,N) のピン止め効果により,結晶粒成長が抑制される結果,焼 鈍後に平均粒径が1μm近い微細結晶粒組織を得ることが できる。 4.3 精密加工性に及ぼす結晶粒微細化の効果 ここでは,前述した結晶粒微細化が,フォトエッチング 加工面やレーザー加工面の平滑性などに及ぼす効果を紹介 する。図8にSUS304をベースに成分,熱処理条件を制御 して,異なる結晶粒径とした材料の母材の平均結晶粒径と エッチング後の表面粗さの関係を示す。使用したエッチン グ液は,50℃の42°ボーメ塩化第二鉄溶液である。母材の 結晶粒径が小さいほど,エッチング面の平滑性が向上する。 これは,エッチング速度が結晶方位によって異なるため14), 結晶粒が微細なほどエッチングの程度が平準化されること に起因していると推測される。 図9は,フォトエッチング加工により301L SE1と比較用 の汎用材(SUS304)にすり鉢状の穴をあけ,そのエッチン グ壁面を電子顕微鏡で観察したものである。この図から明 らかなように,301L SE1は,汎用材に比べて,壁面が平滑 に仕上がっている。このようなエッチング加工面の平滑性 やエッチング加工端のシャープネスの向上は,加工精度の 向上に大きく寄与する。加えて,301L SE1の使用により,エッ チング加工後に実施されていた電解研磨の工程を省略でき たケースもある。 結晶粒微細化は,レーザー加工後の表面の平滑性向上に も寄与する。図 10 に,301L SE1と汎用材(SUS 304)のレー ザー加工面の写真を示す。エッチング加工面と同様に,母 材の結晶粒微細化によって,レーザー加工面の凹凸が低減 されることが分かる。加工面の平滑性向上に伴い,寸法精 度が向上するのに加え,加工面への異物付着が抑制される ことにより,メタルマスクとして使用する際の操業安定性 が向上することや,レーザー加工時に溶融した金属ばりの 減少により加工後の化学研磨や電解研磨工程が省略でき, トータルコストの削減に貢献した例もある。 次に,曲げ加工に及ぼす結晶粒微細化の効果を述べる。 図8 素材の平均結晶粒径とエッチング後の算術平均粗さ Raの関係 Relationship between calculated average roughness Ra of etched surface and average crystal grain size 図6 焼鈍材の薄膜 TEM 像 TEM images of thin film prepared from annealed specimen 図7 焼鈍材の抽出レプリカ TEM 像 TEM images of the extraction replica prepared from annealed specimen
図 11 は,結晶粒径の異なる3種のオーステナイト系ステ ンレス鋼板を90°曲げした際の曲げ稜線部の外周表面の写 真である。これらは曲げ前の表面粗さは同等である。曲げ 稜線部の平滑性を比較すると,一般的な結晶粒径である 304 H-SRには結晶粒が浮き出たような肌荒れが見られるの に対し,結晶粒が微細な304 H-SR2,301L SE1は,平滑性 が大きく向上することが確認されている。 さらに,結晶粒微細化は,鋼の強化手法の中でも,延性 の劣化が小さい手法であるため,鋼の強度-延性バランス の向上にも有効である。図 12 にSUS301Lの0.2%耐力と 伸びのバランスに及ぼす冷間圧延率,結晶粒径の影響を示 す。ベース鋼である平均結晶粒径10 μmのSUS301L焼鈍 材を冷間圧延すると,圧延率の増加に伴って0.2%耐力が 増加し,伸びは低下する。一方,低温焼鈍や微量のNb添 加によってベース鋼の結晶粒を微細化させると,0.2%耐力 は増加し,伸びはやや低下するが,強度増加に対する伸び の低下量が小さい。したがって,同一の強度レベルで比較 した場合,細粒材は冷間圧延により高強度化したものより 大きな伸びを示し,強度-延性バランスに優れることが分 かる。これらの曲げ加工部の平滑性や優れた強度-延性バ ランスは,エッチング加工後にプレス成形,曲げ加工する 用途や,メタルマスクではスキージ耐久性向上に効果を発 揮する。
5. 結 言
新日鐵住金(株)の精密加工用オーステナイト系ステンレ ス鋼板304 H-SR,304 H-SR2,301L SE1は,フォトエッチ ング加工やレーザー加工などの精密加工に適し,精密部品 やメタルマスクなどの素材として国内外の多くのユーザー に使用され,高い評価を得ている。新日鐵住金(株)では, 合金成分から冷間圧延,熱処理などの製造条件まで一貫し 図 12 強度 - 延性バランスに及ぼす冷間圧延,結晶粒微細 化の影響Effect of cold rolling and grain refinement on balance of strength and elongation
図 10 レーザー加工で穿孔したステンレス鋼板の外観 (a)301L SE1,(b)汎用材
Appearance of stainless steel sheets perforated by laser processing, (a) 301L SE1, (b) Conventional stainless steel
図 11 曲げ加工部の外観(曲げ角度 90 度,曲げ半径 0 mm)
Appearance of specimens after V-block bend tests with 90o bending angle and 0 mm inside radius 図9 フォトエッチング加工で穿孔したステンレス鋼板の外観
(a)301L SE1,(b)汎用材
Appearance of stainless steel sheets perforated by photoetching (a) 301L SE1, (b) Conventional stainless steel
て制御することで,これらの精密加工用ステンレス鋼を安 定して製造している。301L SE1で培った結晶粒微細化技 術は,他鋼種への展開も図る予定である。 参照文献 1) 細井祐三:ステンレス鋼の科学と最新技術.初版.東京,ス テンレス協会,2011,217p 2) ステンレス協会編:ステンレス鋼便覧.第3版.東京,日刊 工業新聞社,1995,1173p 3) 渋谷将行:まてりあ.34 (9),1068 (1995) 4) 渋谷将行:コンバーテック.40 (7), 75 (2012) 5) 藤澤一芳:素形材. 53 (1), 33 (2012) 6) 平原一雄:素形材.49 (1), 19 (2008)
7) Allen, D. M. et al.: CIRP Annals - Manufacturing Technology. 54 (1), 187 (2005)
8) Heish, T. R. et al.: Acta Metall. 37 (6), 1637 (1989)
9) 安達和彦 ほか:まてりあ.47 (1),36 (2008)
10) 桂井隆:Honda R&D Technical Review.12,151 (2000)
11) 高木節夫 ほか:鉄と鋼.74 (6),1052 (1988)
12) Sawada, M. et al.: ISIJ Inter. 51 (6), 991 (2011) 13) Thermo-Calc Software: http://www.thermocalc.com
14) 佐藤昭規 ほか:日本機械学会東北支部秋季講演大会講演論 文集.2007 (43),123 (2007) 澤田正美 Masayoshi SAWADA 鉄鋼研究所 チタン・特殊ステンレス研究部 主任研究員 兵庫県尼崎市扶桑町1-8 〒660-0891 喜多勇人 Hayato KITA チタン・特殊ステンレス事業部 特殊ステンレス商品技術室 主幹 渋谷将行 Masayuki SHIBUYA チタン・特殊ステンレス事業部 特殊ステンレス商品技術室長 藤澤一芳 Kazuyoshi FUJISAWA 直江津製造所 製造部 技術室 主査