チオ尿素溶液中における金合金の
電解研磨挙動
山梨大学大学院
医学工学総合教育部
博士課程学位論文
2015 年 3 月
望月 陽介
目次 第1章 緒 言 1.1 宝飾品としての金合金 1 1.2 化学研磨・電解研磨 2 1.3 金合金の化学研磨・電解研磨の現状 6 1.4 チオ尿素の電気化学 7 1.5 研究目的 8 1.6 参考文献 11 第2章 チオ尿素溶液を用いた Au-Ag-Cu 合金の電解研磨に及ぼす電解質の効果 2.1 緒言 14 2.2 実験方法 14 2.3 結果および考察 2.3.1 各種電解質の研磨液中での LSV および電解研磨 15 2.3.2 硫酸濃度およびチオ尿素濃度変化 20 2.3.3 研磨時間による光沢度の変化 25 2.4 結言 26 2.5 参考文献 28 第3章 チオ尿素溶液による Au-Ag-Cu 合金の電解研磨における拡散速度変化 3.1 緒言 29 3.2 実験方法 29 3.3 結果および考察 3.3.1 回転電極法 31 3.3.2 撹拌条件下での板材の電解研磨 34 3.4 結言 37 3.5 参考文献 38 第4章 単体金属および二元合金における電解研磨挙動 4.1 緒言 39 4.2 実験方法 39 4.3 結果および考察 4.3.1 硫酸,チオ尿素溶液中における Au, Ag, Cu の電解研磨挙動 40 4.3.2 硫酸,チオ尿素溶液中における Au-Ag,Au-Cu,Ag-Cu 二元合金の電解研磨挙動 45
4.4 結言 50 4.5 参考文献 52 第5章 Ag/Cu 比の異なる K10 合金の電解研磨挙動 5.1 緒言 53 5.2 実験方法 53 5.3 結果および考察 5.3.1 Ag/Cu 比の変化による LSV の変化 54 5.3.2 硫酸,チオ尿素溶液を用いた電解研磨 57 5.4 結言 59 5.5 参考文献 60 第6章 さまざまな K10 合金におけるチオ尿素溶液を用いた電解研磨 (Zn および Pd 含有金合金) 6.1 緒言 61 6.2 実験方法 61 6.3 結果および考察 6.3.1 Zn を含有した金合金の電解研磨 63 6.3.2 Pd を含有した金合金の電解研磨 65 6.4 結言 73 6.5 参考文献 75 第7章 鋳造材料への応用 7.1 緒言 76 7.2 実験方法 76 7.3 結果および考察 7.3.1 各合金における圧延板と鋳造板の LSV の比較 77 7.3.2 各合金における電解研磨面の比較 79 7.4 結言 83 7.5 参考文献 84 第8章 チオ尿素溶液を用いた電解研磨液の実製品への応用 8.1 緒言 85 8.2 実験方法 85 8.3 結果および考察
8.3.1 製品パーツでの電解研磨 88 8.3.2 複数試料の研磨方法の検討 89 8.4 結言 91 第9章 総括 92 謝辞 95 業績一覧 96
第 1 章 緒言 1.1 宝飾品としての金合金 金は最も魅力的な金属の一つであり,古くから宝飾品や工芸品として利用さ れている金属である.化学的に安定であり,大気中で腐食せず,電気伝導率が 高く,加工性が優れているため,集積回路など工業用に用いられることも多い. しかしながら,金の用途の約半数はいまでも宝飾品への利用である[1]. 山梨県の宝飾産業は江戸時代の水晶加工にはじまり,半貴石の研磨加工,貴 金属装身具の製造と発展した地場産業の一つである[2-3].そのような歴史的経緯 があるため,宝石の研磨から貴金属製造,製品作製まですべての加工を行う企 業が一カ所に集中しており,世界的にも珍しい宝飾産業の集積産地となってい る.山梨県は現在でも国内宝飾品製造額の約 1/3 を占めている(図 1-1)[4]. 貴金属装身具における金はカラット(Karat)という 24 分率で表記され,純金 は K24 と表記される.このことからも,金が 100 分率の現れる前から宝飾用と して利用されていたことがわかる.宝飾製品には古くから K18(金含有量 75%) のように高品位の金合金が使用されている.しかし,近年では金価格の高騰(10 年前:約 1500 円/g,現在:4500 円/g 以上)のため,これまで流通のほとんどな かった K10(金含有量 41.7%)や K7(金含有量 29.7%)といった低品位の金合 金が増加している.低品位の金合金は,金以外の金属の含有量が多いため,合 金組成も多種多様である.一般に金合金は色によって呼称が変わり,YG(イエ ローゴールド),PG(ピンクゴールド),WG(ホワイトゴールド)に分けら れている.
また,近年の貴金属装身具の製品形状(デザイン)は小さく繊細で複雑なも のが好まれており,地金価格の高騰の影響もあることから,そのような形状の 製品が増えている.それらの複雑な製品は,手磨きですべての表面を研磨する ことが難しく,手間がかかるため,それらの研磨工程では一度に全面を研磨す ることができる化学研磨法や電解研磨法が用いられている. 図 1-1 貴金属製品出荷額の都道府県別占有率 (資料:「工業統計調査」平成 22 年確報品目編) 1.2 化学研磨・電解研磨[5] 化学研磨や電解研磨は化学的に金属を溶解することで表面を研磨する手法で ある.工業的にはステンレス鋼製品の最終仕上げやアルミニウムの陽極酸化の
前処理,メッキの後処理として用いられる.それらの研磨面は,研磨紙などに よる機械研磨とは異なる研磨面を示す.1)機械研磨では被研磨面の凸部を切削 や塑性変形などによって平滑面を得るが,化学(電解)研磨では微小な凸部を 優先的に溶解することで平滑面を得る.2)機械研磨された面は塑性変形による 変質層を形成し,化学研磨された面は溶解により変質層が除去された面となる. 3)機械研磨では形状により研磨ができない面があるのに対して,化学研磨では 研磨液が接する部分であれば研磨が可能である.4)機械研磨では対象となる試 料の材質にあまり影響を受けないが,化学・電解研磨では材質の違いにより研 磨条件が大きく異なる. 化学研磨と電解研磨の金属溶解のメカニズムはほぼ同一で有り,その違いは, 前者は化学薬品中による自然溶解であるのに対して,後者は電気エネルギーに より陽極溶解であることである.自然溶解では金属表面に内包される局部電池 の起電力を利用し,陽極溶解では外部電源を利用している. 電解研磨や化学研磨の研磨機構はいまだに統一された理論は確立されておら ず,様々な研磨機構が提案されている.1)被研磨面に厚い表面層が生成された とき,溶液との界面は平坦な面となることで,被研磨面における凹部は厚く, 凸部は薄く覆われる.このとき抵抗の小さくなる凸部が優先的に溶解される(図 1-2 (a)).2)表面から溶出する金属イオンと表面に供給されるイオンアクセプ タの拡散層において,凸部における濃度勾配が大きいため,速やかに拡散速度 が得られ,溶解が進行する.3)溶解した金属イオンが凹部に溜まり,凸部と凹 部で濃淡電池が形成され,凸部の溶解が促進される(図 1-2 (b)).4)被研磨面 からガス発生する場合,凸部から発生するガスの機械的剥離作用によって凸部 が削られていく.5)凸部のように比較的活性の高い結晶面から優先的に溶解さ れる.
図 1-2 提案されている被研磨面の平滑化機構 一般に電解研磨では被研磨金属を陽極として LSV 測定を行った場合,図 1-3 のような電流電位曲線が得られる.AB 部では電位の上昇に伴い,電流密度が増 加し,この領域では金属の溶解しやすい部分から順次溶解し,エッチング面と なる.BC では電流密度が急激に減少し,電気抵抗が増したことが考えられる. CD 部では電位の増加に関係なく電流密度が一定である.一般にこの領域で電解 研磨を行うことで比較的良好な研磨が行えるとされている.D 以上の電位から 再び電流密度の増加が始まり,酸素発生などが生じ,ピットなどを生じる.D 以上の酸素発生領域では酸素が細かく大量に発生する電位では再び研磨効果が 得られることもある.研磨効果の得られる BC 領域の抵抗の変化は陽極から溶解 した金属イオンと電解液中のイオンから形成される粘液層によるものであると
考えられている.この粘液層が電極の溶解を抑制するが,被研磨面の凹部に比 べて凸部が薄いため,凸部の溶解が優先的に生じると考えられている.また, 固体被膜の生成により,生成と溶解とが均衡を保つため電流密度が上昇しない という考えも提案されている.この固体皮膜は不完全であるため,金属イオン の拡散は容易に生じ皮膜の生成,溶解の過程において凸部が優先的に溶解され, 平滑化の効果が得られるとするものである. 電解研磨において,良好な研磨を行うためには平滑化に寄与すると考えられ る粘液層を形成させることと固体皮膜を生成させることが必要であり,電解研 磨浴として用いられている研磨浴ではそれらを生成させる物質が含まれている ことが多い. 図 1-3 電解研磨の模式図(LSV)
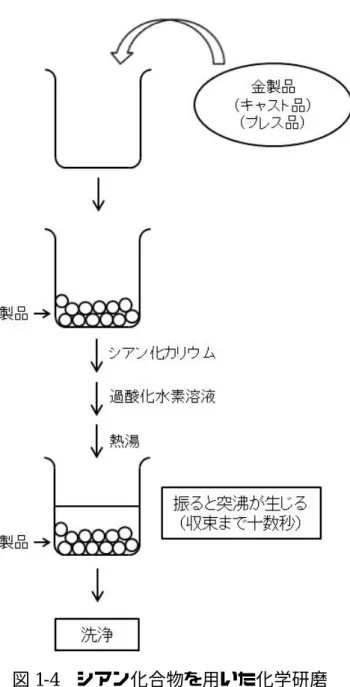
1.3 金合金の化学研磨・電解研磨の現状 金鉱石などからの金の回収や純金・金合金の化学研磨・電解研磨といった化 学的に安定である金の溶解反応には,一般に金と安定な錯体を形成するシアン 化合物が用いられることが多い[5-8].貴金属装身具における金合金の研磨におい ても古くからシアン化合物を用いられており,現在でも最も一般的な方法はシ アン化合物を用いた化学研磨である[6].シアン化合物を用いた化学研磨工程を図 1-3 に示す.被研磨物である金製品の入った容器にシアン化カリウム,過酸化水 素溶液を入れ,最後に熱湯を加え僅かに容器を振ることで,反応によって突沸 が生じる.突沸が収まったところで被研磨物を水洗し,光沢のある金製品が得 られる.シアン化合物を用いた化学研磨では複数試料を同時に研磨することが でき且つ良好な研磨面を得ることができるものの,シアン化合物は有毒性が強 いため,作業環境の安全性や試薬管理や廃液処置の手間の点からそれらを含ま ない研磨液が望まれている.古くから流通している K18 などの高品位金合金で は非シアン浴における研究が行われ[9-14],多くの工場でそれらが用いられるよう になった.しかし,近年流通の始まった K10 などの低品位金合金では研究が少 なく[15,16],現在でも一般にシアン化合物が用いられている.K10 は金の含有量が 比較的少なく,割金となる他の金属の含有量が多い.そのため,混合する金属 の種類や割合が多種多様で有り,それぞれの合金において特性が異なる.従来 使用されているシアン化合物における化学研磨においても,K10 の種類によっ て良好な研磨を行うことができる金合金とできない金合金が存在する.
図 1-4 シアン化合物を用いた化学研磨
1.4 チオ尿素の電気化学
チオ尿素は金属表面への強い吸着性を持ち,固液界面に様々な影響を与える ことから,メッキなどの様々な電気化学プロセスの添加剤として用いられてい
る[17-25].低濃度のチオ尿素は鉄や銅の腐食を抑制する添加剤や亜鉛やカドミウ ムの電気還元の触媒[26,27],銅の電析における添加剤として用いられ[28],高濃度 のチオ尿素は鉱石から貴金属の回収にも用いられる[29-30].チオ尿素はさまざま な金属と安定な錯体を形成することで知られており,金においては[Au(TU)2]+カ チオンの錯体塩として存在していることが報告されている[31,32]. チオ尿素の金属への吸着は SERS や電気化学測定によって確認されており [33-36],硫黄を通じて金属表面に吸着していることが報告されている[35,37].吸着 したチオ尿素は貴な電位において電気酸化し,さまざまな副産物を生成する[38]. 酸性水溶液中の金やプラチナ上でのチオ尿素の陽極酸化の初期反応は FDS の生 成である[39,40].チオ尿素は溶液中でも過酸化水素などの酸化剤と反応し,分解 され,FDS を生成する[41].FDS はさらに酸化すると S や SO 42-イオン,CH2N2, さらに CO2を生成する[42,43]. チオ尿素を用いた金の浸出に関する研究が進められ[44-51] ,(1)式のようにチオ 尿素が金属表面に吸着した後,電子を放出し錯イオンとなることが報告されて いる[49]. M + x SC(NH2)2 → M[SC(NH2)2]x ads
→ M[SC(NH2)2]x+ + e- (M : Au, Ag, Cu) (1)
1.5 研究目的 前述したとおり,チオ尿素は金などの貴金属とも安定な錯体を形成し,それ らの溶解反応について研究がなされている.しかし,溶解した際の電極表面, つまり研磨挙動について考察されたものは少ない.また,金合金の用途として 大半を占める宝飾業界において,近年,シアン化合物を用いない研磨工程の需 要が大きくなっている.
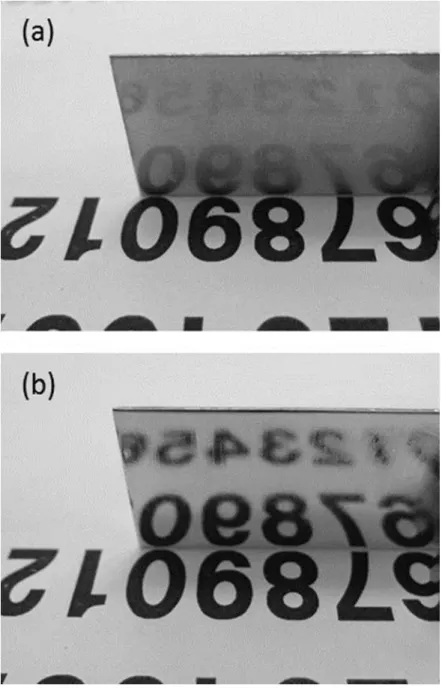
そこで,本研究では,宝飾製品に対して使用されることの多い金合金につい て,チオ尿素を含む研磨液中での電解研磨挙動を解明することを目的とした. 同時に,宝飾製品の製造工程における金合金の電解研磨に使用可能な研磨液に ついても検討を行った. 従来使用されているシアン化合物を用いた化学研磨について,本研究で使用 する K10 合金に対して用いた結果を図 1-5 に示す.サンプルは K10(Au-Ag-Cu) 三 元 合 金 と K10 ( Au-Ag-Cu-Zn-Pd ) 五 元 合 金 の 圧 延 板 と し た . K10 (Au-Ag-Cu-Zn-Pd)では光沢が得られたが,K10(Au-Ag-Cu)ではピンク色に 変色し,光沢が得られなかった.従来方法を用いた場合においても,材料の種 類によって良好な研磨が得られない場合もあることが確認された.また,光沢 の得られた研磨面の光沢度を測定した結果,Gs(60°)= 745 であったため,研 磨工程での使用可能な研磨面として,Gs(60°)≧ 700 を目標値として設定し た.
図 1-5 シアン化合物による化学研磨
参考文献 [1] 清水進,村岸幸宏;貴金属利用技術-基礎のきそ(日刊工業新聞社,2011) [2] 経済産業省;平成 22 年度工業統計確報品目編 [3] 篠原方泰編;水晶宝飾史(甲府商工会議所,1968) [4] 山梨県水晶商工業協同組合編;水晶(山梨県水晶商工業協働組合,1952) [5] 間宮富士雄,山口 裕,渡辺興七;化学研磨と電解研磨, p.67(槇書店, 1997) [6] 生野静夫;昭和 58 年度山梨県立研磨工業指導所所報,1983,p.39 [7] 生野静夫;昭和 49 年度山梨県立研磨工業指導所研究報告,1974,p.10 [8] Gunter Petzow;組織学とエッチングマニュアル,p.81(日刊工業新聞社, 1997) [9] 小林克次,宮川和博,佐野照雄,上條幹人;特開 2006-131970 (2006) [10] 佐藤孝彰,金子厚;特開 2002-105674 (2002) [11] 深沢旭;特開昭 62-247100 (1987) [12] 杉村了三;特開昭 60-77997 (1985) [13] 林正蔵;特開昭 57-39200 (1982) [14] 高木忠男;特開昭 54-77239 (1979)
[15] Y. Mochizuki, N. Ariizumi, K. Miyagawa, M. Shibata;J. Surf. Finish. Soc. Jpn., 63, 526 (2012)
[16] Y. Mochizuki, N. Ariizumi, K. Miyagawa, M. Shibata;J. Surf. Finish. Soc. Jpn., 65, 173 (2014)
[17] L. Pajdowski, J. Podsiadly;Electrochim. Acta, 22, 1307 (1977)
(1995)
[19] G. Fabricius, K. Kontturi, G. Sundholm;J. Appl. Electrochem., 26, 1179 (1996) [20] M. Alodan, W. Smyrl;Electrochim. Acta, 44, 299 (1998)
[21] G. I. Lacconi, V.A. Macagno;Electrochim. Acta, 39, 2605 (1994) [22] A. Tarallo, L. Heerman;J. Appl. Electrochem., 29, 585 (1999)
[23] D. N. Upadhyay, V. Yegnaraman;Mater. Chem. Phys., 62, 247 (2000)
[24] I. Lukovits, I. Bako, A. Shaban, E. Kalman;Electrochim. Acta, 43, 131 (1998) [25] A. E. Bolzan, I. B. Wakenge, R. C. V. Piatti, R. C. Salvarezza, A. J. Arvıa;J.
Electroanal. Chem., 501, 241 (2001)
[26] K. Sykut, J. Saba, B. Marczewska, G. Daimata;J. Electroanal. Chem., 178, 295 (1984)
[27] R. M. Souto, S. Gonzales, A. Arevalo;J. Electroanal. Chem., 216, 273 (1987) [28] A. Szymaszek, J. Biernat, L. Pajdowski;Electrochim. Acta, 22, 359 (1977) [29] T. Groenewald;Hydrometallurgy, 1, 277 (1976)
[30] G. Deschenes, E. Ghali;Hydrometallurgy, 20, 179 (1988)
[31] L. C. Porter, J. P. Fackler, J. Costamagna, R. Schmidt;Acta Cryst., C48, 1751 (1992)
[32] O. E. Piro, E.E. Castellano, R. C. V. Piatti, A. E. Bolzan, A. J. Ariva;Acta Cryst., C58, 252 (2002)
[33] B. H. Loo;Phys, Lett., 89, 346 (1982)
[34] M. Fleischmann, I. R. Hill, G. sundholm;J. Electroanal. Chem., 157, 359 (1983) [35] R. Holze, S. Shomaker;Electrochim. Acta, 35, 613 (1990)
[36] A. E. Bolzan, R. C. V. Piatti, R. C. Salvarezza, A. J. Ariva;J. Appl.
[37] P. Gao, M. L. Patterson, M. A. Tadayyoni, M. J. Weaver;Langmuir, 1, 173 (1985)
[38] H. Wroblowa, M. Green;Electrochim. Acta, 8, 679 (1963)
[39] A. E. Bolzan, I. B. Wakenge, R. C. Salvarezza, A. J. Arvia;J. Electroanal.
Chem., 475, 181 (1999)
[40] A. E. Bolzan, I. B. Wakenge, R. C. V. Piatti, R. C. Salvarezza, A. J. Arvia;J.
Electroanal. Chem., 501, 241 (2001)
[41] P. W. Preisler, L. Berger;J. Am. Chem. Soc., 69, 322 (1947) [42] P. C. Gupta;Z. Anal. Chem., 196, 412 (1963)
[43] M. Yan, K. Liu, Z. Jiang;J. Electroanal. Chem., 408, 225 (1996)
[44] J. Shibata, S. Gonomaru, H. Yamamoto ; Kagaku Kogaku Ronbunshu, 27, 367 (2001)
[45] D. Wei, L. Chai, R. Ichino, M. Okido ; J. Electrochemical Society, 146, 559 (1999)
[46] T. Groenewald ; Hydrometallurgy, 1, 277, (1976)
[47] P. Lacoste-Bouchet, G. Deschenes, E. Ghali ; Hydrometallurgy, 47, 189, (1998) [48] J. Li, J. D. Miller ; Hydrometallurgy, 89, 279 (2007)
[49] C. Li-yuan, W. Yuu-yan ; J. Cent. South Univ. Technol., 14, 485 (2007)
[50] M. Okido, M. Ishikawa, C. Li-yuan ; Trans. Nonferrous Met. Soc. China, 12, 519 (2002)
[51] T. Groenewald ; J. South. Afr. Inst. Min. Metall., 77, 213 (1977)
第 2 章 チオ尿素溶液を用いた Au-Ag-Cu 合金の電解研磨に及ぼす電解質の効果 2.1 緒言 本研究では,前章で述べたとおり,金含有量の比較的少ない金合金において, チオ尿素を含む電解研磨液を用いた際の電解研磨挙動について検討した.チオ 尿素は金鉱石などからの金の回収に用いられるため,チオ尿素を含む溶液への 金の浸出についても研究がなされている[1-8].チオ尿素を含む溶液への金の浸出 は,電解質の種類や濃度によってもその反応速度が変化することが報告されて いる[7,8].そこで本章では,チオ尿素を含む電解研磨液において電解質が研磨挙 動に及ぼす影響について検討した結果を示す.電解研磨の対象としては,宝飾 用の金合金において最も一般的である Au-Ag-Cu 三元合金とし,金の品位は,課 題となっている K10(金含有量 41.7%)とした.K10(Au-Ag-Cu)合金において, 比較的利用頻度が高く,合金組成に偏りの少ない K10YG を用いることとした. 2.2 実験方法 2.2.1 電解研磨液 電解質に硫酸,硫酸ナトリウム,硝酸,硝酸ナトリウム,塩酸,塩化ナトリ ウム,リン酸,亜硫酸ナトリウム,チオ硫酸ナトリウムを用い,錯化剤として チオ尿素を添加した. 2.2.2 研磨試料 #1000 エメリーペーパーで研磨した Au-Ag-Cu 合金の圧延板(Au 42 %, Ag 37 %, Cu 21 %)を用いた.板材を用いた試験では,15×15 mm 面を残し,他の表面を ポリエステル製のマスキングテープで被覆し,試験片とした.
2.2.3 装置
板材を用いた試験では,研磨容器に 100 mL ビーカーを使用し,液量は 100 mL, 液温は 60℃とした.参照電極には Ag/AgCl 参照電極,対極には Ti 電極を使用し, 作用極−対極間距離は 10 mm とした.
2.2.4 測定・分析
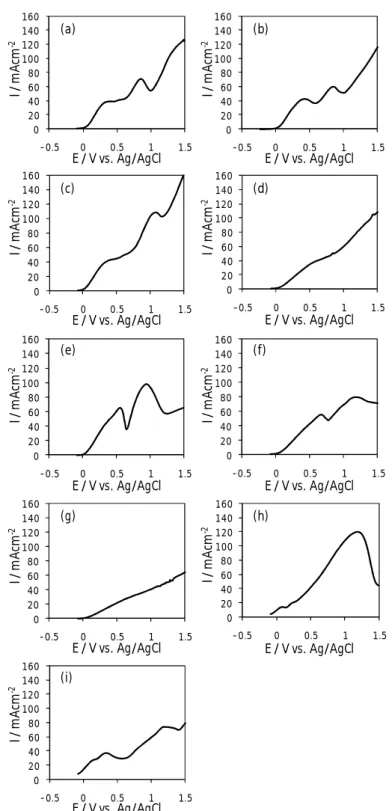
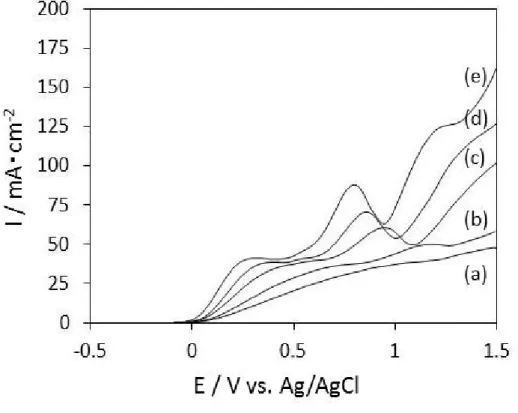
LSV(Linear Sweep Voltammetry)測定および電解研磨の電源装置には電気化 学測定システム(北斗電工(株),HAL3001A, HB-305, HAL3001B10),表面の成 分分析には EPMA(日本電子(株),JXA-8900RL),表面粗さ測定にはコンフォ ーカル顕微鏡(レーザーテック(株),H1200),光沢度測定には光沢計(日本電 色工業(株),VGS-1D)を用いた. 2.3 結果と考察 2.3.1 各種電解質の研磨液中での LSV および電解研磨 0.5 mol・dm-3硫酸,硫酸ナトリウム,硝酸,硝酸ナトリウム,塩酸,塩化ナト リウム,リン酸,亜硫酸ナトリウム,チオ硫酸ナトリウムにそれぞれチオ尿素 を 0.5 mol・dm-3となるように添加した.無撹拌条件下でのそれぞれの研磨液にお ける Au-Ag-Cu 合金の LSV の結果を図 2-1 に示す.各電解質において LSV の結 果から電流密度が停滞もしくは減少する電位領域で 2 分間電解研磨を行った. そのときの研磨面の状態および成分分析の結果を表 2-1 に示す. 硫酸を用いた場合,0 V から酸化電流が流れ始め,0.3 V まで増加した.0.3 V から 0.6 V まで電流密度は約 40 mA・cm-2で一定となった.0.6 V から再び増加し, 0.85 V をピークに 1.0 V まで減少した.0.6, 1.0 V で 2 分間電解研磨した結果,0.6 V では研磨面が光沢面となった.成分分析においても地金成分以外は検出され なかった.1.0 V では表面が黒く変色した.成分分析では地金成分以外に S が検
図 2-1 0.5 mol・dm-3電解質,0.5 mol・dm-3チオ尿素溶液中における Au-Ag-Cu 合 金の電流電位曲線 a) 硫酸,b) 硫酸ナトリウム,c) 硝酸,d) 硝酸ナトリウム,e) 塩酸, f) 塩化ナトリウム,g) リン酸,h) 亜硫酸ナトリウム,i) チオ硫酸ナトリウム 0 20 40 60 80 100 120 140 160 -0.5 0 0.5 1 1.5 0 20 40 60 80 100 120 140 160 -0.5 0 0.5 1 1.5 0 20 40 60 80 100 120 140 160 -0.5 0 0.5 1 1.5 0 20 40 60 80 100 120 140 160 -0.5 0 0.5 1 1.5 0 20 40 60 80 100 120 140 160 -0.5 0 0.5 1 1.5 0 20 40 60 80 100 120 140 160 -0.5 0 0.5 1 1.5 0 20 40 60 80 100 120 140 160 -0.5 0 0.5 1 1.5 0 20 40 60 80 100 120 140 160 -0.5 0 0.5 1 1.5 0 20 40 60 80 100 120 140 160 -0.5 0 0.5 1 1.5 E / V vs. Ag/AgCl I / m Ac m -2 (a) E / V vs. Ag/AgCl I / m Ac m -2 (b) E / V vs. Ag/AgCl I / m Ac m -2 (c) E / V vs. Ag/AgCl I / m Ac m -2 (d) E / V vs. Ag/AgCl I / m Ac m -2 (e) E / V vs. Ag/AgCl I / m Ac m -2 (f) E / V vs. Ag/AgCl I / m Ac m -2 (g) E / V vs. Ag/AgCl I / m Ac m -2 (h) E / V vs. Ag/AgCl I / m Ac m -2 (i)
表 2-1 各電解研磨条件での Au-Ag-Cu 合金研磨面の成分分析 Electrolytes Elemental analysis result
Sulfuric acid 0.6 V Au, Ag, Cu
1.0 V Au, Ag, Cu, S Sodium sulfate 0.6 V
Au, Ag, Cu, S
1.0 V Au, Ag, Cu, S Nitric acid 0.6 V
Au, Ag, Cu
1.2 V Au, Ag, Cu, S Sodium nitrate 0.6 V
Au, Ag, Cu, S Hydrochloric
acid
0.5 V Au, Ag, Cu, S, Cl
0.65 V Au, Ag, Cu, S Sodium
chloride
0.5 V Au, Ag, Cu, S
0.8 V Au, Ag, Cu, S Phosphoric
acid
0.6 V Au, Ag, Cu Sodium sulfite 0.2 V
Au, Ag, Cu, S Sodium
thiosulfate
0.2 V Au, Ag, Cu, S
0.6 V Au, Ag, Cu, S
出されたため,研磨面は硫化していたと思われる. 硫酸ナトリウムを用いた場合,硫酸とほぼ同じ電流電位曲線となったが,0.4 V から 0.6 V で電流密度が減少した.0.6, 1.0 V で電解研磨した結果,どちらの電 位においても,表面は変色し,成分分析によって研磨面から S が検出され、硫 化していた. 硝酸を用いた場合,硫酸と似た電流電位曲線となったが,0.6V 付近から生じ る酸化波が硫酸を用いた場合よりも貴な電位であった.0.6, 1.2 V で電解研磨し た結果,0.6 V では表面が白く粗い状態であったが,成分分析では地金成分以外 は検出されなかった.1.2 V では表面が黒く変色し,成分分析によって表面から
S が検出され,硫化していた. 硝酸ナトリウムを用いた場合,ほぼ直線的に電流密度が増加した.硝酸を用 いた場合に比べて電流密度は小さく,0.3 V では約 20 mA・cm-2と半分程度であっ た.0.6 V で 2 分間電解研磨した結果,表面は黒く変色し,成分分析では S が検 出され,硫化していた. 塩酸を用いた場合,0.55 V から急激に減少し,0.65 V から再び電流密度が増 加した.0.5, 0.65 V で 2 分間電解研磨した結果,いずれの電位においても表面は 黒く変色し,成分分析によって研磨面から S が検出され,硫化していた. 塩化ナトリウムを用いた場合,0.65 V をピークに 0.8 V まで減少した.0.5, 0.8 V で 2 分間電解研磨した結果,いずれの表面も黒く変色した.研磨面の成分分 析では 0.5 V における研磨面からは Cl,S が検出され,表面の硫化,塩化が同時 に生じていたと思われる.一方,0.8 V における研磨面からは S が検出され,硫 化していた. リン酸を用いた場合,0 V から直線的に電流密度が増加した.電流密度は最も 小さく 0.3 V で 12 mA・cm-2であった.0.6 V で 2 分間電解研磨した結果,研磨面 は白く粗い面となった.成分分析では研磨面から地金成分のみが検出された. 亜硫酸ナトリウムを用いた場合,-0.1 V でも僅かに酸化電流が流れており,他 の電解質に比べて,Au 等の溶解を促進する効果があると思われる.-0.1 V から 電流密度は増加し,0.1∼0.2 V で僅かに減少した後,再び 1.2 V まで増加し,そ の後減少した.0.2 V で 2 分間電解研磨した結果,黒く変色し,成分分析によっ て研磨面から S が検出され,硫化していた. チオ硫酸ナトリウムを用いた場合,亜硫酸ナトリウムと同様に-0.1 V でも酸化 電流が流れ,チオ硫酸ナトリウムも Au 等の溶解を促進していたと思われる.電 流密度は-0.1 V から増加し,0.1∼0.2 V の範囲で僅かに緩やかになった.その後
0.35 V をピークに 0.6 V まで減少し,再び増加した.1.2 V で再度ピークとなり, 1.4 V まで減少した.0.2, 0.6 V で 2 分間電解研磨した結果,どちらの電位におい ても表面は黒く変色し,研磨面の成分分析では S が検出され,硫化していた. ほとんどの電解質と電解研磨電位の組み合わせにおいて,研磨面が硫化する 結果となった.電極表面の硫化は,表面に吸着したチオ尿素の S-C 結合が切断 される (2) 式のような反応が考えられる. M + SC(NH2)2 → M[SC(NH2)2] ads
→ M-S + CH2N2 + 2H+ + 2e- (M : Au, Ag, Cu) (2)
チオ尿素は溶液中においても,酸化剤存在下で分解し,S を生成することも報告 されている[9].チオ尿素の分解反応は,水素イオンが豊富な酸性溶液中に比べて アルカリ性溶液中において進行しやすいことも報告されている[10].同様の硫酸 イオンを含みながら,硫酸溶液中では研磨面が硫化しない電位において硫酸ナ トリウム溶液中で硫化したのは,このことに起因していると考えられる. 研磨面が硫化しなかった硫酸,硝酸,リン酸を電解質としたときの研磨面の 粗さについて比較する.光沢を有していた硫酸条件では,表面粗さが Ra=53 nm, Rz=391 nm と研磨前の表面粗さ Ra=175 nm, Rz=1863 nm の 1/3 以下であった.一 方,研磨面が白くなった硝酸とリン酸条件では,それぞれ表面粗さは Ra=109 nm, Rz=1161 nm,Ra=200 nm, Rz=2095 nm となり,硝酸ではわずかに表面が平滑化さ れ,リン酸では研磨前よりも粗くなる結果となった. 以上のことから,Au-Ag-Cu 合金の電解研磨において,硫酸にチオ尿素を添加 した研磨液を用いた場合のみ,研磨面は変色のない光沢面が得られることが判 明した.そこで本研究では,光沢面を得られたチオ尿素添加した硫酸溶液にお ける金合金の研磨挙動についてさらに検討を進めることとした.
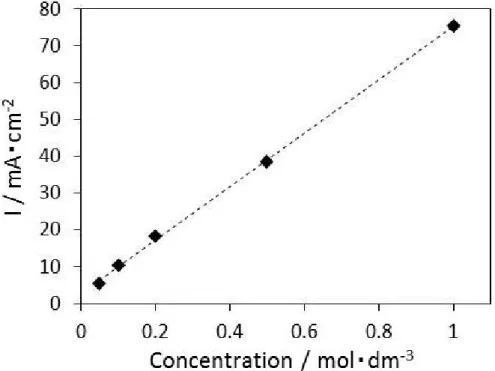
2.3.2 硫酸濃度およびチオ尿素濃度変化 光沢を有する研磨面を得ることができる研磨液である硫酸,チオ尿素溶液に ついて,それぞれの影響を明らかにするため,それぞれの濃度を変化させ,LSV と研磨面を比較した. 硫酸濃度を 0.5 mol・dm-3とし,チオ尿素濃度を 0.05, 0.1, 0.2, 0.5, 1.0 mol・dm-3 と変化させた.それぞれの研磨液における LSV 測定の結果を図 2-2 に示す.チ オ尿素濃度が高くなるにつれて,酸化電流の流れ始める電位が僅かに卑な電位 にシフトした.チオ尿素の濃度が高くなることで表面の吸着量が増加し,溶解 反応が促進されていると思われる.各研磨液における 0.46V での電流密度をプ ロットした(図 2-3).チオ尿素濃度の増加に伴い,電流密度が大きくなった.
図 2-2 (a) 0.05, (b) 0.1, (c) 0.2, (d) 0.5, (e) 1.0 mol・dm-3 チオ尿素、0.5 mol・dm-3 硫酸溶液中における Au-Ag-Cu 合金の電流電位曲線
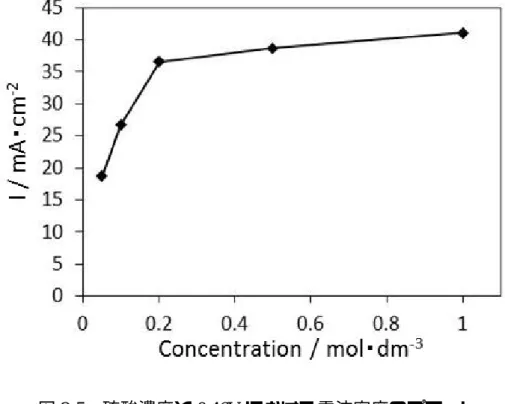
図 2-3 チオ尿素濃度と 0.46V における電流密度のプロット この電位領域での電極反応は拡散律速反応になっていると考えられため,電極 反応の反応速度は電極表面での反応物質であるチオ尿素の濃度と比例関係にな ったと考えられる. チオ尿素濃度を 0.5 mol・dm-3とし、硫酸濃度を 0.05, 0.1, 0.2, 0.5, 1.0 mol・dm-3 と変化させた.それぞれの研磨液における Au-Ag-Cu 合金の LSV 測定の結果を 図 2-4 に示す.硫酸濃度を変化させても、酸化電流の流れ始める電位は変化しな かった.硫酸イオンは電極の溶解反応に直接関与していないと考えられる.し かし,0 V からの電流密度の増加率は,硫酸濃度が高くなるにつれて大きくなっ たことから,硫酸には電極の溶解速度を促進させる効果があると考えられる. チオ尿素濃度変化での試験と同様に 0.46 V での電流密度をプロットした(図 2-5).
図 2-4 0.5 mol dm-3 チオ尿素、 (a) 0.05, (b) 0.1, (c) 0.2, (d) 0.5, (e) 1.0 mol dm-3 硫酸溶液中における Au-Ag-Cu 合金の電流電位曲線 0.2∼1.0 mol・dm-3の硫酸濃度で電流密度は約 40 mA・cm-2と一定となった.拡散 律速反応となっている電位領域において硫酸濃度が反応速度に影響を与えない ことからも硫酸が直接溶解反応に関与していないことが示唆される. チオ尿素濃度の異なるそれぞれの研磨液を用いて,0.6 V で 2 分間電解研磨し た.研磨面の表面粗さ Ra, Rz および光沢度 Gs(60°) の結果を図 2-6 に示す.チ オ尿素濃度が 0.05, 0.1, 0.2 mol・dm-3の研磨液を用いた場合,表面粗さは研磨前と 同程度であり,光沢も得られなかった.一方,チオ尿素濃度が 0.5, 1.0 mol・dm-3 の研磨液を用いた場合,表面粗さが研磨前の半分以下になり,光沢面となった.
図 2-5 硫酸濃度と 0.46V における電流密度のプロット
電極反応に寄与するチオ尿素が十分に存在しなければ,平滑化とならないこと が判明した. 硫酸濃度の異なるそれぞれの研磨液を用いて,0.6 V で 2 分間電解研磨した. 研磨面の表面粗さ Ra, Rz および光沢度 Gs(60°) の結果を図 2-7 に示す.硫酸濃 度が 0.05, 0.1 mol・dm-3の研磨液を用いた場合,研磨面の表面粗さは研磨前と大 きく変わらず,光沢も得られなかった.硫酸濃度が 0.2, 0.5, 1.0 mol・dm-3の研磨 液を用いた場合,表面粗さが研磨前の半分以下となり,光沢面となった.硫酸 は直接電極反応に寄与しないと考えられるが,研磨液に十分な濃度を含まなけ れば研磨面は平滑化されないことが判明した. 図 2-7 硫酸濃度の変化に伴う 0.6V-2 分間研磨した表面の光沢度変化
硫酸濃度を低くした場合,研磨面が平滑化されず,光沢を得られなかった. この挙動は硫酸イオン濃度の影響ではなく,電解質濃度の影響である可能性が ある.そこで,硫酸濃度の減少させた分の濃度を硝酸およびリン酸,硫酸ナト リウムで補填し,電解質濃度の合計が 0.5 mol・dm-3となるように調整した.各研 磨液を用いて,0.6 V で 2 分間電解研磨した.得られた研磨面の光沢度 Gs(60°) の変化を図 2-8 に示す.硫酸濃度が 0.1 mol・dm-3のとき,硝酸やリン酸を加える ことによって光沢度は上昇し,光沢のある研磨面となった.しかし,硫酸濃度 が 0.05 mol・dm-3のときは、硝酸やリン酸を加えても光沢度は上昇したものの, 光沢のある面とはならなかった.一方,硫酸ナトリウムを加えた場合,硫酸濃 度が 0.05 mol・dm-3のときも光沢のある研磨面を得ることができており,光沢面 を得るためには,十分な硫酸イオン濃度が必要であることが示唆された. 2.3.3 研磨時間による光沢度の変化
K10YG(Au-Ag-Cu)の板材について,研磨液として 0.5 mol・dm-3硫酸,0.5 mol・
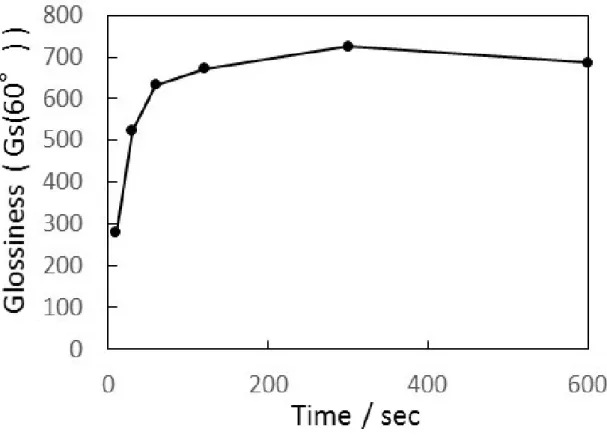
dm-3チオ尿素溶液を用い,0.6 V で電解研磨したときの研磨時間と光沢度の変化 について検討した研磨時間による光沢度の変化について検討した.研磨時間と 光沢度についてプロットした結果を図 2-8 に示す.60 秒までは急激に光沢度が 増加した.その後は徐々に光沢度が増し,300 秒では Gs(60°)が 700 を超えた. つまり,K10YG(Au-Ag-Cu)合金は,0.5 mol・dm-3硫酸,0.5 mol・dm-3チオ尿
素溶液で 0.6 V,300 秒間以上研磨することで,従来用いられているシアン化合 物を用いた化学研磨と同等の研磨効果があることが判明した.
図 2-8 K10(Au-Ag-Cu)における電解研磨時間と光沢度 2.4 結言 チオ尿素を含む電解研磨液中を用いた K10YG(Au-Ag-Cu)三元合金の電解研 磨において,電解質が電解研磨挙動に及ぼす影響について検討した. さまざまな電解質を用いた結果,電解質として硫酸を用いた場合のみ,光沢 を有する研磨面が得られた.平滑化の効果が得られた研磨電位は,拡散律速反 応になっていると考えられる電位領域(約 0.6 V vs. Ag/AgCl)であった.これら の結果から,研磨面の平滑化には硫酸イオンが必要であることが判明した.図 2-9 に示すような反応が進行していると考えられる.バルク層から金属表面へチ
オ尿素が拡散し,表面に吸着する.吸着したチオ尿素と金属が錯体を形成し溶 解する.溶解した錯体イオンを硫酸イオンが捕捉し,チオ尿素の金属錯体イン と硫酸イオンの層が形成され,バルク層へ拡散する. また,光沢面を得るためには,0.5 mol・dm-3以上のチオ尿素濃度,および 0.2 mol・dm-3 以上の硫酸濃度が必要であることが判明した.0.5 mol・dm-3 硫酸,0.5 mol・dm-3チオ尿素溶液において,0.6 V で 5 分以上研磨することで,従来のシア ン化合物を用いた化学研磨と同等の光沢度を得ることができることが確認され た. 図 2-9 チオ尿素溶液中での反応機構
参考文献
[1] J. Shibata, S. Gonomaru, H. Yamamoto ; Kagaku Kogaku Ronbunshu, 27, 367 (2001)
[2] D. Wei, L. Chai, R. Ichino, M. Okido ; J. Electrochemical Society, 146, 559 (1999)
[3] T. Groenewald ; Hydrometallurgy, 1, 277, (1976)
[4] P. Lacoste-Bouchet, G. Deschenes, E. Ghali ; Hydrometallurgy, 47, 189, (1998) [5] J. Li, J. D. Miller ; Hydrometallurgy, 89, 279 (2007)
[6] C. Li-yuan, W. Yuu-yan ; J. Cent. South Univ. Technol., 14, 485 (2007)
[7] M. Okido, M. Ishikawa, C. Li-yuan ; Trans. Nonferrous Met. Soc. China, 12, 519 (2002)
[8] T. Groenewald ; J. South. Afr. Inst. Min. Metall., 77, 213 (1977) [9] P. W. Preisler, L. Berger ; J. Am. Chem. Soc., 69, 322 (1947)
[10] C. Li-yuan, Z. Haiyun, Z. Chuanfu, M. Okido, R. Ichino;J. Cent. South univ.
第 3 章 チオ尿素溶液による Au-Ag-Cu 合金の電解研磨における拡散速度変化 3.1 緒言 第2章では K10(Au-Ag-Cu)合金の電解研磨において,電解研磨液としてチオ 尿素を添加した硫酸溶液を用いることで光沢を有する研磨面が得られることを 見出した[1].光沢の得られる研磨電位では,チオ尿素が電極表面に拡散する速度 が遅くなっており,拡散律速となっていると考えられた.そこで本章では,金 合金の電解研磨挙動をさらに解明するため,回転電極法や研磨液の撹拌によっ て,反応が生じている電極表面近傍の拡散速度を変化させ,研磨面の変化を比 較した. 回転電極法とは,電極反応のうち反応物質の電極表面への拡散,生成物の電 極表面からの逸散の物質移動速度を制御する方法である.回転電極の構造を図 3 −1 に示す.電極を回転させると,電解液が電極面に垂直方向から供給され,電 極近傍の溶液は渦を描きながら電極表面を沿って動いていく.回転数が大きい ほど拡散速度が速まり,反応物や生成物の拡散速度を制御することができる[2]. 3.2 実験方法 3.2.1 電解研磨液 電解研磨液には,0.5 mol・dm-3硫酸,0.5 mol・dm-3チオ尿素溶液を用いた. 3.2.2 研磨試料 #1000 エメリーペーパーで研磨した Au-Ag-Cu 合金の圧延板(Au 42 %, Ag 37 %, Cu 21 %)を用いた.回転電極法による試験では,φ6 mm ディスク状の試料を 回転電極装置(北斗電工(株),HR301)に取り付け,回転電極とした.板材を用 いた試験では,15×15 mm 面を残し,他の表面をポリエステル製のマスキング テープで被覆し,試験片とした.
図 3-1 回転電極の構造 3.2.3 装置 回転電極法による試験では,研磨容器に平底四ツ口フラスコを用い,液量は 300 mL,液温は 30℃とした.参照電極には Ag/AgCl 参照電極,対極には Ti 電 極を使用し,作用極−対極間距離は約 60 mm とした.測定時は,回転電極を液 面につけ 0, 500, 1000, 2000 rpm で回転させた. 板材を用いた試験では,研磨容器に 100 mL ビーカーを使用し,液量は 100 mL, 液温は 60℃とした.参照電極には Ag/AgCl 参照電極,対極には Ti 電極を使用し,
作用極−対極間距離は 10 mm とした.撹拌条件下での測定の際は,試料の下で 20 mm 撹拌子を 600 rpm で回転させ,撹拌条件とした.
3.2.4 測定・分析
LSV 測定および電解研磨の電源装置には電気化学測定システム(北斗電工(株), HAL3001A, HB-305, HAL3001B10),表面の成分分析には EPMA(日本電子(株), JXA-8900RL),表面粗さ測定にはコンフォーカル顕微鏡(レーザーテック(株), H1200),光沢度測定には光沢計(日本電色工業(株),VGS-1D)を用いた. 3.3 結果および考察 3.3.1 回転電極法 電解研磨液の撹拌効果を検討するため,回転電極法を用いて LSV 測定および 電解研磨を行った.0.5 mol・dm-3硫酸,0.5 mol・dm-3チオ尿素溶液中における各 回転数での K10(Au-Ag-Cu)合金の LSV 測定の結果を図 3-2 に示す.いずれの 回転数においても,酸化電流の流れ始める電位は同じであった.その後,0 rpm では 0.35 V から電流密度の増加が停滞した.500 rpm では 0.45 V,1000 rpm では 0.5 V,2000 rpm では 0.55 V と回転数が上がるにつれ,貴な電位にシフトした. つまり,溶解の初期段階では撹拌は特に影響しておらず,拡散律速反応となる電 位領域が貴な電位になったことを示している.電極の回転によってチオ尿素の表 面への拡散速度が上昇したため,拡散律速反応での電流密度が回転数とともに増 加していると考えられる. 硫化反応による酸化電流が流れ始める電位についても,0 rpm では 0.55 V,500 rpm では 0.65 V,1000 rpm では 0.69 V,2000 rpm では 0.73 V と回転数の増加に より貴な電位にシフトした.電極近傍の錯体イオン層を除去することで表面の硫 化が抑制されると考えられる.
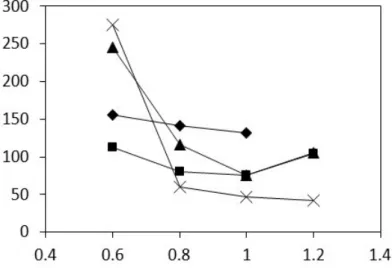
図 3-2 各回転数における電流電位曲線 (a) 0rpm, (b) 500rpm, (c) 1000rpm, (d) 2000rpm 回転数を 0, 500, 1000, 2000 rpm とし,0.6, 0.8, 1.0, 1.2 V において 1 分間定電位 電解を行った.表面粗さ測定の結果を図 3-3 に示す.また,各回転数において表 面の硫化が生じた電位および硫化した表面の中央部,外周部の表面状態を表 3-1 に示す.0.6 V では 500 rpm での研磨が 0 rpm での研磨より表面粗さが減少した が,1000, 2000 rpm では表面粗さが増大した.0.8 V では 500, 1000, 2000 rpm のい ずれの研磨でも 0 rpm での研磨よりも表面粗さが減少した.1.0 V では 0 rpm で の研磨では研磨面全体が赤く変色し硫化した.一方,500, 1000, 2000 rpm での研 磨では,研磨面の表面粗さがさらに減少した.1.2 V では,500 rpm での研磨で は中央部が赤く変色し,外周部が黒く変色した.1000 rpm での研磨では全面が 赤く変色した.2000 rpm での研磨では中央部は 1.0 V 同様に光沢を有し,外周部 のみ赤く変色した.溶液がはじめに供給される中央部では硫化が起
図 3-3 各回転数における電位ごとの表面粗さ ◆:0 rpm, ■:500 rpm, ▲:1000 rpm, ×:2000 rpm 表 3-1 各回転数において研磨面の硫化が始まった電位および研磨面の状態 きにくく,中央部で溶解した金属錯体を含んだ溶液が供給される外周部において 硫化が進行しやすかった.溶解した金属錯体が多く存在する電極表面では(2-1) 式の溶解反応が妨げられ,(2-2)式の表面の硫化反応が促進されていると思わ
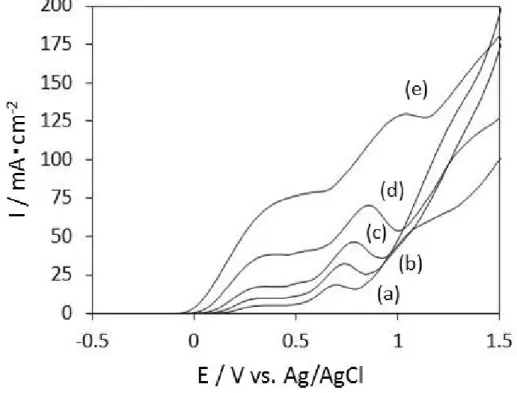
れる. このことから Au-Ag-Cu 合金の電極表面での硫化反応は溶解により生じた金 属錯体の濃度に大きく影響を受け,それらの表面からバルクへの拡散を促すこ とにより表面の硫化が抑制され,より貴な電位でも良好な研磨が可能となるこ とが判明した. 3.3.2 撹拌条件下での板材の電解研磨 15×15 mm の板材について研磨液の撹拌効果を検討した.撹拌条件下での 0.5 mol・dm-3硫酸,0.5 mol・dm-3チオ尿素溶液における Au-Ag-Cu 合金の LSV 測定の 結果を図 3-4 に示す.回転電極での結果と同様に無撹拌条件下での測定に比べて 電流電位曲線の変曲点が貴な電位にシフトした.表面の硫化が始まる電位が貴 な電位になったことを示している.
図 3-4 研磨液の撹拌の有無による電流電位曲線の変化 (a)無撹拌条件、(b)撹拌条件
撹拌条件下および無撹拌条件下において 1.0 V で 30 秒間,電解研磨したとき の研磨面の比較を図 3-5 に,表面粗さ Ra, Rz および光沢度の比較を表 3-2 に示す. 先に述べたとおり,無撹拌条件下では 1.0 V において表面が硫化し,茶色く変 色した.一方,撹拌条件下では 1.0 V においても研磨面は光沢を有しており,表 面粗さおよび光沢度はバフ研磨による研磨面の表面粗さ Ra=30 nm, Rz=244 nm, および光沢度 Gs(60°)=714 と同等の結果となった. 電解研磨における液撹拌の研磨面への影響は,金属や液組成,測定条件によ りさまざまであり3-6),電極表面の気泡の除去による粗さの減少や粘性層の除去 による粗さの増加などが考えられている.本研究におけるチオ尿素添加した硫 酸溶液を用いた Au-Ag-Cu 合金の電解研磨の場合,撹拌を行っても研磨面が平滑 化された.チオ尿素よる金属の溶解反応は,電極表面に吸着した後に溶解が進 行する.一般に,金属表面ではキンクやステップといった凸部の活性が高く, 吸着種が優先的に吸着することから,優先的に凸部が溶解していると考えられ る.特に拡散律速反応となっている状態では拡散に比べて反応速度が十分に早 いことから,チオ尿素が表面に吸着すぐに溶解反応が進行していると考えられ る.よって,この系における研磨面の平滑化は,チオ尿素が活性の高い表面の 凸部に優先的に吸着,溶解することによって生じていると考えられる. また,撹拌条件下において 1.0 V で 30 秒間研磨した表面の粗さは,無撹拌条 件下において 0.6 V で 120 秒間研磨した表面よりも小さかった.つまり,研磨液 を撹拌し,より貴な電位で研磨することによって,より短時間で光沢面を得ら れることが判明した.
図 3-5 0.5 mol・dm-3硫酸、0.5 mol・dm-3チオ尿素溶液中での 1.0V、30 秒間電解
研磨したときの研磨面(a)無撹拌条件、(b)撹拌条件
表 3-2 0.5 mol・dm-3硫酸、0.5 mol・dm-3チオ尿素溶液中での 1.0V、30 秒間電解
3.4 結言 回転電極法や研磨液の撹拌によって,電極表面でのチオ尿素や金属錯体イオ ンの拡散速度を変化させ,電解研磨挙動について検討した. 撹拌などによって,表面近傍の粘液層が除去されることでチオ尿素の拡散速 度があがり,拡散律速となる電位が貴な電位へとシフトした.それにより,拡 散律速となっている電位領域における電流密度も同時に増加した.さらに,表 面が硫化する電位も貴な電位へとシフトした.硫化電位のシフトは,表面近傍 に存在する溶解した金属錯体がバルクへと拡散することによって生じたと考え られ,表面近傍に多くの金属錯体イオンが存在した場合,電極表面での硫化反 応を促進する効果があると考えられる. 研磨液の撹拌効果によって,無撹拌条件下よりも貴な電位でも研磨面が硫化 せずに,光沢面を得ることができた.そのため,電流密度も大きく,短時間で 光沢面が得られた.従来のシアン化合物での化学研磨した研磨面と同等の研磨 面を得るために,無撹拌条件下では 300 秒以上必要であったが,撹拌条件では 同等の光沢度が 30 秒で得られており,研磨工程の時間短縮に大きく役立つ結果 を得ることができた.
参考文献
[1] Y. Mochizuki, N. Ariizumi, K. Miyagawa, M. Shibata;J. Surf. Finish. Soc. Jpn., 65, 173 (2014)
[2] 電気化学会編;電気化学測定マニュアル,p.127(丸善出版,2002) [3] T. Deguchi, M. Sakaguchi, M. Takaya;Reports of Saitama Industrial Technology
Center, 6, 110 (2008)
[4] T. Deguchi, T. Toeda, S. Takahashi, K. Kyo;Reports of Saitama Prefectural
Industrial Technology Center, 4, 19 (2002)
[5] H. Hocheng, P. S. Pa;Int. J. Adv. Manuf. Technol., 21, 238 (2003) [6] G. R. Karmat;Trans. Indian Inst. Met., 40, 343 (1987)
第4章 単体金属および二元合金における電解研磨挙動 4.1 緒言 第 2,3 章では,K10(Au-Ag-Cu)三元合金について電解研磨を行い,電解研 磨挙動を解明するとともに,光沢面が得られる条件について検討した.合金の 電解研磨挙動を解明するにあたり,各金属の研磨挙動についても把握する必要 がある.Au,Ag,Cu それぞれの表面におけるチオ尿素の陽極酸化反応について はこれまでも研究が行われているが[1-11],研磨面の平滑化について検討されたも のは少ない.そこで本章では K10(Au-Ag-Cu)三元合金の電解研磨において光 沢面が得られた硫酸,チオ尿素溶液中における Au,Ag,Cu の単体金属および Au-Ag,Au-Cu,Ag-Cu の二元合金について,それぞれの電解研磨挙動について 検討するとともに K10(Au-Ag-Cu)三元合金での結果と比較した. 4.2 実験方法 4.2.1 電解研磨液 研磨液として,0.5 mol・dm-3硫酸,0.5 mol・dm-3チオ尿素溶液を用いた. 4.2.2 研磨試料 試料として,Au,Ag,Cu の単体金属および Au-Ag,Au-Cu,Ag-Cu の二元合 金を用いた.二元合金は各組成において,組成比が 80:20,60:40,40:60,20:80 の 4 種類を用意した.すべての試料は圧延板を用い,それぞれ#1000 エメリーペ ーパーで研磨した後,試験面以外の表面をポリエステル製のマスキングテープ で被覆し,試験片とした.試験面は,単体金属では LSV 測定および 25℃での電 解研磨では 5×10 mm,50℃での単体金属の電解研磨では 5×5 mm,二元合金で は LSV 測定では 5×10 mm,電解研磨では 15×15 mm とした.
4.2.3 装置 板材を用いた試験では,研磨容器に 100 mL ビーカーを使用し,液量は 100 mL, 液温は 25℃および 50℃とした.参照電極には Ag/AgCl 参照電極,対極には Ti 電極を使用し,作用極−対極間距離は,単体金属では 10 mm,二元合金では 20 mm とした. 4.2.4 測定・分析 LSV 測定および電解研磨には電源装置(北斗電工(株),HZ-5000),光沢度測 定には光沢計(日本電色工業(株),VGS-1D)を用いた.表面粗さの測定には, 単体金属では触針式表面形状測定装置((株)アルバック,Dektak150)を,二元 合金では原子間力顕微鏡(DFM)を用いた.研磨面の分析には XPS を用いた. 4.3 結果および考察 4.3.1 硫酸チオ尿素溶液中における Au,Ag,Cu の電解研磨挙動
Au,Ag,Cu,について,25℃の 0.5 mol・ dm-3硫酸,0.5 mol・dm-3チオ尿素溶 液中で LSV を行った結果を図 4-1 に示す. Au では,0.1 V から酸化電流が流れ始めた.0.25 V でピークとなり 0.4 V まで 減少した.0.55 V まで一定となった後,再び電流密度が増加した.0.8 V 付近で 一度僅かに停滞する領域があったが,1.1 V 付近まで増加し,その後 1.5 V まで 少しずつ減少した. Ag では,−0.3 V から酸化電流が流れ始めた.0V でピークとなり,0.2 V まで 減少した.その後再び増加したが,0.5 V で増加が止まり,1.5 V までほぼ一定 であった. Cu では,−0.55 V から酸化電流が流れ始めた.−0.25 V で増加が止まり,0.15 V まで僅かに減少した.その後,急激に電流密度が増加し,0.65 V で最大とな
り,0.8 V まで急激に減少した.その後再び増加し,1.0 V で増加が緩やかにな り,1.5 V まで少しずつ増加した. 各単体金属と K10(Au-Ag-Cu)三元合金の結果を比較する.K10(Au-Ag-Cu) 三元合金では,0 V から酸化電流が流れ始めた.Au と合金化されることで,0 V よりも卑な電位での Ag および Cu の溶解が抑制されることが判明した.K10 (Au-Ag-Cu)三元合金では 0.3∼0.6 V で一定となった.Au 単体金属では電流密 度が大きく減少していることから,Ag および Cu と合金となることでこれらの 電位での反応が促進されることが判明した.その後,K10(Au-Ag-Cu)三元 図 4-1 0.5 mol・dm-3硫酸,0.5 mol・dm-3チオ尿素溶液中における各単体金属の電
合金では 0.6∼0.85 V で増加した後,0.85∼1.0 V で減少した.0.85∼1.0 V のよう な電流密度の減少は Au 単体金属では現れなかった.Ag および Cu による硫化膜 の形成によって生じたと考えられる.
Au,Ag,Cu について 0.5 mol・dm-3硫酸,0.5 mol・dm-3チオ尿素溶液中で電解
研磨を行った.研磨電位は,K10(Au-Ag-Cu)合金において光沢を有する面が 得られる 0.6 V および各電流電位曲線において電流密度の増加がなくなる電位 で行った. 50℃の研磨液において,0.6 V で 2 分間電解研磨した結果を図 4-2 に示す.い ずれの合金も光沢面を得ることができかなった.それぞれの研磨面について XPS を用いて S(2p3/2)について分析した結果を図 4-3 に示す.Au では,ピー クが検出されず,表面は硫化されていなかった.一方,Ag および Cu では,162 eV に S のピークが検出され,金属硫化物の S と同定された[12].よって,表面が 硫化していることが判明した. 図 4-2 硫酸,チオ尿素溶液中での各単体金属の電解研磨結果(0.6 V,2 分) (a) Au, (b) Ag, (c) Cu
図 4-3 各単体金属の電解研磨面に対する XPS による S の分析 (a) Au, (b) Ag, (c) Cu
Au は他の電位においても光沢を得ることができなかった.一方,Ag と Cu で は,0.38 V と 0.15 V でそれぞれ電解研磨した結果,光沢を得ることができた. 各条件で Ag および Cu を電解研磨した時の研磨面の様子および表面粗さの変化 を表 4-1 に示す.チオ尿素溶液中での Ag および Cu の溶解では,金属表面にお いて溶解した金属のチオ尿素の錯体イオンと硫酸イオンによって安定な層が形 成されることが報告されている[6,7].このことから,Ag および Cu において光沢 が得られた電位では,表面にチオ尿素の金属錯体イオンと硫酸イオンの層が形 成されたことで,表面が平滑化されたと考えられる.
表 4-1 硫酸,チオ尿素溶液において光沢の得られた Ag および Cu 研磨面 単体金属での電解研磨結果と K10(Au-Ag-Cu)合金での電解研磨結果を比較 する.K10(Au-Ag-Cu)合金において光沢面を得ることができた電位では,Au, Ag,Cu のいずれの金属も光沢は得られなかった.また,Ag および Cu では光沢 が得られたが,それらの電位において K10(Au-Ag-Cu)合金では光沢面は得ら れなかった.Au ではいずれの電位においても光沢は得られなかった.これらの ことから,K10(Au-Ag-Cu)合金における表面の平滑化は,Ag および Cu に起 因していると考えられる.Ag および Cu で光沢が得られた電位では,K10 (Au-Ag-Cu)合金は,Au によって反応が抑制され,十分な溶解速度が得られな いため,光沢が得られず,溶解速度の大きくなるより貴な電位で光沢が得られ たと考えられる。
4.3.2 硫酸チオ尿素溶液中における Au-Ag,Au-Cu,Ag-Cu 合金の電解研磨 挙動 Au,Ag,Cu のいずれの純金属においても,K10(Au-Ag-Cu)三元合金におい て光沢面を得られた電解研磨条件を用いても光沢面を得ることができなかった. そこで,それぞれの金属の相互作用を確認するため,Au-Ag,Au-Ag,Ag-Cu の 3 種類の二元合金について,電流電位曲線および電解研磨挙動の比較,検討を行 った.
組成比の異なる Au-Ag 二元合金について,0.5 mol・dm-3硫酸,0.5 mol・dm-3チ
オ尿素溶液中における LSV を測定した結果を図 3-4 に示す.酸化電流の流れ始 める電位を比較すると,Au80-Ag20 では 0.05 V,Au60-Ag40 では 0 V,Au40-Ag60 では−0.05 V,Au20-Ag80 では−0.1 V であり,Ag の含有量が増えるにつれて, 卑な電位にシフトした.このことから,Au によって Ag の溶解が抑制されるこ とが判明した.いずれの合金も 0.3∼0.5 V のとき約 50 mA・cm-2で電流密度の増
加が緩やかとなり,一度減少した.その後,Au80-Ag20 と Au60-Ag40 では電流 密度が再び増加し,Au40-Ag60 と Au20-Ag80 では減少した.Ag の割合が大きく なると,安定な硫化膜が形成され,溶解が抑制されていると考えられる. 組成の異なる Au-Cu 二元合金について,0.5 mol・dm-3硫酸,0.5 mol・dm-3チオ
尿素溶液中における LSV を測定した結果を図 3-5 に示す.酸化電流の流れ始め る電位を比較すると,Au80-Cu20,Au60-Cu40,Au40-Cu60 は 0 V から電流密度 が増加し始めたが,Au20-Cu80 では−0.5 V からわずかに酸化電流が流れた.純 Cu のときにも見られており,Cu の溶解が進行していると考えられる. 一方,Au20-Cu80 以外の合金では 0 V 以下の Cu の溶解が抑制されていた,0∼ 0.4 V はいずれの合金も同様の挙動を示した.0∼0.25 V まで電流密度が増加
図 3-4 0.5 mol・dm-3硫酸、0.5 mol・dm-3チオ尿素溶液中における Au-Ag 二元合
金の電流電位曲線.
図 3-5 0.5 mol・dm-3硫酸、0.5 mol・dm-3チオ尿素溶液中における Au-Cu 二元合金
の電流電位曲線.
(a) Au80-Cu20, (b) Au60-Cu40, (c) Au40-Cu60, (d) Au20-Cu80 ※挿入図は-0.5∼0.5V を拡大
し,0.25 V から一定となった.0.4 V 以降は Au80-Cu20,Au60-Cu40 と Au40-Cu60, Au20-Cu80 で異なる挙動を示した.前者では,0.5 V から再び電流密度が増加し, 0.7∼0.8 V で最大となり,その後減少した.後者では,0.5 V もしくは 0.4 V から 1.5 V まで電流密度は増加を続けた.純金属での結果と比較すると,前者は Au の挙動を示しており,後者は Cu の挙動を示していると考えられる.前者におい て純 Au では現れなかった 0.7∼0.8 V 付近でのピークが現れた.これは,Cu が 含まれることで Au では生じない表面の硫化が生じたためと考えられる. 組成の異なる Ag-Cu 二元合金について,0.5 mol・dm-3硫酸,0.5 mol・dm-3チオ
尿素溶液中における LSV を測定した結果を図 3-6 に示す.酸化電流の流れ始め る電位を比較すると,Ag80-Cu20 では−0.4 V,Ag60-Cu40 では−4.5 V,Ag40-Cu60 と Ag20-Cu80 では−0.55V であった.Cu の含有量が大きいほど卑な電位となっ た.いずれの組成においても 0.3 V から電流密度が増加した後 1.0 V 以降で減少 するという傾向を示した.表面の硫化による挙動であると考えられた.このと き,Ag の割合が大きいほど電流密度が小さいことから,Cu よりも Ag の方が硫 化膜を形成しやすいと考えられる.
Au-Ag,Au-Cu,Ag-Cu 二元合金について,0.5 mol・dm-3硫酸,0.5 mol・dm-3チ
オ尿素溶液を用いて 25℃で電解研磨を行った.研磨電位は,K10(Au-Ag-Cu) 三元合金において光沢面を得ることができる 0.5 V および各合金の LSV におい て電流密度が増加しなくなる電位とした.Au-Ag 合金では,0.5 V で電解研磨し た結果,いずれの組成においても表面が粗くなったが,0.7 V で電解研磨した結 果,Au20-Ag80,Au40-Ag60 において光沢面を得ることができた.Au-Cu 合金で は,0.5 V で電解研磨した結果,Au80-Cu20,Au60-Cu40 では表面が粗くなり, Au20-Cu80 では表面が硫化により変色し,光沢面を得ることができなかっ
図 3-6 0.5 mol・dm-3硫酸、0.5 mol・dm-3チオ尿素溶液中における Ag-Cu 二元合金
の電流電位曲線.
(a) Ag80-Cu20, (b) Ag60-Cu40, (c) Ag40-Cu60, (d) Ag20-Cu80 ※挿入図は-0.7∼0.1V を拡大
たが,Au40-Cu60 では光沢面を得ることができた.Ag-Cu 合金では,0.5 V およ び 0.2 V で電解研磨を行ったが,どちらの条件でも Ag60-Cu40,Ag40-Cu60, Ag20-Cu80 では硫化により変色し,Ag80-Cu20 では表面が粗くなり,光沢面を 得ることができなかった.Ag や Cu の含有量が少ない合金では,平滑化に寄与 すると考えられるチオ尿素の金属錯体イオンと硫酸イオンの層が十分に形成さ れず,光沢面が得られないと考えられる.Au-Ag 合金および Au-Cu 合金におい て,Au の含有量が K10 に近い Au40-Ag60 および Au40-Ag60 で光沢面が得られ ており,2 分間の電解研磨で光沢度(60°)は約 500 となった(図 3-7).
表 4-2 硫酸,チオ尿素溶液において光沢の得られた Au40-Ag60 および Au40-Cu60 二元合金の電解研磨面
4.4 結言 K10(Au-Ag-Cu)三元合金の電解研磨挙動を解明するため,Au,Ag,Cu の単 体金属および Au-Ag,Au-Cu,Ag-Cu の二元合金について,硫酸,チオ尿素溶液 中での電解研磨挙動について検討した. Au,Ag,Cu 単体金属では,K10(Au-Ag-Cu)合金において光沢面を得ること ができた電位では,Au,Ag,Cu のいずれの金属も光沢は得られなかったが,よ り卑な電位で Ag および Cu では光沢が得られた.K10(Au-Ag-Cu)合金におけ る表面の平滑化は,Ag および Cu によって,溶解した金属のチオ尿素の錯体イ オンと硫酸イオンによって安定な層が形成されることで生じていると考えられ る.Au-Ag,Au-Cu,Ag-Cu 二元合金では,K10 の金含有量に近い Au 含有量が 40%の合金において光沢面が得られた.Au の含有量が多くなると,光沢面が得 られなかったことからも,Ag と Cu が平滑化に寄与していることが示唆された.
参考文献
[1] B. Pesic, T. Seal;Metallurgical Transactions B, 21B, 419 (1990)
[2] G. Garcia, J. L. Rodriguez, G. I. Lacconi, E. Pastor;Langmuir, 20, 8773 (2004) [3] V. Brunetti, B. Blum, R. C. Salvarezza, A. J. Arvia, P. L. Schilardi, A. Cuesta, J. E. Gayone, G. Zampieri;J. Phys. Chem. B, 106, 9831 (2002)
[4] A. E. Bolzan, I. B. Wakenge, R. C. V. Piatti, R. C. Salvarezza, A. J. Arvia;J.
Electroanal. Chem., 501, 241 (2001)
[5] A. E. Bolzan, T. Iwasita, A. J. Arvia;J. Electroanal. Chem., 554-555, 49 (2003) [6] Y. Sasaki, Y. Nishina;Surf. Sci., 242, 549 (1991)
[7] M. Alodan, W. Smyrl;Electrochim. Acta, 44, 299 (1998)
[8] G. Garcia, V. A. Macagno, G. I. Lacconi;Electorochim. Acta, 48, 1273 (2003) [9] A. Lukomska, J. Sobklwski;Electrochim. Acta, 51, 2247 (2006)
[10] M. Hepel, S. Bruckenstein;Electrochim. Acta, 32, 41 (1987)
[11] A. Elhajbi, P. Chartier, G. Goetz-Grandmont, M. J. F. Leroy;J. Electroanal.
Chem., 227, 159 (1987)
第5章 Ag/Cu 比の異なる K10 合金の電解研磨挙動 5.1 緒言 第二章では,宝飾用金合金において最も一般的な合金である Au-Ag-Cu 三元合 金のうち,K10(6:4)と呼ばれる YG を対象に試験を行った.K10 は金の含有量を 示し[1],24 分の 10,つまり 41.7%が Au,残りの 58.3%の内 6 割が Ag,4 割が Cu となる合金である(Ag:35.0%,Cu:23.3%).K18 のように金の含有量の多い 合金(Au:75%)では,他の金属の割合が小さいため,使用される合金の種類は 比較的少ない.しかし,K10 のような金の含有量の少ない金合金では,他の金 属の割合が大きく,流通している合金の種類も多種多様である.また,金以外 の金属が合金の物性に与える影響も大きいと考えられる.そこで,本章では K10 (Au-Ag-Cu)合金において,Ag/Cu 比を変化させ,それらが金合金の電解研磨 挙動へどのような影響を与えるか,検討した. 5.2 実験方法 5.2.1 電解研磨液 電解研磨液には,0.5 mol・dm-3硫酸,0.5 mol・dm-3チオ尿素溶液を用いた. 5.2.2 試料
Ag/Cu 比の異なる 6 種類の K10(Au-Ag-Cu)を作製した.それぞれの Ag:Cu は 10:0,8:2,6:4,4:6,2:8,0:10 となるように配合した.本章では各合金を K10(10:0), K10(8:2),K10(6:4),K10(4:6),K10(2:8),K10(0:10)と示し,それぞれの Au-Ag-Cu 比は,Au42%-Ag58%-Cu0%,Au42%-Ag46.4%-Cu11.6%,Au42%-Ag34.8% -Cu23.2%,Au42%-Ag23.2%-Cu34.8%,Au42%-Ag11.6%-Cu46.4 %,Au42% -Ag0%-Cu58%となる.
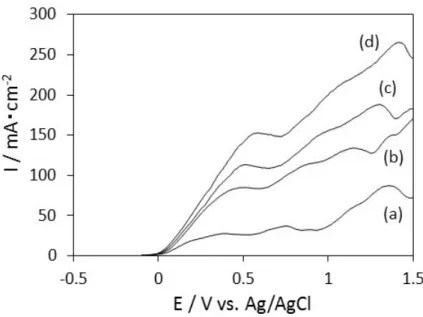
各合金は板状に圧延し,0.5mm 厚の試料とした.#1000 のエメリー紙で研磨 した後,反応面として 15×15mm(または 5×5mm)を残して,他の部分をマス キングテープで被覆した. 5.2.3 装置 研磨容器に 100 mL ビーカーを使用し,液量は 100 mL,液温は 60℃とした. 参照電極には Ag/AgCl 参照電極,対極には Ti 電極を使用し,作用極−対極間距 離は 10 mm とした.無撹拌条件で研磨した. 5.2.4 測定・分析 LSV 測定および電解研磨の電源装置には電気化学測定システム(北斗電工(株), HAL3001A, HB-305, HAL3001B10),表面の成分分析には EPMA(日本電子(株), JXA-8900RL),表面粗さ測定にはコンフォーカル顕微鏡(レーザーテック(株), H1200),光沢度測定には光沢計(日本電色工業(株),VGS-1D)を用いた. 5.3 結果および考察 5.3.1 Ag/Cu 比の変化による LSV の変化 これまでの実験において,光沢を有する研磨面が得られている研磨液[2]である 0.5 mol・dm-3硫酸,0.5 mol・dm-3チオ尿素溶液中における各金合金の LSV を測定 した結果を図 5-1 に示す. 0∼0.6 V 図 5-2 に K10(10:0)と K10(0:10)における 0 V から 0.3 V までを比較した電流電 位曲線を示す.K10(0:10)は K10(10:0)に比べて僅かに貴な電位から電流密度の上 昇が始まった.K10(8:2),K10(6:4),K10(4:6),K10(2:8)は K10(10:0)と同様の挙 動を示した.これは,純金属では Ag よりも Cu の方が溶解しやすいが,金合金 となったときは Ag を含んだ合金の方が,Au と Cu だけの合金に比べて
図 5-1 0.5 mol・dm-3硫酸,0.5mol・dm-3チオ尿素溶液中における各金合金の電流
電位曲線.(a) K10(10:0), (b) K10(8:2), (c) K10(6:4), (d) K10(4:6), (e) K10(2:8), (f) K10(0:10)