舞錐の加工機構と性能試験
10
0
0
全文
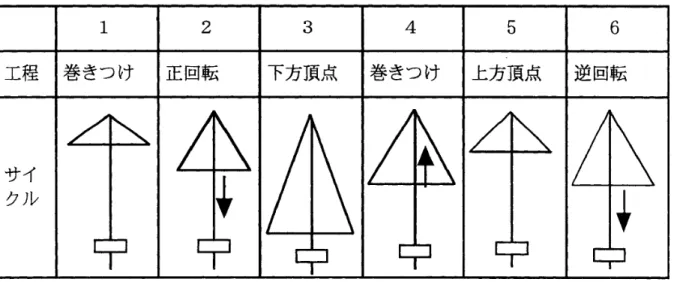
(2) 2. 新井 実. に 使われたことが 各種の出土品から. 鹿田澤. 実証されている。. 弓 錐は弓の弦を. 回転軸に巻きつけて 前後運. 動を繰り返すことで 大明け作業を 行 う 軸を正道交互回転させる。 同時に利き手でな を. 支え、. い 方の手で 軸. 軸 方向に力を与える。. この 弓 錐の場合ははずみ 車を使わない。 舞錐が舞錐と 呼ばれる理由ははずみ 車にあ り、 はずみ 車 が軸の回りを 舞うよ. う. に回転することに. 続的に与えて 行 う 作業道具が工作機械であ. よ. る。 磨く、 つぶす 、 切るといった 作業から回転を 連. るとすれば、 工作機械の原点が 舞錐であ ることは間違. ろを経て被. いない。 弓 錐や舞錐が一方は 工具回転方式のボール 盤やフライス 盤へ進化し、 また一方ではろく 削材 回転方式の旋盤へと 発展してゆ. {. 3. 舞錐の構造とメカニズム 3.. 1. 舞錐の構造と 操作方法. 通常の道具や 機械は時代とともにより. 高 能率. 化を求めて発展してゆくためにその 構造が変化 してきた。 しかし、 舞錐は工作機械の 基になっ たものの舞錐自身の 構造はほとんど 変化がなり。 そういう意味でも 極めてユニークな 道具であ る。 舞錐の構造を 図Ⅰに示す。 舞錐を構成する 要 妻 は 、 軸 ① 、 紐 ②、 横木③、 はずみ 車 ④、 工具 保持 具 ⑤および工具⑥であ る。 操作方法は下記 の とうりであ る。. (1) 軸 ①または横木③を 回して 紐 ②を軸に巻 っ. けてお { (2) 工具の下に被 削 材を置き、 横木を手動で 下 方 へ押しだす。. (3) 紐がめるむときに 横木は回転しないから 軸 が 回転する。. (4) 紐がほどけきったところで 横木の下方への. 図 1. 舞錐の構造. 押し出しを止める。. (5) はずみ車で勢いづいた. 軸はそのまま 回転する。. (6) そのとき紐は 最初とは 逆 方向に軸に巻きつく。. (7) 再び横木を下方へ. 押し出せば最初とは 逆 方向に回転する。. (8) もどり過程に 際し今度は最初の 巻き方向で紐は 軸に巻きつく。 これでⅠサイクルということになる。 う. に正道交互回転サイクルをとる. 0. ヰ巳Ⅰ 肛Ⅰ. 向巻きつき + 王回転・・・といったよ. すな ね ち、 五回転づ王回転巻きつきづ 道方向回転 丑逆 方 このサイクルを 示した. ものが図 2 であ る。 ところで下方への 押し出しが遅ければ 回転力を与えることなく 紐はほどけてしまうし、 反対に t@. 押し込むのに 適当なバランスが 必要であ り、 そのための技能を 要する。. |. したがって、 このサイクルを 連続的にスムーズに 行うためには 横木を. 1ト. 早ければ紐はほどけない。.
(3) 3. 舞錐の加工機構と 性能試験. 図2. 3. 2. 舞錐のサイクル. 舞錐で可能な 作業. 回転軸の先端につける 工具によって 可能な作業が 異なる。 角すいあ るいは管状の 錐を使って 木 や 竹への. 穴 あ け、 棒状あ るいは管状の 砥石を使って 貴石への 穴 あ け、 木製の棒と貴石などとの. 間. に砥粒を介在させて 大内面の研磨、 さらには木の 軸と木の板との 間での入超こしなどがその 主要 な 作業であ. る。 表. Ⅰ. 各種の錐の特性比較. 舞錐. 弓鉾. 回転方向. 正道交互. 正道交互. 正道交互. 回転 カ. 中. 大. ⅡⅠ. 回転速度. 高い. 中. 低い. 操作性. 片手作業. 両手作業. 両手作業. 疲労 度. 少ない. 中. 高い. 穴 仕上げ精度. 高い. 中. 低い. 採み錐. 3. 3 舞錐の特徴 舞錐の特徴を 整理すると. (1) 上下運動を回転運動に 変換するたくみな 機構であ る。 (2) はずみ車に 2. 0. スムーズな正道交互回転運動を. 連続的に行. (3) 手作業であ りながら高速回転が 容易に得られる。 (4) 工具. (刃先 ). 交換に 2. 0. 様々な作業ができる。. う. 。.
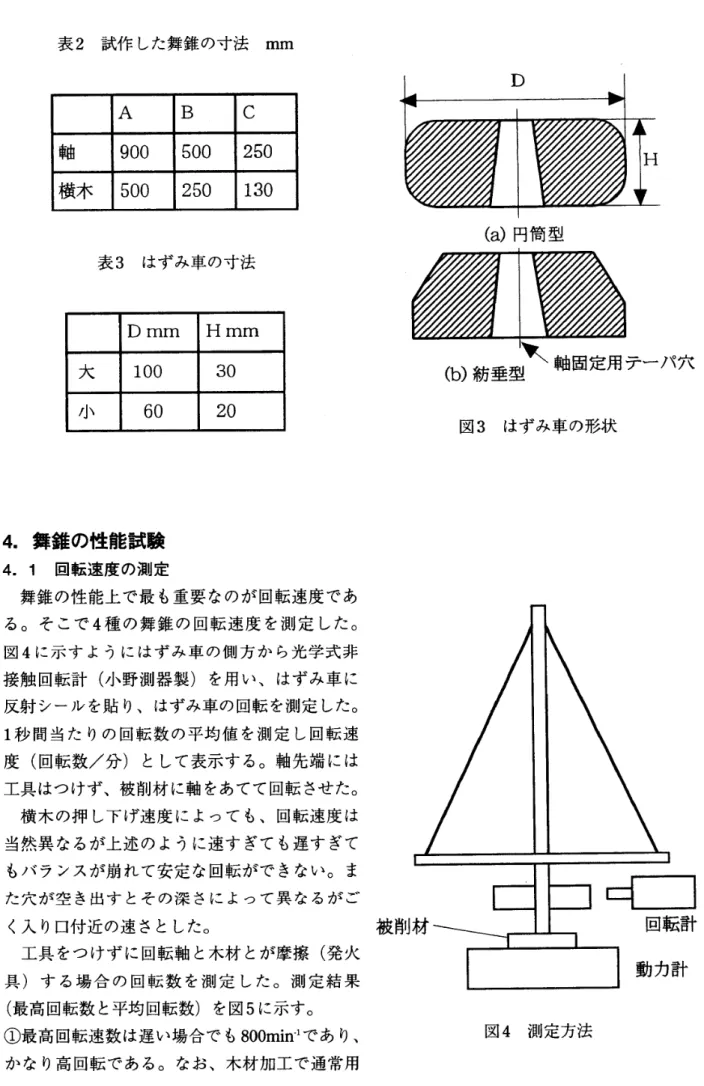
(4) 4. 新井 実 鹿田澤. (5) 製作が容易であ り、 軽量であ る。 といったことなどであ る。 表 1 は 弓錐 、 舞錐および 採み 錐の三者の特性を 比較したものであ る。 舞錐の特徴は ①片手作業が 多いこと ②はずみ車を 用いること ③スラストカでトルク カ を与えられること. ④ 高 回転が得られること ⑤疲労 度 が少ないこと. であ る。 高 回転で長時間の 加工作業に向いていることがわかる。. このことは木材などの 軟質材へ. の大明けよりも 金属や貴石などの 高硬度材への 大明けが適していることを 示している。 3. 4. う. 舞錐の性能を 支配する因子. 舞錐の構成要素は 前述のように 軸 、 横木、 紐 、 はずみ車、 工具保持 具 および工具であ る。 この ち、 工具および工具保持具は 舞錐自身の性能とは 直接関係がなり。 したがって、 舞錐の性能を. 支配する要因は 軸、 横木、 紐 およびはずみ 車であ る。. (1) 軸が長ければ 紐も長くなる。 紐が長ければ正道交互回転のサイクルが 長くなるが、 軸 そのも のが不安定になるとともに. 巻きっきも不安定になる。. (2) 横木が長くなると 回転半径が大きくなるから、 押し込み ルク ). ( スラスト ). 力. に対する回転力. (. ト. が大きくなり、 加工には有利であ る。 しかし、 軸の回転速度が 遅くなるとともに 左右の バ. ランスがとりにくくなる。. (3) 性能に最も大きな 影響をもつのははずみ 車であ る。 はずみ車が重ければ 大きなトルクが 得ら れるが、 バランスをとるのが 難しい。 取り付け位置も 重要であ り、 できるだけ下方につけた 方が 安定であ る。 下方すぎると. 3. 5. 作業点が見えにくいから、 作業点が見える 最下限が良い。. 舞錐の製作. 上記の点を考慮して 性能試験のために 軸 および横木が 異なる 3 種類の舞錐をつくった。 の 大きさを表 2. に示す。 軸 および横木はいずれも 木製、 紐は直径 5mm 程度の撚り糸を 用いた。. 舞錐の性能を 支配するのははずみ 車であ る。 はずみ車は木製の 二ゥム. (大 ). これら. であ り、 その形状を図 3 に、 寸法を表. 3. 2. 種類. (大 、. 小 ) およびアルミ. に示す。 円筒状のものに 比べて下方を 大き. くし、 重心を下げた 紡錘 状 のものの方が 安定に回転する。 以下の実験ではいずれの 大きさのもの もこの紡錘 状 のものを用いた。 はずみ車は固定六 が ストレートだと 回転中に落ちてしまう。 は 下方を広くするとともに. したがって図 3 に示すように 軸穴. 軸にはずみ 車 固定位置にテーパーをつけておき、. 取り付け時には 上か. らはずみ車を 差し込み、 固定位置で勘合させた。. 軸 に工具を取り 付けるためには 工具保持具を 軸につける必要があ る。 軽くかつ強力な 保持でか つ制作が簡単なものが 良い。 ここでは簡単化のために 通常のドリル 加工に使うドリルチャックを 用い、 これをはずみ 車の直下にとりつけた。 ただし、 石器をとりつける 場合は古代技術再現のた. めに 竹 材を割って、 ここに石器を 押し込む保持方法とした。.
(5) 5. 舞錐の加工機構と 性能試験. 表2. 試作した舞錐の 寸法. mm D. (a)円筒型 表3. はずみ車の寸法. Dmm. Hmm. 100. 大. 60. /』 Ⅱ. (b) 紡垂型大 輔 固定用 テ 一パ六. 30. 20. 図3. はずみ車の形状. 4. 舞錐の性能試験 4. 1. 回転速度の測定. 舞錐の性能上で 最も重要なのが 回転速度であ る 。 そこで 4 種の舞錐の回転速度を 測定した。 図. 4 に示す よう にはずみ車の 側方から光学式 非. 接触回転計 (小野測器製 ) を用い、 はずみ車に 反射シールを 貼り、 はずみ車の回転を 測定した。 1. 秒間当たりの 回転数の平均値を 測定し回転速. 度 ( 回転数Ⅰ 分 ). として表示する。. 軸 先端には. 工具はつけず、 被削材に 軸をあ てて回転させた。 横木の押し下げ 速度によっても、 回転速度は. 当然異なるが 上述のように 遠 すぎても遅すぎて もバランスが 崩れて安定な 回転ができない。. ま. た穴が空き出すとその 深さによって 異なるがご 、 く. 入り日付近の 速さとした。. 被 削材. 工具をつけずに 回転軸と木材とが 摩擦. ( 発火. 具 ) する場合の回転数を 測定した。 測定結果 (最高回転数と. 平均回転数. ). を図. 5. に示す。. ①最高回転速数は 遅 い 場合でも 800 ㎞n, であ り、. かなり 高 回転であ る。 なお、 木材加工で通常用. 図. 4. 測定方法.
(6) 6. 新井 実. ・鹿田澤. い る 操み 錐の場合は本回転計での 下の測定限界に 近 い 100 ∼ 20 ㎞Ⅰ n" 程度だった。 ②大きさが同じはずみ 車ならアルミニウム 製のものに比べて 木製のものの 方が高回転であ る。. ③小さな舞錐に 大きなはずみ 車をつけると 回転が不安定になり、 回転速度が低下する 傾向があ る。 ④小さな舞錐. (C). 高速ボール盤なみの. に小さなはずみ 車をつけた場合が 最も高速であ り、 最高回転数は 1800 ㎞ n,. と. 回転数が得られた。. 以上から、舞錐が大きいものははずみ 車が大きくても 比較的に安定に 回転するが回転数は 低い。 一方、 小さな舞錐には 小さなはずみ 車の方が高回転が 得られる。 次項で示す必要な 加工トルク な どを考えて舞錐の 大きさとはずみ 車の大きさとの 間には最適 値 があ り、 使い分けが行われてきた. ものと思われる。. O 0 n C. C. B. B. A. A. Ⅱり. 本. 大. 木. ハ Ⅱ ハ ル ア. 大. 本. ⅡⅡⅡ ル ア. 大. 木. 響. 旦月 / ク の へ. の. 数 ム 単 回. 車. ず. み. は と. 錐 舞. 5. 図. 4. 2. 加工抵抗のパターン. 各種の工具を 用いて各種材料に 穴加工する場合の 加工 カを 測定した。 加工 カは軸 方向のスラス ト. (N). および回転力のトルク. (N. .. m) であ り、 切削力の測定機はドリル 加工用の切削動力計. であ る。. 出力波形の一例を. 6 に示す。 この例では数回のサイクルが 繰り返されている。. これの 1 サイ. クルのパターンを 示したものが 図 7 であ る。 横木を下げるときにスラストがかかり、. 最大値に達. したのち紐が. 図. 巻きもどされるが、 紐が巻きもどされるときもわずかなスラストがかかっている。. 一方トルクであ るが、 横木が最下 煮 に達するまで 増大し 、 紐が巻きつくときに 低下する。 横木を 再び押し下げるときにトルクは. 負になり、 逆 回転していることがわかる。.
(7) 7. 舞錐の加工機構と 性能試験. 億り. トフン. (b) スラス. ク. 図. @. 6 加工抵抗の出力波形 例. 凹. 図. 4. 3. 7. 加工抵抗の変化のパターン. 加工抵抗と加工能力. 加工実験にはねじれ. ドリル用いた 場合とダイヤモンド 砥石を用いた. 刃. 2. つの場合について 行っ. た。 いずれの実験も 最も大きい舞錐 (A) を用いて行った。 ねじれ 刃 ドリルは 2n,lITl および 4mm であ り、 木材およびアルミニウムに 穴 あ けを行った。 一方、 ダイヤモンド 砥石は棒状 ( 4mm) の鋼にダイヤモンド 砥粒 ( 井 180) を電着させた 電着砥石であ る。 このときの工作物材料 伊. は 比較的に加工しやすい. てシ ナブルセラミックス. 表 4 はねじれ 刃 ドリルで大明けを 行ったときの る. (板焼結Ⅲ,0,). 伊. 伊. および 超硬 であ る。. 加工抵抗および 大明け能力をまとめたものであ. 。 ねじれ 刃 ドリルは一方向工具であ り、 五回転の場合のみ 加工が行われる。 測定値は数回の 加. 次のことが言える。 ①スラストはドリルの 直径、 はずみ車の質量の 影響はほとんどない。 ②トルクはドリルの 直径の影響はあ るものの、 はずみ車の重さや 工作物材質にもあ まり影響がな 工のうち五回転の 最大値を記してあ る。 この結果から. かった。 スラストはバランスよく. 回転させるためには. 自ずから適正使があ ることは容易に 理解できる. が 、 トルクの相違が 少なかったのは 意外であ る。 削り易し木材はドリルの 押し込み速度が 大きく、 アルミニウムでは 小さい。 その結果としてバランスがとれてリズミカルな 6. 条件のもとでははずみ 車や工作物材料の 影響が少ないということであ. 加工ができる。. そう い. ろう。 なお、 舞錐が小さ. い場合について 調べたところ、 大きい舞錐に 比べてスラストもトルクも 小さかった。.
(8) 新井 実 鹿田澤. 木材は. l0mm. の板を用いたがいずれの 場合でも数回∼ 10 回程度で貫通した。 アルミニウムは. 板厚 3mm であ るが、 ドリル径が 2mm の場合には数十回で 貫通した。 しかし、 ドリル径が 4mm の場合には穴が 深くなるとリズミカル. な 回転ができなくなり. 表 5 はダイヤモンド 砥石で加工した 場合であ. らない。 一方、 トルクはドリル 加工の場合. よ. る。. 貫通までいたらなかった。. スラストはドリル 加工の場合とほとんど 変わ. り小さい。 このことは切れ 刃が材料に食い 込んで加. 工するドリル 加工の場合に 大きく、 微細な単位で 加工する砥粒加工の 場合にはトルクが 小さいこ. とを示している。. 大きい舞錐. (A) で連続的に加工するのは. 数十回. (約 5. 分 ) が限度であ る。 表 5. にはこの領域で 加工されたおおよその 大 深さを示した。 直径が小さいものの 方が、 また 板 焼結 セ ラミックスの 方が加工人が 深かった。 図8. に加工した穴の 例を示す。 表4. リル. ドリルによる 加工特性. N. エ. N .m. スラスト. トノ. ンク. 大明け能力. 4. 表5. ダイ・ヤモンド 砥石による. 実験条件. スラスト. 砥石径. 工作物. 1. 4mm. ノ憶. 2. 4mmn. 3. 2mm. N. トルク. N. .. m. 力Ⅱ. 工特 , 性. 大明け能力. (W0分間の加工深さ. 96. 16. 1imm. 超硬. 78. 18. 0 .Ⅱ ⅡⅠ 1. 超優. と. 15. 0 3 皿Ⅲ. z03. はずみ車は全て 木製. |. mm. ). ・. (火 ). @. |.
(9) 舞錐の加工機構と 性能試験. (a) 木材. 9. (b) アルミニウム 図. 8. (c) セラミックス. (板焼結. 材). 加工された穴の 例. 5. 古代 穴 加工技術の再現実験 5. 1. 古代の穴加工. 弥生遺跡から 出土する管玉と. よ. ばれる石器が 多数発掘されているが、. これには直径 lmm 程度. の小径でしかも 深 い 穴があ りている。 弥生時代、 さらには縄文時代から 貴石類への小径深大加工. 技術があ ったことは疑いない。 現代でもこのような 穴を明けることは 極めて難しい。 古代におい ていかなる加工方法でこの 穴を明けていたかを 知ることは極めて 興味深い。 前述のように 操み 錐では回転数が 低 い ことや疲労 度 が高 い ことなどから 無理があ る。 弓鉾はわ が 国では使われた 形跡は少なく、 高精度加工には 向いてない。 とすると舞錐が 使われたと考える のが妥当であ る。 そこで舞錐を 用いて石材に 穴明けする再現実験を 試みた。. 作製剤 チ ヤッタ. 石器. 図9. 5. 2. 用いた石器. (黒曜石 ). の例. 図. 10 石器の保持. 再現実験. 問題は工具であ るが、 砥石に相当する 硬質な石器であ ろうと考えられる。 またこれに遊離砥粒 に相当する研磨材を 使って加工していたものと. 考えられる。 そこで黒曜石を 図 9 のように成形. し. てこれを工具として、 微粉の砂を遊離砥粒として 水 とともに流しかけることとした。 工具の取り付けには 図 10 のような竹を 割ったものを チ ヤックとして 用いることとした。 軸へ.
(10) 10. 新井 実 鹿田 洋. の 取り付けに際してははずみ 車を押し込ん. で工具を締め 付けるコレット 方式であ る。 刀㎡蚤であ. るから小さい 舞錐を使. う. ものと. して前述の試作舞錐 C を用いることとしたが 不安定であ り、 加工作業が続けられなかっ た。 相当な熟練作業者でかいと、 また長時 間の作業は無理であ ることが判明した。. そ. 支柱. こで便宜的に 図 11 に示すような 支柱をたて た。. これに最も大きな 試作舞錐 A をとりつけ. 拡し @ O. 5. 3 可能性 10 分ほどの再現実験で 石材にへこみをつ けることができたが、 穴 までに至る前に エ 具 であ る石材が磨滅した。 へこみ部の直径 は. 2 ∼. 3mm. であ った。 工具を取り替えなが. ら 加工すれば大明け. 可能であ る。 玉. と よ. ば. れる貴石が出土する 辺りから微小な 棒状の. 図. 11. 石器に. よる. 穴 加工実験の構造. 石材が多数出土していることから 実際には 次々と工具を 交換して大明けを 行っていた. ものと考えられる。. 6. まとめ 舞錐を製作しその. 性能を調べた。 その結果以下のことがわかった。. (1) 正道交互の工具回転方式であ る。 (2) 1000minAを超える 高 回転が容易に 得られる大明け 道具であ る。. (3) 木材やアルミニウムなどの. 軟質材にドリルで 容易に穴あ. (4) 超硬合金や仮焼結セラミックスに. げできる。. 砥石で大明け 可能であ る。. (5) 古代入明け技術を 推定、 再現した結果、. 舞錐で大明け 可能であ. ったことが推察できた。.
(11)
図
関連したドキュメント
-1 参照)の水平変位をみると、いずれのケースにおいても最大荷 重時( (c)
看板,商品などのはみだしも歩行速度に影響をあたえて
Instagram 等 Flickr 以外にも多くの画像共有サイトがあるにも 関わらず, Flickr を利用する研究が多いことには, 大きく分けて 2
と言っても、事例ごとに意味がかなり異なるのは、子どもの性格が異なることと同じである。その
されてきたところであった︒容疑は麻薬所持︒看守係が被疑者 らで男性がサイクリング車の調整に余念がなかった︒
マニピュレータで、プール 内のがれきの撤去や燃料取 り出しをサポートする テンシルトラスには,2本 のマニピュレータが設置さ
マニピュレータで、プール 内のがれきの撤去や燃料取 り出しをサポートする テンシルトラスには,2本 のマニピュレータが設置さ
• 燃料上の⼀部に薄い塗膜⽚もしく はシート類が確認されたが、いず れも軽量なものと推定され、除去
