Sloshing and resonance phenomena in stirred vessel
Hiroshi HONMA
Abstract
Mixing is important operation for industries where materials are produced. The purpose of mixing is uniformity of mixture, material transfer, reaction, heat transfer etc.
In industrial manufacturing, it is important to design and choose appropriate stirred vessels.
Generally, the method of pouring the liquid in the stirred vessel is adopted in the state to rotate the impeller as an operating method of mixing. However, it is reported that the accident the shaft of impeller is fractured might happen when the liquid reaches the vicinity of the impeller bottom. It is considered that the sloshing and the resonance phenomenon caused this fracture.
In this study, the generation mechanism of the sloshing and the resonance phenomena in stirred vessel was investigated in order to obtain the condition causes the shaft fracture.
目次
Abstract
第1章 緒論
1.1 緒言 1 1.2 既往の研究 2 1.2.1 攪拌 2 1.2.2 攪拌装置 4 1.2.3 攪拌翼形状と攪拌作用 5 1.2.4 攪拌レイノルズ数 7 1.2.5 性能評価方法 8 1.2.6 攪拌所要動力 8 1.2.7 混合時間 9 1.2.8 スロッシング 11 1.2.9 共振現象 11 1.3 本研究の目的 12
第2章 実験
2.1 緒言 14 2.2 実験装置の概略図 15 2.3 攪拌翼および攪拌槽 17 2.4 実験条件 20 2.5 実験装置および測定法 21 2.5.1 スロッシングの検討 21 2.5.2 攪拌翼の固有振動数測定 21 2.5.3 攪拌運転時における攪拌機の振動の周波数解析 21
第3章 スロッシング
3.1 緒言 31 3.2 ヒステリシス曲線 32 3.3 スロッシングの全振幅 35 3.4 スロッシング周波数 43 3.5 スロッシングの範囲 57 3.6 結言 59
第4章 共振現象
4.1 緒言 60 4.2 攪拌機の固有振動数 61 4.2.1 固有振動数の測定結果 61 4.2.2 固有モード 71 4.3 攪拌運転時におけるスペクトル分布 76 4.4 結言 91
第5章 結論 92
参考文献 93
謝辞 94
第1章 緒論
1.1 緒言
従来、ミキシングはおよそ物質を製造する工業分野において、不可欠な役割 をもつものと扱われている。例えば低粘度から高粘度流体の混合・攪拌、重合 反応器における非ニュートン流体の混合・攪拌、気-液系、固-液系、液-液 系、固-気-液系混合・攪拌、さらに微粉体の捏和、混練という化学工業分野 の内容にとどまらず、気体、固体、液体を扱うほとんどの工業分野に及んでい る。すなわち従来からの単なる混合・攪拌と言う枠にとらわれず種々の学際領 域におよぶ物質・熱移動などの諸現象において、なんらかの手段をもって強制 的対流流れを生じさせ、物質の拡散・分散を促進させる作業である。
攪拌操作の最も重要な目的はものを混ぜることであるが、原料その他いろい ろな物質を混ぜることによって溶解、伝熱の促進はもちろん、ガス吸収、抽出、
反応など、さまざまな機能をも同時に果たす、あるいは促進することを容易に できるので、攪拌装置は単なる混合装置としてのみではなく、実に多種類の原 料を取り扱い、多種多様の目的に利用される多機能装置としての性格が強い。
これは攪拌機メーカーからみると、ユーザーの真の攪拌目的を理解して、それ に必要な機能を備えた攪拌装置を供給することの難しさを示すものである。ま た、攪拌装置に用いられる攪拌翼形式の選定が直接的に製品品質に大きく影響 を及ぼすので、これらの性能の評価、検討は化学製造プロセスにおいては重要 な課題となっている。
一般的に攪拌機の運転方法として、攪拌翼を回転した状態の攪拌槽へ、攪拌 流体を入れていくという方法がとられている。この時、攪拌流体が攪拌翼下端 付近まで達したときに、攪拌軸が折損するという事故が起きる場合があること が報告されている。この原因として、攪拌翼が液面に接している付近で起こる スロッシングと呼ばれる液表面が振動しながら回転する現象と攪拌時の攪拌翼 の回転周波数と攪拌機の固有振動数が一致することにより発生する共振現象が 考えられるが、その発生メカニズムは未解明である。
1.2 既往の研究 1.2.1 攪拌
攪拌とは、まさにものをかき混ぜることであるが、工業分野での専門的な習 慣に従えば、粉末や粉状の固体原料をかき混ぜるのを混合(Mixing)、または固 体混合(Solid Mixing)、あまり粘調でない比較的流動性のよい流体原料(固体 粉末や粒子、気泡、不容性の液滴などを含んでいてもよい)をかき混ぜるのを
攪拌(Agitation)、非常に粘調、あるいは可塑性半固体の原料で、かき混ぜる(か
き混ぜるというより練って混ぜる)のに強い力を必要とするものを対象とする
捏和(Kneading)と、大きく分類される。その定義や分類区分は決して明確な
ものではなく、習慣的、感覚的な面が多い。しかし、実際の固体混合機(Mixer)、 液体用の攪拌機(Agitator or Mixer)および捏和機(Kneader)の形状構造 を見れば、これら三者には明瞭な違いがある。(Fig.1-1(a)~(c))
現在、攪拌装置は化学工業、食品工業、生化学工業、製紙工業、金属工業、
水処理等の環境関連業務などあらゆる分野のプロセスの一部として使用されて いる。攪拌操作とは、ものを混ぜることがその最も重要な目的であるが、原料 やその他種々の物質を混ぜることによって溶解、伝熱の促進はもちろんガス吸 収、抽出、反応等、様々な機能を同時に果たす、あるいは促進を促すことが容 易にできる。そのため攪拌装置は単なる混合装置としてだけではなく、多種類 の材料を取り扱い多種多様の目的に利用されている。
Fig. 1-1 (a) Solid mixer (V-blender)
Fig.1-1 (c) Mixer, Agitator Fig. 1-1 (b) Rotational kneader
Fig. 1-1 Schematic general mixing apparatus
1.2.2 攪拌装置
かき混ぜに使用する攪拌機は流体原料に“適切な流動状態”を生じさせるも のであればよいわけであるが、最も一般的なものは、モーターによって回転さ れる攪拌軸に攪拌翼を取り付けたものである。攪拌装置は通常,攪拌機と原料 流体を入れる攪拌槽、およびそれらに付属する諸機器類からなっている。
攪拌翼 攪拌機 攪拌軸
モーター 攪拌装置 攪拌槽
その他 邪魔板、伝熱用ジャケットやコイル、
その他の付属機器
攪拌装置は駆動源より与えられたエネルギーを攪拌軸より攪拌翼に伝達させ、
適正な流動状態を攪拌槽内の液体に供給する攪拌機(動的要素)と、攪拌液を 貯え、プロセス設計条件として与えられた液の仕込量や連続フロー・バッチ攪 拌操作、加熱・冷却、加圧・減圧、液の排出などの諸条件を満足させる攪拌槽
(性的要素)に大別できる。
1.2.3 攪拌翼形状と攪拌作用
攪拌装置の構成要素のなかでも最も重要な部分を占める攪拌翼は、駆動源か ら回転運動の機械的エネルギーを与えられることにより2つの大きな仕事をす る。それは、攪拌槽内の液全体を流動させる液循環作用と局所的な達成させる 速度勾配によるせん断作用などである。
低・中粘度液体用の攪拌翼について示すと、プロペラは元々、船舶のプロペ ラ翼、ポンプや航空機の翼から転用され研究されたものであり、羽の背面に生 じる流れの剥離を極力防止させ吐出流を集中軸流としている。
一方、フラットパドル翼やフラットタービン翼は羽根板の縁に生じる剥離渦 や背面の剥離流による圧力やせん断の割合の大きい翼である。種々の攪拌翼は、
その形状の違いから液循環作用とせん断作用などの割合は異なる。
濃度の均一化、粉末の溶解、液滴・気泡の微細化や伝熱などの攪拌目的を満 足させるのに有効な流動状態を直接、攪拌槽内の液体に与える重要な役目をす るのが攪拌翼である。その攪拌翼の形状は攪拌目的や液の物性(粘度・密度・
熱伝導度や溶質の拡散係数など、また固体粒子などが含まれる場合はその濃度 や粒径、懸濁液のレオロジー特性など)により種々様々である。
さらに攪拌翼の回転によって発生する吐出流方向に形成される攪拌槽内のフ ローパターンから攪拌翼は軸流型と輻流型に大別されている。軸流型はプロペ ラ翼で代表される攪拌翼で、回転軸方向の強い推力により軸方向の流れが発生 するもの(Fig.1-2(a))であり、輻流型は平羽根型パドル翼や平羽根型タービン 翼などの攪拌翼で、羽根板の回転の遠心作用で翼の半径方向の流れが強く発生 するものである(Fig.1-2(c))。また、傾斜パドル翼や傾斜タービン翼などの傾 斜羽根が取付けられた攪拌翼は軸流型と輻流型の中間的な性質を持つ流れが発 生するので斜流型と呼ばれる(Fig.1-2(b)) 4)。
Fig. 1-2 (a) Axial flow type Fig. 1-2 (b) Pitched flow type Fig. 1-2 (c) Circumferential flow type Fig. 1-2 Flow pattern of impeller
1.2.4 攪拌レイノルズ数
一般に、流体の流動は流れ場の代表寸法L、流れと物体の相対運動など流れ場 の代表速度U、流体の動粘度νからなる無次元数であるレイノルズ数Reによって 決まる2,3)。
υ
Re=UL (1-1)
攪拌装置では攪拌レイノルズ数NRe(-)として代表寸法L:d、代表速度U:nd(nは 攪拌翼回転速度(s-1)、dは攪拌翼直径(m))にとり、
υ
2 Re
N = nd (1-2)
を用いる。この攪拌レイノルズ数は,慣性力/粘性力の比を表したもので、攪 拌槽内の流体の運動に対する粘性の影響を表す無次元数である。水のような低 粘度液の攪拌に代表されるように、流れの慣性力が非常に強く効く範囲(NRe> 1000)では完全乱流状態の攪拌となり、上述のようなプロペラ翼や傾斜型パド ル翼などの攪拌翼が主に用いられる。
一方,高濃度水飴のような高粘度液の攪拌で慣性力の効果がそれほど強くな いか,または粘性力の効果が支配的になってくる層流範囲(NRe<50)では、こ のような攪拌翼を使用した場合、高粘度液では攪拌翼のごく近傍しか活発に流 動しないため、循環流が槽内全体に行きわたりにくく、液の停滞する部分が形 成される。そのため、高粘度液用の攪拌翼は、翼径/槽径,翼幅(翼高さ)/液深 さの割合を大きくして、攪拌作用が攪拌槽内の全体に及ぶ形状のものが使用さ れる。
1.2.5 性能評価方法
複合的な目的を達成させるためには、その目的に応じた攪拌機の設計、選定 が重要である。そのため、攪拌機の性能評価を行い、他の攪拌機と比較するこ とが必要である。
攪拌機には様々な性能評価法があるが、最も基本的な性能指標として攪拌所 要動力(消費動力性能)と混合時間(混合性能)がある。
1.2.6 攪拌所要動力
実際に物質を製造している化学プラントではコストの面から消費動力は最重 要課題の一つである。消費動力性能を表す指標として攪拌所要動力が用いられ ている。
攪拌所要動力P(W)は攪拌軸トルクT(N・m)および翼回転速度nから求められ、
液密度ρ(kg/m3)、攪拌翼直径d(m)を用いて、以下の攪拌所要動力数NP(-)により 評価されている。
3 5 d n NP P
= ρ (1-3)
この関係は流体力学における抗力式2,3)を攪拌の分野に当てはめたものであり、
攪拌所要動力数は攪拌槽内円周方向の抗力係数を示している。
この攪拌所要動力数と攪拌レイノルズ数との関係から動力性能曲線を求め、
攪拌機の消費動力性能評価を行っている。
1.2.7 混合時間
混合均一化は攪拌操作の最も基本的、重要な目的の一つである。その混合均 一化性能を表す指標として混合時間Tm(s)が用いられている。代表的な混合時間 の測定法を以下に示す。
温度検出法1)
母液と同一の液体を90℃前後に温め、定常攪拌状態にある攪拌槽内に少量 投入し、槽底および液自由表面付近に取りつけられたサーミスタの温度差を 測定し、この値が一定になるまでの時間を計測する方法。人為的誤差が少な いが、母液と投入液との温度差により、両者に物性の違いが生じるため、高 粘度液では正確な測定が出来ない。
電気伝導度法5)
攪拌母液に溶質として電解質濃厚溶液(KClまたはNaCl水溶液)を投入した 場合の、槽内の均一化の過程、あるいは均一化の程度を電極セルによる電気 伝導度を測定することにより検出する方法である。人為的誤差が少なく、温 度検出法よりも感度が良いため、最も精度の高い測定が行えるとされている。
しかし、攪拌槽内に挿入している測定子により槽内流動を阻害してしまう問 題点がある。また測定装置が比較的高価である。
ヨード・ハイポ法6)
ヨウ素のヨウ化カリ水溶液(水飴液)による着色(茶褐色)、それとハイポと呼 ばれるチオ硫酸ソーダ水溶液(水飴液)を加えたときの脱色反応を利用して混 合時間を測定する方法である。化学式を (1-4)式および(1-5)式に示す。
KI + I → I2 + K (1-4) I2 + 2Na2S2O3 → 2NaI + Na2S4O6 (1-5) この 2 液を接触させると、ヨウ化カリ液の茶褐色は時間の経過と共に次第 に攪拌母液によって脱色され、視覚的ならびに光学的に反応の進行状況を把 握することができる。
一般的に工業化学反応においては過剰反応が用いられている。この反応に おいても、ヨードとハイポの当量比を1:1.2もしくは1:1.4で行われることが 多い。
ヨード・ハイポ法は比較的安価であり、高粘度から低粘度まで行えること から、最も一般的な混合時間の測定方法であるが、大半が目視による測定で あるために人為的誤差が生じやすい。
それぞれの方法で測定された混合時間Tm(s)より混合時間数NTm(-)を以下の式 より求める。
Tm n
NTm = ⋅ (1-6) ここでnは翼回転速度(s-1)である。この混合時間数と攪拌レイノルズ数との関係 から混合性能曲線を求め、攪拌機の混合性能評価を行っている。
以上のように混合性能を評価しているが、流体機械としての攪拌装置の混合 性能を評価する標準的な試験法が定められているわけではなく、したがって各 研究結果の測定データの定量的な信頼性が必ずしも明確ではない。そのため、
各研究者のデータの数値を比較検討することが正確にはできない1,7)。今後は、
混合性能の測定法、表示法、特に測定技術の面から混合状態の判定の定量性(客 観性)の確立が望まれている。
1.2.8 スロッシング
自由表面を有する容器内の液体が外部励振力と共振揺動し、液面の振幅が非 常に大きくなる現象をスロッシングと呼ぶ。スロッシングによる液面振幅や、
動圧の大きな変化によって、陸上の液体貯蔵では、溢流や外殻の破損決壊を生 じる可能性や、また、液体貨物運搬船、ロケット・人口衛星では、その挙動に 悪影響を及ぼす可能性があると考えられ、多くの研究がなされている。
攪拌の分野においては一般に液表面の問題として、液面が渦状に落ち込むボ ルテックスが問題となることが多いが、液面高さが攪拌翼に十分浸かっていな い領域においてはスロッシングが観察される場合がある。しかし、その発生メ カニズムは未解明である。
1.2.9 共振現象
共振とは、外部から強制的に加わる振動の大きさが一定で振動数を変化させ たとき、振動系の固有振動数の近くで振幅が急増する現象のことをいい、1940 年におきたタコマ橋の固有振動数とそこを通り抜ける風速 19m/s の風が起こす 渦の固有振動数とが一致し、落下した話は有名である。当然攪拌機にも固有振 動数が存在し、攪拌翼の回転周波数と共振を起こす可能性があると考えられる。
1.3 本研究の目的
液体の攪拌とは、物質を製造する工業分野において、不可欠な操作である。
その目的は、混合均一化、物質移動、反応、伝熱と多岐にわたり、物質製造分 野では攪拌機の設計あるいは選定が、重要な課題となっている。
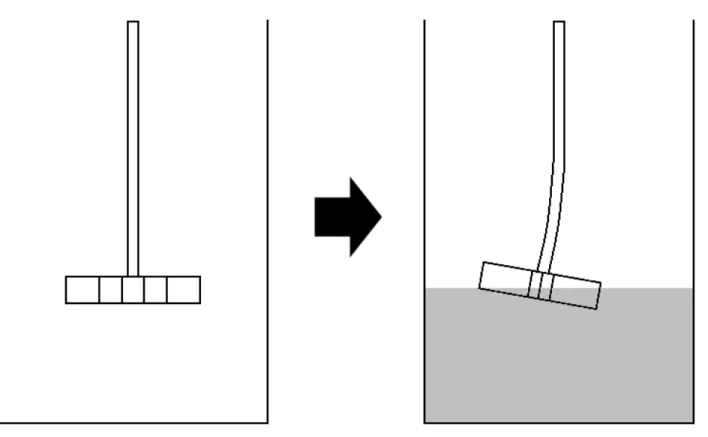
一般的に攪拌機の運転方法として、攪拌翼を回転した状態の攪拌槽へ、攪拌 流体を入れていくという方法がとられている。この時、攪拌流体が攪拌翼下端 付近まで達したときに、攪拌軸が折損するという事故が起きる場合があること が報告されている(Fig.1-3)。この原因として、攪拌翼が液面に接している付 近で起こるスロッシングと呼ばれる液表面が振動しながら回転する現象と攪拌 時の攪拌翼の回転周波数と攪拌機の固有振動数が一致することにより発生する 共振現象が考えられるが、その発生メカニズムは未解明である。
本研究では、攪拌軸の折損メカニズムを解明するために、スロッシングの発 生メカニズムを検討し、攪拌機の固有振動数、攪拌運転時における攪拌機の振 動加速度の周波数解析から共振現象を検討し、攪拌軸折損との関係を調べた。
Fig. 1-3 Fracture accident
第2章 実験
2.1 緒言
攪拌軸を折損させる原因として考えられるスロッシングと共振現象の発生メ カニズムを解明させることを目的とした。
本実験においては、市水を攪拌翼下端付近までいれた円筒平底攪拌槽を用い、
攪拌翼としては、一般汎用翼の1つである6枚平羽根パドル翼を用いた。
本章では、2.2節に実験装置の概略図、2.3節においては、使用した攪 拌槽および攪拌翼の詳細形状、2.4節では実験条件、さらに2.5節では、
スロッシングの検討方法および共振現象の発生メカニズムについての検討方法 を示す。
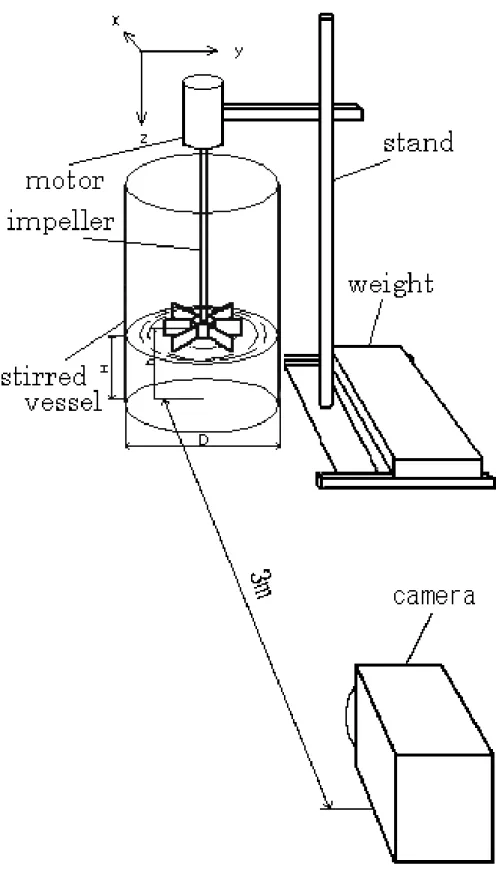
2.2 実験装置の概略図
本実験に用いた実験装置の概略図をFig. 2-1に示す。攪拌槽は円筒平底攪拌
槽(槽径 200mm、高さ 300mm)である。攪拌翼には6枚平羽根パドル翼(材質
SUS304、直径100mm、翼高さ20mm)であり、攪拌軸(材質A1070またはSUS304、
直径8mm、長さ350mm)に取り付け、攪拌軸を攪拌モーター(HEIDON社製、
type1200Gまたは type600G)に翼下端より 240mmの位置に固定した。攪拌翼
は槽の中心に、翼の下端が槽底より90mmの位置に設置した13)。
Fig.2-1 Schematic diagram of stirred vessel
2.3 攪拌翼および攪拌槽
回転機械系の攪拌装置の構成としては、攪拌流体を入れる攪拌槽、流動状態 を生じさせる攪拌翼、駆動源からのエネルギーを攪拌翼に伝達する攪拌軸等か ら成る。攪拌翼は攪拌流体の粘度等の諸性質によって、大きさや形状など様々 な種類のものが使い分けられ、平羽根パドル翼は広く使われている攪拌翼の一 つである。
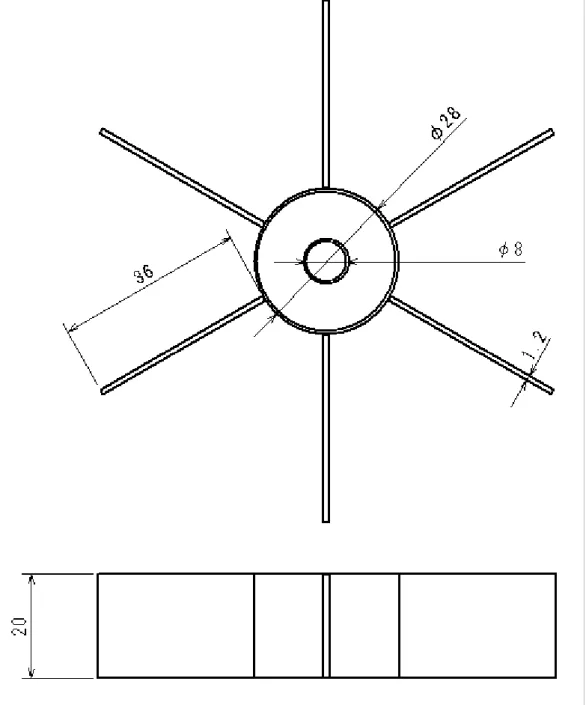
本研究で使用した一般汎用翼である6枚平羽根パドル翼および攪拌槽の詳細 形状をFig. 2-2、Fig. 2-3に示す。
Fig. 2-2 Schematic diagram of 6-blade flat paddle(D=0.1m)
2.4 実験条件
攪拌流体として、市水(密度ρ=1006kg/m3、粘度μ=0。001Pa・s、水温17。 5℃)を使用し、液高さを槽底より90mm(翼下端と接する位置)から120mmまで、
翼回転数は100rpmから1000rpmまで変化させて実験を行った。
攪拌翼:6枚平羽パドル翼 攪拌軸:A1070軸、SUS304軸 攪拌モーター:1200G、600G 液高さ:90mm~120mm 翼回転数:100rpm~1000rpm
2.5 実験装置および測定法
2.5.1 スロッシングの検討
Fig. 2-4 に本実験でスロッシング検討に用いた実験装置を示す。
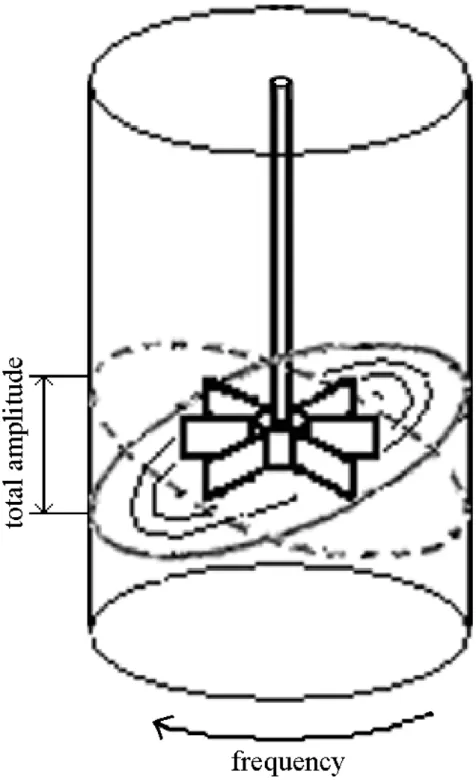
スロッシングの発生メカニズムを検討するために、液高さや図中の攪拌モー ターの回転数を変化させ、液面の振動状態を図中のデジタルビデオカメラで撮 影した。撮影した画像を再生することにより、スロッシングの発生回転数と、
全振幅および、波が円周方向へ 20 回転するときの経過時間によりスロッシング の周波数を求めた。(Fig. 2-5)
2.5.2 攪拌翼の固有振動数測定
Fig. 2-6 に本実験で攪拌機の固有振動数測定に用いた実験装置を示す。また、
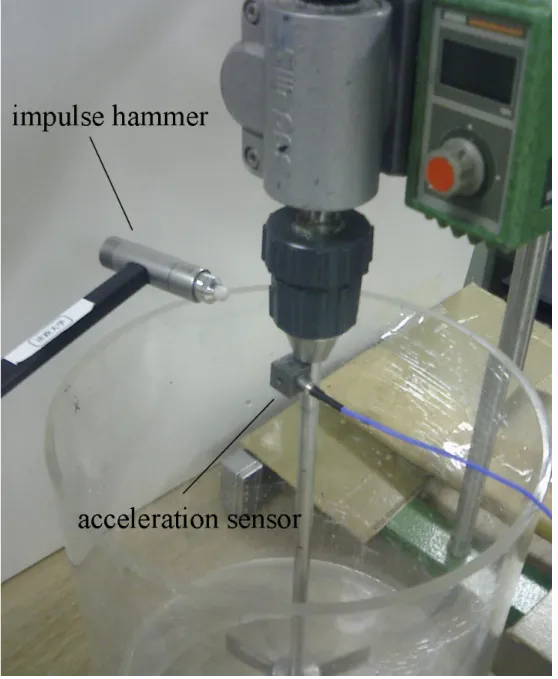
実験に用いた加速度検出器および、インパルスハンマの写真を Fig. 2-7 に示 す。
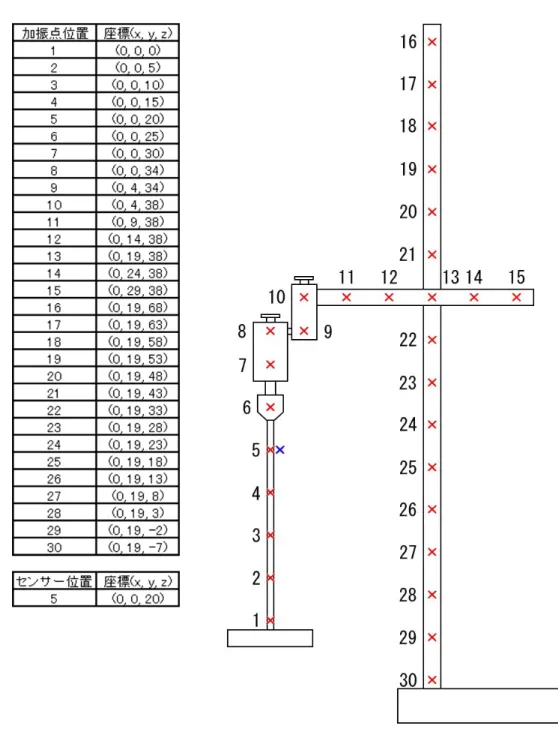
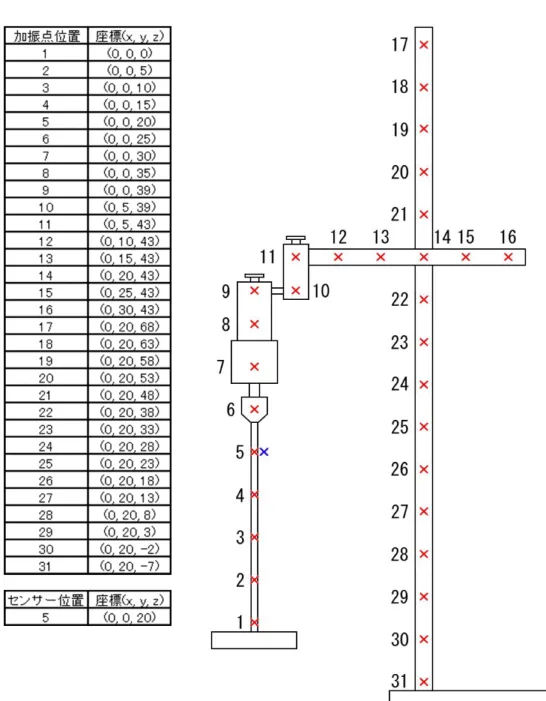
攪拌機の固有振動数測定は、攪拌軸に加速度検出器を取り付け、攪拌機のモ デル化に必要な 30 点に実験モード解析用のインパルスハンマで打撃を加え、軸 の加速度のアナログ電圧信号をデータとして採り込んだ。加振点位置をFig. 2
-8、Fig.2-9 に示す。さらに、得られたデータを非線形最適化法によりモー ド解析を行った。また低周波領域で高いピーク値を示す周波数を攪拌機の固有 振動数と同定した。また数値解析ソフトウェアを用い、Fig.2-10 に示すよう な攪拌翼の有限要素モデルを作成し、固有値解析を行った8)。
2.5.3 攪拌運転時における攪拌機の振動の周波数解析
共振現象の有無を分析するために、攪拌運転時における振動加速度を周波数 解析した。Fig. 2-11 に本実験で周波数解析に用いた実験装置を示す。加速度 検出器をモーターに取り付け(Fig. 2-12)、回転数を 100rpm から 1000rpm まで、
5rpm ごとに攪拌機の振動加速度の周波数解析を行い、上記 2.5.2 で得られた固 有振動数と比較することによって共振現象について検討した。
Fig. 2-4 Schematic diagram of sloshing investigation
Fig. 2-5 Definition of total amplitude and frequency
Fig. 2-6 Schematic diagram of sloshing measurement apparatus
Fig. 2-7 Impulse hammer and Acceleration sensor
Fig. 2-8 Excitation position (1200G)
Fig. 2-9 Excitation position (600G)
Fig. 2-10 Analytical model
Fig. 2-12 Sensor position
第3章 スロッシング
3.1 緒言
本章では、攪拌翼折損の原因の1つとして考えられるスロッシングについて 検討した。スロッシングの発生する回転数、スロッシングの全振幅、および波 が円周方向へ 20 回転するときの経過時間によりスロッシング周波数を測定し、
スロッシングの発生メカニズムを解明することを目的とした。
3.2 ヒステリシス曲線
スロッシングの検討を行うのに際し、単位時間あたりの回転数の増加に対す るスロッシングの発生回転数への影響を検討するためにヒステリシス曲線を考 えた。Fig. 3-1 には回転数 50rpm~400rpm の範囲で 2 秒毎に 1rpm ずつの増加 または減少、Fig. 3-2 には回転数 100rpm~160rpm の範囲で 2 秒毎に 1rpm ずつ 増加または減少させたヒステリシス曲線を示す。1 分毎に上昇させた場合と1分 毎に減少させた場合の曲線はほぼ同一の曲線を描くのに対し、2 秒毎に増加させ た曲線と2秒毎に減少させた曲線は大きく異なった。これは 2 秒毎に減少させ るとスロッシングが慣性力の影響により振幅の減少が遅くなったと考えられる。
また 2 秒毎に増加させるとスロッシングの発生し始める回転数も高回転側にず れることがわかった。1 分毎では慣性力の影響を受けていないと考えられる。さ らに実験を重ねた結果、30 秒以上では慣性力の影響を受けないことがわかった。
以上のことより、スロッシングの検討を行うための実験に際し、回転数の増 加は 30 秒毎に 1rpm ずつ増加とした。
Fig. 3-2 Hysteresis curve (SUS304, per60s)
3.3 スロッシングの全振幅
回転数増加に伴うスロッシングの全振幅の変化を調べるために、Fig. 3-3~
Fig. 3-7 に各液高さによる A1070 軸と SUS304 の全振幅変化の比較を示す。ど の液高さにおいても A1070 軸と SUS 軸で、スロッシングの発生回転数および全 振幅の変化に差異は見られなかった。従って、軸の素材は全振幅に影響を与え ないことがわかる。
次に、Fig. 3-8、Fig. 3-9 にはそれぞれ A1070 軸における液高さの比較、
SUS304 軸における液高さの比較を示す。A1070 軸、SUS304 ともに、92mm では 130rpm 付近、90mm、95mm、97mm では 200rpm 付近、100rpm では 300rpm からスロ ッシングが観察された。またどの液高さにおいてもスロッシングの全振幅は発 生回転数より急激に増加し、その後ほぼ 40mm 付近において一定値となった。
つまりスロッシングの全振幅は軸の材質に依存せず、またスロッシング発生 後は翼回転数に依存せず、ほぼ一定の値をとることがわかった。
Fig. 3-3 Comparison between Rotation rate and Total amplitude (90mm, 600G)
Fig. 3-5 Comparison between Rotation rate and Total amplitude (95mm, 600G)
Fig. 3-7 Comparison between Rotation rate and Total amplitude (100mm, 600G)
Fig. 3-9 Comparison between Rotation rate and Total amplitude (SUS304, 600G)
3.4 スロッシング周波数
回転数の増加に伴うスロッシング周波数の変化を調べた。まず、円筒形容器 におけるスロッシング周波数の理論式を次式に示す。
これらの結果よりスロッシングは、本実験におけるスロッシング周波数であ
る2.3Hz以上の回転周波数(138rpm)以上の回転数にて発生すると考えられる。ス
ロッシング周波数は(3-1)式、(3-2)式にもあるように、液面高さには依存する が、翼の回転数には依存しない。回転数によらず一定値をとることや、液面高 さの増加に伴いスロッシング周波数が増加したのは、そのためと考えられる。
R f gh
92 π .
=0 (3-1) f:加振動数
g:重力加速度 h:液面高さ R:半径
また、液体貯蔵タンク等の耐震設計の分野で使われているスロッシング周期の 実験式を次式に示す。
⎟⎠
⎜ ⎞
⎝
⋅ ⎛
= D
H g
Ts D 3.68
68 coth .
2π 3 (3-2) Ts:スロッシングの固有周期(s)
D:タンク内径(m) H:液面高さ(m) G:重力加速度(m/s2)
この式に本実験で用いたパラメータを入れると液面高さ 90mm では、スロッシン グ周波数は、理論式においては 2.75Hz、実験式においては 2.06Hz となった。
Fig. 3-10~Fig. 3-14 には各液高さにおけるA1070軸とSUS304の比較を
示す。A1070軸、SUS304軸ともに135rpm付近からスロッシングが発生し始め、
500rpm 以上では周波数は翼回転数によらず一定値(2.3Hz)となった。しかし、
91mmと 93mmにおいて、900rpm以上では回転周波数の増加が認められた。こ のとき液表面では、スロッシングが消滅し始め、ボルテックスが発生し始めて いた。その結果回転周波数が増加したものと考えられる。また、Fig. 3-15、
Fig. 3-16 にはそれぞれ、A1070 軸、SUS304 軸における液高さの比較を示す。
この図より、液高さの増加とともに周波数は増加するという結果が得られた。
Fig. 3-10 Comparison between Rotation rate and Frequency (91mm, 1200G)
Fig. 3-12 Comparison between Rotation rate and Frequency (93mm, 1200G)
Fig. 3-14 Comparison between Rotation rate and Frequency (95mm, 1200G)
Fig. 3-16 Comparison between Rotation rate and Frequency (SUS304,1200G)
Table 3-1 Sloshing frequency (A1070, 1200G)
Table 3-2 Sloshing frequency (SUS304, 1200G)
3.5 スロッシングの範囲
前節までの結果より、スロッシングの発生は攪拌軸の材質によらず、攪拌翼 の回転数と液面高さに依存することがわかる。Fig. 3-17 にスロッシングの発 生する翼回転数と液高さの範囲を示す。液面高さ 90mm~95mm の範囲ではスロッ シングの発生はスロッシング周波数である 2.3Hz(138rpm)付近より発生し、
1000rpm 付近よりじょじょに、スロッシングは消滅しはじめ、変わりにボルテッ クスが発生し始めた。96mm 以上の液面高さにおいては、スロッシングの発生は じょじょに高回転側へと移動し、スロッシングの消滅およびボルテックスの発 生する回転数はじょじょに低回転側へと移動した。103mm 以上の液面高さにおい ては、スロッシングは発生せず、ボルテックスのみが発生していた。
Fig. 3-17 Sloshing area
3.6 結言
スロッシングの発生メカニズムを検討した結果、以下のことがわかった。
1) スロッシングの発生は軸の素材には依存せず、攪拌翼の回転数および液面高 さに依存し、スロッシング周波数以上の回転周波数で攪拌翼を回すと発生す ることがわかった。
2) 本実験においては回転数 1000rpm 以上になるとじょじょにスロッシングは 消滅し始め、変わりにボルテックスが発生し始め、液面高さが増加するにつ れて、スロッシングが発生する回転数範囲も狭まり、103mm 以上の液面高 さにおいては、スロッシングは発生しないことがわかった。
3) スロッシングの全振幅および周波数は軸の素材や攪拌翼回転数に依存せず、
一定の値をとることがわかった。
以上のことより、スロッシングの発生する状況下において、高回転になるほど スロッシング周波数と攪拌翼の回転周波数が大きく異なるため攪拌軸に負荷が かかり攪拌軸が折損する可能性があるといえる。
第4章 共振現象
4.1 緒言
本章では、攪拌翼折損の原因の1つとして考えられる共振現象について検討 した。液面の高さは液面が攪拌翼に2mm浸かった92mmで統一した。
まず4.2節において、固有振動数測定結果について報告し、さらにモード 解析結果について述べる。そして4.3節には攪拌運転時における周波数解析 の結果を4.2節の固有振動数測定結果と比較し、共振現象の有無について述 べる。
4.2 攪拌機の固有振動数
4.2.1 固有振動数の測定結果
Fig. 4-1~Fig. 4-8 に各軸、各モーターにおける固有振動数測定結果を示 す。Table 4-1 には、これらの結果の低周波領域における固有振動数をまとめ て示す。
Fig. 4-2、Fig. 4-4、Fig. 4-6、Fig. 4-8 の全 FRF 振幅の等高線図より、
FRF Number の低い値、つまり攪拌軸が共振時に大きく振動することがわかった。
Table 4-1 の結果より、実験と解析において固有振動数に差異がみられたこ とがわかる。この原因として、解析においてモデル化したのは、攪拌軸と攪拌 翼のみで、モーターやスタンドをモデル化していないことが原因と考えられる。
また Fig. 4-9 には使用した円筒平底攪拌槽の固有振動数測定結果を示す。
この結果より攪拌槽には低周波領域における固有振動数はないことがわかった。
Table 4-1 Natural frequency measurement results
Experiment Simulation
A1070 (1200G) 8.9Hz, 15.1Hz 25.3Hz
SUS304 (1200G) 8.9Hz, 15.5Hz 39.8Hz
A1070 (600G) 8.1Hz, 13.4Hz 25.3Hz
SUS304 (600G) 8.0Hz, 13.6Hz 39.8Hz
Fig.4-1 Natural frequency (A1070, H=92mm, 1200G)
Fig.4-3 Natural frequency (SUS304, H=92mm, 1200G)
Fig.4-5 Natural frequency (A1070, H=92mm, 600G)
Fig.4-7 Natural frequency (SUS304, H=92mm, 600G)
Fig.4-9 Natural frequency (Stirred Vessel)
4.2.2 固有モード
Fig. 4-10~Fig. 4-13 には、上記 4.2.1 で得られた各固有振動数におけ るモードシェイプを示す。各軸、各モーターともに 1 次モードにおいては、攪 拌軸が X 方向に振動し、2 次モードにおいては、攪拌軸に連成して攪拌機全体が X 方向へ大きく振動することがわかった。
Fig.4-10 Mode shape (A1070, H=92mm, 1200G)
Fig.4-12 Mode shape (A1070, H=92mm, 600G)
4.3 攪拌運転時におけるスペクトル分布
Fig. 4-14~Fig. 4-27 には、各軸、各モーターにおける、周波数分析結果 の一例を示す。回転数が上昇するとスペクトルに明確な頂部の発生が見られた。
まずスロッシングの発生する 135rpm 付近より、スロッシング周波数である 2.3Hz 付近において高いピークが見られた。これは、攪拌翼の回転周波数がスロ ッシングの周波数である 2.3Hz(138Hz)以上ではスロッシングが発生するためと 考えられる。また、A1070 軸・1200G においては 534rpm、907rpm 付近において はそれぞれ 8.9Hz、15.1Hz、SUS304 軸・1200G においては 534rpm、928rpm 付近 においてそれぞれ 8.9Hz、15.5Hz、A1070 軸・600G においては 486rpm 付近にお いて 8.1Hz、SUS304 軸・600G においては 480rpm 付近において 8.0Hz に高いピー クが見られ、攪拌機全体が振動した。これは、例えば A1070 軸・1200G の場合、
534rpm は回転周波数 8.9Hz であるため、攪拌機の固有振動数 8.9Hz と一致して 共振を起こしたと考えられ、907rpm(15.1Hz)についても同様に、固有振動数で ある 15.1Hz と一致して共振を起こしたと考えられる。SUS 軸、600G モーターに ついても同様に、攪拌機の固有振動数と攪拌翼の回転周波数が一致したため共 振を起こしたと考えられる。
Fig.4-15 Spectrum distribution (A1070, 150rpm, H=92mm, 1200G)
Fig.4-17 Spectrum distribution (A1070, 907rpm, H=92mm, 1200G)
Fig.4-18 Spectrum distribution (SUS304, 110rpm, H=92mm, 1200G)
Fig.4-19 Spectrum distribution (SUS304, 150rpm, H=92mm, 1200G)
Fig.4-21 Spectrum distribution (SUS304, 928rpm, H=92mm, 1200G)
Fig.4-23 Spectrum distribution (A1070, 150rpm, H=92mm, 600G)
Fig.4-25 Spectrum distribution (SUS304, 110rpm, H=92mm, 600G)
Fig.4-27 Spectrum distribution (SUS304, 480rpm, H=92mm, 600G)
4.4 結言
共振現象の有無を検討した結果以下のことがわかった。
1) 攪拌機の固有振動数は軸の材質や、モーターの種類に依存し、共振時には攪 拌軸が大きく振動し、それに連成して攪拌機全体が大きく振動する。
2) 攪拌機の固有振動数と攪拌翼の回転周波数が一致すると共振現象が発生し、
攪拌機の振動加速度の周波数解析を行うとその振動数に明確なピークが認 められ、スロッシングが発生する領域にはスロッシングの周波数にもピーク が認められた。
以上のことより、攪拌運転時において共振現象が発生し、攪拌軸が折損する可 能性があることがいえる。
第5章 結論
本研究により、以下のことがわかった。
z 液面が翼下端付近において攪拌翼を回転させると、スロッシング周波数以上 の翼回転周波数では、スロッシング現象が発生する。
z 攪拌機の固有振動数の周波数と攪拌翼の回転周波数が一致すると、攪拌機に 共振現象が発生する。
スロッシング周波数は攪拌翼の回転数にかかわらず一定であり、翼が高回転 になるほどスロッシング周波数と回転周波数が大きく異なるため攪拌軸に負荷 がかかり、また、攪拌機の共振現象が発生する条件下においても軸が折損する 可能性がある。
従って、攪拌機運転時の注意点として、翼を回転させた状態で液体を注入し ていく場合には、スロッシングが発生しない低回転数で回転させ、液体が攪拌 翼に十分浸かってから、目的の回転数に上げることが必要である。また、攪拌 機の固有振動数を事前に測定し、その周波数付近の回転数での撹拌機の運転を さけることも重要である。
参考文献
1) 山本一夫、西野宏監修 「攪拌技術」 佐竹化学機械工業株式会社 (1992) 2) 笠原英司 現代水力学、オーム社 (1983)
3) 牧野光雄 航空力学の基礎(第2版)、産業図書 (1989) 4) 浅野健治 Mixing Technology Now No.4、6 (1998)
5) Kramers, H. , G. M. Baars and W. H. Knoll:chem. Eng. Sci.、3、35 (1953) 6) 永田進治、柳本督通、横山藤平:化学工学、21、278 (1957)
7) 竹田邦彦、星野照彦、清水克夫、西畑隆男:化学工学、32、369 (1968) 8) 長松昭男 モード解析入門
9) 近辻尚司:法政大学大学院工学研究科機械工学専攻修士論文 (1999) 10) 富樫寛之:法政大学大学院工学研究科機械工学専攻修士論文 (2001) 11) 沖花晴信:法政大学大学院工学研究科機械工学専攻修士論文 (2002) 12) 徳永大造:法政大学工学部機械工学科卒業論文 (1998)
13) 松下朋裕:法政大学工学部機械工学科卒業論文 (2003)
謝辞
本研究を進めていくに当たって、誠意ある御指導、御教授並びに適切な御助 言また、終始変わらぬ御激励を賜りました 法政大学工学部機械工学科教授 新井和吉先生、同助手岩原光男先生に深く感謝するとともに、心より御礼申し 上げます。
また、良き同士として終始貴重なるアドバイスを下さいました本学大学院工 学研究科機械工学専攻修士課程 2 年金本健吾氏、原田哲平氏、同 1 年春日直樹 氏、加納学氏また共同研究者として研究を行なってくれました本学工学部機械 工学科 4 年上原聡氏、出口雅紀氏に深く感謝するとともに、心より御礼申し上 げます。