25 25 平成21年 3 月31日 2009年春季第56回応用物理学関係連合講 演会日本真空協会企画シンポジウムで発表 1 産業技術総合研究所太陽光発電研究センター化合物薄膜チーム (〒3058568 茨城県つくば市梅園 111 中央第二事業所) 25 25 ―( )― Vol. 53, No. 1, 2010
解
説
カルコパイライト系薄膜太陽電池の開発の現状と将来展望
石塚
尚吾
1・小牧
弘典
1・吉山
孝志
1・水越
一路
1山田
昭政
1・仁木
栄
1Recent Developments in Chalcopyrite Solar Cell and Module Technologies
Shogo ISHIZUKA1, Hironori KOMAKI1, Takashi YOSHIYAMA1,
Kazuyuki MIZUKOSHI1, Akimasa YAMADA1 and Shigeru NIKI1
1Research Center for Photovoltaics, National Institute of Advanced Industrial Science and Technology, 111 Umezono, Tsukuba, Ibaraki 3058568, Japan
(Received July 28, 2009, Accepted September 7, 2009)
Chalcopyrite Cu(In, Ga)Se2(CIGS) and related compounds belong to the semiconducting IIIIVI2materials family and are most promising thin ˆlm solar cells which have demonstrated up to 20 cell e‹ciencies and over 15 module e‹ciencies to date. Many CIGS companies in EU, US, and Japan have started several ten MW/year scale commercial production and have announced to in-crease their production capacities further within a couple of years. In this review, recent developments in highly e‹cient CIGS module technologies and issues to be solved for further development are discussed. Recent progress in the development of reliable alkali incor-poration control techniques which is required to demonstrate high cell e‹ciencies from ‰exible CIGS cells fabricated on alkali-free substrates is also introduced. The mechanism behind the beneˆcial eŠects of alkali doping into CIGS absorber layers is also discussed.
. は じ め に 現在まで,太陽電池市場のシェアのほとんどは結晶系シリ コンによって占められている.一方で薄膜太陽電池のシェア は ま だ 小 さ い が , カ ル コ パ イ ラ イ ト 系 Cu ( In, Ga ) Se2 (CIGS)太陽電池に関しては多くの企業が小規模生産の段階 から着実に生産量を増やし,さらなる増産とシェア拡大に前 進している.国内の CIGS 系太陽電池企業としては,すでに 昭和シェルソーラーが80 MW/年,ホンダソルテックが27.5 MW/年規模の生産段階にある.欧州,特にドイツでは各種 薄膜太陽電池の多国籍企業がひしめき合い,CIGS 系では OderSun 社 , Global Solar Energy 社 , Sulfurcell 社 , Solibro社,Avancis 社,W äurth Solar 社,Solarion 社といっ
た企業が大規模な量産計画を進めている1,2).米国では CdTe 太陽電池の開発も盛んに行われており,First Solar 社の累 積生産量は既に 1 GWを 超え,生産規模も2009年末には 1 GW/年を超えるとしている3).65 MW/年の生産設備を2009 年に構築した Abound Solar 社は,ガラス基板のローディン グからモジュール完成までの時間はわずか2.5時間で,変換 効率は10程度であるという4).エネルギーペイバックタイ ムはわずか 5 ヶ月と短く,製造コストは $1/W 以下と安価 である.さらに北米と欧州を対象としたリサイクルサービス 体制を整備しており,Cd の取り扱い問題にも対応してい る.今のところ日本国内において CdTe 太陽電池の市場がな いとはいえ,欧米においては CdTe 太陽電池と CIGS 太陽電 池との市場競合も想定されるため,経営戦略の観点からもそ の研究開発動向,市場動向が注目される. さて,それでも CIGS 太陽電池は薄膜太陽電池の中で最も 高い変換効率を有し,また長期信頼性や意匠性にも優れる特 長があるため,固定設置のパネル型太陽電池モジュールとし てはもちろんのこと,高性能なフレキシブル太陽電池として も様々な応用と普及が期待できる.CIGS 太陽電池における 光吸収層の作製には多様な手法を応用することができ,性能 と製造コストとのバランスを考慮して,蒸着法,セレン化・ 硫化法,印刷法,電着法,塗布法などから選択できる.これ らの手法の中にはまだ研究開発段階にあり量産用製法として は開発途上のものもあるが,CIGS 製膜技術は着実に日々進 歩している.現在でも,三段階法に代表される同時蒸着法の ような高効率が得られる手法をいかに低コストで高生産性の 製造ラインで実現できるかというアプローチと,逆に低コス トな手法によってどれだけ高い効率が達成できるかという双 方向のアプローチで研究開発が盛んに行われている.特に, これまで小面積で高い効率を得るには蒸着法が適しており, 産業用大面積モジュール作製にはセレン化法が向いていると 言われていたが,最近では蒸着法を量産用製造ラインに用い る企業も少なくなく,またセレン化法でも高い変換効率が報 告されるようになった.先に挙げた国内企業 2 社はいずれ も セ レ ン 化 法 を 採 用 し て い る が , 欧 米 で は Solibro 社 や W äurth Solar 社,GSE 社などが蒸着法を採用している.本 稿では,蒸着法を用いた大面積モジュールの高効率化プロセ ス技術開発について紹介する.一方,フレキシブル太陽電池 は薄膜太陽電池の特長を活かした製品のかたちの一つであり, CIGS 光吸収層を用いた高効率フレキシブル太陽電池によっ て,固定設置型モジュールとは異なる新たな太陽電池の市場 形成も期待できる.しかし,フレキシブル CIGS 太陽電池の 作製には,従来のガラス基板によるパネル型モジュールの製 造工程にはなかった解決すべき新たな技術的課題が生じる. ここではそのようなフレキシブル CIGS 太陽電池の高効率化 に向けた研究開発の取り組みについても紹介する.
26 26
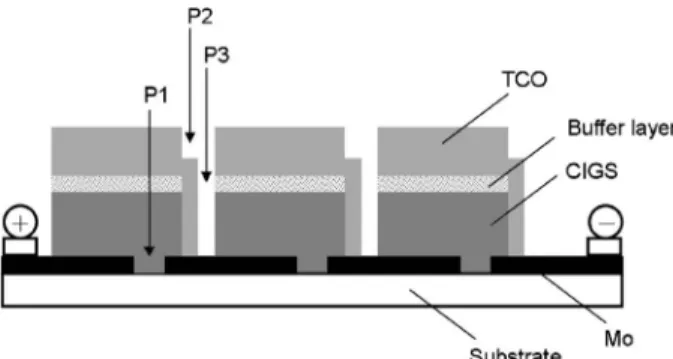
Fig. 1 Cross sectional illustration of the monolithically in-tegrated CIGS module.
Fig. 2 Typical sequence of monolithically integrated CIGS module fabrication processes.
Fig. 3 Schematic diagram of the in-line CIGS evaporation system. 26 26 ―( )― J. Vac. Soc. Jpn. . CIGS集積型サブモジュールの高効率化 . 集積型モジュールの製造プロセス CIGS 集積型モジュールの基本構造は Fig. 1 に示される ような構成でほぼ確立されている.裏面電極には Mo が用い られ,研究機関や企業等によってバリエーションが出てくる のは CIGS 光吸収層やバッファ層の材料や製膜方法である.
光吸収層は IIIIVI2化合物で構成され,I 族には Cu や Ag,
III族には In, Ga や Al など,また VI 族には Se や S などの 材料をそれぞれ組み合わせて用いることができる.バッファ 層材料としては,これまで小面積セルでは CdS を用いるこ とにより最高効率が達成されており,欧米では CdS を用い ている企業が多い.国内では昭和シェルソーラーが ZnS(O, OH)系,ホンダソルテックは InS 系を用いており,いずれ も Cd は使用していない.バッファ層の作製方法は化学析出 法(CBD)が一般的であるが,スプレー法など他の手法を 用いた例も報告されている5).透明電極(TCO)層には主に 酸化亜鉛系材料が用いられ,TCO 層の製膜法としてはスパ ッタ法のほか,化学気相成長法(CVD)などが用いられる 場合もある.Fig. 1 の集積型モジュールを製造するためのプ ロセス概要が Fig. 2 に示される.CIGS 太陽電池は複数の ウェハでモジュールが構成される結晶系シリコン太陽電池と 異なり,一枚のガラス基板上に複数の単セルが集積化された モノリシック構造となるため,各製膜工程間にスクライブに よるパターニング加工 P1~P3 が施される.P1 の Mo 電極 スクライブにはレーザが用いられ,P2, P3 の光吸収層及び 透明電極層のスクライブはメカニカル,つまりカッターなど で物理的に切り分ける工程となる.工程の共通化に向け P1 から P3 までを一貫してレーザスクライブで実現するため, P2 以降をもレーザで行うための技術開発も試みられている が6),CIGS 光吸収層のレーザスクライブ断面付近の組成変 化などの問題があり,実際の製造ラインに応用するためには まだ時間を要するものと思われる. . 多元蒸着法のインラインプロセス化 三段階法に代表される多元蒸着法は,現在まで最も高い変 換効率が得られる CIGS 製膜方法であり,この手法を用いた 量産製造プロセスの確立は,市販モジュールの高変換効率化 を目指す上で重要である.我々はこれまでに,集積型モジ ュールにおけるデッドエリア(非発電領域)や透明電極製膜 条件などから発生する損失を最小限にするべく,デバイス構 造や作製工程において最適化を行い,多元蒸着製膜による CIGS 集積型サブモジュールにおいて変換効率15.9を達成 している(アパーチャ面積75.7 cm2)7).現在の市販 CIGS 系 太陽電池モジュールの変換効率が11~12程度であること を考えると,市販モジュールと同じ構造を有するこのサブモ ジュールの変換効率は極めて高く,多元蒸着法による CIGS 太陽電池モジュールの量産ライン確立によって高効率な CIGS 太陽電池の普及促進が期待できることが示唆される. 多元蒸着法を大面積モジュールのインライン製造プロセス に応用するためには,膜厚や組成の均一性制御が重要である. Fig. 3に イ ン ラ イ ン CIGS 蒸 着 製 膜 プ ロ セ ス の 概 略 を 示 す.蒸着源として Cu, In, Ga,および Se の単体原料を用い ており,ライン状クヌッセンセル(K セル)より発生した 各蒸着源はセル上部を通過する基板に到達し CIGS 薄膜が形 成される.インライン多元蒸着でも面内均一性に優れた CIGS薄膜を作製することができており,このインライン装 置を用いて作製した CIGS 光吸収層を用いた集積型サブモジ ュールで変換効率15.5(アパーチャ面積76.3 cm2)を達成 している8).この結果から,量産用にデザインされた多元蒸 着装置で高い変換効率を有する CIGS 太陽電池モジュールの 作製が十分可能であることが示され,今後商業用量産に向け た本格的な製造ラインの実現が期待される.
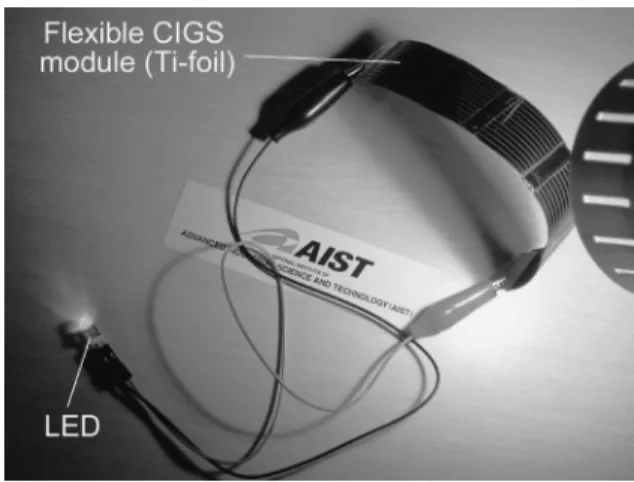
27 27 Fig. 4 A lighting LED powered by a ‰exible CIGS module
fabricated on Tifoils.
Fig. 5 Structure of ‰exible CIGS solar cell using ASTL to control the process of adding alkali. The Na concentration in CIGS layers can be controlled by varying the ASTL thick-ness. 27 27 ―( )― Vol. 53, No. 1, 2010 . フレキシブル CIGS 太陽電池の高効率化 . 期待される応用例と市場 軽量でモバイル用途にも向き,耐荷重制限のある場所や曲 面への設置を可能にするフレキシブル太陽電池は,太陽光発 電の更なる普及を促進させる鍵として期待される.CIGS 太 陽電池はガラス基板上の小面積セルで20の高い変換効率 が達成されているが,その優れた特長をフレキシブル太陽電 池でも活かすことができれば,軽量でコンパクト,且つ曲げ られる高性能太陽電池として様々な応用が期待できる.Fig. 4にチタン箔を基板としたフレキシブル CIGS 太陽電池モジ ュールの例を示す. . フレキシブル CIGS 太陽電池の高性能化に必要な技 術課題 従来のガラス基板を用いたパネル型太陽電池モジュールと 異なり,フレキシブル太陽電池では基板材料の選択から重要 な課題となる.高性能 CIGS 太陽電池の基板として要求され るのは,真空装置への投入が可能であることや CIGS 製膜温 度に耐えうる耐熱性を有することのほか,表面の平滑性や耐 湿性,化学溶液耐性,重量,またはコストも重要となる.特 に物理的な性質として,線膨張係数が CIGS の値 8~11× 10-6K-1に近いことが望ましく,極端に線膨張係数がこれ と異なる基板を用いると CIGS 光吸収層にストレスが生じ, 結晶学的な欠陥のほか,割れや剥離など明らかな不良が発生 することもあり,高性能な太陽電池を得ることが難しくな る.線膨張係数が CIGS に近いフレキシブル基板材料の例と しては,チタン箔(8.5×10-6K-1)やステンレススチール (SUS410, 10.4×10-6K-1)などが挙げられる. CIGS 太陽電池は,アルカリ金属,特に Na を添加するこ とで性能が大幅に向上することが知られている.ソーダライ ムガラスを基板に用いた従来のパネル型モジュールでは, CIGS 製膜時に基板から Na が CIGS 光吸収層に拡散して取 り込まれるため別途 Na を添加する工程を設ける必要はない が,金属箔やポリマーなどの無アルカリ基板を用いる場合に は,性能向上のため Na 添加の工程が必要となる.その他に も重要な課題として,フレキシブル基板上の高精度なスクラ イビングがある.フレキシブル基板上の集積化は容易ではな く,現在のところフレキシブル CIGS 太陽電池モジュールは グリッド電極型となる場合が多い.このように,フレキシブ ル CIGS 太陽電池の作製においては従来のガラス基板を用い たモジュール作製時にはなかった新たな技術的課題が多く発 生する.ここでは,その中でも特にフレキシブル CIGS 太陽 電池の高効率化のために重要な Na 添加制御技術に焦点を当 てる. . ケイ酸塩ガラス薄膜を用いた Na 制御 アルカリを含有しない基板上に CIGS 太陽電池を作製する 場合,これまでよく用いられてきた手法が,NaF などのア ルカリ化合物を Mo 電極上にプリカーサとして用いる手法で ある9).NaF を CIGS 製膜後に蒸着し,アニールすることで 拡散させる手法も考案されており10),いずれの手法におい ても太陽電池性能を向上効果させることができる.NaF を プリカーサとして用いる場合には,膜厚を変えることで CIGS への添加量を変化させることができる.しかし,わず か数 nm の NaF 膜厚変化で太陽電池特性が大きく変化して しまうため,制御性に優れているとは言いがたい.特に大面 積製膜に応用するためには,均一性確保はかなり高度な技術 を要求されると考えられる.また,あらかじめ Na を含有し た Mo 電極を用いる手法もある.これは例えば NaF 等を含 有した Mo をスパッタターゲットに用いることで可能であ り,コスト面で折り合いがつけば一度最適な含有量や製膜条 件が決定され,同一条件で作製し続ける量産ラインには適し ていると考えられる. ここで紹介するケイ酸塩ガラス薄膜(Alkali-silicate glass thin layer: ASTL)を用いた Na 制御は,制御性とコスト面 の両方で優れた手法である.これは Fig. 5 に示されるよう に,基板上にケイ酸塩ガラスの薄膜を形成し,この層の製膜 条件,特に膜厚を制御することで Mo 電極層を通過し CIGS 層に取り込まれる Na 量を制御する手法である.ケイ酸塩ガ ラス薄膜には,安価なソーダライムガラスのスパッタ膜など を使用することが可能である.ソーダライムガラスには Na 等のアルカリ金属のほか,Mg や Ca, Al などの酸化物も多 く含まれるが,これらソーダライムガラス薄膜中の多価金属 は CIGS には拡散しないことが確認されており11),この手法 によってアルカリ金属のみを高い精度で CIGS 層に添加制御 することが可能である.
28 28
Fig. 6 Variations of the solar cell parameters of CIGS cells fabricated on Ti-foil substrates with various ASTL thick-nesses (Voc: open circuit voltage, Jsc: short circuit current density, FF: ˆll factor).
Fig. 7 PL spectra of CIGS ˆlms grown on alkali-free glass substrates with various ASTL thicknesses.
28 28 ―( )― J. Vac. Soc. Jpn. . CIGS 太陽電池における Na 効果 Fig. 6は,チタン箔を基板に用いたフレキシブル CIGS 太陽電池のケイ酸塩ガラス層膜厚と太陽電池特性変化の関係 を 示したも のである12). ケイ酸塩 ガラスを 用いるこ とで CIGS 中の Na 濃度が増加し開放電圧と曲線因子の改善が見 られ,変換効率が向上することがわかる.この変換効率の向 上は Na 効果,もしくは広くアルカリ効果として知られてい るが,そのメカニズムについては現在でも議論の余地が残さ れており最終的な結論はまだ出ていない.この手法では, 50~120 nm のケイ酸塩ガラス薄膜を用いることで最高効率 が得られることがわかり,わずか数 nm の膜厚変化で急激に 性能変化が生じる NaF プリカーサを用いる手法よりもゆと りのある制御が可能である.ここで注意すべきは,ケイ酸塩 ガラス層がある厚みを超えた場合,つまり Na が過度に拡散 した場合に,太陽電池の性能低下が見られることである.こ れは,CIGS 中の Na は多過ぎても良くないことを示してお り,Na 添加量制御の重要性を物語っている.CIGS 製膜中 の Na の挙動に関しては,製膜温度550°Cの三段階法におい て Na が存在することで CIGS 構成元素の相互拡散が阻害さ れ小粒径化することが確認できているが,400°C程度の低温 製膜では逆に Na の存在が相互拡散を促進するという報告も あり13),製膜条件ごとに異なるこれらの挙動を解明するこ とが今後重要である. Na添加による CIGS 薄膜の物性変化において,特に顕著 なのがホールキャリア密度増加である.Na 添加によるアク セプタ形成メカニズムとして,Na による InCu アンチサイ トドナ性欠陥の補償効果14),NaIn アンチサイトアクセプタ 性欠陥の形成15),もしくは CIGS 中の Na 濃度増加に伴い O 濃度も増加し,これがドナ性欠陥である Se 空孔を補償する 効果16)などが提案されている.Fig. 7 は無アルカリガラス 基板上に膜厚の異なるケイ酸塩ガラス層をスパッタによる ソーダライムガラス薄膜で形成し,その上に製膜した CIGS 層のフォトルミネッセンススペクトルである.ソーダライム ガラス層の膜厚を厚くすることで CIGS 中の Na 濃度が増加 し,CIGS 薄膜の電気伝導性が向上することがわかる.ここ で,ドナ-アクセプタペア(DAP)発光である DA2 の発光 強度増加が Na 濃度の増加と電気伝導性向上に伴って観察さ れる.同様の深い準位からの発光強度増加は,CuInSe2の大 気アニールでも観察されており17),また DA2 発光のピーク 位置から,その起源は OSe欠陥に由来すると考えられる16). これは O によるドナ性欠陥 Se 空孔の補償効果説を支持する 結果であると言える18).しかし,NaF プリカーサを用いた 実験では CIGS 中の Na と O の濃度に相関性がないというこ とも報告されており13),上に挙げた幾つかの Na 効果のメカ ニズムは,何れか一つのメカニズムが作用していると言うよ りは,複数の効果が同時に作用している可能性が高いとも考 えられる.Na の効果に代表されるアルカリ効果の解明に関 しては,アルカリ以外の同様の効果をもたらすようなドーパ ント材料探索や効果を引き出す CIGS 製膜条件の検討のほ か,他のカルコパイライト系材料や最近研究が活発であるス タナイト系材料等の化合物における効果の有無などの検討を 重ねることで,今後より深い理解が得られるものと期待され る.
29 29 29 29 ―( )― Vol. 53, No. 1, 2010 . 今後の展望 CIGS 太陽電池は,現在最も有望な薄膜型太陽電池の一つ であり,増産・普及によって確固たる市場を形成していくこ とが期待される.小面積セルによる最高変換効率の更新が頭 打ちになってきた感は否めないが,モジュールの高効率化や フレキシブル太陽電池の高効率化などでは着実な進歩が示さ れており,産業として今後益々活発化していくことが期待さ れる.特にフレキシブル太陽電池は,当初薄膜太陽電池の特 徴を活かしたプロダクトアウト的な発想に基づいて登場した ようにも思えるが,最近では太陽電池パネルが携帯電話や自 動車の屋根などに本格的に搭載されるようになり,より軽量 で高効率な太陽電池の需要が期待される.そのような市場の ニーズがある現在の状況も,フレキシブル太陽電池にとって 強い追い風になると考えられる. 謝 辞 ここで紹介した研究の一部は NEDO の支援により実施さ れている.また PL 測定において,産業技術総合研究所エレ クトロニクス研究部門柴田肇主任研究員と筑波大学大学院生 M. M. Islam 氏のご協力に感謝する. 〔文 献〕
1) Taiyoko Hatsuden J šoh šo (RTS Corporation, Tokyo, 2009) Vol. 19, No. 5, p. 3 [in Japanese].
2) T. Nakada: Taiyo Energy Y šuk šo-riyo Saizensen (NTS, Tokyo, 2008) Chap. 13, p. 148 [in Japanese].
3) http://www.ˆrstsolar.com/
4) K. L. Barth: Presented at the 34th IEEE Photovoltaic Specialists Conference, Philadelphia, Pennsylvania, USA, June 712, 2009. 5) D. Corica, S. Buecheler, D. Guettler, A. Chirila, S. Seyrling, R.
Verma and A. N. Tiwari: Proceedings of the 23rd European
Pho-tovoltaic Solar Energy Conference, Valencia, Spain, 2008 (WIP, Munich, 2008) p. 2562.
6) P-O. Westin and M. EdoŠ: Proceedings of the 23rd European Photovoltaic Solar Energy Conference, Valencia, Spain, 2008 (WIP, Munich, 2008) p. 2558.
7) S. Niki, T. Yoshiyama, K. Mizukoshi, H. Komaki, K. Sakurai, S. Ishizuka, H. Shibata, A. Yamada, R. Kaneko and H. Nakanishi: Proceedings of the 23rd European Photovoltaic Solar Energy Conference, Valencia, Spain, 2008 (WIP, Munich, 2008) p. 2129.
8) H. Komaki: Proceedings of the 5th Annual Symposium of Research Center for Photovoltaics, AIST, Tokyo, Japan, June 22 23, 2009 (2009) p. 118 [in Japanese].
9) R. Caballero, C. A. Kaufmann, T. Eisenbarth, M. Cancela, R. Hesse, T. Unold, A. Dicke, R. Klenk and H. W. Schock: Thin Solid Films,517 (2009) 2187.
10) D. Rudmann, A. F. da Cunha, M. Kaelin, F. Kurdesau, H. Zogg and A. N. Tiwari: Appl. Phys. Lett.,84 (2004) 1129.
11) S. Ishizuka, A. Yamada, P. Fons and S. Niki: J. Renewable Sustainable Energy,1 (2009) 013102.
12) S. Ishizuka, A. Yamada, K. Matsubara, P. Fons, K. Sakurai and S. Niki: Appl. Phys. Lett., 93 (2008) 124105.
13) C. A. Kaufmann, R. Caballero, A. Eicke, T. Rissom, T. Eisen-barth, T. Unold, R. Klenk and H. W. Schock: Presented at the 34th IEEE Photovoltaic Specialists Conference, Philadelphia, Pennsylva-nia, USA, June 712, 2009.
14) M. A. Contreras, B. Egaas, P. Dippo, J. Webb, J. Granata, K. Ramanathan, S. Asher, A. Swartzlander and R. Nouˆ: Proceed-ings of the 26th IEEE Photovoltaic Specialists Conference, Ana-heim, 1997 (IEEE, New York, 1997) p. 359.
15) D. W. Niles, K. Ramanathan, F. Hasoon and R. Nouˆ: J. Vac. Sci. Technol. A, 15 (1997) 3044.
16) L. Kronik, D. Cahen and H. W. Schock: Adv. Mater., 10 (1998) 31.
17) K. Kushiya, H. Hakuma, H. Sano, A. Yamada and M. Konagai: Sol. Energy Mater. Sol. Cells, 35 (1994) 223.
18) S. Ishizuka, A. Yamada, M. M. Islam, H. Shibata, P. Fons, T. Sakurai, K. Akimoto and S. Niki: J. Appl. Phys.,106 (2009) 034908.