リチウムイオン電池の信頼性と安全性について
Reliability and safety of lithium ion battery
神山 敦
Atsushi KAMIYAMA
概 要 モバイル製品に搭載されているリチウムイオン電池(LIB)の事故件数に増加傾向が見受けられる. モバイルバッテリー,スマートフォン,ノートパソコンの事故等,LIB が関係する製品事故,LIB の構 造及び特徴について,製品安全の観点から解説する.1.はじめに
私達の身の周りにはスマートフォンをはじめとし た携帯電子機器が数多くあり,電源としてリチウム イオン電池(以下,LIB と省略)が搭載されている. また,コードレスクリーナー,電動工具,電動アシ スト自転車といったパワーが求められる電気製品の 電源としても LIB が用いられ,近年では自動車の 電動化への動きも活発である.また太陽光,風力発 電といった再生可能エネルギーを安定的に電力系統 に供給するために大型蓄電システムの普及が世界各 国で進められ,家庭用太陽光発電電力を自家消費す る目的で LIB が蓄電システムに搭載される等,蓄 電デバイスとしてLIB が多く採用されている. LIB を搭載した製品が商品化されて四半世紀が過 ぎた.特に携帯機器への LIB の搭載が一般的とな り,私達の生活に欠かせない電子部品となっている. その一方,LIB が関係する事故は後を絶たず.近 年では増加傾向にある.本稿では,LIB が関係する 製品事故,LIB の構造及び特徴について,製品安全 の観点から解説する.2.リチウムイオン電池を搭載したモバ
イル三製品の事故
製品評価技術基盤機構(NITE)で公開している身の 周り製品の事故情報によると,LIB 搭載製品が関係 する火災事故は平成 24~28 年度の 5 年間で約 470 件受付調査している 1).事故件数は増加傾向にあり, 平成26,27 年度の 100 件程度に対し,平成 28 年度 は 160 件と急激に増加しており,平成 29 年度はさ らに増加する傾向がうかがえる.平成 28 年度の事 故に占める製品の割合は,モバイルバッテリー, ノートパソコン,スマートフォンのいわゆるモバイ ル三製品で全体の 7 割以上を占めている.平成 24~29 年度(平成 29 年 8 月 1 日現在)モバイル三 製品の LIB による事故のうち,事故原因の判明し ている201 件については,その約 8 割が製品に起因 する事故となっている. 特にモバイルバッテリーの事故は多発しており, 平成25 年度からその発生数が増加し,平成 28 年度 はスマートフォン,ノートパソコンの発生数を上 回っている.モバイルバッテリーの事故件数が増加 している背景にはスマートフォンと外出先で使用す るアプリケーションの普及が要因として考えられる. モバイル三製品の事故原因の内訳を見ると,原因 不明,もしくは製品起因であるが,その原因が不明 なものが半数を占めている.これは LIB 搭載製品 が事故に至った場合,LIB は熱暴走することが多く, 熱暴走した LIB は電極体をはじめとした構成部材 が焼損した状態となり,元の状態をとどめないため, LIB が外部からの受熱で熱暴走に至ったのか,LIB 自身に内部短絡の要因を持っていたのか,LIB 搭載 展 望 特 集リチウムイオン電池の信頼性と安全性について
Reliability and Safety of Lithium Ion Battery
神山 敦
Atsushi KAMIYAMA
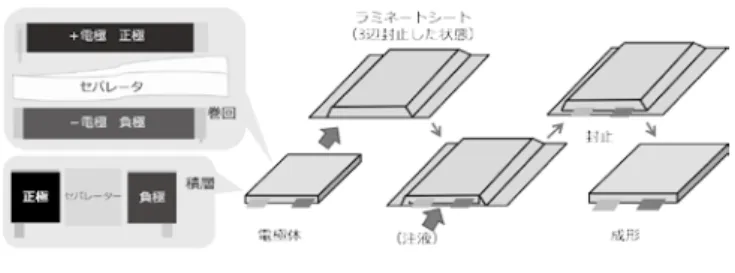
製品に印加された外力による変形によって内部短絡 に至ったのかを特定できないことが多いためである. 事故発生時の状況は,充電時の割合が多いが,非充 電時にも事故が発生している. 2.1 モバイルバッテリーの事故の特徴 LIB,充放電のための制御回路基板,入出力のた めの USB 端子,外郭ケースから構成されるモバイ ルバッテリーは,海外では一般にパワーバンクと呼 ばれている.実装されている LIB は製品の形状に あわせて,円筒形金属缶,アルミラミネートフィル ム外装,角形金属缶タイプがニッケルタブリードを 介して配線接続されている.円筒形金属缶を製品に 実装する際は,乾電池のように電池ホルダーに挿入 するのではなく,プラス端子であるトップキャップ とマイナス端子である缶に,ニッケルタブリード等 を抵抗溶接にて接続し,タブリードを介して製品内 に配線接続している.角形金属缶はアルミ製のもの が多く,その場合,缶はプラス端子となる.マイナ ス端子は缶の蓋に配置されており,電池の厚みが薄 くなるとマイナス端子が小さくなり,タブリードを 接続するのが難しくなる. 図1 モバイルバッテリー構成例イメージ 事故を起こしているモバイルバッテリーのほとん どは,新興国企業が企画,製造した製品を輸入した ものである.これらの製品は安価に入手することが でき,スマートフォンの需要とともに急速に普及し たが,発売後短期間で事故が発生している事例が多 い.また,これらのモバイルバッテリーの中には, 同じ製品であっても製造事業者が異なると思われる 数種類のLIB セルが搭載されているもの,LIB セル の固定が不十分なもの,配線の絶縁に問題があるも の等,製造品質的に粗雑で様々な問題を抱えている と思われる製品が見受けられる.その背景として, 新興国では数多く LIB 製造企業があり,これらの 企業が先行している企業の製品を模して製造してい るが,一部の事業者ではコスト最優先で品質的配慮 が不十分な LIB を製造し,流通させている可能性 がある.例えば,一般に多く流通している円筒形金 属缶タイプのLIB では,電極体の巻きズレ,LIB 内 部リードの変形等,LIB 内部ショートのリスクを抱 えた不具合が確認されるものが見受けられる.こう した不具合を抱えた LIB は出荷までの検査工程で 排除されるべきものであるが,検査の基準が不十分 であることが考えられる.また,安価に流通してい るモバイルバッテリーの中には,搭載されている LIB の放電容量が定格容量を満たしていないものが 見受けられ,こうした LIB の中には電池の外装缶 に対して小さい電極体が収められているものも見受 けられる. 平成 30 年 2 月にモバイルバッテリー(ポータブ ル リ チ ウ ム イ オ ン 蓄 電 池 ) の 電 気 用 品 安 全 法 (PSE)に基づく規制対象化(市場への影響を考慮 し,1 年間の経過措置期間を設定.平成 31 年 2 月 1 日以降は,技術基準等を満たしたモバイルバッテ リー以外は製造,輸入及び販売ができなくなる)の 発表がなされたが,コスト最優先で製造された LIB を搭載し,品質的に問題のあるモバイルバッテリー を輸入して,販売したものが市場で事故を起こして いるという事実に対して,モバイルバッテリーの PSE 適用は,一定の効果が期待される. 2.2 スマートフォンの事故 スマートフォンは,その薄く平らな形状から,搭 載される LIB も薄く平らな形状をしたアルミラミ ネートフィルム外装の LIB(以下,パウチ型 LIB) が多い.パウチ型 LIB は図 2 に示すように,扁平 な電極体(巻回構造と積層構造の2 タイプがある) をアルミラミネートフィルム外装で包んだ構造であ り,電解質に液体を含んだものと,電解質に液体を 含まないとされるポリマータイプ電解質を用いたも のがある.後者はリチウムポリマーバッテリーと呼 ばれ,液体の電解液を含まないため漏液のリスクが ないとされているが,その構造は電解質に液体を含 んでいる LIB と基本的に同じ構造であり,内部短 絡,加熱,過充電等により熱暴走に至らないという ものではなく,実際にスマートフォンに搭載された リチウムポリマーバッテリーが何らかの原因によっ て熱暴走する事故が発生している. 図1 モバイルバッテリー構成例イメージ
図2 パウチ型 LIB 製造工程イメージ スマートフォン自体は薄型であるため,電池も体 積の小さいものが求められ,実際に搭載されたLIB はスマートフォンの限られたスペースにぴったりと 収められている.スマートフォンが,その利用形態 から,振動,落下衝撃,ポケットに入れた状態で 座ったときのたわみ等,様々な外部応力を受けた場 合,搭載された LIB もそれらの外力の影響を受け るおそれがある.スマートフォンを大型化したタブ レット端末の事故件数が少ないのは,流通台数の違 いもあるが,タブレット端末の場合,筐体に対する 電池スペースにゆとりがあることも事故が少ないこ との一因と考えられる. 2.3 ノートパソコンの事故 モバイル用途のノートパソコンは長時間駆動を特 長とした製品が多く,エネルギー密度を高めたLIB を搭載している.搭載されている LIB は円筒形金 属缶に電極体を収めたタイプ,薄型ノートパソコン ではラミネート外装もしくはアルミ外装缶に扁平な 電極を収めた LIB が搭載されている.過去の大規 模リコール事例では LIB 製造工程内における電池 セル電極体内部への異物混入(金属摩耗粉混入)に よる内部短絡と,急速充電を目的とした充電方式が LIB 熱暴走の原因とされ,その対策がなされた.ま た最近のリコール事例でも事業者は異なるが異物混 入が原因とされている.複数の異なる製造事業者で 異物混入が原因とされる事故が起きており,その対 策は,製造工程,品質管理体制等の違い等,企業ご とのノウハウによるところが大きく影響すると考え られ,LIB 製造における異物混入対策が難しいこと を物語っている. 最近発生しているノートパソコン搭載 LIB の熱 暴走事故は,使用開始から数年を経たもので発生し ており,使用による充放電容量劣化が関係している と考えられるが,そのメカニズムは明らかになって いない.使用による容量劣化は,充放電サイクルに よる劣化と,保存による劣化の複合的な要因である とされている.劣化によって電極に塗布されている 電極合剤の厚みが増すことにより,電極体の構造的 な変化がセパレーターの絶縁性能劣化に寄与してい るものと考えられるが,定かではない.
3.LIB の構造,製造方法と不具合要因
一般的に普及している円筒形金属缶に収められた リチウムイオン電池の構造と製造工程イメージを図 3 に示す. 図3 LIB 部材構成と製造工程イメージ 円筒形 LIB の構造は,円筒形金属缶の中に巻回 構造の電極体と電池反応のための電解質溶液が封入 されている.LIB は湿気により性能が劣化するため, 内容物を密閉容器に収めている.また,材料からで きる限り水分を排除するため,露点管理されたドラ イルームで製造される必要がある. 金属缶はマイナス端子としての役割があり,電極 体の負極とニッケルリード等で接続されている.金 属缶の蓋はプラス端子を兼ねた複数の部品群で構成 されており,電極体の正極とアルミリードで接続さ れている. 金属缶と蓋はガスケットと呼ばれる樹脂製の封口 材を挟んで,絶縁された状態でカシメ止めされてい る.プラス端子を兼ねた部品群は LIB 外側から, ト ッ プ キ ャ ッ プ ,PTC ( Positive Temperature Coefficient:LIB のプラス,マイナス端子間に大電流 が流れた際,ジュール発熱により電気抵抗値が増大 して電流制限する復帰型のヒューズ),CID(Current Interrupt Device:電池内部圧力上昇時に電流を遮断し, さらなる圧力上昇時には圧力を開放する機構を有し た帽子形のアルミ製部品)で構成されている.電池 が外部短絡状態となった場合には,PTC の抵抗値が図2 パウチ型 LIB 製造工程イメージ スマートフォン自体は薄型であるため,電池も体 積の小さいものが求められ,実際に搭載されたLIB はスマートフォンの限られたスペースにぴったりと 収められている.スマートフォンが,その利用形態 から,振動,落下衝撃,ポケットに入れた状態で 座ったときのたわみ等,様々な外部応力を受けた場 合,搭載された LIB もそれらの外力の影響を受け るおそれがある.スマートフォンを大型化したタブ レット端末の事故件数が少ないのは,流通台数の違 いもあるが,タブレット端末の場合,筐体に対する 電池スペースにゆとりがあることも事故が少ないこ との一因と考えられる. 2.3 ノートパソコンの事故 モバイル用途のノートパソコンは長時間駆動を特 長とした製品が多く,エネルギー密度を高めたLIB を搭載している.搭載されている LIB は円筒形金 属缶に電極体を収めたタイプ,薄型ノートパソコン ではラミネート外装もしくはアルミ外装缶に扁平な 電極を収めた LIB が搭載されている.過去の大規 模リコール事例では LIB 製造工程内における電池 セル電極体内部への異物混入(金属摩耗粉混入)に よる内部短絡と,急速充電を目的とした充電方式が LIB 熱暴走の原因とされ,その対策がなされた.ま た最近のリコール事例でも事業者は異なるが異物混 入が原因とされている.複数の異なる製造事業者で 異物混入が原因とされる事故が起きており,その対 策は,製造工程,品質管理体制等の違い等,企業ご とのノウハウによるところが大きく影響すると考え られ,LIB 製造における異物混入対策が難しいこと を物語っている. 最近発生しているノートパソコン搭載 LIB の熱 暴走事故は,使用開始から数年を経たもので発生し ており,使用による充放電容量劣化が関係している と考えられるが,そのメカニズムは明らかになって いない.使用による容量劣化は,充放電サイクルに よる劣化と,保存による劣化の複合的な要因である とされている.劣化によって電極に塗布されている 電極合剤の厚みが増すことにより,電極体の構造的 な変化がセパレーターの絶縁性能劣化に寄与してい るものと考えられるが,定かではない.
3.LIB の構造,製造方法と不具合要因
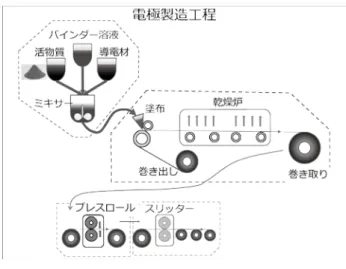
一般的に普及している円筒形金属缶に収められた リチウムイオン電池の構造と製造工程イメージを図 3 に示す. 図3 LIB 部材構成と製造工程イメージ 円筒形 LIB の構造は,円筒形金属缶の中に巻回 構造の電極体と電池反応のための電解質溶液が封入 されている.LIB は湿気により性能が劣化するため, 内容物を密閉容器に収めている.また,材料からで きる限り水分を排除するため,露点管理されたドラ イルームで製造される必要がある. 金属缶はマイナス端子としての役割があり,電極 体の負極とニッケルリード等で接続されている.金 属缶の蓋はプラス端子を兼ねた複数の部品群で構成 されており,電極体の正極とアルミリードで接続さ れている. 金属缶と蓋はガスケットと呼ばれる樹脂製の封口 材を挟んで,絶縁された状態でカシメ止めされてい る.プラス端子を兼ねた部品群は LIB 外側から, ト ッ プ キ ャ ッ プ ,PTC ( Positive Temperature Coefficient:LIB のプラス,マイナス端子間に大電流 が流れた際,ジュール発熱により電気抵抗値が増大 して電流制限する復帰型のヒューズ),CID(Current Interrupt Device:電池内部圧力上昇時に電流を遮断し, さらなる圧力上昇時には圧力を開放する機構を有し た帽子形のアルミ製部品)で構成されている.電池 が外部短絡状態となった場合には,PTC の抵抗値が 増大して短絡電流を制限する.また,過充電状態と なった場合には LIB 内部圧力が上昇することにより CID が充電電流を遮断する.さらに LIB 内部温度が 上昇することにより内部圧力が上昇した場合には CID の構造の一部が開裂して内圧を逃がすことに よってLIB の破裂を防いでいる. 電極体を構成しているのは,電気エネルギーを蓄 積,放出するための細長い帯状の電極(プラス:正 極,マイナス:負極)と,それらを電気的に絶縁す るセパレーターで,正極と負極が電気的に接触しな いよう,間に2 枚のセパレーターを挟んで巻き取り, 円筒形の電極体を作る. 細長い帯状の電極は金属箔を集電体とし,箔の両 面には電池反応のための電極合剤が塗布されている. 正極電極は,正極活物質であるコバルト等の金属複 合酸化物,導電材,結着材で構成された電極合剤が 集電体であるアルミ箔に塗布されている.負極電極 は,負極活物質である炭素,導電材,結着材で構成 された電極合剤が集電体である銅箔に塗布されてい る.正極,負極電極の構成イメージを図4 に示す. 図4 LIB 電極構成イメージ 電極には電流を入出力するための金属製タブリー ドが接続されており,正極電極にはアルミ製タブ リードが,負極には主にニッケル製タブリードが接 続されている.電極箔とタブリードの接続方法は, 超音波溶接,抵抗溶接,ハトメによるカシメ接続な どがある. 正極のアルミ製タブリードは電池缶ケースの蓋と なるプラス端子部品群に溶接されている.負極の ニッケルタブリードは電池缶の内面に抵抗溶接され ているタイプが多い. 電極体として巻き取られる細長い帯状の電極は, 元々は幅の広い集電体箔に,活物質,導電材,結着 材を溶媒に混合し,高粘度液体としたものを集電体 箔に塗布した後,乾燥させ,電極合剤の密度を調整 するために巨大な金属ローラーでプレスして所定の 厚みにし,その後,電池サイズに合わせて丸刃カッ ターで切断してできたものである.LIB 電極製造工 程イメージを図5 に示す. 図5 LIB 電極製造工程イメージ こうして作製された帯状の電極は,電極体巻取装 置により巻き取られ,巻回構造の電極体となる.こ の巻回電極体を形成する工程は LIB の製造工程の 中で最も重要な工程のひとつで,電池の性能,信頼 性,安全性を左右する.電池が不安全になる要因の ひとつとして内部短絡が挙げられるが,電極巻取工 程に関係する電池内部短絡の要因となる事例を以下 に示す. 電極体を巻き取る際,正極と負極の位置関係は正 極電極が負極電極からはみ出さないよう,電極の幅 方向と長手方向の位置調整が重要となる.巻回体を 巻き始める際のセパレーター,負極,正極の位置決 めと,それぞれの電極がどれだけ平行に巻かれたか が巻回電極体の品質に影響する.正極と負極の相対 的位置がずれることにより,電極反応面積が減少し て充放電容量が低下するばかりでなく,正極合剤が 負極合剤よりもはみ出す位置関係となり,充放電に 伴い正極,セパレーター,負極の間でリチウムイオ ンが金属リチウムとして析出することがある. 電極は LIB サイズに合わせて,幅方向に金属製 の丸刃カッター等で切断されるが,電極合剤中の活 物質は焼成した微粒粉の塗布物であるため非常に硬 図4 LIB 電極構成イメージ 図5 LIB 電極製造工程イメージく,カッターは使用に伴い摩耗していく.その際, カッターの金属摩耗粉が電極に付着する,あるいは 摩耗したカッターの切断性能が低下して電極にカッ トバリが生じるといったリスクがある. 正極および負極のタブリードについては,所定の 長さにカッターで切断した際のカットバリや成形不 良によってセパレーターが損傷し,対向する電極と 短絡することがある. 電極箔にタブリードを付けるために,電極には電極 合剤を塗布しない部分を設けており,合剤の塗り始め と塗り終わり部分ができる.塗り終わり部分は,合剤 を塗布した際の表面張力で厚み方向に盛り上がった状 態となることがあり,その後の電極乾燥,プレス工程 でも所定の厚さよりも高い突起部分が生じてしまい, これが内部短絡の原因となることがある. セパレーターは厚みが数十μm と薄いポリオレ フィン系の材料であるため,電極や箔,リードと いった硬い部品と比較するとしなやかであるが,柔 らかい部品であり,硬い部品のバリや突起で損傷し, 内部短絡に至ることがある.セパレーターの損傷に よる内部ショートが出荷までの検査工程で検出され れば問題ないが,出荷までの間に検出されない場合, 市場で内部短絡を起こし事故に至ることがある. 巻き取られた電極は缶(電池ケース)に挿入され る.このとき電極体の端部が缶のふちに当たるなど して,電極にキズがついたり,折れたりすると,そ の部分でセパレーターが損傷し内部短絡に至ること がある.また,円筒形 LIB では負極リードを缶の 内底面に抵抗溶接するタイプが多いが,負極リード は電極体と缶の内面に沿うように配置され,電極体 に食い込まないよう配慮する必要がある.缶内側の 側面と底面の角部分で負極リードが変形し,電極素 子に食い込んだ場合,電極とセパレーターを損傷す ることがある,抵抗溶接についても溶接条件が適切 でないとスパークが発生し,缶内部の異種金属混入 の原因となる. 電極体が缶に収められ,負極リードが溶接される と,缶の開口部に蓋をするための溝入れ工程になる. 缶の上下をジグで固定し,缶を回転させながら,外 周側にディスクを押し当て溝を形成するが,缶上部 を固定するジグと缶が擦れると摩耗粉が缶内に混入 するリスクがある. 缶の溝入れ後はガスケットを溝の上にのせ,正極 リードと LIB の蓋部品を溶接で接合するが,溶接 によるスパークが発生すると,溶融した金属粒がガ スケットに付着し,電池の蓋部品と缶の絶縁性を低 下させる要因となりうる. 缶を封止する前に電解液を注入するが,巻回され た電極体に電解液を含侵させるため,缶に冶具で蓋 をした状態で注液後,缶内部を減圧する. 注液後,正極リードを折り曲げながら蓋部品をガ スケットの上にはめ込み,蓋部品の上に PTC,電 池のプラス端子となるトップキャップをのせた後, 缶の端部をカール状にカシメ加工して電池を封止す る.カシメ加工は形状が重要で,シール材となるガ スケットを適度につぶすことによって封止性を持た せることができる,カシメが緩くてもきつくても電 池は漏液する恐れがある.一般的にはカシメ後の高 さと幅等で寸法管理されるが,缶円周全体のカシメ 形状が均一である必要があり,管理が難しい工程の 一つである.実際の不具合事例として業務用カム コーダーや電動アシスト自転車のバッテリーパック 内部でのLIB 漏液がある. 電池缶を封止した後は X 線透視観察で内部構造 の検査を行い,電極体の巻きズレ,負極リードの変 形等の有無を確認する,この検査で構造的欠陥を持 つ LIB を可能な限り排除することが,市場での不 具合を低減させる策のひとつとなる. LIB を洗浄後,絶縁チューブを装着し,LIB の初 充電を行う.初充電は正極に存在するリチウムイオ ンを LIB に電圧を印加することによって負極へ移 行させる工程で,LIB が満充電付近となる電圧まで 充電する.初充電が終わると LIB は電圧と内部抵 抗(静特性)を測定し,測定値が一定の範囲内に収 まっているか否かを確認する.その後,一定期間, 一定の環境下で保管されるエージング工程に入る. エージングの目的は二つあり,内部ショート要因を 有する LIB を検出,排除することと,負極の炭素 表面に SEI(Solid-Electrolyte Interface)と呼ばれる被 膜を形成させることである.SEI は主に電解質と溶 媒の分解生成物や炭素表面の官能基等から合成され る薄い被膜であり,エージング中に炭素表面を覆う ように付着する.LIB 負極はリチウムイオンを含む 化合物であることから高い活性を持ち,電解液等を 分解してしまう恐れがあるが,SEI はこうした反応 をある程度抑制する働きがある.エージング工程で は一定の間隔で電圧を測定し,電圧降下値が所定の 規格値内に収まるか否かを確認する 2) .充電後の 静特性測定以降,エージング工程は検査工程でもあ り,電圧降下値が大きい LIB は内部ショートの可
能性があるため出荷対象から排除される.エージン グ工程は,いかに短期間で精度よく不具合を抱えた LIB を排除するか,メーカー毎のノウハウがあると 考えられる.例えば,エージング期間を長くすれば, 不具合品の検出精度は向上すると考えられるが,そ の分,製造コスト上昇につながるため,信頼性とコ ストのトレードオフをどのように見極めるかが重要 となる. 昨今,市場で事故を起こしているモバイルバッテ リーの多くは,コスト最優先と考えられる LIB が 搭載されていて,先述した電極体の巻きズレの著し いものが見受けられるなど,製造品質的に問題のあ る LIB が十分な検査を経ずに出荷されていること が考えられる.
4.LIB の不安全時挙動
4.1 用語と解説 モバイル LIB 搭載製品の事故発生時の現象の説 明として発煙,発火,爆発といった表現がなされて いるが,ここでは JIS C 8715-23)等の用語と解説に 基づいて,その挙動を解説する.LIB は容器内に可 燃性の電解液,酸化剤となる正極活物質を有してい る.例えば内部ショートによって温度上昇が起こる と,有機溶媒の熱分解が継続することにより,熱分 解ガスが発生し続け,内部圧力が急激に上昇する. この現象を熱暴走といい,「単電池において,発熱 が更なる発熱を招くという正のフィードバックに よって,温度の制御ができなくなる現象,またはそ の状態」と説明している.図6 参照. LIB 内部での熱暴走により,LIB 容器内部におい て主に有機溶媒の熱分解によってガスが発生し, LIB 内部圧力が上昇し,LIB 容器の一部が開裂して 熱分解ガスが勢いよく放出される.図7 参照.この 現象はJIS 規格では「継続的な可燃性ガスを噴出す るような弁作動」とあり,単電池内部の活物質,電 解液が熱分解して,開裂弁等の圧力開放部分から可 燃性ガスが勢いよく噴き出すと説明されている.こ の現象は「ガス噴出」とも表現されていることから, ここでは,以降「ガス噴出」と表現する. 図6 LIB 熱暴走イメージ4) 図7 LIB の熱暴走「ガス噴出」状態5) JIS 規格にて「単電池容器が猛烈な勢いで破れ, 内容物が強制的に放出される現象.但し内容物のう ち,液体,気体及び煙は除く」とされている現象は 「破裂」と呼ばれ,ガスのみを噴出する現象「ガス 噴出」とは区別されている. ガ ス 噴 出 と 破 裂 の 違 い は , 熱 暴 走 時 に 単 電 池 (LIB)容器が内圧上昇によって破壊され電極体等が 勢いよく飛散すれば「破裂」,開裂弁等の圧力開放 部分から勢いよくガスのみが噴出すれば「ガス噴 出」ということである.いずれも主に有機溶媒成分 が熱分解して生成した可燃性ガスを含む気体が,単 電池容器の一部から噴出するか,単電池容器を破壊 して電極体等を飛散させながら可燃性ガスを放出す るかの違いであり,LIB 容器という密閉された,ある 圧力まで耐えうる容器内で,急激な体積膨張現象に よって引き起こされる現象であり,「ガス噴出」で あれ「破裂」であれ,大きな開裂音もしくは破裂音 を伴う現象であることから,事故に遭った一般ユー ザーの多くは電池が爆発したと感じる現象である. 「発火」は「継続的な可燃性ガスを噴出する時に 炎を伴う」とあり,ガス噴出時に火炎を伴うことを 表現している.熱暴走時,LIB 内部から高温の熱分解ガスが噴出し,LIB 外部で発火するものと考えら れるが,熱分解ガスの温度が高いほど発火になる確 率が高くなると考えられる.LIB 熱暴走の実験映像 を確認すると,破裂時にも一瞬炎が出ているように 見えたり,飛散した電極体等が燃えて炎が見えたり することもあるが,規格の用語としてはガス噴出時 に炎を伴うことを発火としている.表1 に JIS 規格 の用語,解説に示されている LIB の異常挙動を, 図 8 に LIB が熱暴走に至るイメージ,ガス噴出, 破裂,発火の違いを示す. 表1 リチウムイオン電池の異常挙動分類3) 図8 LIB が熱暴走に至るイメージ 複数のLIB が搭載されている製品では,ある LIB の 熱暴走による発熱が他の LIB へ熱伝播して,他の LIB も熱暴走に至ることがあり,類焼と呼ばれている. LIB のサイズにもよるが,モバイル用途 LIB の熱暴走 の継続時間は短時間で,何十秒も継続するものではな い.ただし,熱暴走時には短時間にかなりの勢いでエ ネルギーを放出するため,発火及び破裂して飛散した 電極等が燃えた場合は周囲の可燃物へ延焼するおそれ がある.また,複数の LIB が熱暴走する場合,熱暴走 の勢いでタブリードが外れてLIB が外郭ケースから飛 び出してしまうことがある.外郭ケースやタブリード による抑えが無い状態の円形金属缶 LIB が熱暴走した 場合,高温のガスを噴出しながら飛んでしまうことも あり,火災だけでなく,周囲に人がいた場合,ケガを するおそれもある. 熱暴走した LIB の事故原因調査では,ガス噴出し た LIB 内部にとどまった電極や,破裂した電極等の 観察を行っても,損傷が著しく,原因となる証拠が 残っていないことがほとんどである.このことがLIB の事故原因究明を難しくしている一因となっている. 4.2 LIB の熱暴走メカニズム LIB の熱暴走は,何らかの原因により LIB 内部の 温度が上昇し,その発熱が LIB 内部の反応を引き起 こして更なる発熱を招き,LIB が温度上昇し,発熱, 発火,発煙等に至る現象である.LIB 内部の温度上昇 のトリガーとして,内部ショート,外部ショート, 外部からの熱,過充電,過電流等が考えられる.図 9 に LIB が熱暴走に至るトリガーとメカニズムの関係 を示す.温度上昇のトリガーが LIB 内部でエネル ギーを発生し,そのエネルギーによって LIB 温度が 上昇し,放熱が追い付かなくなると,蓄熱や LIB 自 身の温度上昇が更なる発熱を招くという正のフィー ドバックによって,温度の制御ができなくなり,熱 暴走に至る,というメカニズムとなる. 図9 LIB が熱暴走に至るメカニズムイメージ6) 熱暴走に至らないようにするためには,トリガー となる要因を排除することと,きっかけとなる事象 が起こった場合でも放熱させることが必要である. トリガーの要因を排除するための方策として,外部 電池反応物質 電池内部 圧力上昇
短絡については回路に大電流が流れないよう保護機 能を設ける,過充電と過放電については充放電制御 及び保護の回路機能を備える.過熱については,一 つの LIB が熱暴走したとしても,その発熱の影響 を受けないよう LIB の間に熱伝播を防ぐ仕組みを 設けるといったことが挙げられる.一方で対策の難 しいトリガーとして過熱,LIB 内部短絡が挙げられ る.過熱については,例えばモバイル製品が火災に 遭う等,搭載されている LIB が熱暴走する温度に さらされた場合は,熱暴走に至ることが避けられな い.LIB 内部短絡については,その要因が製造段階 でできてしまっているため,製造工程における異物 混入対策等と,異物混入した LIB を検査工程で可 能な限り排除するといった対策をとることが考えら れる.しかし,市場での内部短絡の可能性をゼロに することは困難であると考えられる.