ALE 有限要素解析による塑性加工シミュレーション
Metal Forming Simulation by ALE Finite Element Analysis
相澤龍彦
*
A. Khalid** 高辻則夫*** 堂田邦明****
Tatsuhiko Aizawa, Alsunayyin Khalid Saleh H, Norio Takatsuji and Kuniaki Dohda
The finite element analysis had grown up as a standard tool for metal forming simulation. In particular, the explicit elasto-plastic finite element analyses were utilized both for static and dynamic metal forming simulations. Most of them stood on the Lagrangian formulation; remeshing of discretized models as well as restarting of computations was indispensable to continue the simulation in severe metal forming situations. Arbitrary Lagrangian and Eulerian (ALE) methods had heritage to make full use of merits both for Lagrangian and Eulerian formulations. In the present paper, the micro-extrusion process of aluminum alloys was taken for an example to explain the characteristic features of this ALE finite element analysis and to demonstrate its effectiveness in the metal extrusion process. The experimental data were compared with the simulated results with fairly good agreement. The effect of frictional coefficient on the metal flow separation was discussed to understand the tribological behavior in the micro-extrusion process.Keywords: Metal forming simulation, ALE-Formulation, Finite element method, Micro-extrusion process, Aluminum alloys, Flow separation, Frictional effect, Process tribology
1. はじめに
金属材料成形加工をはじめてとして,ものづくり技術 の中核を担う塑性加工では,その理論解析手法として, 有限要素解析が早期より適用されてきた[1]。その手法に は,大別して剛塑性有限要素法と弾塑性有限要素法があ る。前者は,塑性加工プロセスで使用する金型・工具を 剛体として扱うことに加え,被加工材の弾性変形を無視 することで,効率的なプロセスシミュレーションを行っ てきた[2]。後者では,金型・工具を弾性変形とし,被加 工材の弾塑性変形をそのまま扱う手法であり,除荷を伴 う工程あるいは伝熱現象・流体相互作用などとの連成解 析を行うプロセスで用いられてきた[3]。いずれの場合で も,金型・工具あるいは被加工材を表現するモデル(以 下,メッシュと称す)は,プロセス進展に伴う変形を時 間積分することで関連材料の変形形状履歴を求めている。 このラグランジェ定式化では,メッシュ点と材料点ある いはメッシュ速度と材料速度を等しくしているため,特 に被加工材料の形状変化を追跡するのに適している。関 連する応力・ひずみなどの力学量も,更新したメッシュ 上で定義することになるため,解析上の取り扱いも容易 となる。しかし,早期から指摘されたように,金型・工 具角部において,メッシュ点と材料点とが離反する場合 (あるいは特異点となる場合)には,メッシュが角部周 辺で大きくゆがみ,解析全体の精度も大きく低減する。 市販の多くの有限要素解析プログラムでは,この特異点 現象を含め,金型・工具と被加工材料との相互作用を, 解析ステップごとにモデル再生(Remeshing)と物理量 の再分布計算を行うことで対処している[4]。工具角部が 比較的少ない塑性加工プロセスでは,上記の離散モデル の変更対応で十分精度を保持したシミュレーションが可 能となる。しかし,プレス鍛造プロセス[5]あるいは当該 の押出しプロセス[6]では,工具角部での高面圧成形がキ ーとなるため,金型エッジ部での被加工材料の局所的な 塑性流動が全体のプロセスに大きく影響する。言い換え れば,工具・金型と被加工材料との相互作用が大きくな る塑性加工プロセスでは,従来の解析手法では,本質的 に塑性流動およびそれに伴う力学現象の変化を定量的に 把握することは難しい。 本論文では,上記の工具-被加工材料との相互作用を 定量的に記述するための手法として,ALE有限要素解析 手法(Arbitrary Lagrangian Eulerian Finite Element Analysis) を適用する[7-12]。後述するように,この手法により, 工具角部などで生じる被加工材料の特異な流動挙動は,* デザイン工学部デザイン工学科 Department of Engineering and Design, College of Engineering and Design ** 大学院理工学研究科材料工学専攻修士 Graduate School of Science and Engineering
まったく生ぜず,型エッジ部における局所塑性流動を定 量的に解析することが可能となる。ここでは,この手法 をアルミ合金のマイクロ押出しプロセスに適用し,従来 方法による結果ならびに実験結果との比較を行う。特に 摩擦係数の影響に関して,実験では観測が難しい塑性流 動への影響を明らかにする。さらに考察では,実用化で 求められる 3 次元シミュレーションについて検討すると ともに,押出し時に生じる結晶粒微細化の解析モデルの 検討および,多段型構造により複雑形状押し出しを行う ポートホール型のプロセスで重要となる,アルミ合金流 れの合体・成形現象の解析について考察する。
2. マイクロ押出しプロセス
医療用鉗子,内径 30μmの極小径パイプなど,製品 形状が,それを構成する結晶粒サイズに近くなる押出し プロセス製品の需要が高まっている。ここでは,その第 1歩として,CNC プレスを用いたマイクロ押出し実験を 行い,シミュレーションを定量評価するための参照デー タを求める。なお,ここでは,文献[13]を参照して,本 シミュレーションで使用した実験方法および実験結果を 中心に述べる。2.1 実験方法
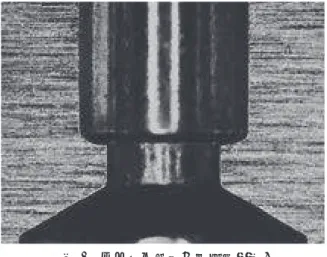
図1に平面頭ポンチによるマイクロ押出し金型を示す。 被成形材料は,直径 1.7 ㎜・長さ 6 ㎜の A6063 アルミ 合金円柱ビレットであり,ラム速度 0.1 mm/s でストロ ーク3.5 mm まで押出し,成形材料を取り出した。 図1 マイクロ押出し実験用金型。 Fig. 1: Micro-extrusion die.ラムの金型直径は,1.71mmであり,直径 1.70mmの被 成形材は,前方のみならず後方へも流動する可能性があ る。ただし,後方への流動は 0.05mmのクリアランスを 通過する変形流動モードとなるため,金型内面における 摩擦係数および潤滑条件が大きく結果に影響する。なお, 図2に実験に供したアルミ合金ビレットの作成手順を流 れ図の形で示す。 本実験では,ラムストローク量はリニアスケールで実 時間測定するとともに,押出し荷重は,押出し下部金型 内部に埋め込んだロードセルにて計測した。したがって, 定量的な実験結果は,ストローク‐押出し荷重線図であ り,摩擦係数および被成形材料特性(結晶粒径)の影響 は,この成形特性に現れる。
Machining process Billet diameter :φ50[mm] Billet length :50[mm]
Billet length of using micro extrusion :6.0mm Specimen A6063 4inch billet
Extrusion process Extrusion temperature :723K,753K
Ram speed :1.0mm/s
Extrusion ratio :173
Extrudate :φ1.7
Extrudate
Non-annealed Billet annealed for 688K 3,48 hours
図2 アルミ合金ビレットの組織制御方法。 Fig. 2: Flow-chart to control the microstructure of
aluminum alloy billet.
2.2 実験結果
ここでは,シミュレーションで重要となる被成形材料 の特性についてまとめ,次に押し出しデータについて述 べる。
表1 被成形材料特性
Table 1 Micro-structural properties of A6063 aluminum alloys.
Condition ① Condition ② Condition ③
Pretreatment temperature : 723K Pretreatment temperature: 753K
Non-annealed 688 K×3 hours 688 K×48hours
Grain size 46[μm] Grain size 64[μm] Grain size 96[μm]
100μm 100μm
表1に示すように,被成形材料は,前処理として行った 強加工およびアニール処理により結晶粒径を制御するこ とができる。実際,マイクロ押出し温度での応力ひずみ 関係を求めると,表2に示すように加工硬化係数(n) には大きな変化が見られないが,塑性係数(F)には結 晶粒微細化の影響が表れる。 表2 3種類の結晶粒径における応力ひずみ関係の相違。 Table 2 The stress-strain relations of A6063 aluminum alloys
with different grain size. Grain
size[µm] hardness[HV]Vickers σ=Fε
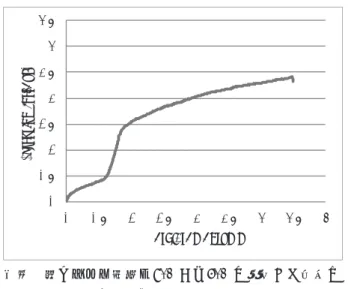
n F[MPa] n Condition ① 46 50 265.3 0.27 Condition ② 64 31 161.2 0.25 Condition ③ 96 33 163.1 0.25 なお,マイクロ押出し温度におけるヤング率に関して は,別途実験を行い,後述するシミュレーションでは, プロセス温度依存性も考慮できるように整備した。 実験で計測した代表的な押出し荷重―ストローク線図 を図3に示す。 50 550 1050 1550 2050 2550 1 .0 3 .0 5 .0 7 .0 9 .0 11. 0 13. 0 15. 0 17. 0 19. 0 21. 0 23. 0 25. 0 27. 0 29. 0 31. 0 33. 0 35. 0 Fo rc e (N ) Displacem ent (m m ) LubA LubD 2.55 2.05 1.55 1.05 0.55 0.05 E x tr u s io n f o rc e / k N 0 .1 0 .5 0 .9 1 .3 1 .7 2 .1 2 .5 2 .9 3 .3 Displacement /mm 図3 マイクロ押出し実験で得られた押出し荷重―スト ローク線図。
Fig. 3 The relationship between the micro-extrusion force and the extruded stroke in experiments.
後述するように,明瞭な潤滑特性の影響が視られる。共 通している点は,押出し荷重が最大となるストローク量 (以下、荷重最大点)が存在していることである。これ は,押出しプロセスでは単調に被成形ビレットが前方に 塑性流動しているのではなく,潤滑条件に応じて大小の 差異はあっても,塑性流動モードが変化していることを 示唆している。シミュレーションでは,この現象の物理 的理解が求められる。
2.3 摩擦効果
マイクロ押出しプロセスにおける摩擦係数の影響を実 験的に考察するために,表3に示すように4種類の粘度 の異なる潤滑材を用い,金型表面と被成形ビレットとの 界面の摩擦係数を実験的に制御した。 表3 実験的に摩擦係数を変化させるために選択した潤 滑材の特性。Table 3 Mechanical properties of four lubricants selected to investigate the effect of friction coefficient on the metal flow
in experiments. Lu b rica n ts D en sity a t 288 K ( g /cm3) K in em a tic Viscosity a t 313 K ( m m2/s) E q u iva len t Friction Coefficien t ( --) Fla sh Tem p era tu re ( K ) Lub-A 0.7890 2.606 0.1 352 Lub-B 0.8390 55.15 0.2 352 Lub-C 0.8629 150.2 0.3 352 Lub-D 0.7890 428.6 0.4 352 1)表中の摩擦係数は,リング試験により測定した被加工材の 弾塑性変形を考慮した摩擦係数である。 周知のように,比較的低速度での塑性加工プロセスにお いては,潤滑材の粘度を増加させることで,摩擦係数を 増大させることができる。実際,本実験の場合,低粘度 の潤滑材Lub-Aでは摩擦係数は0.1,以下粘度をLub-B Lub-C Lub-Dへと増大させることで,等価な摩擦係数 を0.2 0.3 0.4のように変化させることができた。 図3において,この摩擦係数の影響を,潤滑材Lub-A とLub-Dの相違として見てみよう。摩擦係数の増大によ りマイクロ押出し荷重が30%程度増加したことに加え, 前述したように,荷重最大点が前倒しになっている。具 体的には、潤滑材Lub-Aでは、ストローク2.8mmで荷重 最大となっているのに対して,潤滑材Lub-Dでは,荷重 最大のストローク量は1.95mmとなっている。実験では これ以上の摩擦係数増大は技術的に難しいため,摩擦係 数が0.4以上に増大した場合に,この荷重最大に伴う被 成形材の塑性流動モード変化を記述することはできない。 高摩擦係数時の摩擦係数の影響解析も,シミュレーショ ンでの考察ポイントとなる。
2.4 ダイス形状・粒径依存性
上記のマイクロ押出しプロセス挙動は,図1の絞りダ イス角度の変化,被成形材料の結晶粒微細化によって大 きく変化する。例えば,ほかの条件はすべて同一で,絞り角度を,図1の90°から60°に変化すると,潤滑材 Lub-Aの場合,図3の荷重ーストローク線図は,図4の ように変化する。 0 0.5 1 1.5 2 2.5 3 3.5 0 0.5 1 1.5 2 2.5 3 3.5 4 Ex tr us io n fo rc e/ kN Desplasement/mm 図4 絞りダイス角度を90°から60°に変化した場合の 潤滑材Aにおける荷重―ストローク線図。 Fig. 4 The extrusion force – stroke relationship in the lubrication condition A when changing the drawing angle
from 90o to 60o. 低角度にすることで,同一の摩擦条件でも低荷重で, 被成形ビレットは成形開始するが,その後は図3に示す 高荷重状態に遷移する。また荷重最大点が観察されない ことから,アルミ合金ビレットは前方押出しモードで塑 性流動していくことが推察される。このように,金型の 形状および被成形材特性によりプロセス中のアルミ合金 ビレットの塑性流動が大きく変化するため,シミュレー ション解析なしでは,押出しプロセス,特にマイクロ押 出しプロセスの最適化は難しい。
3. ALE 有限要素解析
ALE法では,物質速度とメッシュ速度を分離し,所定 のメッシュ速度制御を行うことで,工具―被加工材の相 互作用を評価する。ここでは,その定式化とALE法固有 のメッシュ制御法について述べる[14-16]。3.1 ALE 定式化
本解析で対象とする塑性加工シミュレーションは,大 変形・大ひずみを伴うことに加え,図5に示すように, 材料の変形を記述する物質形状モデルと物理量の変化を 記述するメッシュモデルの2つのモデルを利用する。そ のため,メッシュモデルによる定式化と並行して,物質 の変形状態を追跡する定式化も必要となる。 図5 ALE法における2つのモデル。写像関数で物質モデ ルとメッシュモデルを制御する。Fig. 5 Two models in the present ALE method: the material coordinate model, and, the mesh coordinate model, which are
controlled by the mapping function.
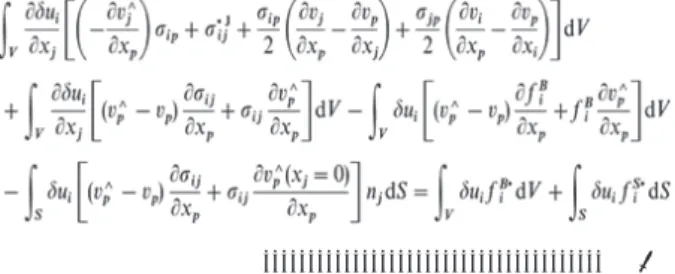
大変形・大ひずみでは,変形速度勾配テンソルから剛体 変形成分(スピンテンソル)部分を除去し,真のひずみ 速度(あるいは増分ひずみ)のみを用いて,材料の構成 関係を扱う必要がある。図5に示すように, メッシュモ デルと物質モデルとを分離しているため,材料流動の局 所化にともなうメッシュのゆがみを最小限にすることで, 剛体変形の影響も小さくできる。具体的に応力増分成分 ならびに弾塑性ひずみ増分成分は,以下の式でそれぞれ 定義する。
--- (1) --- (2) 式(1),(2)をベースに積分形式(仮想仕事式あるい は弱形式)に代入することで,ALE法の基本式が成立す る。ただし,物質モデルとメッシュモデルとが別である ため,積分形式での支配方程式(いわゆる弱形式での方 程式)は,メッシュ速度( )に依存する形式となる。 当然のことながら,この方程式はメッシュ速度が物質速 度( )と等しくなる場合には,物質モデルとメッシ ュモデルが同一となり,通常のLagrangianでの方程式と なる。またメッシュ速度をゼロとすることで,流体解析 と同様のEulerian形式にもなる。
--- (3) シミュレーションでは,式(3)を有限要素法により離 散化し,2次元・3次元のモデルを構築し,メッシュ速度 を以下に述べるようにアルゴリズムとして決定し,物質 点とメッシュ位置を増分ごとに制御する。
3.2 メッシュ速度制御
ALE法で重要な課題は,メッシュ速度の制御法[14]であ る。当該の押出しプロセスでは,物質速度が小さい部位 (Dead-Metal Zone)あるいは工具エッジ部ではEulerian メッシュを用い,絞りダイス直上および絞りダイス内部 では,押し出し方向速度はラム速度を参照した速度に, 水平方向速度はゼロとする。このように時間増分ごとに メッシュ速度制御することで,Lagrangian法の定式化で 問題となった工具エッジ部の特異点も,絞りダイス部で のせん断によるメッシュの極度の形状ゆがみも解消され ることになる。3.3 メッシュ構造制御
メッシュモデルと物質モデルの2つをもつことで,式 (3)により得られる時間増分有限要素式には,通常の 剛性方程式に加えて,参照モデルとの差から生じる付加 剛性を考慮する必要がある。それを直接定式化すると, 非対称な有限要素式を解析することになり,非効率であ ると同時に数値的不安定性も増大する。ここでは,文献 [15, 16]を参照して,前述したようにあらかじめメッシュ 速度制御方法を決めておき,参照位置からのメッシュ位 置を決定しておくことで,この問題を解消する。例えば, メッシュ速度をゼロとする場合には,解くべき有限要素 式は物質速度に関する対称な方程式となり,またメッシ ュ速度を所定の方法で制御する場合には,あらかじめメ ッシュ速度を求めて,物質速度に関する方程式とするこ とで,定式化を行っている。4. 実験結果との比較
ここでは,前述のマイクロ押出し実験結果を参照に, シミュレーション結果を相互比較し,本ALE解析法の有 用性について検討する。4.1 解析モデル
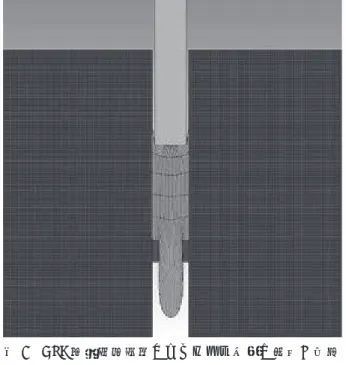
ここでは,図1の実験体系と対応して,図6 に示す解 析モデルを作成し,ラグランジェ法および ALE 法によ る有限要素解析に供した。 1.47 1.09 図6 シミュレーション用解析モデル。 Fig. 6 Finite element discretized model for simulations.ポンチならびに金型は,それぞれの材質を反映した弾性 体モデルとし,被成形材である A6063 アルミ合金は表 2の条件1の弾塑性体モデルとし,成形温度でのシミュ レーションを行った。なお,潤滑材はLub-A に対応させ, 摩擦係数は = 0.1 一定とした。
4.2 ラグランジェ有限要素解析
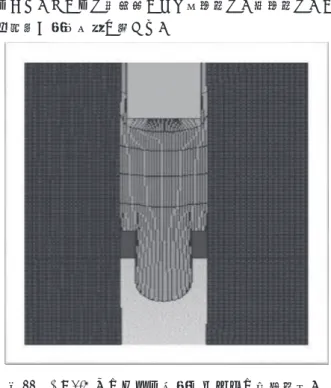
前述したように,同一のシミュレーションモデルにお いて,メッシュ速度と物質速度を同一にすると,従来解 析法であるラグランジェ解析によるシミュレーションと なる。金型内のアルミ合金ビレットの塑性流動状態を図 7に示す。絞りダイス近傍では,ダイス先端が特異点と なり,要素寸法分だけ人工的なクリアランスが生じてい る。また押し出しストロークも小さく,実験結果とは大 きく乖離している。特に問題となるのが,ダイス面圧が 実際よりも大きくなり,摩擦係数が小さくても,押出し 方向と逆方向に塑性流動する後方押出しモードが,実際 よりもはるかに大きく予測されている。すなわち,押出 しプロセスにおける物理現象を全く反映できていない。図7 ラングランジェ有限要素解析によるアルミ合金の 押出し塑性流動結果。
Fig. 7 Aluminum flow through the extrusion die simulated by the Lagrangian finite element analysis.
4.0 3.5 3.0 2.5 2.0 1.5 1.0 0.5 0.0 Ex tr us io n fo rc e /k N 図8 ラングランジェ有限要素解析によるアルミ合金の 押出し荷重とストローク関係。
Fig. 8 Time evolution of the extrusion force – stroke relations simulated by the Lagrangian finite element method.
実際,ポンチが受ける応力からポンチ荷重を算出し,押 出しストローク量に対する変化を調査すると,図8 のよ うに全く実験結果を定性的にも予測できていないことが わかる。すなわち,従来法では金型との摩擦現象,なら びに閉塞された金属材料の塑性流動プロセスを定量的に 評価することがきわめて難しく,実験結果を補完するシ ミュレーションにはなりにくいことがわかる。
4.3 ALE 有限要素解析
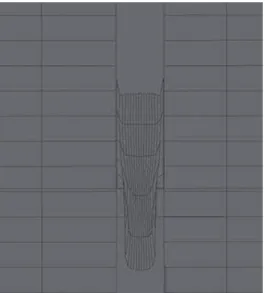
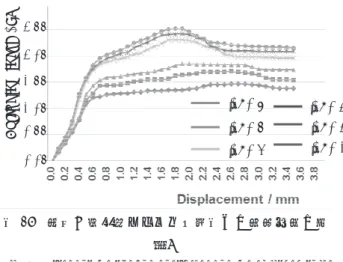
ダイス角部における特異点(メッシュ点はダイス角点 に固定しつつ,アルミ合金はダイス角部を所定の摩擦を 受けつつ流動するため,メッシュ速度と物質速度が等し くならない)は,ALE法では全く生じない。加えて,メ ッシュ制御を行うことで,局所的に大きなひずみが生じ ている部位のメッシュ密度を微細化するとともに,絞り ダイスの中央部を流出する被成形材部位および押し出し 後の被成形材料は,相対的に粗い要素分割で対応するこ とで,シミュレーション精度の管理も実行する。 図9 に,図 7 と同一押出しストロークにおける被成形 体の変形状態を示す。図7 において観察された絞りダイ ス部での人工的なクリアランスはなくなり,アルミ合金 は摩擦抵抗を受けつつ,ダイス孔で絞られ前方押出しさ れていることがわかる。この結果,図7 で顕著になった 異常なポンチ後方への塑性流動は減少し,小さい流動長 の後方押し出し変形となっている。 次に,変形流動解析と並行して応力解析も正常に行わ れているかを検証するために,弾性体モデルとして近似 したポンチの応力から押出しポンチ荷重を算出し,押出 しストローク量との関係を導出した。図 10 にシミュレ ーション結果を示す。 図9 ALE 有限要素解析によるアルミ合金の押出し塑性 流動結果。Fig. 9 Aluminum flow through the extrusion die simulated by the ALE finite element analysis.
シミュレーション結果は,実験結果を精度よく再現して おり,ALE 法により金型が受ける応力履歴も高精度で予 測できることが実証された。なお,計算荷重が同一スト ロークで実験値を下回るのは、Lub-A の真の摩擦係数が
0.1 よりも大きいためである。 2.55 2.05 1.55 1.05 0.55 0.05
Ext
ru
si
on
fo
rce
/ kN
図10 ALE 有限要素解析による押出し荷重-ストロー ク履歴の解析結果と実験結果との比較。 Fig. 10 Comparison of the extrusion load and stroke relationsbetween the ALE-based finite element analysis and the experiments.
4.4 摩擦効果
本手法により,摩擦係数が与える影響を定量的に直接 評価することができる。特にアルミ合金ビレットの塑性 流動が前方押出しモードと後方押出しモードに分岐する 現象を考察することが可能となる。ここでは,まず摩擦 係数を0.4に増加させた解析を行い,摩擦係数の影響を 調査する。 図11に,押出しプロセス時のアルミ合金ビレットの塑 性流動状態を示す。 = 0.1 のシミュレーション結果で ある図9と比較すると,前方押し出し方向の塑性流動が 制限され,ポンチと金型壁とのクリアランスをチャネル とした後方押出し方向の塑性流動が促進されていること がわかる。後述するように,後方押出しモードでの塑性 流動への分岐は摩擦係数の増加により顕著に生じると考 えてよい。 次に,この塑性流動分岐がどの時点で進展するかを, 実験結果も含めて,押出し荷重-ストローク線図で記述 してみよう。図12に示すように,摩擦係数の大小に関係 なく,押し出し開始時に荷重は大きく増加し,絞りダイ スを通過する前方押出しモードでの塑性流動が定常化す るにつれて,荷重は一定となる。興味深い点は,図3の 実験結果および図12におけるシミュレーション結果との 比較に見るように,所定のストローク量で荷重が最大と なる現象である。前方押出しモードで塑性流動が進展し ている限り,押出し荷重は一定となることから,この最 大荷重点で,それまで前方押出しモードでの塑性流動が, 前方押出しモードと後方押出しモードに分岐したことが わかる。すなわち,摩擦により前方流れと後方流れとの 中立点が金型内面に生じる。 図11 = 0.4 でのアルミ合金ビレットの塑性流動。 Fig. 11 Aluminum alloy flow when = 0.4.2.55 2.05 1.55 1.05 0.55 0.05
Ex
tr
us
ion
for
ce
/
kN
図12 摩擦係数を変化させた場合の押出し荷重-ストロ ーク線図の実験結果とシミュレーション結果との比較。 Fig. 12 Effect of the friction coefficient on the simulated and experimentally measured extrusion force – stroke relations.前述した実験結果における押出し荷重最大ストロークが, 摩擦係数によって前倒しになる現象は,当該シミュレー ションでも定量的に解析できたことから,この荷重最大 点のシフトが摩擦係数と相関していると考えられる。加 えて,摩擦係数の増加によって,負荷応力の増大なしに は初期の前方押出し方向の塑性流動が進行しないことも
シミュレーションで明確となった。
5. 考察
ここでは,より実用的な押出しシミュレーションを目 標に,種々の技術要因について考察する。5.1 3次元モデル
押出しプロセスは本質的に3次元材料流動により成立 するため,ALE有限要素解析の3次元化を検討した。図6 に示した2次元の解析体系をそのまま3次元化し,シミュ レーションを行った。 図13 3 次元 ALE 有限要素解析によるアルミ合金 ビレットの塑性流動。Fig. 13 Three dimensional ALE base finite element simulation of aluminum alloy flow in extrusion.
1.8 1.6 1.4 1.2 1.0 0.8 0.6 0.4 0.2 0.0 Ex tr us io n fo rc e / kN 図14 押出し荷重-ストローク線図の 2 次元解析と 3 次元解析との比較( = 0.1)。
Fig. 14 Comparison of the extrusion load – stroke relations between 2D and 3D ALE finite element analyses when = 0.1.
図13 と 2 次元解析結果である図 9 とを比較すると,被 成形体と絞りダイスとの接触面が増加したことにより, 3 次元流動はダイス角面とコンテナー内面での摩擦力が 増大し,アルミ合金ビレットはダイエッジで絞られた変 形形状となっている。実際,2 次元解析と押出し荷重- ストローク線図を比較しても,図 14 のように,摩擦力 増加による荷重増加が観測される。
5.2 被加工材の流れの分岐
押出しプロセスでは,複雑な形状のコア型を介してコ アキャビティーへと材料が流動するため,押出し方向の 材料流動と逆方向の材料流動とに分岐する現象が見られ る。当該プロセスでも,摩擦係数に依存して,塑性流動 分岐開始ストローク量が変化することを確認した。この 現象が摩擦力支配であることを検証するために,摩擦係 数をゼロとして図6の解析体系でシミュレーションを行 った。 図15 2 次元 ALE 有限要素解析によるアルミ合金 ビレットの塑性流動( = 0.0)。Fig. 15 2D ALE base finite element simulation of aluminum alloy flow in extrusion when = 0.0.
図15に示すように,摩擦係数ゼロではポンチ後方への塑 性流動がほとんど生ぜず,明瞭な分岐現象は発生しない ことがわかる。すなわち,押出しプロセスにおける被成 形材の塑性流動分岐は,摩擦力駆動であることがわかっ た。
5.3 押出しプロセストライボロジー
押出しプロセスは,ビレットから複雑形状断面製品を 創成するため,本質的に著しい表面積拡大を伴う。すなわち,被加工材と金型内面との摩擦現象および摩擦に伴 うせん断応力増大,高い内圧による型摩耗,被加工材料 破壊が支配的となる。したがって,実用的に押出しプロ セスの摩擦摩耗状態を評価することで,当該プロセスの 最適化・高度化が計らえると考えてよい。ここでは,押 出し荷重-ストローク線図への摩擦係数の影響をより詳 細にシミュレーションで調査するとともに,摩擦係数の 推定法について考察する。 実験的な手法で高摩擦状態を正確に記述することは難 しいが,シミュレーションでは摩擦係数をパラメータ的 に変化させることで,その影響を評価できる。摩擦係数 を0.6 まで変化させ,荷重-ストローク線図の変化およ び前方-後方押出し流動比への影響を調査した。 =0.6 =0.5 =0.4 =0.3 =0.2 =0.1 2.55 2.05 1.55 1.05 0.55 0.05 Ext ru si on fo rce / kN 図16 押出し荷重-ストローク線図への摩擦係数の影 響。
Fig. 16 Effect of the friction coefficient on the extruded force – stroke relations. 図 16 に示すように,最大押出し荷重時の限界ストロ ーク量は,摩擦係数とともに減少し,ストローク 1.6 ㎜ 近傍に収束する。これは,後方への摩擦力を受けつつ前 方に押出される被成形体と,前方への摩擦力を受けつつ 後方に押出される被成形体との体積比が一定に近づくた めである。すなわち,所定の押出し金型形状では,後方 へのアルミ流動と前方へのアルミ流動とを分岐する中立 点が,摩擦係数増加とともに,押し出しコンテナー内面 において後方に移動し,一定位置に収束することを意味 する。したがって,前方押出し変形量と後方押出し変形 量との比は,摩擦係数と強い相関をもつ。例えば,両方 向で押出されたアルミ合金ビレットの長さ比をパラメー タとして,摩擦係数との相関を調査すると,図 17 に示 すように,シミュレーションで求めた長さ比は,摩擦係 数にほぼ比例して増加することがわかる。このことから, あらかじめシミュレーションにより図 17 の相関関係を 求めておけば,どのような押出しプロセスにおいても, 実プロセス環境での摩擦係数を,押出した被成形体の形 状計測から求めることができる。
5.4 被加工材の結晶粒微細化
本解析も含め,通常の塑性加工シミュレーションでは, 微細組織の変化,特に結晶粒サイズの変化(再結晶過程 を含め)を考慮することは稀である。加えて結晶塑性を 考慮した解析による,大ひずみ履歴を伴う塑性加工プロ セスシミュレーションも緒についたばかりである。 ここでは,結晶粒サイズ変化を記述するため,以下の 手順を提案する。 A)表1,2に示すように,強加工+熱処理で微細化させた 結晶粒径をもつ材料試験より,塑性係数(F)と結晶粒 径(D)との関係を求める, B)相当塑性ひずみ量(eff)と結晶粒径(D)との関係を 実験的に求める, C) 本 シ ミ ュ レ ー シ ョ ン プ ロ グ ラ ム に , F = F(D) と D=D(eff)とを組み込み,解析で求めた相当塑性ひずみか ら,結晶粒径D・塑性係数Fを更新し,局所的な応力再 分布計算をしつつ,結晶粒径変化のシミュレーションを 進める。 0 10 20 30 40 50 60 0 0.2 0.4 0.6 0.8 Fo rw ar d-ba ck w ar d ex tr ud ed billet le ng th ra tio , R /% Friction coefficient, 図17 前方押出し長さと後方押出し長さ比の摩擦係数依 存性。Fig. 17 The ratio of the backward extruded billet length to the forward extruded billet one with increasing the friction
coefficient.
5.5 被加工材料の再結合
ポートホール型の押出しプロセス[17] は,初段から中 段までのコアダイで分岐・制御してきた材料流れを,最 終段では,1つの塑性流動として押出すことを基本とし ている。したがって,最終押出し絞りダイスの前の金型 キャビティ―内では,異なる速度で流入するアルミ合金流れを合体させ,最終絞りダイスから一定速度で押出す ことになる。この大きな流動変化を記述するには,ALE 法が不可欠となる。異なる界面で接触・合体する被成形 体の変形を記述する物質点と,変形速度と成形体内部の 応力伝達を解析するメッシュ点とを分離しなければ,金 型キャビティ―内の流動合体をシミュレーションするこ とは難しい。ALE法では,最終金型キャビティ―内を, 所定のプロセス時間内のみEulerianメッシュを参照した メッシュ構造制御を行うことで,複数の塑性流れの合体 を記述する。合体終了時間以降は,当該論文と同様のメ ッシュ速度制御で最終絞り流動解析を行う。
6. むすび
押出しプロセスを含め,工具・金型と被加工材との相 互作用が強い塑性加工プロセスでは,工具エッジ近傍の 局所的な塑性流動,被加工材料塑性流動の分岐・合体な ど,複雑な材料変形挙動を解析する必要がある。ALE有 限要素法は,工具・金型と被加工材との相互作用を正確 に取り扱うことで,高精度の材料変形流動解析と応力解 析を実行できる有効な手法を与える.特に押出しプロセ スのように,被成形材料が金型キャビティ―内で高圧高 速度変形する場合には,金型内面における被成形体への 摩擦の影響を考慮することで,押出し荷重履歴と被成形 体変形モードとの関連を定量的に評価できた。特に押出 しプロセスでは,高面圧条件での摩擦現象が被成形体の 形状を決定することになるため,型設計の段階で,本シ ミュレーションにより事前に摩擦係数の塑性流動への影 響を評価することで,プロセス最適化を図ることができ る。また被加工材料の延性破壊の可能性を議論する上で も,高精度のシミュレーションにALE有限要素解析法の 活用な必要となる。 今後は,本質的に複雑な3次元塑性流動を伴うポート ホール金型による押出しプロセスを対象に,実験プロセ スにおけるアルミ合金ビレット流動設計・プロセスロラ イボロジー解析に本手法を適用していく。さらに,ファ インブランキング・プレス鍛造など,型との相互作用が 主となるプロセスにおける高精度変形応力解析にも, 本手法を応用展開していきたい。 なお,本論文は,著者らが国際会議AWMFT2015, SEATUC2016ならびにWCCM2016で発表した査読付き講 演論文を基にして,学外共同研究者との議論を踏まえて 詳細に考察,内容吟味した内容である。謝辞
本研究に関連して,実験研究を進めるにあたり,船塚 君(富山大学・大学院生)などの協力を得た。ここに深 謝する。なお,本研究の一部は私立大学研究支援事業な らびにサウジアラビア政府支援事業による。参考文献
[1] P. M. Uday, ‘Modeling of metal forming and machining processes: by finite element and soft computing methods’ Springer (2008). [2] A. Taylan, ‘Numerical process simulation for tool and process
design in bulk metal forming’ Res. Rep. Ohio Univ. (2010). [3] Z.C. Zienkiewicz, ‘Flow formulation for numerical solution of
forming processes’ Wiley, New York (1984).
[4] J. Wang, M.S. Gadala. ‘Formulation and survey of ALE method in nonlinear solid mechanics’ Finite Elements in Analysis and Design 24 (1997) 253-269.
[5] J. Kleinermann, J. Ponthot, ‘Parameter identification and shape/process optimization in metal forming simulation, J. Mat. Pro. Tech. 139 (2003) 521–526.
[6] P. Ulysse, ‘Extrusion die design for flow balance using FE and optimization methods’ Int. J. Mech. Sci. 44 (2002) 319–341. [7] M.S. Gadalaa, Movahhedya, J. Wangb. ‘On the mesh motion for ALE modeling of metal forming processes’ Finite Elements in Analysis and Design 38 (2002) 435–459.
[8] J. Tersiyski, T. Aizawa, J. Kihara, ‘Three dimensional forging analysis by finite element control’ Int. Conf. Comp-Assis. Mat. Design and Process Simulation ISIJ (1993) 195-200.
[9] A. Khalid, T. Aizawa, N. Takatsuji, K. Dohda, ‘ALE-based micro-extrusion simulation of A6063 aluminum alloys by flat dies’ Proc. 7th AWMFT (2015, Suwa, Japan) (CD-ROM).
[10] A. Khalid, T. Aizawa, ‘Accurate metal flow analysis in the micro-extrusion process of aluminum alloys’ Proc. 10th
SEATUC Conference OS06 (2016) 12/1 to 12/4.
[11] A. Khalid, T. Aizawa, K. Dohda, ‘ALE-n¥based metal forming simulation for aluminum micro-extrusion processes’ Proc. 14th
WCCM (2016, Soule) 147.
[12] T. Aizawa, A. Khalid, N. Takatsuji, K. Dohda, ‘Theoretical and experimental study on the tribology in the micro-extrusion of A6063 aluminum alloys’ J. Lubricants (2017) (to be published). [13] N. Takatsuji, K. Dohda, T. Funazuka ‘Effect of tribology on
construction of minute parts in micro-mezo extrusion of A6063 alloy’ Advan. Mat. Res. 966 (2014) 336.
[14] AUTODYN, Explicit Software for Nonlinear Dynamics. Theory Manual Revision 4.3 (2005).
[15] A.M. Lush, ‘Numerical grid generation used for remeshing finite element analyses of metal forming’ Proc. 2nd Conf. Grid Generation in CFD (1988) 1029-1038.
[16] J.C.J.M. Gelten, I.A.W.A. Konter, ‘Application of mesh-rezoning in the updated Lagrangian method to metal forming analysis’, Num. Meth. in Industrial Forming Processes, Pineridge Press, (1982) 511-521.
[17] K. Dohda, T. Aizawa, NSF proposal on International Collaborate Research (2016).