長野工業高等専門学校紀要 ・第22号 (1990) 1
炭素工具鋼の機械的性質 に 及ぼす熱処理の影響
小林義一 森山実 堀内富雄
Effects of Heat Treatment on the Mechanical Properties of Carbon Tool Steels Yoshikazu KOBAYASHI Minoro MORIYAMA and Tomio HORIUCHI
Eachofsevencarbontoolsteels(SKItoSK7)washeatedfortwohoursattwo kindsofaustenitizingtemperatures,whichis30oCto500CabovetheA3・temperatureOr theAm・temperatureand37oCabovetheAl‑temperature(760bC),asdeterminedfromthe iron・carbonphasediagram,andwascooledbythethreedifferentmethods,thatis, oil・quenching,air・coolingandfurnace・cooling.Thefollowingresultswereobtainedby thetensiletest.
Thetensilestrengthwashigherwithin仇ehypoeutectoidcomposition,asquenched i
ntooilfromtheaustenitizingtemperaturesof30.Cto50.CabovetheA,・temperatureor theAcm‑temperature,butdecreasedmarkedlywithincreasingcarboncontentinthe rangeofhypereutectoidcomposition.Themaximum tensilestrengthAsquenchedinto oilfrom760oCwaslowercomparedwiththemaximumtensilestrengthasquenchedintd oilfrom thefullaustenitizingtemperatures.
1. 緒 言
,鋼は,.熱処理方法により機械的性質 と顕微鏡組織が著 しく変化す る.炭素鋼 は,鋼の特性 を理解す る上で基礎 となる鋼材であるものの,その機械的性質 と組織に及ぼす熱処理 の影響 に関す る系統的なデータは比較的少 ない(1).筆者 らは, これ らの うち,既に亜共析炭素鋼 の 場合について報告 した(2).また,炭素含有量がさらに多い,主 に過共析炭素鋼である炭素工 具鋼の場合についても報告 した(3)が,今回は主に引張特性について詳細 に検討 を加 えたので,
これについて報告す る.
2.実 験 方 法 2‑1 試料 と熱処理
'1990年7月 日本産業技術教育学会 ・第33回全国大会 (福島大学)で発表
= 機械工学科 教授 HI機械工学科 助教授 HH 機械工学科 技官
原稿受付 平成2年9月27日
小林義一 ・森山 実 ・堀内富雄
表1 化 学 成 分 ChemicalComposition/‑wt.%
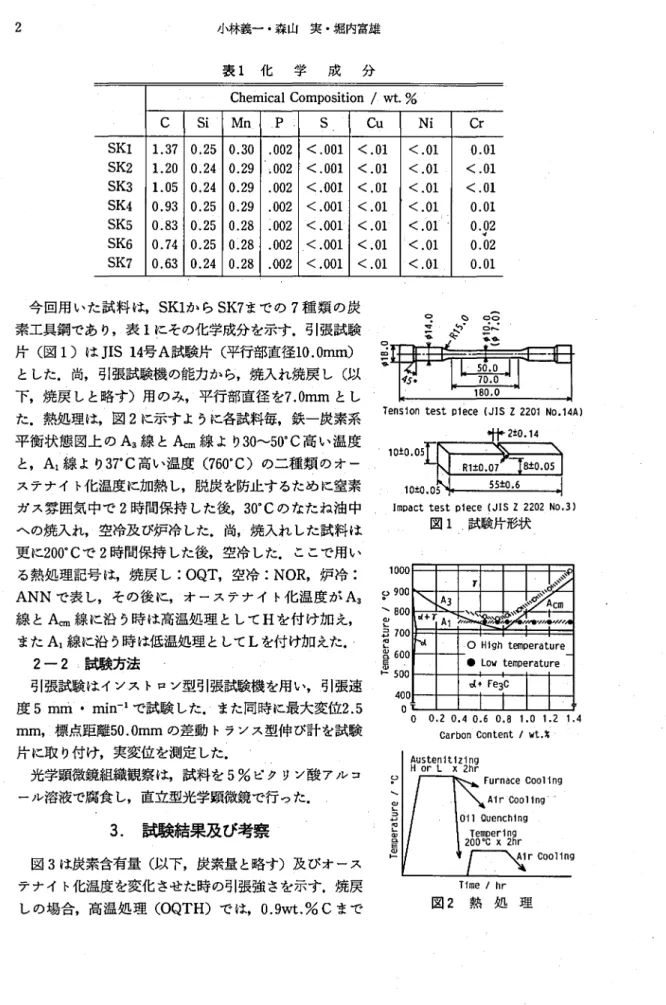
C Si.Mn .P . S∴ qu Ni Cr SKl 1.37 0.25 0.30 .002 <.001 <.01 <.01 0.01 SK2 1.20 0.24 0.29 1002 <.001 <.01 <.01 <.01 SK3 1.0占 0.24 0.29 .002 <.001 <.01 <.01 <.01 SK4 0.93 0.25 0.29 .002 <.001 <.01 <.01 0.01 SK6 0.74 0.25 0.28 .002 <.001 <.01 p<.01 0.02 SK7 0.63 0.24 0.28 .002 <.001 <.01 <.01 0.01 今 回用 いた試料 は,SKlか らSK7までの7種 類 の炭
素工具鋼であ り,表1にその化学成分を示す.引張試験 片 (図 1)はJIS 14号A試験片 (平行部直径10.0mm) とした.尚,引張試験機 の能力か ら,焼入れ焼戻 し (以 下,焼戻 しと略す)用のみ,平行部直径 を7.0mmとし た.熱処理は,図2に示す ように各試料毎,鉄一炭素系 平衡状態図上 のA3線 とAcm線 よ り30‑50oC高 い温度 と,A1線 よ り37oC高い温度 (760oC)の二種類 のオー ステナイ ト化温度 に加熟 し,脱炭を防止するため に窒素 ガス雰囲気中で2時間保持 した後,30oCのなたね油 中 への焼入れ,空冷及 び炉冷 した.尚,焼入れ した試料 は
Tensiontestpiece(JISZ2201No.14A) '什 2±0・14 10±0.05
Impacttestpiece(JISZ2202No.3) 図1 欝験片形状
更 に200oCで2時間保持 した後,空冷 した. ここで用い
る熱処理記号 は,焼戻 し :OQT,空冷 :NOR,炉冷 : 1000
ANNで表 し,その後 に,オ ーステナイ ト化温度 がA, P900 線 とAcm線 に沿 う時 は高温処理 としてHを付 け加 え,
またA.線 に沿 う時 は低温処理 としてLを付 け加 えた.
2‑2 試験方法
引張試験はインス トロン型引張試験機 を用い,引張速 度5mm ・min1で試験 した.また同時 に最大変位2.5 mm,標点距離50.0mmの差動 トランス型伸 び計 を試験 片 に取 り付け,実変位を測定 した.
光学顕微鏡組織観察は,試料を5%ピクリン酸 アル コ ール溶液で腐食 し,直立型光学顕微鏡で行 った.
3.試験結果及び考察
図3は炭素含有量 (以下,炭素量 と略す)及 びオース テナイ ト化温度を変化 させた時の引張強 さを示す.焼戻 しの場合,高温処 理 (OQTH)で は,0.9wt.% Cまで
oooooo.oo87′05
ヽaJnteJadLUaト OoヽaJn山高LadEaト
O Hlghtemperature
● Lowtemperature
Tlme/hr 図2 熱 処 理
は約1500MPa程度で高強度 であ ったが, これを越 える′ 2000 と急激に低下 した. この原因は,オーステナイ ト化温度
の上昇に伴 う,結晶粒の粗大化 と残留オーステナイ トの 増加 によるものと推定 される.低温処理 (OQTL)では 全体的に高強度であ り,また炭素量が共析組成 を越 える とほぼ一定 となった. これ らの結果か ら, より高い引張 強 さを得 るには,亜共析組成では高温処理,過共析組成 では低温処理,つ ま りA3線 とA.線 に沿 うオーステナ イ ト化温度で熱処理す るのが適切であることがわか った.
空 冷 及 び炉 冷 の場 合,い ず れ も高温 処 理 (NORH, ANNH)した試料 は低温処理 (NORL,ANNL)よ り 高強度であ り, また炭素量の増加 に伴って引張強 さは増
し,約1.10wt.%C付近 で最高値 を示 し,さ らに低温 処理ではいずれも共析組成を越 えると一定 となった.
図4は炭索量及 びオーステナイ ト化温度を変化 させた 時 のオフセ ッ ト法(4)に よる0.2%耐力を示す.焼戻 しに おいて,高温処理,低温処理のいずれも共析組成付近で 最高値を示 した後,低温処理では緩やかに低下す るのに 対 し,高温処理ではやや急に低下 した.高温処理での急 激な低下の原因は,引張強 さの場合 と同様であると考 え られ る. さらに焼戻 しの0.2%耐力 は,空冷及 び炉冷の 約2倍の値を示 したが, これは弾性隈が高いためである と考 えられ る.空冷において,低温処理では約400MPa ではQiL 定であ り,高温処理ではこれをやや上 回った.
炉冷 においては,高温処理,低温処理 ともにほぼ同 じ値 を示 し,約300‑350MPaでほぼ一定であった.
図5は炭素量及びオーステナイ ト化温度を変化 させた 時の破断強度を示す.焼戻 しの場合,高温処理では0.90 wt.%Cまでは高強度であったが, これ より炭素量 が 増す と急激 に低下 した. この原因も,引張強さの場合 と 同様 に結晶粒の粗大化 と残留オーステナイ トの増加 によ るものと推定 される.低温処理では炭素量の増加 ととも に急激 に上昇 し,0.90wt.%Cで高温処理 とほぼ同 じ 値 とな り,その後緩やかに低下 した.空冷及び炉冷 の場 令,いずれも高温処理 したほ うが低温処理 より高強度で
00000050
L
L1巾dHヽuTbuaJTSaLLSUa
1
0.8 1.0 1.2 1.4 CarbonContent /wt.!
図3 引 張 強 さ
0.8 1.0 1.2 1.4 CarbonContent /vt.%
図4 耐 力
0.8 1.0 1.2 1.4
carb onContent/wt.駕
図5 破 断 強 度
あ り,炭素量 の増加 とともに増 し,空冷,炉冷 ともほぼ1.10wt.%C付近 で最高値 を示 し た. また低温処理ではいずれ もが炭素量の増加 による変化 は少なか った.
図6は炭素量及 びオーステナイ ト化温度を変化 させた時の真破断強度を示す.焼戻 しにお いて,高温処理では0.90wt.%Cまでは高強度 であったが, これ より炭素量 が増す と,急
小林義一 ・森山 実 ・堀内富雄
激 に低下 した.低温処理では,炭素量 の増加 による変化 は少 な く,約1500MPa前後 でほぼ一定であ ったが, こ れは共析組成付近で,絞 りが極小 となったためであ る.
しか し,高温処理では全体的に絞 りが少ないため,破断 強度 とはぼ同様の傾向を示 した.空冷 の場合 は,高温処 哩,低温処理 ともに炭素量の変化及びオーステナイ H と 温度の影響 は小 さ く,‑いずれ も約1000MPa前後であっ た.炉冷 において,其破断強度は高温処理,低温処理 の いずれも炭素量の増加 に伴 って,一旦上昇す るものの, 過共析組成になると低下 した.また炭素量の増加 に伴い, 高温処理 と低温処理の真破断強度 の差 は拡大 した. さら に低温処理 した ものの真破断強度 は,′高温処理の場合 を 上回った.
図7は炭素量及 びオニステナイ ト化温度を変化 させた 時の静的引張法によるヤング率を示す.焼戻 しでは,高 温処理,低温処理 ともに炭素量の増加 に伴い,ヤング率 は上昇 したが,1.20wt.%Cを越 えると高温処理 では 低下 し, また低温処理ではほぼ一定 となった.空冷では いずれの処理でも,ほぼ一定であ り,焼戻 しと同様低温 処理のほうが高温処理 より大 きい値を示 した.炉冷 にお いて,高温処理では炭素量の増加 に伴い,直線的にわず かに減少 したが,低温処理の場合 は共析組成付近で最高 値 を示 した.機械設計 において,鋼のヤング率 は205.8 GPa(21000kgf・mm‑2) の値 が用 い られ てい る.一 方,従来 ヤアグ率は炭素量の増加 とともに減少 し,共析 組成付近 で最低 とな り, これを越 えるとわずか増加す る
2000
oooo∞亡「一〇5
PdHヽtn5uaJTSaLnTdnt[anJ1
e
d9JSnLnPONS.6uno^
0‑‑0 0OT
H
ロー一口 NORH●‑1・・●00T
L
lt一・・Jt NORLA一一・・「AANNH
▲一一▲ANNL
0.8 1.0 1.2 1.4
CarbonContent/ wt.!
図6 真破断強度
0.6 0.8 1.0 1.2 1.4 CarbonContent/vt.㌔ 図7 ヤ ン グ率
こと,また焼入れすると焼 なましのものより低 くなると言われている(5)が,今回得 られたデ ータもこれに近い値であるものの,焼戻 しの場合 はやや低 く,測定法の違いがその原因 と考 えられる.
図8は炭素量及 びオーステナイ ト化温度を変化 させた時の絞 りを示す.焼戻 しにおいて, 高温処理では全体的に小 さく,炭素量 の増加 に伴い緩やかに減少 し,また低温処理では炭素 量が増す と急激に低下 し,‑共析組成付近で高温処理の場合 と同程度の極小値を示 し, これ よ り炭素量 が増す と急増 し,1.20wt.%Cで約30%の極大値 を示 した..空冷 において,高温 処理では炭素量の増加 に伴い,約42%か ら単調に減少 し,また低温処理では炭素量の増加 に 伴 いやや減少 し,共析組成付近で極小値 を示 した後増加 し,1.10wt.%Cで約36.7%の極 大値 を示 した.炉冷において,高温処理では炭素量の増加 に伴い,約33%か ら単調に減少 し, また低温処理では共析組成付近で極小値の28%を示すまで炭素量の増加 に伴いわずか減少 し た後急増 し,1.05wt.%Cで約47.0%の極大値を示 した.
写真1は炭素工具鋼を各種熱処理 した時の代表例 として,炉冷 した試料の光学顕微鏡組織
を示 し,上段 が高温処理,下段 は低温処理 した組織 であ る.両温処理 した ものは炭素鋼 の標準組織(6)と呼 ばれ 亜共析,共析,過共析組織 の特徴 が よ く現 れ てい る. 普 た過共析組成で は炭素丑 の増加 に伴 ってオーステナイ ト = 化温度 を上 昇 させ た ため,組 織 は粗 大化 した. さ らに SKlでは結晶粒 内に ウィ ドマソスチ ッテソ ・セ メン タイ ト(7)が観 察 され るが, これ は結 晶粒 の粗 大化 と徐 冷 中 Acn.線 を切 る時 の冷却速度 がやや速 く,炭娼原 子が 卜分 に拡散 で きなか ったためであ ると考 えられ る.低温処坤 において,SK7で は高温処理 の もの よ り組鞭は や や 細 か
く,SK5ではパ ーライ ト中に球状化 した七 メ'/タイ トが 少虫分散 して い る. またSK3で は, やや不 揃 いで けあ るものの, よ く球状 化 されたセ メンタ イトが分散 した球 状 パ ー ライ ト組織 とな ってい る, さ らにSKlで は球状 パ ーライ ト中に分断 された初析 セ メンタイ トが観察 された.
共析組成 を越 えると組織 は球状 パ ーライ トとなってい るが, 史の増加 とともに絞 りが急増す る原因であ ると考 え られ る.
PaJVJOUOこUnPa∝
0,6 0.8 1.0 1.2 1.4 C8rbonContent/vt.I 図8 絞 り この ように低温処理 において, これが過火析組成 において炭輯
4.総 括
SKlか らSK7までの7種類 の炭素工具鋼 を,各試料毎 に2種類 のオ ーステナ イ ト化温度 で焼入れ焼戻 し,空冷及 び炉冷 の各種熱処理 を施 し,引張試験 を行 った ところ,次 の ことが わか った.
(1)引張強 さは,焼入れ焼戻 しにおいて高温処理 の場合,亜共析組成 では高強度 であ ったが, 炭素丑 が共析組成 を越 えると急減 し, また低温処理 の場合 の最高値 は高温処理 の場合 をや
SK7
aJnTPJadLUaTUBLHaJnTPJadulaThO1
SK3 SKl
写真 1 炉冷の光学顕微鏡組織
小林義一 ・森山 実 ・堀内富雄
や下回ったが,全体的に高強度であった.空冷及 び炉冷において高温処理 した場合 は,炭 素量の増加 に伴 って増加 したが,低温処理 した場合はいずれ も高温処理 した場合の最低値 でほぼ一定 となった.
(2)耐力は,炉冷,空冷,焼入れ焼戻 しの順 に高 くなった.また焼入れ焼戻 しの耐力 は弾性 限が上昇す るために,空冷及び炉冷の約2‑ 3倍の債 を示 した.
(3)破断強度は,焼入れ焼戻 しの場合 は高温 ・低温処理 ともに大 きく変化 した. また空冷 の 高温処理では炭素量 の増加 に伴 って増加 し,1.10wt.% C付近 で最高値 を示 したが,壁 冷の低温処理及 び炉冷の高温 ・低温処理の場合 はいずれ もその変化 は小 さかった.
(4) 真破断強度 は,低温処理の場合はいずれの熱処理においても,炭素量の増加 に伴 う変化 は小 さく,ほぼ一定であったが,高温処理 した場合の変化 はやや大 きく,特に焼入れ焼戻 しで著 しかった.
(5)ヤング率 は,空冷及 び炉冷では205‑210GPaではば一定であ り,また焼入 れ焼戻 しの 場合 は全体的に空冷及 び炉冷の値 より小 さ く,高温 ・低温処理のいずれにおいても,炭素 量の増加 に伴 って増加 した.
(6)絞 りはいずれの熱処理においても,高温処理では炭素量の増加 に伴い単調に減少 したが, 低温処理では共析組成を越 えると,急激 に増加 した.
本研究を進めるに当た り,御指導賜 りました本校名誉教授片山修一先生 に深 く感謝 の意 を 表 します.また,卒業研究生 として実験 に協力 していただいた香山義彦君 (本田技研),中 村太一君 (石川島汎用機械) に感謝申し上げます.
参 考 文 献
(1)門間改三 :鉄鋼材料学,実教出版,132,148(1979).
(2)森山 実,小林義一 :日本産業技術教育学会誌,28,13‑21(1986). (3)堀内富雄,小林義一,森山 実 :日本産業技術教育学会誌に投稿中 (4) JISG O202 鉄鋼用語 (試験), 6 (1987).
(5)中沢 ‑ :弾性係数分科会報告書,日本機械学会,16(1968). (6)荒木 透,他 :鋼の熱処理技術,朝倉書店,29(1969).
(7) 大和久重雄 :JIS鉄鋼材料入門,大河出版,165(1978).