NII-Electronic Library Service 【研 究 論 刻 UDC :624
.
078.
3:624.
012.
45 :624.
04:624.
059,
22 日本建築学 会構造系論 文 報 告 集 第 349号・
昭 和 60 年 3月鉄 筋
コン
ク
リ
ー
ト
用
棒鋼
の
ガ
ス
圧
接 継 手
の
低
温
引
張 強 度
特
性
お
よ
び
圧 接 部
の
焼 準
の
確 認方 法
低 温下
に お け る鉄 筋
コ ン クリ
ー
ト用棒鋼
の ガス圧接継 手
の脆 性破 壊発 生特性
に関ず
る実
験的
研 究(
そ の3
)
員 員 員 会 会 会 正 正 正 正 会 員藤
藤
中
矢
本
盛
込
部
盛
紀
忠
喜
久*明
* *男
* * *堂
* ** * §1
序 筆 者ら は, こ れ まで に, 既 報 1)で,
鉄 筋コ ン ク リー
ト用 棒 鋼 (以 下,
鉄 筋 と呼ぶ )の切 欠 感 受 性 を 円周 切 欠 丸 棒 試 験 片に よっ て評 価 する方 法を示 し た。
さ ら に,
引き続 き,
既報2)で,
鉄 筋の ガス圧 接 施 工 時に鉄 筋の表 面にク ランプきずが 生 じ る と,
こ の表面き ずを起点と し て脆性破壊が生 じや すい こと を示しな。 そ こで,
ク ラン プき ずの よ う な 表 面 切 欠 き を 有 す る 鉄 筋 を 想定し, 使用温度において鉄 筋コ ン ク リー
ト部 材と して 十分 な変 形 能 力が得られ る た めに必 要な伸び性 能 を有す る鉄 筋の材 質 選 定 方 法 を示した。
既報 3 )で は, 鉄 筋の ガス圧接 継 手の冶金的 変 化につ い て検 討 を行い,
鉄 筋の表 面のふし間 隔の縮み によっ て 生じる ノ ッチ底 部か らの脆 性 破 壊 発 生 特 性 を検 討する た めに そ の ノッ チ をモデル化し た 円周 切 欠丸棒試験片によ り熱影 響部にお け る脆 性 破 壊 発 性 特 性 を調べ た。
これに よっ て,
焼 準 (後 熱処理)の効果の大きい こ と を定 量 的 に 爪 し た。
本 報では,
圧 接 継 手の低 温 引 張 強 度に及ぼすふ く ら み 幅,
焼 準の影 響を実 験 計 画 法によっ て調べ,
圧接 部の応 力 集 中を軽 減す る観点 か ら 最 適 なふ く らみ 形状,
お よ び, 継 手の状 態で の焼 準の効果にっ い て検討し た。
これ に よっ て既報1}・
2〕・
3}の 知 見 をも含めて低 温 構 造 物 を 対 象と し た 鉄 筋ガ ス圧接 継 手の圧 接 条 件 を設 定し,
種々 の鉄 筋 のガス圧 接 継 手につ いてこ の圧 接 条 件の妥 当 性 を低 温 引 張 試 験に よっ て確 認し た。 最後に, 現 場に おける圧 接 継 手の品 質 管 理の一
手 法と 零 神 奈川大 学 教授・
工博 ** 清水 建 設 (株 )技 術 研 究所 主 席 部 員・
工 博 * ** 信 州 大 学 助教授・
工博 # # 清 水 建 設1
株 )技 術 研 究所 研 究 員・
工 修 (昭 和 59 年 5 月 7日原 稿 受 理日,
昭和 59 年 10 月 5日改 訂 原稿 受 理 日,
討 詭 期 限 昭 和 60年6月 末H) し て硬さ測 定によ る 圧接 部の焼 準と確 認 方 法につ い て検 討し た。
§2
ガス圧接継 手の低温引 張 強 度に及ぼす ふ く ら み幅お よ び焼 準の影 響 (実 験1
) 2.
1 目 的 既報2
)で は,
鉄筋ガス圧接 継 手の低 温 引 張 強 度に及 ぼ す諸要 因の影 響につ い て実 験 計 画 法 を 用いて検 討 し た が, と り あげた要因の う ち, 圧接部の ふ く ら み幅お よび 焼 準の効 果につ いては明 確な結論 を得るに は至ら な かっ た。 こ れ は,
圧接 継 手の多く が圧接 時に生じる クランプ きずから母 材 破 断 を生 じ,
圧 接 部 破 断が きわ めて少な かっ た ためである。 本 実 験では,
圧接 時に鉄 筋の表 面に ク ランプきずが生 じない よ うに く さ び型の クランプ2蹙 用いク ランプきず か ら発 生 する母 材 破 断を防 止し,
必 然 的に圧 接 部 破 断 を 多く生 じさせ,
ふ く らみ形 状お よ び焼 準の効果を, 再 度 実 験 計 画 法 を用い て定 量 的に明ら かにす ること とし た。
2.
2 実験 計 画 (1 ) 試験要因と水準 本実験で は,
試験 要 因と して鉄 筋 種,
ふ くらみ幅,
焼 準,
温度の 4因 子をと り あげた。
各要因の水準は表一1
に示 す とお りで あり,
これ らの要 因 と水 準 を表一
2に 示す よ 表一
1 要因 と水 準 水 準 123 要 因 A (鉄 筋 種)高炉 D32 高炉 D51 電炉 D32 B(ふ く らみ 幅) 1.
2D1.
7D2 2D C (焼 準 ).
無 有}
亅〕(温 度)一
75℃一
100℃一
⊥50℃一
91
一
N工 工一
Eleotronio Library表
一
2 要 因の わりつ けと繰り返し数 要 憎 A B C D (温 度 ) 晦 (鉄 筋 種 〉 (ふ くらみ幅 ) 〔焼 準 )一
75℃一
100℃一
150 ℃ 1D32 高炉 L2D 無 222 2〃
旦.
7D 有 222 3厚
2.
2D 有 222 4D51 高 炉 1.
2D 有 222 5厚
1・
7D 有 222 6 ∬ 2,
2D 無 222 7D32 宙 炉 1.
2D 看 222 8 ’尸
L7D 無 2 し 22 9 厂尸
2.
2D 有,
222 翊一
一
轟
L
些型
灯LKIL 躅 @競 入IL 焼 もど 巽材 〔ア
ズ
e 一 } うに既報2
)と同 様 に 実 験計 画法のL
, 直 交 表に りつッ
た。 各要因の水準の 概 要 は 次 の とお
である 。1
)鉄筋種 本実験では,鋼種
SD35
で,ふし形 ,径 が異な る 3 種類
の 鉄 筋 を用い た 。 各供 試 材の 化 成 分 および機
械 的性 質 は表 一3に
すとおりで あ る 。@2
) ふくら
み 幅 本 実 験では , 圧接部の
ふく らみ の 大 径を1
.5D
(D
は 鉄筋 の 呼び
名 の数値) と 定に
して,
ふく
らみ幅
を1
.2D
,1
.7D
2
.2D
の3
水 とし た。3 >
焼 準 焼準につい て は, 圧接 の ま (無)と 焼準
したもの (有) の2 水
準 とし ,直交 に は焼 有をダ ミ ー とし わりつ けた 。4
)温度
試験温
度につい
ては −75
℃ ,−
100 ℃, −150
°C の3
水 準とし これ らの水
準を 直交表 に 外 側因子 とし て わ りつけ た 圧 接 部の ふく ら み 幅お よび
焼 準 の効果の程度 を明ら に す る ためには , 供 試 体の中にある
程度 の 数圧 接部 断 を 生 じさせ る必 要 が ある 。そのため,実 際 の低 温 造物 で対
象 とされる温度よ りも低い温 度域
で 実験 を った。 実験 繰り返し 回 数は ニ し , 計 54の実 験 をっ
。 (2) 試 験 体 (al 素 材 試 験 体 一 @4QO 400 8 500650
2000
(
b
)
継 手試駿体 図一1試 体の形状 寸法 試 験 体 の形状 寸法 は , 図 一1 に示 す おりである。 各 試 験体と も 所要 の 試 験部分 を 除 いて 周波 焼 入 れを 施 し
ト
強度増加をはかり,目的 と する
試験 部 位で 最 終 破断 が 生じ る よ う に し た。 圧接試 験 体の 作 成 にお
い ては 圧接 作業 のバラツキ を少
なくす る ために 自動 ガス 圧 とし
た 。 ただし ,現
有の 自動 ガス 圧接装置 では , バー
の揺動幅 に 限界がある た め,
ふ くら み 幅2
.2D
場合
には 手 動ガ ス圧接 と し た 。 い ずれの圧接 方法
に いても,ふ くらみの 最 大径を1
.5D
と し, 要 のふ く らみ
幅 が 得られるようにバ ー ナの
揺 動幅およ
圧 接時間 を変化さ て圧 接 し た 。 各鉄筋径 , ふ く ら み 幅ごと
の圧
接 条 を表一
4
に 示す
。 (3
)焼準方法 本実 験で , 既 報3
) の実験 結果 を もと
に,表
一5
に 示 す一定
のバー ナ 力の
とで焼準の 加 熱 を 行い , そ 加熱 時間はD32
の 場 合1
.5
分、D51
の場合D0
分 とした
。(
4
)低 温引張試験方法 素材 および継手の 低 温 引張試験 方法 は, 既 報2
)に示キ
とおりである
。すなわ ち,低温槽内 に液 体 窒素 を 噴霧 し, ファ
によっ
て か く 拌し で き る 低温雰囲気中 で 試 験 体 を 冷 却し , 所 定の 試 験 度に おいて静
的 引張載荷 行った
。2
,3
実験 結果 本実験
におけ 圧 接 継 手の低
温引張 試 験結果を実験番号
ごと に図 一 ノ 示 す。 こ こで ,脆 性 破 断を
生じ
た継手 の破断部 は,
圧 接 の ふ く ら み 部 ,母材 の クラ ン , ロー ルきず 部 分 に 大別で きるq図 ぞれW,C, Rの ナ表 表一 供試 体 フ化 学 成分 ィ 謔ム@ 械 Iォソ<TAB><TAB><TAB><TAB><TAB><TAB>化 学成 分 @ @ 〔雅 )<TAB><TAB><TAB><TAB><TAB><TAB><TAB>機 械 的 性
質
<TAB><TAB>供
試材 記 @号
<TAB>呼
び名<TAB>サ 法翻
ll<TAB>CI<TAB>Mn<TAB>P<TAB><TAB>Cu<TAB>Ni<TAB>r<TAB>solA
彡 Zn <TAB><TAB>N<TAB> 臨
〆
c<TAB>σ
Y( 竃f
!m)
<TAB> σ9
〔k r/
∬ 〉<TAB>E6.
〔% j<TAB>R.A ,〔
%)<TAB>vTrs 〔 氏L
P
S<TAB>D32 す 51<TAB>高 炉鉄
筋電 炉鉄
筋高 F鉄 筋 <TAB>o.240.270
,27<TAB>0 .3lQ.
310D35<TAB>1.
35 o21.41<TAB>O ,0300 .0 00 ,024<TAB>O
.
021 .0330
. 016<TAB>0. OIO,24 .01<TAB>
10 D02410 ,02
旨
0 ,0550.
0 26<TAB>0 ,1 0.03<TAB>o
,
oo 】0
. OlO. 027<TAB>TrD . 040. 002<TAB>0 .OO
90. 01170,
0 8<TAB>3.785 .22<TAB> し5 .63;45 .5
48,
& 45」<TAB>64.465 .3NII-Electronic Library Service 表
一
4 圧接 条 件 圧接 部形状 バー
ナー
振 幅 〔) 時 間 (s
) 縮 み 代 {mm ) 加 圧 ガ
ス
流量 (〃hr・
alm0 ℃ ) 鉄 筋 呼ぴ名 工 程 工 程 工 程 還 元級 中 性 炎 3,
451678934,
567 894710u ラ ム 断 面積 (匸
) 設 定 圧 力 (kgrん )02C2H20:
C2H:
1.
2Do61422303850201510L52022151810400 D321.
5.
D 皇.
7Do14334355.
585320201D15 452227291040018102040202D1880 幽 2.
2D 60−
80 3mm OO se⊂
39 】044D 1,
2Do132842 53649 多 4043 3535352328 3020410 D5 】 1.
5D ユ「
.
7D0255D721go929950353535 与323
コ
35 372046D3650437040604000 * 2.
2D 80瓱
120 6m」
n35sec 46 20460 汪) * 2
,
2D の場合 は手 動 圧 接 120・
.
i
°°ミ
、。言
.
ヒマ60 鐘4° 2Q )/
/
しド
リス
蠶
F鬣
,:
1
,
Eil:
,−
1
・
1
”1
き剛 破 。 1二
1
」 1[
辮漏
1「
iC性1’
脚 C I.
川 クラン
ワ
醐」漸 R I・
月1ロ
ー
’
Lさ.
r咳 四「 o−
200−
1SO「
一
100−
50 0 1』L 度T(℃ , (a) 120 」ool}
・D6 れ暴
養・ 。 20 ヨ20 Mヒ
zン リズ
{
辮
.
最
. UT o一
D雫
150−
100−
50 0 温 度 Tく℃, 〔b 〕i
°°萇
、。 ぎ とゴ6o 藝 董・。 20:
欄 さ 剛 蜘儲譲
1鰍 闇「,賽
1
潔
二
蠶
1}齶
o−
ax)−
150 Y一
TOO一
敦 〕 0 温 度 T【℃〕 {d } 120i
°° 墨 望゜ b 蟹 60勇
IT
/
”° 20 129 』00 隹}
,。 5 齪6D 塋・。 20 」20loo簷
}
・。 5hf景
董・。 20 s/
1
アノ
リ1
羅
i凧
,
:
1
徽
さ 蝋 購,
;
1
; ,鸚
畆
!lt闇 1’ C I:
}尉7ラン
7占11岐 断 P 「:
}躰ロ
ー厂
レ
き.
1L岐 断 σT o−
200一
仁50−
100−
50 0 温.
度Tc’
c) 〔9},
SUL5ンIJ・
ロ
ズ驪
’
帆
、 σT o−
2QO−
1馭 〕−
100−
50 0 温 度 丁cec) {e) H,
tSシリズ
撚
炉罵
、 σT o−
2CD−
15Q−
100−
50 0 1温 1虻 T〔°
C,
(c) 120 ♂ooξ
垂8° b 翼60 鷽 煢40i20 120ぜ
゜ °毳
, 。.
言
蟹 60i :曩
“° 20犠
kl
凧
T 0−
2QQ噛
150−
1DD−
5D O 服 度T〔°
C〕 【h〕 L/
/
t ン リズ
1
饗
\
、ノ
噺
/ ’w T 0−
2Q9−
150r100
−
5◎ O 温 度 τ 〔°
C適 〔r) 12Gi
°°毳
、。 言 蟹60t_
;如 20 1・
/
匡
9ン
1,−
t : 1〕32「
L
匡炉 22Dtt/
v.
有 σ9Or 図一
2 圧 接継 手の低温引張 試 験 結 果 Q−
200−
15D−
100−
5D O 温 度 TPC 適 ω 示 した。 なお, 記 号のないもの につ い ては,
母 材で延性 破 断 を生じ た こ とを示す。
圧接 継手の低 温引張 強度に及ぼ す各 要因の影響につ い て検 討す るに当っ て, 各 試 験温度にお け る継 手の引 張 強 さaJ と素材の引 張 強さσβと の比 aJ/aB を継 手 強 度 比 と 定 義 し
,
a./ as に関 する分 散 分 析を行っ た結 果 を表一
6 に示 す。 こ の分 散 分 析に おい て, 破 断 部 位 がC
,R
の 場 合,
圧 接 部の真の強 度は不 明であるが,
破 断 部 位の影一
93
一
N工 工一
Eleotronio Library表
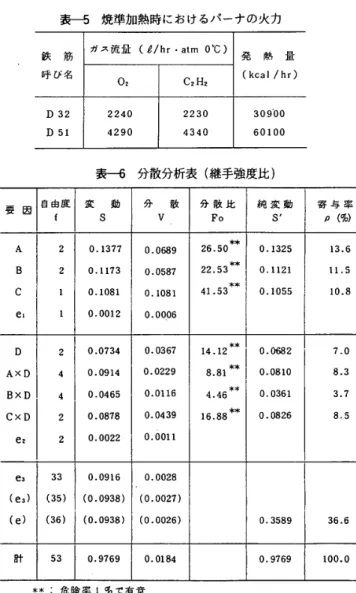
一
5 焼準 加 熱 時における バー
ナの火力 ガス流量 (4/hr・
a皇m Oレ
C) 鉄 筋 呼 び 名 02 C2H2 発 熱 量 (kcal /hr) D32D51224D4290 22304340 30910D60100 衷一
6 分散分析 表 (継手 強度比) 1 要 因 自 由 脱 f 変 鋤 S 分 散 V1 分 散 比 Fo 純 変 動 S
’
寄 与 率 ρ (筋) 榊 A20.
1377O.
058926.
500.
ユ325L3,
6B20
.
U730.
0587 22.
53O構.
1121u.
51
窒* C1O,
1081 [ 0.
108141.
53O.
1055 且0.
8 eL1,
OO120IO
.
0006 率* D2O,
07340.
0367 工4.
12O.
0682 7.
0 AXD40.
09140.
Q229常
* 8.
81O.
0810 8.
3 BXD4D.
04650.
0116 *宰 4.
460.
0361 3.
7 CxD2O.
0878O.
0439 *累 16.
88D.
0825 8.
5 e220.
00220.
0011 e3330,
09160.
002S (e国
) 〔35) (O.
0938 ) 〔。… 2・}1
(e) (36) (0.
09381 (。.
002酬 0.
358935.
5計 53o
.
9769O.
Ol84 0.
9769100.
0轄 :危 険 峯 1 %で有 意 響 を除 くために
,
母 材 強 度と同等の強 度を有するものと 仮 定し て解 析し,
安 全 側の評 価を行っ た。 本 実 験で は,一
次 要 因,
二 次 要 因とも 危 険 率 1%で 高 度に有 意で ある。 こ の中で も要 因A の寄 与 率 が 最 も 大きい。
図一
3に各 有 意 要 因の効 果の推 定 を 示す。
こ れ ら の結 果か ら次の こと が言え る。
1)本 実 験に お け る試 験 温 度の範 囲 内で は, 鉄 筋 径に よっ て継 手 強 度 比が異な る。
す な わ ち,
太 径の鉄 筋の圧 1.
21.
1遷
1 。ゴ
袰
α9蠧
。.
、 07 阨 3°
8F
↓ 阨 δ゜
° 9 − 鹸 D δ゜
の トー
冒
馳 ε’
Oの
「
↓ 阨 δ゜
。 。 丁 簸 D【
り ちト
ー
}
5DG°
O ヨ ↓ 2 葉 D6bO 〒〕
山 D【
U 脇 卜−
一
恥 G。
o £ ↓ 2 芝 D〔
凵
も O尸
−
〕
脚 D(
U も トー
〕
2ゴ
“ C
(
Q冖
財〔
既ハ
甌(
{ 距 〇 四 吋 0卜
.
「
ONr,
俗▼
一
稀「
°
り
冒
小
肋(
旧
蚤「
需 e 陣 勉 ;「
覧 邑 e 筋 鉱 馬 ε { 謝 9 60.
定 推 の 果 効 因 要 3一
図 接 継 手の 場 合 は 細径の鉄 筋に比べ て継 手 強 度 比が低い。
2 )ふ く らみ 幅が 1.
7D の場 合は L2D に比べ て若 干 継 手強度比は高いが, 2.
2D になる と継 手 強 度 比は顕 著 に低 下 す る。
3
)焼 準し た もの の継 手 強 度 比は圧 接の ま まに比べ て 高い値を示す。
4 >温度は継手強 度 比に及 ぼ す影 響が大き く, 温 度の 低 下に伴っ て継 手 強 度比 は低 下す る。
5)温 度 と 鉄 筋 種,
ふ く ら み幅,
焼 準の そ れ ぞ れの間 に交 互 作 用が見られ,
鉄筋種につ い ては太 径 (D51
), ふ く ら み幅につ い て は2.
2D,
焼 準にっ い て は圧接の ま まの場 合にそ れ ぞ れ 温度の低 下に伴い継 手 強 度 比 が 著し く低下す る. な お,
本実 験で は各 要 因 と も一
75℃ で は 水準間に有 意 差は見 られ な い。
一
方, 本 実 験で は,
既 報2)に比べ て,
ク ラ ンプきず か ら破 断し たもの は少な く,
し かも,
そ の耐 力低下は比 較 的 少な い。
こ れ により,
く さ び型の クラ ンプが有効で あ ること が わ か る。 しか し, こ の ク ラ ンプ型 式の場 合に も,
鉄 筋の ふし上にわずかに軽 微な ク ランプきずが残る こと が あ り, こ れ が継 手の終 局 強 度 時に脆 性 破 断を誘起 す ること を考え れば, 今後さ ら に改 良す る余 地 が ある。 本実験 結果お よ び既報 2)の知見を基に, 低温下で使 用さ れ る鉄 筋 ガス圧 接 継 手に母 材 と 同 等 程 度の継 手 強 度 を確 保する ために は, ク ラ ンプきずのつか な い圧 接 装 置 を 使 用す る と と もに,
ふ く らみ径 1.
5D,
ふ く ら み幅 1.
7D のふ く ら み形 状と し,
圧接 部の焼 準を行う必要、
ある と言え る。
§3
各種 鉄 筋の ガス圧接継手の低温引張 強度 (実 験∬) 3.
1 目 的 本 実験1
の結果,
低温下に おける鉄 筋の ガス圧 接 継 手 に高い継手強度比 を確 保す ることの で き る圧 接 条 件が明 らかになっ た。 し か し,
こ の圧 接 条件は,
少ない種 類の 鉄 筋に よる実 験 結 果か ら得ら れ た もの であ り,
市販の他 の種 類の鉄 筋につ い て も適用で き る か否か につ いて確認 してお く 必要が あ る。
こ こ で は,
径お よ び ふ し形 状の異な る 10種 類の鉄 筋 につ い て現状に お け る実 際の低温構造物で対象と さ れ る 最 低温度 近 傍で圧 接 継 手の引 張 強 度の確 認 を行っ た。
3.
2 実 験 計 画 (1
) 供 試 材 本 実 験に用い た供 試材は,SD35
,D32
が7種 類 (高 炉 鉄 筋 4種 類, 電 炉 鉄 筋3
種 類),D51
が 3 種類 (高炉 鉄筋 2種 類, 電 炉 鉄筋 1 種類 )であ る。 これ らの化 学 成 分 お よ び機械 的性 質を表一7
に示す。 (2 ) 試 験 体の作 成 試 験 体の形 状 寸 法は,
実 験1
と同 様である。 試 験 体の 作成に当っ ては,
ふ く ら みの最 大 径 を1.
5D,
ふ くらみ一
一
NII-Electronic Library Service
J
表一
7 供 試 材の化学成 分お よび機械是性質 (実va
ll
) 供 試 材’
化’
学 成 分 〔% ) 1 機 械 的 性 質 呼 び名 製 法 種 別 記 号 cSi 恤 PsCuNiCr501 △6z“
N 物/c σY 〔 f〆 ) σ8 〔kgf/m ) E6,
{私 ) R.
A.
(% ) vT【
s 〔℃ ) LD 詑 高炉鉄筋 o.
240 β1 ユ、
350.
0300.
0210.
010、
0240.
020.
OOlTro、
oo395.
6345.
664.
430.
566.
8O,
5 M”
’
广
D.
220.
421.
340.
D270.
0320.
D2O,
0230.
DLD.
om 丁厂
O.
00396,
D943,
260.
031.
365.
315.
4 N〃
〃
0.
250.
251.
370.
Q290.
D25O.
010.
0300.
020.
026o.
oo10.
00705、
4843.
561.
930.
867.
5一
10.
1 0〃
”
o,
290.
33 】.
360.
0300.
0240.
田 0.
0340.
06O.
003O.
0010.
00484.
5941.
O64.
828,
761.
444.
正 P〃
竃 炉 鉄笛 0,
270,
311.
02G,
02D0、
033o.
240.
055o,
12o,
oo1O,
0040、
Dユ173.
7848,
865 β 28.
455,
615,
9Q
〃
〃
o.
27o :301.
U0,
0340.
0270 β2o.
o了40.
2D,
00且 0.
0070.
01244.
1140,
064.
727.
454 β 65.
0 R〃
〃
0.
25o,
201.
02o.
029o,
0330.
35o.
07且 0、
220.
0010.
004O.
Dl143,
9241.
151.
229.
958.
728.
6 SD51 高 炉 鉄 筋 o,
27036匸
1.
410.
0240.
Ol60.
0】 D,
眤6o.
030、
0270,
002O.
00285.
2245,
166、
匸 28.
558.
75.
9 T〃
〃
o.
27o β 91.
390.
038O,
036O,
020.
0350.
OB0.
002TrD,
00505,
1542.
352.
G29.
56 聰β 36.
3 u厂
r 電 炉 鉄筋 0.
30O.
181.
130.
0320.
048O.
400.
086o,
23O.
0010,
0040.
OllO3,
7742,
565.
925 β 48,
777.
0σY :降 伏 点 eB :引 張 強 さ E4 :伸び率 R
,
A.
:絞 り vTrs :破 面 遷 移 温 度 1.
2 11 8Lo≧
曇09 慧強
。, 鴪 07 つ6 ■ 「一「
「− 71 試 験1股一
75℃ 鰤 、SO55 ° 母 職 断 ● 圧 接 部岐断 W:
匣 接のま ま N:
焼iv/したもの oo ●●
●88
wNwNWNWNWNWNWN L M N O P O R し 卩52 供 試 材 図一
4 各 種 鉄 筋の圧 接 継 手の継 手 強 度 比準
幅を1.
7D と し,
自動ガス圧接装置 を 用いて圧 接 し た。
圧 接 試 験 体の半 数につ いて は,
前 述 表一
5に示す バー
ナ 火 力の もとで焼準を行っ た。
(3
)試 験温度実 際の低 温 構 造 物で対 象 と され る最 低 温 度よ り若干 低 い
一75
℃ で試 験 を 行い,
安 全 側の評 価を行うこ と と し た。3.
3
実験 結果 本 実 験に お け る 圧接継 手の低 温 引 張 試 験 結 果を図一
4 に示 す。 まず,
破断位置につ い ては, 全 試 験 体30体 中,
圧接 部 破 断 を生じ た もの は 11体で あ り,
そ の内訳は圧接の ま ま 9 体, 焼 準 し た もの 2体で あ る。
残り 19体は母材 破 断で ある。 圧接 部 破 断を生 じ た試験体に注目 す る と,
圧 接の まま で は継 手 強 度比の低 下が25
%程 度にな るものが見られ る が,
焼 準し たもの で は圧接 部破断 と 言 え ど も径 また は ふ し形 状にか か わ らず,
継手強 度 比は ほぼ1.
0で,
母 材 と同等の強 度を 呈 して お り,
焼準の効果の大き い こと が 確め・
ら れ る。 こ こ で, 焼準し たもの の うち,
供 試 材0
およびS
の 場 合,
それ ぞ れ 1 体ずつ 若干 強度低 下を示して い るもの が見 られ る が, こ れは ふ しの上に生 じ た軽微 なク ラ ンプ き ずか ら母 材 破 断 を生 じ た た め で あ る。
な お,
供 試 材U
は母 材 破 断に もか か わ らず継 手強 度 比の 低 下が見 ら れ るの は,
もとも と素材の靱性が低 く (。
T,。
=
+77℃), 母 材 表 面の ふ しのつ け根の 応 力 集 中 に よっ て脆 性 的に破 断し た た め である。 §4 考 察 4.
1 ふ く らみ幅の影 響 (1 )ふ く ら み幅によ る応力集 中 の変化 圧接継手のふ く ら み部に は鉄 筋の表 面の ふ し間 隔の縮 み によっ て ノッチ が 形成されや すく, その ノッチ底部に 応 力集中が生じ る。
低 温下 での使 用 を考 慮すれ ば, で き るだけ ふくら み径 を 小さくし,
ふ く らみ幅 を大きくする ことに よっ て圧 接 部の応 力 集 中を軽 減する のが望まし い と考え ら れる。 しか し,
良 好な圧 接が得ら れ る た めに は,
ふ く ら み径は1.
5D 程 度の大き さ が 必要であ るの。
そこ で, ふ く らみ径をLsD と一
定に してふ く ら み 幅 を変 化 させた場 合の圧 接 部の応 力 集 中の変 化 を有 限 要 素 法5 )を用い て検 討し た。
解 析に は,
互に ふ し形 状,
径の 異な る3
種 類の鉄 筋 M (D 32),
R
(D32
)お よ びS
(D51
)の圧接継手を用い t。
これ らの圧接 継手は そ れ ぞ れ ふ しの位置 が圧 接 面に対し て対 称と な るよ うに圧接し た もの で,
継 手の縦リブに対 し て 90°
の鉄 筋 軸 断 面に お ける圧接 部の形 状を 忠実に再 現し,
鉄 筋 軸に対す る軸 対 称 問題 と して弾 性 解 析を行っ た。 要素分 割の一
例を 図一
5に示す。
応 力 集 中 を相 対 比 較す る た め,
注 目 す るノ ッチ底 部の三角形要 素の一
辺の 最 小 長さ は約0.1mm
と し, 最小要 素の形状 寸 法はいず れの場合も ほ ぼ同一
と な る よ うに分 割し た。
図一
6に 解 析 結 果の例を 示 す。
こ こ で a2 は軸 方 向の 鉄 筋表面の応 力度で あ る。
圧接部表層 の応 力 集 中は, 軸一
95
一
N工 工一
Eleotronio Library方 向に対して ふしの圧 接 面 側に生 じ る。 こ こで は, ノッチ底 部の応 力に注 目す ること とし
,
応 力集中 係 数α をノッ チ部の ネッ ト断 面 応 力a。etに対す る ノッチ底 部の最 大応力 σmax の比,
すなわ ち,
a・= ・ am。
x /σ。
et と 定 義する と α は応 力 集 中の程 度を示し,
ま た強 PertAlP。,,日 1
1
Par 巳A ParI8 彑一
一
一
一
一
ユ ie罍
彗
2°l
l
叶
ll
:
「
図一
5 圧接 部の要 素分割の一
例 (D32,
波ふ し) 供 試 財M D32いfi7シ , ふ(ら み臣 15D心
.
⊂ ら み幅12D 9 応力 瑛 中孫 敦α
のピー
ク値 50 2s 謹29 15 10 12D 1.
7D 2.
2D.
1鹽
くらみ輻 図一
ア 応 力 集 中 係 数と ふ く ら み幅の関係 o’
_
、
圧鬼面1 0106 048 02、
陥 1.
馴 lme
,g1
.
sヨ
Ooo弓
lk巳tlm”
一 10 2Q 50 40 50 圧 接 面 か らの軸 方 向距離.
〔mml 〔a)D32 〔波ふ し)ふ く ら み幅1,
2D の場 合_
一 一_
.
一.
一.
_
60 度 低下の生じ や すさを示すもの と考えられ る。
図一
6に は,
応 力 集 中の 大 きい部 分の応 力 集 中 係 数a の値も併 記し た。
図一
7は応 力 解 析 結果か ら圧 接 部に生じ たノ ッチの応 力集 中係数の最 大値α max をふ く ら み幅ご とに示し’
た も の である。
応 力 集 中係 数の最大 値は ふ く ら み幅が1.7D
の と き相対 的に小さ くな っ て いる。実 際の圧接で は, 圧 接 部にお ける軸 方 向各部のアプ セ ッ ト量 を相 対 比 較すると
,
圧接面 近傍が大きい。
した がっ て
,
ふ く らみ幅の大きい圧 接 部を形 成す る場 合に は
,
圧接面の近傍には アプセ ッ トが集 中す る た め き び しい ノ ッチ が生じ や すくな る。 ふ く ら み幅が大きい ほど 応 力集中 係 数は小さ くな ると考え られ や すいが,
「
「
ー
°
「
0 5 ρ
5 0 5 」 1
.
α 5 a 2 儡 痛 当 子 鐸 R 煙【
・
∈ E 丶 蜀 5剛
OR 皆01
.
n 供試 梶M D52〔渡ツシ }縛
.
く ら み匝1,
50a.
( ら み 軸 1.
7D9
塔力 奥 中 瞭歌e のピー
ク偵 旺 搬 面 冫 圧 接 面 か らの軸 方 向距離〔mm , 〔b) D32 (波ふ し}ふ く ら み幅1.
7D の場 合 鯉「
5D 韻 2 50 Z 2 の 酒 還 岳 罧 R 惶
゜
50 5 1 L α
、
晝 E さ ぎ 6 只 惶 e2.
5」一
闇
「 隣斌 肘 M O52{減 フ シ1 」.
(り
み
匿 150 ふくらみ 躯22D 9 嚀力 描 中 係数α
の
ピー
ク伍 〔..
9
.) 10 2Q きQ 圧 接 面 か らの軸 方 向距 離 〔mm ] 〔c〕D32 (波 ふ し1ふ く らみ幅 2.
20D の場合 図一
6 圧接 部の応 力 集 中,
ふ く ら み幅が極端に大き すぎる場 合には逆に応 力 集中 係数も大き く な ることがこれによっ て説 明でき る. (2) 圧 接 部の破 断 位 置に お ける応 力 集 中 実 験1
で は,
圧接 試 験 体54体 中16体に圧接 部 破 断 が生じ た。 こ の うち継 手の引 張 強 度が母材の引 張 強さ に比べ て明 瞭な 低下を 示 し た試験体IO
体につ いて破 断 部 位にお け る 応 力集中 を 前 項 (1 )と 同様に有限要 素 法を 用いて解析し た。解析に当っ ては, 写真
一
1に示 すよ う に破面観察に よっ て破壊の発生 点を確 認し,
こ の発 生 点と鉄 筋 中心 軸を通る縦 断面に お け る圧 接 部の形 状を拡 大して要素 分 割 を行っ た。解 析 結 果の
一
例を 図一
8に示す。
各 試 験 体と も応 力 集 中係 数の最 も高い部 位よ り破 壊 を生 じて い る。
破 壊 応 力は低 下 する傾 向に あ る と言え る。 前 項 (1}に お い てふ く ら み幅がL7D の場 合に 応 力 集 中 係 数が相 対 的に低い こと,
お よ び応 力 集 中 係 写 翼一
1 破 断 面 {a}お よ び破壊の発生点を通る軸 断 面形 状 (b)一
一
NII-Electronic Library Service
tT
’
s’
°T,
:
:
1
. ,,
・1
ユ
灘
0 10 20.
駅) 4e 50 6Q 70 80 90 1QO 〔圧 撫iの 圧接 面からの軸 方 向 距 雎 Imm ) 図一
8 圧接部の破断部位にお け る応力集中の一
例 ヨ002 ミ巳Qi−
§6。§
郵40資
n セ。慧
1 2 5 4 5 6 応 力 集 中 係数el 図一9
圧 接 部の破 壊 応 力 と 破 断 部 位にお ける 応 力集 中 係 数の関 係 数が低いほ ど破壊し難い実 験 事 実と か ら,
低 温 下で使 用 さ れ る 圧接 継手の ふ くらみ形 状は,
ふ くらみ径 をLs D と し た場 合, ふ くら み幅は 1.
7D と する の が適 切と 考え ら れ る。
4.
2
焼 準の効 果 圧接 部の焼 準の効 果につ い て は,
既 報3)で円周 切 欠 丸 棒 試 験 片に よ る 評価の結 果,
適 正に焼 準が行われ た場 合母材と 同等以 上に低 温靱性の 向上が見ら れ ること が明 らか に なっ た。
本 報に おける実 験1
で は,
実際の圧 接 継手の状態にお い ても焼 準の効 果 が大きい こと を顕 著に見ること が で き る。 すな わ ち,
圧接の ま までは一
75°
C
よりも低い 温 度 域で は 温度の低 下に伴い急激に強 度が低 下する傾 向 を示 す が,
焼 準 したもの は一
100℃ まで ほと んど 強 度 低 下は な く,−
150℃ に 至っ て も母 材 強 度の約 10.
% 程 度の強 度の低 下を示すの み で ある。
また,
実 験 皿で も, 継手の圧 接 部 破 断は圧 接の ま まの もの に多 く見ら れるが, 焼 準し たもの には き わ めて少な く,
明ら か に焼 準の効果が認め られ る。
特にD51
の場 合ふ しの 高 さが高いた め,
圧 接 部に生じ るノッチの深さ も大き く なりや す く,
圧 接の ま までは強 度 低 下の著し い ものが 見 ら れるが,
焼準し たものはいずれ も 圧接 部 破 断 は見られ ず,
焼 準の効 果が大きい ことが確め られ る。
4.
3 寸 法 効 果・
実 験1
に お い て,
鉄 筋 種に主 効果が見 ら れA
,(D51
高 炉 )は A1 (D32 高炉),A
, (D32
電 炉 }に比べ て継 手 強 度 比が低い。ま た, 温度と鉄 筋 種とに交 互 作 用 が 見られ
,A2
はA
, お よ びA
,に 比べ て温度の低 下に伴い継 手 強 度比の低 下 が顕著にな る。 本 実 験に用い た実験 計 画 法Ls
直交表で は鉄 筋の製 法 に よ る効果 と径に よ る効果 を 明確に分離す ることは でき ないが, 上 述の効 果は製法に よ る も の で は な く, 径に よ るものと推 察され る。
また,
実 験U
におい て も,
圧 接 部破断を生じ た もの の う ちD51 の場 合に はD32
に比べ て顕 著な強度低下 を 示 す もの が見ら れ る。
こ のよ うに 太 径に な るとそ の圧接 継手は低温下で強度 低下を招き, 脆
性
的な破 断 を生 じや すく な る と考えられ る。
この理 由の一
つ と して, 太 径の場 合,
細 径に比べ て ふ しの高さが高く,
圧 接 部に深い ノッ チ が形 成され や す く な ること が考え ら れる。 既 報 2),
に示し た よ うに線 形 破 壊 力 学 的 観 点か ら ノッ チの先端 形状 が 同一
であれ ば,
ノ ッ チ が深い ほど脆性破 壊が生 じや すいと言え る。
も う一
つ の理 由と して は, 既報 3), に示 し た よ うに圧 接の ま までは太 径の場 合,
圧 接 部の冷 却 速 度 が 緩く,
結 晶 粒の粗 大 化が生じ靱 性が低くな る ことが挙 げら れる。
し か し,
4.
2に述べ た ように,
太 径の場 合で も適正な 焼 準によっ て圧 接 部の靱 性が改 善 され, 圧 接 部での低 応 力脆性 破 壊を防 ぐこと がで き,
圧 接 継 手 を実 用に供
する こと が可 能である。
§5
現 場 圧 接 部の硬 さ測 定による焼 準の確 認 方 法 5.
1 圧 接 部の硬 さ測 定 方 法の問題 点 圧 接 部を焼 準する ことに よっ て継 手の脆 性破 壊 発生 特 性が向上す る ことは以上に述べ たとお りで ある。
ま た, 既 報3)で圧 接 部の靱 性を表 す 指 標の一
つ である破 面 遷 移温度と硬さ との間に相関が あ るこ とを 示 し た。
し た がっ て,
圧接部の焼 準が継 手の脆性 破 壊の防 止の 目 的で 要 求され る場 合 圧 接 部が焼準されている か否か を 現場で 確 認 する こと が重 要であり,
その手 段の一
つ として圧 接 部の硬さを測 定する方 法が考え られ る。
現 場で圧 接 部の硬さを 測 定す る場合, 非 破 壊的に圧 接 部の外 面 をそ の場で測 定す る必 要が あ る
。
し た がっ て , 硬さ測 定器 は軽量, 小 型で持ち運 び可 能でな け ればな ら ない。
そこで, 本研究で は, 写真一2
に示すポー
タブル 硬さ計を採用し た。
採 用したポー
タブル硬さ計は,
鋼 球 を試 料 表面に衝突さ せ,
鋼 球の衝突前 後の速度 変 化を硬 さに換 算す る よ うになっ てい る。
す な わ ち, 鋼 球の速 度 変 化 (反 発 速 度 / 打 撃 速 度 )の 1000 倍の値がL
値と し て デ ジタ ル表 示 装 置に表 示さ れ,
そ の L 値を ビヅ カー
ス硬さ に換 算 するもの で ある。
5.
2
.
硬 さ測 定 位 置 実va
n
に供し た供試材0
(D32 )お よ びT
(D 51)を一
97
一
N工 工一
Eleotronio Library写真
一
2 ポー
タブル硬さ計によ る 圧 接部の硬さ測定 190180 170菷
W160f ミ1弱 140150 ’29 。。 1901eo 170 密 鬯1607 ミ,s。 140150 80 60 40 20 0 20 40 60 60 }O◎ 圧接 画か らの軸 方両阻離【mm } (a)D51 圧接のま まの場含 120100 80 6P 40 20 0 20 40 eo 80 1DO 圧 掖面からの軸方 向 距離{m 〕 (b}D5ユ 焼 準し た も のの場 合 図一
10 圧 接 継 手の縦リ ブ上の硬さ分 布 用い て 圧接 試 験 体 をそ れ ぞれ 6体つつ 圧接し,
その半 数 の圧接部を焼準し た。
各試 験 体の縦 リブ上の硬さ を ポ
ー
タブル硬さ計で測 定 し た結果の一
例を 図一
10に示 す。
こ れ ら の 図か ら,
圧 接の ま までは 圧接中央部が硬く母 材に近づ くにつ れ て 硬 さ が低 下す ること,
お よび焼 準した もの の圧 接 部の硬さ は母 材と ほ ぼ 同一
で かつ ほ ぼ一
様な硬さ分 布に なっ てい ること が わ か る。 焼準の有無を硬さで確 認す る 場合, 圧接の ま まの試験 体では硬さ が高く,
かつ変 化の少ない 位 置 を 測 定する必 要が あ る。
図一
10か ら判 断 してD
32の場 合 圧接 面か ら20mm
以 内,D
51
の場 合 圧 接 面か ら30
mm 以 内 が 適 切 で あ ると考え られ る。
図一
11は,
各 試 験 体につ い て上 記の範 囲 内で測定し た圧 接部の硬さの平 均 値 とその母 平 均の 95% 信 頼 限 界 な らびに母 材の硬さの平 均 値 とその母 平 均の 95% 信 頼 限 界 を示し た もの である。
これか らわ か る よ うに,
焼 準 が な さ れ て い な け れ ば,
圧接 部の硬さは母 材の硬さ より 平 均 的に 18〜
24Hv
高く なっ て いる。 5.
3 硬さ測定に よ る焼 準の確 認 方 法 焼 準の有 無につ い て,
圧接 部と 母 材の硬 さ を n 点つ つ 測 定 し,
その平 均 値の差 が (AHv
)cr 以 上で あ れば焼 準は な さ れて い ないと判 断 する ことにする。
分散が ♂ の母 集 団か らn 個 (n≧5 >サンプリングし,
その平 均 値 を求 める作 業 を 繰り返 すと平 均値の分布は σ2/,
n な る分 散 を もつ 正 規 分布と な る。 圧接 部の硬さの分散を品,
母材の硬さの分散を a}と す れ ば, そ れぞれ母 集 団か らn 点 測 定 した硬さの 平 均 値は,
そ れ ぞ れ 茜 ノn,
σl
/n な る分 散をもつ 正 規 分 布 と な る。 今,
圧接 部の硬さの 母平均を(H。)w,
母材の そ れ を (H
。)Bとすれ ば,
そ れ ぞ れの分 布の差の分 布は平 均 が (H 。
)w−
(H
。 }B で, 分散が (茜 +aZ )/n な る 正規分 布 となる。
こ こで,
判 定 基 準 を (AH 。
)cr とすれば, 圧 接 部 と母 材の そ れ ぞれの n 点の 平 均 値の 差が (AHv )。 。以 下 と な る確 率,
すなわ ち,
焼 準され て い な い にもか かわ ら ず焼 準さ れて いる と判 断さ れ る確 率を5% と す れ ば (Hv
)v−
CHv
)一 (AHv
)cr=
1.
65・
・
・
・
・
・
・
・
・
・
・
・
・
…
−s
(1 ) σw十σbn が成 立す る。
(1 )式に おい て (Hv
}w−
(Hv
)e は,
5.
2の結 果をもと に安全側の値と し て (Hv)w−
(Hv)8=
18r…r・
…
【
一・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
…
(2) と し た。
茜,aZ は,本実 験では 圧 接 部の硬 さの π (V
は 不 偏 分 散)の最 大 値が 9.
87, 母材の硬さの π の最 大 値が 7.
98であるため安 全側
の値 と して σ=
σ蚤≒100・
・
………・
…・
………・
……・
・
……
(3 ) と し た。
ま た,
焼 準し た もの の圧 接 部 と母 材と の硬さ の平均値 1ga 180 170 まli
16。f
“150i 140ISOki
昏
臺
1
婦
i
季 亞i
}
1
95%儒 頼限界宕
鮮均 95% 信 孛n隈 #鞠
湘
0 圧椴No 母 材 部 lao MO.
125456 789101112 L 」一 L_一
」 − D52 051 D聡 051 −一
」 L−_
_
一
一
一
」 焼準 無 焼準有 図一
11 圧接 部お よ び 母材 部にお け る そ れ ぞ れの硬 さの平均 値 と95%信 頼 限 界NII-Electronic Library Service の差 (
AH
。)。T は,
図一
11か ら わ かる よう に (∠SHv)cr=
10・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
…
(4) とすれば (1 )式よ り n=
9・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
…
−t・
t・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
…
(5) と な る。
す な わ ち,
圧接 部およ び 母材の硬さ を そ れぞれ 9点 (≒10
点)つつ測 定 し, その平均値の差が(AHv
)。
.
;
10以 上で あ れ ば,
そ の圧接 部は焼 準さ れてい ない と 判 断 して も その間 違 う確 率は 5 %以下で あると言 うこ とが で き る。
§6
結 論本報で は
,
実験 計 画 法 を用い て圧 接 継手の低 温 引 張 強 度に及ぼ す 圧接 部のふくらみ形 状, 焼 準の影 響を謂べ,
さ ら に実際の低 温 構 造 物で考え られる最低温度で種々 の 鉄 筋の ガス圧 接 継 手の低 温 引 張 強 度を 確 認 し た。
また, 圧 接部の焼準の有 無 を確 認するた めの硬さ試 験の適 用 性 について検討し た。 その結 果 を要 約す る と次の と おり で ある。
1 )低 温 下におい て
,
鉄 筋 ガス圧接部で低 応 力の脆 性 破 壊を生じ さ せ ないための圧 接 部のふ く らみ形 状は,
ふ く らみ径 1.
5D に対してふ く らみ幅は 1.
7D と する の が よい。
2) 低 温 下に お ける鉄 筋 ガス圧接 継 手の継 手 強 度 比 は
,
圧 接部を適正 に焼 準し たもの は圧 接の ま まのもの に 比べ て向上 す る。
3)
−
75°
C
にお け る 圧接 継 手は,
D32 の場合焼準の 有 無に か か わ らず母材と 同程 度の引 張 強 度 を示す。
また D51 の場 合,
圧 接の ま まで は 圧接 部 破 断が生 じ や す く 継 手 強 度 比は低い が, 焼準し たもの では母 材 と同 程 度の 引張 強 度 を示す。
4) ポ
ー
タブル硬さ計 を用い て圧 接部お よ び母 材の縦 リビ上の硬さ を そ れ ぞ れ 10点 ずつ測 定す ることによ り,
圧接部の焼 準の有 無 を 判 定す ること がで き る。
本 研究は,
既 報 1), 2), 3 )お よ び本 報 を含 めて,
市 販 鉄 筋お よ び その ガス圧 接 継 手につ いて,
低 温 下にお け る脆 性 破 壊 発 生 特 性を 調べ,
現 状におい て建設 需 要のあ る低 温 構 造 物へ の適用性を検 討す るこ と を目 的としたも の である。 こ れ らの一
連の研究結果か ら,
低 温 構 造 物を 対 象と した市販 鉄 筋の材 質 選 定 方 法 およびそ のガス圧接 継 手の適用方 法が明ら かに なっ た。,
謝 辞一
連の 本研究を 遂行する に当りH
本ガス圧 接 (株)大 井一
郎専務取 締 役 (前 (社 〉 日本 圧 接 協 会 副 会 長 ), 大 阪 大 学 工 学 部 豊田政男助教授に は有益 な ご指 導,
ご助 言 を賜 り ま し た。
ま た (株)須山 工業 所 須 山美 寿 社 長,
清 水 建 設 (株 〉技 術研究所中辻照幸, 小 早 川恵実の両 氏 他 多くの方々 に,
終 始ご協 力 を頂き ま し た。
未尾 な が ら深 甚な る謝 意 を表し ま す。
参 考 文 献 1) 藤 本盛久,
藤盛紀明,
中込 忠 男,
矢部 喜 堂;円 周 切 欠き を 有する鉄筋コ ン ク リー
ト用棒鋼の低温 下に お け る脆 性 破 壊 発 生 特 性に関する実 験 的 研 究,
日本建築学 会 論 文 報 告 集,
第334号,
昭 和58年12月’
2 )藤 本 盛 久,
藤 盛 紀 明,
中込 忠男,
矢 部 喜堂 :表 面 切 欠き を有 する鉄 筋コ ン ク リー
ト用 棒 鋼の脆 性 破 壊 発 生 特 性一
低温下にお け る鉄 筋コ ンク リー
ト用 棒 鋼のガス圧 接 継 手 の脆性破壊発生特性に関す る実験的研究 (その 1),
日本 建築 学 会 論 文 報 告 集 第337,
昭 和59年3月 3} 藤 本 盛久,
藤 盛 紀明,
中 込 忠 男,
矢部 喜 堂 :鉄 筋コ ンク リー
ト用 棒 鋼の ガス圧 接 継 手の熱 影 響 部における脆 性 破 壊 発 生特 性一
低温下に お け る鉄 筋コ ンク リー
ト用 棒 鋼の ガ ス 圧接 継 手の脆 性 破 壊 発 生 特 性に関する実験的研 究 (その 2),
日本 建 築 学 会 論 文 報 告 集 第346号,
昭 和59年12 月 4) 横 川 孝 男:自動ガス圧接によ る鉄筋の接 合に関 する研 究,
学位 請 求 論 文,
昭和53年7月 5} 山 田 嘉 昭,
横 内 康 人 :有 限 要 素 法によ る弾 塑 性 プロ グラ ミングEPIC−
1V解 説,
培 風 館,
昭 和56年3月 6) 石 川 肇,
藤 森 利美,
久米 均:化 学者および化 学 技 術 者の た めの統 計 的手 法, 東京 化学同 人,
1974年6月 7>新 版 品 質管理便 覧 編 集 委 員 会 :新 版 品 質 管 理 便 覧, 日 本 規 格 協 会,
1982年9月一
99
一
N工 工一
Eleotronio LibrarySYNOPSIS
VDC:624.07S.3:624.012.45:624.04:624.05g.22
TENSILE
STRENGTH
CHARACTERISTICS
eF
GAS
PRESSURE
WELDED
JOINTS
OF
REINFORCING
STEEL
BARS
AT
LOW
TEMPERATURES
AND
A
CONFIRMATION
METHOD
OF
NORMALIZING
WELDS
-Experimental
study onbrittle
fracture
initiation
characteristics of
gas
pressure
weldedjoints
ofreinfor ¢
ing
steelbars
atlow
temperatures.byDr. MORIHISA FUJIMOTO,
Pref,
ef Kanagawa Univ.,Dr. TOSHIAKI FUJIMORI. ShimizuConstructionCo.,
Ltd.,Dr. TADAO NAKAGOMI, AsseciateProf.of
syu Univ.and YOSHITAKA YABE, Rhsearch Englneer,
ShimizuConst[uctionCo,, Ltd., Members of A.I.
J,
Inthispaper, effects of
bulge
shape and normalization on the tensilestrength ofgas pressureweldedjoints
of reinforcing steelbars
were investigatedby
theaid of the experimentaldesign
method.As
the result, an adequatebulge
shape wasfound
out and also the effect of normalization on the tensile strength was confirmed to real weldedjoints
of reinforcing steelbar$.
First
an app:opriate procedure ofgas
pressure
welding of reinfoTcing steelbars
for
usein
structuresfor
low
tempertureservice was propQsed,