参考資料2
本資料は、第1回「溶接技術の高度化による高効率・高信頼性溶接技術の開発」(中間評
価)分科会において、評価の事務局である新エネルギー・産業技術総合開発機構 技術評 価部 評価業務課から、川鉄テクノリサーチ株式会社へ関連技術の周辺動向調査を依頼し たものである。
「溶接技術の高度化による高効率・高信頼性溶接技術の開発」
周辺動向調査
平成14年4月
目次 1.本プロジェクトの位置付け 1.1 産業界の動向と溶接技術 ...1-1 1.2 溶接関連主要業界の動向と溶接技術 1.2.1 建設 ...1-3 1.2.2 造船 ...1-9 1.2.3 プラント...1-12 1.2.4 自動車 ...1-13 1.2.5 エネルギー ...1-14 1.3 世界の溶接技術の動向 ...1-16 1.4 社会的背景 1.4.1 高齢化社会・熟練技術者の不足 ...1-19 1.4.2 研究開発費 ...1-21 1.4.3 経済指標...1-22 2.本プロジェクトの概要と調査対象技術 2.1 目的と開発目標...2-1 2.2 調査対象技術...2-4 3.本プロジェクト関連溶接技術の研究開発動向 3.1 溶接プロセス研究の動向 3.1.1 アーク溶接自動化の現状 ...3-1 3.1.2 アーク溶接ロボットの現状技術と今後の課題 ...3-3 3.1.3 アーク溶接自動化とプロセスシミュレーションの研究動向 (1) ティグ溶接...3-5 (2) マグ溶接...3-13 (3) ビード形成現象...3-17 3.2 溶接部組織シミュレーション 3.2.1 溶接部組織シミュレーション研究開発の背景 ...3-23 3.2.2 組織形成過程のモデル化に関する研究開発動向 (1)溶接金属の変態組織とそのモデル化...3-23 (2) 材質予測に関する研究開発動向...3-26 (3) 商用プログラムと公開されたプログラム...3-27 (4) 溶接継手部の組織予測に関する研究開発動向...3-30 3.2.3 外国競合研究グループとの比較 ...3-31
3.3 溶接変形シミュレーション 3.3.1 プロセス・組織と連携した変形解析の研究 ...3-35 3.3.2 溶接変形及び残留応力に関する研究動向...3-36 3.3.3 溶接割れに関する研究動向 ...3-42 3.3.4 溶接変形・残留応力の解析プログラムについての調査...3-43 4.マクロ技術動向調査 4.1 新聞記事動向...4-1 4.2 特許公開状況...4-2 4.3 論文発表動向...4-3
1. 本プロジェクトの位置づけ 1.1 産業界の動向と溶接技術 溶接が工業技術として始まったのは19 世紀中頃であり、わが国が溶接技術を工業として 用いて約100 年といわれている。戦前のわが国溶接技術は 1920 年代に入って造船を中心と して、橋梁、建築など鋼構造物に広く応用された。 わが国における溶接は戦後、造船業を中心として米国から技術導入され、重要な産業技 術として定着したのに始まり、図1.1 に示すように鉄鋼材料など関連技術分野の進歩とあい まって目覚しく発展した。 図1.1 戦後のわが国における産業界の動向と溶接技術の変遷1) 溶接技術は、モノづくりの最も重要な基本要素技術であり、溶接技術の発展は造船だけ でなく、主要な社会基盤である橋梁や超高層建築物などの各種鋼構造物の品質を支えてき た。また、溶接は自動車における自動スポット溶接や半導体分野でのマイクロ接合におい てもその基盤技術として品質の造り込みに貢献してきた。 溶接技術は、溶接の経験や技能への依存性から、その自動化、システム化を通じて生産 性の向上を目指したものであった。その結果、溶接の自動化、ロボット化さらにはシステ ム化へと確実に実を結び、諸外国にその例をみないほどわが国製造業における「生産性の 向上」に大きな役割を果たしてきた。
戦後から現在に至るまで、産業界における溶接技術の流れは、1)産業復興期における海 外から導入した溶接技術の定着による工業化社会への貢献、2)機械化、自動化など生産の 合理化・高能率化による大量生産への対応、3)質の時代に対応した省エネ、省人化・合理 化溶接技術の発展、4)自動化、多様化、プロセスのシステム化への対応、5)グローバル 時代に対応した技術の高品質化、高性能化へ、と展開してきた。 溶接技術はモノつくりの原点であり、21 世紀においても溶接技術が生産技術・システム 化の中で、技術の根幹として主要な役割を果たすためには、次のような展開が求められよ う。2) 1)溶接現象・界面接合現象の物理的解明 2)溶接・接合から出発した材料創生や新しい材料構造化・知能化の科学 3)設計を含む新しい発想による溶接生産技術の変革への取り組み 4)溶接を出発点とした異分野との連携による変革的生産技術の展開 5)溶接を取り込んだ生産システム化への変革的展開 6)生産技術と溶接技術の融合化への新しい基本概念の確立 図1.2 4 つの軸と溶接科学が果たす役割1) 図1.2 は溶接科学を基盤としたときの、設計・材料・加工・生産の4つの軸から見た展開 の方向を示している。21 世紀においても社会的要求を満たす溶接のためには「高品質・高 生産性」と「革新的生産情報システム」の2つの方向がキーとなろう。
1.2 溶接関連主要業界の動向と溶接技術 1.2.1 建設 建設(建築および土木)向け鋼材は、1980 年代後半からは内需の 50%近傍で推移してお り、鉄鋼需要を左右する最大の分野となっている。2000 年度普通鋼鋼材国内消費量約 6,000 万トンのうち建設部門の需要割合は49.0%、自動車が 17.3%、産業機械 7.4%、電気機械 7.3%、 二次製品6.6%、造船6.2%、その他 6.0%となっており、鋼材内需において建設部門の需要 ウエイトが飛び抜けて高い。2000 年度の建設向け鋼材消費量は 2,950 万トンで、その内訳 は、建築部門約2,010 万トン、土木部門約 940 万トンであり、建築は民間が主体であるが、 土木は逆に公共が主体となっている。 図1.3 普通鋼鋼材部門別消費量(出所:鉄鋼統計要覧) 溶接技術と密接な関係にある建設部門の鋼材消費動向をマクロ的に見てみる。これまで の建設部門鋼材消費をみると、1990 年度が過去のピークとなっており、その後 2 段階で落 ち込み、2000 年度における建設全体の消費量は、ピーク比 1,200 万トン、29.2%減の 2,950 万トンとなり、その減少分の4 分の 3 は建築が占めている。 2000 年度の建設投資推計基準でみると、総額 70 兆 3,600 億円のうち建築と土木がほぼ 半々、公共と民間でもほぼ半々となっており、一方、鋼材消費構成は建築対土木が 7:3、 公共対民間が3:7となっている。建設投資全体では、バブルの崩壊後、減退傾向をたど り、2000 年度はバブル期以前の停滞期に比べてやや上回っているものの、ピークとの比較 では 16.3%減の水準に留まっている。建築、土木に分けてその背景をみてみると、建築が 大きく落ち込んでいる一方、土木はバブル後の不況期に景気対策として公共事業の積み増 しが行われたことから高水準で推移し、建設投資を下支えする状況になっている。 0 10,000 20,000 30,000 40,000 50,000 60,000 70,000 80,000 90,000 消費量 (1000t) 1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 年度 その他 二次製品 建築 土木 電気機械 産業機械 自動車 造船
図1.4 普通鋼鋼材建設部門消費量推移(鉄鋼統計要覧より作成) 図1.5 建設投資額推移(出所:国土交通省「建設投資推計」) 注)99 年は実績見込み、00 年度は見込み 以上のことから、わが国の建設投資は第1次石油危機以降の停滞期を経てバブル期に急 拡大した後、建築の著しい減少、公共土木の下支えという状況の中で、全体としては緩や かに減退傾向をたどってきたが、建築向けの減少に加え、公共土木の鋼材面への寄与が極 めて小さかったことから、建設向け鋼材需要は大幅な減少を余儀なくされているといえる。 (財)建設経済研究所が2002 年 1 月に発表した建設投資見通しによれば、2001 年度の 名目建設投資額は全体で前年度比名目6.0%減、66 兆 1,526 億円と大幅な落ち込みを見せる。 また、2002 年度は、政府部門の大幅な減少を受けて、建設投資全体で前年度比名目 6.1% 減、6 兆 1,417 億円と 2 年連続でのマイナスとなると予測している。 同研究所が2001 年 5 月に公表した「建設市場の中長期予測」(表 2 参照)によると、市 0 20 40 60 80 100 1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 年度 建設投資額(兆円) 建築 土木
0
5
10
15
20
25
30
35
40
45
1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000
年度 鋼材消費量(100万t) 建築 土木場全体のボリュームは 2000 年度の 88 兆円に対して 2010 年度は 77 兆円程度、2020 年度 は65∼75 兆円程度へと徐々に縮小していく見通しとなっている。これは主として建設関連 の新設需要が成熟するとともに、公共工事の見直しが進むことが要因となっている。 表1.1 建設経済研究所建設市場予測5) 2000∼2010 年度にかけて GDP 成長率が 2.0%で推移した場合の実質建設投資額は 58∼ 63.1 兆円(予測値の幅は政府建設投資に幅を持たせているため)に減少するとしている。 これを2000 年度と比較してみると、金額で 8.5∼13.6 兆円の減少となり、1999 年度の建設 投資額1 億円に対する名目的な鋼材需要量が 41.5 トンであることを考慮すると、鋼材ベー スでは350 から 560 万トン程度の減少と試算される。中長期予測には不確定要素が多いも のの、建設分野における鋼材需要は今後一段と規模の縮小を余儀なくされるとみるのが無 難であろう。一方、維持補修費はストック量の増加によって伸び、2000 年度の 21 兆円に 対して2010 年度は 25 兆前後に増加すると予測している。 わが国の建築における鉄骨造は世界に類を見ない飛躍的な量的拡大を遂げ、1980 年代後 半には木造と並ぶ構造種別となり、1970 年頃鉄骨加工量は年間 500 万トンを超え、バブル 時期の1985 年から 1990 年には 1,200 万トンに達したが、バブルの崩壊とともに減少に転 じ、阪神大震災翌年の96 年度には復興関係で一時的需要増となり 1,000 万トンを超えたが、 その後の景気低迷の影響を受けて減少している。1999 年度の建築部門における普通鋼鋼材 消費量約1,955 万トンのうち鉄骨需要量は約 768 万トンと推定されており(図 8 参照)、バ ブルの崩壊とともに建築鉄骨の需要量は最盛期の60%台にまで落ち込み、今後当分の間こ のような状況が続くものと予想されている。
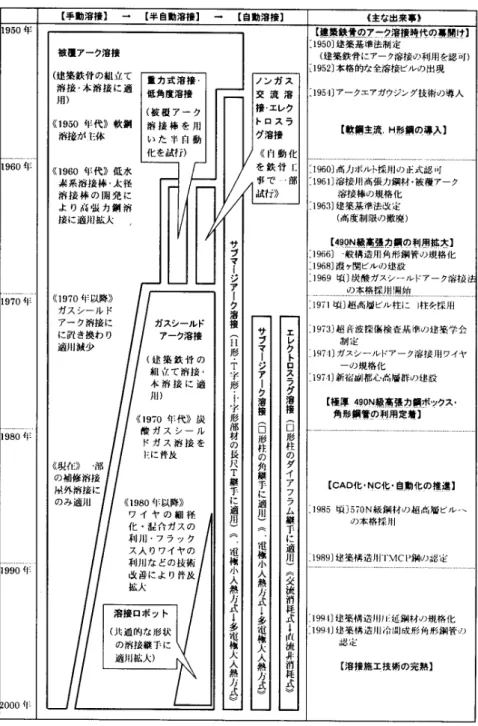
算出方法:S(鉄骨)造=床面積 m2×100kg :SRC(鉄骨鉄筋コンクリート)造=床面積 m2×50kg 図1.6 粗鋼生産量、鉄骨需要量(推定)の推移(出所:鋼材倶楽部) 建築鉄骨の部材間の接合には主として溶接技術が採用されている。建築鉄骨にアーク溶 接の利用を認可する建築基準法が1950 年に制定され、これを契機とするアーク溶接時代の 幕開けから、本格的なアーク溶接時代を迎え、現在に至るまで溶接技術は、鋼材の進歩・ 発展とあいまって著しく進歩してきた。建築鉄骨における溶接施工技術の発展過程は、目 的別に以下のように4 つに大きく分けられる(表 3 参照)。 1) 低コスト化の社会的要請に応じて、手溶接から半自動溶接、半自動溶接から自動(ロボ ット)溶接化の推進による溶接能率の向上 2) 鉄骨に使用する鋼材の高強度化(400N 級から 490N 級∼680N 級高張力鋼)および厚板 化(40mm 以内の板厚から 400∼100mm までの板厚)に対応した溶接施工技術の開発 と溶接技術の進歩 3) 溶接技術者・溶接技能者の資格認定、超音波探傷基準の制定、内部欠陥の詳細データー など、溶接品質管理体制の整備・改善 4) 超高層建築物の柱材に設計され、広く用いられてきた箱形断面柱(□形柱)に対する製 作手法と溶接施工法の開発
表1.2 建築鉄骨における溶接施工法の発展6) 阪神・淡路大震災はわが国の鉄骨造建築が本格的な被害を受けた最初の地震であった。 欠陥溶接部を別にして、従来の技術水準を満たしているにもかかわらず溶接部の破断が多 く発生し、その大半は柱・梁溶接接合部の破断であった。建築鉄骨の溶接は他の鋼構造物 の溶接部と違い、強度のみでなく変形性能が必要とされる接合部に用いられていることが 多い。このためにも信頼性と経済性とをかねそなえた強力な溶接法が望まれている。
土木部門では、鋼材は主として橋梁、治山治水、道路、港湾構造物などの公共インフラ 構造物に使用されている。土木部門の用途別鋼材受注量で受注量が最も多いのは橋梁向け で、2000 年度についてみると、橋梁向け受注量は約 110 万トンで、土木部門全受注量約 4,040 万トンの約28%を占め、次いで治山治水、道路向けは各約 54 万トンでそれぞれ約 13%の比 率となっている。治山治水向けの主体は鋼矢板で、道路向けは主として配管用鋼管と棒鋼 である。橋梁用鋼材の主体は溶接構造物として使用される厚板であり、最近の年間受注量 は70 万トン程度である(図 1.7 参照)。 図1.7 橋梁分野における厚鋼板受注量の推移 (出所:日本鉄鋼連盟「鉄鋼用途別受注統計月報」) 溶接技術の進歩により、従来見られなかった合理的な橋梁設計が可能となり、合成桁、 箱桁、鋼床版などの構造が実現した。戦後における日本の高度成長とともに橋梁の長支間 と大型化に対応した鋼材の開発も進展し、溶接技術はそれらに歩調をあわせて発展し、1998 年には世界最大長の「明石大橋」の完成に貢献した。戦後初めての全溶接(突き合わせ溶 接)橋が1949 年に完成し、それ以降、急速に各種溶接法が開発導入され、さらに、各種ロ ボットの開発にともなう自動化・システム化が進展し、コストダウン、高品質均一化、作 業環境の改善に大きな変革をもたらしている(表4 参照)。 橋梁は道路の一部分であり交通に欠くことのできない重要な社会資本である。橋梁を初 め多くの社会資本は溶接構造物である。最近、これら構造物を利用する考え方は高度化し てきており、耐久性、メンテナンス性などの向上が必須となるライフサイクルコストとい う概念が導入されつつある。日本の社会基盤に有意義な溶接構造物を望む社会の要請とし て長期間供用中の溶接部品質が保証される信頼性の高い溶接技術の確立も視野に入れてい かなければならない。
0
100
200
300
400
500
600
700
800
900
受注量(1000t) 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 年度表1.3 橋梁製作における溶接方法の変遷7) 一方、最近よく言われている「仕様規定」(構造物の材料や施工法、寸法を具体的に規定 する方法)から「性能規定」(構造物に要求される性能を規定する方法)へ変わるという設 計方針の転換がある。溶接施工技術に当てはめて考えてみると、鉄骨・橋梁に使用する各 種溶接継手にとって、必要性能と評価方法・基準を定量的に基準化し、その必要性能と評 価基準を満足させる溶接施工法を開発し、施工した溶接継手の性能を証明するシステムを 確立することが必要である。 1.2.2 造船 一般的に、世界の荷動量は世界の経済成長と相関して増加する。1997 年のアジア経済危 機は世界の荷動量の伸びを大幅に鈍化させたが、2000 年は米国経済、東南アジアの輸出増 に支えられ荷動量が増加傾向にあったため海運市場は堅調に推移した。好調な海運市況に 支えられて、2000 年の世界新造船受注量は、4,609 万総トンに達した。 2000 年の地域別受注量は日本が 1,348 万総トン(シェア 29.2%)、韓国 2,079 万総トン(同 45.1%)、西欧 659 万総トン(同 5.7%)、中国 260 万総トン(同6%)となり、日韓中の 3 カ国で世界全体の 8 割を占めた。韓国はウオン安を背景にした価格競争力などによりシェ アを増大させ、2 年連続首位となったが、2001 年の日本の新造船受注量は 1,389.7 万総ト ンとなり3 年ぶりに世界一の座を韓国から奪還した。 世界の竣工量は、1980 年代には平均 1,530 万総トンで推移していたが、90 年代に入り、
平均2,180 万総トンに上昇した。2000 年の世界竣工量は 3,141 万総トンで、地域別では日 本1,200 万総トン(シェア 38.2%)、韓国 1,222 万総トン(同 38.9%)、西欧 398 万総トン (同12.7%)、中国 148 万総トン(同 4.7%)であった(図 1.8)。 2000 年 6 月末現在で、2001 年の建造予定量は世界で 3,460 万総トンにのぼり、過去のピ ークである 1975 年の実績 3,420 万総トンを若干上回る見込みとなっている。2001 年の世 界竣工量は2000 年並みの 3,000 万総トン台に達するものと見られている。8) 図1.8 世界地域別竣工量の推移(出所:日本造船工業会) 1975 年の建造量ピークに次いで、2000 年に第2のピークが形成されたが、第 3 のピーク は 2020 年前後と予想されている。2010 年前後の新造船建造需要は大幅に減少しボトムに なるとも考えられている。特にオイルタンカーの代替需要は2002 年までで一応終了し、コ ンテナ船の大量建造もピークを過ぎ、2010 年ごろまでは主としてバルクキャリアーの新造 需要が若干期待される程度に変化すると見られている。9) 日本造船業の国際競争力は韓国からの猛烈な追い上げを受け、さらに中国の進出を視野 に入れなければならない状況にある。21 世紀に入って世界の造船業は建造能力過剰による 厳しい時代を迎えるが、わが国の造船業は若干の技術力や生産性など優位性を持ち、新造 船建造量において、韓国より若干多いか、あるいは同等のシェアを維持することができる と見られている。しかし、わが国の労働力の減少傾向と為替によって左右される新造船受 注における価格競争いかんによっては、日本の造船シェアはかつての 50 年間のように 40 ∼50%を維持することが困難と考えられている。9) これまで造船業は溶接技術の開発を促し、それに対応して鋼材開発も促進されてきた(図 1.9 参照)。造船所での加工コストの削減への取り組みは溶接法および建造方法の改善の歴 日本 韓国 西欧 中国 その他 0 500 1000 1500 2000 2500 3000 3500 1986 1987 1988 1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 年 竣工量(万総トン)
史であった。鋼材への要求特性も造船所での工作法や溶接法の変化に相互に関連しながら 変化し、それに対応して鋼材製造法も進歩してきた。
図1.9 わが国造船用鋼材と溶接工法の変遷10)
溶接法の改善としては、様々な大入熱溶接法の採用による溶接パス回数の減少、および 1970 年代に入って CO2フラックス入りワイヤの開発普及による溶接能率の著しい向上など があげられる。これらにより現場での生産性が一段と高まるなど溶接の作業性は飛躍的に 向上した。CO2フラックス入りワイヤの導入とあわせて、半自動溶接の送給装置やハンドリ ング冶具・装置なども進歩し、半自動化率は一挙に3 倍に上昇した(図 1.10 参照)。 工作法の改善としては、高張力鋼の大量採用および単板工法の採用などがあげられる。 大型タンカーにおける高張力鋼板化は1980 年代から急速に進み、現在では 80%近くに達し ている。高張力鋼板化により鋼板の板厚の低減が図れるため、鋼材使用量の削減とともに 溶接量の削減も可能となる。 最近では、造船所における建造コストの削減要求に加え、省エネ、省資源、環境、さら には安全性といった社会的要請の変化も見逃せない。日本の造船業が国際競争力において 優位性を確保し活力ある展開を持続するためには、高性能鋼板など周辺技術の発展とあい まって、造船の基盤技術である溶接技術の高度化・高効率化がこれまで以上に求められる。 1.2.3 プラント エンジニアリング振興協会のまとめによると、2000 年度のエンジニアリング業務受注高 実績は国内外ともに増加し、対前年度比5.5%増加の約 12 兆 500 億円であった。プラント 施設別の受注高構成をみると、通信プラントが17.4%、都市・地域開発システム 17.3%、 図1.11 エンジニアリング業務受注高推移11) 電力プラントシステム15.7%、環境衛生システム 15.3%、化学プラント 10.5%で、これら 5つの分野が約75%を占めている。ここ 5、6 年間の推移をみると通信プラントと環境衛生 プラントは増加傾向を示しているが、化学プラントと都市・地域開発システムは減少傾向 を示している。2000 年度の海外プラントの比率は約 18%である。 0 2,000 4,000 6,000 8,000 10,000 12,000 14,000 16,000 18,000 受注高( 10 億円) 1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 年度 海外 国内
2001 年度の受注見通しについては、国内が電力プラントの設備投資抑制の継続のほか、 その他プラントも景気低迷のなかで、前年並みもしくは1%程度の減少と予想されている。 海外は交通網整備システムなどが反動減の予想で、化学プラントも伸び悩むが、通信、電 力プラントシステム、製鉄プラントなどが堅調に推移するとして同6%増を見込んでいる。 さらに2002∼2004 年度の中期見通しでは、国内は電力プランの反転、通信プラントシステ ム、化学プラントなど総じて堅調に推移するとし、2000 年度比 9%増を、また、海外は東 南アジア経済の回復で、電力、通信プラントシステム、化学、製鉄プラント、環境衛生シ ステムなどが伸び、同30%増を見込んでいる。11) 1.2.4 自動車 自動車は現代の日常生活に欠かせないものとなり、全世界的に年間を通じて使用されて いる。自動車に対する社会的要請は、石油ショックを契機とした省燃費から、運動性能の 向上、快適性、安全性へと移行し、最近では地球環境への対応が最重視されるに至ってい る。地球環境への対応とは、排気ガス中の有害成分、廃車による環境破壊への対応であり、 軽量化は排気ガスの低減策として積極的に取り組まれ、さらには電気自動車の導入さえ現 実のものとなってきている。 自動車工業は、多様な材料からなる20,000 点を超える多数の部品を結合し、一台の自動 車として実成させる組立作業である。従って結合法は非常に重要な役割を演じており、こ れに使用される結合法は図1.12 に示すように多種にわたっている。12) 図1.12 自動車における接合方法 適用される結合法は、外部環境(応力、熱、雰囲気など)、対象材料及びその目的、機能 に対して、大量生産に対応する高速、長期信頼性、コストを満足するものが選ばれる。自
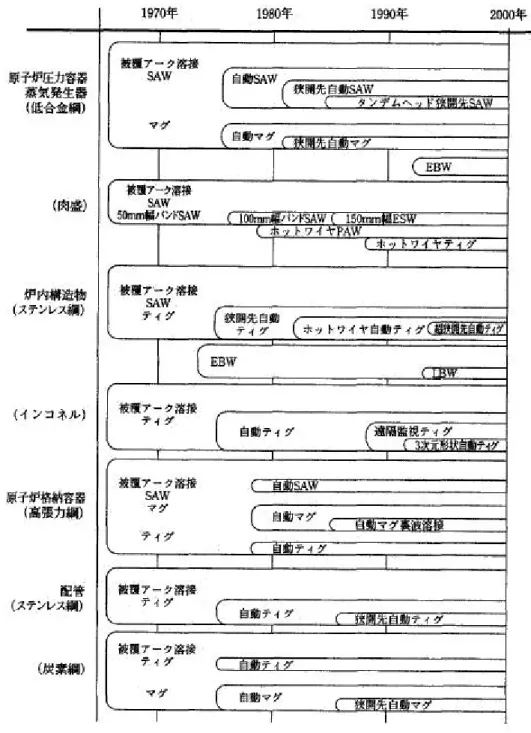
動車に使用される原材料は、普通鋼材約60%、特殊鋼材 15%、非鉄金属が 7.4%であり、現 代の自動車工業を代表する接合は、車体での2,000∼4,000 点に上るスポット溶接である。 また、自動ロボットの導入が溶接工程において行われていることも特徴である。近年で は、レーザ溶接の導入、テーラードブランク技術における溶接等がなされている。 1.2.5 エネルギー(原子力) エネルギー資源をほとんど海外に依存しているわが国にとってエネルギーの安定的供給 の確保は安全保障上最重要課題である。原子力発電は、他のエネルギー源に比べて燃料の エネルギー密度が高く備蓄が容易であるなどの技術的特徴を有するため、国産エネルギー に準じた高い供給安定性が期待できる基軸エネルギーとして位置づけられている。このた め、わが国は、エネルギー安全保障を確保するため原子力発電を推進している。 2000 年度の原子力発電量は 3,213 億 3,700 万 kW で全電力量 9,406 億 8,700 万 kW の約 1/3 以上を担うまでに至っている。その原子力施設の製造・建設にとって、溶接は重要な技 術である。原子力施設はその性格上、高い安全性と信頼性の確保が不可欠である。特に構 造的に不連続になる溶接部に対する品質要求は非常に厳しく、さまざまな高品質化のため の溶接施工法が適用されているが、原子力発電所の溶接部に起因するトラブルがしばしば 一般紙で取り上げられていることからもわかるように、さらなる高度溶接技術の確立によ る溶接部の信頼性確保が強く要請されている。 一方、経済性の向上も必要であり、溶接の自動化による溶接作業の高効率化が進められ ている。図1.13 の原子力発電施設の溶接法の変遷に示すように、主として適用されていた SAW(サブマージアーク溶接)、ティグ、マグの溶接法は 1970 年代半ばから品質の安定性を 得るため随時自動化された。さらに1980 年代には狭開先化へと進み、信頼性向上および溶 接効率向上が行われた。最近ではさらに狭開先が進み超狭開先となり、また、熟練溶接技 術者の減少対応をも考慮した全自動溶接へと変遷してきている。
図1.13 原子力発電設備機器別溶接技術の変遷4) 原子力分野の溶接は、これまで主として信頼性確保を最優先として技術改善が行われて きたが、プラントコスト低減対応として、信頼性を確保した上での溶接作業効率化技術の 開発が今後ますます重要になってこよう。溶接技術者の高齢化や熟練溶接技術者の減少に ともなう溶接部品質のバラツキなどの対応策として、溶接技術者の技能や経験に依存せず に高品質溶接継ぎ手を得ることができる溶接技術支援システムが必要である。さらに溶接
部を自動的に品質保証する全自動溶接が求められる。 1.3 世界の溶接技術の動向 月刊誌「溶接技術」の2002 年 2 月号に“世界の最新溶接事情”と題する特集6)があり、 スェーデンの溶接機器メーカーであるエサブ社のB.ベッカリ氏が最近の溶接業界の趨勢 と新技術について解説している。まず、産業界を取り巻く傾向は以下に挙げるようなもの で、溶接業界でもこれらの動きが顕著であるとしている。 ・ IT の積極的活用 ・ 循環型社会システムの構築 ・ 知的財産に対する重要性の増加 ・ 商標・資産の集中化 ・ 顧客の要求への対応:モジュール化された製造システムに要求されるテーラーメイドの 各種装置の開発 ・ さらなるオプション機能と製造工程の高速化を求める新プロセスの開発 アーク溶接については、図1.14 および表 1.4 に各種アーク溶接法の使用の推移および増減 が示されている。 図1.14 溶接材料市場の推移
表1.4 1975∼1999 年溶接法の推移 図1.14 では、最下段に手溶接(MMA)、下から 2段目にソリッドワイヤーを使用するミグ/マ グ溶接(MIG/MAG)、下から3段目にフラック スコアードワイヤーを使用するミグ/マグ溶接 (FCW)そして最上段にサブマージアーク溶接 用について、溶接材料の使用量比率の推移がそれ ぞれ示されている。西欧、米国および日本の何れ も手溶接が急激に減少し、その代わりにミグ/マグ溶接が増加している。これらの変化の 背景には高生産性の追及と溶接の自動化・機械化の進展があると思われる。3地域でサブ マージ溶接が減少してきた理由としては、 ・ 日本をはじめとするかっての造船国から、韓国、中国他へと造船産業が移りつつあるこ と ・ 高張力鋼の使用が増加したこと ・ その他の重工業も発展途上国へ移動したこと などが挙げられる。西欧に比べて米国と日本でコアードワイヤー(FCW)の使用量が多い。 日本においては、高溶着率、低スパッタ、全姿勢溶接が可能、というのが主な理由と思わ れるが、米国においては従来のセルフシールドからデュアルシールドへというドラスチッ クな変化が内部に隠れている。西欧でコアードワイヤの使用量が少ない理由は、日本に比 べてコアードワイヤの価格がまだ2 倍以上であるためと思われる。 アーク溶接とりわけミグ/マグ溶接に関しては、最近、ツインおよびタンデムマグ溶接 がその高溶着率から注目を集めており、特にドイツで実用化と研究開発が進められている。 タンデム法では異なる径のワイヤーを使用したり、コアードワイヤとソリッドワイヤとを ミックスしてそれぞれの電流・電圧などの溶接パラメータを操作して良好な溶接品質を得 るための自由度が大きいのが特徴である。このような複雑な溶接パラメータの設定はマニ ュアル作業では難しいことから、明らかに溶接ロボットへ組み込んでの適用を期待してい ると思われる。 次に、自動化に関連したアーク溶接のロボット化について見ると、1975 年以来、溶接ロ ボットのアーク溶接における適用例は確実に増加してきているが、図1.15 に示すように、 ここ10 年では欧州および米国の市場が大きく成長しているのに対して、日本は減少傾向に あり、約半分となっている。
図1.15 各国における溶接ロボットの販売推移 最後に、最近の注目すべき溶接新技術について他の資料も参照しながら触れておく。 溶接変形低減の観点からはエネルギー集中率の高いレーザ溶接や電子ビーム溶接が有利 である。大気中でも溶接可能なレーザ溶接は自動車部品などの比較的薄板での適用例が多 い。CO2レーザとYAG レーザが多く用いられているが、YAG レーザ装置は光ファイバーを 通してビームを伝送させることでフレキシブルに対応できるという特徴を持っている。し かしながら、何れもエネルギー変換効率が悪く、発振器の冷却が大掛りになるという難点 を有している。最近、半導体レーザ(LD)が開発され、高効率・大出力化の可能性が高い LD 励起 YAG レーザ溶接機が市販・適用されつつある 7)。普及により価格が低下するのに あと数年かかるかも知れないが、適用拡大が予想される。 上記のように、大型部材の突き合わせ溶接では、低ひずみと高能率の観点からレーザ溶 接の適用拡大が期待されているが、レーザ溶接に際しては開先部にギャップが出ないよう な部材の高い加工精度と密接な位置合せを必要とすることも急速な普及を妨げる要因とな っている。これらの課題を克服するために、レーザミグなどレーザとアークの特性の相乗 効果を引き出すハイブリッド(複合)溶接の研究が欧州を中心に積極的に進められてきた。 レーザとアーク溶接法の組み合わせにより種々のプロセスが研究されているが、ドイツの アーヘン大学などでの研究8)の成果を踏まえて大型部材での実機適用が始まっている。我国 でも大学 9)や企業 10),11)で現象面での研究やハードの開発への本格的な取り組みが行われつ つある。 この他に注目されている技術として摩擦攪拌接合(FSW)がある。これは 1991 年に TWI (英国溶接研究所)で開発されたもので、作業性がよいこともあって短期間のうちに航空 宇宙産業などでの適用が広がった。高い溶接品質、アーク溶接よりも作業性良好、溶接材 料不要、アルミ合金や異材の溶接が容易、などの長所を有している。 販売額 ︵相対値︶
1.4 社会的背景 1.4.1 高齢化社会・高熟練技術者の不足 2000 年の日本の総人口は 1 億 2,693 万人であった。国立社会保障・人口問題研究所が 2002 年1 月に発表した日本の将来人口推計結果によると、この総人口は今後も緩やかに増加し、 2006 年(前回 1997 年予測よりも 1 年早まる)に 1 億 2,774 万人に達した後、その後は長 期の人口減少過程に入る。2013 年にはほぼ現在の人口規模に戻り、2050 年にはおよそ 1 億60 万人となるものと予想されている。新推計は日本の少子高齢化が世界最速で進んでい ることを裏付けている。 出所:国立社会保障・人口問題研究所 図1.16 年齢 3 区分別人口の推移(中位推計) 今回の日本将来人口推計による年令3 区分別人口割合推移(図 1.16 参照)をみると、年 少人口(0∼14 歳)の割合は、2000 年の 14.6%から減少を続け、2005 年には 14%台を割 り込み、2021 年に 12%に達する。その後も年少人口は減少を続け、2036 年に 11%を経て、 2050 年には 10.8%となるものと見込まれている。 生産年齢人口(15∼64 歳)の割合は、2000 年の 68.1%から減少を続け、2020 年には 60.0% に縮小する。その後も緩やかな減少を続け2035 年に現在の水準より 10 ポイント低い 58.0% に達する。その後も減少傾向が続き2043 年の 54.9%を経て 2050 年に 53.6%になるものと 見込まれている。 老年人口(65 歳以上)の割合は、2000 年現在の 17.4%から 2014 年には 25%台に達し、 日本人口の4 人に 1 人が 65 歳以上人口となる。その後、2017 年に 27.0%になる。老年人 口は2018 年以降 2034 年頃まで、おおよそ 3,400 万人台で推移するが、老年人口割合は低
出生率の影響を受けて2018 年以降も上昇を続け 2033 年には 30%台に達する。その後も持 続的に上昇が続き2050 年には 35.7%の水準に達する。 労働省の「専門職種別労働力需給状況調査」報告によると、金属溶接・溶断作業者の不 足率は全技能作業者の不足率に比べて高く、景気動向とより密接な関係にある。1998 年 2 月調査時の労働省の「専門職種別労働力需給状況調査」報告によると、金属溶接・溶断作 業者の在職者数は19 万 5,300 人、不足数 5,900 人、不足率 2.9%となった。前回 1996 年 11 月調査時の在職者数26 万 5,700 人、不足数2万 4,100 人、不足率8.3%と比べて、在籍者 数が7 万 400 人減少しているものの、不足数が1万 8,200 人と大幅に緩和され、不足率も 5.4%低下した。ここにきて金属溶接・溶断作業者の需要の減少傾向がより顕著になってき ており、製造業を代表するこの職種において不況の影響が鮮明に現れる結果を示している。 労働省職業能力開発局「専門職種別労働力需給状況調査結果報告」より作成 図1.17 金属溶接・溶断作業者不足率(%)の推移 1998 年 2 月調査時の調査結果による技能労働者等の 5 年後の需要予測では、金属溶接・ 溶断作業者は「増加する」が 14.4%、「減少するが」22.4%、「変わらない」63.2%となっ ており、現状のままとの回答が半数以上を占めた。今後必要となる職業能力では、金属溶 接・溶断作業者は、「経験に基づく知識・技能」が 75.6%と最も多く、「幅広い業務に対応 できる複合的な能力」が45.4%、「高度な専門知識・技術」が 38.9%、「優れた感性や想像 力」が 36.9%となっている。全職種の今後必要となる職業能力では「経験に基づく知識・ 技能」は 60.5%となっており、金属溶接・溶断作業者では全職種の場合より 15%高くなっ ている。また、金属溶接・溶断作業在職者の中高年齢者(45 歳以上)の割合は 51.5%と全 職種の中高年齢者の割合 36.8%より高く、金属溶接・溶断作業者は中高年齢者割合の高い 職種の一つとなっている。前述の生産人口の減少推計を考慮すると、中高年齢者割合の高 9.7 12.0 10.9 7.9 4.1 6.3 4.6 3.6 17.9 22.1 19.4 14.6 7.5 8.0 10.3 9.6 8.3 5.3 5.3 3.1 0.9 0.4 1.0 1.6 4.2 1.8 2.8 2.9 -1.1 3.5
-5
0
5
10
15
20
25
1989 1990 1991 1992 1993 1994 1995 1996 1997 1998
年 不足率(%) 全職種作業者 金属溶接・溶断作業者 実質GDP成長率い溶接技術者の高齢化が顕著に進み、21 世紀の早い時期に十分な技能を持った溶接技術者 の不足が深刻な社会問題として顕在化しよう。 1.4.2 溶接関連業界の研究開発費 総務省統計局の「科学研究調査結果」によると、わが国研究費の総額は年々増加してき ており、2000 年度の総額は 16 兆 2,893 億円で、これを研究主体別にみると会社等が 10 兆 8,602 億円(シェア 66.7%)、大学等が 3 兆 2,084 億円(19.7%)、研究機関が 2 兆 2,207 億 円(13.6%)となっている。 図1.18 業界別研究費の推移(「科学研究調査結果」より作成) 2000 年度の産業別研究費をみると、全産業の研究費 10 兆 8,602 億円のうち電気機械工 業35.2%、化学工業 15.0%、自動車工業 12.7%とこれらの工業は大きな割合を占めている が、溶接関連業産業における研究費の占める割合は建設業 1.7%、鉄鋼業 1.4%、金属製品 工業 1.1%、その他輸送機械工業 1.6%と極めて少なく、しかも、これら分野の研究費の推 移をみると横ばいか減少している(図1.18 参照) 0 500 1,000 1,500 2,000 2,500 3,000 3,500 4,000 1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 年 研究費(億円) 建設業 鉄鋼業 金属製品工業 その他輸送機械工業
1.4.3 最近 10 年間の経済環境の変化(経済指標) 外国為替相場(東京市場) 0.00 20.00 40.00 60.00 80.00 100.00 120.00 140.00 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001 年度 円 ︵ 1 ド ル に つ き ︶ 公定歩合 0.00 1.00 2.00 3.00 4.00 5.00 6.00 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001 暦年 公 定 歩 合 ︵ 年 % ︶ 国内総生産(名目) 440000.00 450000.00 460000.00 470000.00 480000.00 490000.00 500000.00 510000.00 520000.00 530000.00 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001 暦年 GDP(単位:10億円)
国内卸売物価指数(1995年平均=100) 90.0 92.0 94.0 96.0 98.0 100.0 102.0 104.0 106.0 1991年 1992年 1993年 1994年 1995年 1996年 1997年 1998年 1999年 2000年 2001年 暦年 指 数 ︵ % ︶ 地価(全用途平均) -10.0 -5.0 0.0 5.0 10.0 15.0 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001 暦年 前 年 比 ︵ % ︶ 完全失業者数・完全失業率 0 50 100 150 200 250 300 350 400 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001 年度 ︵ 万 人 ︶ 0 1 2 3 4 5 6 ︵ % ︶ 完全失業者数 完全失業率
引用文献 1)豊田政男:溶接技術,48(2000)2,75 2)豊田政男:溶接学会誌,70(2001)1,10 3)NEDO 資料(2002 年 1 月 6 日作成) 4)小林正宏:溶接技術,48(2000)3,99 5)(財)建設経済研究所:「建設市場の中長期予測」(2001) 6)山下達雄:鉄構技術臨時増刊号,(1999)1,142 7)大田幸二、深沢誠:「橋と鋼」,平成 12 年 2 月発行,(株)建設図書 8)緑川好浩:Tekkohkai,51(2001) 9,8 9)長塚誠治:Tekkohkai,49(1999) 6,8 10)豊原力:溶接技術,48(2000)2,83 11)エンジニアリング振興協会:「エンジニアリング産業の実態と動向」,平成 13 年 11 月 12)「接合加工技術とその応用」:日本機械学会編(1993),日刊工業新聞社,89p 13)Bertil Pekkari;世界の最新溶接事情−世界における新溶接・接合プロセスの展開−、 溶接技術(2002 年 2 月) 14)入江宏定;最新レーザ加工事情、−レーザ加工の 10 年−、溶接技術(2001 年 11 月) 15)U. Dilthey, et.;Prospects by Combining and Coupling Laser Beam and Arc Welding
Processes, Welding in the World, 44,3(2000)
16)阿部信行ら;レーザ・アークハイブリット溶接法の現状と将来、「レーザ・アーク複合 溶接法の現状と将来、溶接学会誌、70, 4(2001) 17)石出孝ら;レーザ・アークハイブリット溶接法の現状と将来、「アークと YAG レーザ のハイブリット化」、溶接学会誌、70, 4(2001) 18)牧野吉延ら;レーザ・アークハイブリット溶接法の現状と将来、「CO2 レーザ・アーク ハイブリッド溶接法」、溶接学会誌、70, 4(2001)
2.本プロジェクトの概要と対象技術 2.1 目的と開発目標 産業の国際化が急速に進展する中、わが国産業の国際競争力を強化し、持続的な優位性 を維持していくためにはエレクトロニクス、バイオ、新素材などの分野における先端技術 の開発はもとより、建設、造船、プラント・施設等の基幹産業界における基盤技術につい てもさらなる技術革新を推進していかなければならない。 溶接技術は前述のように過去半世紀にわたり目覚しい発展を遂げ、基幹産業界における 不可欠な基盤技術として大きく貢献してきたが、溶接現象は、電磁気学、冶金、化学反応、 材料力学など様々な要素が複雑に絡み合っているために、溶接技術の信頼性は熟練技術者 の経験と勘に依存するところが多い。溶接の技術革新をさらに進展させるためには、この 複雑な溶接現象を学問的に体系化し、産業界が蓄えてきた技術・技能と大学や研究機関の 保有する研究成果を結集し、熟練技術者の技能に頼ることのない溶接設計支援システム技 術を確立しなければならない。接合の基盤技術となる溶接設計支援システム技術は溶接施 工時の直接的な省エネ(電力消費の削減)だけでなく構造物施工における省力化など間接 的な効果も期待される。 一方、21 世紀は高齢化と生産年齢人口の減少が急速に進むと予想されており、典型的な 「3K」職場と指摘されている製造業において、労働力確保は緊急かつ重要な課題である。 溶接の分野でも溶接関係技術者、技能者も今後不足する見通しであり、生産年齢人口の減 少推計を考慮すると、将来にわったって、溶接関係技術者、技能者の数を現状の水準に維 持することさえ困難になるであろう。現在でも現場溶接技能者の高齢化は著しく、21 世紀 の早い時期に十分な技量を持った溶接技能者の不足が深刻な社会問題として顕在化するこ とは明らかである。このような社会情勢に対応するためにも作業者に依存しない高効率・ 高信頼性溶接技術の開発が不可欠である。 1995 年 1 月の阪神・淡路大震災は、人口の集中した都市を直撃し、建築物や橋梁などの 鋼構造物に溶接不良に起因する破断が多く発生し、構造物の品質確保に関わる基本的な問 題が提起された。また、溶接部に起因する原子力発電所のトラブルもしばしば報道されて きた。このような事例は、単なる自然災害の一つで仕方がないとか大事に至らなかったか ら良しとして片付けられる問題ではなく、まさに構造物の品質そのものが問われていると いえる。構造物の品質は、しばしば溶接品質が支配すると指摘されているが、社会生活に おける安全性を確保するためにも信頼性の高い高度溶接技術の確立が強く求められている。 本プロジェクトの開発目標は、アーク溶接に注目し、その溶接技術の信頼性を高め、溶 接作業の高効率化を可能とする溶接技術の開発であり、産業界で活用される高度でかつ使 い易いシステムを構築することにある。具体的には、産業界がパソコンを用いて操作可能 な3つの相互に関連したシミュレーションモデル(SM)を開発(表 2.1、図 2.1 参照)し、
表2.1 高効率・高信頼性溶接技術の開発目的と最終目標3) 開発項目 目的と最終目標 溶接プロセス SM の開発 ・アークプラズマモデル SM:シミュレーションモデル ・溶融池対流モデル ・溶接プロセスモデル ・アーク溶接プロセスシミュレーション技術の確立 ・局所熱平衡を仮定しないアークプラズマモデルの開発に よりアーク状態を計算可能にする ・このモデルを組み込んだ TIG 溶接 SM の開発 ・溶融池対流モデルとの組み合わせで±10%の精度で溶け 込みが判定できるモデルの開発 ・電磁力、プラズマ気流、表面張力などの対流駆動力を考 慮した溶接プールの対流熱輸送モデルの開発 ・対象:MIG および TIG 溶接 ・ビードの形状、アンダーカット、溶け込み不良など溶接 欠陥の発生を予測できるモデルの開発 ・対象:静止および移動 TIG 溶接 溶接組織 SM の開発 ・490MPa 級鋼溶接金属 ・950 MPa 級鋼溶接金属 ・溶接プロセス SM で計算される冷却過程の解析と鋼材、 溶材組成から溶接金属部の組織と、組織から溶接金属部 の特性を予測できる SM の開発 ・開発対象:建築鉄骨の柱/梁仕口部 ・鋼材 :溶接構造用鋼(SM490) ・溶接材料:JISZ3312(YGW-11 および 21) ・数値目標(絶対誤差) フェライト分率 :±5% アシキュラーフェライト分率:±10% 室温強度 :±50 MPa シャルピー衝撃値(0℃) :±10J ・靭性を支配する組織因子を特定し、その形成過程をモデ ル化 ・ 強度と靭性を兼備した 950MPa 級高張力鋼用溶接金属を 得るための微細組織のあり方と制御方法の提示 溶接変形予測 SM の開発 ・変形予測 ・ 計算速度アップ新理論 構築 ・ 割れ予測 ・ データーベースに基づ く溶接変形予測システ ムの開発 ・溶接プロセス、溶接組織 SM で計算された組織、熱履歴 から、凝固継手部の変形を予測する SM の開発 ・パソコンで計算可能な変形予測プログラムの開発 ・溶接変形に対して±15%以内の精度で予測 ・高精度・高効率な溶接熱弾塑性解析法の開発 ・計算速度を既存プログラムの 2 倍に速める ・中規模実用構造物の溶接割れを予測できる SM を開発 ・適正施工条件提示により割れ発生を 1/5 に低減 ・大型構造物の溶接変形を固有変形データーベースを用い て弾性計算により推定できる予測システムの開発 ・予測システムを活用し工作誤差を1/4程度に低減 モデルの統合化 ・ 上記3つの SM を統合し、溶接プロセスから組織・変形ま でをシミュレーションにより包括的に予測・推定できる 溶接設計支援システムの構築 ・ 統合化システムをパソコン上で実現し、具体例を通して 支援システムの信頼性を客観的に評価
図2.1 溶接技術の高度化による高効率・高信頼性溶接技術の開発3) 図2.2 統合化における情報の流れ3) 統合化 溶接プロセス シ ミ ュ レ ー シ ョ ン モ デ ル 温度場・熱履歴 ビード形状・寸法 熱変形 残留応力 温度場・熱履歴 ビード形状・寸法 熱影響(組織) 材料定数(物性値) 熱変形 残留応力 熱影響(組織) 材料定数(物性値) 溶接部組織 シ ミ ュ レ ー シ ョ ン モ デ ル 溶接変形予測 シ ミ ュ レ ー シ ョ ン モ デ ル
これらシミュレーション開発成果を統合し(図 2.3 参照)、溶接設計支援システムを試作す るとともに参加企業による企業化を目標としている。 アーク溶接の SM の開発およびシミュレーションには溶接状態の精緻な観察と信頼性の 高い物性値の情報が不可欠である。溶接現象の解析のため、物性値の測定、溶融状態の観 察および欠陥生成機構の解明についての研究計画が設定されている。シミュレーションに 必要な物性値についての測定実施例は無く、測定装置の開発および測定技術の確立が必要 となっている。溶融状態の観察にしても観測装置を開発し、溶融池表面および内部の湯流 れ・対流の情報を正確に把握しなければならない。欠陥生成機構については、溶融池にト ラップされ欠陥となる気泡の生成状況を、μG環境を利用した実験、透過 X 線観察実験な どにより解明していく。 2.2 調査対象技術 表2.1 に示したように、本プロジェクトが開発の対象としている技術は、 ・アーク溶接プロセスのシミュレーション(MIG 及び TIG 溶接) (特にアークプラズマ、溶融池対流モデル) ・溶接組織のシミュレーション (特に490MPa 級鋼溶接金属及び 950MPa 級鋼溶接金属) ・溶接変形予測シミュレーション (変形と割れの予測) ・以上の三つのシミュレーションモデルの統合化 である。従って、本調査の技術動向調査において対象とする分野は、溶接の分野の中でも アーク溶接プロセス、溶接部組織、溶接変形とする。
3.本プロジェクト関連溶接技術の研究開発動向 3.1 溶接プロセス研究の動向 3.1.1 アーク溶接自動化の現状 溶接自動化の現状に関し調査するに際し、まず溶接法および溶接装置に着目してマクロ 的にみる。 溶接の自動化を進める上で、施工対象に適合できる溶接法の選定が重要であり、要求品 質、コスト、納期、仕事量、設備、要員、作業場所、安全衛生などの多くの要因を考慮せ ねばならない。そのため溶接法の特性を十分に理解して、施工対象への各溶接法の適応性 を的確に判断することが必要となる。構造用厚鋼板の溶接に対する各種アーク溶接法の適 応性についてマクロ的観点からまとめて示しているのが表3.1.11)である。 表3.1.1 各種溶接法の適応性比較 マグ溶接は、被覆アーク溶接に比較して同程度に各継手に対する広い適応性を備え、さ らに能率的な方法となっている。ロボット溶接や狭開先溶接に最適な溶接法であり、脱技 能化、省力化を展開するうえでの有効な溶接熱源となっている。ワイヤおよびシールドガ スの組合せで、対象物に応じた選択も行える。このように最も実用性の高い溶接法である。 サブマージアーク溶接は適用姿勢が限定されるが、大電流化や多電極化手法を応用して 能率向上を多様に実現できる。さらにワイヤおよびフラックスの選択で高品質化への対応
が簡単に行える点で種々の材料への適用を図ることができる。 ティグ溶接は、継手の品質に優れている点で高張力鋼や高合金鋼の継手に適応している。 また溶融池の安定性が際立った特徴でもあり、特に上向や立向姿勢の溶接に優位性を備え ている。すなわち溶融池制御をきわめて行いやすい溶接法といえる。本法は自動化の推進 に際して適用される場合が多い。 重工業での主要分野である建築鉄骨、造船、橋梁での自動溶接の適用状況を溶接法、継 手および作業場所で分類して示しているのが表 3.1.21)である。マグ溶接の適用が広範囲に 進められていることがわかる。 表3.1.2 各種継手での溶接自動化の状況
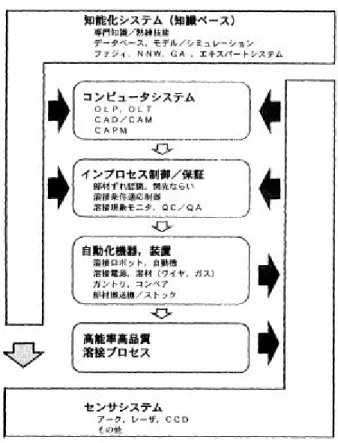
次に、溶接装置からみた自動化の状況を、歴史的流れを踏まえ概観すると図 3.1.12)のご とく示される。現状では、センサ制御のアーク溶接ロボットが先進的実用技術といえよう。 図3.1.1 自動アーク溶接装置の変遷 3.1.2 アーク溶接ロボットの現状技術と今後の課題 溶接ロボットとは、3 軸以上の自由度と教示、記憶、再生機能を備えたコンピュータ制御 の自動溶接機と定義される。 我国においての溶接ロボットの利用は自動車産業に始まるが、1980 年頃からの各種重工 業への応用で急速に普及するようになった。1980 年をアーク溶接ロボット普及元年と呼ば れている。その後のハード面、ソフト面での進歩は著しく、最近の標準的アーク溶接ロボ ットはセンサ制御、オフラインティーチング機能を装備したものとなっている。 溶接ロボットは、熟練技能者に代わってアーク溶接作業を行うものであるから、実際に 作業するための手足に相当するロボット本体、人間の耳、目に相当して手足の動きを制御 するセンサ、さらには具体的な溶接条件等を判断・決定するための知識を備えた頭脳すな わちプログラムソフトを具備せねばならない。 溶接作業のロボット化のための要素技術は図 3.1.23)のごとく示される。とりわけ、セン サと知能化システムがキーテクノロジーとなる。
図3.1.2 ロボット化・システム化の要素技術 広く利用されているマグ溶接ロボットの場合についてみれば、センサとしては、特別の 道具を用いずに溶接ワイヤを介してセンシングできるワイヤタッチセンサおよびアークセ ンサが一般に採用され、効果を発揮している。しかし、光学式センサの最近の発展は著し く、レーザ光線を応用した溶接線倣いが実用段階に入っている。また、CCD カメラを用い る視覚センサが、人間の目に最も近い機能を備え、開先、アーク柱、溶融池を直接観察し て多くの情報を入手できることから、その技術確立に向けたハード・ソフト面での開発が 精力的に進められている。 一方、知能化システムに関してはデータベースに依存しているのが現状であり、大部分 のロボットでは、予めプリセットされた溶接条件群から施工しようとする継手に近似した データをオペレータが選択し、さらには修正してロボットを稼動させている。まだロボッ トとしての頭脳の働きは十分とは言えず、今後の技術開発が期待されている。 このような現状の技術レベルを踏まえた本プロジェクトの目標は、まさしく的をえたも のである。プロセスシミュレーションに基づく溶接作業条件の設定は、溶接技術者の豊富 な知識による設定や、熟練技能者の卓越した勘と経験による設定をも凌駕するものになる と想像できる。 ロボット本体での技術課題について若干述べるならば、現状の溶接ロボットは、橋梁箱 桁大組立や造船ブロック組立ステージ等、比較的狭隘な箇所での溶接作業には不向きな機
械となっているので、小型化した小回りのきく機能を備えた機械、例えば自立歩行式ロボ ット等の開発が望まれる。 3.1.3 アーク溶接自動化とプロセスシミュレーションの研究動向 (1)ティグ溶接 ティグ溶接は、電極と溶融池の相対位置関係をほぼ一定に維持し、比較的小電流の穏や かなアークで、安定した溶融池を形成して溶接を進行させる方法である。したがって、マ グ溶接やサブマージアーク溶接のような消耗電極式の溶接に比較して、溶接現象を制御し やすいことから多くの自動化への試みがティグ溶接で行われてきた。 ティグ溶接での自動化手法に関し、主に円周全姿勢溶接に焦点を合わせ最近約 10 年間で の研究状況を調査した。結果をまとめて表3.1.34)∼22)に示している。なお、ここでは本プロ ジェクト関係の研究は省いている。 自動制御できるような溶接自動化を達成させる手法は、CCD カメラ等を用いる画像によ る制御方法4)∼13)、溶融金属の振動をセンサとする制御方法14-19)、熱伝導計算での溶融池予 測による方法 20)、および従来から実用的に行われている溶接パラメータの記憶・再生方式 21),22)に大きく分類できる。 図 3.1.323)は水圧鉄管の自動溶接システムの例である。この方式では、アーク前方と後方 に配置した2台のカメラが用いられ、前方のカメラは溶接条件自動設定を目的とした開先 計測と溶接状況の監視を行う。図中にも示されているように、カメラ画像以外に溶接音や 電流・電圧波形をセンサとして利用している。 藤本9)は、水道管の全姿勢溶接で前述の技術手法と同様の画像および音響を利用し、溶接 状況をモニタリングする方法を開発している。ただし、両溶接方法共に、音響は異常音を 検出して、主に欠陥の早期発見に結びつけようとするものであり、補助的に応用されてい る。 カメラ画像の利用目的は、ほとんどの場合開先形状の計測と溶接状況の監視にあるが、 裏波ビードの像を画像処理して裏波形成条件の適否判定に応用する試みもみられる。池沢 ら 10)、および浅井ら 11)の研究では、画像情報をフィードバックして溶接条件を自動制御す る段階までには進んでいないが、今後の開発課題として捕らえられている。一方、菅ら 13) は、裏波形状情報と形状取得アルゴリズムを組み合わせた溶接電流制御システムを提案し ている。裏側から撮影した溶融池画像から溶融池裏面形状を図3.1.4 のごとく認識させてい る。 次に溶融池の振動特性をセンサとする制御について記す。表 3.1.3 での文献 14)∼19)で は、いずれの場合も溶融池振動を裏波溶接での溶込みの制御に適用している。部分溶込み と完全溶込みで振動形態が異なること、および固有振動数と溶融池径の相関関係を応用す るものである。図 3.1.519)は、振動数による溶込みの変化を模式的に表しており、裏波ビー
ドが形成されると振動数が著しく減少している。実験の一例が図3.1.615)であり、模式図(前
出の図3.1.5)と傾向が一致している。
図3.1.4 溶融池裏側画像解析例
図3.1.6 溶融池固有振動数に対する溶接電流の効果
3-8 表3.1.3 TIG 溶接の自動化の研究状況(1991∼2001) タイトル 著者 出典 内容 文献 番号 水圧鉄管現地自動溶接 のモニタリング技術の 開発 中谷光良ら (日立造船) 溶 接 学 会 全 国 大 会講演概要 NO.65 P.458‐ 459 1999 品質安定と欠陥防止のために組込んだモニタリングシステム。開先形状計測 システムには、表面側の開先幅を計測するレーザセンサと開先底部の間隔を 計測する CCD カメラを装備し、溶接前のセンシングで溶接条件を自動生成 する。溶接状況監視システムはアーク、フィラ位置監視用の CCD カメラと ND フィルタ、溶接電流電圧波形計測システム、CCD カメラの情報を画像処 理する開先幅計測システム、溶接音計測システムで構成。 4) 大径管の傾斜全姿勢溶 接への高能率TIG 溶接 の適用 その2 伊原等ら (日立造船) 溶 接 学 会 全 国 大 会講演概要 NO.59 P.22‐23 1996 大型揚水式水力発電所水圧鉄管に関し、80 キロ級高張力鋼に対する全姿勢溶 接条件を確立し、水圧鉄管用ロボットと自動溶接システムを完成した。1) 溶接法は、初層裏波溶接の安定化を目的として低周波パルスTIG 溶接法を採 用し、トーチは二重シールドガスを用い、センターガスとして50%He+50%Ar 混合ガスを採用、2)初層の裏波条件と中間層の溶接条件を組込んだ溶接条 件自動設定システムを作成、3)溶接ロボットには、開先形状測定用センサ、 溶加ワイヤ送給位置の微調整やアークモニタリングなどに利用するCCD カ メラを装備させた。 5) 大型水圧鉄管の高能率 現場自動TIG 溶接シス テムの開発 松浦十四彦ら (酒井鉄工所) 溶 接 学 会 全 国 大 会講演概要 NO.58 P.142‐ 143 1996 揚水発電所の標記鉄管の溶接施工高速化のために標記システムを開発。シス テムは、4 台の溶接ヘッド(開先形状とアーク状態を監視する CCD カメラが 溶接方向に溶接ヘッドの前後に取り付けてある)、遠隔で制御を行うディスク 型操作盤および溶接電源で構成。主な制御機能として、アークセンサおよび PTP 教示による溶接線倣い機能、ワイヤ位置制御機能、溶接条件記憶再生機 能を組み込んだ。初層裏波ビードは全姿勢にわたり安定した外観・形状が得 られ、放射線透過試験も良好な結果であった 6) ペンストックの溶接施 工 厚板高張力鋼の溶 接 西上幸臣ら (酒井鉄工所) 溶接学会誌 VOL.69,NO.7 P.559 2000 ペンストックの現場溶接法として使用されている自動 TIG 溶接を例にあげ、 厚板高張力鋼の溶接施工を紹介。本施工法はU型狭開先を用いた鉄管内面か らの片面裏波溶接を行なう高能率自動TIG 溶接である。溶接能率面から 1 サ ークルの円周継手に4 台の溶接ヘッドを搭載し、溶接倣い、溶接条件再生機 能などの機能を持たせた。テレビ監視による遠隔操作溶接を行い、水平管、 垂直管、傾斜管の円周継手に対し同一条件で全溶接姿勢が可能となった。 7)
3-9 タイトル 著者 出典 内容 文献 番号 伝承すべき溶接・接合 技術とは何か 全自動溶接システム (TIG 全姿勢溶接用) 小林ら(日立) 溶接学会論文集 VOL.16,NO.1 P.133‐141 1998 溶接の自動化の流れを基に、全自動溶接システムを定義した。適正溶接条件 を自動的に選定あるいは補正しながら溶接を行い、かつ、この溶接過程で、 品質の健全性確認と記録をリアルタイムに行う。それと共に、品質異常時に 溶接作業を自動停止する。その代表例として配管溶接用のTIG 全自動溶接シ ステムを紹介。作業ステップごとの検出対象とセンシング方法の概要を示し た。更に、適正溶接条件の選定、溶接適応制御、品質の健全性確認及び品質 異常時における溶接作業の自動停止の内容に触れた。 8) 遠隔操作式TIG 円周自 動溶接法 藤本智也 (川崎製鉄) 配管技術 VOL.33,NO.10 P.80‐83 1991 TIG 溶接時、溶融池近傍のカラー画像とアーク音を同時に監視し、リアルタ イムで溶接条件の適正化を図りながら行う標題の溶接法を紹介。モニタリン グ装置の機構と特長、溶接施工の実際、モニタリングの効果を説明し、水道 管並びにガス管溶接への適用例を挙げた。 9) 裏波溶接監視装置の開 発と実製品への適用 池沢ら (川崎重工業) 溶 接 学 会 全 国 大 会講演概要 NO.65 P.472‐ 473 1999 CCD カメラで裏波の状況を撮影し、判定するアルゴリズムを開発した。シス テムは CCD カメラ、画像処理と判定を行うボードコンピュータ、裏波形状 状態の表示灯よりなる。判定原理は、CCD カメラで得た裏波画像を画像処理 し、赤熱部の最下点位置と幅を求め、最下点位置の移動平均値と現在値の差、 幅の移動平均値より判別する。舶用エンジンの大型歯車のリムとスポークの 初層裏波TIG 溶接に本監視装置を適用して検証。 10) 配管溶接における裏波 直視技術の開発(第1 報)裏波表面温度計測 システムの製作 浅井知ら(東芝) 溶 接 学 会 全 国 大 会講演概要 NO.58 P.80‐81 1996 システムは、配管内面に石英ガラス製の円すいミラーと赤外線センサヘッド を配置し、センサコントローラを介して抽出された映像情報から、温度分布 計測を行う画像処理装置で構成した。赤外線センサは、可視領域をフィルタ にてカットする赤外線領域対応CCD カメラを用いた。SUS304 パイプの TIG 溶接において、溶接電流を一定として初層溶接を行った場合の溶接位置ごと の裏波表面の熱画像の変化や溶接電圧を階段的に上昇させた場合の裏波表面 の熱画像の変化等を調査した。入熱変化および姿勢による重力の影響による 裏波形状の変化を熱画像により抽出できた。熱画像より最高温度を求め、径 および周方向の温度勾配を計測することにより、裏波形状を特徴化すること が可能であり、溶接条件の制御情報として有効であった。 11)
3-10 タイトル 著者 出典 内容 文献 番号 圧力容器の円周多層溶 接用高性能ロボットの 開発 吉野正和ら (三井造船) 三井造船技報 NO.160 P.31‐ 34 1997 レーザセンサを使用した、表記溶接ロボットを開発。溶接中にセンサで開先 形状を認識し、各開先断面に適応したトーチのねらい位置と、溶接条件の生 成をリアルタイムに行うことができる。現在、板厚40mm までの開先につい て溶接テストを完了。 12) 溶融池裏側画像解析に よる固定管の全周裏波 溶接における溶け込み 制御 菅泰雄ら (慶応大) 日 本 機 械 学 会 年 次 大 会 講 演 論 文 集 VOL.2000, NO.Vol.3 P.429 ‐430 2000 固定管の溶接は、溶接の進行に伴って溶接姿勢が変化し、また溶接熱がパイ プの接合部に著しく蓄積して母材温度が次第に上昇するため、その溶接条件 制御が困難で高い技量が要求される。したがって、これを自動化するために は高度な制御技術を必要とする。そこで、溶接中にパイプ内側から溶融池の 裏側画像を取得し、これを適切な形状・寸法に制御することによって健全な 溶接継手を得る手法を提案し、その有効性について検討した。(著者抄録) 13) 溶融池の熱輸送特性、 減衰振動特性と裏波ビ ード形成 アーク溶接 における溶融池の諸特 性を利用した溶融状態 のモニタリング 岡田明ら (金材技研) 溶接学会論文集 VOL.14,NO.3 P.538‐545 1996 薄板の裏側のビード形成をモニタするためにパルス電流を用いて、アーク溶 接時の熱輸送及び減衰振動といった溶融金属の特性変化を検出し推測する方 法を開発。開発中の新溶接システムに、この考えを適用するために、本法を 合理的かつ効率的なものに再考慮し明らかにした。部分溶込溶接部の深さを 熱放射の波形と位相変化を検出して粗く推定できた。完全溶込溶接部の裏側 ビード形成における安定性は減衰振動の波形変化を検出して推測することが できた。 14) 溶融池の固有振動数検 出による溶込みの推定 と制御1 パルスティ グ溶接における溶融池 固有振動数の検出およ び溶込形態の推定 菅泰雄ら (慶応大) 溶接学会論文集, VOL.19,NO.1 P.19‐26 2001 ティグ溶接法による薄板の裏波溶接の自動化を目的に、溶融池の振動検出に 関する基礎的な検討として、溶接電流としてパルス電流を用いて溶融池を加 振し、その振動をアーク電圧変動として検出する手法を試みた。ステンレス 鋼を用いて溶融池の振動数と溶込の関係を実験的に確認し、固有振動数の差 異により溶込が裏面まで達しているかどうか判定できる可能性を示した。 15) パルスシールドガス加 振法による溶融池の加 振と振動検出による溶 込み制御 長谷川裕之ら (慶応大) 日 本 機 械 学 会 機 械材料・材料加工 技 術 講 演 会 講 演 論文集 VOL.8th P.93‐ 94 2000 アーク溶接の自動化及び知能化に際して、溶融池表面の振動が溶融池形状の 影響を受けることを利用し、その振動数から溶込み状況を判断して、溶接条 件制御を行う。しかし、従来の溶融池加振法であるパルス電流加振法では加 振力の調整が困難であるため、6mm 未満の小さい溶融池では振動の検出が困 難である。そこでシールドガスの流量をパルス状に変化させるパルスシール ドガス加振法を提案。(著者抄録) 16)