工作機械の動作経路測定システムの開発
牛尾 雅樹
目 次
第一章 緒 論
1.1 本研究の背景と目的 1.1.1 本研究の背景 1.1.2 本研究の目的 1.2 本論文の概要
謝 辞
第二章 動作経路測定に関する従来の研究と課題 2.1 工作機械の機械精度測定
2.1.1 静的組付精度 (ISO230-1)
2.1.2 静止位置決め精度(ISO230-2)
2.1.3 実加工試験片を用いた間接測定 2.2 直接測定による同時2軸動作経路測定手法
2.2.1 円運動試験装置による測定 (ISO230-4)
2.2.2 レーザ干渉測長システムによる測定(ISO230-6)
2.2.3 交差格子スケールによる測定 2.3 同時5軸動作経路測定手法とその課題
2.3.1 実加工試験片を用いた間接測定(NAS979)
2.3.2 円運動試験を応用した測定(ISO230-4 拡張)
2.4 動作経路測定手法に関する従来技術の総括 参考文献
第三章 動作経路測定システムの構成と測定原理 3.1 システム開発コンセプト
3.2 システム構成
3.2.1 システム構成及び各部詳細 3.2.2 誤差要因解析項目
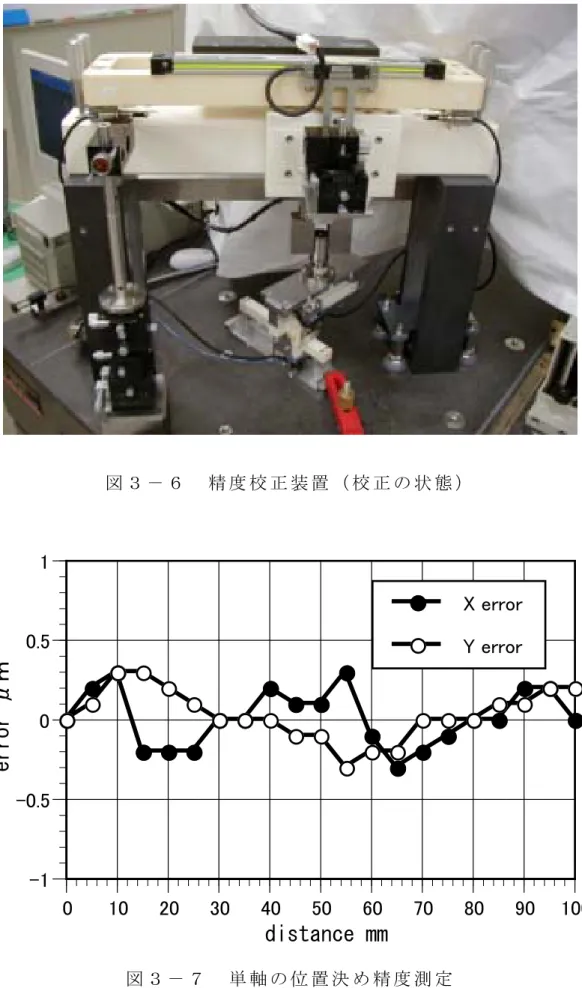
3.3 システムの測定原理 3.4 システムの測定精度校正
4.3.1 計測軸の校正
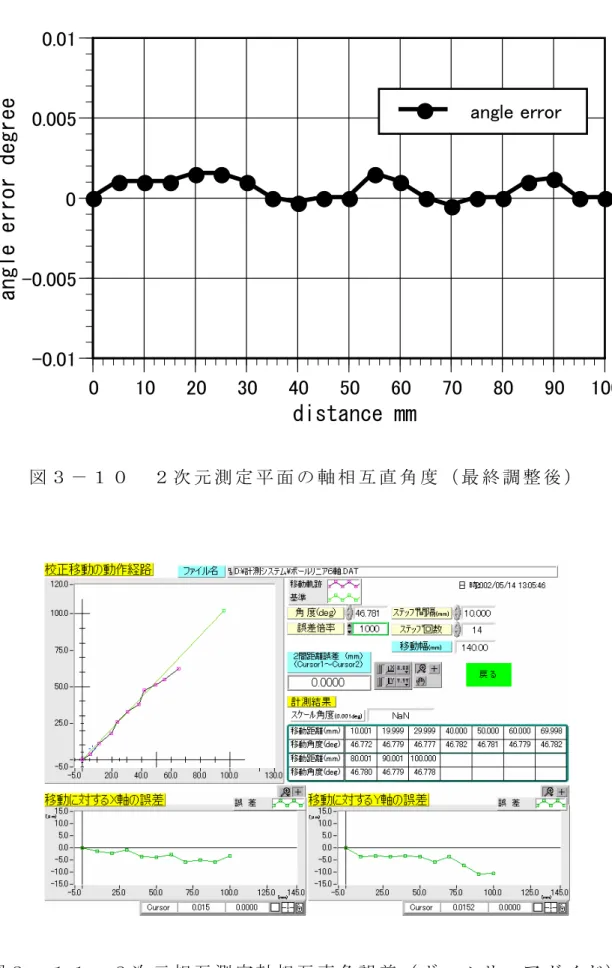
4.3.2 計測軸相互の直角度校正 3.5 本章の総括と結論
参考文献
第四章 測定経路設定概念及び解析要因の設定
4.1 同時2軸動作経路(ISO230-4 拡張)
4.1.1 円運動動作経路 4.1.2 四角運動動作経路 4.1.3 菱形運動動作経路
4.2 同時3軸動作経路(ISO230-6 拡張)
4.3 同時5軸動作経路(ISO230-4 拡張)
4.3.1 円錐運動動作経路 4.3.2 四角錐運動動作経路 4.3.3 菱形錐運動動作経路 4.4 本章の総括と結論
参考文献
第五章 測定システムの検証事例 5.1 同時2軸動作経路 5.1.1 円運動動作経路 5.1.2 四角運動動作経路 5.1.3 菱形運動動作経路 5.2 ダイヤゴナル運動動作経路 5.3 同時5軸動作経路
5.3.1 円錘運動動作経路 5.3.2 四角錐運動動作経路 5.3.3 菱形錐運動動作経路 5.4 システム実用事例
5.4.1 測定結果を用いたパラメータ補正
5.4.2 指令値生成におけるリニアライゼーション処理 5.4.3 指令値生成におけるポストプロセス誤差測定 5.5 本章の総括と結論
参考文献
第六章 結 論
第一章 緒 論
1 . 1 本 研 究 の 背 景 と 目 的
1 . 1 . 1 本 研 究 の 背 景
近 年 の 工 業 製 品 は 製 品 寿 命 の 短 命 化 に よ り , そ の 生 産 設 備 は , 頻 繁 な 工 程 変 更 を 余 儀 な く さ れ , 工 程 の 簡 素 化 や そ れ に 要 す る 時 間 も 短 縮 化 が 著 し く 行 わ れ て い る . 製 品 の 部 品 加 工 や 金 型 製 造 に 関 し て , 除 去 加 工 は 中 心 的 な 役 割 を 果 た し て い る .
除 去 加 工 に は , 切 削 ・ 研 削 加 工 を 行 う 工 作 機 械 が 主 に 用 い ら れ , 加 工 対 象 の 大 き さ や 工 程 の 違 い に よ っ て も , 要 求 さ れ る 性 能 は 異 な る .
除 去 加 工 の 高 精 度 化 ・ 複 雑 化 に 対 応 す る た め に , マ ザ ー マ シ ン で あ る 工 作 機 械 は , 多 様 な 動 作 を 高 精 度 に 行 う 必 要 性 が 生 じ る .
目 的 に 応 じ 多 様 な 形 式 が 開 発 さ れ , 代 表 的 な も の と し て は , 平 面 切 削 に 用 い ら れ る 「 フ ラ イ ス 盤 」, 円 筒 切 削 に 用 い ら れ る 「 旋 盤 」, 歯 車 切 削 に 用 い ら れ る 「 ホ ブ 盤 」 な ど で あ る .
1 9 4 0 年 代 で は , こ れ ら 工 作 機 械 の 制 御 は 人 の 手 で 行 わ れ て き た が , 工 作 機 械 の 動 作 精 度 向 上 と 自 動 化 を 目 的 に , 1 9 5 2 年 に 世 界 で 初 め て 数 値 制 御( Numerical Control)機 能 が 搭 載 さ れ ,現 在 で は ,そ の ほ と ん ど が 数 値 制 御 工 作 機 械 ( NC 工 作 機 械 ) と な っ て い る .
ま た , 工 作 機 械 の 複 合 化 も 進 み , 上 記 の フ ラ イ ス 加 工 や ね じ 切 り 加 工 , 穴 あ け 加 工 等 が 同 一 の 機 械 で 行 え る マ シ ニ ン グ セ ン タ ( MC) と 呼 ば れ る も の も 開 発 さ れ , 広 く 普 及 し て い る .
近 年 の 製 品 の 複 雑 化 や 高 精 度 ・ 短 納 期 化 が 強 く 求 め ら れ る と い う 現 状 の 中 で , よ り 高 度 な 制 御 装 置 ・ 手 法 が 開 発 さ れ て き た .
複 合 工 作 機 械 の 一 つ に , 同 時 5 軸 制 御 が 可 能 な 工 作 機 械 が あ る . こ れ は , 従 来 ま で 直 動 3 軸 制 御 で あ っ た も の に 旋 回 ・ 傾 斜 軸 を 2 軸 付 加 し た も の で , 加 工 に 対 す る 自 由 度 が 高 い 反 面 , 精 度 面 で は , 3 軸 制 御 に 比 べ 若 干 劣 る .
昨 今 の 要 求 に 応 え る た め に は , 複 雑 な 制 御 が 可 能 で あ る 5 軸 工 作 機 械 を 指 令 通 り の 動 作 を さ せ る 必 要 が あ る .
自 由 度 の 高 い 動 作 に 関 し て , 動 作 精 度 を 劣 化 さ せ ず , 高 精 度 加 工 を 行 う 際 に は , 機 械 精 度 を 正 確 に 測 定 し , 誤 差 要 因 の 特 定 及 び 数 値 化 を 行 っ た 上
工 作 機 械 の 精 度 測 定 は , I S O 2 3 0 - 1 を 始 め , 使 用 用 途 に 応 じ 測 定 手 法 も 多 様 化 し , か つ , 高 度 な 技 術 を 必 要 と し て い る .
初 期 の 精 度 測 定 は , 工 作 機 械 を 構 成 す る , 機 械 要 素 自 体 の 工 作 精 度 や , 要 素 相 互 の 組 み 付 け 誤 差 を , 定 規 等 を 比 較 基 準 と し , 機 械 的 な 組 付 け 誤 差 を 直 接 測 定 し , 得 ら れ た 結 果 を 用 い て , 再 調 整 を 行 う こ と に よ り , 精 度 向 上 を 図 っ て い た .
し か し な が ら , 要 求 精 度 が 精 密 化 す る に し た が っ て , I S O 2 3 0 - 2 に 規 定 さ れ る 静 止 位 置 偏 差 の 測 定 だ け で は 充 分 と は 言 え な く な っ た .
し た が っ て , 動 作 測 定 に 着 目 し た 円 運 動 試 験 法 ( I S O 2 3 0 - 4 ) に よ り , 円 運 動 に 限 定 さ れ た 経 路 の 直 接 測 定 か ら , 特 に 制 御 パ ラ メ ー タ の 評 価 検 討 が 加 え ら れ た .
動 作 精 度 の 課 題 と な っ て い た , 象 限 切 り 替 え 時 の ロ ス ト モ ー シ ョ ン ・ 反 転 ス パ イ ク 等 の 低 減 に 大 き く 寄 与 し , 工 作 機 械 評 価 方 法 と し て , メ ー カ で の 出 荷 検 査 や , 日 常 的 な 精 度 把 握 に 活 用 さ れ て い る .
一 方 , 5 軸 工 作 機 械 に お け る 自 由 度 の 高 い 動 作 経 路 に つ い て は , N A S 9 7 9 に 規 定 さ れ る , 同 時 5 軸 制 御 時 の 実 切 削 試 験 片 に つ い て , 間 接 形 状 測 定 に よ る , 評 価 が 一 般 的 で あ る . N A S 9 7 9 は , 1 9 6 9 年 に 制 定 さ れ , 航 空 機 部 品 を 対 象 と し た 工 作 機 械 に 関 す る 規 格 で あ る .
こ の 規 格 を 忠 実 に 実 行 し , 検 査 結 果 を 得 る た め に は , 諸 条 件 を 厳 密 に 設 定 し , 実 切 削 試 験 片 を 得 る 必 要 が あ る .
昨 今 で は , 同 時 5 軸 制 御 時 の 動 作 精 度 に つ い て も , 直 接 測 定 を 目 標 に , 種 々 の 研 究 機 関 が 装 置 ・ 方 法 に つ い て 研 究 開 発 を 行 っ て い る .
代 表 的 な 例 と し て , 円 運 動 試 験 装 置 を 用 い , N A S 9 7 9 の 規 定 に 厳 密 に 即 し た 検 査 方 法 の 提 案 が 成 さ れ て い る が , そ の 記 述 の 中 に は ,
「 本 規 格 に 忠 実 に 守 っ た N C プ ロ グ ラ ム に よ り 加 工 を 行 う と , エ ン ド ミ ル 先 端 は 円 錐 を 軸 に 対 し て 斜 め の 平 面 で 切 断 し た 断 面 軌 道 を 描 く た め , 楕 円 軌 道 と な る . し た が っ て , 後 述 す る ボ ー ル バ ー に よ る 円 運 動 測 定 は 不 可 能 で あ る … 」
と , 紹 介 さ れ て い る .
し か し な が ら , 規 格 の 一 般 化 を 考 慮 す る と , N A S 9 7 9 の 規 定 に 厳 密 に 即 し た , つ ま り 同 時 5 軸 制 御 時 の 検 査 方 法 の 確 立 が 望 ま れ る .
1 . 1 . 2 本 研 究 の 目 的
本 研 究 で は , 5 軸 工 作 機 械 の 検 査 方 法 に つ い て , 測 定 装 置 の 開 発 試 作 及 び 検 査 方 法 の 確 立 を 目 的 と し , 研 究 を 展 開 す る こ と と し た .
装 置 の 開 発 目 標 は , 同 時 5 軸 動 作 経 路 ま で 測 定 可 能 な 装 置 の 開 発 と , 測 定 に 用 い る 最 適 な 動 作 経 路 の 設 定 を 行 っ た .
こ の 装 置 及 び 方 法 を 用 い , 5 軸 工 作 機 械 の 具 体 的 な 動 作 経 路 を 測 定 し , 得 ら れ た 測 定 結 果 を 基 に , 機 械 測 定 規 格 に 則 っ た 誤 差 要 因 の 特 定 及 び 定 量 化 を 行 う こ と に よ り , 従 来 で は 困 難 な 実 加 工 動 作 の 高 精 度 化 を 試 み る . 本 論 文 で は , 以 下 の 内 容 を 取 り 上 げ た .
1 . 動 作 経 路 測 定 装 置 の 開 発
工 作 機 械 の 任 意 動 作 経 路 の 測 定 を 目 標 に , 測 定 装 置 の 開 発 を 行 っ た . 測 定 装 置 の 構 成 は , 位 置 座 標 を 検 出 す る 測 定 部 と , 検 出 し た 信 号 を 数 値 デ ー タ に 変 換 し 保 存 す る 収 録 部 ,及 び 数 値 デ ー タ を 解 析 す る 解 析 部 で あ る . 測 定 部 の 構 造 は , 高 分 解 能 光 学 リ ニ ア ス ケ ー ル を エ ア ス ラ イ ド に 取 り 付 け , こ れ を 軸 構 成 ユ ニ ッ ト ( 以 下 測 定 軸 ) と し た . 2 つ の 測 定 軸 を 直 交 さ せ , そ れ ぞ れ の 軸 端 に 精 度 安 定 軸 と し て 4 本 の セ ラ ミ ッ ク ス エ ア ス ラ イ ド で 保 持 し , 2 次 元 測 定 平 面 を 構 成 し た .
測 定 部 ベ ー ス を 工 作 機 械 テ ー ブ ル に 固 定 し , そ の 上 部 に ボ ー ル ベ ア リ ン グ を 介 し て 主 軸 に 取 り 付 け , 同 時 2 軸 制 御 に お い て , 任 意 動 作 経 路 の 直 接 測 定 を 行 う .
さ ら に , 工 具 軸 方 向 の 計 測 軸 と 球 面 軸 受 を 付 加 す る こ と に よ り , 同 時 3 軸 以 上 の 動 作 経 路 を , 2 次 元 測 定 平 面 で は 経 路 を , 工 具 軸 方 向 の 計 測 軸 で で は , 位 置 ズ レ の 測 定 が 可 能 と な る .
収 録 部 は , そ れ ぞ れ の 測 定 軸 ス ケ ー ル か ら , 独 立 し て 出 力 さ れ る パ ル ス 信 号 を 計 数 し 時 間 的 な 同 期 を 取 り ,XY 及 び T z 軸 座 標 数 値 に 変 換 し , 数 値 フ ァ イ ル と し て 保 存 す る カ ウ ン タ ー ボ ー ド を 試 作 し た .
収 録 タ イ ミ ン グ を 1 s ~ 1 0 0 μ s で 任 意 に 設 定 可 能 で あ り , C N C サ イ ク リ ッ ク 周 期 に 一 致 さ せ , 連 続 的 な 動 作 経 路 測 定 を 可 能 と し た .
解 析 部 は パ ソ コ ン を 用 い , N C 指 令 値 を 基 準 と し て , 動 作 経 路 を 表 示 す る と 共 に , 動 作 経 路 か ら , 各 誤 差 要 因 の 特 定 及 び 定 量 化 す る プ ロ グ ラ ム を 作 成 し た .
2 . 動 作 経 路 設 定
測 定 に 用 い る 動 作 経 路 は , 一 般 化 を 考 慮 し , I S O ・ J I S の 規 定 を 参 考 に 設 定 し た . 最 終 的 に , 同 時 5 軸 制 御 時 の 動 作 経 路 に つ い て , 測 定 装 置 上 の 3 次 元 空 間 内 で 測 定 ・ 表 示 を 行 い , 誤 差 要 因 の 特 定 を 行 う .
ま ず , 最 も 広 く 用 い ら れ て い る I S O 2 3 0 - 4 を 基 礎 に , 任 意 動 作 経 路 の 測 定 評 価 を 行 う こ と を 目 的 で , 直 線 動 作 経 路 設 定 の 拡 張 を 行 っ た .
こ の 手 法 で , 円 動 作 経 路 及 び 直 線 動 作 経 路 を , 測 定 装 置 に お け る 2 次 元 測 定 平 面 で 表 示 ・ 解 析 を 行 う .
つ ぎ に , 同 時 3 軸 制 御 に つ い て は I S O 2 3 0 - 6 を 基 礎 に , 変 位 試 験 規 定 を 動 作 経 路 試 験 に 拡 張 し , 5 軸 工 作 機 械 の 基 礎 と な る , 同 時 3 軸 制 御 時 の 機 械 特 性 を , 真 直 度 を 基 準 に 評 価 す る 手 法 を 定 め た .
さ ら に , 同 時 5 軸 制 御 時 の 動 作 経 路 の 測 定 方 法 は , 出 荷 時 精 度 検 査 で 一 般 的 に 広 く 用 い ら れ て い る , 実 切 削 試 験 片 の 間 接 形 状 測 定 を 参 考 に , 動 作 経 路 を 設 定 す る .
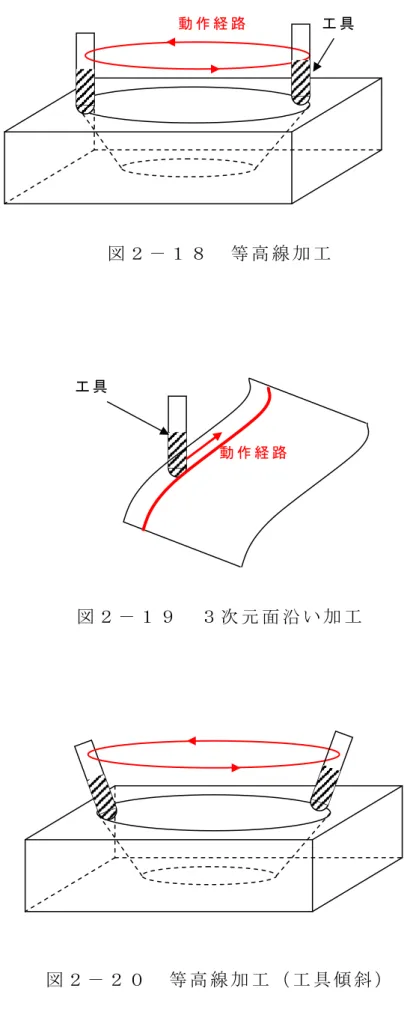
す な わ ち , 2 次 元 測 定 平 面 上 で は 円 ・ 四 角 及 び 菱 形 形 状 を 動 作 し , 主 軸 に は , 常 に テ ー ブ ル と の 相 対 的 な 角 度 傾 斜 を 一 定 に 与 え , 工 具 軸 方 向 に は 変 位 し な い 動 作 経 路 を 設 定 し , 測 定 表 示 を 行 う .
測 定 結 果 を , 2 次 元 測 定 平 面 に お い て 輪 郭 測 定 し , 動 作 経 路 か ら 誤 差 要 因 の 特 定 と そ の 定 量 化 を 行 う . ま た , 工 具 軸 方 向 で は , 輪 郭 の 2 次 元 測 定 平 面 か ら の 変 位 量 を 示 す .
結 果 的 に , 実 切 削 試 験 片 の 間 接 形 状 測 定 の 規 定 で あ る N A S 9 7 9 に 準 じ , か つ 動 作 の 直 接 測 定 を 可 能 と し , 測 定 結 果 か ら 誤 差 要 因 特 定 に 至 る 手 法 の 確 立 を 目 指 す .
3 . 測 定 シ ス テ ム の 検 証 事 例
設 定 し た 測 定 動 作 経 路 手 法 に つ い て , 実 際 の 3 軸 及 び 5 軸 工 作 機 械 を 測 定 し , 結 果 に つ い て 比 較 検 討 を 行 う .
・ 同 時 2 軸 動 作 経 路 測 定
2 次 元 測 定 平 面 で の 動 作 経 路 の 測 定 ・ 表 示 す る .
そ の 結 果 を 用 い , 誤 差 要 因 毎 の 定 量 化 を 行 い , 検 査 成 績 証 と の 比 較 検 討 し , 差 異 の 有 無 を 確 認 す る .
動 作 経 路 の 直 接 測 定 を 行 え る こ と を 示 す .
・ 同 時 5 軸 動 作 経 路 測 定
同 時 2 軸 動 作 経 路 に 工 具 傾 斜 を 与 え , 同 時 5 軸 動 作 経 路 を 設 定 す る . こ の 設 定 で は , 2 次 元 測 定 平 面 で は 円 ・ 四 角 等 の 形 状 を 描 き , 工 具 軸 方 向 に は 動 作 し な い . こ れ ら の 動 作 に つ い て , 2 次 元 測 定 平 面 で 指 令 値 と 測 定 結 果 と の 差 異 を 表 示 す る .
結 果 か ら , 誤 差 要 因 毎 の 定 量 化 の 結 果 を 導 き 出 し , 同 時 5 軸 動 作 の 直 接 測 定 手 法 を 提 案 し , 検 証 実 験 例 を 示 す .
・ 同 時 5 軸 動 作 経 路 に お け る ポ ス ト プ ロ セ ス 誤 差 測 定
同 時 5 軸 動 作 経 路 の 動 作 精 度 向 上 に は , 指 令 値 も 大 き く 寄 与 す る . 旋 回 ・ 傾 斜 軸 を 制 御 す る た め , 想 定 し た 工 具 の 動 き か ら , 機 械 に 与 え る N C 指 令 値 を 生 成 す る 際 に , ポ ス ト プ ロ セ ス 機 能 を 用 い る .
ポ ス ト プ ロ セ ス 機 能 は , 極 座 標 変 換 を 用 い る た め , 計 算 誤 差 を 生 じ る . こ の 計 算 誤 差 に つ い て , 測 定 結 果 か ら 誤 差 の 定 量 化 を 試 み る .
さ ら に , 実 加 工 結 果 と の 比 較 検 討 に よ り , 直 接 測 定 の 確 か ら し さ に つ い て 論 ず る .
1 . 2 本 論 文 の 概 要
本 論 文 で は , 工 作 機 械 の 動 作 経 路 を 直 接 測 定 す る 装 置 ・ 手 法 に つ い て , 検 討 し , 5 軸 工 作 機 械 に お け る 同 時 5 軸 動 作 の 直 接 測 定 を 目 標 と す る .
従 来 の 各 種 規 格 に 準 じ た 測 定 手 法 を 基 礎 に , そ の 拡 張 を 述 べ , 実 際 の 測 定 事 例 に よ り , そ の 妥 当 性 を 検 証 す る 構 成 を 取 る .
第 1 章 は 緒 論 で あ り , 本 研 究 の 背 景 と 目 的 , 概 要 な ど に つ い て 述 べ る . 次 に 第 2 章 か ら 第 6 章 の 概 要 に つ い て , 以 下 に 示 す .
全 体 構 成 を 図 1 - 1 に 示 す .
第 2 章 で は , 機 械 精 度 測 定 に 関 す る 従 来 の 研 究 に つ い て 総 括 す る . ま ず 2 . 1 節 で は , 工 作 機 械 の 精 度 測 定 と し て 広 く 用 い ら れ て い る I S O 2 3 0 - 1 ~ 4 ま で の 規 格 内 容 に つ い て , そ の 検 査 に 於 け る 適 応 範 囲 や 必 要 性 を 述 べ , か つ 測 定 方 法 の 整 理 を 行 う .
ま た , 実 加 工 試 験 片 を 用 い た , 間 接 測 定 に つ い て 総 括 を 行 う .
2 . 2 節 で は , 動 作 の 直 接 測 定 に よ る , 同 時 2 軸 動 作 経 路 測 定 手 法 に つ
さ ら に , 2 . 3 節 で は 同 時 5 軸 動 作 測 定 手 法 で は , N A S 9 7 9 と 円 運 動 試 験 装 置 で の 試 験 方 法 と そ の 適 用 範 囲 に つ い て 総 括 す る .
2 . 4 節 で , そ れ ぞ れ の 装 置 か ら 来 る 制 約 及 び 測 定 解 析 方 法 に つ い て , 現 状 の 総 括 と 課 題 の 抽 出 を 行 う .
第 3 章 で は , 開 発 し た 動 作 経 路 装 置 に つ い て 述 べ る .
3 . 1 節 で は シ ス テ ム 構 成 を 説 明 し , 3 . 2 節 で は 測 定 原 理 を 述 べ る . さ ら に 3 . 3 節 で , 測 定 の 基 礎 と な る 精 度 校 正 方 法 及 び 結 果 を 示 し , 本 装 置 の 測 定 精 度 を 示 し , 3 . 4 節 で は , 装 置 の 総 括 と し て , 他 の 経 路 計 測 装 置 と の 比 較 を 交 え , 装 置 の 位 置 づ け を 述 べ る .
第 4 章 で は , 測 定 経 路 の 設 定 を 述 べ る .
ま ず , I S O 2 3 0 - 4 を 参 考 に , 同 時 2 軸 制 御 に お い て 四 角 ・ 菱 形 等 の 形 状 を 動 作 さ せ た 場 合 に 得 ら れ る 動 作 経 路 か ら , 真 直 度 ・ 相 互 直 角 度 を 導 き , 直 線 動 作 経 路 測 定 の 必 要 性 を 述 べ る .
次 に , 同 時 5 軸 制 御 ま で の 動 作 経 路 の 設 定 を 行 い , 測 定 結 果 の 表 示 及 び 誤 差 要 因 の 導 出 手 法 の 説 明 を 行 う .
円 運 動 試 験 法 を , 測 定 評 価 の 基 礎 と し て 一 般 化 し て い る 規 定 に 対 し , 概 念 的 な 拡 張 を 加 え る こ と で , 一 般 性 を 損 な わ ず , 有 用 な 定 量 化 を 行 う 方 法 に つ い て , 動 作 経 路 の 次 元 数 毎 に 順 を 追 っ て 具 体 化 す る こ と と す る . 第 5 章 で は , 具 体 的 に 3 軸 及 び 5 軸 工 作 機 械 に つ い て 測 定 事 例 を 示 し , 検 査 成 績 証 や , 実 際 に 実 加 工 試 験 と の 比 較 を 行 う .
比 較 検 討 は 誤 差 要 因 毎 に 定 量 化 し た 値 を 用 い , 同 時 2 軸 制 御 で は , 機 械 運 転 状 態 の 違 い を 示 す と 共 に , 誤 差 数 値 を 用 い た パ ラ メ ー タ 修 正 に よ る 経 路 補 正 の 効 果 を 示 す .
さ ら に , 制 御 軸 数 に 関 す る 動 作 経 路 精 度 の 違 い を , 5 軸 工 作 機 械 に 同 時 2 軸 制 御 と 同 時 5 軸 制 御 を 行 わ せ , 結 果 か ら 示 す 機 械 精 度 の 比 較 に よ り , 明 ら か に す る .
ま た , N C 指 令 値 に 関 す る 考 察 も 交 え , 動 作 経 路 設 定 及 び 解 析 手 法 に つ い て 述 べ , 同 時 5 軸 制 御 に 関 す る 機 械 精 度 以 外 の 誤 差 要 因 の 存 在 を 明 ら か に し , 指 令 値 算 出 に お け る 技 術 的 な 考 察 を 加 え る .
第 6 章 で は , 本 研 究 で 得 ら れ た 結 果 を 総 括 し , 結 論 と す る .
図 1 - 1 本 論 文 の 全 体 構 成
緒 論
動 作 経 路 測 定 に 関 す る 従 来 の 研 究 と 課 題
測 定 経 路 設 定 概 念 及 び 解 析 要 因 の 設 定 動 作 経 路 計 測 シ ス テ ム
の 構 成 と 測 定 原 理
測 定 シ ス テ ム の 性 能 検 証
結 論
第 三 章 第 二 章
第 四 章
第 五 章
第 六 章 第 一 章
謝 辞
本 論 文 は , 筆 者 が 平 成 1 0 年 4 月 か ら 平 成 1 6 年 3 月 ま で の 研 究 成 果 に 基 づ き , 平 成 1 7 年 4 月 よ り 現 在 ま で , 九 州 工 業 大 学 情 報 工 学 部 情 報 創 成 工 学 専 攻 の 博 士 後 期 課 程 で の 研 究 成 果 を ま と め た 結 果 で あ り ま す . 筆 者 は , 福 岡 県 工 業 技 術 セ ン タ ー 機 械 電 子 研 究 所 の 研 究 員 の 立 場 で あ り な が ら , 同 課 程 に お い て 研 究 活 動 を 行 う 機 会 を 得 ま し た .
こ の 間 , 多 く の 諸 先 生 , 職 場 の 上 司 , 友 人 , 知 人 , 及 び 関 係 者 各 位 か ら 御 指 導 , 御 助 言 を 賜 り ま し た .
職 場 で は 生 産 技 術 課 に 属 し , 公 務 と し て 県 内 産 業 の 技 術 的 支 援 を 行 っ て お り , 本 研 究 は 福 岡 県 金 型 研 究 会 で の , 技 術 的 な 課 題 を 解 決 す る た め の 方 策 を 考 案 し た 際 に 発 案 し た も の で あ り ま す .
と り わ け , 九 州 工 業 大 学 情 報 工 学 部 教 授 鈴 木 裕 博 士 か ら は , 本 研 究 の 遂 行 な ら び に 研 究 に 対 す る 心 構 え や 姿 勢 , 研 究 の 意 義 な ど , 研 究 の 基 礎 か ら 本 論 文 を ま と め る に 至 る ま で , 極 め て 有 意 義 な 御 指 導 , 御 鞭 撻 を 賜 り ま し た .
特 に , 装 置 を 一 般 化 す る 手 法 と し て , 私 が 休 職 派 遣 中 も 継 続 し て , 研 究 を お 引 き 受 け 頂 き , J I S へ の 提 案 ・ 審 議 に つ い て の 応 答 を 行 っ て 頂 き , 復 職 後 , 経 緯 及 び 応 答 内 容 の 詳 細 な 御 説 明 を 賜 り , そ の 後 の 研 究 展 開 に つ い て , 的 確 な 助 言 を 頂 き ま し た .
一 般 化 に 際 し , 御 指 導 頂 き ま し た , J I S 委 員 会 主 査 堤 正 臣 博 士
( 東 京 農 工 大 教 授 ) 及 び 佐 藤 隆 太 博 士 ( 東 京 農 工 大 助 手 ) に は , 他 研 究 機 関 で あ る 私 共 に 快 く 研 究 協 力 を 頂 き ま し た , こ こ に 感 謝 申 し 上 げ ま す
初 期 装 置 試 作 を 共 同 で 行 っ て 頂 き ま し た , ポ リ テ ク カ レ ッ ジ 八 崎 透 先 生 , 松 尾 智 士 先 生 に 心 か ら お 礼 を 申 し 上 げ ま す .
装 置 商 品 化 に 御 理 解 と 御 尽 力 頂 き ま し た , 日 本 フ ァ イ ン テ ッ ク ㈱ 平 田 正 治 社 長 , 平 田 大 輔 専 務 , 山 口 由 彦 課 長 , 中 村 俊 幸 課 長 に 心 か ら お 礼 を 申 し 上 げ ま す .
ま た 試 作 装 置 の 検 証 試 験 に 御 協 力 頂 き ま し た , 福 岡 県 金 型 研 究 会 の 会 員 諸 子 に 感 謝 申 し 上 げ ま す .
と り わ け 会 長 で あ る , 坂 本 正 史 博 士 ( 西 日 本 工 業 大 学 学 長 ) に は 本 研 究 の 意 味 合 い を 早 期 に お 気 付 き 頂 き , 開 発 初 期 よ り 御 助 言 ・ 御 指 導 を 賜 り ま し た .
ま た 本 研 究 で 開 発 し た 測 定 装 置 は , 測 定 部 の 基 礎 構 成 と し て , 流 体 軸 受 を 用 い て お り , 私 が , 九 州 工 業 大 学 工 学 部 在 籍 時 に , 卒 業 研 究 と し て 行 わ せ て 頂 い た 「 静 圧 ス ラ ス ト 軸 受 の 開 発 」 で 学 び ま し た 基 礎 理 論 を 使 わ せ て 頂 い て お り ま す .
中 島 克 洋 博 士 ( 元 九 州 工 業 大 学 教 授 ) 高 藤 和 樹 先 生 ( 九 州 工 業 大 学 機 械 実 習 工 場 長 ) に は , 工 学 の 基 礎 的 な 考 え 方 , 研 究 の 組 立 等 を お 教 え 頂 き ま し た .
最 後 に , 本 測 定 装 置 を 共 に 発 案 し , 商 品 化 に 至 る ま で の 研 究 試 作 を 行 い 公 使 共 に 御 指 導 ・ 御 鞭 撻 頂 き , ま た 苦 労 を 共 に い た し ま し た , 神 谷 昌 秀 博 士 ( 福 岡 県 庁 商 工 部 新 産 業 プ ロ ジ ェ ク ト 室 長 ) に は , 心 か ら お 礼 を 申 し 上 げ ま す .
第二章 動作経路測定に関する従来の研究と課題
工 業 製 品 の 多 様 化 ・ 高 精 度 化 に 伴 い , そ の 主 要 生 産 設 備 で あ る 工 作 機 械 に 対 す る 要 求 も , 多 様 化 ・ 高 精 度 化 が 求 め ら れ つ つ あ る .
昨 今 で は 特 に , 高 能 率 化 ・ 工 程 の 短 縮 等 も 考 慮 に 入 れ な く て は な ら な く な り , 対 応 す る 工 作 機 械 は 自 由 度 が 高 く , 高 精 度 な 動 作 が 求 め ら れ る . 工 作 機 械 の , 精 度 測 定 に 関 す る 技 術 動 向 は , 上 記 の 要 求 に 応 え る た め , 検 査 項 目 の 増 大 に よ り , 実 加 工 動 作 に 近 い 動 作 経 路 の 測 定 が 求 め ら れ つ つ あ る . こ れ ら の 要 求 に 対 し て , 生 産 現 場 で の 精 度 保 証 に つ い て , 出 荷 検 査 だ け で は , 対 応 で き な く な っ て い る の が 現 状 で あ る .
I S O 2 3 0 - 12 - 1 )で は , 工 作 機 械 の 組 立 精 度 に つ い て , 直 定 規 等 を 基 準 に ダ イ ヤ ル ゲ ー ジ 等 に よ り , 比 較 測 定 を 行 う 手 法 で あ り , 工 作 機 械 の 組 立 時 に お け る , 精 度 確 認 の 有 効 な 手 段 で あ る .
し か し な が ら 動 作 経 路 に つ い て , す べ て を 保 証 で き な い .
そ こ で I S O 2 3 0 - 22 ― 2 )及 び 6 で は , I S O 2 3 0 - 1 で 高 精 度 な 組 立 を 行 わ れ た 工 作 機 械 に , 位 置 決 め 動 作 を 指 令 し , レ ー ザ 干 渉 測 長 器 を 基 準 と し た 位 置 決 め 誤 差 を 測 定 し ,制 御 パ ラ メ ー タ を 用 い た 補 正 に よ り , 高 精 度 な 位 置 決 め を 実 現 で き た .
し か し な が ら , 動 作 経 路 の 観 点 か ら 本 手 法 を 見 る と , 単 軸 毎 の 精 度 確 認 に す ぎ ず , 軸 相 互 の 関 係 に お け る 精 度 確 認 に は , 複 雑 な 装 置 設 定 と 手 法 を 求 め ら れ る .
さ ら に , 具 体 的 な 工 作 精 度 に 近 い I S O 2 3 0 - 42 - 3 )に つ い て は , 円 運 動 動 作 経 路 に つ い て , D B B シ ス テ ム2 - 4 )や 交 差 格 子 ス ケ ー ル 試 験 装 置2 - 5 )等 を 用 い , 2 次 元 平 面 で の 円 形 状 に つ い て 測 定 す る .
結 果 か ら 誤 差 要 因 の 解 析 及 び 定 量 化 を 行 っ て い る . 装 置 の 安 定 性 と 手 法 の 簡 易 さ か ら , 動 作 経 路 測 定 の 主 流 と な っ て い る .
ま た D B B シ ス テ ム を , 同 時 4 ・ 5 軸 に つ い て 特 定 な 動 作 経 路 の 測 定 か ら , 誤 差 要 因 特 定 を 試 み る 研 究2 - 6 ) 2 - 7 ) 2 - 8 ) 2 - 9 )も な さ れ て い る . し か し な が ら ,直 線 動 作 経 路 に つ い て の 解 析2 - 1 0 )は ,装 置 構 造 の 制 約 上 不 可 能 で あ る と い え る .
こ の よ う に ,機 械 精 度 測 定 手 法 の 規 格 に つ い て は ,測 定 手 法 を 知 る 上 で , 基 本 的 か つ 重 要 な 項 目 で あ り , 本 章 で は , 機 械 精 度 測 定 の 代 表 的 な 手 法 と し て 認 知 さ れ て い る 装 置 と 手 法 に つ い て , 整 理 を 行 っ た .
一 方 , 同 時 5 軸 制 御 時 の 間 接 測 定 と し て 従 来 か ら 行 わ れ , 昨 今 の 研 究 対 象 で あ る ,N A S 9 7 92 - 1 1 )に 関 す る 規 格 内 容 を 検 討 し ,そ の 課 題 に つ い て 述 べ る .
2 . 1 工 作 機 械 の 機 械 精 度 測 定
工 作 機 械 の 構 造 は , 工 具 か ら 工 作 物 ま で の 一 連 の 構 成 要 素 か ら 成 り 立 っ て い る . 構 成 要 素 に は , 固 定 要 素 と 運 動 要 素 が 存 在 す る .
こ れ ら の 構 成 要 素 同 士 に , 相 対 運 動 を 発 生 さ せ る こ と に よ っ て , 工 作 機 械 の 形 状 創 成 運 動 が 成 り 立 つ .
創 成 運 動 に 関 し て ,工 作 機 械 の 幾 何 的 誤 差 は ,少 な か ら ず 影 響 を 及 ぼ す . 幾 何 的 誤 差 は , 案 内 軸 上 に 存 在 す る 案 内 誤 差 と , 案 内 軸 相 互 に 存 在 す る 組 立 誤 差 に 分 類 さ れ る .
案 内 誤 差 と は , 直 線 案 内 軸 上 に 存 在 す る 位 置 決 め 誤 差 , 真 直 度 誤 差 , ヨ ー イ ン グ ・ ピ ッ チ ン グ 等 の 姿 勢 誤 差 , 及 び , 回 転 案 内 軸 上 に 存 在 す る 回 転 角 誤 差 , ア ン ギ ュ ラ 誤 差 , ア キ シ ャ ル 誤 差 , ラ ジ ア ル 誤 差 で あ る .
一 方 , 工 作 機 械 の 組 立 時 に 生 ず る 組 付 精 度 は , 構 成 要 素 の 案 内 軸 間 に 組 立 誤 差 を 生 じ る . 直 交 ま た は , 平 行 に 構 成 さ れ る べ き 案 内 軸 を 持 つ , 構 成 要 素 間 に 存 在 す る 構 成 誤 差 と , 調 整 誤 差 に 分 け て 考 え る こ と が で き る . 構 成 誤 差 と は , 二 つ の 構 成 要 素 が 持 つ 案 内 間 で の , 基 準 と な る 位 置 関 係 の 不 確 か さ を 示 す 位 置 ず れ や 傾 き の こ と で あ り , 案 内 の 運 動 に よ っ て は 直 接 補 正 が で き な い 場 合 が あ る .
ま た 調 整 誤 差 も , 構 成 誤 差 と 同 様 で あ る が , こ の 誤 差 は , 構 成 要 素 の 位 置 や 姿 勢 に 対 す る 数 値 制 御 装 置 の 指 令 値 と の ず れ を 意 味 す る .
つ ま り , 調 整 誤 差 は 指 令 値 の 修 正 に よ り 補 正 す る こ と が で き る . 工 作 機 械 の 精 度 測 定 手 法 は , 機 械 の 状 態 に 応 じ て 類 別 さ れ て い る . こ こ で は , I S O で の 類 別 を 基 本 に 説 明 を 行 う .
I S O に は , 熱 変 形 関 連 ( 2 3 0 - 2 ) や , 騒 音 ・ 振 動 関 連 ( 2 3 0 - 3 ) に つ い て も 規 定 を さ れ て い る が , 本 研 究 に 関 連 性 が 薄 い の で , 説 明 を 割 愛 す る . し た が っ て 下 記 の 項 目 に つ い て , そ の 測 定 手 法 詳 細 と 機 械 精 度 導 出 ま で の 説 明 を 行 う .
加 え て , 従 来 の 生 産 現 場 で の 精 度 確 認 手 法 と し て , 実 加 工 試 験 片 を 用 い
従 来 測 定 手 法 を 総 括 し , 従 来 手 法 に 残 さ れ た 課 題 , 解 決 に 必 要 な 装 置 ・ 方 法 を 抽 出 し , 研 究 の 方 針 を 述 べ る .
工 作 機 械 に は 非 常 に 多 く の 誤 差 要 因 が 存 在 し , す べ て の 工 作 機 械 に 共 通 す る 誤 差 や , 構 造 ・ 制 御 の 違 い に よ り 発 生 す る 誤 差 , 実 際 に 動 作 さ せ る 経 路 形 状 に よ る 誤 差 等 , 多 種 の 誤 差 が 複 合 し て 現 れ る .
そ の た め , す べ て の 誤 差 要 因 を 特 定 す る こ と は 非 常 に 困 難 で あ る .
① 工 作 機 械 自 身 に 起 因 す る 誤 差
② 工 作 機 械 の 運 転 時 の 誤 差
③ 加 工 等 の 実 作 業 動 作 時 に 発 生 す る 誤 差
④ 工 作 機 械 の 設 置 や 環 境 に よ る 誤 差
本 研 究 で は , ① 及 び ② の 機 械 精 度 に つ い て 規 定 さ れ る , 誤 差 要 因 に 関 し 説 明 を 行 う .
③ は 工 具 摩 耗 や 工 具 変 形 , 被 切 削 物 の 設 置 状 態 や 加 工 に よ る 変 質 等 で あ り , 工 作 機 械 自 身 に 直 接 起 因 し な い 誤 差 で あ る .
④ は 工 作 機 械 の 設 置 状 況 や 外 乱 , 気 温 や 湿 度 の 環 境 要 因 等 の 環 境 誤 差 で あ る .
現 在 上 記 ② に 当 た る , 動 作 軌 跡 の 測 定 に 関 す る 規 格 は , 円 も し く は 円 弧 軌 跡 で し か 規 定 さ れ て い な い .
ま た , 円 運 動 以 外 の 形 状 で は , 実 加 工 を 伴 っ た 間 接 測 定 手 法 が 存 在 す る が , 段 取 り 替 え に よ る 誤 差 や 実 加 工 に よ る 時 間 , 3 次 元 測 定 器 を 始 め と し た 高 価 な 設 備 が 必 要 で あ る 等 の 難 点 が あ る .
工 作 機 械 の 発 達 に 応 じ て , 機 械 精 度 測 定 は 高 度 化 ・ 多 様 化 し て い る . 個 々 の 試 験 方 法 は 細 分 化 さ れ , 種 々 の 規 定 が な さ れ て い る が , す べ て を 行 う 必 要 は な い .
こ こ で は , 本 研 究 で 取 り 上 げ た 規 格 内 容 を 中 心 に , 詳 細 を 説 明 す る .
2 . 1 . 1 静 的 組 付 精 度 ( I S O 2 3 0 - 1 )
I S O 2 3 0 - 1 は , 主 に 機 械 の 幾 何 誤 差 や 制 御 系 に よ る 誤 差 で , 通 常 は 工 作 機 械 の 動 作 精 度 検 査 の 前 に 測 定 が 行 わ れ る .
な お , こ の 試 験 は , 無 負 荷 状 態 又 は 仕 上 げ 状 態 で 運 転 し て い る 工 作 機 械 を , 幾 何 学 的 試 験 に よ っ て 試 験 す る 方 法 で あ る .
主 に 「 真 直 度 」「 平 面 度 」「 平 行 度 ・ 等 距 離 度 及 び 一 致 度 」「 直 角 度 」「 回 転 」 の 5 つ の 特 性 に 関 し て 測 定 方 法 等 の 規 定 が あ る .
本 節 で は , 真 直 度 , 直 角 度 に つ い て 説 明 す る . 1 ) 真 直 度
平 面 内 で の 真 直 度 と は , 図 2 - 1 に 示 す , 平 面 で の 任 意 線 分 の あ る 指 定 長 さ に お い て , そ の 線 の 総 体 方 向 に 平 行 で , 相 対 距 離 が 許 容 差 に 等 し い 二 本 の 直 線 間 に そ の 線 上 の す べ て の 点 が 含 ま れ る 場 合 , そ の 線 は そ の 指 定 長 さ に 渡 っ て 真 直 で あ る と 見 な さ れ る .
こ の 線 又 は そ れ を 代 表 す る 線 の 総 体 方 向 は , 真 直 度 偏 差 を で き る だ け 小 さ く す る よ う に 決 め な け れ ば な ら な い .
一 般 的 な 方 法 の 一 つ と し て , い く つ か の 点 を プ ロ ッ ト し , そ れ を 元 に 最 小 二 乗 法 等 を 用 い て 直 線 を 求 め る .
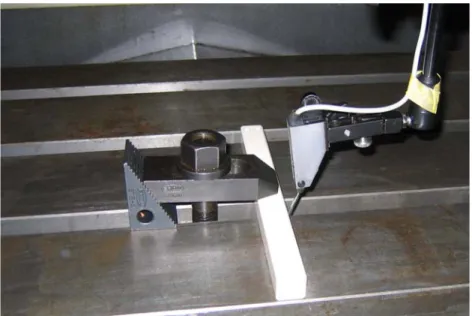
具 体 的 に は , 測 定 基 準 に 対 す る 偏 差 を 求 め る こ と で 数 値 化 で き る . 図 2 - 2 に は 測 定 例 と し て , 真 直 度 マ ス タ を 用 い た 比 較 測 定 を 示 す . こ の 比 較 測 定 は , 真 直 度 マ ス タ を 基 準 に し , 工 作 機 械 動 作 軸 を 動 作 さ せ た 時 の 偏 差 を , テ ス ト イ ン ジ ケ ー タ に よ り 読 み と る .
な お , 測 定 開 始 ・ 終 了 点 の 偏 差 を 0 と し , 動 作 中 の 変 位 を 運 動 静 止 位 置 毎 に 測 定 す る .
測 定 例 に 示 す マ ス タ 自 体 の 真 直 度 偏 差 は , 0 . 1 μ m / 1 0 0 m m で あ り , 電 気 マ イ ク ロ メ ー タ の 最 小 分 解 能 は 0 . 1 μ m で あ る .
ま た , 図 2 - 3 に は , レ ー ザ 干 渉 測 長 器 を 用 い た 手 法 を 示 す .
図 2 - 1 真 直 度 の 概 念
図 2 - 2 真 直 度 マ ス タ を 用 い た 比 較 測 定
図 2 - 3 レ ー ザ 干 渉 測 長 シ ス テ ム を 用 い た 比 較 測 定
レ ー ザ 干 渉 測 長 シ ス テ ム に 治 具 を 用 い る こ と に よ り , 真 直 度 ・ 角 度 偏 差 を 測 定 す る こ と が 可 能 で あ る .
測 定 結 果 は , 測 長 器 に 付 属 す る ソ フ ト ウ ェ ア で 解 析 処 理 さ れ , 真 直 度 等 の 結 果 を 得 る こ と が で き る . 本 研 究 で 用 い た , レ ー ザ 干 渉 測 長 シ ス テ ム の 最 小 分 解 能 は 5 0 n m で あ る .
な お , 機 械 メ ー カ ー が 発 行 す る 精 度 検 査 成 績 表 で は , 直 角 度 が 用 い ら れ て い る .
2 ) 直 角 度
直 角 度 は 「互 い に 直 角 で な け れ ば な ら な い 機 械 部 分 の 直 角 か ら の 狂 い の 大 き さ 」と し て , 定 義 さ れ る .
ま た , 運 動 の 直 角 度 は 「 運 動 部 品 の 運 動 と , 互 い に 直 角 で な け れ ば な ら な い 機 械 部 分 の 面 , 線 又 は 他 の 運 動 部 品 の 運 動 と の 直 角 か ら の 狂 い の 大 き さ .」 と し て 定 義 さ れ る .
図 2 - 4 に は , 四 直 角 マ ス タ を 用 い た 比 較 測 定 を 示 す .
こ の 比 較 測 定 は , 四 直 角 マ ス タ を 基 準 に し , 工 作 機 械 動 作 軸 を 動 作 さ せ た 時 の 偏 差 を , テ ス ト イ ン ジ ケ ー タ に よ り 読 み と る .
測 定 例 に 示 す マ ス タ 自 体 の 角 度 偏 差 は , 1 μ m 以 内 / 1 5 0 mm で あ り , 電 気 マ イ ク ロ メ ー タ の 最 小 分 解 能 は 0 . 1 μ m で あ る .
機 械 メ ー カ ー が 発 行 す る 精 度 検 査 成 績 表 で は ,直 角 度 が 用 い ら れ て い る . 2 . 1 . 2 静 止 位 置 決 め 精 度 ( I S O 2 3 0 - 2 )
前 節 で 示 し た 動 作 の 真 直 度 の 内 , 動 作 方 向 に お け る 1 つ の 位 置 偏 差 に 関 し て は I S O 2 3 0 - 2 に て 別 途 定 義 さ れ て い る . 図 2 - 5 に , レ ー ザ 干 渉 測 測 長 シ ス テ ム を 用 い た X 軸 単 軸 の 試 験 に つ い て 示 す .
こ れ は , 数 値 制 御 さ れ る 工 作 機 械 の 個 々 の 軸 を 直 接 測 定 す る こ と で , そ の 機 械 の 軸 の 位 置 決 め 及 び 繰 返 し 性 を 試 験 及 び 評 価 す る 方 法 を 定 め た も の で あ る .
図 2 - 4 四 直 角 マ ス タ を 用 い た 比 較 測 定
た だ し , 複 数 軸 の 同 時 測 定 に は 対 応 し て お ら ず , 単 軸 測 定 の み と な っ て い る . 主 な 評 価 指 標 を 以 下 に 示 す .
な お , 下 記 の 数 式 で は 一 部 省 略 し て い る が , 指 標 に よ っ て は , 目 標 位 置 へ の ア プ ロ ー チ が 同 一 方 向 ( 正 な ら ↑ , 負 な ら ↓ ) に 行 わ れ る 場 合 と , 両 方 向 に 行 わ れ る 場 合 で 区 別 を し て 評 価 を 行 う .
プ ロ グ ラ ム 上 の 目 標 位 置 を Pi( i= 1 ~ m), 可 動 部 品 が i 番 目 の 目 標 位 置 に j 回 目 に ア プ ロ ー チ す る と き に 到 達 す る 実 際 の 位 置 を Pij( i= 1 ~ m j
= 1 ~ n) と す る .
・ 位 置 の 偏 差
Xij = Pij – Pi 式 2 - 1
・ 位 置 の 平 均 偏 差 : 各 目 標 位 置 で の 偏 差 の 平 均 を 表 す
∑=
= n
j
n Xij Xi
1
1
式 2 - 2
図 2 - 5 レ ー ザ 干 渉 測 長 シ ス テ ム を 用 い た 静 止 位 置 決 め 精 度 測 定 X
Z
反射鏡 干渉計
レーザ ヘッド
X Z
X Z
反射鏡 干渉計
レーザ ヘッド
・ 軸 の 反 転 差 : ア プ ロ ー チ 方 向 の 違 い に よ る 位 置 の 平 均 偏 差 の 差
|]
max[| ↑− ↓
= Xi Xi
B 式 2 - 3
・ あ る 位 置 に お け る 標 準 不 確 か さ の 推 定 量
∑=
↓
−
− ↑
= n
j
Xij n Xij
Si
1
)2
1 ( 1
式 2 - 4
・ 位 置 決 め の 繰 返 し 性 : 両 方 向 か ら の ア プ ロ ー チ に よ る 繰 返 し 精 度 ]
;
|;
| 2
2
max[ ↑+ ↓+ ↑ ↓
= Si Si Bi Ri Ri
Ri 式 2 - 5
・ 位 置 決 め の 両 方 向 精 度 : 系 統 的 偏 差 と 標 準 不 確 か さ の 推 定 量 か ら の 値 ]
2
; 2 min[|
] 2
; 2
max[| ↑+ ↑ ↓+ ↓ − ↑− ↑ ↓− ↓
= Xi Si Xi Si Xi Si Xi Si
A 式 2 - 6
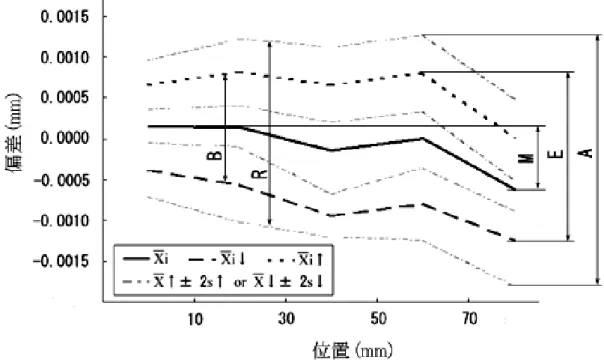
・ 軸 の 系 統 的 位 置 偏 差 : 位 置 の 平 均 偏 差 最 大 幅 ]
min[
]
max[ ↑ − ↑
↑= Xi Xi
E 式 2 - 7
軸 両 方 向 の 位 置 平 均 偏 差 : 両 方 向 位 置 の 偏 差 最 大 幅 ]
min[
]
max[Xi Xi
M = − 式 2 - 8
こ れ ら の 評 価 値 を グ ラ フ に し た も の を , 図 2 - 6 に 示 す . 測 定 は , 標 準 試 験 サ イ ク ル に 則 っ て 実 行 さ れ る .
な お , こ の 規 格 は 試 験 及 び 評 価 方 法 の 規 定 で あ り , 具 体 的 な 評 価 値 を 規 定 し た も の で は な い .
図 2 - 6 静 止 位 置 決 め 精 度 測 定 の 評 価 値
2 . 1 . 3 加 工 試 験 片 を 用 い た 間 接 測 定
加 工 試 験 片 を 用 い た 間 接 測 定 は , 工 作 機 械 に 所 定 の 形 状 を 設 定 し た 指 令 値 を 用 い , 加 工 を 行 わ せ 試 験 片 を 作 成 す る .
得 ら れ た 試 験 片 の 形 状 を , 別 途 に 用 意 し た 形 状 測 定 装 置 を 用 い て , そ の 輪 郭 を 2 次 元 的 に 測 定 し , 輪 郭 形 状 か ら 機 械 誤 差 の 特 定 や , 運 転 条 件 ご と の 機 械 精 度 の 傾 向 を 捉 え る .
本 手 法 は , 工 作 機 械 が 動 作 可 能 な 任 意 形 状 に 関 し て , 試 験 片 を 作 成 す る こ と が 可 能 で あ り , 工 作 機 械 の 総 合 的 な 工 作 精 度 を 比 較 的 容 易 に 知 る こ と が で き る .
し か し な が ら , 測 定 に は 別 途 に 形 状 測 定 装 置 を 用 い る 必 要 が あ り , さ ら に , 間 接 測 定 で あ る た め 段 取 り 替 え に よ る 誤 差 を 含 む . ま た , 加 工 を 行 う た め に , 工 具 形 状 誤 差 や 切 削 条 件 か ら も 影 響 を 受 け や す い .
上 記 の 誤 差 要 因 を 包 含 し た 測 定 値 を 得 る こ と と な り , 測 定 者 は 経 験 的 に こ れ ら の 機 械 精 度 以 外 の 要 因 を 排 除 し て い る .
1 ) 同 時 2 軸 制 御 時 の 試 験 片
図 2 - 7 に , 切 削 試 験 片 の 例 を 示 す .
一 辺 3 0 0 mm の 矩 形 形 状 及 び ,直 径 2 5 0 mm の 円 形 形 状 で あ り ,試 験 片
厚 さ 2 0 mm を 設 定 し , 取 り 付 け の た め に 穴 を あ け て も よ い . 2 ) 同 時 5 軸 制 御 時 の 試 験 片2 - 1 2 )
図 2 - 8 に ,N A S 9 7 9 の 試 験 片 を 示 す .底 辺 直 径 2 5 4 mm の 円 錐 形 状 で あ り ,厚 さ 6 3 .5 mm で ,円 錐 の 半 頂 角 1 5 °を 設 定 し ,テ ー ブ ル に 対 し , さ ら に 1 5 °傾 斜 さ せ た 姿 勢 で 取 り 付 け る .
3 ) 規 格 の 規 定 値 に つ い て
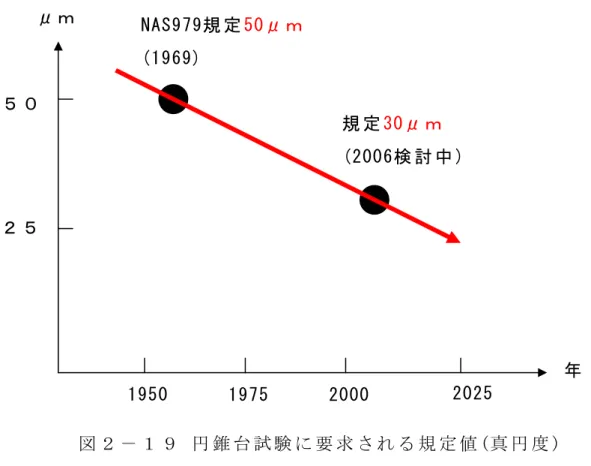
精 度 規 格 か ら 考 察 す る と , 現 状 用 い ら れ て い る N A S 9 7 9 の 規 定 は 1 9 6 9 年 に 制 定 さ れ て い る . 円 錐 台 切 削 試 験 片 に 関 す る 真 円 度 は 図 2 - 9 に 示 す よ う に , 評 価 で 5 0 μ m で あ る .
昨 今 で は D B B シ ス テ ム で の 直 接 測 定 に 方 法 を 変 更 し , か つ , 真 円 度 の 評 価 で 1 0 μ m と 規 格 変 更 を 行 い , 高 精 度 化 に 対 応 す る 案 が あ り , 本 研 究 で も そ の 案 に 従 い , 装 置 ・ 手 法 の 開 発 を 行 う 必 要 が あ る と 考 え る .
図 2 - 7 切 削 試 験 片 ( 円 形 形 状 )
図 2 - 1 9 円 錐 台 試 験 に 要 求 さ れ る 規 定 値 (真 円 度 ) 5 0
2 5
NAS979規 定50μ m (1969)
規 定30μ m (2006検 討 中 )
1950 1975 2000
年 μ m
2025
2 . 2 直 接 測 定 に よ る 同 時 2 軸 動 作 経 路 測 定 手 法
直 接 測 定 と は , 工 作 機 械 の 構 成 要 素 で あ る , 工 具 を 取 り 付 け る 主 軸 と , 工 作 物 を 取 り 付 け る テ ー ブ ル と の 相 対 運 動 を , そ の 相 対 運 動 中 に 何 ら か の 測 定 装 置 を 用 い て , 測 定 す る も の で あ る .
2 . 2 . 1 円 運 動 試 験 装 置 に よ る 測 定 ( I S O 2 3 0 - 4 )
工 作 機 械 を 使 用 す る 際 に , 前 述 し た 静 的 精 度 の み の 測 定 で は , 実 際 に 加 工 を 行 う 動 作 の 挙 動 が 把 握 で き な い .
そ こ で , 実 際 の 動 作 に 対 す る 精 度 測 定 を 定 め た 規 格 に I S O 2 3 0 - 4 が あ る . こ れ は 一 般 的 に 円 運 動 試 験 法 と 呼 ば れ る も の で あ り , 2 つ の 直 進 運 同 軸 を 同 時 に 制 御 し て 円 運 動 さ せ た と き の 精 度 試 験 方 法 及 び 評 価 方 法 を 規 定 し た も の で あ る . 現 在 で は , 図 2 - 1 0 に 示 す D B B シ ス テ ム を 用 い た 測 定 が 一 般 的 で あ る .
以 下 に , 円 運 動 試 験 か ら 得 ら れ る 誤 差 要 因 に つ い て 示 す .
図 2 - 1 0 D B B シ ス テ ム の 構 造
1 ) 真 円 度 ( 図 2 - 1 1 )
得 ら れ た 実 経 路 を 最 小 領 域 円 で 挟 ん だ と き の , 最 大 内 接 円 と 最 小 外 接 円 と の 半 径 差 , 又 は 得 ら れ た 実 経 路 の 最 小 二 乗 円 を 基 準 と し , そ の 中 心 を 同 心 と し て 描 い た , 最 大 半 径 円 と 最 小 半 径 円 と の 半 径 差 を い う .
2 ) 半 径 偏 差 ( 図 2 - 1 2 )
設 定 経 路 と 実 経 路 と の 偏 差 を 言 う . 設 定 経 路 の 中 心 は , 実 経 路 が 全 円 の 場 合 は 最 小 二 乗 円 , そ う で な い 場 合 は 工 作 機 械 上 に 取 り 付 け た , 測 定 装 置 の 心 出 し に よ る 中 心 と す る .
図 2 - 1 1 真 円 度 の 定 義
図 2 - 1 2 半 径 偏 差 の 定 義
2 . 2 . 2 レ ー ザ 干 渉 測 長 シ ス テ ム に よ る 測 定 ( I S O 2 3 0 - 6 ) 本 研 究 で 参 考 に し た I S O 2 3 0 - 62 - 1 3 )は ,数 値 制 御 軸 の 位 置 決 め 精 度 及 び 繰 返 し 性 の 測 定 の う ち , 同 時 2 ・ 3 軸 の 複 数 軸 測 定 を 定 め た 規 格 で , ダ イ ヤ ゴ ナ ル 変 位 試 験 と 呼 ば れ る .
基 本 的 に は I S O 2 3 0 - 2 と 同 等 の 規 格 で あ り , 評 価 指 標 も ほ ぼ 同 一 の も の を 用 い て お り 、 こ れ ら を 同 時 多 軸 に 拡 張 し た も の で あ る .
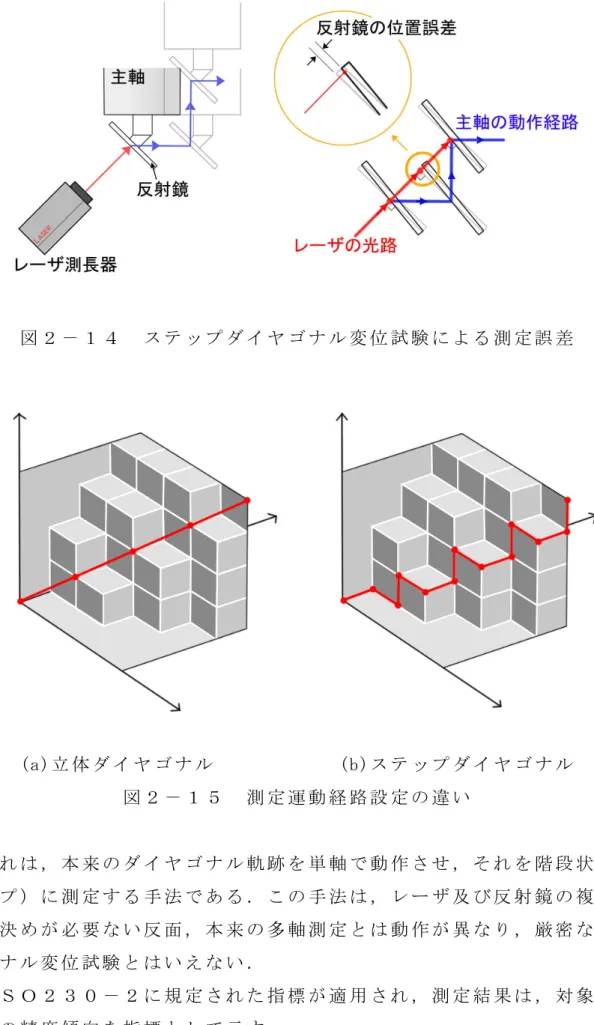
I S O 2 3 0 - 6 で は , 図 2 - 1 3 (a)に 示 す , 平 面 ダ イ ヤ ゴ ナ ル と 定 義 さ れ る 経 路 を 用 い た 測 定 が 同 時 2 軸 運 動 で あ り , 図 2 - 1 3 (b)に 示 す 立 体 ダ イ ヤ ゴ ナ ル 経 路 を 用 い た , 測 定 が 同 時 3 軸 制 御 と な る .
こ れ は , 任 意 の 直 角 柱 状 空 間 の 対 角 を 結 ぶ 軌 跡 を 測 定 す る 物 で , 測 定 範 囲 内 に 6 つ の 平 面 ダ イ ヤ ゴ ナ ル , 4 つ の 立 体 ダ イ ヤ ゴ ナ ル が 定 義 さ れ る . ダ イ ヤ ゴ ナ ル 変 位 試 験 は 一 般 的 に レ ー ザ 干 渉 測 長 器 を 用 い て 測 定 を 行 う . レ ー ザ 干 渉 測 長 シ ス テ ム を 用 い た 測 定 で は , レ ー ザ 光 路 と 反 射 鏡 を 精 密 に 設 置 す る 事 が 必 要 で あ る . し か し , レ ー ザ の 光 源 と , 反 射 鏡 の 位 置 が 水 平 で な い ダ イ ヤ ゴ ナ ル 経 路 は , レ ー ザ 及 び 反 射 鏡 の 角 度 あ わ せ が 非 常 に 困 難 で あ り , 図 2 - 1 4 に 示 す 誤 差 が 発 生 す る .
ま た , 光 路 上 の 位 置 決 め 誤 差 の み の 測 定 と な る の で , 測 定 結 果 を 各 軸 成 分 に 分 解 し て , 単 軸 毎 の 評 価 を 行 う こ と が 困 難 で あ る .
そ こ で , レ ー ザ 干 渉 測 長 器 の メ ー カ ー で あ る RENISHAW や Opt dyne は , 図 2 - 1 5 に 示 す ス テ ッ プ ダ イ ヤ ゴ ナ ル 手 法 で 測 定 を 行 っ て い る .
(a)平 面 ダ イ ヤ ゴ ナ ル (b)立 体 ダ イ ヤ ゴ ナ ル 図 2 - 1 3 測 定 運 動 経 路 と 座 標 系 の 関 係
図 2 - 1 4 ス テ ッ プ ダ イ ヤ ゴ ナ ル 変 位 試 験 に よ る 測 定 誤 差
(a)立 体 ダ イ ヤ ゴ ナ ル (b)ス テ ッ プ ダ イ ヤ ゴ ナ ル 図 2 - 1 5 測 定 運 動 経 路 設 定 の 違 い
こ れ は , 本 来 の ダ イ ヤ ゴ ナ ル 軌 跡 を 単 軸 で 動 作 さ せ , そ れ を 階 段 状 ( ス テ ッ プ ) に 測 定 す る 手 法 で あ る . こ の 手 法 は , レ ー ザ 及 び 反 射 鏡 の 複 雑 な 位 置 決 め が 必 要 な い 反 面 , 本 来 の 多 軸 測 定 と は 動 作 が 異 な り , 厳 密 な ダ イ ヤ ゴ ナ ル 変 位 試 験 と は い え な い .
I S O 2 3 0 - 2 に 規 定 さ れ た 指 標 が 適 用 さ れ , 測 定 結 果 は , 対 象 工 作 機 械 の 精 度 傾 向 を 指 標 と し て 示 す .
2 . 2 . 3 交 差 格 子 ス ケ ー ル に よ る 測 定
図 2 - 1 6 に 示 す 交 差 格 子 ス ケ ー ル は , 測 定 ヘ ッ ド に は 位 相 格 子 及 び L E D と 受 光 素 子 が 取 り 付 け ら れ , L E D か ら 発 せ ら れ た 光 は , 位 相 格 子 を 通 過 し ,約 0 .5 mm 離 れ て テ ー ブ ル 上 に 設 置 し た 交 差 格 子 プ レ ー ト に よ り 反 射 し , 受 光 素 子 に 入 射 す る .
光 の 干 渉 に 基 づ き , 位 相 格 子 と 交 差 格 子 の 位 相 差 を 測 定 す る .
測 定 ヘ ッ ド に は , 測 定 器 を 二 セ ッ ト で 相 互 に 直 交 す る 位 置 に , 取 り 付 け て あ る た め , 同 時 に 2 次 元 の 変 位 を 測 定 す る こ と が で き る . 変 位 を 連 続 的 に 測 定 す る こ と に よ り , 任 意 運 動 の 測 定 が 可 能 で あ る . 測 定 分 解 能 は , 電 気 的 な 内 挿 補 正2 - 1 4 )に よ り , ナ ノ メ ー タ 単 位 を 得 て い る .
し た が っ て , 2 次 元 で は あ る が , 円 運 動 試 験 や 各 任 意 動 作 運 動 の 測 定 が 可 能 で あ り , D B B 装 置 で は , 装 置 の 制 約 上 か ら 測 定 が 困 難 な , 直 線 運 動 コ ー ナ 部 の 過 渡 特 性2 - 1 5 )等 に つ い て , 種 々 の 研 究 が 展 開 さ れ て い る . し か し な が ら , 同 時 3 軸 制 御 以 上 あ る い は , 旋 回 ・ 傾 斜 軸 が 連 動 す る 場 合 , 適 切 な 運 動 測 定 を 行 う た め に は , 相 応 の ジ グ を 必 要 と す る .
図 2 - 1 6 交 差 格 子 ス ケ ー ル ( HEIDENHAIN 製 ) 格 子 プ レ ー ト
測 定 ヘ ッ ド
2 . 3 同 時 5 軸 動 作 経 路 測 定 手 法 と そ の 課 題
同 時 5 軸 制 御 加 工 が 可 能 な 工 作 機 械 の 増 加 に 伴 い , そ の 動 作 精 度 の 厳 密 な 規 格 化 が 望 ま れ て い る .
し か し な が ら 現 状 で は , 直 動 軸 や 回 転 軸 個 別 の 評 価 , 若 し く は 直 動 軸 の み の 同 時 2 軸 測 定 に つ い て I S O に お い て 規 定 さ れ て お り , 同 時 4 軸 ・ 5 軸 の 動 作 経 路 の 運 動 測 定 手 法 は 規 定 に 至 っ て い な い .
そ の た め , 同 時 5 軸 制 御 工 作 機 械 の 精 度 評 価 に 関 す る 研 究 は , 国 内 外 で 多 く の 研 究 者 が 行 っ て お り , 様 々 な 手 法 が 提 案 さ れ て い る .
2 . 3 . 1 実 加 工 試 験 片 を 用 い た 間 接 測 定 ( N A S 9 7 9 )
こ の 方 法 は , 実 加 工 が 可 能 な 範 囲 で , き わ め て 自 由 の 高 い 測 定 が 可 能 で あ る . し か し な が ら , 工 作 機 械 の 軸 構 成 に よ り , 加 工 不 可 能 な 場 合 も 存 在 し , 厳 密 な 同 時 5 軸 制 御 時 の 運 動 精 度 を 測 定 す る 場 合 に は , 専 用 ジ グ を 用 い て , 加 工 物 を セ ッ ト し , か つ , セ ッ ト に つ い て の 厳 密 な 精 度 管 理 が 要 求 さ れ る . 測 定 に は , 実 際 の 加 工 を 行 う た め に , 加 工 誤 差 や 段 取 り 替 え な ど の 外 乱 的 誤 差 が 含 ま れ る .
2 . 3 . 2 円 運 動 試 験 を 応 用 し た 測 定 ( I S O 2 3 0 - 4 拡 張 ) 斎 藤 ・ 宮 川 ・ 堤 は , 5 軸 工 作 機 械 の 運 動 誤 差 モ デ ル を 用 い て , D B B シ ス テ ム を 利 用 し た 回 転 軸 系 の 位 置 偏 差 , 幾 何 偏 差 を 推 定 す る 方 法 を 提 案 し て い る .
こ れ は , 同 時 5 軸 の 工 作 機 械 に お い て , 図 2 - 1 7 に 示 す , 同 時 4 軸 制 御 運 動 を 考 案 し , 5 軸 制 御 工 作 機 械 に 存 在 す る そ れ ら の 偏 差 と 測 定 結 果 の 円 弧 形 状 と の 関 係 を 明 ら か に す る も の で あ る .
ま た , 測 定 結 果 か ら 位 置 偏 差 及 び 幾 何 偏 差 の 偏 差 量 が 検 出 で き る こ と を シ ミ ュ レ ー シ ョ ン に よ っ て 確 認 し て い る .
黎 ・ 垣 野 ら は , 5 軸 工 作 機 械 の 運 動 誤 差 モ デ ル に 基 づ い て , シ ミ ュ レ ー シ ョ ン 解 析 に よ っ て 円 運 動 測 定 を 行 う 際 の 各 誤 差 原 因 の セ ン シ テ ィ ブ 方 向 を 評 価 し て い る .
こ の 結 果 を 用 い て , 定 め た 円 運 動 測 定 パ タ ー ン と 診 断 手 順 を 用 い , 誤 差 原 因 診 断 を 行 う 診 断 法 を 研 究 し て い る . こ の 中 で , 運 動 誤 差 原 因 と し て い る 直 交 軸 群 に 対 す る 回 転 軸 系 の ア ン ギ ュ ラ 誤 差 に 着 目 し , こ れ ら の 誤 差 の
セ ン シ テ ィ ブ 方 向 及 び 診 断 手 順 に つ い て 検 討 し て い る .
上 記 の 手 法 は , 5 軸 工 作 機 械 の 精 度 調 整 を , 個 々 の 軸 あ る い は , 比 較 的 少 数 の 同 時 制 御 状 態 に つ い て 行 う 際 に は , 有 効 な 手 法 と い え る .
し か し な が ら , 誤 差 要 因 ご と の 評 価 検 討 を 加 え る 際 に は , 評 価 す る 者 が 5 軸 工 作 機 械 に 関 す る 熟 達 し た 知 識 ・ 経 験 則 を 有 し , 複 雑 な 計 算 手 法 を 用 い る 必 要 が あ り , ま た , 実 際 の 運 動 経 路 測 定 は 行 わ れ て い な い .
し た が っ て , 工 作 機 械 が 常 用 さ れ て い る 現 場 で の , 精 度 確 認 や , 管 理 に つ い て 本 手 法 を 一 般 化 す る ま で に は 至 っ て い な い .
( a ) D B B シ ス テ ム を 用 い た 同 時 4 軸 測 定 例
( a ) D B B シ ス テ ム を 用 い た 同 時 5 軸 測 定 例
図 2 - 1 7 D B B シ ス テ ム に よ る 同 時 4 ・ 5 軸 運 動 経 路 測 定 A’
YZ C’
ボールバー
A’軸中心線 ZTC
A’ Z
X C’ Y
A’
YZ C’
ボールバー
A’軸中心線 ZTC
A’ Z
X C’ Y
A’ Z
X C’ Y
D B B シ ス テ ム
14°又 は 16°
15℃
14°又 は 16°
15°
D B B シ ス テ ム